

Он гордился этой машиной. Европейский значок. Первоначальный взнос в шесть цифр. Повторяемость ±0,002 согласно техническим характеристикам.
Через шесть месяцев 80% из того, что его ребята на производстве гнули, были кронштейнами из мягкой стали толщиной 3/16 дюйма с допуском ±0,010. Детали подходили. Они подошли бы и на машине среднего класса мощностью 175 тонн. Платеж, однако, не уменьшился, чтобы соответствовать выполняемой работе.
Эта разница — между тем, что ты купил, и тем, что ты реально гнёшь, — это место, где престиж начинает вытекать в потери маржи.
Загляните на любой форум, посвящённый металлообработке, и вы увидите, как одни и те же имена всплывают наверх: Trumpf. Amada. “Премиум‑класс.” Никто не спорит, что они точны. Никто не спорит, что они красиво спроектированы.
Но точность приносит деньги только тогда, когда кто‑то платит вам за неё.
Если допуск вашего клиента ±0,010, а ваш пресс‑гиб дневной смены удерживает ±0,002, вы не добавили восьмитысячных стоимости. Вы купили возможность, которую счёт‑фактура не сможет выставить. Тем временем ваш ежемесячный платёж — $4 870 вместо $3 100 за сопоставимую машину среднего сегмента. Эта разница в $1 770? За пять лет это $106 200 до процентов — деньги, которые могли бы оплатить ещё одного оператора или модернизацию на волоконный лазер.
Престиж кажется безопасным. Денежный поток — вот что действительно держит свет включённым.
Проверка реальности “Металлолом”: Если ваши клиенты не платят по авиационным расценкам, выплаты за авиационное оборудование вычитаются прямо из вашей прибыли.
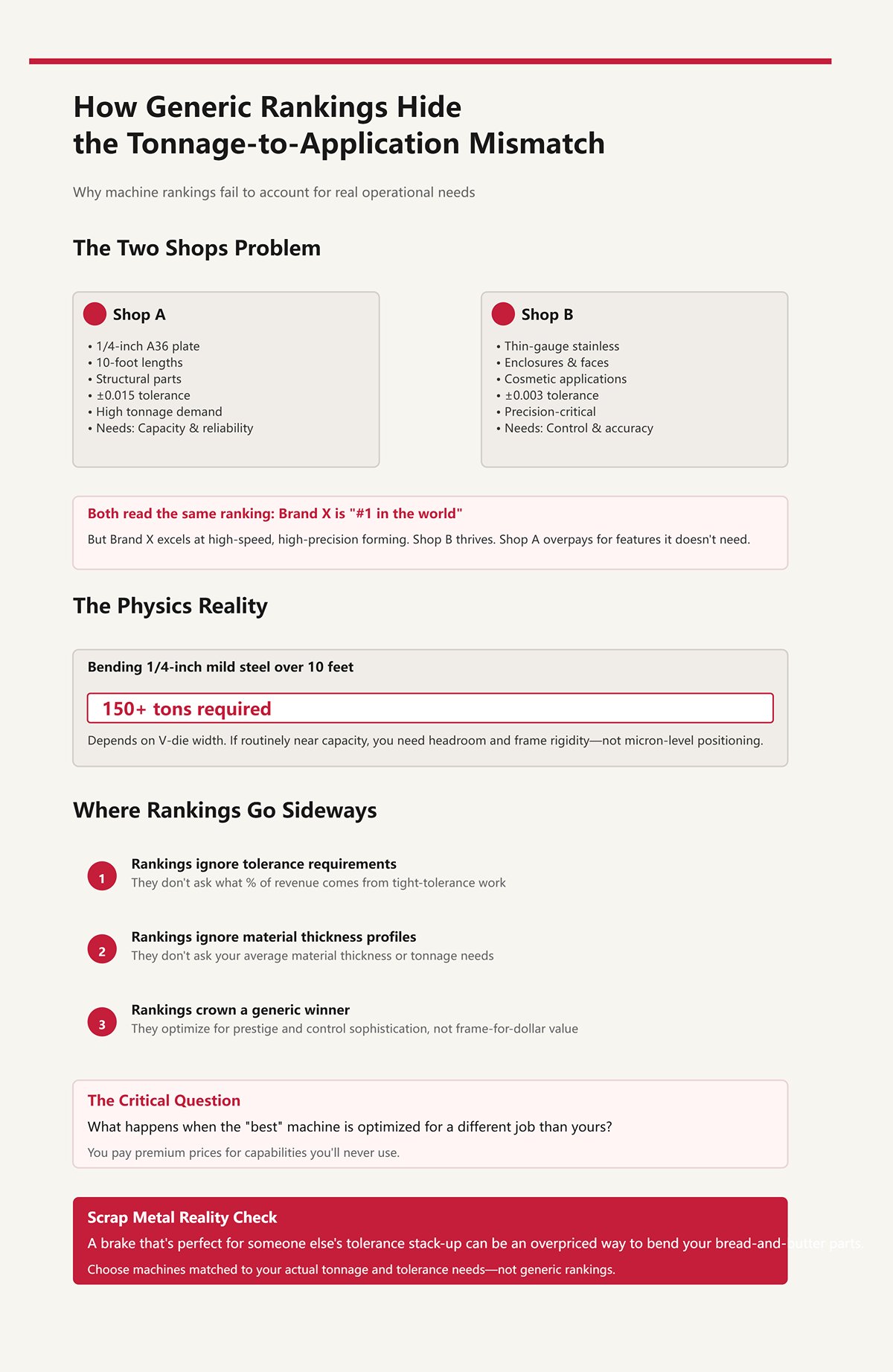
Представьте две мастерские.
Мастерская А гнёт пластины A36 толщиной 1/4 дюйма весь день, длиной 10 футов, конструкционные детали, допуск ±0,015. Мастерская B гнёт тонкий нержавеющий лист, корпусные панели, лицевые декоративные поверхности, допуск ±0,003.
