

El programa se ejecutó sin problemas. Sin resaltados rojos de colisión. Una animación suave del ariete bajando, la brida despejando las herramientas, los dedos del tope trasero deslizándose fuera del camino como una coreografía.
¿Primera pieza en la prensa real? La brida de retorno rozó la carcasa del tope trasero y detuvo el ciclo a mitad de camino.
Nada estaba “mal” en el software. Ese es el problema.
La mayoría de los talleres compran simulaciones para ver la doblez antes de cortar el acero. Justo. Un modelo 3D en movimiento da sensación de control. Pero el movimiento en una pantalla no es lo mismo que el movimiento limitado por 60 toneladas de acero, retraso del servomotor, herramientas desgastadas y un tope trasero que ha sido desalineado tres veces este año.
Un juego de vuelo arcade parece volar. Un simulador certificado modela cada superficie de control, cambio de peso y comportamiento de pérdida. Uno entretiene. El otro entrena a pilotos que esperan consecuencias.
El software de prensa plegadora no es diferente.

Mira la biblioteca de máquinas que viene con tu software. ¿Es tu prensa—o una versión “suficientemente parecida” con tonelaje y profundidad de garganta similares?
La mayoría de los sistemas de terceros usan envolventes cinemáticas genéricas. Es lenguaje corporativo para “se mueve como algo de este rango de tamaño”. En el taller eso significa que los límites de carrera del ariete, la geometría del portaherramientas, los desplazamientos de las abrazaderas y el recorrido del tope trasero están aproximados. Cercanos. No exactos.
El doblado en aire—el método que usa el 90 % de los talleres—no perdona lo “cercano”. El ángulo proviene de la profundidad del punzón, el grosor del material y el rebote elástico. Una variación de 0,2 mm en el material o en la altura de la matriz cambia el ángulo. Si el software trata eso como una condición estática e ideal, estás viendo una versión caricaturizada de tu proceso.
Deja de adivinar. Si tu viga superior se deflecta 0,3 mm en el centro bajo carga y tu modelo supone un ariete rígido, tu “despeje perfecto” en la simulación puede ser negativo en la realidad.
Una vez vi una pieza despejarse perfectamente en un modelo genérico, luego golpear el marco lateral porque la luz real de la máquina era 8 mm menor que la versión de la biblioteca. Esa pieza fue directamente al contenedor de chatarra. La animación fue impecable.
Entonces, ¿cuánto vale realmente esa confianza visual?

Escucha atentamente: la detección de colisiones al 90 % no es una A menos. Es un choque garantizado—solo con retraso en el tiempo.
Si tu software verifica la interferencia punzón-matriz y las colisiones básicas pieza-herramienta pero ignora la geometría de las abrazaderas, los portacables del tope trasero o las herramientas de plegado personalizado, estás operando con protección parcial. Los folletos corporativos llaman a esto “visualización integral”. En el taller significa “no modelamos esa pieza”.”
Una interferencia no detectada no aparece como un ícono de advertencia. Se manifiesta como un eje detenido, una herramienta marcada o una brida doblada que no puedes desdoblar.
Mira el ariete. No le importa que los otros nueve dobleces hayan pasado bien en la simulación. El décimo doblez—el que el software no comprendió del todo—decide tu tiempo de inactividad.
Y aquí viene la parte que la mayoría de los talleres no dice en voz alta: los operadores dejan de confiar en el software después de un fallo grave. Luego ejecutan todo en ciclo seco de todos modos. Si aún tienes que avanzar la primera pieza en modo manual para “estar seguro”, ¿qué te ahorró exactamente el modelo 3D?
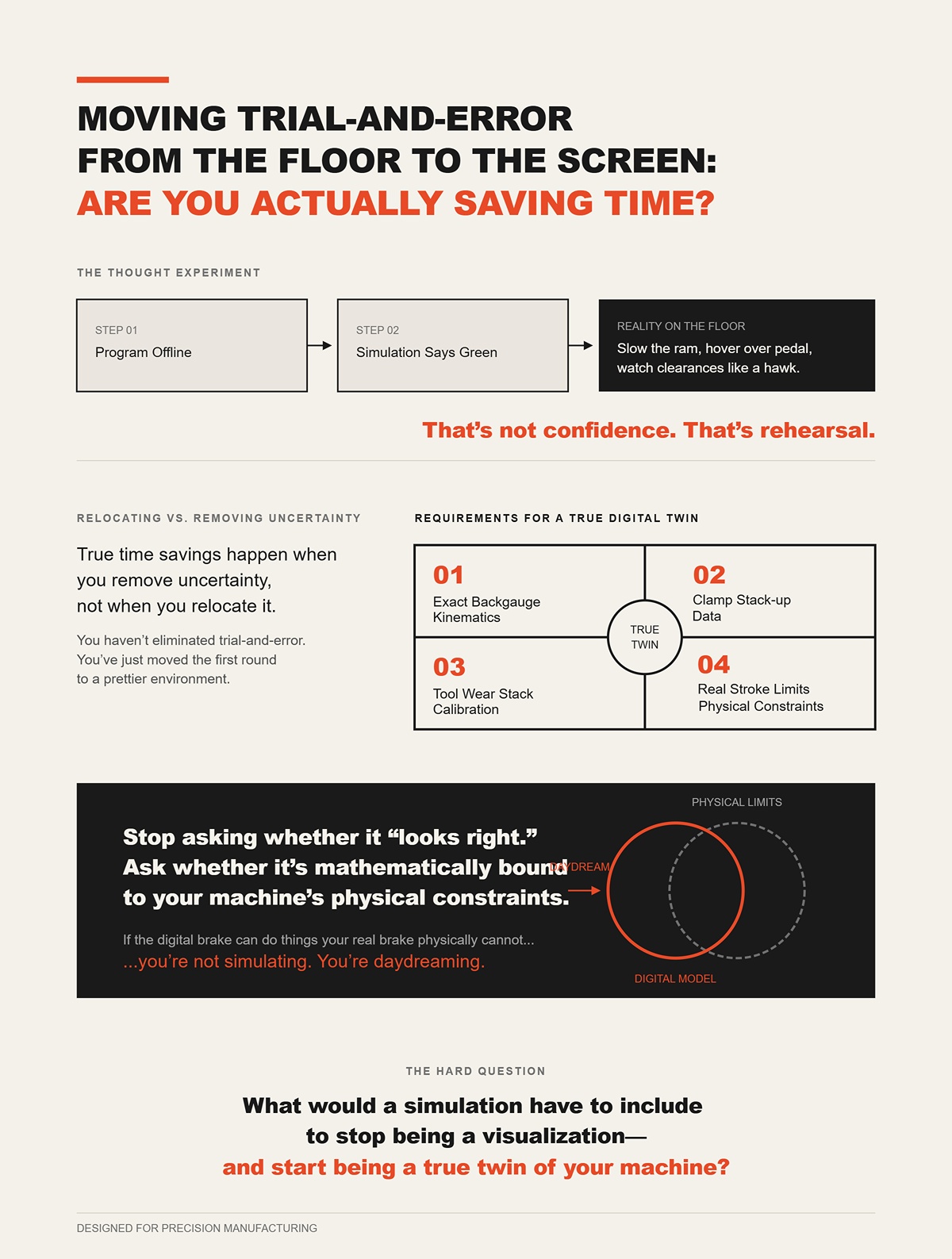
Haz el experimento mental. Programas sin conexión. La simulación da luz verde. En el taller, aún reduces la velocidad del ariete, mantienes el pie sobre el pedal y vigilas las holguras como un halcón.
