

I timed one of my guys on a routine changeover last month. Twelve punches and dies. The rack sat 20 feet behind the brake. He made that walk 12 times—out and back—carrying steel. By the time the first good part dropped, 14 minutes had gone to shoe leather.
On the floor plan, that rack takes up 24 square feet and looks “efficient.” On the clock, it steals green light time—the minutes when the ram is cycling and parts are coming off. In a high-mix shop running eight changeovers a shift, that’s almost two hours of walking and double-handling. The rack didn’t move. The machine didn’t move. But your race clock did.
If setup time is the real metric, why are we still measuring storage by footprint instead of footsteps?
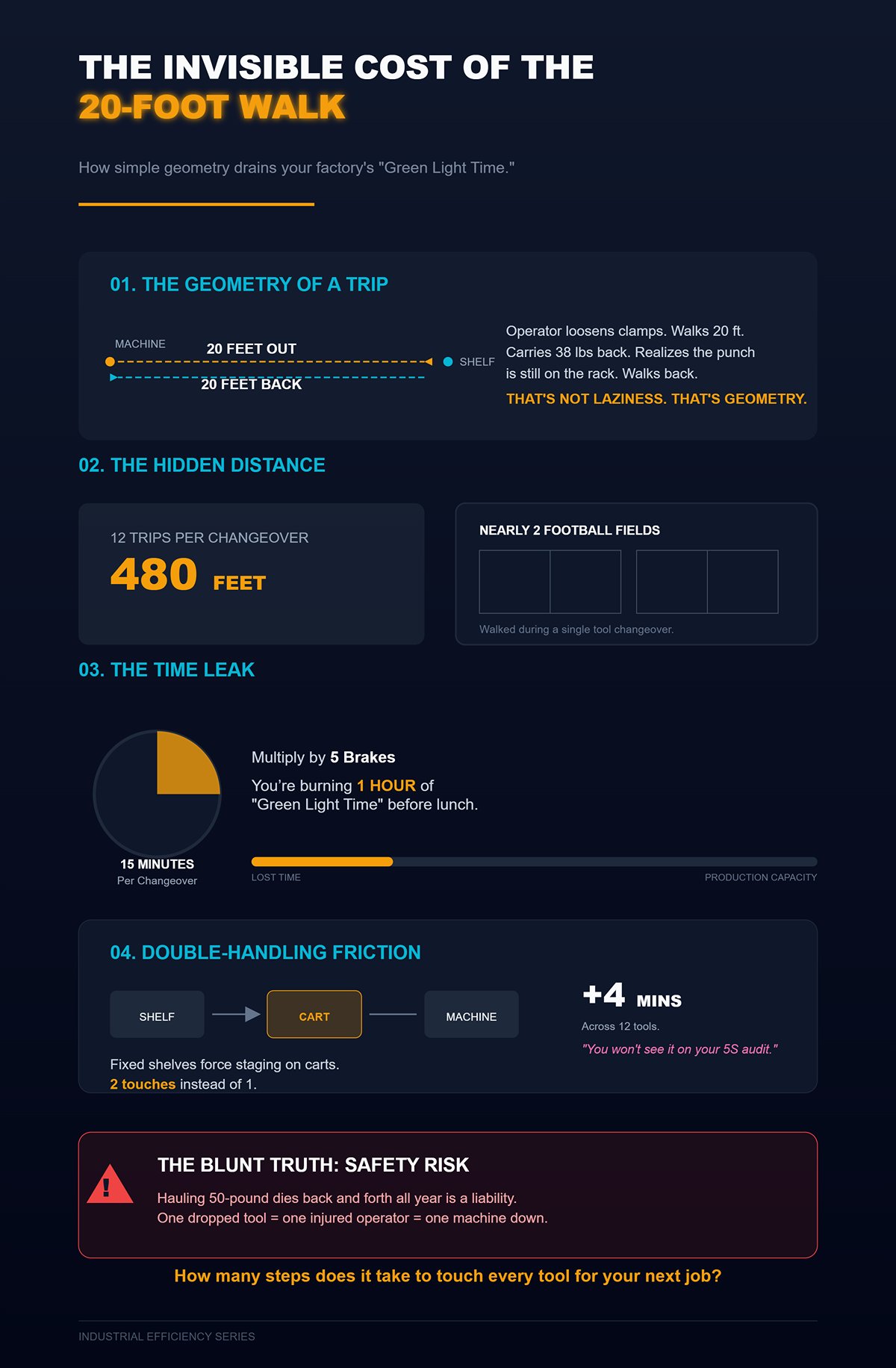
Picture the sequence. Operator loosens clamps. Walks 20 feet. Finds the next die. Carries 38 pounds back. Sets it down. Realizes the mating punch is still on the rack. Walks back. That’s not laziness. That’s geometry.