Обе читают рейтинг, в котором говорится, что бренд X — “#1 в мире”.”
Бренд X может быть великолепен в высокоскоростной, высокоточной гибке с продвинутым компенсационным механизмом и сервоконтролем. Мастерская B монетизирует это. Мастерской A просто нужна стабильная тоннажная мощность и надёжные упоры.
Вот где дело идёт наперекосяк: тоннаж — это физика. Грубое правило — гибка 10‑футового участка мягкой стали толщиной 1/4 дюйма может требовать более 150 тонн в зависимости от ширины V‑матрицы. Если вы регулярно работаете на пределе мощности, выбираете запас по прочности и жёсткости рамы. Но многие престижные машины завоевали репутацию благодаря совершенству управления, а не соотношению массы рамы к стоимости. Вы платите за микронную точность позиционирования, когда вам на деле нужна масса стали и цилиндр, который не дрогнет.
Рейтинги не спрашивают, какой процент вашего дохода приходится на работу с жёсткими допусками. Они не спрашивают о средней толщине вашего материала. Они просто объявляют победителя.
И что происходит, когда “лучшая” машина оптимизирована под другую задачу, чем ваша?
Проверка реальности “Металлолом”: Пресс‑гиб, идеальный для чужой цепочки допусков, может оказаться переоценённым способом гнуть ваши повседневные детали.

Поговорим об инструменте.
Некоторые бренды высшего уровня создают красивые, запатентованные инструментальные системы — быстросменные, прецизионно шлифованные, идеально интегрированные с их управляющим программным обеспечением. Демонстрация выглядит эффектно. Чипы идентификации инструмента. Автоматические рекомендации по настройке. Минимум пробных гибов.
А теперь представьте: специальный пуансон треснул. Не катастрофа, но достаточно, чтобы остановить работу. Замены в местном складе нет. Она едет из-за границы. Три недели.
Ваши рабочие на площадке подметают вокруг тихого пресса, который стоит $280,000. Предположим, этот станок обычно работает 6 часов в день по ставке $150 за час. Это $900 в день производственной мощности. Пятнадцать рабочих дней простоя — это $13,500 потенциального валового дохода — и это до того, как зарплаты и накладные расходы начнут «съедать» его.
Интегрированные экосистемы мощны, когда время безотказной работы гарантировано, а запчасти доступны локально. Они становятся дорогими, когда вы привязаны к одной цепочке поставок расходников и обслуживания.
Да, интеграция снижает ошибки при настройке. Да, она может улучшить повторяемость. Но если радиус вашего обслуживания означает, что техник должен лететь, а не ехать на грузовике, эта элегантность быстро превращается в хрупкость.
Так что настоящий вопрос не “Насколько эта экосистема продвинута?”, а “Кто это починит в 2:00 ночи, когда откажет серводвигатель?”
Проверка реальности “Металлолом”: Каждая запатентованная функция, которую нельзя обслужить локально, — это будущий счёт без возможности торга.
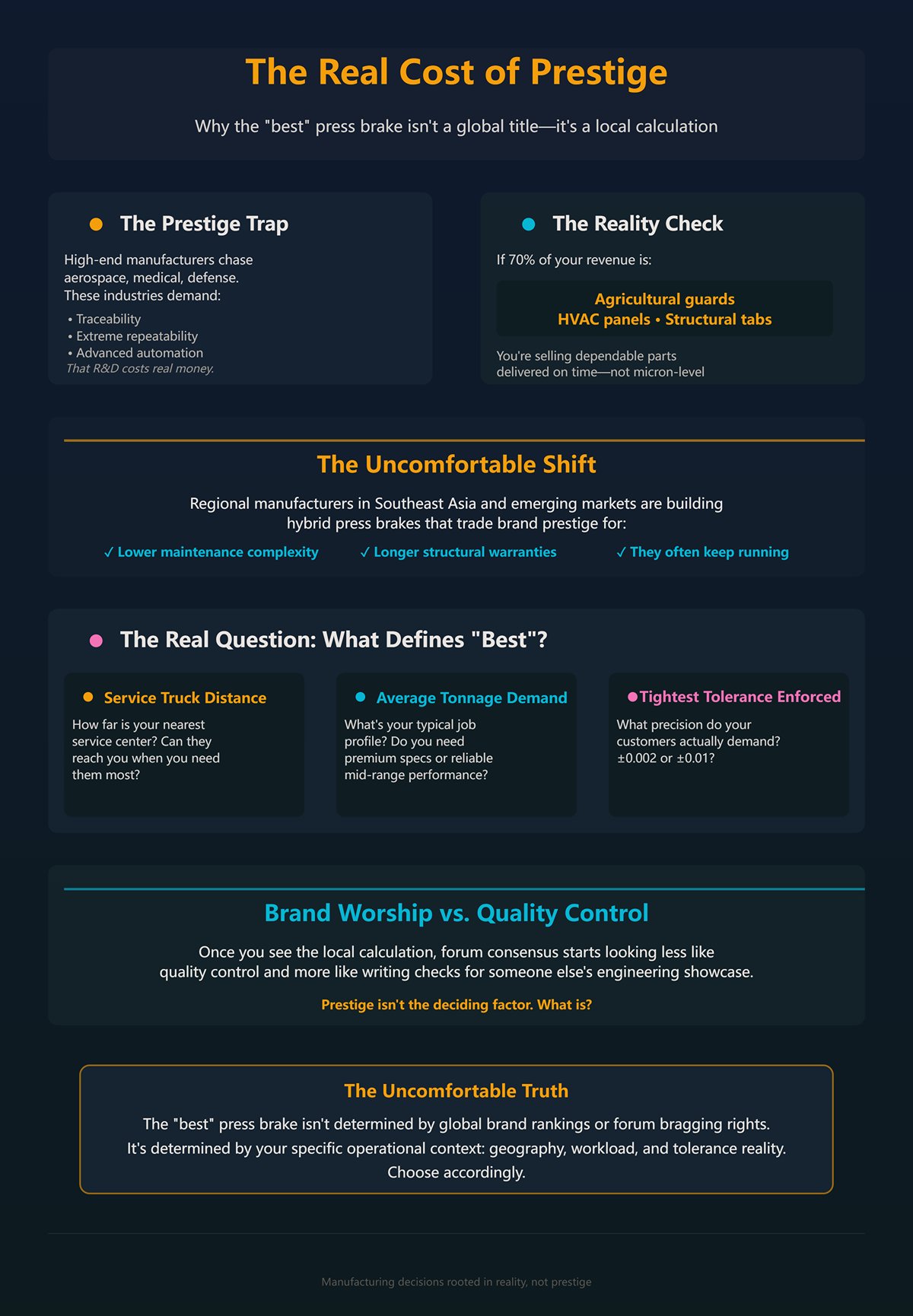
Производители премиум-класса нацелены на аэрокосмос, медицину, оборону — отрасли, требующие прослеживаемости, сверхвысокой повторяемости и продвинутой автоматизации. Эти НИОКР действительно стоят дорого.
