

Letzten Monat habe ich einen meiner Jungs bei einem Routine-Umrüsten gestoppt. Zwölf Matrizen und Stempel. Der Halter stand 6 Meter hinter der Presse. Er ging diesen Weg 12 Mal – hin und zurück – und trug Stahl. Bis das erste gute Teil fiel, waren 14 Minuten durch Lauferei verloren.
Auf dem Grundriss beansprucht dieser Halter 2,2 Quadratmeter und wirkt “effizient”. Auf der Uhr stiehlt er jedoch die Grünlichtzeit – die Minuten, in denen der Stößel arbeitet und Teile herauskommen. In einer High-Mix-Werkstatt mit acht Umrüstungen pro Schicht sind das fast zwei Stunden Gehen und Doppelhandhabung. Der Halter bewegte sich nicht. Die Maschine bewegte sich nicht. Aber Ihre Zeitmessung tat es.
Wenn die Rüstzeit die wahre Kennzahl ist, warum messen wir Lagerung immer noch nach Stellfläche statt nach Schritten?
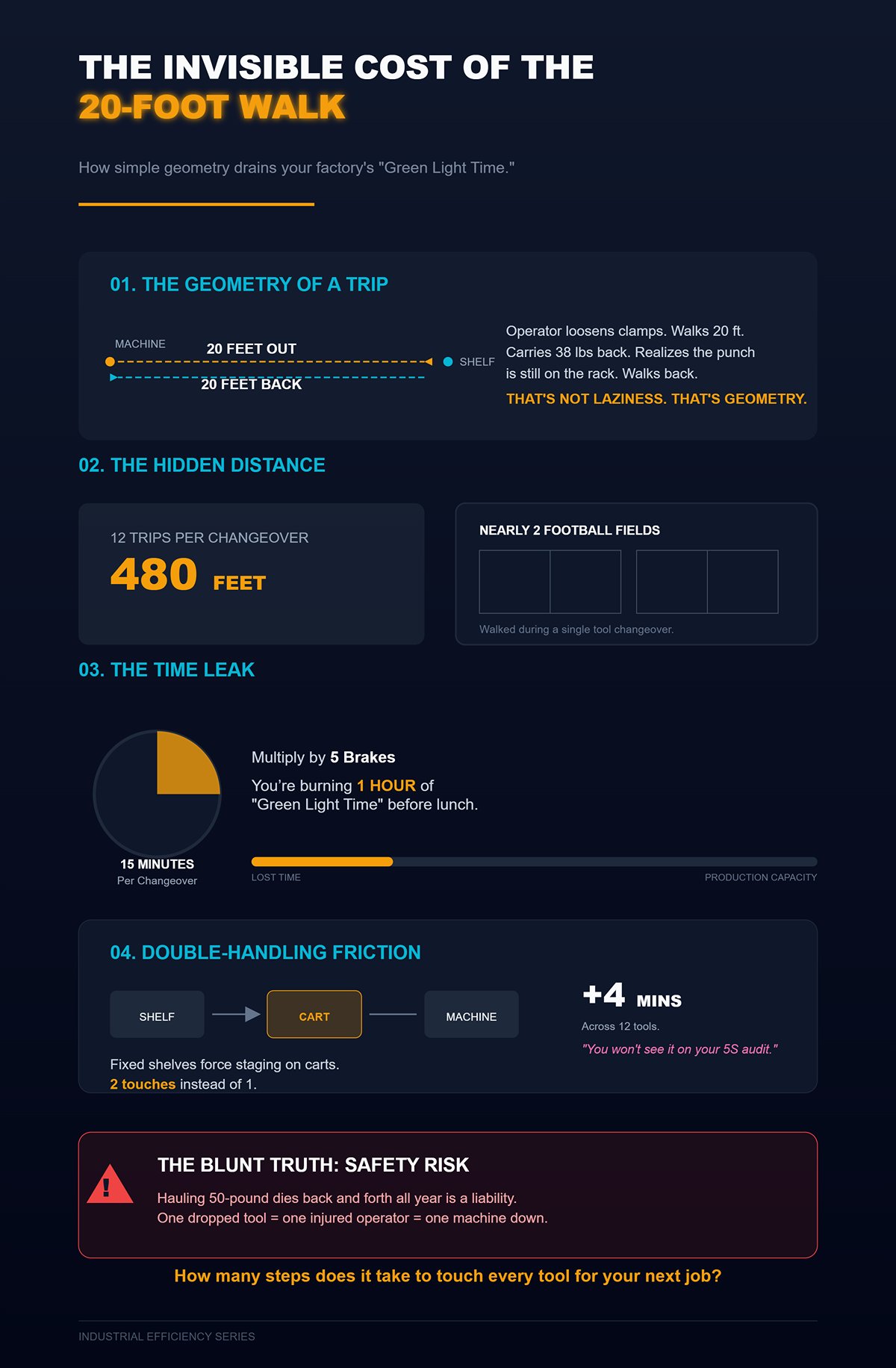
Stellen Sie sich die Abfolge vor. Bediener löst Spannungen. Geht 6 Meter. Findet die nächste Matrize. Trägt 17 Kilo zurück. Legt sie ab. Merkt, dass der passende Stempel noch im Halter ist. Geht zurück. Das ist keine Faulheit. Das ist Geometrie.
Sechs Meter hin und sechs zurück sind zwölf Meter pro Gang. Machen Sie das 12 Mal und Sie haben 145 Meter – fast zwei Fußballfelder – bei einer einzigen Umrüstung zurückgelegt. Rechnen Sie mit 15 Minuten, wenn Sie Suchen und Positionieren einbeziehen. Multiplizieren Sie mit fünf Pressen, und Sie verlieren vor dem Mittag eine Stunde Grünlichtzeit.
Und es wird schlimmer mit Doppelhandhabung. Feste Regale bedeuten, Sie stellen Werkzeuge auf einem Wagen bereit und dann vom Wagen zur Maschine. Zwei Handgriffe pro Werkzeug statt einem. Jeder Griff kostet 10 bis 20 Sekunden. Über 12 Werkzeuge sind das weitere 4 Minuten. Sie sehen es nicht in Ihrem 5S-Audit. Sie sehen es bei verspäteten Lieferungen.
Harte Wahrheit: Schleppen Sie das ganze Jahr über 23-Kilo-Matrizen hin und her, wird jemand eine auf den Fuß fallen lassen oder eine Spannbacke knacken, und dann steht eine Maschine still.
Stellen Sie sich jetzt an Ihre Presse – wie viele Schritte brauchen Sie, um jedes Werkzeug zu berühren, das Sie für den nächsten Auftrag benötigen?

Mit 27 habe ich mir den unteren Rücken ruiniert, als ich eine 1,2-Meter-V-Matrize vom unteren Regal zog. Sie wog 28 Kilo. Ich habe mich verdreht statt gehockt, weil das Regal 35 cm über dem Boden lag und der Gabelstapler beschäftigt war.