Twenty feet out and 20 back is 40 feet per trip. Do that 12 times and you’ve walked 480 feet—almost two football fields—during a single changeover. Call it 15 minutes once you factor searching and repositioning. Multiply by five brakes and you’re burning an hour of green light time before lunch.
And it gets worse with double-handling. Fixed shelves mean you stage tools on a cart, then from cart to machine. Two touches per tool instead of one. Each touch is 10 to 20 seconds. Across 12 tools, that’s another 4 minutes. You won’t see it on your 5S audit. You’ll see it in late deliveries.
Blunt truth: keep hauling 50-pound dies back and forth all year and someone will drop one on a foot or crack a toe clamp, and then you’re down a machine.
Stand at your brake right now—how many steps does it take to touch every tool you need for the next job?

I blew out my lower back at 27 dragging a 4-foot V-die off a bottom shelf. It weighed 62 pounds. I twisted instead of squatting because the shelf was 14 inches off the floor and the forklift was busy.
Large brakes—150 tons and up—are the worst offenders. Big bed, big tools, zero thought given to where the operator’s spine sits in all this. Small electric brakes under 60 tons often build storage right into the frame at waist height. The big iron? “Here’s a cabinet. Good luck.”
That’s the ergonomic tax. Every time your best operator bends below knee height or reaches above shoulder height for a 45-pound punch holder, you’re spending his body to save a few square feet of floor. Over a week of 30 changeovers, that’s hundreds of lifts. Fatigue slows hands. Slow hands stretch setups.
Blunt warning: one bad lift can put your most experienced brake hand on medical leave for six weeks.
When was the last time you measured setup time against operator fatigue instead of blaming “attitude”?
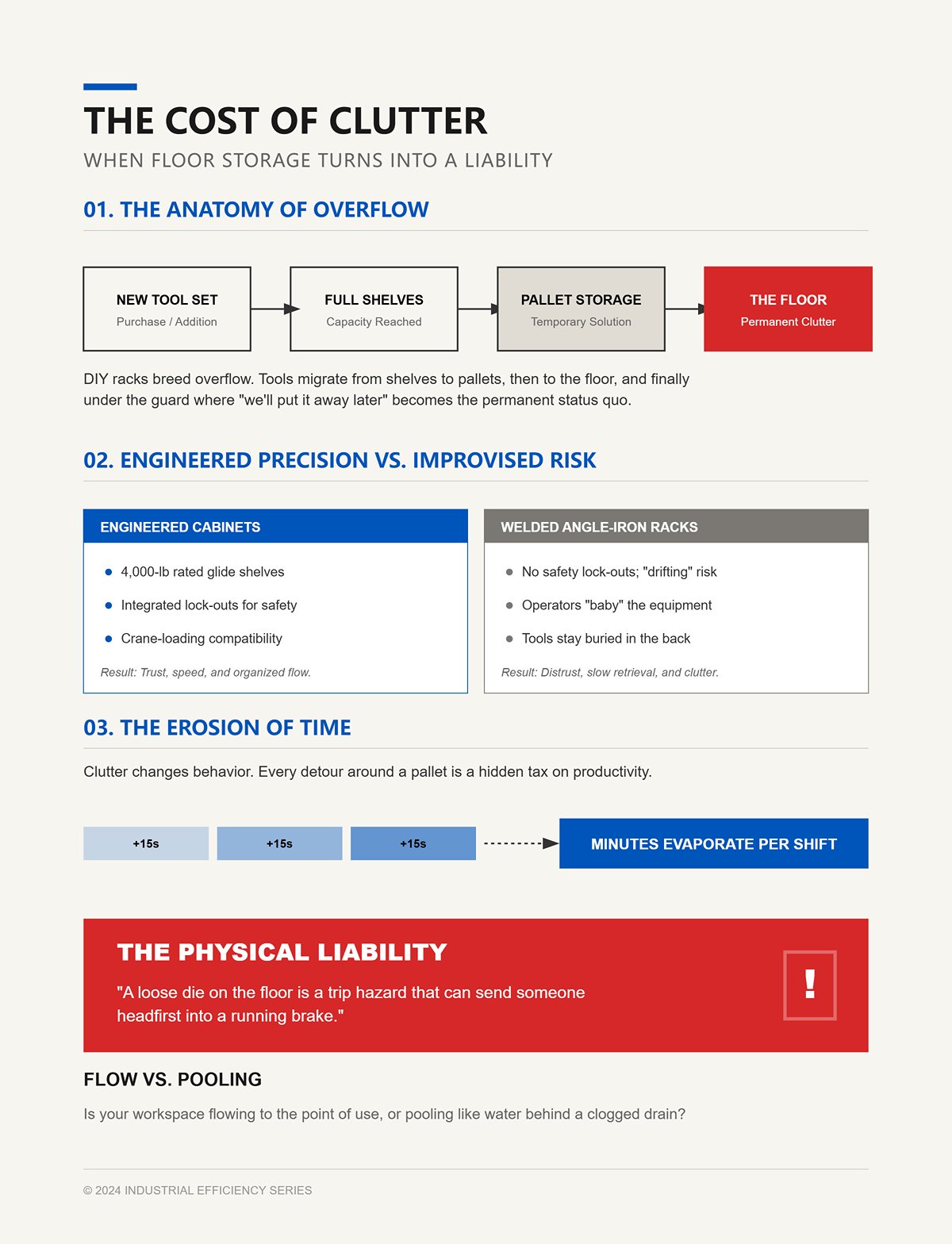
DIY racks breed overflow. You buy one more die set, the shelves are full, so tools land on pallets. Then on the floor. Then under the guard where “we’ll put it away later.”
I’ve seen 4,000-pound-rated glide shelves in engineered cabinets with lock-outs so they don’t drift when you load them by crane. Your welded angle-iron rack doesn’t have that. So operators baby it. They don’t trust sliding 300 pounds out toward their shins. Tools stay buried in the back. Retrieval slows down. Clutter creeps forward.
And clutter changes behavior. Now the cart can’t roll straight in. The operator detours around a pallet. Another 15 seconds. Another 15 seconds. Over a shift, minutes evaporate.