Если вы гнёте авиационные кронштейны, которые должны выдерживать ±0.002 при колебаниях температуры, вам нужна такая инженерия. Вы за неё платите. И консенсус на форумах, восхваляющий эти машины, в этом контексте вполне объясним.
Но если 70% вашего дохода приходится на сельхоззащиты, панели HVAC и конструкционные пластины, вы не продаёте микронную точность. Вы продаёте надёжные детали с соблюдением сроков.
Есть региональные производители — некоторые быстро растут в Юго-Восточной Азии и других регионах — которые создают гибридные листогибочные прессы, жертвуя частью престижности бренда ради меньшей сложности обслуживания и более длительных гарантий на конструкцию. Они не лидируют в «хвастовских» темах на форумах. Но часто продолжают работать без остановок.
Вот в этом и заключается неприятный сдвиг: “лучший” листогиб — не глобальный титул. Это локальный расчёт — расстояние до сервисного грузовика, средняя потребляемая тоннажность и наименьший допуск, который действительно требует ваш заказчик.
Когда понимаешь это, поклонение бренду начинает выглядеть не как контроль качества, а как выписывание чеков на чужую инженерную витрину.
И если престиж — не основной критерий, то что тогда?
Однажды владелец цеха пододвинул мне коммерческое предложение — 320 тонн, 14 футов, европейский логотип на боку, почти $480,000. Он гордился этой машиной на бумаге. Тогда я попросил его данные за последние 12 месяцев по гибке: максимальную толщину материала, самую длинную деталь, самый жёсткий допуск, который реально отклонил заказчик. Мы нарисовали простую сетку на жёлтом блокноте — максимальный требуемый тоннаж по одной оси, самый жёсткий повторяемый допуск по другой.
Пока вы не нарисуете эту сетку, вы не покупаете листогиб. Вы делаете ставку на шестизначный чек.
Матрица заставляет объединить два неудобных числа в одном разговоре: ваш реальный пиковый тоннаж (с запасом 20%) и ваш самый критичный для дохода допуск. Это как момент выбора грузовика. Лошадиные силы без доступа к топливу бесполезны. Микронный контроль без оплаченного спроса — тщеславие. А неправильный квадрант не только дороже на старте — он усугубляет потери за счёт брака, замедленных циклов и переплаты за избыточную мощность, которую ваши маржи не выдержат.
Проверка реальности на рынке металлолома: Если вы не сопоставили свой максимальный тоннаж с самой строгой оплачиваемой допуской, каждый доллар выше этой точки — финансирование эго по коммерческим ставкам.
Давайте перейдём к конкретике.
Возьмём 1/4-дюймовую A36 длиной 10 футов. В зависимости от ширины V-матрицы, вы уже выше 150 тонн. Теперь удвойте толщину до 1/2 дюйма. Тоннаж не удваивается — он примерно увеличивается в четыре раза. Толщина — главный «задира» в уравнении. Длина масштабируется лишь линейно. Острые гибы менее 90 градусов? Добавьте примерно 1,5-кратную силу. Это физика, а не маркетинг.
Теперь посмотрите, как большинство цехов “решают” это. Они покупают пресс на 300 тонн, потому что пару раз в месяц задание требует 240 тонн. Это значит, что ребята на производстве работают на 80–100% мощности в тяжёлые дни. Проблема? Исправный пресс должен работать примерно на максимуме 80%, чтобы сохранять резерв — назовём это страховкой процесса против более твёрдых партий материала или изношенного инструмента. Если регулярно давить на 100%, вы не демонстрируете силу, а ускоряете прогиб, износ уплотнений и непостоянные углы.
Но вот где всё меняется.
Некоторые цеха винят изменения углов в “недостатке тоннажа” и снова увеличивают мощность, хотя реальной причиной является контроль допуска на более тонких, декоративных деталях. Они решают проблему точности грубой силой.
Представьте снова два цеха. Один теряет время, потому что детали из толстой пластины требуют нескольких прессовок, чтобы не выйти на максимум мощности. Другой теряет время, потому что операторы подкладывают прокладки и повторно гнут тонкую нержавейку, чтобы попасть в ±0,003. Оба жалуются на производительность. Только один действительно ограничен тоннажем.
А таблицы тоннажа — это оценки. Нержавейка типа 201 может потребовать на 50% больше усилий, чем 304. Базовые 15,3 тонны на фут могут стать 23 тоннами на фут в зависимости от марки. Если ваша матрица построена на каталогах, а не на фактических партиях вашего поставщика, вы строите на песке.
Так что вопрос — не “Сколько тонн может выдать этот пресс?”. А “При какой толщине, длине и изменчивости материала я достигну 80% — и там ли находится мой доход?”