Große Pressen – 150 Tonnen und mehr – sind die schlimmsten Übeltäter. Großes Bett, große Werkzeuge, null Gedanken daran, wo die Wirbelsäule des Bedieners in all dem bleibt. Kleine elektrische Pressen unter 60 Tonnen bauen oft Lager direkt in den Rahmen auf Hüfthöhe. Das große Eisen? “Hier ist ein Schrank. Viel Glück.”
Das ist die ergonomische Steuer. Jedes Mal, wenn Ihr bester Bediener unter Kniehöhe beugt oder über Schulterhöhe greift, um einen 20-Kilo-Stempelhalter zu holen, verbrauchen Sie seinen Körper, um ein paar Quadratmeter Boden zu sparen. Über eine Woche mit 30 Umrüstungen sind das Hunderte von Hebevorgängen. Ermüdung verlangsamt Hände. Langsame Hände verlängern Rüstzeiten.
Harte Warnung: Ein falscher Hebevorgang kann Ihren erfahrensten Pressenbediener sechs Wochen in den Krankenstand schicken.
Wann haben Sie das letzte Mal die Rüstzeit gegen die Müdigkeit des Bedieners gemessen, statt die “Einstellung” zu beschuldigen?
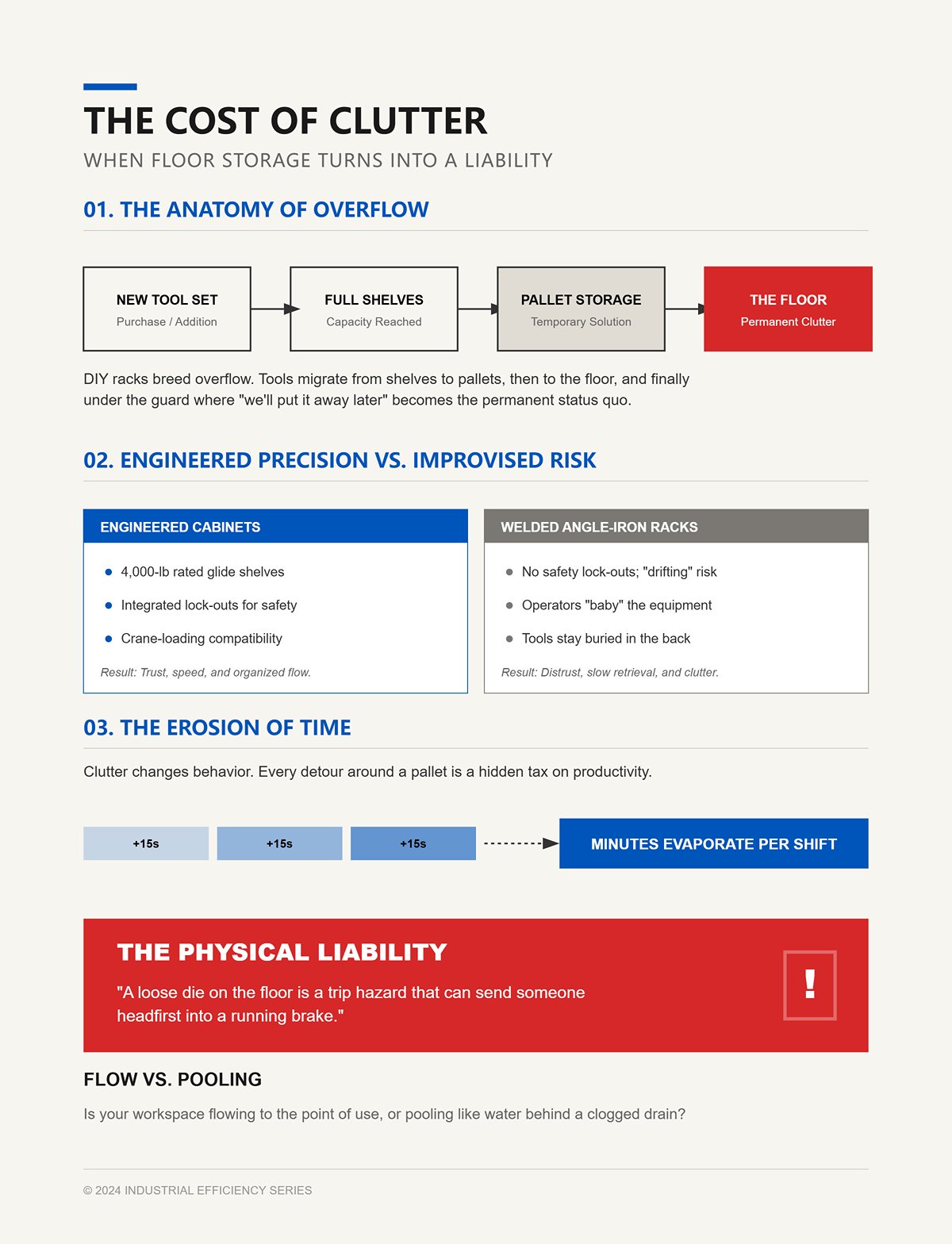
Selbstgemachte Regale führen zu Überfüllung. Sie kaufen einen weiteren Satz Matrizen, die Regale sind voll, also landen Werkzeuge auf Paletten. Dann auf dem Boden. Dann unter der Schutzeinrichtung, wo “wir sie später wegräumen”.”
Ich habe gleitende Regale mit einer Tragkraft von 1.800 Kilo in konstruierten Schränken gesehen, mit Verriegelungen, damit sie nicht wandern, wenn Sie sie mit dem Kran beladen. Ihr geschweißtes Winkelstahl-Regal hat das nicht. Also schonen die Bediener es. Sie trauen sich nicht, 136 Kilo heraus in Richtung ihrer Schienbeine zu schieben. Werkzeuge bleiben ganz hinten verborgen. Das Abrufen dauert länger. Unordnung kriecht nach vorne.
Und Unordnung verändert das Verhalten. Jetzt kann der Wagen nicht mehr gerade hineinrollen. Der Bediener macht einen Umweg um eine Palette. Weitere 15 Sekunden. Weitere 15 Sekunden. Über eine Schicht hinweg verschwinden Minuten.
Kurz gesagt: Ein loses Werkzeug auf dem Boden ist eine Stolpergefahr, die jemanden kopfüber in eine laufende Abkantpresse schicken kann.
Schau dir den Bereich um deine Maschine an – fließen die Werkzeuge zum Einsatzort, oder stauen sie sich wie Wasser hinter einem verstopften Abfluss?
Ich habe gesehen, wie eine 10-Fuß-Abkantpresse 11 Minuten lang stillstand, während ein 240-Pfund-Segmentwerkzeug-Set auf einem Palettenhubwagen 25 Fuß durch die Werkhalle transportiert wurde.