Eso no es confianza. Eso es ensayo.
El verdadero ahorro de tiempo ocurre cuando eliminas la incertidumbre, no cuando la reubicas. Si tu modelo no replica exactamente la cinemática de tu tope posterior, la acumulación de las mordazas, el desgaste de las herramientas y los límites reales de carrera, no has eliminado el ensayo y error. Solo has movido la primera ronda a un entorno más bonito.
Deja de preguntar si “se ve bien”. Pregunta si está matemáticamente vinculado a las limitaciones físicas de tu máquina.
Porque si el freno digital puede hacer cosas que tu freno real físicamente no puede, no estás simulando. Estás soñando despierto.
Y eso plantea la pregunta más difícil: ¿qué tendría que incluir una simulación para dejar de ser una visualización y empezar a ser un verdadero gemelo de tu máquina?
Imagina un panel de 3 metros, acero dulce de 6 mm, cuatro dobleces listos. La pantalla muestra espacio de sobra, rotación limpia, sin resaltados rojos. En el taller, el quinto doblez se detiene porque el cuerpo de la mordaza superior —nunca modelado— ocupa el mismo espacio que ahora necesita tu pestaña de retorno. El programa funcionó sin problemas. El freno, no.
Esa es la brecha que estamos cerrando aquí.
Si un gemelo digital va a ganarse ese nombre, debe replicar cada limitación física que pueda detener el movimiento: geometría real de la herramienta, recorrido real del tope posterior, deflexión real bajo carga, límites reales de carrera. No “similar”. No “tipo de máquina”. Tu máquina. Un gemelo que ignora tu límite de carrera y tu curva de deflexión no es un gemelo: es un primo lejano que nunca ha puesto un pie en tu taller.
Y una vez aceptas eso, la pregunta deja de ser “¿se ve bien?” y pasa a ser “¿qué exactamente debe modelarse para que físicamente no pueda mentirme?”
Empieza con el armario de herramientas, no con el archivo CAD.
He visto talleres importar con orgullo un DXF perfecto, solo para descubrir que su simulación usaba un “punzón estándar de 88 grados” que no existía en ningún lugar de su estante. El punzón real tenía un hombro rebajado. El conjunto de mordazas añadía 42 mm de altura. Los portaherramientas tenían orejas asimétricas. Nada de eso existía en el modelo.
Deja de adivinar. Si tu biblioteca de herramientas no incluye exactamente el radio de la punta del punzón, el perfil del hombro, el cuerpo del portaherramientas, el tipo de mordaza y la altura total del conjunto, no estás simulando un freno; estás animando un concepto de doblez.
Aquí está el mecanismo: los motores de detección de colisiones funcionan con geometría. Si la geometría se simplifica—digamos que el punzón se modela como una cuña infinitamente delgada—entonces el software solo puede detectar interferencias contra esa ficción. Incluso los sistemas sofisticados que usan jerarquías limitantes (eso es jerga de programador para “pruebas de colisión 3D rápidas”) aún omiten problemas de manufacturabilidad cuando las formas de las herramientas subyacentes están equivocadas. Un perfil no plano puede parecer viable en un visor 3D genérico y, sin embargo, ser imposible en una prensa plegadora porque el cuerpo del portaherramientas bloquea la rotación mucho antes de que lo haga la punta del punzón.
Y el desgaste de las herramientas importa. He medido matrices con una diferencia de 0,15 mm en altura entre estaciones después de años de servicio. La desviación del ángulo seguía al hombro más alto. Si tu biblioteca asume que cada matriz está recién salida de fábrica y perfectamente igualada, el modelo ya está mintiendo sobre la profundidad de penetración y el ángulo.
Hace años confié en un modelo de herramienta “suficientemente cercano” en un trabajo urgente. En la primera pieza, la oreja real de la mordaza golpeó la pestaña de retorno. Pequeña marca. El cliente la vio. Todo ese lote terminó en el contenedor de chatarra porque la especificación cosmética era estricta.
Así que cuando un proveedor dice “gestión integrada de herramientas”, tradúcelo en términos del taller: ¿estás modelando exactamente el acero atornillado a mi ariete hoy —con sus defectos y todo— o solo un dibujo de catálogo?
Observa el carro del tope posterior, no solo los dedos.
La mayoría de las simulaciones mapean los límites de recorrido X y R y lo dan por terminado. Eso es como modelar un camión por su distancia entre ejes e ignorar la cabina. En el taller, la carcasa, los rieles lineales, los portacables e incluso las cabezas de los pernos definen tu verdadero espacio de trabajo.
Deja de asumir que el tope es un punto en el espacio. Es un conjunto móvil con ancho, altura y profundidad.
Los errores costosos ocurren durante la rotación de la pieza. El software verifica el reborde contra la punta del dedo pero ignora el cuerpo del carro a 80 mm detrás. La dobladura se ve despejada en la animación. En realidad, el reborde dibuja un arco amplio y golpea la placa lateral del carro a mitad de rotación.
Mecánicamente, esto es geometría simple: el radio de rotación equivale a la longitud del reborde más el grosor del material más cualquier desplazamiento desde la línea de doblado. Si ese radio excede el espacio libre hasta la masa sólida más cercana—soporte del dedo, carcasa, estructura—hay colisión. Si el modelo solo incluye la punta del dedo, no puede detectar ese barrido.