Проверка реальности на рынке металлолома: Перекупите тоннаж, чтобы устранить узкое место по точности — и вы получите простаивающую мощность, которая всё равно не спасёт ваш контейнер для лома от заполнения.
| Раздел | Содержание |
|---|---|
| Заголовок | Высокий тоннаж против высокой точности: Что именно сдерживает производственный процесс на вашем цехе? |
| Влияние толщины и длины | Возьмём 1/4-дюймовую A36 длиной 10 футов. В зависимости от ширины V-матрицы, вы уже выше 150 тонн. Удвоив толщину до 1/2 дюйма, тоннаж растёт примерно в четыре раза — не вдвое. Толщина доминирует в уравнении; длина масштабируется линейно. Острые гибы под углом менее 90° прибавляют примерно 1,5× усилия. Это физика. |
| Типичное поведение при покупке | Многие цеха покупают пресс на 300 тонн, потому что отдельные задания требуют 240 тонн. Операторы тогда работают на 80–100% мощности в тяжёлые дни. Исправный пресс должен работать примерно на максимуме 80%, чтобы сохранять резерв против более твёрдых партий материала или изношенного инструмента. Работая на 100%, вы ускоряете прогиб, износ уплотнений и непостоянные углы. |
| Неправильная диагностика проблемы | Некоторые цеха винят изменения углов в недостаточном тоннаже и обновляют машины, тогда как реальная проблема — контроль допуска на тонких, декоративных деталях. Они пытаются решить проблему точности грубой силой. |
| Сценарий с двумя цехами | Один цех теряет время, потому что детали из толстой пластины требуют нескольких прессовок, чтобы не выйти на максимум мощности. Другой теряет время, потому что операторы подкладывают прокладки и повторно гнут тонкую нержавейку, чтобы попасть в ±0,003. Оба говорят о проблемах продуктивности — но только один действительно ограничен тоннажем. |
| Вариативность материала | Таблицы тоннажа — это оценки. Нержавейка типа 201 может потребовать на 50% больше усилий, чем 304. Базовые 15,3 тонны на фут могут вырасти до 23 тонн на фут в зависимости от марки. Построение расчётов на основе каталогов, а не реальных партий поставщика, создаёт риск. |
| Настоящий вопрос | Ключевой вопрос — не “Сколько тонн может выдать эта машина?”, а “При какой толщине, длине и изменении материала я достигаю мощности 80% — и именно там ли живёт мой доход?” |
| Проверка реальности лома | Если вы купите лишнюю мощность, чтобы устранить узкое место в точности, у вас будет простаивающая емкость, которая всё равно не остановит переполнение контейнера для лома. |
Я наблюдал, как 12-футовая деталь сходила с гибочного пресса среднего уровня: идеальный угол по краям, два градуса открытия в центре. Классическое прогибание. Рама гнется под нагрузкой; ползун и стол не сохраняют идеальную параллельность. Без компенсации длинные детали дают ложное представление о точности.
Коронка — это решение: механические клинья или гидравлические системы, которые создают контролируемое противодействующее прогибание, чтобы изгиб оставался равномерным по всей длине. Именно здесь машины $200,000 и $500,000 тихо расходятся по возможностям.
Ручная коронка работает. Вы регулируете на основе тоннажа и опыта. Это медленнее, но предсказуемо, если ваши операторы хорошо знают материал. Динамическая коронка с ЧПУ регулируется автоматически на основе рассчитанной нагрузки вдоль стола. Быстрая настройка. Лучшая повторяемость на длинных деталях с малым допуском.
Но точность приносит деньги только тогда, когда кто‑то платит вам за неё.
Если 70% вашего дохода приходится на детали менее 6 футов с допуском ±0,015, вы редко нагружаете всю длину стола. Прогиб рамы минимален. Переплата $300,000 за сложность динамической коронки может сэкономить минуты на настройке — минуты, которые текущий график не монетизирует.
А если наоборот. Если вы регулярно работаете с 10–12-футовыми панелями из нержавеющей стали с допуском ±0,005 и списываете одну из каждых 25 из-за отклонения угла в середине, а каждая панель стоит $420 в материалах и труде, это значит, что вы теряете в среднем $16.80 за цикл детали. Выполните 1000 таких за год — и потеряете $16,800. За пять лет — $84,000, и это без учета времени на переделку. Внезапно точность коронки — не роскошь, а страховка.
Матрица заставляет вас связать длину изгиба и допуск с риском прогиба. Не рекламные брошюры. Не демонстрации в выставочном зале.
Проверка реальности лома: если прогиб длинных деталей стоит вам $84,000 за пять лет, отказ от продвинутой коронки дорог; если нет — то платить за неё не стоит.
Контроль высокого уровня с офлайн-программированием, чипами идентификации инструмента, автоматической последовательностью гибки, роботизированными интерфейсами — впечатляюще. Я видел их. Плавно. Быстро. Интегрировано.
А потом я захожу на производственный участок через шесть месяцев.
Ваши операторы всё ещё вручную двигают оси, потому что “так быстрее”. Библиотеки инструментов не обновляются. Офлайн программы покрываются цифровой пылью, потому что некому поддерживать актуальные данные о инструменте. Коммерческое предложение на робот лежит в папке “Фаза 2”.”
Автоматизация окупается только когда совпадают три условия: постоянные повторяющиеся задания, дисциплина в управлении данными и операторы, обученные — и мотивированные — доверять системе. Пропустите одно — и функция превращается в декорацию.
Допустим, пакет автоматизации увеличивает цену покупки на $120,000. Если он экономит 5 минут на настройке, а вы выполняете 6 настроек за смену, это 30 минут экономии в день. При ставке цеха $150 в час — это $75 в день дополнительной мощности. Примерно $18,750 в год при 250 рабочих днях. Понадобится более шести лет, чтобы выйти на точку окупаемости — и это при условии идеального внедрения.