Der Schrank, aus dem es kam, ist ein Prachtstück – 84 Zoll hoch, 36 Zoll tief, sechs Schubladen, jeweils mit 400 Pfund belastbar. Am Boden verschraubt. Null Wackeln. Laut Grundriss beansprucht er 21 Quadratfuß und sieht kompakt aus. Effizient. Professionell.
Aber der Bremser interessiert sich nicht dafür, wie dicht deine Lagerung ist. Er will, dass der richtige Stahl in Griffweite ist, wenn die Klemmen offen sind und der Stößel wartet.
Das ist die Point-of-Use-Regel: Wenn ein Werkzeug an der Abkantpresse verwendet wird, gehört es zur Abkantpresse. Nicht dahinter. Nicht auf der anderen Seite des Ganges. An der Maschine, innerhalb des 3-Schritte-Kreises des Bedieners. Alles außerhalb dieses Kreises ist Reisezeit. Reisezeit ist verlorene Zeit. Verlorene Zeit ist Grünlichtzeit, die du nie zurückbekommst.
In einer High-Mix-Werkstatt ist die Abkantpresse dein Rennwagen. Der Wagen ist dein Boxenwagen. Der feste Schrank? Das ist der Teileanhänger, der 20 Fuß hinter der Wand geparkt ist. Sieht organisiert aus. Gewinnt keine Rennen.
Wenn feste Schränke so stabil und kompakt sind, warum fühlen sie sich auf dem Papier effizient an, aber in der Realität langsam?
Stell dich vor eine Wand voll Schubladen, gefüllt mit Punzen und Matrizen. Alles beschriftet. Alles vertikal. Du kannst 12 laufende Fuß Werkzeuge auf einer 6-Fuß-Spanne lagern. Das ist echte Dichte.
Jetzt zoome auf den gesamten Boden.
Der Schrank mag 6.000 Pfund Werkzeuge auf 21 Quadratfuß halten. Beeindruckendes Verhältnis. Aber er zwingt jeden Bediener, den Arbeitsbereich zu verlassen, den Fokus zu unterbrechen und mit 40 bis 100 Pfund in den Händen wieder zurückzukehren. Der Grundriss ist klein. Der Laufweg-Radius nicht.
Ich habe es vermessen. Klebeband auf dem Boden. Von der Abkantpresse zum Schrank: 18 Fuß. Füge Freiraum für eine Gabelstaplerspur hinzu, jetzt machst du einen Umweg von 24 Fuß. Multipliziere das mit acht Umrüstungen. Multipliziere erneut mit fünf Abkantpressen. Der Schrank beansprucht weiter 21 Quadratfuß. Der Laufweg-Fußabdruck bläht sich zu Hunderten von Quadratfuß zurückgelegter Wege pro Schicht auf.
Und hier ist der Haken: Feste Schränke sehen sicher aus, weil sie sich nicht bewegen. In vibrationsintensiven Werkstätten, in denen Gabelstapler 6.000-Pfund-Ladungen vorbeifahren, ist diese Stabilität real. Schubladen kippen nicht. Rahmen verschieben sich nicht. Aber dieselbe Beständigkeit fixiert die Lagergeometrie auch, wenn sich deine Auftragsmischung wöchentlich ändert.
Dichte ohne Nähe ist eine Illusion.
Du hast Platz auf dem Boden gespart. Hast du auch nur eine Minute Rüstzeit gespart?
Stell dir eine 96-Zoll, 4-Wege-Matrize vor, die 102 Pfund wiegt.
Vom festen Schrank bis zur Presse geht es selten direkt in die Spannbacken. Erster Hub: Schublade zum Wagen. Zweiter Hub: Wagen zur Maschine. Das sind zwei kontrollierte Hubs, zwei Ausrichtungen, zwei Gelegenheiten, sich einen Finger zu klemmen oder das Handgelenk zu verdrehen. Nennen wir es 20 Sekunden pro Hub, wenn Ihr Bediener diszipliniert ist und nicht hetzt. Das sind 40 Sekunden, bevor das Werkzeug überhaupt das Maschinenbett berührt.
Nun multiplizieren Sie mit vier schweren Segmenten in einem typischen Aufbau. Sie haben fast drei Minuten allein für das zweite Anfassen verbrannt.
In einer Hochmix-Werkstatt mit acht Umrüstungen pro Schicht ist das nicht theoretisch. Das ist täglich. Und die Bediener hören auf, es zu bemerken, weil es normal ist. Sie protokollieren keine “Doppel-Handhabungszeit”. Sie protokollieren “Einrichtung”.”
Klarer Warnhinweis: Wenn Sie 100-Pfund-Werkzeuge doppelt handhaben, wird es eines Tages kein Zeitverlust mehr sein – sondern ein zerquetschter Zeh oder eine verbogene Präzisionsschulter, die Ihnen ein $1,200-Werkzeug kostet.
Und hier ist der Teil, den die meisten Werkstätten übersehen: Feste Lagerung garantiert fast den Zwischenschritt. Sie können keinen 7-Fuß-Schrank direkt an jede Presse stellen. Also schaffen Sie einen Zwischenschritt – einen Wagen, eine Palette, einen temporären Tisch. Jeder Zwischenschritt ist ein weiterer Hub.
Wenn Sie die Bediener pro Hub statt pro Stunde bezahlen müssten, wie viele Hubs würden Sie morgen aus dem Prozess herausnehmen?
Letztes Quartal habe ich einen mobilen Werkzeugwagen mit 1.200-Pfund-Kapazität direkt hinter einer Presse geparkt. Sechs Schubladen. 5-Zoll-Rollen. 48 Zoll breit, sodass er sich in den Maschinenbereich schmiegt, wenn er nicht gebraucht wird. Wir haben ihn mit den oberen 80% dieser wiederkehrenden Werkzeuge nach Häufigkeit, nicht nach Größe, bestückt.
In der ersten Woche sank die durchschnittliche Umrüstzeit von 18 Minuten auf 12.
Nichts Magisches ist passiert. Der Bediener hörte auf, die Zelle zu verlassen. Werkzeuge wurden einmal bewegt: Schublade zu Spannbacken. Keine Zwischenlagerung. Kein Palettenhubwagen. Kein Umweg um einen Schweißtisch, der “vorübergehend” im Gang steht.
Nun wollen wir es einem Belastungstest unterziehen.
Ja, Wagen benötigen freie Böden. Wenn Ihre Gänge mit Schrottbehältern und halbfertigen Paletten verstopft sind, wird ein mobiler Wagen zu einem 600-Pfund-Hindernis. In dieser Umgebung wirken feste Schränke sicherer, weil sie nicht auf Disziplin angewiesen sind. Mobilität erfordert Ordnung. Das ist kein Fehler des Wagens. Das ist ein Spiegel, der Ihre Bodenorganisation reflektiert.