Una vez vi un canal de 1,5 metros rotar perfectamente en la pantalla. En la prensa, la segunda pata golpeó la vía de cables que alimenta el eje Y2. Ni siquiera el tope en sí—la vía de cables. La reparación costó más que la licencia del software.
Los folletos corporativos llaman a esto “detección de interferencia del tope posterior.” En el taller, eso debería significar: cada cuerpo sólido detrás de los dedos está mapeado en 3D y restringido a su recorrido real por eje. Cualquier cosa menor es visión parcial.
Y si tu taller trabaja con flotas mixtas, aquí está la verdad incómoda: los sistemas de inferencia que monitorean carga eléctrica y movimiento del eje pueden mostrarte tendencias de tiempo activo sin modelar ninguna de esta geometría. Eso está bien para paneles de mantenimiento. Pero no pueden decirte si un reborde de retorno de 600 mm despejará la carcasa del eje R en la máquina #3. Trabajos distintos. Física distinta.
Así que cuando alguien afirme “compatibilidad independiente de la máquina,” pregúntate: ¿quiero un informe de flota o quiero saber si esta pieza rotará físicamente?
Sujeta una lámina de acero inoxidable de 3 metros, 4 mm y aplica 70% de tonelaje de máquina. Observa el ariete y la mesa bajo carga. No lo verás a simple vista, pero mide la penetración central frente a los extremos y encontrarás variación. He registrado alrededor de 0,3 mm de deflexión central en hidráulicas más antiguas bajo carga pesada.
Si el modelo trata el ariete y la mesa como vigas perfectamente rígidas, cada doblado simulado a lo largo de esa longitud asume una penetración uniforme. Eso es fantasía.
Deja de fingir que el acero no se flexiona.
Los sistemas de compensación—cuñas manuales o controlados por CNC—existen porque la máquina se dobla en el centro bajo carga. Si tu simulación no incluye la curva de deflexión de tu máquina y el comportamiento de su sistema de compensación, puede predecir espacio libre y aun así fallar en la uniformidad del ángulo a lo largo de la pieza.
El mecanismo es sencillo: el ángulo en el doblado al aire depende de la profundidad del punzón en relación con la abertura del troquel. Si la deflexión central reduce la penetración efectiva incluso en 0,1–0,2 mm, el ángulo se abre. En piezas largas, eso se acumula en múltiples dobleces y tu geometría final se desvía.
Las máquinas servoelectricas añaden otro nivel. Sus accionamientos de husillo de bolas pueden repetir la posición del ariete con precisión de micrones porque no hay aceite hidráulico que “respire” con la temperatura. Pero esa precisión solo importa si la simulación refleja los perfiles de movimiento y límites específicos del servo. Modelar cada prensa como un deslizador hidráulico genérico ignora cómo difieren la aceleración, desaceleración y control de carrera entre plataformas.
Si el software trata eso como una condición estática e ideal, estás viendo una versión caricaturizada de tu proceso.
Perseguí un problema de ángulo en pieza larga durante media jornada antes de darme cuenta de que el modelo no tenía lógica de deflexión. La pieza se curvó lo suficiente para que el reborde final no quedara plano en el montaje. La volvimos a doblar. Se agrietó. Otro lote apoyado contra la pared.
Así que pregunta: ¿la simulación sabe cómo se flexiona el bastidor específico de tu máquina—y cómo se corrige con la compensación—o está asumiendo una máquina que solo existe en un folleto?
Mira el gráfico de la carrera del ariete en tu manual.
Cada prensa tiene límites rígidos: máxima abertura, altura mínima de cierre, techo de carrera del eje Y, velocidades de aproximación seguras, zonas de deceleración. Sin embargo, muchas bibliotecas de software definen el movimiento como “el ariete baja hasta el contacto”, punto final.
Deja de aceptar “tonelaje similar” como identidad de la máquina.
En una instalación que revisé, el modelo digital permitía 15 mm más de altura abierta que la prensa real. En la simulación, una caja alta giraba fácilmente durante la rotación. En el taller, la pieza golpeó el bastidor lateral porque la abertura real era más estrecha y el ariete no podía retraerse lo suficiente para dar espacio de rotación.
Eso es pura cinemática: si la retracción máxima en Z es menor que el espacio de rotación requerido por la pieza, el movimiento es físicamente imposible. Un modelo genérico que extiende la carrera más allá de la realidad crea movimientos que tu prensa no puede ejecutar.
Las máquinas hidráulicas añaden variabilidad. La temperatura del aceite cambia el posicionamiento efectivo durante tiradas largas. Las máquinas servo no se desvían de la misma manera, pero tienen diferentes características de par y velocidad cerca de los límites de carrera. Si el 73 % de los talleres todavía utiliza maquinaria hidráulica heredada, entonces un modelo “un ariete para todos” borra el comportamiento que la mayoría de los talleres vive a diario.
Hace años confié en un límite de carrera genérico durante un programa de cajas profundas. La simulación indicó: retraer, rotar, continuar. La máquina real alcanzó su límite superior y se detuvo a mitad de ciclo. El operador forzó una solución improvisada. El punzón rozó el hombro de la matriz. Choque de herramientas. Una lección costosa sobre lo que significa “suficientemente cerca” a 80 toneladas.
Un gemelo digital verdadero restringe el movimiento exactamente como lo hace tu prensa: mismo techo de carrera, misma altura de cierre, mismo comportamiento de deceleración, mismos límites de eje. Si el ariete virtual puede desplazarse donde el ariete físico no puede, no estás simulando producción. Estás ensayando un movimiento que tu máquina se negará a ejecutar. Ese nivel de fidelidad comienza con la máquina misma, razón por la cual evaluar la plataforma real —como una solución basada en CNC de CN‑HAWE— sistemas de prensas plegadoras—es inseparable de evaluar el software que la modela.
Y una vez que entiendes qué tan alto está realmente ese estándar, la siguiente pregunta deja de ser teórica.
¿Qué software realmente lo alcanza —y cuáles siguen vendiendo videojuegos de arcade con mejores gráficos?
Hace unos años me situé detrás de una nueva prensa de 8 ejes ejecutando el software offline de su propia marca. El programa se ejecutó sin problemas. Sin colisiones en pantalla. Los topes se movían como una coreografía. ¿La primera pieza salida de la máquina? El reborde trasero golpeó la carcasa del eje R porque el taller había cambiado a un dedo corto personalizado que no estaba en la biblioteca del OEM.