Если ваш ассортимент включает большое разнообразие, короткие серии и частые единичные заказы, ручная гибкость часто превосходит теоретическую скорость автоматизации. Вы платите за гоночную подвеску, чтобы ездить по гравию.
Так что, прежде чем поставить галочку “готово к автоматизации”, спрашивайте себя: есть ли у меня дисциплина объёмов, чтобы оправдать это, или я покупаю будущие возможности, на которые лишь надеюсь?
Потому что надежда не оплачивает лизинговые платежи.
И когда вы уже сопоставили тоннаж, допуск, риск прогиба и реальную дисциплину рабочего процесса, остаётся одна неприятная истина: даже идеально подобранный по спецификации станок бесполезен, если он стоит без дела, ожидая техника, находящегося в двух штатах от вас.
Проверка реальности металлолома: автоматизация, которую ваши операторы обходят стороной, — это всего лишь дорогой сенсорный экран, прикрученный к ежемесячному платежу.
Мастерская, которую я проверял в прошлом году, купила гидравлический листогиб $350,000 от всемирно уважаемого бренда. Идеальное соответствие тоннажу. Динамическое коронование. Пакет автоматизации, который действительно использовался. На бумаге всё было выверено до последней тысячной с точки зрения выручки.
Затем вышел из строя пропорциональный клапан в гидросистеме.
Ближайший сертифицированный выездной техник находился в 640 милях. Планирование поездки плюс подтверждение запчастей заняли девять рабочих дней. Станок молчал 14 календарных дней. В мастерской работали две смены, 8 человек на участке, прикреплённых к этому листогибу, со средней себестоимостью труда $38 в час. Это $608 в час простоя. За 80 производственных часов в неделю — $48,640 уже за первую неделю. Добавьте штрафы за несвоевременные поставки и ускоренный аутсорсинг — владелец консервативно оценил убыток в $72,000 до того, как пресс снова заработал.
Он гордился этим станком.
Так что если вы уже сопоставили тоннаж с толщиной, допуск — с коронованием, а автоматизацию — с дисциплиной рабочего процесса, реальный вопрос уже не в производительности. А в том: насколько далеко человек, который имеет право открыть шкаф и починить его?
Проверка реальности металлолома: идеально подобранный листогиб $350,000 с двухнедельным средним временем восстановления (MTTR) только что обошёлся в $72,000 реальных денег — престиж не оплачивает зарплату.
Среднее время восстановления звучит как термин, о котором инженеры спорят на выставках. В вашей мастерской — это количество дней, когда ваши ребята метут вокруг мёртвого станка.
Представьте две мастерские.
Мастерская A имеет регионального производителя в 90 милях. Один выделенный техник по листогибам обслуживает территорию трёх штатов, среднее время реагирования на месте — 24–48 часов. Мастерская B покупает премиальный импорт с заводскими техниками, базирующимися рядом с крупным аэропортом в 1,200 милях. Удалённая диагностика на хорошем уровне, но любые проблемы с гидравликой или задним упором требуют выезда на место.
А теперь проставим цифры. Допустим, ваш листогиб приносит $180 маржинального вклада за оплачиваемый час после материалов и прямого труда. Если вы работаете 70 продуктивных часов в неделю на этой машине, это $12,600 еженедельного вклада, зависящего от её работоспособности. Если ваш допустимый порог простоя — исходя из накопления заказов и сроков клиентов — составляет 48 часов, то ваш финансовый буфер примерно $5,040, прежде чем это начнёт вредить обещаниям по доставке.
24 часа MTTR укладываются в этот предел. 10 дней MTTR — нет.
И вот что игнорируют покупатели: расстояние усиливает влияние сложности. Гидравлические системы имеют насосы, уплотнения, пропорциональные клапаны, датчики давления. Электрические листогибы исключают гидравлическое масло и многие из этих точек отказа, что часто сокращает время ремонта, поскольку меньше подсистем может выйти из строя. Это может изменить уравнение. Но даже у электрических приводов есть сервоусилители и шариковые винты, которых не купишь в ближайшем хозяйственном магазине.
Так что правильный вопрос — не “Надёжна ли эта марка?”, а “Если она сломается, сколько часов я смогу продержаться, прежде чем мой график рухнет — и поддерживает ли радиус обслуживания это время?”
Проверка реальности металлолома: если ваш запас заказов не выдерживает пятидневного простоя, покупка станка, обслуживаемого через пять штатов, — это ставка $12,600 в неделю на расписание авиарейсов.
Брошюра скажет: “поддержка по всей стране”. Эта фраза скрывает структурную разницу, которая становится критичной, когда масло оказывается на полу.
Некоторые бренды продают напрямую и отправляют заводских техников. Другие полагаются на независимых дилеров, которые торгуют несколькими линиями и имеют собственные сервисные команды. На бумаге заводская поддержка звучит лучше — обученные на заводе, подкреплённые заводом. На практике я видел, как сильный региональный дилер с тремя штатными техниками по листогибам превосходил централизованную горячую линию глобального бренда, потому что репутация дилера живёт или умирает в радиусе 200 миль.
Вот что меняется в финансовом плане.
Когда поддержка идёт напрямую от завода, процесс эскалации часто проходит через несколько уровней: местный представитель → национальный координатор сервисного отдела → инженер завода → разрешение на выдачу запчастей. Каждая передача добавляет часы. Иногда дни. Никто на месте не “владеет” вашим простоем; они просто управляют им.
При работе с компетентным дилером менеджер сервисного отдела знает ваш цех, ваших ребят на производстве, ваши типичные материалы. Он держит на складе часто изнашиваемые комплектующие, потому что пятеро его клиентов используют одинаковую систему управления. У него есть стимул решить проблему быстро, потому что вы встретите его на следующем дне открытых дверей.
Но это палка о двух концах. Слабая дилерская сеть означает раздробленную ответственность. Производитель (OEM) винит дилера. Дилер ждёт одобрения запчастей от OEM. А вы сидите между ними, пока время идёт.
