

Программа отработала чисто. Никаких красных отметок столкновений. Красивая, плавная анимация хода ползуна, как он опускается, отбортовка свободно проходит над инструментом, пальцы заднего упора элегантно отъезжают в сторону — как хореография.
Первая деталь на реальном прессе? Отгиб коснулся корпуса заднего упора и остановил цикл на полпути вниз.
В программном обеспечении ничего не было “не так”. В этом‑то и проблема.
Большинство цехов покупают симуляцию, чтобы увидеть гиб до того, как начнут резать металл. Логично. Движущаяся 3D‑модель создаёт ощущение контроля. Но движение на экране — это не то же самое, что движение, ограниченное шестьюдесятью тоннами стали, задержкой сервоприводов, изношенным инструментом и задним упором, который уже трижды за год сбивался из квадрата.
Аркадный авиасимулятор выглядит как полёт. Сертифицированный тренажёр моделирует каждую управляющую поверхность, смещение веса и поведение при сваливании. Один развлекает. Другой обучает пилотов, которые привыкли к последствиям.
С программным обеспечением для листогибочного пресса то же самое.

Посмотрите на библиотеку станков, поставляемую вместе с вашим ПО. Это ваш пресс — или “достаточно похожий” вариант с аналогичной мощностью и глубиной зева?
Большинство сторонних систем используют стандартные кинематические оболочки. Это корпоративный эвфемизм для “движется как нечто в этом диапазоне размеров”. На практике это значит, что пределы хода ползуна, геометрия держателя инструмента, смещения зажимов и ход заднего упора аппроксимированы. Почти точно. Но не совсем.
Воздушная гибка — метод, используемый 90 % цехов — не прощает “почти точно”. Угол зависит от глубины входа пуансона, толщины материала и упругого восстановления. Разница в 0,2 мм по толщине материала или высоте матрицы изменяет угол. Если программа считает эти параметры статичными и идеальными, вы наблюдаете мультяшную версию своего процесса.
Хватит гадать. Если ваша верхняя балка прогибается на 0,3 мм в центре под нагрузкой, а модель предполагает жёсткий ползун, то ваш “идеальный” зазор в симуляции может оказаться отрицательным в реальности.
Я как‑то видел, как деталь идеально проходит в универсальной модели, а потом задевает боковую стойку, потому что реальный станок имел световой проём на 8 мм меньше, чем библиотечная версия. Эта деталь сразу пошла в металлолом. Анимация была безупречна.
Так чего на самом деле стоит эта визуальная уверенность?

Прислушайтесь внимательно: 90 % обнаружения столкновений — это не твёрдая четвёрка. Это гарантированный удар — просто с отсрочкой во времени.
Если ваше ПО проверяет только пересечения пуансона с матрицей и базовые столкновения детали с инструментом, но игнорирует геометрию зажимов, кабельные каналы заднего упора или специальные инструменты для загиба, то вы работаете с частичной защитой. В корпоративных буклетах это называют “всеобъемлющей визуализацией”. На производстве же это означает: “мы эту часть не моделировали”.”
Одна пропущенная коллизия не отображается в виде предупреждающего значка. Она проявляется как заевшая ось, повреждённый инструмент или погнутая кромка, которую уже не выпрямишь.
Посмотри на траверсу. Ей всё равно, что девять предыдущих гибов в симуляции прошли без проблем. Десятый гиб — тот, который программа не до конца поняла — решает, сколько простоишь.
И вот то, о чём большинство цехов не говорит вслух: операторы перестают доверять софту после одного серьёзного промаха. Потом они всё равно прокручивают каждую деталь вхолостую. Если всё равно приходится протаскивать первую заготовку вручную, “на всякий случай”, то что именно тебе сэкономила 3D‑модель?
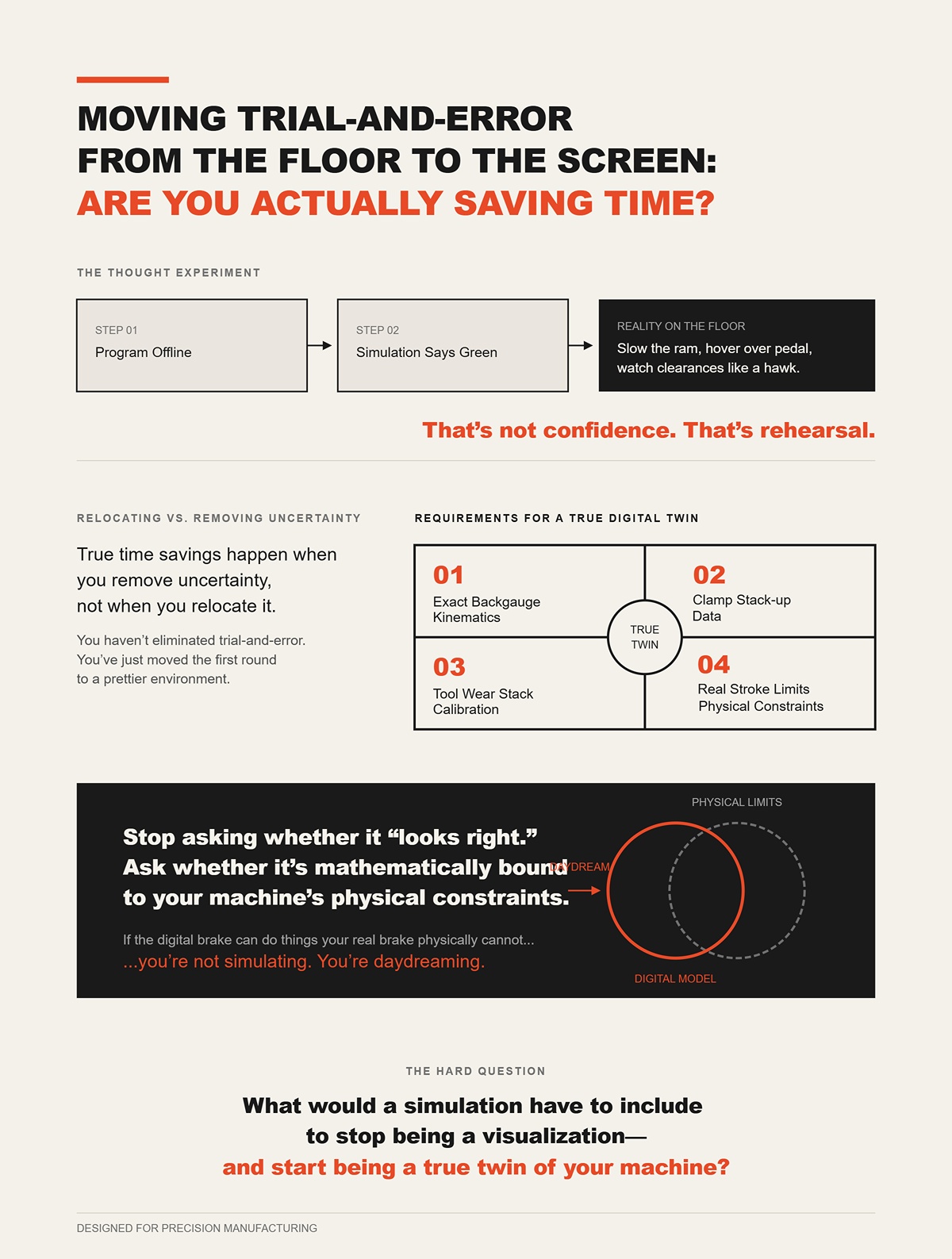
Проведи мысленный эксперимент. Ты программируешь офлайн. Симуляция показывает зелёный свет. На производстве ты всё равно замедляешь ход траверсы, держишь ногу над педалью и следишь за зазорами, как ястреб.