Ja, Vibrationen und Gabelstaplerverkehr sind real. Ein billiger Wagen mit schmalen Rollen und ohne Schubladensicherung ist eine Gefahr mit ausgezogenen 300 Pfund. Deshalb ist Schwerlast wichtig: breiter Stand, sichere Schubladenverriegelung, Traglast über Ihrem schwersten Werkzeugsatz. Ein auf 1.500 Pfund ausgelegter Rahmen zuckt nicht, wenn ein 4.000-Pfund-Gabelstapler mit 8 km/h vorbeifährt.
Die Physik ist einfach. Entfernung mal Gewicht ergibt Anstrengung. Reduzieren Sie die Entfernung auf nahezu null und Sie reduzieren die Gesamtanstrengung, ohne das Gewicht zu verändern. Sie können einen 90-Pfund-Stempel nicht leichter machen. Sie können ihn 1 Meter statt 7 Meter bewegen.
Das ist die Punkt-der-Nutzung-Regel in einem Satz: Bewegen Sie Stahl mit Rädern, nicht mit Wirbelsäulen.
Wenn Ihre Presse die Engstelle in Ihrer Werkstatt ist, warum ist Ihre Lagerung um Wände statt um die Maschine herum geplant?
Letztes Jahr rollte ein Kunde einen 3.800-Pfund-Werkzeugwagen über einen Boden mit einer 1/4-Zoll-Dehnfuge alle 4 Meter. Sechs Schubladen, gefüllt mit segmentierten Werkzeugen. Er hielt auf halber Strecke an und stellte mir die Frage, die Sie denken: “Sollte dieses Gewicht überhaupt auf Rädern stehen?”
Hier ist die Abwägung, die ich verwende. Feste Schränke gewinnen bei tiefem Reservebestand – den 20% von Werkzeugen, die Sie einmal im Quartal anfassen, oder speziellen Radien, die 60 Tage lang stehen. Stellen Sie das an eine Wand. Lassen Sie es dicht stehen. Lassen Sie es statisch sein.
Aber die 80%, die tägliche Umrüstungen speisen? Wenn sie sich innerhalb des 3-Schritte-Kreises der Presse befinden, müssen sie sich mit dem Arbeitsmix bewegen. Und das bedeutet, der Wagen muss echtes Gewicht tragen können, ohne zu zucken.
Also ändert sich das Argument. Nicht “mobil versus fest”. Die eigentliche Frage ist, ob ein richtig gebautes mobiles System dieselbe Traglast wie ein kommerzieller Schrank tragen kann, ohne zu einem 1.800-Kilogramm-Unfall zu werden.
Denn wenn es das nicht kann, spielt die Nähe keine Rolle.
Ich habe einen festen Schrank mit einer Gesamttraglast von 2.268 Kilogramm, 181 Kilogramm pro Schublade. Schwerer Rahmen, 12-Gauge-Stahl, am Boden verankert. Solide.
Und jetzt schaue man sich einen schweren mobilen Wagen an, der richtig gebaut ist: geschweißter Rahmen aus 10-Gauge-Stahl, 4,8 mm dicke obere Platte, 15 cm geschmiedete Rollen, die jeweils mit 544 Kilogramm belastbar sind. Vier Rollen ergeben eine statische Kapazität von 2.177 Kilogramm, bevor man überhaupt den Sicherheitsfaktor berücksichtigt. Das ist keine Theorie – das steht auf der Rollenplatte gestempelt.
Die Traglast hängt nicht davon ab, ob er Räder hat. Es geht darum, wohin das Gewicht übertragen wird. In einem Schrank geht das Gewicht direkt auf die Stellfüße. In einem Wagen geht es durch den Rahmen in die Rollenaufnahme und in den Boden. Wenn die Rollenbelastung die pro-Ecke-Belastung übersteigt und der Rahmen sich nicht unter Torsion verzieht, sind die physikalischen Bedingungen im Ruhezustand identisch.
Bewegung ist der Punkt, an dem billige Wagen versagen. Schmale Spur, leichte Rollen, dünne Schubladenschienen. Rollen Sie 1.814 Kilogramm über eine unebene Stelle und die Trägheit verschiebt sich nach vorne. Wenn der Schwerpunkt 76 cm hoch und 30 cm hinter der vorderen Achslinie liegt, haben Sie einen Hebel geschaffen.
Deshalb sind hochwertige Wagen breit – mindestens 76 cm tief – und halten die schwersten Werkzeuge in den unteren zwei Schubladen. Senkt man den Schwerpunkt um 20 cm, sinkt auch das Kippmoment. Einfache Hebelmathematik.
Deutliche Warnung: Rollen Sie einen kopflastigen 1.814-Kilogramm-Wagen über eine 1,3 cm hohe Bodenlippe und Sie verlieren nicht nur Werkzeuge – Sie zerquetschen einen Fuß oder verbiegen eine präzise Schulter.
Der eigentliche Prüfstein ist also nicht “mobil oder fest”. Sondern: Sind Ihre Rollen, die Rahmenstärke und die Schubladenschienen tatsächlich für die tatsächliche Last ausgelegt, die Sie hineinpacken?
Ziehen Sie eine Standard-75%-Schublade aus einem festen Schrank heraus. Bei einer 91 cm langen Schublade bleiben 23 cm im Schatten versteckt. Dort verschwinden Werkzeuge mit ungewöhnlicher Länge.
Ich habe gesehen, wie Bediener die vordere Reihe – 27 Kilogramm Segmente – auf einen Wagen umgeladen haben, nur um an ein 61 cm langes Werkzeug zu kommen, das im hinteren Bereich versteckt ist. Das ist Doppelarbeit, die aus der Geometrie entsteht, nicht aus Faulheit.
Eine 100%-Auszugsschiene bringt die gesamte Schublade über die Schrankfront hinaus. Jeder Zentimeter sichtbar. Jeder Zentimeter erreichbar, ohne die vordere Reihe auszuladen. Steht der Wagen 46 cm hinter der Abkantpresse, bewegt sich das Werkzeug nur einmal: von der Schublade zur Maschine.
Es gibt einen zweiten Effekt, den die meisten Werkstätten übersehen. Vollauszug erlaubt es, Werkzeuge nach Häufigkeit zuzuordnen, nicht nach Tiefe. Häufig genutzte Werkzeuge liegen auf Hüfthöhe, vollständig sichtbar. Weniger genutzte können weiter unten liegen, ohne zu archäologischen Ausgrabungen zu werden.
Aber hier ist der Haken: Vollauszug ohne passende Unterteilungen verwandelt sich beim Bewegen des Wagens in eine Stahlkegelbahn. Werkzeuge müssen in passenden Stahlhalterungen oder segmentierten Trays sitzen, sodass sich nichts unter Beschleunigung verschiebt. Mobilität ohne Sicherung tauscht nur Gehzeit gegen Nachschleifzeit.