Bluntly: a loose die on the floor is a trip hazard that can send someone headfirst into a running brake.
Look at the space around your machine—are tools flowing to the point of use, or are they pooling up like water behind a clogged drain?
I watched a 10-foot brake sit idle for 11 minutes while a 240-pound segmented die set rode a pallet jack 25 feet across the shop.
The cabinet it came from is a beauty—84 inches tall, 36 inches deep, six drawers rated at 400 pounds each. Bolted to the floor. Zero wobble. On the layout, it eats 21 square feet and looks tight. Efficient. Professional.
But the brake doesn’t care how dense your storage is. It cares whether the right steel is within arm’s reach when the clamps are open and the ram is waiting.
That’s the point-of-use rule: if a tool is used at the brake, it lives at the brake. Not behind it. Not across the aisle. At the machine, inside the operator’s 3-step circle. Anything outside that circle is travel time. Travel time is dead time. Dead time is green light time you never get back.
In a high-mix shop, the brake is your race car. The cart is your pit trolley. The fixed cabinet? That’s the parts trailer parked 20 feet behind the wall. Looks organized. Doesn’t win races.
So if fixed cabinets are so stable and dense, why do they feel efficient on paper but slow in real life?
Stand in front of a wall of drawers loaded with punches and dies. Everything labeled. Everything vertical. You can store 12 linear feet of tooling in a 6-foot span. That’s real density.
Now zoom out to the whole floor.
That cabinet might hold 6,000 pounds of tooling in 21 square feet. Impressive ratio. But it forces every operator to step out of the work cell, break focus, and re-enter with 40 to 100 pounds in their hands. The footprint is small. The walking radius is not.
I’ve mapped it. Tape on the floor. From brake to cabinet: 18 feet. Add clearance for a forklift lane, now you’re detouring to 24. Multiply that by eight changeovers. Multiply again by five brakes. The cabinet’s footprint stays 21 square feet. The walking footprint balloons to hundreds of square feet of traveled path every shift.
And here’s the kicker: fixed cabinets look safe because they don’t move. In vibration-heavy shops with forklifts rolling 6,000-pound loads past them, that stability is real. Drawers don’t tip. Frames don’t shift. But that same permanence locks the storage geometry in place even when your job mix changes weekly.