Это не уверенность. Это репетиция.
Настоящая экономия времени появляется тогда, когда устраняется неопределённость, а не когда она просто меняет место. Если твоя модель не воспроизводит точную кинематику заднего упора, фактический набор зажимов, износ инструмента и реальные ограничения хода, ты не устранил метод проб и ошибок. Ты просто перенёс первый раунд в более красивую среду.
Перестань спрашивать, “выглядит ли это правильно”. Спрашивай, связано ли это математически с физическими ограничениями твоего станка.
Потому что если цифровой пресс способен на то, чего твой реальный физически не может, — это не симуляция. Это фантазия.
И это приводит к более трудному вопросу: что должна включать симуляция, чтобы перестать быть визуализацией — и стать настоящим цифровым близнецом твоего станка?
Представь себе панель длиной 3 метра, из мягкой стали 6 мм, четыре гиба уже выполнены. На экране — запас по зазору, чистое вращение, никаких красных отметок. На полу пятый гиб останавливается, потому что корпус верхнего зажима — не смоделированный — занимает то самое пространство, куда теперь тянется отгиб. Программа отработала чисто. Пресс — нет.
Вот этот разрыв мы и закрываем.
Если цифровой близнец действительно заслуживает это название, он должен воспроизводить каждое физическое ограничение, которое может остановить движение: реальную геометрию инструмента, реальный ход заднего упора, реальное прогибание под нагрузкой, реальные пределы хода. Не “похожие”. Не “класс станка”. Твой станок. Близнец, который игнорирует твой предел хода и кривую прогиба, — не близнец, а дальний родственник, ни разу не заходивший в твой цех.
И когда ты это принимаешь, вопрос перестаёт звучать как “выглядит ли это правильно?” и превращается в “что именно нужно смоделировать, чтобы система физически не могла солгать?”
Начни не с CAD‑файла, а с шкафа с инструментами.
Я видел цеха, которые с гордостью импортировали идеальный DXF, и потом обнаруживали, что симуляция использовала “стандартный 88‑градусный пуансон”, которого вообще не было у них на стойке. Реальный пуансон имел облегчённое плечо. Пакет зажимов добавил 42 мм высоты. Держатели имели асимметричные «ушки». Ничего этого не было в модели.
Хватит гадать. Если твоя библиотека инструментов не содержит точный радиус вершины пуансона, профиль плеча, корпус держателя, тип зажима и общую высоту пакета, ты моделируешь не пресс‑гиб, а анимируешь концепцию гиба.
Вот как это работает: системы обнаружения коллизий опираются на геометрию. Если геометрия упрощена — скажем, пуансон смоделирован как бесконечно тонкий клин, — то программа может обнаруживать пересечения только в рамках этой фикции. Даже сложные системы, использующие иерархии ограничивающих объёмов (проще говоря, “быстрое трёхмерное тестирование на пересечения”), всё равно пропускают проблемы технологичности, если форма инструмента изначально неверна. Непланарный профиль может выглядеть осуществимым в обычном 3D‑просмотрщике, но быть невозможным на пресс‑гибе, потому что корпус держателя блокирует вращение задолго до того, как пуансон касается металла.
И износ инструмента имеет значение. Я измерял штампы, различающиеся по высоте на 0,15 мм между станциями после многих лет эксплуатации. Угол отклонялся вслед за более высокой «плечевой» частью. Если твоя библиотека предполагает, что каждый штамп — свежий с заводской линии и идеально подобранный, модель уже лжет о глубине проникновения и угле.
Много лет назад я доверился “достаточно точной” модели инструмента в спешной работе. Первый деталь вниз — и настоящий фиксирующий выступ задел обратную ножку. Малюсенькая отметина. Клиент заметил это. Вся партия отправилась в контейнер на лом, потому что косметические требования были строгими.
Так что, когда поставщик говорит “интегрированное управление инструментами”, переводи это на язык производственного цеха: моделируете ли вы именно ту сталь, которая прикручена к моему ползуну сегодня — включая все её дефекты — или просто чертеж из каталога?
Смотри на каретку заднего упора, а не только на пальцы.
Большинство симуляций отображают предельные ходы по осям X и R и на этом останавливаются. Это как моделировать грузовик только по его колёсной базе, игнорируя кабину. На производстве каждый элемент — корпус, линейные направляющие, кабель-каналы и даже головки болтов — формируют реальный габарит рабочего пространства.
Хватит считать, что упор — это точка в пространстве. Это движущаяся сборка, имеющая ширину, высоту и глубину.
Самые дорогие промахи происходят во время поворота детали. Программа проверяет фланец относительно конца пальца, но игнорирует корпус каретки, находящийся в 80 мм позади. На анимации изгиб проходит свободно. В реальности фланец описывает широкую дугу и бьёт в боковую пластину каретки примерно на половине вращения.