Esa es la pregunta que tenemos frente a nosotros ahora. No quién tiene gráficos más bonitos. No quién tiene más videos de marketing. Qué plataformas realmente modelan tu máquina tal como existe en tu taller —y cuáles asumen la versión de catálogo.
Ya has visto qué tan alto está el listón: límites reales de carrera, curvas reales de deflexión, envolventes reales de ejes. Así que cuando comparamos sistemas nativos OEM con herramientas “agnósticas a la máquina” de terceros, en realidad estamos preguntando una sola cosa: ¿es esto un simulador de vuelo certificado conectado a tu cabina, o un juego de arcade que solo parece uno?
Separemos a los pesos pesados.
Abre un archivo nativo de una suite OEM y envíalo directamente al controlador. Sin postprocesado. Sin traducción. Sin intermediario. La misma empresa que escribió el firmware del control escribió el simulador offline. Eso importa.
Porque “comunicación sin fricción” en lenguaje de folleto significa esto en términos de taller: el código NC que ejecuta tu controlador se genera con el mismo árbol lógico que funciona en la simulación. Cálculo de profundidad de plegado, tablas de compensación de coronamiento, zonas de deceleración cerca del punto muerto inferior — usan la misma matemática.
Si tu controlador se detiene 2 mm antes de la profundidad teórica para permitir que su sistema de corrección de ángulo en tiempo real lea la carga y ajuste — la simulación offline conoce ese comportamiento porque fue diseñada en torno a él. No es algo cosmético. Es alineación cinemática.
Ahora, la compensación.
Mira una actualización de Cincinnati de hace unos años — nuevo control OEM añadido a un bastidor hidráulico veterano. Obtienes simulación 3D y conectividad, sí. Pero la instalación requiere servicio de fábrica, migración de parámetros, integración de hardware. Y una vez dentro de ese ecosistema, estás dentro. Bibliotecas de herramientas, modelos de máquina, actualizaciones — todo nativo. Todo controlado.
Deja de fingir que eso es flexibilidad gratuita.
Incluso en entornos OEM, aparece la fricción de datos. He visto tablas de tolerancia de plegado modificarse cuando las exportaciones de CAD fueron interpretadas de manera diferente por el módulo del controlador. DXF es “universal” en teoría. En la práctica, las suposiciones del factor K aún se desvían. Si incluso los sistemas nativos pueden tropezar con la traducción de geometría, la única razón por la que se recuperan es porque el controlador y la simulación comparten el mismo lenguaje interno.
Ese lenguaje compartido es el verdadero activo. El bloqueo es el precio.
Entonces, ¿qué sucede cuando el software no proviene de la misma fábrica que el hierro?
Una vez revisé un paquete de terceros que ejecutaba tres marcas diferentes de prensas en un mismo taller. En pantalla, las manejaba todas. Misma interfaz. Mismo flujo de trabajo. Esa es la promesa de las herramientas agnósticas: un solo cerebro para una flota mixta.
En lenguaje corporativo, “soportan múltiples dialectos de controlador.” En el taller, eso significa que generan instrucciones de plegado genéricas y luego las pasan por un posprocesador — un traductor — para convertirlas en el código nativo de cada controlador.
Si todavía tienes que avanzar la primera pieza en modo manual para “estar seguro”, ¿qué exactamente te ahorró el modelo 3D?.
Mira el ariete.
¿Incluye el modelo de terceros tu rampa exacta de deceleración del eje Y cerca de la altura de cierre? ¿Conoce los límites específicos de velocidad de aproximación segura de tu controlador cuando la fuerza excede un umbral? ¿O está calculando una profundidad idealizada y luego confiando en el posprocesador para corregir las diferencias al exportar?
JEELIX y reseñas similares han señalado la dura verdad: generar código NC universalmente preciso y optimizado en todas las marcas y modelos es brutalmente difícil. La lógica propietaria vive dentro de cada controlador — rutinas de compensación de recuperación elástica, ajustes dinámicos de coronamiento, enclavamientos de seguridad que alteran las trayectorias de movimiento.
Una herramienta agnóstica puede modelar la geometría de forma excelente y aun así manejar mal el comportamiento específico del controlador durante la generación de código. No es un problema gráfico. Es un problema de fidelidad cinemática en la capa de ejecución.
¿La ventaja? Flexibilidad. ¿Flota mixta? ¿Hidráulicos antiguos junto a servos eléctricos nuevos? Las plataformas de terceros a menudo te permiten centralizar la programación sin comprar tres ecosistemas OEM.
¿El riesgo? Cada plegado pasa por un traductor.
Y cada traductor introduce interpretación.
Lo que nos lleva al dinero, porque la ideología no paga el acero inoxidable desechado.
Imagina una carcasa médica con una tolerancia de ±0,2 mm en la ubicación del agujero al reborde. Material: acero inoxidable 304 de 2 mm. Cuatro dobleces. Si la primera pieza está mal, no “ajustas y envías”. La desechas.
Un taller que asesoré utilizaba una simulación OEM nativa conectada directamente a su sistema de medición de ángulo. El controlador se detenía cerca de la profundidad final, medía el ángulo real bajo carga y compensaba en tiempo real. La simulación fuera de línea predecía el tonelaje y la penetración basándose en las mismas tablas de compensación. La primera pieza cumplía las especificaciones habitualmente sin ajustes manuales.
Ahora compara eso con un taller hipotético de flota mixta que usa programación fuera de línea de terceros. La simulación indica una penetración de 12,43 mm. El post la traduce al código del controlador. La rutina interna de recuperación elástica de la máquina ajusta la profundidad de manera diferente a la esperada. La primera pieza sale 0,6° más abierta. El operador aumenta la profundidad y vuelve a ejecutar.
Esa única corrección puede costar cinco minutos.
Si haces eso en 40 trabajos de precisión a la semana, habrás perdido horas, sin contar los desechos ocasionales cuando las tolerancias se acumulan en múltiples dobleces.
Deja de adivinar el ROI solo en dólares de licencia.
La cinemática nativa se justifica cuando la precisión de la primera pieza importa más que la flexibilidad del software. Pero aquí está el contrapunto incómodo: los controladores modernos con corrección de ángulo en tiempo real a veces pueden eliminar el desecho de la primera pieza incluso sin una simulación fuera de línea perfecta. Miden y ajustan en la máquina.