Density without proximity is a mirage.
You saved floor space. Did you save a single minute of setup?
Picture a 96-inch, 4-way die weighing 102 pounds.
From fixed cabinet to brake, it rarely goes straight into the clamps. First lift: drawer to cart. Second lift: cart to machine. That’s two controlled lifts, two alignments, two chances to pinch a finger or tweak a wrist. Call it 20 seconds per lift if your operator is disciplined and not rushing. That’s 40 seconds before the die even touches the bed.
Now multiply by four heavy segments in a typical setup. You’ve burned nearly three minutes just on second touches.
In a high-mix shop running eight changeovers a shift, that’s not theoretical. That’s daily. And the operators stop seeing it because it’s normal. They don’t log “double-handle time.” They log “setup.”
Blunt warning: keep double-handling 100-pound tooling and one day it won’t be a time loss—it’ll be a crushed toe or a bent precision shoulder that costs you a $1,200 die.
And here’s the part most shops miss: fixed storage almost guarantees staging. You can’t park a 7-foot cabinet flush against every brake. So you create a middle step—a cart, a pallet, a temporary table. Every middle step is another lift.
If you had to pay operators per lift instead of per hour, how many lifts would you design out tomorrow?
Last quarter, I parked a 1,200-pound-capacity mobile die cart directly behind one brake. Six drawers. 5-inch casters. 48 inches wide so it tucks inside the machine’s footprint when not in use. We loaded it with the top 80% of that brake’s repeat tooling by frequency, not by size.
First week, average changeover dropped from 18 minutes to 12.
Nothing magical happened. The operator stopped leaving the cell. Tools moved one time: drawer to clamps. No staging. No pallet jack. No detour around a welding table that “temporarily” lives in the aisle.
Now, let’s stress-test it.
Yes, carts need clear floors. If your aisles are choked with scrap bins and half-built skids, a mobile cart becomes a 600-pound obstacle. In that environment, fixed cabinets feel safer because they don’t rely on discipline. Mobility demands housekeeping. That’s not a flaw in the cart. That’s a mirror held up to your floor control.
Yes, vibration and forklift traffic are real. A cheap cart with narrow casters and no drawer locks is a hazard with 300 pounds extended. That’s why heavy-duty matters: wide stance, positive drawer latches, rated load well above your heaviest die set. A 1,500-pound-rated frame doesn’t flinch when a 4,000-pound forklift rolls by at 5 miles per hour.
The physics are simple. Distance times weight equals effort. Reduce the distance to near zero and you reduce total effort without touching the weight. You can’t make a 90-pound punch lighter. You can make it travel 3 feet instead of 23.
That’s the point-of-use rule in one sentence: move steel with wheels, not with spines.
If your brake is the constraint in your shop, why is your storage designed around walls instead of around the machine?
Last year a customer rolled a 3,800-pound tool cart across a floor with a 1/4-inch expansion joint every 12 feet. Six drawers loaded with segmented dies. He stopped halfway and asked me the question you’re thinking: “Should this weight even be on wheels?”
Here’s the balance call I use. Fixed cabinets win for deep reserve inventory — the 20% of tooling you touch once a quarter, or specialty radii that sit for 60 days at a time. Park that against a wall. Let it be dense. Let it be static.
But the 80% that feeds daily changeovers? If it’s within the brake’s 3-step circle, it needs to move with the job mix. And that means the cart has to carry real weight without flinching.
So the argument shifts. Not “mobile versus fixed.” The real question is whether a properly built mobile system can carry the same load rating as a commercial cabinet without becoming a 4,000-pound accident waiting to happen.
Because if it can’t, proximity doesn’t matter.
I’ve got a fixed cabinet rated at 5,000 pounds total, 400 per drawer. Heavy frame, 12-gauge steel, anchored to the floor. Solid.
Now look at a heavy-duty mobile cart built right: welded 10-gauge frame, 3/16-inch top plate, 6-inch forged casters rated at 1,200 pounds each. Four casters gives you 4,800 pounds static capacity before you even count safety factor. That’s not theory — that’s stamped on the caster plate.
Load rating isn’t about whether it has wheels. It’s about where the weight transfers. In a cabinet, weight goes straight down to leveling feet. In a cart, it goes through the frame to the caster yoke and into the floor. If the caster rating exceeds the per-corner load and the frame doesn’t rack under torsion, the physics are identical at rest.