С механической точки зрения это простая геометрия: радиус вращения равен длине фланца плюс толщине материала плюс любому смещению от линии изгиба. Если этот радиус превышает зазор до ближайшего твёрдого элемента — кронштейна пальца, корпуса, рамы — происходит столкновение. Если модель включает только кончик пальца, она не может зафиксировать этот размах.
Однажды я наблюдал, как канал длиной 1,5 метра вращается идеально на экране. А на реальном прессе вторая ножка зацепила кабельный трек, питающий ось Y2. Даже не сам упор — именно кабельный трек. Стоимость ремонта превысила цену самого программного обеспечения.
Корпоративные брошюры называют это “обнаружением помех заднего упора”. На производстве это должно означать: каждое твёрдое тело позади пальцев отображено в 3D и ограничено реальными предельными перемещениями по своим осям. Всё, что меньше этого, — частичное видение.
И если в твоем цехе работает смешанный парк машин, вот неприятная истина: системы с выводом по косвенным признакам, отслеживающие электрическую нагрузку и движение осей, могут показывать тенденции времени работы без моделирования всей этой геометрии. Это допустимо для панелей обслуживания. Но они не могут сказать, пройдёт ли обратный фланец 600 мм мимо корпуса оси R на машине #3. Разные задания. Разная физика.
Так что, когда кто-то утверждает “совместимость независимо от типа машины”, спроси себя: мне нужен отчёт по парку оборудования — или я хочу знать, сможет ли эта деталь физически повернуться?
Закрепи лист нержавейки длиной 3 метра и толщиной 4 мм и загрузи его усилием 70% машинной мощности. Наблюдай за ползуном и станиной под нагрузкой. Глазом ты этого не заметишь, но измерь глубину проникновения в центре и по краям — увидишь различие. Я фиксировал около 0,3 мм прогиба в центре на старых гидравликах под сильной нагрузкой.
Если модель рассматривает ползун и станину как идеально жёсткие балки, то каждый симулированный изгиб вдоль этой длины предполагает одинаковое проникновение. Это фантазия.
Хватит притворяться, что сталь не гнётся.
Системы коронирования — ручные клинья или ЧПУ-контроль — существуют потому, что машина прогибается посередине под нагрузкой. Если твоя симуляция не учитывает кривую прогиба конкретной машины и поведение её системы коронирования, она может предсказать зазор и при этом пропустить неравномерность угла по всей детали.
Механизм прост: угол при воздушной гибке зависит от глубины входа пуансона относительно раскрытия матрицы. Если прогиб в центре уменьшает эффективное проникновение хотя бы на 0,1–0,2 мм, угол «раскрывается». На длинных деталях это суммируется через несколько сгибов, и итоговая геометрия «уходит».
Сервоприводные электрические машины дают ещё один уровень. Их шарико-винтовые приводы могут повторять положение ползуна с точностью до микрон, потому что в них нет гидравлического масла, “дышащего” при изменении температуры. Но эта точность важна только тогда, когда симуляция отражает характер движения и ограничения, свойственные сервоприводу. Моделировать каждый пресс как обычный гидравлический ползун — значит игнорировать различия в ускорении, торможении и управлении ходом между платформами.
Если программное обеспечение рассматривает это как статическое, идеальное условие, вы наблюдаете мультяшную версию вашего процесса.
Я гонялся за проблемой угла длинной детали почти полсмены, прежде чем понял, что в модели отсутствует логика прогиба. Деталь изогнулась ровно настолько, что конечный фланец не лег плоско при сборке. Мы перегнули. Она треснула. Ещё одна партия стоит, прислонённая к стене.
Так что спросите: понимает ли симуляция, как именно изгибается ваша конкретная рама — и как ваша компенсация кривизны это корректирует — или она предполагает существование машины, которая есть только в брошюре?
Посмотрите диаграмму хода ползуна в вашем руководстве.
Каждый пресс-тормоз имеет жёсткие ограничения: максимальное раскрытие, минимальную высоту закрытия, предельный ход по оси Y, безопасные скорости подхода, зоны замедления. Тем не менее во многих библиотеках программ определяется движение как “ползун опускается до контакта” — и на этом всё.
Прекратите принимать “похожее усилие” за идентичность машины.
На одной из установок, которую я проверял, цифровая модель позволяла на 15 мм больше открытой высоты, чем у реального тормоза. В симуляции высокая коробка легко поворачивалась, а на производстве деталь ударялась о боковую раму, потому что реальное раскрытие было меньше, и ползун не мог втянуться достаточно высоко для вращения.
Это чистая кинематика: если максимальная ретракция по оси Z меньше, чем требуемая для вращения детали, движение физически невозможно. Универсальная модель, увеличивающая ход сверх реальности, создаёт движения, которые ваш пресс выполнить не способен.
Гидравлические машины добавляют вариативность. Температура масла меняет точность позиционирования при длительных циклах. Серво-машины не дрейфуют таким образом, но имеют другие характеристики крутящего момента и скорости у пределов хода. Если 73% предприятий всё ещё используют унаследованные гидравлики, то модель “один ползун подходит всем” стирает само поведение, с которым большинство мастерских сталкиваются ежедневно.
Несколько лет назад я доверился универсальному ограничению хода при программировании глубокой коробки. Симуляция показала: втянуть, повернуть, продолжить. Реальная машина достигла верхнего предела и остановилась в середине цикла. Оператор попытался обойти ситуацию. Пуансон коснулся плеча матрицы. Столкновение инструментов. Дорогой урок о том, что означает “почти достаточно” при усилии в 80 тонн.
Настоящий цифровой двойник ограничивает движение точно так же, как ваш пресс-тормоз — тот же предел хода, та же высота закрытия, то же замедление, те же пределы осей. Если виртуальный ползун может двигаться туда, куда ваш физический не способен, вы не моделируете производство. Вы разыгрываете движение, которое ваша машина откажется выполнять. Этот уровень достоверности начинается с самой машины, поэтому оценка реальной платформы — например, решения на базе ЧПУ от CN-HAWE системы пресс-тормозов—неотделима от оценки программного обеспечения, которое её моделирует.
И когда вы понимаете, насколько высока эта планка на самом деле, следующий вопрос перестаёт быть теоретическим.
Какое программное обеспечение действительно её преодолевает — а какие всё ещё продают аркадные игры с улучшенной графикой?