Así que debes preguntarte: ¿tu desecho proviene de un error de ángulo bajo carga —que los controladores inteligentes pueden corregir— o de trayectorias de movimiento imposibles y errores de holgura —que solo una cinemática de alta fidelidad puede prevenir antes de que se mueva el émbolo?
Diferentes modos de fallo. Diferentes propuestas de valor.
Y eso depende de cómo el código realmente llega al control.
Imagina dos caminos.
Camino uno: el sistema fuera de línea escribe el código directamente en el formato nativo del controlador. Sin conversión. Lo que simulas es lo que se ejecuta.
Camino dos: el sistema fuera de línea genera una descripción neutral del doblado —posiciones, ángulos, secuencias— y luego un postprocesador la convierte en código específico de la marca.
Ese post no es un simple diccionario. Es un manual de reglas que intenta imitar un comportamiento propietario que no posee completamente.
Cuando un controlador tiene lógica incorporada —ajuste automático de coronado basado en curvas de tonelaje, cambios adaptativos de velocidad de doblado cerca del contacto, sincronización de ejes impulsada por seguridad— el post de un tercero debe aproximar esa lógica o dejarla en manos de la máquina y esperar que la alineación se mantenga.
Si el software trata eso como una condición estática e ideal, estás viendo una versión caricaturizada de tu proceso.
He visto un post omitir un requisito específico de pausa del controlador antes de la medición del ángulo. La simulación mostraba un flujo suave. En el taller, la máquina se detenía inesperadamente, desplazando el equilibrio de la pieza a mitad de la rotación. ¿Menor? Sí. Pero acumula suficientes desajustes “menores” y estarás otra vez vigilando las primeras piezas.
Así que aquí está la línea divisoria.
Los sistemas nativos del OEM reducen el riesgo de traducción porque no hay traductor. Los sistemas de terceros viven o mueren según la calidad de sus postprocesadores y cuán profundamente modelan la lógica del controlador, no solo la geometría.
Uno te ofrece una integración estrecha con menos flexibilidad. El otro te da libertad total con exposición a la traducción.
Ahora que hemos separado la física de la máquina del marketing del software, la siguiente promesa que hacen los proveedores suena aún más grande: secuenciación de doblez automática que “optimiza” todo por ti.
Pero la optimización solo significa algo si la física subyacente está diciendo la verdad.
Ya has visto la demostración.
El operador carga una pieza. Hace clic en “Secuencia automática”. El software reordena los dobleces, evita colisiones, muestra una marca verde ordenada. El representante dice que el tiempo de ciclo se reduce un 18 por ciento. El programa se ejecutó sin problemas.
Ahora responde la pregunta real: ¿puede ese algoritmo realmente optimizar la producción si la simulación subyacente no es totalmente fiel a la cinemática y lógica del controlador de tu máquina?
Si el modelo subyacente está mintiendo sobre la desaceleración del ariete, el comportamiento de la compensación o cómo tu controlador hace pausas para la medición de ángulo, entonces el algoritmo no está optimizando la física. Está reorganizando suposiciones. Y reorganizar suposiciones solo reorganiza dónde termina apareciendo el desperdicio.
Aprendí eso por las malas cuando una secuencia “optimizada” metió una pestaña de retorno al principio para reducir reposiciones. Se veía brillante en la pantalla. En el piso, la velocidad de aproximación segura real de la máquina cerca de la altura de cierre alargó tanto el tiempo del recorrido que los supuestos ahorros de tiempo desaparecieron — y la pestaña temprana bloqueó el contacto del calibrador en el tercer doblez. Esa pieza fue directo al contenedor de desperdicio. La optimización sin cinemática real es solo adivinar con confianza.
Entonces, ¿cuándo confías en el algoritmo?
Si no estás seguro de si tu sistema actual está realmente impulsado por la física o simplemente basado en reglas con mejor marketing, vale la pena poner a prueba la pila detrás de él. CN-HAWE admite soluciones de automatización y doblado de chapa basadas en CNC de alto nivel, respaldadas por I+D dedicado en plegadoras y equipos inteligentes para validar el comportamiento real de la máquina, no solo la secuenciación teórica. Si quieres evaluar tu flujo de trabajo de simulación actual, comparar la fidelidad cinemática o discutir una configuración de plegadora alineada con las restricciones reales de producción, puedes contactar a CN-HAWE aquí para iniciar la conversación.
Deja de adivinar qué tipo de motor estás usando realmente.
La mayoría de las secuencias automáticas en sistemas de nivel medio se basan en reglas. Eso significa que siguen heurísticas: doblar primero la pestaña más grande, evitar características atrapadas, minimizar cambios de herramienta, mantener la pieza estable contra el calibrador posterior. Piénsalo como una lista de verificación inteligente.
No resuelve las ecuaciones de movimiento dinámico de tu máquina específica. Asume que la máquina se comportará dentro de los límites idealizados que proporciona el software.
Un optimizador impulsado por física, en cambio, ejecuta la simulación de movimiento con límites de ejes, curvas de aceleración y contornos de colisión vinculados a la configuración real de tu máquina. Evalúa no solo “¿Se puede hacer este doblez?”, sino “¿Cuánto tiempo tomará exactamente este movimiento de eje en esta plegadora, con este comportamiento del controlador?”
Aquí está la línea de fractura.
Si tu base de datos de materiales es genérica y tus coeficientes de recuperación elástica no han sido calibrados con dobleces de prueba, el optimizador está calculando profundidad de penetración a partir de la teoría, no de la realidad de tu taller. Ambos sabemos que el acero inoxidable de dos proveedores puede variar lo suficiente como para alterar el ángulo medio grado. Las plegadoras estándar pueden mantener ±0,5° “cuando se mantienen adecuadamente.” Esa frase oculta mucho: hombros de herramientas desgastadas, sellos hidráulicos fatigados, compensación desigual.
Si el optimizador trata eso como una condición estática e ideal, estás viendo una versión caricaturesca de tu proceso.
Una vez dañé herramientas porque un motor basado en reglas secuenció una caja profunda con una doblez de ventana estrecha demasiado pronto. La geometría pasaba en la simulación. En realidad, los dedos del tope posterior de la máquina tenían un desplazamiento de montaje ligeramente diferente al de la biblioteca predeterminada. Cinco milímetros de ficción. Un punzón agrietado. El algoritmo no falló porque fuera estúpido. Falló porque no conocía mi máquina.