Уважаемые мировые бренды снижают этот риск за счёт налаженных цепочек поставок запчастей и удалённой диагностики. Я видел, как импортные машины среднего сегмента превосходили престижные марки только потому, что их местный дистрибьютор был безжалостен к задержкам. География сама по себе не наказывает импорт; она наказывает импорт без поддержки.
Поэтому перед подписанием договора не спрашивайте “Это производитель высшего уровня?”. Спросите “Чей телефон зазвонит в 6:30 утра, если ползун не возвращается в исходное положение — и имеет ли этот человек право всё починить без разрешения сверху?”
Проверка реальности для металлолома: если ни один человек в радиусе 200 миль не несёт очевидную ответственность за ваш простой, ответственность несёте вы — по $180 за каждый час потерянной прибыли.
В цеху, изготавливающем тонкие корпуса из нержавейки, вышел из строя сервопривод $4,800. Диагностика прошла быстро. С запчастью — нет.
Она была запатентованной. Не имелась на складе в стране. Примерный срок поставки: 18–22 недели.
Сама машина была в порядке механически. Просто система управления не могла запитать ось заднего упора. В течение пяти месяцев этот актив стоимостью $310,000 превратился в двенадцатифутовую бумажную гирю. Владелец отдавал гибку на аутсорсинг с наценкой $42 в час по сравнению с внутренней себестоимостью, чтобы не подвести клиентов. Работая по 60 часов в неделю на стороне, это давало $2,520 дополнительных расходов в неделю. За 20 недель — $50,400 потери маржи — не считая упущенных заказов из‑за нестабильной мощности.
И вот тут рушится миф о брендах.
Престижные производители часто используют фирменные платы и приводы. Это может обеспечивать лучшую интеграцию и производительность. Но это также означает, что вы навсегда привязаны к их каналу поставок. Некоторые производители среднего уровня или региональные компании используют более стандартные промышленные компоненты — приводы Siemens, клапаны Bosch Rexroth, распространённые платформы ПЛК. В критической ситуации эти запчасти можно достать у разных дистрибьюторов.
Электрические тормоза усложняют это — и в вашу пользу, и против вас. Меньше гидравлических компонентов означает меньше утечек и проблем с уплотнением. Но если выходит из строя фирменный сервомодуль, и единственный склад, где он есть, — в другой стране, простота вас не спасёт.
Поэтому перед покупкой нужно задать три прямых вопроса:
Не оптимистичный ответ. А документально подтверждённый.
Потому что разница между заменой запчасти за 24 часа и ожиданием 24 недели — не техническая. Это вопрос существования производственного графика.
Проверка реальности в мире металлолома: один запатентованный компонент с сроком поставки 20 недель может стереть $50 400 из маржи — и никакой логотип на боковой раме этого не изменит.
Одна мастерская в Огайо когда-то показала мне два предложения на 175-тонный, 10-футовый пресс. Одно — от глобального бренда синего чипа, с техническим специалистом из соседнего региона, за четыре штата отсюда. Второе — от менее известного производителя, поддерживаемого дилером в 90 минутах езды, у которого три специалиста по прессам и фургон, набитый стандартными клапанами и приводами. Глобальная машина имела более строгие заявленные показатели повторяемости. Региональный вариант имел прописанный в заказе гарантированный выезд на объект в течение 24 часов.
Владелец всё продолжал спрашивать, какая машина “лучше”.”
Неправильный вопрос.
Если ваш запас заказов рушится после 72 часов простоя, вы оцениваете не бренды — вы оцениваете скорость восстановления. Сравнение имеет смысл только тогда, когда вы накладываете три числа: максимальный допустимый простой (в часах), документированное среднее время ремонта (MTTR) производителя и физическое расположение складов критически важных запчастей. Всё остальное — это цвет краски и рекламные тексты.
Давайте разберём уровни так, как они проявляются на реальном производственном полу.
Он гордился этой машиной. Лазерное измерение угла. Автоматическое компенсационное устройство, связанное с базой данных материалов. Показатели повторяемости настолько точные, что измеряются в микронах, а не тысячных дюйма.
И для авиационных кронштейнов с допуском ±0,2° на длине 8 футов такая точность — не роскошь, а вопрос выживания.
Но точность приносит деньги только тогда, когда кто‑то платит вам за неё.
Вот механизм, который большинство покупателей упускает: тормоза элитного уровня часто объединяют проприетарные контроллеры, приводы и программные экосистемы. Именно благодаря этой интеграции они достигают таких показателей. Но именно из-за неё каналы поставок деталей сужаются. Когда выходит из строя сервусный усилитель или плата управления, вы не покупаете на открытом промышленном рынке — вы входите в контролируемый канал.
В Северной Америке эти бренды часто имеют сильные склады запчастей и средства удалённой диагностики. MTTR может быть отличным — если вы находитесь внутри их основных сервисных коридоров. За их пределами эскалация проходит через корпоративные уровни. Диагностика дистанционная. Авторизация на запчасти требует подтверждения завода. Поездка планируется, а не импровизируется.
Если ваши сотрудники на производстве работают по 60 часов в неделю на контрактах, которые допускают недельную задержку, такая структура работает. Если вы высоковариативная мастерская с сроками выполнения заказов пять дней, каждый дополнительный слой согласования растягивает ваше окно уязвимости.
Теперь проведите стресс-тест контраргумента. CNC-гибочные прессы доминируют на мировом рынке. Зрелые регионы продолжают покупать премиальные машины. Это говорит о чём-то реальном: многим мастерским действительно нужна такая способность. Медицинская отрасль, аэрокосмос, премиальная архитектура — они монетизируют точность.
Но представьте две мастерские.