Несколько лет назад я стоял за новым 8-осевым тормозом, работающим со своим собственным фирменным офлайн‑ПО. Программа запускалась идеально. На экране — ни столкновений. Указатели двигались как по хореографии. Первая деталь с машины? Задний фланец ударил по корпусу оси R, потому что мастерская заменила палец на более короткий индивидуальный вариант, которого не было в библиотеке производителя.
Вот вопрос, стоящий перед нами сейчас. Не у кого графика красивее. Не у кого больше рекламных видео. Какие платформы действительно моделируют вашу машину в её реальной конфигурации на производстве — а какие предполагают версию из каталога?
Вы уже видели, насколько высока планка: реальные ограничения хода, реальные кривые прогиба, реальные envelopes осей. Так что, когда мы сравниваем системы родного OEM с сторонними “машинно-независимыми” инструментами, мы фактически спрашиваем одно: это сертифицированный авиационный симулятор, подключённый к вашей кабине, или аркадная игра, которая просто выглядит как таковая?
Давайте разделим тяжеловесов.
Откройте родной файл из OEM‑пакета и сразу отправьте его на контроллер. Без постпроцессора. Без перевода. Без посредников. Та же компания, что написала прошивку для управления, создала и офлайн‑симулятор. Это имеет значение.
Потому что “коммуникация без трения” на языке рекламных буклетов в терминах цеха означает следующее: NC‑код, который выполняет ваш контроллер, генерируется тем же логическим деревом, что используется в симуляции. Расчет глубины гиба, таблицы компенсации бомбировки, зоны замедления около нижней мертвой точки — они используют одинаковую математику.
Если ваш контроллер делает паузу за 2 мм до теоретической глубины, чтобы система коррекции угла в реальном времени могла считать нагрузку и отрегулировать усилие,— офлайн‑симулятор знает об этом поведении, потому что был спроектирован с его учетом. Это не косметика. Это кинематическое выравнивание.
А теперь об обратной стороне.
Посмотрите на модернизацию Cincinnati нескольких лет назад — новый OEM‑контроллер, установленный на старую гидравлическую раму. Вы получаете 3D‑симуляцию и сетевые возможности, да. Но установка требует заводского обслуживания, переноса параметров, интеграции оборудования. А когда вы уже внутри этой экосистемы — вы внутри. Библиотеки инструментов, модели станков, обновления — всё родное. Всё под контролем.
Перестаньте притворяться, что это бесплатная гибкость.
Даже в OEM‑средах появляется “трение данных”. Я видел, как таблицы припусков на гиб менялись, когда модуль контроллера по‑своему интерпретировал экспорт CAD. Теоретически DXF — «универсален». На практике допущения по K‑фактору всё равно плавают. Если даже родные системы могут споткнуться на передаче геометрии, единственная причина, почему они восстанавливаются, — контроллер и симулятор используют один внутренний язык.
Этот общий язык — настоящий актив. А замкнутость — его цена.
Что же происходит, когда программное обеспечение не от того же производителя, что и железо?
Однажды я тестировал сторонний пакет, управлявший тремя различными пресс‑гибами в одном цехе. На экране он справлялся со всеми. Один интерфейс. Один поток работы. В этом и заключается обещание агностических инструментов: один мозг для смешанного парка оборудования.
На корпоративном языке они “поддерживают несколько диалектов контроллеров”. На производстве это значит: они создают общий набор команд для гиба, а затем пропускают их через постпроцессор — переводчик — чтобы преобразовать в родной код каждого контроллера.
Если вам всё равно приходится проталкивать первую деталь вручную, чтобы “убедиться в безопасности”, — что именно вам тогда сэкономила 3D‑модель?.
Посмотрите на ползун.
Включает ли сторонняя модель ваш точный профиль замедления по оси Y возле высоты замыкания? Знает ли она ограничения скорости безопасного подхода именно вашего контроллера при превышении порога усилия? Или она рассчитывает идеализированную глубину и полагается на постпроцессор, который подправит различия при экспорте?
JEELIX и подобные обзоры указывали на жестокую реальность: создание универсально точного, оптимизированного NC‑кода для каждой марки и модели невероятно сложно. Собственные алгоритмы живут внутри каждого контроллера — процедуры компенсации упругого возврата, динамическая бомбировка, защитные блокировки, изменяющие траектории движения.
Агностичный инструмент может идеально моделировать геометрию и при этом неправильно обработать специфическое поведение контроллера при генерации кода. Это не проблема графики. Это проблема кинематической точности на уровне исполнения.
Плюсы? Гибкость. Смешанный парк? Старые гидравлики рядом с новыми серво‑электриками? Сторонние платформы часто позволяют централизовать программирование, не покупая три OEM‑экосистемы.
Риск? Каждый изгиб проходит через переводчик.
И каждый переводчик добавляет интерпретацию.
А это приводит нас к деньгам, потому что идеология не оплачивает стоимость списанной нержавейки.
Представьте себе медицинский корпус с допуском ±0,2 мм на расположение отверстия относительно фланца. Материал: нержавеющая сталь 304 толщиной 2 мм. Четыре изгиба. Если первая деталь неправильная, вы не “подправляете и отправляете”. Вы её списываете.
В одном цехе, которому я консультировал, использовалась родная симуляция OEM, напрямую связанная с системой измерения угла. Контроллер останавливался рядом с финальной глубиной, измерял фактический угол под нагрузкой и компенсировал в реальном времени. Офлайн-симуляция прогнозировала усилие и проникновение на основе тех же таблиц компенсации. Первая деталь регулярно попадала в спецификацию без ручных корректировок.
Теперь сравните это с гипотетическим цехом со смешанным оборудованием, использующим стороннее офлайн-программирование. Симуляция показывает проникновение 12,43 мм. Постпроцессор переводит в код контроллера. Внутренняя процедура компенсирования упругого восстановления машины смещает глубину иначе, чем ожидалось. Первая деталь выходит открытой на 0,6°. Оператор увеличивает глубину и запускает повторно.
Эта единственная коррекция может стоить пяти минут.
Сделайте такое исправление на 40 точных задачах в неделю — и вы потеряете часы, не говоря уже о случайном браке, когда допуски складываются через несколько изгибов.
Перестаньте оценивать ROI только по стоимости лицензии.
Родная кинематика окупается, когда точность первой детали важнее гибкости программного обеспечения. Но вот неприятная противоположность: современные контроллеры с коррекцией угла в реальном времени иногда способны устранить брак первой детали даже без идеальной офлайн-симуляции. Они измеряют и корректируют прямо в машине.