Así que la siguiente pregunta no es si la secuencia “funciona”. Es si el motor entiende tu prensa plegadora como un sistema físico o solo como una forma geométrica.
Mira tu pieza más fea.
No el soporte ordenado del folleto de ventas. Hablo del recinto asimétrico con dobladillos desalineados, alturas de pestaña mezcladas y un lado que debe liberar un perno soldado más adelante en el ensamblaje.
Ahora imagina pasar eso por una secuenciación automática por lotes en 40 piezas durante la noche.
La promesa es seductora: deja que el software trabaje, y llega a programas totalmente optimizados. En familias simples de piezas — mismo material, mismas herramientas, geometría consistente — eso puede funcionar. El algoritmo aplica el mismo conjunto de reglas, y tu máquina se comporta lo suficientemente predecible.
Pero la asimetría rompe los patrones.
Cuando una pieza tiene una pestaña larga y flexible y un retorno corto y rígido, el orden de los dobleces cambia cómo la pieza se flexiona y se tuerce bajo carga. La simulación fuera de línea rara vez modela con alta fidelidad la deformación elástica de la pieza parcialmente formada, a menos que estés en sistemas de muy alta gama con tiempos de cómputo pesados. La mayoría de los motores asumen cuerpos rígidos entre dobleces.
Esa suposición importa.
Vi una ejecución optimizada por lotes en paneles galvanizados delgados donde el algoritmo doblaba consistentemente primero la pestaña larga para “mejorar la estabilidad”. En el taller, esa primera doblez introdujo una ligera torsión. En la tercera doblez, el contacto con el tope posterior era inconsistente. El operador compensó manualmente, pieza por pieza. Sin colisión. Solo deriva dimensional gradual y manipulación extra.
La lógica por lotes no ve torsión. Ve geometría limpia.
Por eso el trabajo complejo y asimétrico todavía necesita un ojo humano antes de su liberación. No para reescribir cada secuencia, sino para comprobar con sentido común si el optimizador comprendió el comportamiento de la pieza, no solo su forma.
Si aún tienes que avanzar la primera pieza en modo manual para “estar seguro”, ¿qué exactamente te ahorró el modelo 3D?
Exige un solo número: el tiempo real de golpe a golpe en tu máquina.
A los proveedores les encantan las reducciones porcentuales en “tiempo de programación” o “tiempo de ciclo teórico”. El tiempo de ciclo teórico suele sumar las distancias de recorrido de los ejes divididas por las velocidades nominales. Asume velocidad de aproximación máxima, deceleración ideal, sin pausas impuestas por el controlador.
Pero muchos sistemas de medición de ángulo en tiempo real se detienen cerca de la profundidad final para medir y corregir. Esa pausa puede ser medio segundo. Multiplícalo por seis dobleces. Son tres segundos que el optimizador probablemente no contó.
En máquinas hidráulicas más antiguas, la aceleración y la deceleración no son simétricas. Los primeros 50 mm de aproximación pueden ser más lentos debido a zonas de seguridad. Si el optimizador asume velocidad uniforme, preferirá secuencias con más carreras cortas, pensando que son más rápidas. En el taller, la máquina pasa más tiempo acelerando que doblando.
Una vez cronometré un programa “optimizado” frente a uno secuenciado manualmente en un freno hidráulico de tamaño mediano. El software predijo una reducción del ciclo del 12 por ciento. ¿La mejora real medida? Menos del 3 por ciento — y solo después de que ajustamos dos dobleces que el algoritmo insistía eran óptimos. El programa se ejecutó limpio en la simulación. La realidad cobró un impuesto por cada suposición.
Así que cuando evalúes una optimización, no preguntes, “¿Parece más rápido?” Pregunta, “¿Modela el perfil de movimiento real de mi máquina y las pausas del controlador?”
De lo contrario, estás comparando matemáticas de marketing con aceite hidráulico y gravedad.
Aquí está la verdad incómoda.
Cuanto más profundo excava el motor de optimización — modelando dinámicas de ejes, lógica de controladores, comportamiento del material — más complejo y rígido puede volverse el programa resultante.
Los sistemas de alta fidelidad estrechamente vinculados a los controladores OEM suelen generar código NC denso con lógica de compensación incorporada. Eso es poderoso. También significa que tu operador tiene menos palancas intuitivas para mover sin romper las suposiciones del modelo.
Los sistemas de terceros, especialmente aquellos diseñados para flotas mixtas, tienden a generar secuencias más limpias y genéricas. Más fáciles de editar en el control. Más fáciles de adaptar cuando la realidad no coincide.
He visto una secuencia generada por un OEM altamente optimizada que minimizaba perfectamente los reenganches. En papel, hermosa. En el taller, el operador quiso intercambiar dos dobleces para coincidir con la forma en que sostenía físicamente la pieza. El control lo permitió, pero al hacerlo invalidó parte de la lógica automática de compensación. La corrección de ángulos se volvió menos predecible. Estábamos intercambiando precisión algorítmica por ergonomía humana.
Por otro lado, he visto cómo un programa flexible de terceros salvó el día porque el operador pudo ajustar rápidamente el orden de la secuencia para manejar un lote de material ligeramente deformado. Sin pelear con lógica oculta. Sin luchar con el controlador.
Así que pregúntate qué valoras más en tu taller: la optimización teórica máxima bajo condiciones ideales, o la adaptabilidad controlada cuando el material, las herramientas y las máquinas se desvían de lo ideal.
Porque aquí está la línea divisoria.
Si tu simulación es un simulador de vuelo certificado — con cada eje, retraso y compensación modelados — entonces confiar en el algoritmo tiene sentido dentro de su envolvente validada.
Si es un juego de arcade que parece real hasta la primera consecuencia del mundo real, entonces la secuenciación automática es solo una manera más rápida de estar equivocado.
Y esa es la pregunta que debes responder antes de comenzar a calcular si la licencia se paga por sí sola.
Así es como verificas si tu motor de optimización realmente refleja tu máquina.
No empieces con una pieza de demostración elegida por el vendedor. Toma un trabajo que ya te haya causado problemas — algo con un retorno ajustado cerca de la carcasa del tope posterior, o un ala larga que solía combarse y torcerse. Prográmalo fuera de línea. Luego mide tres cosas en el taller: tiempo real de golpe a golpe, precisión del ángulo en el primer golpe sin ajuste del operador, y las holguras físicas en el punto más estrecho de interferencia. Si el modelo digital predijo una holgura dentro de un milímetro, ángulo dentro de tu banda normal de corrección y tiempo de ciclo dentro de unos pocos por ciento, estás viendo un simulador de vuelo certificado. Si falla en formas que tu operador tiene que “sentir”, estás jugando un juego de arcade con mejores gráficos.
