

Das Programm lief einwandfrei. Keine roten Kollisionshervorhebungen. Eine schön flüssige Animation, wie der Stößel herunterkommt, die Flansch die Werkzeuge freiräumt, und die Hinteranschlagfinger sich wie bei einer Choreographie aus dem Weg schieben.
Erstes Teil auf der echten Abkantpresse? Der Rückflansch berührte das Gehäuse des Hinteranschlags und brachte den Zyklus auf halbem Weg zum Stillstand.
In der Software war nichts “falsch”. Genau das ist das Problem.
Die meisten Werkstätten kaufen Simulationen, um die Biegung zu sehen, bevor sie Stahl schneiden. Verständlich. Ein bewegtes 3D-Modell vermittelt das Gefühl von Kontrolle. Aber Bewegung auf dem Bildschirm ist nicht dasselbe wie Bewegung, die durch 60 Tonnen Stahl, Servoverzögerung, verschlissene Werkzeuge und einen Hinteranschlag begrenzt ist, der dieses Jahr schon dreimal aus dem Winkel geschoben wurde.
Ein Arcade-Flugspiel sieht aus wie Fliegen. Ein zertifizierter Simulator modelliert jede Steuerfläche, Gewichtsverlagerung und Strömungsabriss. Das eine unterhält. Das andere bildet Piloten aus, die mit Konsequenzen rechnen.
Software für Abkantpressen ist da keine Ausnahme.

Sehen Sie sich die Maschinenbibliothek an, die mit Ihrer Software geliefert wird. Ist das Ihre Presse – oder eine “hinreichend ähnliche” Version mit vergleichbarer Tonnage und Einbautiefe?
Die meisten Systeme von Drittanbietern verwenden generische kinematische Hüllkurven. Das ist Unternehmenssprache für “sie bewegt sich wie etwas in dieser Größenordnung”. Auf dem Werkstattboden bedeutet das, dass die Hubbegrenzung des Stößels, die Geometrie der Werkzeughalter, die Klemmversätze und der Weg des Hinteranschlags nur angenähert sind. Beinahe passend. Nicht exakt.
Luftbiegen – die Methode, die 90 % der Werkstätten anwenden – verzeiht kein “beinahe”. Der Winkel ergibt sich aus Eindringtiefe des Stempels, Materialdicke und Rückfederung. Eine Abweichung von 0,2 mm in Material- oder Matrizenhöhe verändert den Winkel. Wenn die Software das als statischen Idealzustand behandelt, sehen Sie eine Cartoon-Version Ihres Prozesses.
Hören Sie auf zu raten. Wenn Ihr Oberbalken sich unter Last in der Mitte um 0,3 mm durchbiegt und Ihr Modell von einem starren Stößel ausgeht, kann Ihre “perfekte” Freigängigkeit in der Simulation in der Realität negativ sein.
Ich habe einmal gesehen, wie ein Teil im generischen Modell wunderbar frei lief und dann den Seitenrahmen streifte, weil die echte Maschine 8 mm weniger Bauhöhe hatte als die Bibliotheksversion. Dieses Teil landete direkt im Schrott. Die Animation war makellos.
Was ist dieses visuelle Selbstvertrauen also tatsächlich wert?

Hören Sie genau hin: 90 % Kollisionserkennung ist keine Note A‑minus. Sie ist ein garantierter Crash – nur mit Zeitverzögerung.
Wenn Ihre Software Stempel‑Matrize‑Interferenzen und grundlegende Werkstück‑Werkzeug‑Kollisionen prüft, aber Klemmgeometrie, Hinteranschlag‑Kabelträger oder Sonderwerkzeuge fürs Bördeln ignoriert, dann arbeiten Sie mit Teilzeit‑Schutz. Firmenbroschüren nennen das “umfassende Visualisierung”. Auf dem Werkstattboden bedeutet es “dieses Teil haben wir nicht modelliert”.”
Eine übersehene Interferenz erscheint nicht als Warnsymbol. Sie zeigt sich als blockierte Achse, beschädigtes Werkzeug oder verbogene Flansch, die sich nicht zurückbiegen lässt.
Schauen Sie auf den Stößel. Es ist ihm egal, dass die anderen neun Biegungen in der Simulation einwandfrei liefen. Die zehnte Biegung – die, die die Software nicht vollständig verstand – entscheidet über Ihre Ausfallzeit.
Und hier ist der Teil, den die meisten Werkstätten nicht laut aussprechen: Bediener hören nach einem Fehltritt auf, der Software zu vertrauen. Dann führen sie sowieso Trockenzyklen aus. Wenn Sie das erste Teil immer noch manuell ausfahren müssen, um “auf Nummer sicher zu gehen”, was genau hat Ihnen das 3D‑Modell dann erspart?
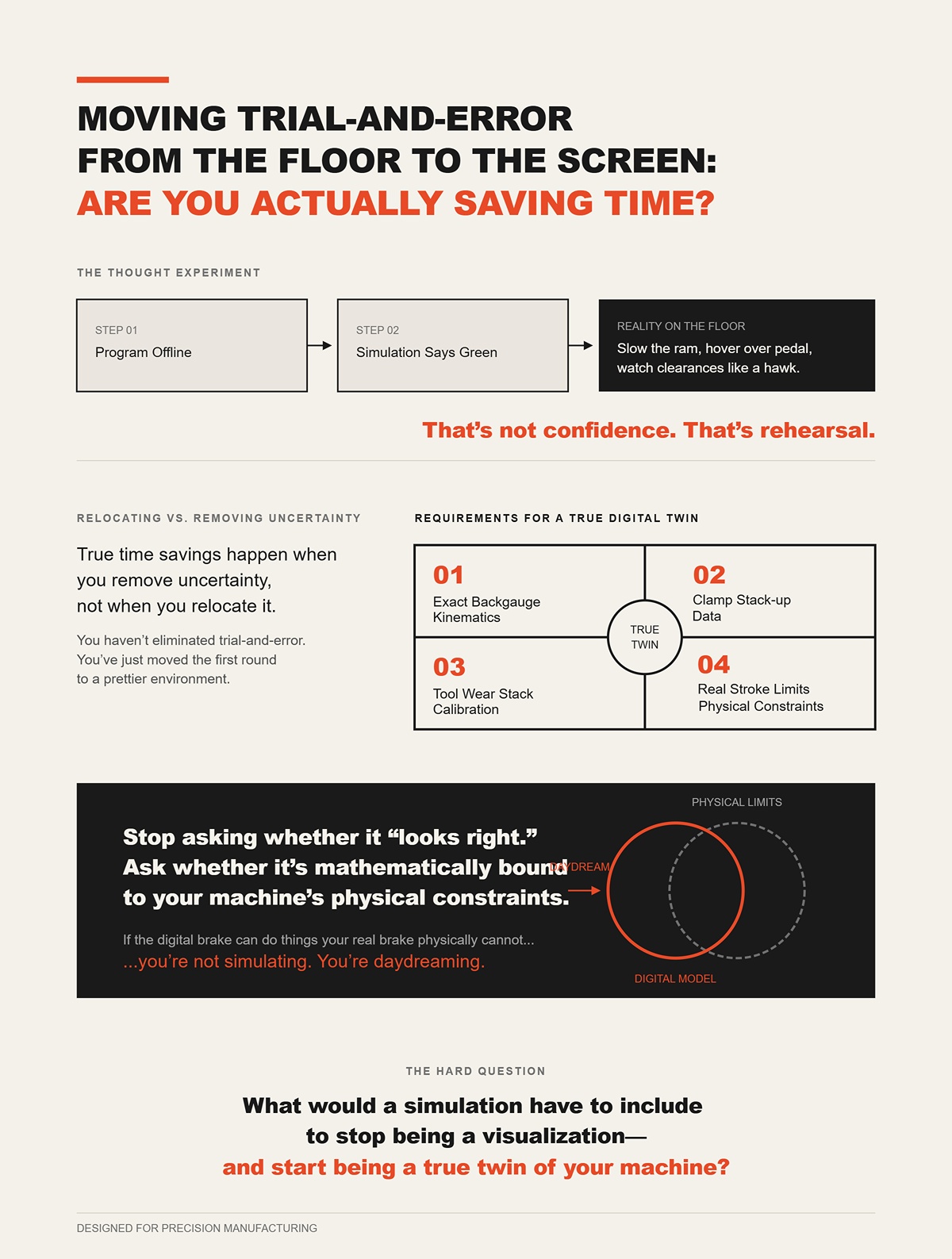
Führe das Gedankenexperiment durch. Du programmierst offline. Die Simulation zeigt grünes Licht. Auf dem Boden verlangsamst du dennoch den Stößel, schwebst über dem Fußpedal und beobachtest die Abstände wie ein Falke.