Wenn Ihre Schubladen vollständig ausziehbar sind, Ihre Werkzeuge darin aber lose liegen, haben Sie den toten Raum wirklich beseitigt – oder nur das Chaos näher zur Abkantpresse verlegt?
Öffnen Sie zwei beladene Schubladen eines 1.814-Kilogramm-Schranks und Sie verschieben den Schwerpunkt 40 bis 51 cm nach vorne. Bei einer festen Einheit, die auf Beton verschraubt ist, bedeutet das Belastung für die Verankerungen. Bei einem mobilen Wagen bedeutet es ein Kipprisiko.
Ein Verriegelungssystem erlaubt nur das Öffnen einer Schublade zur gleichen Zeit. Mechanische Stangenverbindung. Keine Elektronik. Wenn eine Schublade herausgezogen wird, bleiben die anderen verriegelt.
Ich habe dies mit 320 Pfund in einer einzelnen Schublade getestet, vollständig ausgezogen auf 36 Zoll. Der Wagen ist nicht nach vorne gekippt, weil die Basis-Tiefe und die Gesamtmasse dies ausbalanciert haben. Probier das mit zwei Schubladen gleichzeitig, und du hast den Vorwärts-Momentarm verdoppelt.
Hier können mobile Wagen in der Praxis tatsächlich Festschränke in Sachen Sicherheit übertreffen. Ein Wandschrank ohne Verriegelung erlaubt es einem hastigen Bediener, drei Schubladen gleichzeitig zu öffnen, während er etwas bereitstellt. Der Schrank bewegt sich nicht – aber der Mensch schon. Blind in gestapeltes Werkzeug zu greifen, ist die Art und Weise, wie Finger eingeklemmt und Kanten beschädigt werden.
Mit einem mobilen Wagen, der an der Abkantpresse steht, einer geöffneten Schublade, voller Sichtbarkeit, keiner Bereitstellungsfläche, zwingt der Arbeitsablauf zu Einzelhandhabung und kontrolliertem Zugriff. Das ist keine Bequemlichkeit. Das ist geplante Zurückhaltung.
Wenn dein mobiler Wagen keine Ein-Schubladen-Verriegelung und geprüfte Auszüge hat, ist er kein Produktivitätswerkzeug – er ist ein Glücksspiel.
Damit haben wir nun die beiden großen Einwände neutralisiert: Kapazität und Stabilität. Ein korrekt gebauter Wagen kann 4.000 Pfund tragen, sich vollständig ausziehen lassen ohne Totzonen und Mehrfach-Schubladen-Kippgefahren verhindern. Festschränke sind weiterhin sinnvoll für langfristige Reserve-Lagerung an der Wand.
Das bringt uns zur nächsten Entscheidung: Sobald der Wagen sicher und stark genug ist, wie konfiguriert man ihn so, dass unterschiedliche Stempelarten, Beschichtungen und segmentierte Systeme geschützt werden, ohne die Mobilität zur Schadensquelle zu machen?
Stelle einen beladenen Wagen 18 Zoll von der Presse entfernt ab. Obere Schublade: 12 Zoll europäische Stempel mit Tang-Hals, präzisionsgeschliffene Schultern, 28 Pfund pro 3-Fuß-Abschnitt. Untere Schublade: 6-Fuß amerikanische Flachboden-Matrizen, je 110 Pfund, liegend wie Eisenbahnschwellen. Jetzt öffne die Schublade und rolle den Wagen 6 Fuß, um ihn mit dem Stößel auszurichten.
Wenn deine interne Anordnung diese beiden Werkzeugfamilien gleich behandelt, hast du bereits Schaden in deinen Prozess eingebaut.
Europäische Stempel hängen an einem Tang – diesem schmalen Hals, der in das Spannsystem einrastet. Sie sind dafür ausgelegt, vertikal oder in einer geschlitzten Halterung gestützt zu werden, die die Last entlang des Tang trägt, nicht auf der Spitze. Liegt er flach, ruht die 28-Pfund-Masse auf einer präzisen Spitze, die auf wenige Tausendstel geschliffen ist. Amerikanische Matrizen hingegen sind flachbodenige Blöcke. Sie wollen auf einer breiten Fläche sitzen, die die 110 Pfund über Stahl verteilt, nicht in einem schmalen Schlitz wackeln.
Ein Wagen kümmert sich nicht um Geographie. Er kümmert sich um Geometrie.
Wenn der Wagen von null auf Gehgeschwindigkeit beschleunigt – sagen wir 3 Fuß pro Sekunde – drückt die Trägheit jedes Werkzeug zur Rückwand. Ohne Tang-Schlitze rutscht ein europäischer Stempel um 1/8 Zoll, berührt seinen Nachbarn, und diese mikroskopische Kante bekommt den Schlag ab. Du wirst es nicht sehen. Aber dein erster Biegetest wird einen Drift von 0,5 Grad über 36 Zoll zeigen, weil eine Schulter nicht mehr exakt ist.
Beschädige einen präzisionsgeschliffenen europäischen Stempel in einem schlampigen Gestell und du hast gerade 10 Minuten Rüstzeitersparnis gegen einen $600-Ersatz eingetauscht.
Die Frage ist nicht mehr “Ist er mobil?” sondern “Respektiert das Innere den Lastpfad, für den jedes Werkzeug konstruiert wurde?”
Ich habe als Test eine Schublade auf zwei Arten gebaut. Linke Hälfte: Lasergeschnittene Vertikalschlitze, 0,500 Zoll breit, 2 Zoll tief, mit 1/8 Zoll UHMW ausgekleidet, sodass Stahl niemals Stahl berührt. Rechte Hälfte: Flache Stahlwanne mit Trennwänden. Gleicher Wagen. Gleicher Boden. Gleicher Bediener.
Wir haben ihn 40 Fuß über zwei Dehnungsfugen – 1/4-Zoll-Kanten – gerollt. Die geschlitzten Tang-Stempel haben sich nicht bewegt. Die flach liegenden Stempel haben sich so weit verschoben, dass zwei Schultern einander blank polierten.
Der Mechanismus ist einfach. In einem Schlitz leitet die Schwerkraft die Kraft direkt den Tang hinunter in die Halterung. Horizontale Beschleunigung wird von den Schlitzwänden über 2 Zoll Oberfläche aufgenommen. Auf einer flachen Ablage ist die einzige Hemmung die Reibung. Stahl auf Lack hat einen niedrigen Reibungskoeffizienten. Er wird rutschen, bevor er greift.
Amerikanische Flachboden-Matrizen sind das umgekehrte Problem. Stell sie auf Kante in schmale Schlitze und du konzentrierst 110 Pfund entlang einer 1/2-Zoll-Linie. Mit der Zeit drückt das die Farbe ein, hebt Grate an und überträgt sich auf deine Biegelinie. Sie wollen mindestens 3 Zoll breite Auflage, mit Endanschlägen, damit die Masse der Matrize in eine feste Fläche drückt, nicht in ihren Nachbarn.