Esa es la verdad técnica.
Ahora, la financiera.
Modelado cinemático de alta fidelidad — lo que significa que el software conoce tu curva de velocidad del ariete, tus pausas de control, tu comportamiento de deflexión, tus cuerpos de calibrador posterior reales, no solo “una prensa de 3 ejes” — cuesta dinero real y tiempo real de configuración. Integración. Ajuste posterior. Bibliotecas específicas de máquina. No estás comprando un visor; estás construyendo un gemelo digital que debe mantenerse como otro equipo.
A veces eso tiene sentido.
A veces no lo tiene.
El error no es comprar menos software. El error es fingir que un visualizador te protegerá cuando la complejidad entre por la puerta.
Mira el ariete.
Si estás doblando los mismos dos soportes todo el año — dobleces de aire a 90°, mismo material, mismo punzón, misma matriz — tu variabilidad ya está bajo control. El herramental está ajustado. Los operadores conocen el rebote elástico de memoria. Tu tiempo de preparación domina, no las matemáticas de secuenciación.
Vi una planta reducir el tiempo de preparación de 30 minutos a 15 solo estandarizando los paquetes de herramientas y agregando abrazaderas de cambio rápido. Sin simulación. Solo disciplina mecánica. El retorno se midió en meses porque la restricción no era “inteligencia de software”. Era tiempo de herramientas y caminar de regreso al taller.
En ese entorno, un gemelo digital completo puede ser excesivo.
Deja de fingir que cada taller tiene complejidad aeroespacial.
Si tus piezas son simples y se repiten constantemente, la simulación de alta fidelidad no creará mágicamente ahorros que no existen. El algoritmo no puede optimizar más un proceso que ya es estable y repetitivo. Tus ganancias serán marginales — recortar segundos de una secuencia de doblez que no ha cambiado en seis meses.
Pero aquí está el truco.
El día que aparezca un gabinete complejo — asimétrico, con tolerancias ajustadas, múltiples cambios de herramienta — tu visualizador no crecerá una columna vertebral de repente. Te mostrará algo que “parece plegable”, y averiguarás en el piso si realmente lo era.
Así que en trabajos de baja variedad y alto volumen, la integración profunda puede no pagar todos los días.
Paga el día que se rompen tus supuestos.
Ahora imagina tres prensas en tu taller: diferentes marcas, diferentes generaciones, diferentes controles. Una eléctrica, dos hidráulicas. Diferente luz libre. Diferentes calibradores posteriores.
Un gemelo digital específico para cada máquina significa tres integraciones, tres posprocesadores — eso en lenguaje de taller significa “tres traductores diferentes que convierten la salida del software en código del controlador” — y tres dolores de cabeza de mantenimiento cada vez que cambia el firmware del control.
Eso es caro de mantener.
He visto talleres elegir una plataforma universal — cinemática menos precisa, modelos de máquina más genéricos — porque les permitía programar todo en un solo lugar. La salida no estaba perfectamente ajustada a la curva de aceleración de cada prensa, pero era código NC limpio y legible que los operadores podían ajustar en el control sin pelear con lógica oculta.
Una vez, al principio de mi carrera, confié en un posprocesador “universal” en una flota mixta sin verificar las diferencias de geometría del calibrador posterior. El programa se aprobó en la simulación. En la prensa más antigua, la carcasa del calibrador estaba 5 mm más adelante de lo que asumía el modelo. La primera pieza golpeó el ala de retorno. No fue un choque catastrófico de herramienta, pero suficiente desperdicio para que la lección quedara grabada: lo universal implica compromiso.
Entonces, ¿por qué elegirlo?
Porque a veces la consistencia supera a la perfección. Si tu mezcla es moderada y tus operadores son competentes, un sistema ligeramente menos preciso pero flexible puede producir más rendimiento real que tres gemelos digitales perfectos pero aislados en los que nadie confía del todo.
Esa es una decisión empresarial, no moral.
Traduzcamos el folleto.
“Motor de viabilidad rápida” significa un desplegado geométrico veloz y comprobaciones básicas de colisión. En términos de taller: te dice si las líneas pueden, teóricamente, doblarse sin que dos sólidos ocupen el mismo espacio.
No significa que entienda los límites de movimiento de tu máquina, su curva de deflexión o el comportamiento del control durante las pausas.
Deja de confundir la posibilidad geométrica con la fabricabilidad física.
Los visualizadores básicos son buenos para detectar errores obvios —orden de doblado incorrecto que causa auto-intersección, reagarres imposibles, colisiones de herramientas en un sentido genérico. Son malos para modelar el comportamiento dinámico: variaciones de retroceso elástico a lo largo de las alas, torsión después de doblados asimétricos, retrasos reales en la sincronización de ejes.
Entonces, ¿qué es lo que realmente pierdes?
Previsibilidad.
Ganas velocidad en la programación. Ganas menor costo inicial. Pero pierdes la capacidad de confiar en la optimización desatendida por lotes, de impulsar la secuencia sin supervisión, de depender de decisiones automáticas de trayectorias de herramientas sin que un operador experimentado revise con criterio la primera pieza.
Y está bien — si lo planificas.
Si aún tienes que avanzar la primera pieza en modo manual para “estar seguro”, ¿qué exactamente te ahorró el modelo 3D?
La simulación de alta fidelidad no siempre vale la inversión.
Pero si eliges el juego de arcade, hazlo con los ojos abiertos — y construye tu flujo de trabajo alrededor del hecho de que la realidad, no la pantalla, sigue siendo el inspector final.
Entonces, ¿cómo decides, de manera sistemática, de qué lado de esa línea se encuentra tu taller?
No comienzas esta decisión en una sala de demostración.
La comienzas en tu prensa más antigua, con las protecciones abiertas, observando qué puede realmente moverse, qué puede realmente flexionar y qué puede realmente golpear.
El valor de la simulación es condicional. Así que el marco debe comenzar donde comienzan los choques — en la máquina — no donde comienzan los representantes de ventas — en la lista de características. Lo que realmente estás decidiendo no es “¿Queremos mejores gráficos?”, sino “¿Estamos pilotando un simulador certificado que refleja cada superficie de control, o estamos jugando a un videojuego de arcade que parece real hasta que algo costoso sucede?”