Das ist kein Vertrauen. Das ist eine Probe.
Echte Zeitersparnis entsteht, wenn du Unsicherheit entfernst, nicht, wenn du sie nur verlegst. Wenn dein Modell nicht exakt deine Hinteranschlag-Kinematik, Spannstockaufbauten, Werkzeugverschleiß und tatsächliche Hubbegrenzungen abbildet, hast du den Versuch-und-Irrtum nicht beseitigt. Du hast nur die erste Runde in eine hübschere Umgebung verlegt.
Hör auf zu fragen, ob es “richtig aussieht”. Frag lieber, ob es mathematisch an die physikalischen Grenzen deiner Maschine gebunden ist.
Denn wenn die digitale Abkantpresse Dinge kann, die deine reale Abkantpresse physisch nicht kann, dann simulierst du nicht. Du träumst.
Und das führt zur schwierigeren Frage: Was müsste eine Simulation beinhalten, um aufzuhören, nur eine Visualisierung zu sein – und stattdessen ein echtes Ebenbild deiner Maschine zu werden?
Stell dir ein 3‑Meter-Blech vor, 6 mm Baustahl, vier Biegungen ausgeführt. Der Bildschirm zeigt reichlich Luft, saubere Drehung, keine roten Markierungen. Auf dem Boden bleibt die fünfte Biegung stehen, weil der obere Spannkörper – nie modelliert – denselben Raum beansprucht, den jetzt deine Rückkantung benötigt. Das Programm lief fehlerfrei. Die Presse nicht.
Das ist die Lücke, die wir hier schließen.
Wenn ein digitaler Zwilling diesen Namen verdienen soll, muss er jede physikalische Einschränkung replizieren, die Bewegung stoppen kann: echte Werkzeuggeometrie, echten Hinteranschlagweg, echte Durchbiegung unter Last, echte Hubbegrenzungen. Nicht “ähnlich”. Nicht “Maschinenklasse”. Deine Maschine. Ein Zwilling, der deine tatsächliche Hubhöhe und Durchbiegung ignoriert, ist kein Zwilling – es ist ein entfernter Cousin, der noch nie deine Werkstatt betreten hat.
Und sobald du das akzeptierst, hört die Frage auf “sieht es richtig aus?” zu sein und wird zu “was genau muss modelliert werden, damit es mich physisch nicht anlügen kann?”
Beginne beim Werkzeugschrank, nicht bei der CAD-Datei.
Ich habe Werkstätten gesehen, die stolz eine perfekte DXF importierten, nur um festzustellen, dass ihre Simulation einen “Standard‑88‑Grad‑Stempel” verwendete, den es nirgendwo in ihrem Bestand gab. Der echte Stempel hatte eine entlastete Schulter. Der Spannaufbau fügte 42 mm Höhe hinzu. Die Halter hatten asymmetrische Ohren. Nichts davon war im Modell enthalten.
Hör auf zu raten. Wenn deine Werkzeugbibliothek nicht exakt die Stempelspitzenradien, Schulterprofile, Halterkörper, Spannmitteltypen und Gesamtaufbauhöhen enthält, simulierst du keine Abkantpresse – du animierst ein Biegekonzept.
So funktioniert es: Kollisionsprüfungs-Engines arbeiten mit Geometrie. Wenn die Geometrie vereinfacht ist – zum Beispiel, wenn der Stempel als unendlich dünner Keil modelliert wird – kann die Software nur Kollisionen mit dieser Fiktion erkennen. Selbst ausgefeilte Systeme mit Bounding-Hierarchien (Programmierersprache für “schnelle 3D‑Kollisionsprüfung”) übersehen dennoch Fertigungsprobleme, wenn die zugrunde liegenden Werkzeugformen falsch sind. Ein nichtplanarer Verlauf mag in einem generischen 3D‑Viewer machbar aussehen, kann an der realen Abkantpresse jedoch unmöglich sein, weil der Halterkörper die Drehung blockiert, lange bevor die Stempelspitze es tut.
Und Werkzeugverschleiß spielt eine Rolle. Ich habe Matrizen gemessen, die sich nach Jahren im Einsatz um 0,15 mm in der Höhe zwischen Stationen unterschieden. Der Winkel driftete zur höheren Schulter hin. Wenn deine Bibliothek davon ausgeht, dass jede Matrize fabrikneu und perfekt abgestimmt ist, lügt dein Modell bereits über Eindringtiefe und Winkel.
Vor Jahren vertraute ich bei einem Eilauftrag auf ein “annähernd passendes” Werkzeugmodell. Erstes Teil herunter, das reale Spann-Ohr streifte das Rückkantteil. Winzige Markierung. Der Kunde bemerkte es. Die gesamte Charge landete im Schrott, weil die optische Spezifikation streng war.
Wenn also ein Anbieter “integriertes Werkzeugmanagement” sagt, übersetze es in Werkstatt-Sprache: Modellierst du den exakt montierten Stahl an meinem Stößel heute – mitsamt seinen Macken – oder nur eine Katalogzeichnung?
Schau dir den Backanschlagwagen an, nicht nur die Finger.
Die meisten Simulationen kartieren die X- und R-Verfahrgrenzen und betrachten die Sache als erledigt. Das ist, als würde man einen Lkw nur nach seinem Radstand modellieren und die Fahrerkabine ignorieren. In der Praxis definieren das Gehäuse, die Linearführungen, Energieketten und sogar Schraubenköpfe deine tatsächliche Hüllform.
Hör auf, anzunehmen, dass der Anschlag ein Punkt im Raum ist. Er ist eine bewegliche Baugruppe mit Breite, Höhe und Tiefe.
Die teuren Fehler passieren während der Teilerotation. Die Software prüft den Flansch gegen die Fingerspitze, ignoriert aber das Wagengehäuse, das 80 mm dahinter liegt. Der Biegevorgang sieht in der Animation problemlos aus. In Wirklichkeit schwenkt der Flansch in einem weiten Bogen und schlägt in der Mitte der Rotation gegen die Seitenplatte des Wagens.
Mechanisch ist das einfache Geometrie: Der Rotationsradius entspricht der Flanschlänge plus Materialstärke plus eventuellem Versatz von der Biegelinie. Wenn dieser Radius den Abstand zum nächsten festen Körper—Fingerhalter, Gehäuse, Rahmen—überschreitet, kollidierst du. Wenn das Modell nur die Fingerspitze enthält, kann es diesen Schwenk nicht erkennen.
Ich habe einmal gesehen, wie sich ein 1,5-Meter-Kanal auf dem Bildschirm perfekt drehte. In der Presse erwischte das zweite Bein die Energiekette, die die Y2-Achse versorgt. Nicht einmal den Anschlag selbst—die Energiekette. Die Reparatur kostete mehr als die Softwarelizenz.
Firmenbroschüren nennen das “Backanschlag-Interferenz-Erkennung”. In der Praxis sollte das heißen: Jeder feste Körper hinter den Fingern ist in 3D erfasst und auf seine tatsächliche Achsenbewegung beschränkt. Alles andere ist Teilblindheit.