Movement is where cheap carts fail. Narrow stance, light casters, thin drawer slides. Roll 4,000 pounds over a rough patch and inertia shifts forward. If the center of gravity sits 30 inches high and 12 inches behind the front axle line, you’ve created a lever.
That’s why serious carts are wide — 30 inches deep minimum — and keep the heaviest dies in the bottom two drawers. Drop the center of gravity 8 inches and the tipping moment drops with it. Simple leverage math.
Blunt warning: roll a top-heavy 4,000-pound cart over a 1/2-inch floor lip and you won’t just lose tooling — you’ll crush a foot or bend a precision shoulder.
So the real filter isn’t “mobile or fixed.” It’s: are your casters, frame gauge, and drawer slides actually rated for the live load you’re putting in them?
Pull a standard 75% drawer out of a fixed cabinet. On a 36-inch drawer, 9 inches stay buried in shadow. That’s where odd-length punches go to disappear.
I’ve watched operators unload the front row — 60 pounds of segments onto a cart — just to reach a 24-inch die hiding in the back. That’s double-handling born from geometry, not laziness.
A 100% extension slide brings the entire drawer past the cabinet face. Every inch visible. Every inch reachable without unloading the front row. When the cart is parked 18 inches behind the brake, that means a die moves once: drawer to bed.
There’s a second effect most shops miss. Full extension lets you assign tooling by frequency, not by depth. High-use dies live waist-high, fully exposed. Low-use can sit lower without becoming archaeological digs.
But here’s the catch: full extension without proper dividers turns into a steel bowling alley when you move the cart. Tooling must sit in fitted steel cradles or segmented trays so nothing shifts under acceleration. Mobility without restraint just trades walking time for regrind time.
If your drawers extend fully but your tooling floats inside them, did you really eliminate dead space — or just move the chaos closer to the brake?
Open two loaded drawers on a 4,000-pound cabinet and you shift the center of gravity forward by 16 to 20 inches. On a fixed unit bolted to concrete, that’s stress on anchors. On a mobile cart, that’s a tip scenario.
An interlock system allows only one drawer to open at a time. Mechanical bar linkage. No electronics. When one drawer slides out, the others stay latched.
I tested this with 320 pounds in a single drawer, fully extended 36 inches. The cart didn’t nose-dive because the base depth and total mass counterbalanced it. Try that with two drawers at once and you’ve doubled the forward moment arm.
This is where mobile carts can actually exceed fixed cabinets in real-world safety. A wall cabinet without interlocks lets a rushed operator open three drawers while staging. The cabinet doesn’t move — but the human does. Reaching blind into stacked tooling is how fingers get pinched and edges get chipped.
With a mobile cart parked at the brake, one drawer open, full visibility, no staging surface, the workflow forces single handling and controlled access. That’s not convenience. That’s engineered restraint.
If your mobile cart doesn’t have single-drawer interlocks and rated slides, it’s not a productivity tool — it’s a gamble.
So now we’ve neutralized the two big objections: capacity and stability. A properly built cart can carry 4,000 pounds, extend fully without dead zones, and prevent multi-drawer tip hazards. Fixed cabinets still make sense for long-term reserve storage against a wall.
Which brings us to the next decision: once the cart is safe and strong enough, how do you configure it to protect different punch styles, coatings, and segmented systems without turning mobility into a damage risk?
Park a loaded cart 18 inches off the press. Top drawer: 12 inches of European tang-style punches, precision-ground shoulders, 28 pounds per 3-foot section. Bottom drawer: 6-foot American flat-bottom dies, 110 pounds each, sitting like railroad ties. Now crack the drawer and roll the cart 6 feet to line up with the ram.
If your internal layout treats those two tool families the same, you’ve already built damage into your process.
European punches hang by a tang — that narrow neck that locks into the clamping system. They’re designed to be supported vertically or in a slotted cradle that carries the load along the tang, not on the tip. Let them lie flat and the 28-pound mass bears on a precision tip ground to within a few thousandths. American-style dies, by contrast, are flat-bottom bricks. They want to sit on a wide surface that spreads 110 pounds across steel, not teeter in a narrow slot.
A cart doesn’t care about geography. It cares about geometry.