Aquí está el lente que quiero que adoptes: compra simulación basada en el perfil de riesgo físico de tu taller, no en la sofisticación visual del software. Suena obvio. No lo es. La mayoría de los talleres hacen lo contrario porque la pantalla es más fácil de evaluar que el ariete.
Deja de leer folletos.
Recorre el taller y responde tres preguntas.
¿Cuántas generaciones de prensas estás utilizando? ¿Qué tan diferentes son sus topes traseros, aperturas, límites de carrera y lógica de control? ¿Y con qué frecuencia doblas piezas que están a menos de 10 mm de cualquiera de esos límites?
La edad de la máquina importa porque los controles antiguos y las modernizaciones rara vez tienen datos digitales limpios. Un verdadero gemelo digital —traducción de taller: un modelo que conoce cada límite de eje, curva de aceleración e interferencia física— necesita geometría y datos de movimiento precisos. En una prensa hidráulica de 20 años con dos actualizaciones de control y un tope trasero reemplazado, esos datos generalmente viven en una carpeta, no en un servidor.
Trabajé con un taller que compró una simulación de alta gama para una prensa de 1998 que había sido “modificada con los años”. El modelo coincidía con la especificación original. La máquina no. Primera carcasa compleja, pestaña de retorno profunda, reagarre ajustado. El programa corría limpio. En pantalla, cero colisiones. En el taller, la oreja del sujetador rozó la pieza porque el sujetador real estaba 4 mm más bajo que el dibujo original. El contenedor de chatarra se llenó. El software no mentía. Simplemente no estaba modelando la máquina que realmente tenían.
Las prensas más nuevas, con servomotores, geometría documentada y controles conectados en red, son más fáciles de reflejar con precisión. Las máquinas más antiguas y modificadas exigen medición e integración intensivas por adelantado —lenguaje de taller: semanas arrastrándose con calibradores y persiguiendo parámetros— o aceptar que tu “gemelo digital” es más bien un primo digital.
Así que antes de preguntar qué puede hacer el software, pregunta: ¿mi flota de máquinas puede modelarse con precisión sin reconstruir mi infraestructura de datos?
Y si no, ¿cuánto riesgo estoy tratando realmente de eliminar?
No aceptes la demostración preconfigurada.
Trae tu pieza más fea.
Hablo del cerramiento asimétrico con pestañas desfasadas, espesores de material mixtos y un reagarre que hace sudar a los operadores nuevos. Dile al proveedor que quieres que la programe en vivo, para tu modelo específico de prensa, con tu biblioteca de herramientas real —incluyendo ese cuello de ganso raro que solo usas dos veces al año.
Luego haz preguntas incómodas.
¿El modelo incluye todo el cuerpo del tope trasero, no solo los dedos? ¿Simula la deflexión del ariete a lo largo de un pliegue de 3 metros —incluso los 0,3 mm de hundimiento en el centro que cambian las condiciones reales de contacto? ¿Tiene en cuenta los retrasos de sincronización de ejes en hidráulicas más antiguas o asume movimiento ideal?
Si el software trata eso como una condición estática e ideal, estás viendo una versión caricaturizada de tu proceso.
Hace años vi a un proveedor mostrar una evasión de colisiones impecable en un modelo genérico. Les pedí que rotaran la vista y mostraran el espacio de la mordaza durante un reagarre. No pudieron: las mordazas no estaban modeladas en detalle. Lo intentamos de todas formas en el taller. Colisión menor de herramienta. Nada catastrófico, pero suficiente para astillar una esquina de un punzón y perder una tarde puliendo. La pantalla decía que era seguro. El acero decía lo contrario.
Tu objetivo en la demostración no es ver qué funciona.
Es encontrar dónde falla.
Porque las brechas que expones en un entorno controlado son más baratas que las que descubres a pleno tonelaje.
Ni siquiera una cinemática perfecta es suficiente.
Un modelo de alta fidelidad puede reflejar cada eje y holgura y aun así desviarse de la realidad en el momento en que tus variables físicas cambian. El desgaste de la herramienta modifica el radio del punzón. Un nuevo lote de material cambia la dirección del grano. El rebote de recuperación se desplaza medio grado en una pestaña larga.
Los expertos te dirán —correctamente— que la simulación complementa las pruebas del mundo real. No las reemplaza. En otras palabras: si dejas de validar las primeras piezas porque “la computadora lo verificó”, estás confundiendo un simulador de vuelo con el aire real.
Vi un taller persiguiendo un error constante de ángulo de 0,6° en una carcasa médica con una acumulación de tolerancia de ±0,2 mm. El software lo predijo bien. La geometría de la máquina era precisa. ¿El culpable? Un nuevo lote de material, con una orientación del grano diferente respecto a la línea de plegado. El modelo no contempló esa variabilidad. Confiaron en la pantalla, ejecutaron un lote y llenaron un estante con piezas que estaban todas sistemáticamente mal.
Un gemelo digital sin la disciplina de actualizar los datos de herramientas, validar el comportamiento del material y devolver las correcciones al sistema se deteriora. No de inmediato. Gradualmente. Hasta que los operarios dejan de confiar en él.
Y una vez que la confianza se pierde, terminas volviendo a ajustar las piezas manualmente de todos modos.
Así que el marco debe incluir esta pregunta: ¿tenemos la disciplina de proceso para mantener el gemelo, o estamos comprando algo que ignoraremos poco a poco?
Deja de comprar basándote en lo que parece impresionante.
Compra basándote en lo que reduce el riesgo físico por trabajo.
Aquí está la estructura de decisión que uso con los clientes:
Nota lo que falta.
Gráficos. Suavidad de la animación. Lenguaje de marketing sobre “optimización inteligente”. En términos de taller, eso normalmente significa “adivinar automáticamente el orden de doblado”.”
El cambio no evidente es este: no estás comprando una simulación para hacer que la programación se vea más bonita. La estás comprando para trasladar el riesgo del acero a los píxeles. Si el software no puede reflejar las verdaderas limitaciones de tu máquina —o si tu taller no puede mantener los datos de los que depende— no has movido el riesgo. Solo has reubicado tu confianza.
Los juegos de arcade son divertidos. Los simuladores certificados son caros y aburridos.
Solo uno de ellos te prepara para el día en que la complejidad entre por la puerta.


