Und wenn in deiner Werkstatt gemischte Maschinenflotten laufen, kommt hier die unbequeme Wahrheit: Inferenzsysteme, die elektrische Last und Achsenbewegungen überwachen, können dir Laufzeittrends anzeigen, ohne irgendeine Geometrie zu modellieren. Das ist in Ordnung für Wartungs-Dashboards. Aber sie können dir nicht sagen, ob ein 600-mm-Rückflansch das R-Achsen-Gehäuse auf Maschine #3 freigibt. Unterschiedliche Aufträge. Unterschiedliche Physik.
Wenn also jemand behauptet, “maschinenunabhängige Kompatibilität” zu bieten, frag dich: Willst du einen Flottenbericht—oder willst du wissen, ob dieses Teil sich tatsächlich drehen kann?
Spann ein 3-Meter, 4-mm-Edelstahlblech ein und fahr 70% Maschinenpresskraft. Beobachte den Stößel und den Tisch unter Last. Du wirst es mit bloßem Auge nicht sehen, aber miss die Eindringtiefe in der Mitte im Vergleich zu den Enden und du wirst Unterschiede finden. Ich habe bei älteren Hydraulikanlagen unter hoher Last etwa 0,3 mm Durchbiegung in der Mitte gemessen.
Wenn das Modell den Stößel und den Tisch als perfekt starre Träger behandelt, geht jede simulierte Biegung über die Länge von gleichmäßiger Eindringtiefe aus. Das ist Fantasie.
Hör auf, so zu tun, als würde Stahl sich nicht biegen.
Bombiersysteme—manuelle Keile oder CNC-gesteuerte—existieren, weil die Maschine unter Last in der Mitte nachgibt. Wenn deine Simulation nicht die Durchbiegungskurve deiner Maschine und das Verhalten ihres Bombiersystems berücksichtigt, kann sie zwar Freiräume korrekt vorhersagen, aber die Winkelgleichmäßigkeit über das Teil verfehlen.
Der Mechanismus ist einfach: Der Winkel beim Luftbiegen hängt von der Tiefe des Stempels relativ zur Matrizenöffnung ab. Wenn die Durchbiegung in der Mitte die effektive Eindringtiefe um nur 0,1–0,2 mm verringert, öffnet sich der Winkel. Bei langen Teilen summiert sich das über mehrere Biegungen, und deine Endgeometrie driftet.
Servo-elektrische Maschinen fügen eine weitere Ebene hinzu. Ihre Kugelgewindetriebe können die Stößelposition innerhalb von Mikrometern wiederholen, da kein Hydrauliköl mit der Temperatur “atmet”. Aber diese Präzision zählt nur, wenn die Simulation die servospezifischen Bewegungsprofile und Grenzen widerspiegelt. Jede Bremse als generischen Hydraulikschlitten zu modellieren, ignoriert, wie Beschleunigung, Verzögerung und Hubsteuerung zwischen Plattformen variieren.
Wenn die Software das als statischen, idealen Zustand behandelt, siehst du eine Cartoon-Version deines Prozesses.
Ich habe ein Problem mit dem Winkel bei einem langen Teil fast eine halbe Schicht lang verfolgt, bevor mir klar wurde, dass das Modell keinerlei Durchbiegungslogik hatte. Das Teil war gerade so verzogen, dass der Endflansch in der Montage nicht flach saß. Wir haben nachgebogen. Es riss. Eine weitere Charge steht an der Wand.
Frag dich also: Weiß die Simulation, wie sich dein spezifischer Maschinenrahmen biegt—und wie dein Bombiersystem das ausgleicht—oder nimmt sie eine Maschine an, die nur in einer Broschüre existiert?
Sehen Sie sich das Stößeldiagramm in Ihrem Handbuch an.
Jede Presse hat feste Grenzen: maximale lichte Höhe, minimale Schließhöhe, Y-Achsen-Hubobergrenze, sichere Annäherungsgeschwindigkeiten, Verzögerungszonen. Dennoch definieren viele Softwarebibliotheken die Bewegung als “Stößel bewegt sich nach unten bis zum Kontakt”, Punkt.
Hören Sie auf, “ähnliche Tonnage” als Identität der Maschine zu akzeptieren.
Bei einer Installation, die ich überprüfte, erlaubte das digitale Modell 15 mm mehr offene Höhe als die reale Presse. In der Simulation konnte sich ein hoher Kasten problemlos während der Drehung frei bewegen. In der Werkhalle kollidierte das Teil mit dem Seitenrahmen, weil die echte lichte Höhe enger war und der Stößel sich nicht hoch genug zurückziehen konnte, um Drehraum zu schaffen.
Das ist reine Kinematik: Wenn die maximale Z-Rückzugsbewegung kleiner ist als der für die Drehung des Teils erforderliche Raum, ist die Bewegung physisch unmöglich. Ein generisches Modell, das den Hub über die Realität hinaus erweitert, erzeugt Bewegungen, die Ihre Presse nicht ausführen kann.
Hydraulische Maschinen bringen zusätzliche Schwankungen. Die Öltemperatur verändert die effektive Positionierung bei langen Läufen. Servomaschinen driften nicht auf dieselbe Weise, weisen aber unterschiedliche Drehmoment- und Geschwindigkeitscharakteristiken in der Nähe der Hubgrenzen auf. Wenn 73% der Werkstätten weiterhin alte Hydraulikmaschinen betreiben, löscht ein “Ein-Stößel-passt-allen”-Modell genau das Verhalten aus, mit dem die meisten Betriebe täglich leben.
Vor Jahren vertraute ich einem generischen Hublimit während eines tiefen Kastenprogramms. Die Simulation sagte: zurückziehen, drehen, fortsetzen. Die echte Maschine erreichte ihr oberes Limit und blieb im Zyklus stehen. Der Bediener erzwang eine Notlösung. Der Stempel berührte die Schulter der Matrize. Werkzeugkollision. Eine teure Lektion darüber, was “nahe genug” bei 80 Tonnen wirklich bedeutet.
Ein echtes digitales Abbild beschränkt die Bewegung genau so, wie es Ihre Presse tut – gleiche Hubobergrenze, gleiche Schließhöhe, gleiches Verzögerungsverhalten, gleiche Achsbegrenzungen. Wenn der virtuelle Stößel dorthin reisen kann, wo Ihr physischer Stößel nicht hinkommt, simulieren Sie keine Produktion. Sie proben eine Bewegung, die Ihre Maschine verweigern wird. Dieses Maß an Genauigkeit beginnt bei der Maschine selbst. Deshalb ist die Bewertung der tatsächlichen Plattform – wie etwa einer CNC-basierten Lösung von CN-HAWE – Abkantpressensysteme– untrennbar von der Bewertung der Software, die sie modelliert.
Und sobald Sie verstanden haben, wie hoch die Messlatte wirklich liegt, ist die nächste Frage nicht mehr theoretisch.
Welche Software schafft es tatsächlich – und welche verkauft immer noch Arcade-Spiele mit besserer Grafik?
Vor einigen Jahren stand ich hinter einer neuen 8-Achsen-Presse, die die Offline-Software ihrer eigenen Marke verwendete. Das Programm lief sauber. Keine Kollisionen auf dem Bildschirm. Anschläge bewegten sich wie Choreografie. Erstes Teil aus der Maschine? Der hintere Flansch traf das R-Achsen-Gehäuse, weil die Werkstatt auf einen kürzeren, kundenspezifischen Anschlagfinger gewechselt hatte, der in der OEM-Bibliothek nicht enthalten war.
Das ist die Frage, die jetzt vor uns steht. Nicht, wer die schönere Grafik hat. Nicht, wer mehr Marketingvideos produziert. Welche Plattformen modellieren tatsächlich Ihre Maschine, wie sie auf Ihrem Werkstattboden steht – und welche gehen von der Katalogversion aus?
Sie haben bereits gesehen, wie hoch die Messlatte liegt: echte Hubgrenzen, echte Durchbiegungskurven, echte Achsenbereiche. Wenn wir also OEM-eigene Systeme mit “maschinenunabhängigen” Drittanbieter-Tools vergleichen, fragen wir im Grunde eines: Ist das ein zertifizierter Flugsimulator, der in Ihr Cockpit verdrahtet ist, oder ein Arcade-Spiel, das nur so aussieht?