Так что спросите себя: ваш брак возникает из-за ошибки угла под нагрузкой — что умные контроллеры способны исправить — или из-за невозможных траекторий движения и ошибок в зазорах — что только кинематика высокой точности может предотвратить ещё до движения пуансона?
Разные режимы отказа. Разные ценностные предложения.
И всё это зависит от того, как код фактически поступает в управление.
Представьте два пути.
Путь первый: офлайн-система пишет код непосредственно в родном формате контроллера. Без конверсии. Что вы симулируете, то и выполняется.
Путь второй: офлайн-система формирует нейтральное описание изгиба — позиции, углы, последовательности — затем постпроцессор преобразует это в код конкретного бренда.
Постпроцессор — это не простой словарь. Это свод правил, пытающийся имитировать проприетарное поведение, которое ему не полностью принадлежит.
Когда контроллер имеет встроенную логику — автоматическую регулировку прогиба по кривым усилия, адаптивное изменение скорости изгиба при контакте, синхронизацию осей в целях безопасности — сторонний постпроцессор должен либо приблизить эту логику, либо передать контроль машине и надеяться, что согласование сохранится.
Если программное обеспечение рассматривает это как статическое, идеальное условие, вы наблюдаете мультяшную версию вашего процесса.
Я видел, как однажды программа пропустила требование на выдержку, специфичное для контроллера, перед измерением угла. В симуляции поток выглядел плавным. На производстве машина неожиданно сделала паузу, сместив баланс детали в середине вращения. Мелочь? Да. Но если накопить достаточно таких “мелочей”, снова приходится дежурить у первых заготовок.
И вот граница раздела.
Системы, основанные на оригинальном оборудовании (OEM), уменьшают риск ошибок перевода, потому что переводчика нет. Системы сторонних разработчиков живут или умирают в зависимости от качества своих постпроцессоров и от того, насколько глубоко они моделируют логику контроллера, а не только геометрию.
Первая дает тесную интеграцию при меньшей гибкости. Вторая предоставляет свободу для флота оборудования, но с риском ошибок при передаче данных.
Теперь, когда мы отделили физику машины от программного бренда, следующее обещание поставщиков звучит еще громче: автоматическое определение последовательности гибов, которое “оптимизирует” всё за вас.
Но оптимизация имеет смысл только в том случае, если физика под ней говорит правду.
Вы видели демонстрацию.
Оператор загружает деталь. Нажимает “Авто последовательность”. Программа перестраивает гибы, избегает столкновений, показывает аккуратную зеленую галочку. Представитель говорит, что время цикла сокращается на 18 процентов. Программа отработала чисто.
А теперь ответьте на настоящий вопрос: может ли алгоритм действительно оптимизировать производство, если симуляция под ним не полностью отражает кинематику вашей машины и логику контроллера?
Если базовая модель ошибается в замедлении траверсы, поведении компенсации прогиба или в паузах контроллера для измерения угла, то алгоритм не оптимизирует физику. Он перестраивает предположения. А перестановка предположений просто меняет место появления брака.
Я понял это на собственном опыте, когда “оптимизированная” последовательность вынесла внутренний фланец раньше, чтобы сократить количество перегруппировок. На экране выглядело блестяще. На производстве реальная безопасная скорость подхода машины возле нижней точки увеличила время хода настолько, что предполагаемая экономия времени исчезла — и ранний фланец заблокировал контакт с упором при третьем гибе. Эта деталь сразу пошла в брак. Оптимизация без реальной кинематики — это просто уверенное гадание.
Так когда же стоит доверять алгоритму?
Если вы не уверены, работает ли ваша текущая система действительно на основе физики или это просто набор правил с хорошим маркетингом, стоит протестировать её фундамент. CN-HAWE поддерживает высокоуровневые решения на базе ЧПУ для гибки и автоматизации обработки листового металла, опираясь на собственные R&D в области пресс-брейков и интеллектуального оборудования для проверки реального поведения машины — а не только теоретической последовательности операций. Если вы хотите оценить свой текущий симуляционный процесс, сравнить достоверность кинематики или обсудить конфигурацию пресс-брейка, соответствующую реальным производственным ограничениям, вы можете связаться с CN-HAWE здесь чтобы начать разговор.
Прекратите гадать, на каком движке вы на самом деле работаете.
Большинство так называемых автоматических систем определения последовательности в среднем сегменте основаны на правилах. Это значит, что они следуют эвристикам: сначала гнуть самый крупный фланец, избегать зажатых участков, минимизировать смену инструмента, обеспечивать стабильность детали относительно заднего упора. Представьте это как умный контрольный список.
Они не решают уравнения динамического движения вашей конкретной машины. Они предполагают, что машина будет вести себя в рамках идеализированных границ, заданных программным обеспечением.
Физически управляемый оптимизатор, напротив, запускает симуляцию движения с ограничениями по осям, кривыми ускорения и зонами возможного столкновения, привязанными к реальной конфигурации вашей машины. Он оценивает не просто “Можно ли выполнить этот изгиб?”, а “Сколько времени займет именно это движение оси на этом прессе с таким поведением контроллера?”
Вот линия излома.
Если ваша база данных материалов является общей, а коэффициенты упругого возврата не откалиброваны с помощью пробных изгибов, оптимизатор рассчитывает глубину проникновения теоретически, а не исходя из реальности вашего цеха. Мы оба знаем: нержавейка от двух поставщиков может различаться настолько, что угол изменится на полградуса. Стандартные прессы могут держать ±0,5°, “при должном обслуживании”. Эта фраза скрывает многое — изношенные плечи инструмента, уставшие гидравлические уплотнения, неравномерную компенсацию по длине балки.
Если оптимизатор воспринимает это как статичное, идеальное состояние — вы наблюдаете мультяшную версию своего процесса.
Однажды я разбил инструмент, потому что движок, основанный на правилах, выполнил последовательность глубокого короба с узким окном изгиба слишком рано. Геометрия очищалась в симуляции. В реальности пальцы заднего упора машины имели немного иной монтажный сдвиг, чем в библиотеке по умолчанию. Пять миллиметров выдумки. Один треснувший пуансон. Алгоритм не «ошибся, потому что глупый». Он ошибся, потому что не знал мою машину.
