

Le mois dernier, j’ai chronométré l’un de mes gars lors d’un changement de série courant. Douze poinçons et matrices. Le râtelier était situé à 6 mètres derrière la plieuse. Il a fait cette marche 12 fois — aller et retour — en transportant de l’acier. Au moment où la première bonne pièce est tombée, 14 minutes avaient été dépensées en trajets à pied.
Sur le plan d’atelier, ce râtelier occupe 2,2 m² et semble “ efficace ”. À l’horloge, il vole du temps de feu vert — les minutes où le coulisseau fonctionne et les pièces sortent. Dans un atelier à forte diversité de production effectuant huit changements par poste, cela représente presque deux heures de marche et de manutentions doubles. Le râtelier n’a pas bougé. La machine n’a pas bougé. Mais votre chronomètre, lui, a tourné.
Si le temps de réglage est le véritable indicateur, pourquoi continuons-nous à mesurer le rangement en surface au sol plutôt qu’en nombre de pas ?
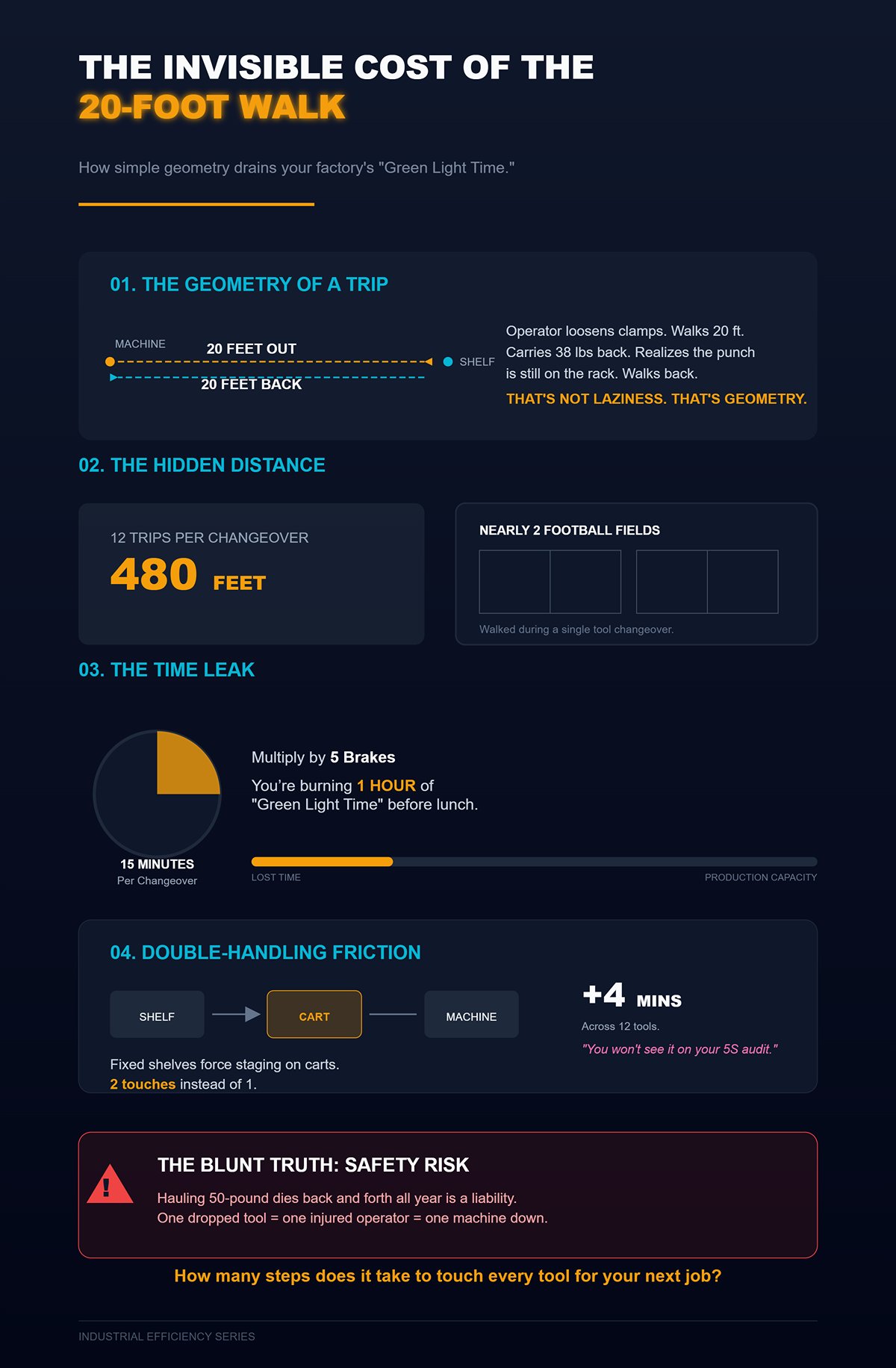
Imaginez la séquence. L’opérateur desserre les brides. Marche 6 m. Trouve la matrice suivante. Porte 17 kg au retour. La pose. Se rend compte que le poinçon correspondant est encore sur le râtelier. Retourne. Ce n’est pas de la paresse. C’est de la géométrie.