Lassen Sie uns die Schwergewichte trennen.
Öffnen Sie eine native Datei aus einer OEM-Suite und senden Sie sie direkt an die Steuerung. Kein Postprozessor. Keine Übersetzung. Kein Zwischenhändler. Dasselbe Unternehmen, das die Steuerungs-Firmware geschrieben hat, hat auch den Offline-Simulator entwickelt. Das ist wichtig.
Denn “reibungsloses Kommunizieren” bedeutet in Prospekt-Sprache Folgendes im Werkstatt-Alltag: Der NC-Code, den Ihr Steuerungssystem ausführt, wird von derselben logischen Struktur erzeugt, die auch in der Simulation läuft. Berechnung der Biegetiefe, Tabellen zur Bombierungskompensation, Verzögerungszonen nahe dem unteren Totpunkt — sie verwenden dieselbe Mathematik.
Wenn Ihre Steuerung 2 mm vor der theoretischen Tiefe pausiert, damit ihr Echtzeit-Winkelkorrektursystem die Belastung einliest und anpasst — dann kennt die Offline-Simulation dieses Verhalten, weil sie genau darauf ausgelegt wurde. Das ist nicht kosmetisch. Das ist kinematische Übereinstimmung.
Jetzt zum Kompromiss.
Betrachten Sie einen Cincinnati-Retrofit von vor einigen Jahren — neue OEM-Steuerung auf einem bewährten hydraulischen Rahmen. Sie bekommen 3D‑Simulation und Vernetzung, ja. Aber die Installation erfordert Werksservice, Parameterübertragung, Hardwareintegration. Und sobald Sie in diesem Ökosystem sind, bleiben Sie dort. Werkzeugbibliotheken, Maschinenmodelle, Updates — alles proprietär. Alles kontrolliert.
Hören Sie auf, so zu tun, als wäre das kostenlose Flexibilität.
Selbst in OEM-Umgebungen zeigt sich Datenreibung. Ich habe erlebt, wie Biegezugabetabellen sich verschoben, wenn CAD-Exporte vom Steuerungsmodul unterschiedlich interpretiert wurden. DXF ist theoretisch “universell”. In der Praxis driftet der K‑Faktor trotzdem. Wenn selbst native Systeme bei der Geometrieübersetzung stolpern können, dann liegt der einzige Grund für ihre Erholung darin, dass Steuerung und Simulation dieselbe interne Sprache teilen.
Diese gemeinsame Sprache ist das eigentliche Kapital. Die Bindung ist der Preis.
Was passiert also, wenn die Software nicht aus derselben Fabrik stammt wie das Eisen?
Ich habe einmal ein Drittanbieter‑Paket getestet, das in einer Werkstatt drei verschiedene Biegemaschinenmarken betrieb. Auf dem Bildschirm bewältigte es sie alle. Gleiche Oberfläche. Gleicher Arbeitsablauf. Das ist das Versprechen agnostischer Werkzeuge: ein Gehirn für eine gemischte Flotte.
In der Unternehmenssprache “unterstützen sie mehrere Steuerungsdialekte”. Auf dem Werkstattboden bedeutet das, dass sie generische Bieganweisungen erzeugen und diese dann durch einen Postprozessor — einen Übersetzer — laufen lassen, um sie in den jeweiligen nativen Code der Steuerungen umzuwandeln.
Wenn Sie das erste Teil trotzdem manuell langsam durchfahren müssen, um “auf Nummer sicher” zu gehen — was genau hat Ihnen dann das 3D‑Modell gespart?.
Betrachten Sie den Stößel.
Beinhaltet das Modell eines Drittanbieters Ihre exakte Verzögerungsrampe der Y‑Achse in der Nähe der Schließhöhe? Kennt es die spezifischen sicheren Annäherungsgeschwindigkeitsgrenzen Ihrer Steuerung, wenn die Presskraft einen Schwellenwert überschreitet? Oder berechnet es eine idealisierte Tiefe und vertraut darauf, dass der Postprozessor beim Export die Unterschiede korrigiert?
JEELIX und ähnliche Rezensionen haben die harte Wahrheit aufgezeigt: Universell präzisen, optimierten NC‑Code für jede Marke und jedes Modell zu erzeugen ist äußerst schwierig. Proprietäre Logik steckt in jeder Steuerung — Routinen zur Rückfederungskompensation, dynamische Bombierungskorrekturen, Sicherheitsverriegelungen, die Bewegungsbahnen verändern.
Ein agnostisches Werkzeug kann Geometrie großartig modellieren und trotzdem steuerungsspezifisches Verhalten bei der Codegenerierung falsch handhaben. Das ist kein Grafikproblem. Das ist ein Problem der kinematischen Genauigkeit auf der Ausführungsebene.
Der Vorteil? Flexibilität. Gemischte Flotte? Ältere Hydrauliken neben neuen Servoantrieben? Drittanbieterplattformen ermöglichen oft die zentrale Programmierung, ohne drei OEM‑Ökosysteme kaufen zu müssen.
Das Risiko? Jeder Biegevorgang läuft durch einen Übersetzer.
Und jeder Übersetzer bringt Interpretationen ein.
Und damit sind wir beim Geld, denn Ideologie bezahlt keinen verschrotteten Edelstahl.
Stellen Sie sich ein medizinisches Gehäuse mit einer Toleranz von ±0,2 mm für die Position Loch zu Flansch vor. Material: 2 mm 304 Edelstahl. Vier Biegungen. Wenn das erste Teil fehlerhaft ist, wird nicht “nachjustiert und ausgeliefert”. Es wird verschrottet.
Ein Betrieb, den ich beraten habe, nutzte eine native OEM-Simulation, die direkt mit seinem Winkelmesssystem verbunden war. Der Controller stoppte nahe der Endtiefe, maß den tatsächlichen Winkel unter Last und kompensierte in Echtzeit. Die Offline-Simulation sagte Tonnage und Eindringtiefe basierend auf denselben Kompensationstabellen voraus. Das erste Teil lag routinemäßig innerhalb der Spezifikation ohne manuelles Nachführen.
Vergleichen Sie das nun mit einem hypothetischen Betrieb mit gemischtem Maschinenpark, der Drittanbieter-Offlinetools verwendet. Die Simulation zeigt eine Eindringtiefe von 12,43 mm. Der Postprozessor übersetzt dies in Controller-Code. Die interne Rückfederungsroutine der Maschine verändert die Tiefe anders als erwartet. Das erste Teil kommt 0,6° zu offen heraus. Der Bediener erhöht die Tiefe und führt den Prozess erneut aus.
Diese einzelne Korrektur kann fünf Minuten kosten.
Wiederholen Sie das über 40 Präzisionsaufträge pro Woche, und Sie verlieren Stunden – ganz zu schweigen von gelegentlichem Ausschuss, wenn sich Toleranzen über mehrere Biegungen aufsummieren.
Hören Sie auf, den ROI nur in Lizenzkosten zu schätzen.
Native Kinematik zahlt sich aus, wenn Erstteilgenauigkeit wichtiger ist als Softwareflexibilität. Aber hier ist das unbequeme Gegenargument: Moderne Controller mit Echtzeitwinkelkorrektur können manchmal Erstteilausschuss vermeiden, auch ohne perfekte Offline-Simulation. Sie messen und passen direkt in der Maschine an.
Also müssen Sie sich fragen: Stammt Ihr Ausschuss von Winkelabweichungen unter Last – die intelligente Controller korrigieren können – oder von unmöglichen Bewegungsbahnen und falschen Freiräumen – die nur hochpräzise Kinematik verhindern kann, bevor sich der Stößel bewegt?
Unterschiedliche Fehlermodi. Unterschiedliche Wertversprechen.
Und das hängt davon ab, wie der Code tatsächlich zur Steuerung gelangt.
Stellen Sie sich zwei Wege vor.
Weg eins: Das Offline-System schreibt den Code direkt im nativen Format des Controllers. Keine Umwandlung. Was Sie simulieren, ist das, was ausgeführt wird.