In einer High-Mix-Werkstatt mit acht Umrüstungen pro Schicht sind das fast zwei Stunden Gehen und doppeltes Handling, wenn du alles unspezifisch lagerst und umstellen musst, um Kontaktschäden zu vermeiden. Der Wagen gewinnt das Rennen nur, wenn die Schubladenanordnung dem Schwerpunkt und den Auflageflächen des Werkzeugs entspricht.
Eine harte Wahrheit: Wenn ein 50-Kilogramm-Stempel in einer sich bewegenden Schublade umkippt, zerquetscht er eine Fingerspitze, bevor man reagieren kann.
Wenn Sie also einen Wagen spezifizieren, ordnen Sie die Schubladen nach dem Motto “passt die meisten Teile rein” – oder danach, wie jedes Teil sein Gewicht tatsächlich unter Bewegung trägt?
| Aspekt | Tang-Stil-Schlitzung | Flachboden-Ablage |
|---|---|---|
| Testaufbau | Lasergeschnittene vertikale Schlitze, 0,500 Zoll breit, 2 Zoll tief, ausgekleidet mit 1/8‑Zoll‑UHMW, sodass Stahl niemals auf Stahl trifft | Flache Stahlablage mit Trennwänden |
| Testbedingungen | Gleicher Wagen, gleicher Boden, gleicher Bediener; 12 Meter über zwei Ausdehnungsfugen von 1/4 Zoll gefahren | Gleicher Wagen, gleicher Boden, gleicher Bediener; 12 Meter über zwei Ausdehnungsfugen von 1/4 Zoll gefahren |
| Bewegungsergebnis | Gestapelte Tang‑Stempel bewegten sich nicht | Flach abgelegte Stempel verrutschten; zwei Schultern polierten sich gegenseitig blank |
| Kraftmechanismus | Die Schwerkraft leitet die Kraft direkt durch den Tang in die Auflage; horizontale Beschleunigung wird durch 2 Zoll Schlitzwandfläche absorbiert | Einzige Haltekraft ist Reibung; Stahl auf Lack hat einen niedrigen Reibungskoeffizienten und rutscht, bevor er greift |
| Lastverteilung | Kraft wird entlang der Schlitzwände verteilt, wodurch seitliche Bewegung verringert wird | Gewicht ruht auf einer flachen Oberfläche; neigt zum Rutschen bei Bewegung |
| Eignung für Flachboden-Stempel | Nicht geeignet; konzentriert 50 Kilogramm auf einer 1/2‑Zoll‑Linie, was Lackdellen, Grate und Probleme an Biegelinien verursacht | Erfordert mindestens 3 Zoll flache Auflage mit Anschlägen, damit die Masse gegen eine feste Fläche gedrückt wird |
| Betriebliche Auswirkungen | Sichere Lagerung reduziert Bewegungen während des Transports | In Werkstätten mit hoher Variantenvielfalt und acht Umrüstungen pro Schicht führt generische Lagerung zu nahezu zwei Stunden zusätzlichem Gehen und doppeltem Handling |
| Sicherheitsrisiko | Verhindert Kippen und Verschieben bei Bewegung | Ein 110-Pfund-Stempel, der in einer bewegenden Schublade umkippt, kann in Sekundenschnelle eine Fingerspitze zerquetschen |
| Konstruktionshinweis | Schubladenlayout muss dem Schwerpunkt und den Auflageflächen des Werkzeugs entsprechen | Maximierung der Stückzahl ohne Berücksichtigung der Gewichtsverteilung erhöht Schäden und Risiken |
Ein Vertriebsmitarbeiter zeigte mir einmal ein “universelles” Regal – verstellbare Stifte, Schaumstoffauskleidung, ein Layout für alles. Wir luden zwölf Stempel und Matrizen, gemischtes Set, insgesamt etwa 190 Kilogramm, und rollten 6 Meter. Der Schaum wirkte sanft. Die Stifte schienen flexibel.
Nach einer Woche tatsächlicher Nutzung hatte sich der Schaum dort zusammengedrückt, wo die scharfen Schultern auflagen. Kompression bedeutet Bewegung. Bewegung bedeutet Aufprall. Mikrosplitter kündigen sich nicht mit einem Knacken an; sie zeigen sich als inkonsistente Biegewinkel, die dich drei Testschläge pro Auftrag kosten.
Präzisionsgeschliffene Werkzeuge werden auf enge Toleranzen gefertigt – Schultern rechtwinklig im Bereich weniger Tausendstel, Spitzen konsistent über 91 Zentimeter. Mikrosplitter verändern den effektiven Spitzenradius. Das verändert den Materialfluss. Das verändert den Rückfederungseffekt. Plötzlich verstellt dein Bediener den Winkel um jeweils 0,3 Grad, verbraucht grünes Licht, während die Uhr läuft.
Aber deine Rennuhr tat es.
Ein echtes Schutzsystem ist nicht “universell”. Es ist segmentiert. Dedizierte Tang-Slots für europäische Stempel. Flache, ausgekleidete Wiegen mit positiven Anschlägen für amerikanische Matrizen. Separate Ablagen für beschichtete Werkzeuge, damit eine nitridierte Oberfläche nie auf rohem Stahl reibt. Seitlicher Spielraum von 1/16 Zoll – genug zum Einsetzen, nicht genug zum Klappern.
Mobilität hat das Risiko nicht erzeugt. Schlampige Universalität schon.
Wenn das Innere deines Wagens austauschbar und verstellbar für alles aussieht, frage dich: Ist es für deine genaue Mischung aus Tangs, Flächen, Beschichtungen und Längen konstruiert – oder hofft es, dass Reibung und Schaumkante eine $600 schützen?
Du fragst dich, wie ein richtig konstruiertes, varianten-spezifisches Wagenmodell in der Praxis aussieht.
Hier ist die Wendung: Manchmal ist die richtige Antwort überhaupt kein Wagen.
Ich führe High-Mix-Arbeiten wie ein Boxencrew durch – Grünlichtzeit ist Rennzeit – aber selbst ich muss zugeben, es gibt Aufgaben, bei denen Mobilität dir exakt null Minuten spart. Wenn du ein 12‑Fuß‑langes 90‑Grad‑V‑Gesenk und einen passenden Stempel einrichtest und 10.000 Teile läufst, ohne die Spannvorrichtungen zu berühren, dann ist deine Rüstzeit ein einziges Ereignis. Ein Hub. Eine Ausrichtung. Danach Stunden ununterbrochener Zyklen.
In diesem Szenario schadet dir der Schrank, der 20 Fuß entfernt steht, nicht, weil du nicht achtmal pro Schicht dorthin läufst.
Mobilität löst Umrüstungen. Keine Umrüstungen, kein Problem zu lösen.