Так что следующий вопрос не в том, “работает ли” последовательность, а в том, понимает ли движок ваш пресс как физическую систему или только как геометрическую форму.
Посмотрите на самую некрасивую деталь.
Не на аккуратный кронштейн из рекламного буклета. А на ту асимметричную крышку с смещёнными загибами, разными высотами отбортовок и одной стороной, которая должна обойти приваренный штифт на позднем этапе сборки.
Теперь представьте, что вы прогоняете её через автоматическую пакетную последовательность на 40 деталей за ночь.
Обещание соблазнительно: пусть программа работает, а вы приходите утром к полностью оптимизированным управляющим файлам. Для простых семейств деталей — тот же материал, те же инструменты, одинаковая геометрия — это может сработать. Алгоритм применяет один и тот же набор правил, и ваша машина ведёт себя достаточно предсказуемо.
Но асимметрия ломает шаблоны.
Когда у детали один длинный гибкий фланец и один короткий жёсткий отгиб, порядок гибов влияет на то, как деталь пружинит и перекручивается под нагрузкой. Офлайн-симуляция редко моделирует упругое деформирование частично сформированной детали с высокой точностью, если только вы не используете очень продвинутые системы с большим вычислительным временем. Большинство двигателей предполагает, что между гибами тела абсолютно жёсткие.
Это предположение имеет значение.
Я наблюдал пакетно оптимизированный запуск на тонких оцинкованных панелях, где алгоритм постоянно выполнял первый изгиб длинного фланца для “повышения стабильности”. На производстве этот первый гиб вызывал лёгкий перекос. К третьему гибу контакт с задним упором становился непостоянным. Оператор компенсировал вручную, деталь за деталью. Без аварий. Только постепенное смещение размеров и лишние манипуляции.
Пакетная логика не видит перекос. Она видит чистую геометрию.
Вот почему сложные асимметричные работы всё ещё требуют человеческого взгляда перед выпуском. Не чтобы переписывать каждую последовательность — а чтобы здраво оценить, понял ли оптимизатор поведение детали, а не только её форму.
Если вам всё ещё приходится пропускать первую деталь вручную, “чтобы быть уверенным”, что именно вам сэкономила 3D-модель?
Требуйте одну цифру: фактическое время хода между ударами на вашей машине.
Поставщики любят говорить о процентных сокращениях “времени программирования” или “теоретического цикла”. Теоретическое время цикла обычно складывается из сумм путей перемещения осей, разделённых на номинальные скорости. Оно предполагает максимальную скорость подхода, идеальное торможение и отсутствие пауз, накладываемых контроллером.
Но многие системы реального времени делают паузу у конечной глубины, чтобы произвести измерение и коррекцию. Эта выдержка может составлять полсекунды. Умножьте это на шесть сгибов — получится три секунды, которые оптимизатор, вероятно, не учёл.
На старых гидравлических машинах ускорение и торможение несимметричны. Первые 50 мм подхода могут быть медленнее из-за зон безопасности. Если оптимизатор предполагает равномерную скорость, он будет предпочитать последовательности с большим числом коротких ходов, считая, что они быстрее. На практике же машина тратит больше времени на разгон, чем на сам изгиб.
Однажды я сравнил “оптимизированную” программу с вручную составленной на среднегабаритном гидравлическом прессе. Программа предсказала сокращение цикла на 12 процентов. Фактическое измеренное улучшение? Менее 3 процентов — и только после того, как мы подправили два изгиба, которые алгоритм считал оптимальными. В симуляции программа шла гладко. В реальности каждая допущенная моделью упрощённая предпосылка имела свою цену.
Так что, когда вы оцениваете оптимизацию, не спрашивайте: “Выглядит ли это быстрее?” Спросите: “Моделирует ли это реальный профиль движения и паузы контроллера моей машины?”
Иначе вы сравниваете маркетинговую математику с гидравлическим маслом и гравитацией.
Вот неприятная правда.
Чем глубже движок оптимизации прорабатывает — моделируя динамику осей, логику контроллера, поведение материала — тем сложнее и более «запертой» может стать итоговая программа.
Высокоточные системы, тесно связанные с контроллерами производителя оборудования, часто создают насыщенный NC‑код с встроенной компенсирующей логикой. Это мощно. Но это также означает, что у оператора остаётся меньше интуитивно понятных рычагов, которые можно использовать, не нарушая предположений модели.
Сторонние системы, особенно рассчитанные на смешанные парки машин, обычно генерируют более чистые и универсальные последовательности. Их проще редактировать прямо на контроллере. Проще адаптировать, когда реальность не совпадает с расчётами.
Я видел высоко оптимизированную последовательность, созданную производителем оборудования, которая идеально минимизировала перестановки заготовки. На бумаге — прекрасно. На производстве оператор хотел поменять местами два изгиба, чтобы удобнее было поддерживать деталь физически. Контроллер это позволил, но при этом нарушилась часть встроенной компенсирующей логики. Коррекция угла стала менее предсказуемой. Мы обменяли алгоритмическую точность на человеческую эргономику.
С другой стороны, я видел, как гибкая программа стороннего производителя спасала ситуацию, потому что оператор мог быстро изменить последовательность, чтобы справиться с чуть деформированной партией материала. Без борьбы со скрытой логикой. Без столкновений с контроллером.
Так что спросите себя, что вы больше цените на своём производстве: максимальную теоретическую оптимизацию при идеальных условиях или контролируемую адаптивность, когда материал, инструмент и машины отклоняются от идеала.
Потому что вот где проходит граница.
Если ваша симуляция — как сертифицированный авиационный тренажёр, где смоделированы каждая ось, задержка и компенсация, то доверять алгоритму разумно в пределах его проверенной модели.
Если это скорее аркадная игра, которая выглядит реалистично до первого реального последствия, то автоматическая последовательность — просто более быстрый способ ошибиться.
И именно на этот вопрос вам придётся ответить, прежде чем считать, окупится ли лицензия.
Вот как проверить, действительно ли ваш движок оптимизации отражает работу вашей машины.