Weg zwei: Das Offline-System erzeugt eine neutrale Biegebeschreibung – Positionen, Winkel, Sequenzen – und dann wandelt ein Postprozessor sie in markenspezifischen Code um.
Dieser Postprozessor ist kein einfaches Wörterbuch. Er ist ein Regelwerk, das versucht, proprietäres Verhalten nachzuahmen, das ihm nicht vollständig gehört.
Wenn ein Controller eingebettete Logik enthält – automatische Bombierungskorrektur basierend auf Tonnagekurven, adaptive Biegeschneckenänderungen nahe dem Kontaktpunkt, sicherheitsgesteuerte Achssynchronisierung – muss der Drittanbieter-Post entweder diese Logik annähern oder an die Maschine übergeben und hoffen, dass die Ausrichtung stimmt.
Wenn die Software das als statischen, idealen Zustand behandelt, siehst du eine Cartoon-Version deines Prozesses.
Ich habe erlebt, dass ein Postprozessor eine controller-spezifische Haltepause vor der Winkelmessung verfehlte. Die Simulation zeigte einen gleichmäßigen Ablauf. In der Werkstatt hielt die Maschine unerwartet an, wodurch sich das Teilegleichgewicht während der Rotation verschob. Unbedeutend? Ja. Aber wenn sich genug solcher “kleiner” Abweichungen summieren, heißt es wieder: Erstteile beaufsichtigen.
Hier liegt also die Trennlinie.
OEM-native Systeme verringern das Übersetzungsrisiko, weil es keinen Übersetzer gibt. Drittanbieter-Systeme leben oder sterben mit der Qualität ihrer Postprozessoren und wie tief sie die Controller-Logik modellieren – nicht nur die Geometrie.
Eine Lösung bietet enge Integration mit weniger Flexibilität. Die andere bietet dir freie Beweglichkeit mit Übersetzungsexposition.
Nachdem wir nun die Maschinenphysik von der Softwaremarke getrennt haben, klingt das nächste Versprechen der Anbieter noch größer: automatische Biegenreihenfolge, die “alles für dich optimiert”.
Aber Optimierung bedeutet nur dann etwas, wenn die zugrunde liegende Physik die Wahrheit sagt.
Du hast die Demo gesehen.
Der Bediener lädt ein Teil. Klickt auf “Auto-Sequenz”. Die Software ordnet Biegungen neu, vermeidet Kollisionen, zeigt einen ordentlichen grünen Haken. Der Vertreter sagt, die Zykluszeit sinkt um 18 Prozent. Das Programm lief fehlerfrei.
Beantworte nun die eigentliche Frage: Kann dieser Algorithmus die Produktion wirklich optimieren, wenn die zugrunde liegende Simulation nicht vollständig den Kinematiken und der Controllerlogik deiner Maschine entspricht?
Wenn das zugrunde liegende Modell über die Abbremsung des Stößels, das Verhalten der Bombierung oder die Art und Weise lügt, wie dein Controller beim Winkelmessen pausiert, dann optimiert der Algorithmus keine Physik. Er ordnet Annahmen neu. Und das Neuordnen von Annahmen verändert nur, wo der Ausschuss entsteht.
Ich habe das auf die harte Tour gelernt, als eine “optimierte” Sequenz eine Rückkantung frühzeitig einlegte, um Umgreifen zu reduzieren. Sah auf dem Bildschirm brillant aus. In der Werkstatt verlängerte die tatsächliche sichere Annäherungsgeschwindigkeit der Maschine in der Nähe der Schließhöhe die Hubzeit so weit, dass die vermeintliche Zeitersparnis verschwand — und die frühe Kantung blockierte den Kontakt des Anschlags bei der dritten Biegung. Das Teil landete direkt im Ausschussbehälter. Optimierung ohne echte Kinematik ist nur selbstbewusstes Raten.
Also, wann vertraut man dem Algorithmus?
Wenn du dir nicht sicher bist, ob dein derzeitiges System wirklich physikbasiert oder nur regelbasiert mit besserem Marketing ist, lohnt es sich, den zugrunde liegenden Stack einem Belastungstest zu unterziehen. CN-HAWE unterstützt hochwertige CNC-basierte Biege- und Blechautomationslösungen, gestützt durch engagierte F&E über Abkantpressen und intelligente Geräte, um echtes Maschinenverhalten zu validieren – nicht nur theoretische Sequenzierung. Wenn du deinen aktuellen Simulationsworkflow bewerten, die Kinematiktreue vergleichen oder eine Abkantpresseneinrichtung im Einklang mit realen Produktionsbedingungen besprechen möchtest, kannst du CN‑HAWE hier kontaktieren das Gespräch beginnen.
Hör auf zu raten, welche Art von Engine du tatsächlich betreibst.
Die sogenannte automatische Sequenzierung in mittleren Systemen ist meist regelbasiert. Das bedeutet, sie folgt Heuristiken: biege die größte Kantung zuerst, vermeide eingeschlossene Merkmale, minimiere Werkzeugwechsel, halte das Teil stabil am Hinteranschlag. Betrachte es als eine intelligente Checkliste.
Sie löst nicht die dynamischen Bewegungsgleichungen deiner spezifischen Maschine. Sie nimmt an, dass sich die Maschine innerhalb idealisierter Grenzen verhält, die die Software vorgibt.
Eine physikgetriebene Optimierung hingegen führt Bewegungssimulationen mit Achsbegrenzungen, Beschleunigungskurven und Kollisionsbereichen durch, die an deine reale Maschinenkonfiguration gekoppelt sind. Sie bewertet nicht nur “Kann diese Biegung gemacht werden?”, sondern “Wie lange dauert genau diese Achsbewegung an dieser Presse, mit diesem Controllerverhalten?”
Hier verläuft die Bruchlinie.
Wenn deine Materialdatenbank generisch ist und deine Rückfederungskoeffizienten nicht durch Testbiegen kalibriert wurden, berechnet der Optimierer die Eindringtiefe aus Theorie, nicht aus deiner Werkstattrealität. Wir beide wissen, dass Edelstahl von zwei Lieferanten genug variieren kann, um den Winkel um ein halbes Grad zu verändern. Standardpressen können ±0,5° halten “bei ordnungsgemäßer Wartung”. Dieser Ausdruck verbirgt vieles — abgenutzte Werkzeugschultern, ermüdete Hydraulikdichtungen, ungleichmäßige Bombierung.
Wenn der Optimierer das als statischen, idealen Zustand behandelt, siehst du eine Cartoon-Version deines Prozesses.
Ich habe einmal Werkzeuge beschädigt, weil eine regelbasierte Engine eine tiefe Box mit einer schmalen Fensterbiegung zu früh sequenzierte. Die Geometrie war in der Simulation frei. In Wirklichkeit hatten die Hinteranschlagfinger der Maschine eine etwas andere Montageversatzposition als die Standardbibliothek. Fünf Millimeter Fiktion. Ein gebrochener Stempel. Der Algorithmus scheiterte nicht, weil er dumm war. Er scheiterte, weil er meine Maschine nicht kannte.
Die nächste Frage ist also nicht, ob die Sequenz “funktioniert”. Sie lautet, ob die Maschine Ihre Abkantpresse als physikalisches System versteht oder nur als geometrische Form.
Schauen Sie sich Ihr hässlichstes Teil an.
Nicht die ordentliche Halterung aus dem Verkaufsprospekt. Ich meine das asymmetrische Gehäuse mit versetzten Falzen, unterschiedlichen Flanschhöhen und einer Seite, die später bei der Montage einen angeschweißten Bolzen freihalten muss.
Stellen Sie sich nun vor, Sie lassen das Teil über Nacht durch eine automatische Stapelsequenzierung mit 40 Teilen laufen.
Das Versprechen ist verführerisch: die Software arbeiten lassen und morgens zu vollständig optimierten Programmen kommen. Bei einfachen Teilefamilien – gleiches Material, gleiches Werkzeug, konsistente Geometrie – kann das funktionieren. Der Algorithmus wendet dasselbe Regelwerk an, und Ihre Maschine verhält sich ausreichend vorhersehbar.