Одна гнёт структурные кронштейны с точностью ±1°. Другая формирует нержавеющие корпуса с точностью ±0,25° для пищевого оборудования. Первая покупает субмикронную повторяемость, которую никогда не выставляет в счёте. Вторая теряет контракты без неё. Одна и та же машина. Противоположная окупаемость инвестиций.
Проверка реальности в мире металлолома: если ваши клиенты не готовы платить за точность ±0,2°, финансирование $80 000–$150 000 за элитную точность — это финансирование эго под коммерческие проценты.
Я проходил мимо 20-летнего североамериканского пресса, который всё ещё держал угол в пределах спецификации. Никакого тачскрин-блеска. Просто толстые боковые рамы, увеличенные цилиндры и пульт управления, который, кажется, пережил три смены владельца.
Эти машины тяжёлые не просто так. Масса уменьшает прогиб. Более простые гидравлические схемы означают меньше экзотических компонентов. Многие используют широко доступные промышленные клапаны, насосы и платформы PLC. Когда что-то выходит из строя, ваши рабочие на месте не смотрят на запаянную чёрную коробку — они прослеживают линии давления и меняют детали, которые хранятся у региональных дистрибьюторов.
Это не ностальгия. Это поддерживаемость.
Но масса имеет цену. Большая занимаемая площадь. Более высокая стоимость перевозки. Иногда более медленные скорости перемещения и меньше вариантов автоматизации. Если вы стремитесь к полностью автономному производству с роботизированной подачей, некоторые модели-тяжеловесы ощущаются как доработки, а не как интегрированные системы.
Что касается обслуживания, региональные производители часто полагаются на плотную сеть дилеров. Когда она сильна — это золото. Дилер держит на складе уплотнения, пропорциональные клапаны, стандартные платы, потому что десять его клиентов используют одну и ту же платформу. Когда сеть слаба — вы застреваете между инженерами OEM и узкой местной технической базой.
Так оправдано ли выражение “построен как танк”?
Если соотношение тоннажа к допускам умеренное — скажем, от 135 до 230 тонн, от ±0,5° до ±1° — и ваш доход больше зависит от времени безотказной работы, чем от микронной точности, эти машины соответствуют реальности. Вы обмениваете передовую автоматизацию на механическую прочность и более широкие возможности снабжения запчастями.
Проверка реальности для металлолома: если рама весом 12 000 фунтов и стандартизированная гидравлика сэкономят хотя бы три дня при крупном ремонте раз в пять лет, это примерно $12 960 сохранённых при $180 в час — больше, чем принесёт любая рекламная спецификация.
Сейчас на Китай приходится более одной пятой мирового рынка гидравлических гибочных прессов, и темпы роста опережают Северную Америку. Это происходит не потому, что покупатели наивны. Объёмы заставляют совершенствоваться. Автомобильные масштабы вынуждают к итерациям. Давление экспорта требует соответствия нормам.
Я осматривал турецкие и премиальные китайские прессы, в которых установлены клапаны Bosch Rexroth, приводы Siemens и известные ЧПУ-контроллеры внутри рам местного производства. Старый стереотип — грубая сталь и большие допуски — во многих случаях не выдерживает проверки. Качество сварки, чистота обработки и компоновка электрооборудования заметно улучшились за последнее десятилетие.
Но вот ключевой момент: кто отвечает за сервис в вашем почтовом индексе?
Некоторые производители среднего сегмента создали агрессивные дилерские сети в Северной Америке. Другие полагаются на одного импортёра, закрывающего половину страны. Оборудование может быть надёжным. Запчасти — часто стандартные европейские компоненты — могут быть доступны по всему миру. Но если в радиусе 300 миль их никто не держит на складе, “стандартизированные” по-прежнему означает ожидание.
С положительной стороны, использование распространённых промышленных компонентов может расширить ваши варианты закупок в сложных ситуациях. Привод Siemens не «заперт» в одном складе. Это может сократить сроки поставки запчастей по сравнению с проприетарными системами.
С отрицательной стороны, долговечность рамы, восприятие при перепродаже и долгосрочная точность соосности различаются в зависимости от производителя. Вам нужны отзывы пользователей с опытом работы более пяти лет, а не просто блестящие инсталляции.
Настоящий вопрос — не в том, “достаточно ли хороши” турецкие или премиальные китайские производители. Он в том, превращает ли их местное представительство глобальные масштабы производства в реальную локальную надёжность работы.
Проверка реальности для металлолома: экономия $90 000 на старте ничего не значит, если слабая региональная поддержка превращает одну крупную неисправность в счёт на аутсорсинг на $50 000.
Отбросьте флаги и шильдики — и останется рабочее уравнение: ваши требования к допускам, допустимое время простоя и радиус обслуживания, который поддерживает машину. Правильный производитель — не тот, у кого спецификация точнее, а тот, с чьими слабостями вы сможете жить пять лет.
Так как же проверить эти слабые места, прежде чем перевести задаток?
Вы не проверяете производителя, читая брошюру. Вы проверяете его, вынуждая его самое слабое место выйти на свет и оценивая это в деньгах.
Я отношусь к прессу-гибу как к высокопроизводительному грузовику на грязной стройплощадке. Мощность важна. Но если ближайший механик в 400 милях, а топливный фильтр — запатентованный, эмблема на решётке превращается в украшение капота. Приведённая ниже схема — не о том, чтобы найти “лучшую” марку. Она о том, чтобы рассчитать, с какими недостатками производителя вы можете жить пять лет, а какие тихо будут уменьшать вашу прибыль.
Начните с чистого листа и запишите три числа:
Большинство мастерских останавливаются на первой строке, потому что именно это финансирует банк.
Третья строка — вот где находится правда.
Если ваш пресс даёт $180 в час в маржинальном доходе — не в выручке, а в марже — и вы работаете 40 часов в неделю, один полный потерянный день стоит $1,440. Задержка с запчастями на пять дней стоит $7,200. Двухнедельный простой, как 14-дневная задержка из-за фирменного привода, которую я видел? Это $20,160, потерянных ещё до оплаты сверхурочных или привлечения сторонних услуг по гибке.