Bevor du also einen weiteren 84 Zoll breiten, 7 Fuß hohen Schrank spezifizierst, frag dich: Bist du wirklich High‑Mix, oder führst du lange, einwerkzeugige Marathons durch, bei denen das Einrichten nur einmal pro Woche erfolgt?
Lass uns die Rechnung so machen, wie ich sie am Whiteboard mache.
Hypothetisch: ein Auftrag, ein Werkzeugsatz, 6‑Stunden‑Lauf, ein Rüsten in 22 Minuten. Egal, ob das Werkzeug in einem festen Schrank liegt oder auf einem mobilen Wagen, der 18 Zoll von der Presse entfernt steht – du zahlst diese 22 Minuten trotzdem nur einmal. Die verbleibenden 338 Minuten sind reines Grünlicht.
Der Platzbedarf für die Aufbewahrung ist fast irrelevant, weil du nicht mit ihr interagierst.
Nun füge Menschen hinzu. Zwei Bediener, gleicher langer Lauf. Feste Schränke ermöglichen beiden gleichzeitig, Lehren, Unterlagen und Ersatzstempel zu holen. Manche mobilen Gangsystme erlauben nur den Zugriff auf einen offenen Gang gleichzeitig. In einer teamorientierten, volumenstarken Umgebung kann paralleler Zugriff Nähe überwiegen.
Aber hier ist der Haken – und er ist groß.
In dem Moment, in dem dieser “lange Lauf” zu drei kurzen Läufen und zwei technischen Überarbeitungen in derselben Schicht wird, werden aus dem 20 Fuß entfernten Schrank 20 Fuß Weg pro Umrüstung, pro Bediener, pro Gang. Die Rechnung kippt schnell.
Und eine deutliche Warnung von jemandem, der es auf die harte Tour gelernt hat: Ein 12‑Fuß‑Gesenk, das während einer “schnellen” Überarbeitung auf dem Boden bereitliegt, wird dein Schienbein mit 3 Meilen pro Stunde finden – und gewinnen.
Wenn dein Einsatzplan weniger als zwei Umrüstungen pro Schicht an einer Presse zeigt, optimierst du für Dichte, weil es richtig ist – oder weil es vertraut ist?
Nicht jedes Werkzeug verdient einen Platz in der ersten Reihe.
Ich habe Stempel in meiner Werkstatt, die wir seit 14 Monaten nicht benutzt haben – ungewöhnliche Radien, alte Profile, kundenspezifische Formen für Aufträge, die nur alle paar Jahre wiederkommen. Diese gehören in die Tiefenlagerung: feste, beschriftete, mit Barcodes versehene Hochdichteregel, die Schneiden schützen und sich außerhalb des täglichen Verkehrsflusses befinden.
Das ist Archivlagerung.
Täglicher Produktionszugriff ist etwas anderes. Das sind die 40 bis 60 Fuß Werkzeuge, die jede Woche durch die Pressen rotieren – deine Standard‑V‑Öffnungen, deine gängigen Radien, deine Bördel‑Sätze. Archiv‑ und Tageswerkzeuge im selben Schrank zu mischen ist der Weg, häufig genutzte Werkzeuge hinter 800 Pfund “Nur für alle Fälle” zu vergraben.”
Hochdichte Schränke glänzen, wenn das Ziel Erhaltung und Platzeffizienz ist. Sie sind der Teile‑Anhänger, der 20 Fuß hinter der Boxenmauer geparkt ist – organisiert, geschützt, nicht dafür gedacht, jede Runde bewegt zu werden.
Wenn Sie ehrlich sind, wie viel Prozent Ihres gesamten Werkzeuggewichts berühren in einer typischen Woche tatsächlich eine Presse?
Hier wird es praktisch.
Massive fest installierte Schränke machen als Tiefenlager Sinn — das zentrale Archiv. Jedes Werkzeug hat einen Platz. Jeder Platz ist beschriftet. Schwere Abschnitte liegen auf durchgehender Auflage, mindestens 3 Zoll unter Flachbodengesenken, vertikale Nutplätze für europäische Stempel. Nichts bewegt sich, es sei denn, es ist geplant.
Dann bauen Sie schlanke, für die Mischung spezifische Wagen als Bereitstellungseinheiten.
Jeder Wagen ist einer Presse oder einer Auftragsfamilie zugeordnet. Er trägt nur das Werkzeug für die nächsten ein bis drei Rüstvorgänge — nicht mehr. Schubladen sind nach Geometrie angeordnet, nicht nach “was passt”. Gesamtlast bleibt innerhalb der Rollenkapazität und der Schubkraftgrenzen, sodass ein Bediener ihn in weniger als 10 Sekunden bewegen kann, ohne den unteren Rücken abzustützen – so wie ich es mit 26 tun musste.
Betrachten Sie es als ein zweistufiges System: Anhänger im Hintergrund. Wagen am Fahrzeug.
Tiefenlager schützen das Kapital. Mobile Wagen schützen die Grünlaufzeit.
Und weil die Wagen absichtlich im Umfang begrenzt sind, vermeiden Sie die reale Falle, die ich schon dutzendfach gesehen habe — Werkstätten, die rollbare Werkzeugkisten kaufen, die nie rollen, weil sie überladen, unorganisiert und wie kleine Schränke auf Rädern behandelt werden.
Wenn Sie Ihr System auf diese Weise aufteilen — Archiv fest, Bereitstellung mobil — erhalten Sie Dichte, wo sie zählt, und Geschwindigkeit, wo sie sich auszahlt.
Hier also das Entscheidungsraster, das ich verwende: Zählen Sie Ihre durchschnittlichen Rüstvorgänge pro Presse pro Schicht, listen Sie die Werkzeuge auf, die wöchentlich bewegt werden, und trennen Sie sie von denen, die sich in 90 Tagen nicht bewegt haben. Wenn Sie diese Zahlen mit schwarzem Marker sehen, macht es dann wirklich Sinn, Lagerung nach Quadratmetern zu beurteilen — oder danach, wie viele Minuten Grünlaufzeit Sie in jeder Schicht verlieren?
Sie fragen, wie man physisch den idealen, auf bestimmte Mischungen ausgelegten mobilen Wagen für maximale Geschwindigkeit und Sicherheit gestaltet.
Beginnen Sie damit: Wenn das Reduzieren der Rüstzeit um 10 Minuten pro Wechsel Ihnen in einer Schicht eine zusätzliche Stunde Grünlaufzeit bringt, haben Sie kein Lagerungsproblem — Sie haben ein Mobilitätsproblem.
Das ist keine Philosophie. Das ist Mathematik.