Aber Asymmetrie zerstört Muster.
Wenn ein Teil einen langen, flexiblen Flansch und einen kurzen, steifen Rückkant hat, ändert die Reihenfolge der Biegungen, wie sich das Teil unter Belastung durchbiegt und verdreht. Offline-Simulationen modellieren die elastische Verformung des teilweise gebogenen Teils selten mit hoher Genauigkeit, es sei denn, man nutzt sehr hochentwickelte Systeme mit großem Rechenaufwand. Die meisten Engines gehen von starren Körpern zwischen den Biegungen aus.
Diese Annahme ist wichtig.
Ich habe einen stapeloptimierten Lauf bei dünnen, verzinkten Blechen gesehen, bei dem der Algorithmus konsequent den langen Flansch zuerst bog, um die “Stabilität zu verbessern”. Auf dem Werkboden führte diese erste Biegung zu einer leichten Verdrehung. Bei der dritten Biegung war der Anschlagkontakt bereits inkonsistent. Der Bediener musste manuell Teil für Teil nachjustieren. Kein Crash – nur schleichende Maßabweichungen und zusätzlicher Handlingsaufwand.
Stapel-Logik erkennt keine Verdrehung. Sie sieht saubere Geometrie.
Deshalb braucht komplexe, asymmetrische Arbeit immer noch ein menschliches Auge vor der Freigabe. Nicht um jede Sequenz neu zu schreiben – sondern um zu prüfen, ob der Optimierer das Verhalten des Teils verstanden hat, nicht nur dessen Form.
Wenn Sie das erste Teil trotzdem in Handbetrieb langsam durchfahren müssen, um “auf Nummer sicher zu gehen”, was genau hat Ihnen dann das 3D-Modell gebracht?
Fordern Sie eine einzige Zahl: die tatsächliche Zeit von Hub zu Hub an Ihrer Maschine.
Anbieter lieben prozentuale Reduktionen der “Programmierzeit” oder der “theoretischen Zykluszeit”. Die theoretische Zykluszeit summiert normalerweise die Achswege dividiert durch die Sollgeschwindigkeiten. Sie geht von maximaler Annäherungsgeschwindigkeit, idealer Verzögerung und keinen vom Controller verursachten Pausen aus.
Doch viele Echtzeit-Winkelsysteme halten kurz vor der Endtiefe an, um zu messen und zu korrigieren. Diese Verweilzeit kann eine halbe Sekunde betragen. Multipliziert mit sechs Biegungen ergibt das drei Sekunden, die der Optimierer wahrscheinlich nicht einkalkuliert hat.
Bei älteren hydraulischen Maschinen sind Beschleunigung und Verzögerung nicht symmetrisch. Die ersten 50 mm des Annäherungswegs können aufgrund von Sicherheitszonen langsamer sein. Wenn der Optimierer eine gleichmäßige Geschwindigkeit annimmt, wird er Sequenzen mit mehreren kurzen Hüben bevorzugen – in der Annahme, sie seien schneller. In der Praxis verbringt die Maschine aber mehr Zeit mit Aufholen als mit Biegen.
Ich habe einmal ein “optimiertes” Programm gegen eine manuell sequenzierte Version auf einer mittelgroßen hydraulischen Abkantpresse gestoppt. Die Software prognostizierte eine Zykluszeitverkürzung von 12 Prozent. Tatsächlich gemessene Verbesserung? Unter 3 Prozent – und erst, nachdem wir zwei Biegungen angepasst hatten, die der Algorithmus für optimal hielt. Das Programm lief in der Simulation einwandfrei. Die Realität erhob eine Gebühr für jede getroffene Annahme.
Wenn Sie also Optimierungen bewerten, fragen Sie nicht: “Sieht es schneller aus?” Fragen Sie: “Modelliert es das tatsächliche Bewegungsprofil meiner Maschine und die Pausen des Controllers?”
Andernfalls vergleichen Sie Marketing-Mathematik mit Hydrauliköl und Schwerkraft.
Hier kommt die unbequeme Wahrheit.
Je tiefer die Optimierungs-Engine gräbt – Achsendynamik, Steuerungslogik, Materialverhalten modellierend –, desto komplexer und stärker eingeschränkt kann das resultierende Programm werden.
Hochpräzise Systeme, die eng mit OEM-Steuerungen gekoppelt sind, erzeugen oft dichten NC-Code mit eingebetteter Kompensationslogik. Das ist leistungsstark. Es bedeutet aber auch, dass der Bediener weniger intuitive Stellhebel hat, ohne die Annahmen des Modells zu verletzen.
Systeme von Drittanbietern, insbesondere solche, die für gemischte Maschinenparks entwickelt wurden, erzeugen tendenziell sauberere, allgemeinere Abfolgen. Leichter auf der Steuerung zu bearbeiten. Leichter anzupassen, wenn die Realität abweicht.
Ich habe eine hoch optimierte OEM-erzeugte Sequenz gesehen, die das Umgreifen perfekt minimierte. Auf dem Papier wunderschön. Auf dem Shopfloor wollte der Bediener jedoch zwei Biegungen tauschen, um das Teil physisch besser abstützen zu können. Die Steuerung erlaubte es, aber dadurch wurde ein Teil der automatischen Kompensationslogik ungültig. Die Winkelkorrektur wurde weniger vorhersehbar. Wir tauschten algorithmische Präzision gegen menschliche Ergonomie.
Auf der anderen Seite habe ich ein flexibles Drittanbieterprogramm gesehen, das den Tag rettete, weil der Bediener die Reihenfolge schnell anpassen konnte, um mit einem leicht verzogenen Materiallos umzugehen. Kein Kampf mit versteckter Logik. Kein Ringen mit der Steuerung.
Also fragen Sie sich, was Sie auf Ihrem Shopfloor mehr schätzen: maximale theoretische Optimierung unter Idealbedingungen oder kontrollierte Anpassungsfähigkeit, wenn Material, Werkzeug und Maschinen von idealen Bedingungen abweichen.
Denn hier verläuft die Trennlinie.
Wenn Ihre Simulation ein zertifizierter Flugsimulator ist – jede Achse, Verzögerung und Kompensation modelliert –, dann ist es sinnvoll, dem Algorithmus innerhalb seiner validierten Grenzen zu vertrauen.
Wenn es ein Arcade-Spiel ist, das real aussieht, bis die erste echte Konsequenz eintritt, dann ist automatische Sequenzierung nur eine schnellere Art, falsch zu liegen.
Und das ist die Frage, die Sie beantworten müssen, bevor Sie berechnen, ob sich die Lizenz amortisiert.
So überprüfen Sie, ob Ihre Optimierungs-Engine tatsächlich Ihre Maschine widerspiegelt.
Starten Sie nicht mit einem Demoteil, das der Verkäufer ausgewählt hat. Wählen Sie einen Auftrag, der Ihnen bereits Probleme bereitet hat – etwas mit einem engen Rückbieger nahe dem Hinteranschlaggehäuse oder einer langen Flansch, die zum Durchhängen und Verdrehen neigt. Programmieren Sie es offline. Messen Sie dann drei Dinge auf dem Shopfloor: tatsächliche Zeit von Hub zu Hub, Winkelgenauigkeit beim ersten Schlag ohne Bedienerabgleich und physische Freiräume am engsten Störpunkt. Wenn das digitale Modell die Freiräume innerhalb eines Millimeters, den Winkel innerhalb Ihres normalen Korrekturbereichs und die Zykluszeit innerhalb weniger Prozent vorhersagt, sehen Sie einen zertifizierten Flugsimulator. Wenn es in Bereichen abweicht, die Ihr Bediener “erfühlen” muss, spielen Sie ein Arcade-Spiel mit besserer Grafik.
Das ist die technische Wahrheit.
Nun die finanzielle.