When the cart accelerates from zero to walking speed — call it 3 feet per second — inertia pushes every tool toward the rear panel. Without tang slots, a European punch slides 1/8 inch, kisses its neighbor, and that microscopic edge takes the hit. You won’t see it. But your first test bend will show a 0.5-degree drift across 36 inches because one shoulder isn’t true anymore.
Chip a precision-ground European punch in a sloppy rack and you just traded 10 minutes of setup savings for a $600 replacement.
So the question stops being “Is it mobile?” and becomes “Does the interior respect the load path each tool was designed for?”
I built one drawer two ways as a test. Left half: laser-cut vertical slots, 0.500-inch wide, 2 inches deep, lined with 1/8-inch UHMW so steel never meets steel. Right half: flat steel tray with dividers. Same cart. Same floor. Same operator.
We rolled it 40 feet over two expansion joints — 1/4-inch lips. The slotted tang punches didn’t move. The flat-laid punches shifted enough that two shoulders polished each other bright.
Mechanism is simple. In a slot, gravity drives force straight down the tang into the cradle. Horizontal acceleration gets absorbed by the slot walls over 2 inches of surface area. On a flat tray, the only restraint is friction. Steel on paint gives you a low coefficient. It will slide before it grips.
American flat-bottom dies are the inverse problem. Stand them on edge in narrow slots and you concentrate 110 pounds along a 1/2-inch line. Over time, that dents paint, raises burrs, and telegraphs into your bend line. They want 3 inches of flat support minimum, with end stops so the die’s mass pushes into a fixed face, not into its neighbor.
In a high-mix shop running eight changeovers a shift, that’s almost two hours of walking and double-handling if you store everything generically and have to rearrange to avoid contact damage. The cart only wins the race if the drawer layout matches the tooling’s center of gravity and bearing surfaces.
One blunt truth: let a 110-pound die tip inside a moving drawer and it will crush a fingertip before you can react.
So when you spec a cart, are you laying out drawers by “fits the most pieces,” or by how each piece actually carries its weight under motion?
| Aspect | Tang-Style Slotting | Flat-Bottom Resting |
|---|---|---|
| Test Setup | Laser-cut vertical slots, 0.500-inch wide, 2 inches deep, lined with 1/8-inch UHMW so steel never meets steel | Flat steel tray with dividers |
| Test Conditions | Same cart, same floor, same operator; rolled 40 feet over two 1/4-inch expansion joints | Same cart, same floor, same operator; rolled 40 feet over two 1/4-inch expansion joints |
| Movement Result | Slotted tang punches did not move | Flat-laid punches shifted; two shoulders polished each other bright |
| Force Mechanism | Gravity drives force straight down the tang into the cradle; horizontal acceleration absorbed by 2 inches of slot wall surface area | Only restraint is friction; steel on paint has low coefficient and slides before gripping |
| Load Distribution | Force distributed along slot walls, reducing lateral motion | Weight rests on flat surface; prone to sliding under motion |
| Suitability for Flat-Bottom Dies | Not suitable; concentrates 110 pounds along a 1/2-inch line, causing paint dents, burrs, and bend line issues | Requires minimum 3 inches of flat support with end stops so mass pushes into a fixed face |
| Operational Impact | Secure storage reduces movement during transport | In high-mix shops with eight changeovers per shift, generic storage leads to nearly two hours of extra walking and double-handling |
| Safety Risk | Prevents tipping and shifting under motion | A 110-pound die tipping inside a moving drawer can crush a fingertip instantly |
| Design Consideration | Drawer layout must match tooling’s center of gravity and bearing surfaces | Maximizing piece count without regard to weight distribution increases damage and risk |
A sales rep once showed me a “universal” rack — adjustable pins, foam lining, one layout for everything. We loaded Twelve punches and dies, mixed set, about 420 pounds total, and rolled 20 feet. Foam looked gentle. Pins looked flexible.
After a week of real use, the foam had compressed where the sharp shoulders rested. Compression means movement. Movement means impact. Micro-chips don’t announce themselves with a crack; they show up as inconsistent bend angles that cost you three test hits per job.
Precision-ground tooling is finished to tight tolerances — shoulders square within a few thousandths, tips consistent along 36 inches. Micro-chipping changes effective tip radius. That changes material flow. That changes springback. Suddenly your operator is bumping the angle 0.3 degrees at a time, burning green light while the clock runs.
But your race clock did.