Теперь сравните это с разницей в цене между брендами. Если престижная машина стоит на $90,000 дороже, но статистически снижает риск одной крупной поломки за пять лет, это может оправдать её покупку. Если же более дешёвый региональный производитель имеет такой же уровень безотказной работы в вашем сервисном радиусе — эти $90,000 финансируются эго по коммерческим ставкам.
И не игнорируйте тип машины. Гидравлика против электро — это не религия, а структура затрат. Гидравлика значит замены жидкости, комплекты уплотнений и иногда протечки. Электрика значит калибровка сервоприводов и повышенная чувствительность электронных компонентов. Ни один вариант не является “лучшим”. Один может лучше соответствовать вашим допускам и культуре обслуживания.
Но точность приносит деньги только тогда, когда кто‑то платит вам за неё.
Если ваше соотношение тоннаж/допуск говорит, что ±1° и выставляемо, и оплачиваемо с надёжной гидравликой, покупка повторяемости в пределах субмикрона добавит амортизацию, но не прибыль.
Проверка реальности по металлолому: Если вы не рассчитали риск простоев на пять лет в точных долларах, вы не составляете бюджет — вы угадываете.
Так что же произойдёт, когда машина действительно выйдет из строя?
Позвоните дилеру и задайте вопрос, который заставляет продавцов чувствовать себя неловко:
“Если мой основной пропорциональный клапан выйдет из строя во вторник в 10 утра, что произойдёт в следующие 48 часов?”
Затем замолкните.
Вы слушаете конкретику. Имя местного техника. Запасы деталей в пределах досягаемости на машине. Подменные платы. Среднее время реагирования в письменном виде.
Если ответ склоняется к “мы будем координировать с заводом”, вы только что нашли своё слабое место.
Попросите трёх клиентов в пределах 200 миль, которые эксплуатируют ту же модель не менее трёх лет. Позвоните им. Не к новенькой установке — а к той, что успела сломаться. Спросите, сколько длился их самый долгий простой и что на самом деле его вызвало.
Представьте два магазина. Один может выдержать трёхдневный простой, потому что у них есть вторичная тормозная система и гибкие окна доставки. Другой работает в одну смену, с производством высоких разнообразных партий и без резервирования.
Один и тот же производитель для первого безопасен, а для второго — смертельно опасен.
Вы не стремитесь к совершенству. Вы сопоставляете время реакции с допустимым простоем.
Проверка реальности в металлоломе: если производитель не может показать, как он обеспечит работу ваших сотрудников у станков с гнутыми деталями в течение 48 часов, вы покупаете не станок — вы покупаете ответственность.
Даже если сервис приедет быстро, есть ещё одна переменная, которую большинство владельцев недооценивают.
Я видел, как владельцы покупали сложные CNC-контроллеры, потому что демонстрация выглядела гладко.
Он гордился этим станком.
Через три месяца половина продвинутых функций оставалась нетронутой, потому что ваши ребята на производстве вернулись к ручным корректировкам и устным знаниям. Время наладки снова возросло. Вернулись отклонения по углам. Узким местом был не станок — а адаптация.
Контроллеры — это экосистемы. Разная логика, разные рабочие процессы программирования, методы последовательности гибов. Если ваши операторы имеют десять лет опыта на одной платформе, переход — это не просто обновление ПО. Это спад производительности.
Спросите производителя:
Затем проверьте. Посадите вашего ведущего оператора за интерфейс во время оценки. Не инженера по продажам. Вашего человека.
Если ему трудно ориентироваться в базовом программировании гибов на демонстрации, это трение будет нарастать при масштабировании.
Точность — это свойство системы: станка, инструмента, стабильности материала и выполнения оператором. Измените одну переменную — и в сумме допусков произойдёт сдвиг.
Проверка реальности в металлоломе: контроллер, который ваша команда не любит, — это скрытый налог на каждую настройку в течение следующего десятилетия.
Теперь предположим, что вы сузили выбор до двух производителей, которые прошли расчёты, стресс-тест по времени простоя и проверку оператора.
На этом этапе большинство покупателей расслабляются — а вам стоит наоборот стать внимательнее.
Вы больше не сравниваете характеристики. Вы проводите аудит поведения.
Попросите письменный график планового технического обслуживания с указанием цен на запчасти. Если они колеблются — значит, не хотят, чтобы вы рассчитывали стоимость жизненного цикла.
Спросите, какие компоненты являются фирменными, а какие — стандартными промышленными деталями, доступными через сторонних поставщиков. Фирменность — не зло. Скрытая зависимость — зло.
Спросите, какой процент их установок в вашем регионе всё ещё функционирует спустя пять лет. Не глобальные цифры. Ваш регион. Климат, качество электроснабжения, нагрузка — эти переменные имеют значение.
И спросите прямо: “Какая была самая длинная задержка с поставкой запчастей у одного из ваших клиентов здесь за последние два года?”
Следите за их ответом. Конкретность и прозрачность создают доверие. Неясность и оборонительная позиция предсказывают трения.
Цель — не поймать их на лжи, а понять, мыслят ли они как партнер, отвечающий за вашу бесперебойную работу, или как производитель, отвечающий за квартальные продажи.
Потому что, как только вы отправите задаток, вы уже не покупаете сталь и гидравлику.
Вы покупаете пятилетний срок реакции.
И это — неочевидный сдвиг: “лучший” производитель — не тот, у кого самый сильный бренд, самые точные характеристики или даже самый низкий уровень отказов на бумаге. Это тот, чьи неизбежные отказы укладываются в ваш финансовый предел, не нарушая ритм работы.
Большинство владельцев покупают возможности. Дисциплинированные выбирают переносимые слабости.
Кем собираетесь стать вы?


