Hochpräzises kinematisches Modellieren – das heißt, die Software kennt Ihre Arbeitshubgeschwindigkeitskurve, Ihre Steuerungspausen, Ihr Durchbiegungsverhalten, Ihre echten Hinteranschlagkörper, nicht nur “eine 3-Achsen-Abkantpresse” – kostet echtes Geld und echte Einrichtungszeit. Integration. Nachjustierung. Maschinenspezifische Bibliotheken. Sie kaufen keinen Betrachter; Sie bauen einen digitalen Zwilling, der wie ein weiteres Stück Ausrüstung gewartet werden muss.
Manchmal ergibt das Sinn.
Manchmal tut es das nicht.
Der Fehler besteht nicht darin, weniger Software zu kaufen. Der Fehler liegt darin, so zu tun, als würde ein Visualisierer dich schützen, wenn die Komplexität durch die Tür kommt.
Betrachten Sie den Stößel.
Wenn du das ganze Jahr über dieselben zwei Halterungen biegst – 90°-Luftbiegungen, gleiches Material, gleicher Stempel, gleiche Matrize – dann hast du die Variabilität bereits im Griff. Das Werkzeug ist feinjustiert. Die Bediener kennen den Rücksprung auswendig. Deine Rüstzeit dominiert, nicht deine Ablaufmathematik.
Ich habe gesehen, wie ein Werk die Rüstzeit von 30 Minuten auf 15 reduzierte, einfach durch Standardisierung der Werkzeugstapel und durch Schnellwechselklemmen. Keine Simulation. Nur mechanische Disziplin. Der Return on Investment wurde in Monaten gemessen, weil die Einschränkung nicht “Softwareintelligenz” war. Es war Schraubenschlüsselzeit und der Gang zurück in den Werkzeugraum.
In dieser Umgebung kann ein vollständiger Digital Twin übertrieben sein.
Hört auf, so zu tun, als hätte jede Werkstatt Luft- und Raumfahrtkomplexität.
Wenn deine Teile einfach und stets wiederholend sind, wird simulationsbasierte Hochpräzision keine Einsparungen herbeizaubern, die nicht existieren. Der Algorithmus kann keinen Prozess überoptimieren, der bereits stabil und wiederholend ist. Deine Gewinne werden marginal sein – du sparst Sekunden bei einer Biegerichtfolge, die sich seit sechs Monaten nicht geändert hat.
Aber hier kommt der Haken.
An dem Tag, an dem ein komplexes Gehäuse auftaucht – asymmetrisch, enge Toleranzen, mehrere Werkzeugwechsel – wird dein Visualisierer nicht plötzlich Rückgrat entwickeln. Er wird dir etwas zeigen, das “biegefähig aussieht”, und du wirst auf der Werkstattfläche herausfinden, ob es das war.
In Niedrig-Mix-, Hochvolumen-Arbeiten zahlt sich tiefe Integration also nicht jeden Tag aus.
Sie zahlt sich an dem Tag aus, an dem deine Annahmen brechen.
Stell dir nun drei Abkantpressen auf deinem Hallenboden vor: verschiedene Marken, verschiedene Generationen, verschiedene Steuerungen. Eine elektrisch, zwei hydraulisch. Unterschiedlicher Öffnungshub. Unterschiedliche Hinteranschläge.
Ein maschinenspezifischer Digital Twin für jede bedeutet drei Integrationen, drei Postprozessoren – das ist Werkstattsprache für “drei verschiedene Übersetzer, die Softwareausgabe in Steuerungscode umwandeln” – und drei Wartungsprobleme jedes Mal, wenn eine Steuerungs-Firmware geändert wird.
Das ist teuer im Unterhalt.
Ich habe Werkstätten gesehen, die sich für eine universelle Plattform entschieden – weniger präzise Kinematik, allgemeinere Maschinenmodelle – weil sie damit alles an einem Ort programmieren konnten. Die Ausgabe war nicht perfekt auf die Beschleunigungskurve jeder Presse abgestimmt, aber es war sauberer, lesbarer NC‑Code, den Bediener an der Steuerung anpassen konnten, ohne gegen versteckte Logik kämpfen zu müssen.
Einmal, früh in meiner Karriere, vertraute ich auf einen “universellen” Post in einer gemischten Flotte, ohne die Unterschiede in der Hinteranschlagsgeometrie zu verifizieren. Das Programm lief in der Simulation problemlos. An der älteren Presse saß das Anschlaggehäuse jedoch 5 mm weiter vorne, als das Modell annahm. Das erste Teil traf den Rückschenkel. Kein katastrophaler Werkzeugcrash, aber genug Ausschuss, um die Lektion einzuprägen: universell bedeutet Kompromiss.
Warum also dafür entscheiden?
Weil manchmal Konsistenz Perfektion schlägt. Wenn dein Mix moderat ist und deine Bediener stark sind, kann ein etwas weniger präzises, aber flexibles System mehr tatsächlichen Durchsatz liefern als drei perfekte, aber isolierte Digital Twins, denen keiner vollständig vertraut.
Das ist eine geschäftliche Entscheidung, keine moralische.
Lassen Sie uns die Broschüre übersetzen.
“Rapid Feasibility Engine” bedeutet schnelles Entfalten der Geometrie und grundlegende Kollisionsprüfungen. In der Werkstattpraxis: Sie zeigt an, ob sich die Linien theoretisch falten lassen, ohne dass zwei Körper denselben Raum einnehmen.
Das bedeutet nicht, dass sie die Bewegungsgrenzen Ihrer Maschine, die Durchbiegungskurve oder das Verhalten des Controllers bei Pausen versteht.
Hören Sie auf, geometrische Möglichkeit mit physischer Herstellbarkeit zu verwechseln.
Einfache Visualizer sind gut darin, offensichtliche Fehler zu erkennen — falsche Biegereihenfolge, die Selbstüberschneidungen verursacht, unmögliche Neugriffe, generische Werkzeugkollisionen. Sie sind schlecht beim Modellieren dynamischen Verhaltens: Federungsvariation über Schenkellängen, Verwindung nach asymmetrischen Biegungen, echte Achsensynchronisationsverzögerungen.
Was verlieren Sie also tatsächlich?
Vorhersagbarkeit.
Sie gewinnen Geschwindigkeit bei der Programmierung. Sie gewinnen niedrigere Anfangskosten. Aber Sie verlieren die Möglichkeit, unbeaufsichtigte Chargenoptimierungen zu vertrauen, Licht-aus-Sequenzierung voranzutreiben oder sich auf automatische Werkzeugwegentscheidungen zu verlassen, ohne dass ein erfahrener Bediener das erste Teil überprüft.
Und das ist in Ordnung — wenn Sie es einplanen.
Wenn Sie das erste Teil trotzdem in Handbetrieb langsam durchfahren müssen, um “auf Nummer sicher zu gehen”, was genau hat Ihnen dann das 3D-Modell gebracht?
Hochpräzise Simulation ist nicht immer die Investition wert.
Aber wenn Sie das Arcade-Spiel wählen, tun Sie es mit offenen Augen — und gestalten Sie Ihren Arbeitsablauf um die Tatsache herum, dass die Realität, nicht der Bildschirm, immer noch der endgültige Inspektor ist.
Wie entscheiden Sie also systematisch, auf welcher Seite dieser Linie Ihre Werkstatt steht?
Sie beginnen diese Entscheidung nicht im Vorführraum.
Sie beginnen sie an Ihrer ältesten Abkantpresse, mit offenen Schutzvorrichtungen, und schauen darauf, was sich tatsächlich bewegen, was sich tatsächlich biegen und was tatsächlich stoßen kann.
Simulationswert ist bedingt. Daher muss das Framework dort beginnen, wo die Kollisionen beginnen — an der Maschine — und nicht dort, wo die Vertriebsmitarbeiter beginnen — an der Funktionsliste. Was Sie wirklich entscheiden, ist nicht “Wollen wir bessere Grafiken?”, sondern “Fliegen wir einen zertifizierten Simulator, der jede Steuerfläche widerspiegelt, oder spielen wir ein Arcade-Spiel, das echt aussieht, bis etwas Teures passiert?”