Ein Wagen ist nicht “besser”, weil er rollt. Er ist besser, wenn seine Anordnung mit der tatsächlichen Bewegung Ihrer Werkzeuge übereinstimmt: welche Gesenke gemeinsam bewegt werden, wie weit sie bewegt werden, wie oft sie berührt werden und von wem. Das Rahmenkonzept ist einfach, aber kompromisslos: Messen Sie Rüstvorgänge pro Presse und Schicht, definieren Sie die Rüstzeit jedes Mal auf dieselbe Weise (Werkzeugbereitstellung, Laufwege, Unterlegen, Bombierung, Ausrichtung — alles), und berechnen Sie die durch Bewegung verlorenen Minuten. Gestalten Sie dann die Lagerung so, dass diese Minuten eliminiert werden — nicht, um eine Diskussion über Bodenfläche zu gewinnen.
Bevor Sie also einen Wagen mit sechs Schubladen skizzieren und die Sache als erledigt betrachten, haben Sie standardisiert, was “Rüstzeit” in Ihrer Werkstatt tatsächlich bedeutet?
Priorisieren Sie Nähe und Reihenfolge.
Wenn die Presse #2 im Durchschnitt sechs Rüstvorgänge in acht Stunden durchführt, sollte der ihr zugeordnete Wagen nur die 40 bis 60 Fuß an Werkzeug enthalten, die wöchentlich durch diese Aufträge rotieren — in der Reihenfolge, in der sie installiert werden. Untere Ablagen für 60- bis 120-Pfund-Gesenke auf Kniehöhe, sodass Sie schieben statt heben. Europäische Stempel vertikal in speziellen Nutplätzen gelagert, sodass Sie nach Profil greifen, nicht nach Erinnerung. Lehren und Unterlagen in der obersten Schublade, jedes Mal an derselben Position.
Das ist Boxencrew-Logik. Der Reifen ist nicht im Anhänger. Er ist beim Auto, bereit, jede Runde.
Teste es jetzt im Stresstest. Wenn deine Bediener häufig Mikroänderungen vornehmen – etwa einen einzelnen Stempel während des Laufs austauschen – und der Schrank sich bereits innerhalb von 60 cm der Klemmleiste befindet, farbcodiert und beschattet, könnte Mobilität keinen Vorteil bringen. Die visuelle Suchzeit kann auf einer festen, gut beleuchteten Tafel kürzer sein als in einer tiefen Schublade. In diesem Fall könnte der “Wagen” ein schmaler, offener Rollrahmen sein, der nur das Werkzeug für den nächsten Auftrag trägt, nicht deine gesamte Wochenmischung.
Eine klare Warnung von einem Mann, der in seinen Zwanzigern mit einer 28-Kilo-V-Matrize gelernt hat: Wenn dein Wagen-Design ein Heben unterhalb der Schienbeinmitte erzwingt, sind deine L4-L5-Scheiben auf Zeit geliehen.
Wenn du einen Rüstvorgang beobachtest, siehst du Heben und Drehen – oder Schieben und Schwenken?
Stellfläche ist Beton. Zeit ist unsichtbar. Deshalb schützen Werkstätten das eine und verlieren das andere.
Ein fester Schrank kann 2,2 m² beanspruchen und 3,6 Tonnen Werkzeuge in engen vertikalen Bahnen aufnehmen. Ein schwerer mobiler Wagen kann 1,7 m² direkt an der Presse einnehmen und 900 kg tragen. Auf dem Papier gewinnt der Schrank an Dichte.
Aber Dichte biegt keine Teile.
Hier ist der Tausch: Bist du bereit, jedem Hoch-Mix-Abkantplatz dauerhaft Bodenfläche zu widmen, um grüne Lichtzeit zu schützen? Oder willst du diese Fläche für Gabelstapler freihalten und hoffst, dass das Gehen keine Rolle spielt?
In einer Zelle mit zwei Abkantpressen habe ich gesehen, wie ein richtig konstruierter Shuttle-Wagen beide Maschinen bediente und die Wege um ein Drittel reduzierte, weil die Werkzeuge nur einmal transportiert und an den Pressen aufgeteilt wurden. Das funktioniert nur, wenn die Stellfläche des Wagens zur Gangengeometrie passt und er 6‑mm-Dehnfugen überquert, ohne die Stempel aus den Halterungen zu rütteln.
Wenn jeder Quadratmeter umkämpft ist, was kostet dich pro Schicht mehr: 1,7 m² abgestellter Stahl – oder 15 Minuten Gehen?
Reden wir über Geld, ohne so zu tun, als wären wir Buchhalter.
Hypothetisch: fünf Rüstvorgänge pro Schicht an einer Abkantpresse. Du sparst 8 Minuten pro Rüstvorgang mit einem speziell gebauten mobilen Wagen – standardisiertes Layout, korrekte Tragfähigkeit, kein Suchen. Das sind 40 Minuten pro Schicht. Über 250 Arbeitstage sind das 166 Stunden zusätzliche grüne Lichtzeit.
Über die exakten Minuten kann man streiten. Über die Richtung nicht.
Ein selbstgebauter Wagen aus 3/16‑Zoll-Winkeleisen und Standardrollen kostet vielleicht ein Drittel eines kommerziellen Systems. Aber wenn die Rollen jeweils mit 270 kg belastbar sind und du 1 Tonne Gesamtlast aufbringst, arbeitest du bereits am Limit, bevor du eine Dehnfuge überquerst. Kommerzielle Systeme integrieren Lastpfad-Engineering, werkzeugspezifische Schlitze, vollflächige Matrizenauflagen und abkantkompatible Höhen, sodass Werkzeuge direkt und ohne Anheben überführt werden.
Und dann ist da die Frage der Sauberkeit. In schmutzigen Umgebungen, in denen feste Schränke integrierte Entfettung beinhalten, kann das die Rüstzeit drastisch verkürzen, weil die Werkzeuge vom Reinigungsbereich direkt zur Presse gehen, ohne verunreinigt zu werden. Wenn dein mobiles Wagen-Design den Reinigungsablauf ignoriert, fügst du versteckte Minuten hinzu, in denen Öl an der Maschine abgewischt wird.
Hier ist die Sichtweise, die ich dir mitgeben möchte.
Hör auf zu fragen: “Wie viele Werkzeuge kann ich lagern?” Fang an zu fragen: “Wie viele Minuten kann ich aus jedem Rüstvorgang entfernen, ohne Risiko hinzuzufügen?”
Entwirf den Wagen um die Aufträge, die wöchentlich wechseln, platziere ihn in Reichweite der Klemmleiste, halte die Gesamtlaster innerhalb der Nennkapazität mit 20 Prozent Sicherheitsmarge und gestalte jede Werkzeugposition auf einen Blick eindeutig erkennbar.
Wenn das Kürzen von 10 Minuten pro Rüstvorgang dir eine Stunde grüne Lichtzeit zurückgäbe, entscheidest du dann wirklich zwischen Schränken und Wagen – oder entscheidest du zwischen Stehenbleiben und deine Boxencrew zum Auto rollen lassen?


