Не начинайте с демонстрационной детали, подобранной продавцом. Возьмите задание, которое уже доставило вам неприятности — например, деталь с узким возвратом возле корпуса заднего упора или длинным фланцем, который обычно провисал и скручивался. Программируйте её офлайн. Затем измерьте на производстве три вещи: фактическое время от хода к ходу, точность угла первого удара без корректировки оператором и физические зазоры в самом тесном месте возможного контакта. Если цифровая модель предсказала зазор с точностью до миллиметра, угол — в пределах вашего обычного диапазона коррекции, а цикл — в пределах нескольких процентов, значит, вы смотрите на сертифицированный авиасимулятор. Если же модель ошибается так, что оператору приходится “чувствовать” результат, вы играете в аркадную игру с лучшей графикой.
Такова техническая правда.
А теперь — финансовая.
Высокоточная кинематическая модель — когда программа знает кривую скорости хода ползуна, паузы контроллера, поведение прогиба, реальную конструкцию корпуса заднего упора, а не просто “трёхосевой пресс” — стоит реальных денег и требует реального времени на настройку. Интеграция. Постобработка. Машиноспецифические библиотеки. Вы не покупаете визуализатор; вы создаёте цифрового двойника, которого нужно обслуживать как отдельное оборудование.
Иногда это имеет смысл.
Иногда — нет.
Ошибка не в том, чтобы купить менее сложное ПО. Ошибка — в том, чтобы притворяться, будто визуализатор защитит вас, когда на пороге появляется реальная сложность.
Посмотрите на ползун.
Если вы гнёте одни и те же две скобы весь год — воздушные гибы под 90°, тот же материал, тот же пуансон, та же матрица — ваша вариативность уже под контролем. Оснастка точно настроена. Операторы знают упругий возврат наизусть. Ваше основное время занимает наладка, а не расчёт последовательности.
Я видел, как на заводе сократили время наладки с 30 до 15 минут просто стандартизировав пакеты инструментов и добавив быстроразъёмные зажимы. Без какой-либо симуляции. Только механическая дисциплина. Окупаемость измерялась месяцами, потому что узкое место было не “интеллект ПО”, а время на ключах и пешие походы в инструментальную.
В такой среде полный цифровой двойник может быть избыточным.
Перестаньте притворяться, будто каждый цех работает с аэрокосмической сложностью.
Если ваши детали просты и постоянно повторяются, высокоточная симуляция не создаст экономию там, где её нет. Алгоритм не сможет сверхоптимизировать процесс, который уже стабилен и повторяем. Ваша выгода будет незначительной — сокращение секунд в последовательности гибов, которая не менялась полгода.
Но вот загвоздка.
В день, когда появится сложный корпус — асимметричный, с узкими зазорами, с несколькими сменами инструмента, — ваш визуализатор внезапно не “окрепнет”. Он покажет, что изделие «выглядит гнущимся», а узнаете вы это на производстве.
Так что в работе с низким ассортиментом и высоким объёмом глубокая интеграция может окупаться не каждый день.
Она окупается в тот день, когда ваши предположения перестают работать.
Представьте три пресса на вашем производстве: разных марок, разных поколений, с разными контроллерами. Один электрический, два гидравлических. Разная высота проёма. Разные задние упоры.
Цифровой двойник, специфичный для каждой машины, означает три интеграции, три постпроцессора — на производственном языке это “три разных переводчика, превращающих выходные данные ПО в код контроллера” — и три головные боли при каждом обновлении прошивки управления.
Это дорого кормить.
Я видел, как некоторые цеха выбирают универсальную платформу — менее точную кинематику, более обобщённые модели машин — потому что это позволяло им программировать всё в одном месте. Результат не был идеально подогнан под кривую ускорения каждого пресса, но это был чистый, читаемый NC‑код, который операторы могли корректировать на пульте, не борясь со скрытой логикой.
Однажды, в начале моей карьеры, я доверился “универсальному” пост‑процессору для смешанного парка без проверки различий в геометрии заднего упора. Программа прошла симуляцию. На старом прессе корпус упора находился на 5 мм впереди, чем предполагала модель. Первая деталь задела обратную стойку. Не катастрофическая авария инструмента, но достаточно брака, чтобы урок запомнился: универсальность всегда означает компромисс.
Так почему же его выбирают?
Потому что иногда последовательность важнее совершенства. Если ваш парк машин умеренно разнообразен, а операторы опытны, немного менее точная, но более гибкая система может обеспечить больший реальный выпуск, чем три идеальных, но изолированных цифровых двойника, которым никто полностью не доверяет.
Это решение бизнеса, а не этики.
Переведём буклет.
“Движок быстрой оценки осуществимости” означает быстрое развёртывание геометрии и базовую проверку коллизий. В производственных терминах: он показывает, могут ли линии теоретически складываться, не занимая два твёрдых тела одно и то же пространство.
Это не значит, что он понимает ограничения движения вашей машины, кривую прогиба или поведение контроллера при выдержке.
Перестаньте путать геометрическую возможность с физической производимой осуществимостью.
Базовые визуализаторы хорошо ловят очевидные ошибки — неправильный порядок гибов, вызывающий самопересечение, невозможные перехваты, коллизии инструмента в общем смысле. Но они плохо моделируют динамику: изменения упругого возврата по длине полки, кручение после асимметричных гибов, реальные задержки синхронизации осей.
Так что же вы на самом деле теряете?
Предсказуемость.
Вы выигрываете в скорости программирования. Вы сокращаете начальные затраты. Но вы теряете возможность доверять автоматической оптимизации партий без надзора, внедрять ночную работу без участия операторов, полагаться на автоматический выбор траекторий инструмента без опытного мастера, проверяющего первую деталь.
И это нормально — если вы это предусмотрели.
Если вам всё ещё приходится пропускать первую деталь вручную, “чтобы быть уверенным”, что именно вам сэкономила 3D-модель?
Высокоточная симуляция не всегда оправдывает вложения.
Но если вы выбираете «аркадную игру», делайте это осознанно — и стройте рабочий процесс, исходя из того, что реальность, а не экран, остаётся окончательным инспектором.
Так как же системно определить, на какой стороне этой линии находится ваш цех?
Вы не начинаете это решение в демонстрационном зале.
Вы начинаете его у своего самого старого пресса, с открытыми защитными ограждениями, глядя на то, что действительно может двигаться, что действительно может прогибаться и что действительно может столкнуться.
Ценность симуляции условна. Поэтому основа должна начинаться там, где начинаются аварии — у станка, а не там, где начинаются разговоры торговых представителей — со списка функций. По сути, вы решаете не “Хотим ли мы лучшую графику?”, а “Мы используем сертифицированный симулятор, отражающий каждую управляющую поверхность, или играем в аркадную игру, которая выглядит реалистично, пока не произойдёт что-то дорогостоящее?”