Hier ist die Perspektive, die Sie beibehalten sollten: Kaufen Sie die Simulation basierend auf dem physischen Risikoprofil Ihrer Werkstatt, nicht auf der visuellen Raffinesse der Software. Das klingt offensichtlich. Ist es aber nicht. Die meisten Werkstätten machen das Gegenteil, weil der Bildschirm leichter zu beurteilen ist als der Pressenstempel.
Hör auf, Broschüren zu lesen.
Geh über den Hallenboden und beantworte drei Fragen.
Wie viele Generationen von Abkantpressen betreibst du? Wie unterschiedlich sind deren Hinteranschläge, Öffnungen, Hubbegrenzungen und Steuerlogik? Und wie oft biegst du Teile, die innerhalb von 10 mm von einer dieser Grenzen liegen?
Das Maschinenalter spielt eine Rolle, weil ältere Steuerungen und Nachrüstungen selten saubere digitale Daten besitzen. Ein echter Digitaler Zwilling — in der Werkstatt gesprochen: ein Modell, das jede Achsbegrenzung, Beschleunigungskurve und physische Behinderung kennt — benötigt präzise Geometrie- und Bewegungsdaten der Maschine. Bei einer 20 Jahre alten hydraulischen Abkantpresse mit zwei Steuerungsupgrades und einem ausgetauschten Hinteranschlag befinden sich diese Daten normalerweise in einem Ordner, nicht auf einem Server.
Ich habe mit einer Werkstatt gearbeitet, die eine hochwertige Simulation für eine Abkantpresse von 1998 gekauft hat, die “im Laufe der Jahre modifiziert” worden war. Das Modell entsprach der ursprünglichen Spezifikation. Die Maschine nicht. Erstes komplexes Gehäuse, tiefer Rückanschlagflansch, enger Nachgriff. Das Programm lief sauber. Auf dem Bildschirm: null Kollisionen. Auf dem Hallenboden: Die Klemmbacke berührte das Teil, weil die echte Klemmung 4 mm tiefer saß als in der ursprünglichen Zeichnung. Ausschussbehälter wurde gefüttert. Die Software log nicht. Sie modellierte nur nicht die Maschine, die tatsächlich vorhanden war.
Neuere, servogesteuerte Abkantpressen mit dokumentierter Geometrie und vernetzten Steuerungen lassen sich präziser spiegeln. Ältere, modifizierte Maschinen erfordern entweder umfangreiche Messungen und Integration im Vorfeld — Werkstattsprache: wochenlanges Herumkriechen mit Messschiebern und Parameterjagd — oder die Akzeptanz, dass dein “digitaler Zwilling” eher ein digitaler Cousin ist.
Bevor du also fragst, was die Software leisten kann, frage: Ist mein Maschinenpark in der Lage, genau modelliert zu werden, ohne dass ich meine Dateninfrastruktur neu aufbauen muss?
Und wenn nicht, wie viel Risiko versuche ich eigentlich zu beseitigen?
Akzeptiere keine vorgefertigte Demo.
Bring dein hässlichstes Teil mit.
Ich spreche von dem asymmetrischen Gehäuse mit versetzten Flanschen, gemischten Materialstärken und einem Nachgriff, der neue Bediener ins Schwitzen bringt. Sag dem Anbieter, du möchtest, dass das Teil live programmiert wird — für dein spezifisches Maschinenmodell, mit deiner tatsächlichen Werkzeugbibliothek — einschließlich des seltsamen Schwanenhalswerkzeugs, das du nur zweimal im Jahr benutzt.
Stelle dann unangenehme Fragen.
Enthält das Modell den kompletten Hinteranschlagkörper, nicht nur die Finger? Simuliert es die Stößeldurchbiegung über eine 3‑Meter‑Biegung — sogar die 0,3 mm Senkung in der Mitte, die die realen Kontaktbedingungen verändert? Berücksichtigt es Achssynchronisationsverzögerungen bei älteren Hydrauliken, oder geht es von idealer Bewegung aus?
Wenn die Software das als statischen, idealen Zustand behandelt, siehst du eine Cartoon-Version deines Prozesses.
Vor Jahren sah ich, wie ein Anbieter eine makellose Kollisionsvermeidung auf einem generischen Modell zeigte. Ich bat ihn, die Ansicht zu drehen und die Klemmfreiheit während eines Nachgriffs zu zeigen. Das konnten sie nicht — die Klemmungen waren nicht detailliert modelliert. Wir probierten es trotzdem auf dem Hallenboden. Kleine Werkzeugkollision. Nichts Katastrophales, aber genug, um eine Stempelecke abzuschlagen und einen Nachmittag mit Polieren zu verbringen. Auf dem Bildschirm hieß es „sicher“. Der Stahl sagte etwas anderes.
Dein Ziel in der Demo ist nicht zu sehen, was funktioniert.
Sondern herauszufinden, wo es bricht.
Denn die Lücken, die du unter kontrollierten Bedingungen aufdeckst, sind billiger als die, die du bei voller Tonnage entdeckst.
Selbst perfekte Kinematik reicht nicht aus.
Ein hochpräzises Modell kann jede Achse und jeden Abstand exakt abbilden und dennoch von der Realität abweichen, sobald sich die physikalischen Variablen ändern. Werkzeugverschleiß verändert den Stempelradius. Unterschiedliche Materialchargen ändern die Faserrichtung. Rückfederung verschiebt sich um ein halbes Grad bei einer langen Lasche.
Fachleute werden Ihnen – zu Recht – sagen, dass Simulation reale Tests ergänzt. Sie ersetzt sie nicht. Übersetzung: Wenn Sie aufhören, Erstteile zu validieren, weil “der Computer es geprüft hat”, verwechseln Sie einen Flugsimulator mit echter Luft.
Ich sah eine Werkstatt, die einen konstanten Winkelfehler von 0,6° an einem medizinischen Gehäuse mit einer Toleranzverkettung von ±0,2 mm verfolgte. Die Software sagte, alles sei in Ordnung. Die Maschinengeometrie war exakt. Der Schuldige? Eine neue Materialcharge mit anderer Faserrichtung zur Biegelinie. Das Modell berücksichtigte diese Variabilität nicht. Sie vertrauten dem Bildschirm, produzierten eine Serie und füllten ein Regal mit durchgehend fehlerhaften Teilen.
Ein digitaler Zwilling ohne Disziplin beim Aktualisieren der Werkzeugdaten, Validieren des Materialverhaltens und Rückführen der Korrekturen ins System verfällt. Nicht sofort. Allmählich. Bis die Bediener aufhören, ihm zu vertrauen.
Und sobald das Vertrauen weg ist, führen Sie die Teile ohnehin wieder manuell Schritt für Schritt durch.
Daher muss der Rahmen diese Frage enthalten: Haben wir die Prozessdisziplin, den Zwilling zu pflegen, oder kaufen wir etwas, das wir langsam ignorieren werden?
Hören Sie auf, nach dem zu kaufen, was beeindruckend aussieht.
Kaufen Sie nach dem, was das physische Risiko pro Auftrag reduziert.
Hier ist die Entscheidungsstruktur, die ich mit Kunden verwende:
Achten Sie darauf, was fehlt.
Grafik. Animationsflüssigkeit. Marketing-Sprache über “intelligente Optimierung”. In Werkstattbegriffen bedeutet das meist “automatisches Raten der Biegenreihenfolge”.”
Die nicht offensichtliche Veränderung ist diese: Du kaufst keine Simulation, um die Programmierung schöner zu machen. Du kaufst sie, um das Risiko von Stahl auf Pixel zu verlagern. Wenn die Software die tatsächlichen Einschränkungen deiner Maschine nicht widerspiegeln kann – oder wenn dein Betrieb die dafür notwendigen Daten nicht pflegen kann – hast du das Risiko nicht verlagert. Du hast nur dein Vertrauen verlagert.
Arcade-Spiele machen Spaß. Zertifizierte Simulatoren sind teuer und langweilig.
Nur einer von ihnen bereitet dich auf den Tag vor, an dem die Komplexität zur Tür hereinkommt.


