Six mètres aller et 6 m retour, c’est 12 m par trajet. Faites cela 12 fois et vous avez parcouru 146 m — presque deux terrains de football — durant un seul changement de série. Appelez ça 15 minutes une fois le temps de recherche et de repositionnement pris en compte. Multipliez par cinq plieuses et vous brûlez une heure de temps de feu vert avant le déjeuner.
Et c’est pire avec les manutentions doubles. Des étagères fixes signifient que vous préparez les outils sur un chariot, puis du chariot à la machine. Deux contacts par outil au lieu d’un. Chaque prise dure 10 à 20 secondes. Sur 12 outils, c’est 4 minutes supplémentaires. Vous ne le verrez pas sur votre audit 5S. Vous le verrez sur les livraisons en retard.
Vérité crue : continuer à trimballer des matrices de 23 kg toute l’année et quelqu’un finira par en laisser tomber une sur un pied ou par fissurer une bride de serrage, et là, votre machine sera à l’arrêt.
Tenez-vous devant votre plieuse, là maintenant — combien de pas faut-il pour toucher chaque outil nécessaire à la prochaine commande ?

Je me suis bousillé le bas du dos à 27 ans en tirant une matrice en V de 1,20 m d’une étagère basse. Elle pesait 28 kg. J’ai pivoté au lieu de m’accroupir parce que l’étagère était à 35 cm du sol et que le chariot élévateur était occupé.
Les grandes plieuses — 150 tonnes et plus — sont les pires. Grande table, gros outils, zéro réflexion sur la position de la colonne vertébrale de l’opérateur dans tout ça. Les petites plieuses électriques de moins de 60 tonnes intègrent souvent le rangement directement dans le bâti, à hauteur de taille. Les gros engins ? “ Voilà un meuble. Bonne chance. ”
C’est ça, la taxe ergonomique. Chaque fois que votre meilleur opérateur se penche sous la hauteur du genou ou atteint au-dessus de l’épaule pour un porte-poinçon de 20 kg, vous usez son corps pour économiser quelques mètres carrés de sol. Sur une semaine avec 30 changements de série, cela fait des centaines de levages. La fatigue ralentit les mains. Les mains lentes allongent les réglages.
Avertissement cru : un mauvais levage peut mettre votre plieur le plus expérimenté en arrêt maladie pour six semaines.
À quand remonte la dernière fois où vous avez comparé le temps de réglage à la fatigue de l’opérateur, au lieu de blâmer “ l’attitude ” ?