Вот на что я хочу, чтобы вы смотрели: покупайте симуляцию, исходя из физического профиля риска вашего цеха, а не визуальной сложности программного обеспечения. Звучит очевидно. Это не так. Большинство цехов делают наоборот, потому что экран оценить проще, чем пресс.
Перестаньте читать брошюры.
Пройдитесь по цеху и ответьте на три вопроса.
Сколько поколений прессов вы используете? Насколько различаются их задние упоры, световые проёмы, ограничения хода и логика управления? И как часто вы гнёте детали, которые подходят ближе чем на 10 мм к любому из этих ограничений?
Возраст станка имеет значение, потому что старые системы управления и модернизированные установки редко обладают чистыми цифровыми данными. Настоящий цифровой двойник — в терминах цеха: модель, которая знает каждый предел оси, кривую ускорения и физические помехи — требует точных данных о геометрии и движении машины. У 20‑летнего гидравлического пресса с двумя обновлениями системы управления и заменённым задним упором эти данные обычно хранятся в папке, а не на сервере.
Я работал с цехом, который приобрёл высококлассную симуляцию для пресса 1998 года, “модифицированного с годами”. Модель соответствовала исходным характеристикам. Машина — нет. Первая сложная деталь корпуса, глубокий отгиб, плотный перехват. Программа отработала чисто. На экране — ноль столкновений. На производстве — ухо зажима коснулось детали, потому что реальный зажим находился на 4 мм ниже оригинального чертежа. Контейнер для брака пополнился. Программное обеспечение не лгало. Оно просто моделировало не ту машину, которая стояла в цеху.
Более новые сервоуправляемые прессы с документированной геометрией и сетевыми системами управления проще точно отразить в модели. Старые, модифицированные машины требуют либо серьёзных предварительных измерений и интеграции — на языке цеха: недель, проведённых с штангенциркулем и поиском параметров, — либо принятия того, что ваш “цифровой двойник” скорее цифровой родственник.
Так что, прежде чем спрашивать, что умеет программное обеспечение, спросите: можно ли точно смоделировать мой парк станков, не перестраивая всю мою инфраструктуру данных?
А если нельзя, то какой риск я на самом деле хочу устранить?
Не принимайте стандартную демонстрацию.
Принесите самую неудобную деталь.
Я говорю о несимметричном корпусе со смещёнными кромками, разной толщиной материала и перехватом, от которого новички начинают потеть. Скажите поставщику, что хотите, чтобы эту деталь запрограммировали вживую, для вашей конкретной модели пресса, с использованием вашей актуальной библиотеки инструмента — включая тот странный гусячий пуансон, который вы используете дважды в год.
Потом задавайте неудобные вопросы.
Содержит ли модель полный корпус заднего упора, а не только пальцы? Симулирует ли она прогиб ползуна на длине 3 метра — даже те 0,3 мм провиса в центре, которые изменяют реальные условия контакта? Учитывает ли она задержки синхронизации осей на старых гидравликах или предполагает идеальное движение?
Если программное обеспечение рассматривает это как статическое, идеальное условие, вы наблюдаете мультяшную версию вашего процесса.
Несколько лет назад я наблюдал, как поставщик демонстрировал безупречное избегание столкновений на универсальной модели. Я попросил повернуть вид и показать зазор зажимов при перехвате. Они не смогли — зажимы не были детализированы в модели. Мы всё же попробовали это на производстве. Незначительное столкновение инструмента. Не катастрофа, но достаточно, чтобы сколоть угол пуансона и потерять полдня на полировку. Экран сказал «безопасно». Сталь сказала обратное.
Ваша цель на демонстрации — не увидеть, что работает.
Она — найти, где ломается.
Потому что пробелы, выявленные в контролируемых условиях, обходятся дешевле, чем те, что обнаруживаются при полной загрузке.
Даже идеальная кинематика недостаточна.
Высокоточная модель может отражать каждую ось и зазор, но всё же отклоняться от реальности, как только физические переменные изменяются. Износ инструмента изменяет радиус пуансона. Новая партия материала — направление волокон. Упругая деформация смещает угол на полградуса на длинной кромке.
Эксперты правильно говорят: моделирование дополняет реальные испытания. Оно их не заменяет. Иными словами, если вы перестаёте проверять первые образцы, потому что “компьютер всё проверил”, вы путаете авиасимулятор с настоящим воздухом.
Я видел цех, который пытался устранить постоянную ошибку угла в 0,6° на медицинском корпусе с допуском ±0,2 мм. Программа предсказывала всё отлично. Геометрия машины была точной. Виновник? Новая партия материала с другим направлением волокон относительно линии сгиба. Модель не учитывала эту изменчивость. Они доверились экрану, запустили партию и заполнили стеллаж деталями, которые все были одинаково неправильными.
Цифровой двойник без дисциплины обновления данных инструмента, проверки поведения материала и внесения корректировок обратно в систему деградирует. Не мгновенно. Постепенно. Пока операторы не перестанут ему доверять.
А когда доверие утрачено, вы всё равно возвращаетесь к ручному пошаговому режиму.
Поэтому структура должна включать этот вопрос: есть ли у нас процессная дисциплина для поддержания двойника, или мы покупаем то, что будем постепенно игнорировать?
Перестаньте покупать то, что выглядит впечатляюще.
Покупайте то, что снижает физический риск при каждой работе.
Вот структура принятия решений, которую я использую с клиентами:
Обратите внимание, чего не хватает.
Графики. Плавность анимации. Маркетинговые формулировки о “интеллектуальной оптимизации”. На языке цеха это обычно означает “автоматическое угадывание порядка сгибов”.”
Незаметное, но важное изменение вот какое: вы не покупаете симуляцию, чтобы сделать программирование красивее. Вы покупаете её, чтобы перенести риск из стали в пиксели. Если программное обеспечение не может отразить реальные ограничения вашего станка — или если ваш цех не может поддерживать данные, от которых оно зависит, — вы не уменьшили риск. Вы просто переместили свою уверенность.
Аркадные игры развлекают. Сертифицированные симуляторы — дорогие и скучные.
Только один из них подготовит вас к тому дню, когда в дверь войдёт сложность.


