A true protective system isn’t “universal.” It’s segmented. Dedicated tang slots for European punches. Flat, lined cradles with positive end stops for American dies. Separate trays for coated tooling so a nitrided surface never rubs raw steel. Clearance of 1/16 inch side-to-side — enough to insert, not enough to rattle.
Mobility didn’t create the risk. Sloppy universality did.
If your cart interior looks interchangeable and adjustable for anything, ask yourself: is it engineered for your exact mix of tangs, flats, coatings, and lengths — or is it hoping friction and foam will save a $600 edge?
You’re asking what a properly engineered, mix-specific cart looks like in practice.
Here’s the twist: sometimes the right answer isn’t a cart at all.
I run high-mix work like a pit crew — green light time is race time — but even I’ll admit there are jobs where mobility buys you exactly zero minutes. If you’re setting one 12-foot 90-degree V-die and one matching punch and running 10,000 parts without touching the clamps, your setup time is a single event. One lift. One alignment. Then hours of uninterrupted cycling.
In that scenario, the cabinet 20 feet away doesn’t hurt you, because you’re not walking back to it eight times a shift.
Mobility solves changeovers. No changeovers, no problem to solve.
So before you spec another 84-inch-wide, 7-foot-tall cabinet, ask yourself: are you truly high-mix, or are you running long, single-tool marathons where setup happens once per week?
Let’s do the math the way I do it on a whiteboard.
Hypothetical: one job, one toolset, 6-hour run, one setup at 22 minutes. Whether the tooling lives in a fixed cabinet or on a mobile cart staged 18 inches from the press, you still only pay that 22 minutes once. The remaining 338 minutes are pure green light.
The storage footprint is almost irrelevant because you’re not interacting with it.
Now add people. Two operators, same long run. Static cabinets allow both to grab gauges, shims, and backup punches at the same time. Some mobile aisle systems restrict access to one open lane at a time. In a team-heavy, high-volume environment, parallel access can outweigh proximity.
But here’s the catch — and it’s a big one.
The moment that “long run” turns into three short runs and two engineering revisions in the same shift, that cabinet 20 feet away becomes 20 feet walked per changeover, per operator, per trip. The math flips fast.
And one blunt warning from a guy who learned it the hard way: a 12-foot die left staged on the floor during a “quick” revision will find your shin at 3 miles per hour and win.
If your schedule board shows fewer than two changeovers per shift on a press, are you optimizing for density because it’s right — or because it’s familiar?
Not every tool deserves front-row parking.
I’ve got punches in my shop we haven’t run in 14 months — odd radii, legacy profiles, customer-specific forms for contracts that come back every few years. Those belong in deep storage: fixed, labeled, barcoded, high-density racks that protect edges and stay out of the daily traffic pattern.
That’s archival storage.
Daily production access is different. Those are the 40 to 60 feet of tooling that cycle through presses every week — your go-to V-openings, your common radii, your hemming sets. Mixing archival and daily tooling in the same cabinet is how you bury frequently used tools behind 800 pounds of “just in case.”
High-density cabinets shine when the goal is preservation and space efficiency. They’re the parts trailer parked 20 feet behind the pit wall — organized, protected, not meant to move every lap.
If you’re honest, what percentage of your total tooling weight actually touches a press in a typical week?
Here’s where it gets practical.
Massive fixed cabinets make sense as deep storage — the warehouse of record. Every tool has a slot. Every slot has a label. Heavy sections sit on full-width support, 3 inches minimum under flat-bottom dies, vertical tang slots for European punches. Nothing moves unless it’s scheduled.
Then you build lean, mix-specific carts as staging units.
Each cart is assigned to a press or a job family. It carries only the tooling for the next 1 to 3 changeovers — no more. Drawers laid out by geometry, not by “what fits.” Total load kept within caster rating and push force limits so one operator can move it in under 10 seconds without bracing their lower back like I did at 26.
Think of it as a two-tier system: Trailer in the back. Trolley at the car.
Deep storage protects capital. Mobile carts protect green light time.
And because the carts are intentionally limited in scope, you avoid the real-world trap I’ve seen a dozen times — shops buying rolling chests that never roll because they’re overloaded, disorganized, and treated like mini-cabinets on wheels.
If you split your system this way — archive fixed, stage mobile — you get density where it matters and speed where it pays.
So here’s the decision framework I use: count your average changeovers per press per shift, list the tooling that moves weekly, and separate it from what hasn’t moved in 90 days. When you see those numbers in black marker, does it really make sense to judge storage by square footage — or by how many minutes of green light you’re bleeding every shift?