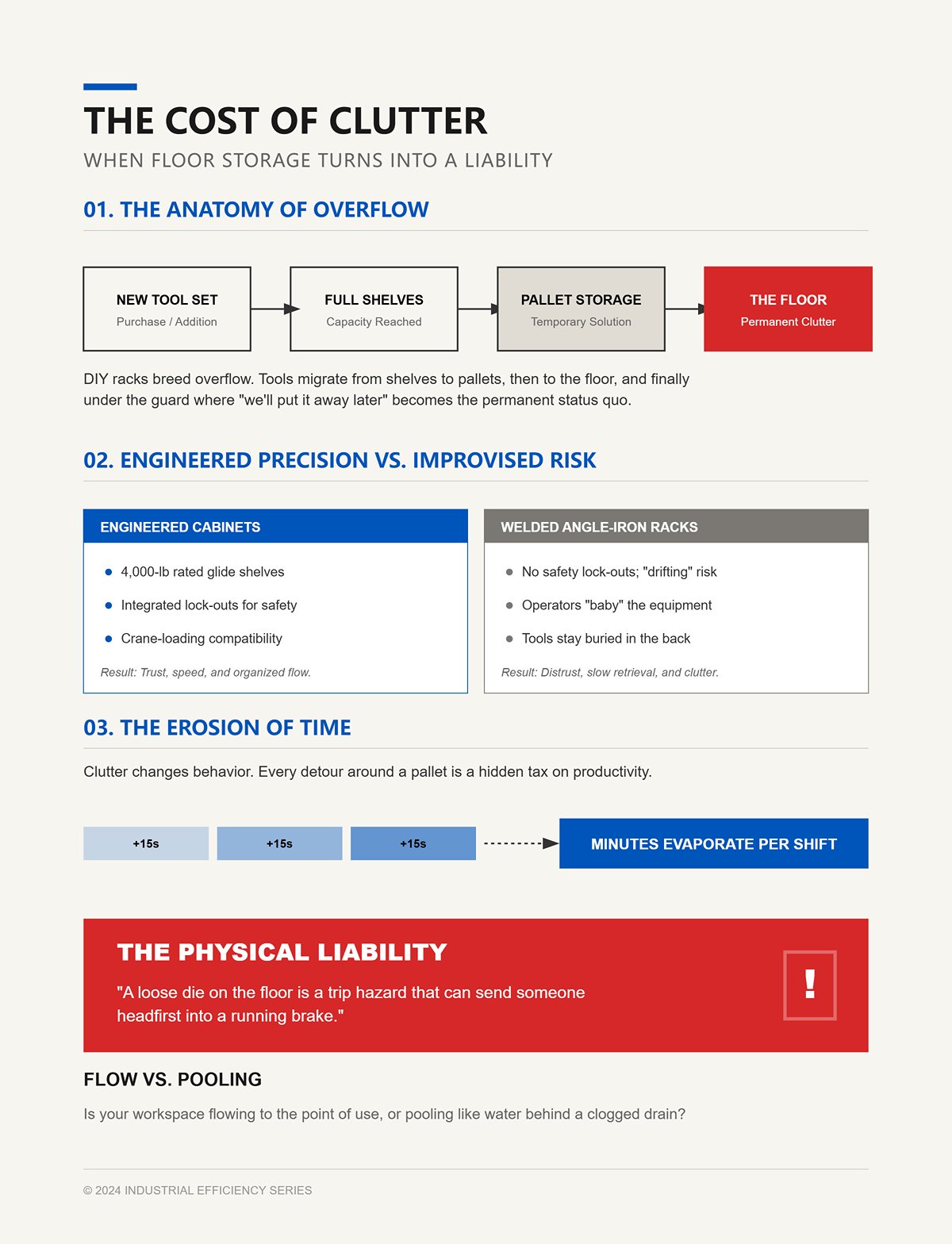
Les râteliers maison engendrent des débordements. Vous achetez un jeu de matrices de plus, les étagères sont pleines, alors les outils finissent sur des palettes. Puis par terre. Puis sous le carter avec “ on rangera plus tard ”.”
J’ai vu des rayonnages à glissières de 1 800 kg dans des armoires conçues avec des verrous pour qu’elles ne bougent pas quand on les charge à la grue. Votre râtelier en cornières soudées, lui, ne fait pas ça. Les opérateurs le ménagent. Ils ne font pas confiance à un tiroir supportant 136 kg qui vient vers leurs tibias. Les outils restent enfouis au fond. La récupération ralentit. L’encombrement avance.
Et l’encombrement change les comportements. Maintenant, le chariot ne peut plus entrer en ligne droite. L’opérateur contourne une palette. Encore 15 secondes. Encore 15 secondes. Sur un poste, les minutes s’évaporent.
Franchement : un coin de la pièce détachée sur le sol est un risque de chute qui peut envoyer quelqu’un la tête la première dans une presse en marche.
Regardez l’espace autour de votre machine : les outils circulent-ils jusqu’au point d’utilisation, ou bien s’accumulent-ils comme de l’eau derrière un drain bouché ?
J’ai vu une presse plieuse de 3 mètres rester à l’arrêt pendant 11 minutes pendant qu’un jeu de matrices segmenté de 110 kg faisait 7,5 mètres sur un transpalette à travers l’atelier.