You’re asking how to physically design the ideal mix-specific mobile cart for maximum speed and safety.
Start with this: if reducing setup time by 10 minutes per changeover gives you an extra hour of green light time in a shift, you don’t have a storage problem — you have a mobility problem.
That’s not philosophy. That’s math.
A cart isn’t “better” because it rolls. It’s better when its layout matches the way your tools actually move: which dies travel together, how far they travel, how often they’re touched, and who’s touching them. The framework is simple but ruthless: measure changeovers per press per shift, define setup time the same way every time (tool retrieval, walking, shimming, crowning, alignment — all of it), and calculate the minutes lost to motion. Then design storage to kill those minutes, not to win a floor-space argument.
So before you sketch a cart with six drawers and call it done, have you standardized what “setup time” actually includes in your shop?
Prioritize adjacency and sequence.
If Brake #2 averages six changeovers in eight hours, the cart assigned to it should hold only the 40 to 60 feet of tooling that cycles through those jobs weekly — staged in the order it gets installed. Lower shelves for 60- to 120-pound dies at knee height so you’re sliding, not lifting. European punches stored vertically in dedicated tang slots so you’re grabbing by profile, not by memory. Gauges and shims in the top drawer, same position every time.
That’s pit crew logic. The tire isn’t in the trailer. It’s at the car, in order, every lap.
Now stress-test it. If your operators make frequent micro-changes — swapping a single punch mid-run — and the cabinet is already within 24 inches of the clamp line, color-coded and shadowed, mobility may not win. Visual search time can be shorter in a fixed, well-lit board than in a deep drawer. In that case, the “cart” might be a narrow, open-frame trolley that holds only the next job’s tooling, not your entire weekly mix.
One blunt warning from a guy who learned with a 62-pound V-die in his twenties: if your cart design forces a deadlift from below mid-shin, your L4-L5 discs are on borrowed time.
When you watch a changeover, are you seeing lifting and turning — or sliding and pivoting?
Floor space is concrete. Time is invisible. That’s why shops protect one and bleed the other.
A fixed cabinet might consume 24 square feet and hold 8,000 pounds of tooling in tight vertical lanes. A heavy-duty mobile cart might take 18 square feet staged at the press and hold 2,000 pounds. On paper, the cabinet wins density.
But density doesn’t bend parts.
Here’s the trade: are you willing to dedicate permanent floor space near each high-mix brake to protect green light time? Or do you want that space open for forklifts and hope the walking doesn’t matter?
In a two-brake cell, I’ve seen one properly designed shuttle cart serve both machines, cutting retrieval trips by a third because the tools travel once and get split at the presses. That only works if the cart’s footprint fits the aisle geometry and clears 1/4-inch expansion joints without rattling punches out of slots.
If every square foot is contested, which costs you more per shift: 18 square feet of parked steel — or 15 minutes of walking?
Let’s talk money without pretending we’re accountants.
Hypothetical: five changeovers per shift on one brake. You trim 8 minutes per changeover with a purpose-built mobile cart — standardized layout, proper load rating, zero hunting. That’s 40 minutes per shift. Over 250 working days, that’s 166 hours of added green light time.
You can argue about the exact minutes. You can’t argue about the direction.
A DIY cart built from 3/16-inch angle and off-the-shelf casters might cost a third of a commercial system. But if the casters are rated at 600 pounds each and you’re loading 2,400 pounds total, you’re at the edge before you hit an expansion joint. Commercial systems bake in load path engineering, tang-specific slots, full-width die support, and brake-compatible heights so tools transfer straight across, not up and over.
And there’s the hygiene question. In dirty environments where fixed cabinets include integrated degreasing, they can slash prep time because tools go from cleaning station to press without contamination. If your mobile cart design ignores cleaning workflow, you’ll add hidden minutes wiping oil at the machine.
So here’s the lens I want you to carry forward.
Stop asking, “How many tools can I store?” Start asking, “How many minutes can I remove from each changeover without adding risk?”
Design the cart around the jobs that move weekly, stage it within arm’s reach of the clamp line, keep total load within rated capacity with a 20 percent safety margin, and make every tool position obvious at a glance.
If cutting 10 minutes per changeover would hand you back an hour of green light time, are you really choosing between cabinets and carts — or are you choosing between standing still and rolling your pit crew to the car?


