L’armoire d’où il venait est superbe — 2,13 mètres de haut, 0,91 mètre de profondeur, six tiroirs pouvant supporter 180 kg chacun. Boulonnée au sol. Zéro oscillation. Sur le plan, elle occupe 2 mètres carrés et paraît compacte. Efficace. Professionnelle.
Mais la presse plieuse se moque de la densité de votre stockage. Ce qui compte, c’est que l’acier adéquat soit à portée de bras lorsque les serre-joints sont ouverts et que le vérin attend.
C’est la règle du point d’utilisation : si un outil est utilisé à la presse, il vit à la presse. Pas derrière. Pas de l’autre côté de l’allée. À la machine, dans le cercle de trois pas de l’opérateur. Tout ce qui se trouve en dehors de ce cercle est du temps de déplacement. Le temps de déplacement, c’est du temps mort. Le temps mort, c’est du temps « feu vert » que vous ne récupérerez jamais.
Dans un atelier à production variée, la presse est votre voiture de course. Le chariot est votre chariot de stand. L’armoire fixe ? C’est la remorque de pièces garée six mètres derrière le mur. Elle paraît organisée. Elle ne gagne pas de courses.
Alors, si les armoires fixes sont si stables et denses, pourquoi semblent-elles efficaces sur le papier mais lentes dans la réalité ?
Tenez-vous devant un mur de tiroirs remplis de poinçons et de matrices. Tout est étiqueté. Tout est vertical. Vous pouvez stocker 3,6 mètres linéaires d’outillage dans une largeur de 1,8 mètre. C’est une vraie densité.
Maintenant, prenez du recul et observez tout l’atelier.
Cette armoire peut contenir 2 700 kg d’outillage dans 2 mètres carrés. Rapport impressionnant. Mais elle oblige chaque opérateur à sortir de sa cellule de travail, à perdre sa concentration, puis à revenir en portant entre 18 et 45 kg dans les mains. L’encombrement au sol est petit. Le rayon de marche ne l’est pas.
Je l’ai cartographié. Du ruban sur le sol. De la presse à l’armoire : 5,5 mètres. Ajoutez la zone de sécurité d’un couloir pour chariot élévateur, vous déviez maintenant à 7,3 mètres. Multipliez cela par huit changements d’outillage. Multipliez encore par cinq presses. L’encombrement de l’armoire reste à 2 mètres carrés. L’empreinte de déplacement gonfle à des centaines de mètres carrés de trajet parcouru par quart.
Et voici le piège : les armoires fixes paraissent sûres parce qu’elles ne bougent pas. Dans les ateliers sujets aux vibrations, où des chariots élévateurs transportent des charges de 2 700 kg, cette stabilité est réelle. Les tiroirs ne basculent pas. Les structures ne bougent pas. Mais cette même permanence fige la géométrie du stockage même lorsque votre mix de production change chaque semaine.
La densité sans proximité est une illusion.
Vous avez économisé de l’espace au sol. Avez-vous économisé une seule minute de réglage ?
Imaginez une matrice à quatre voies de 2,4 mètres pesant 46 kg.
De l’armoire fixe à la presse, elle n’est que rarement installée directement dans les serre-joints. Première levée : du tiroir au chariot. Deuxième levée : du chariot à la machine. Cela fait deux levées contrôlées, deux alignements, deux risques de se pincer un doigt ou de se fatiguer le poignet. Comptez 20 secondes par levée si votre opérateur est discipliné et ne se précipite pas. Cela fait 40 secondes avant même que la matrice ne touche le plateau.
Multipliez maintenant par quatre segments lourds dans une configuration typique. Vous avez déjà perdu près de trois minutes rien qu’avec les secondes manipulations.
Dans un atelier à forte diversité qui effectue huit changements par équipe, ce n’est pas théorique. C’est quotidien. Et les opérateurs ne le remarquent plus, car c’est devenu normal. Ils n’enregistrent pas le “temps de double manipulation”. Ils enregistrent “mise en place”.”
Avertissement direct : continuez à manipuler deux fois des outillages de 100 livres et un jour, ce ne sera plus une perte de temps — ce sera un orteil écrasé ou une épaule de précision tordue qui vous coûtera une matrice $1 200.
Et voici la partie que la plupart des ateliers négligent : le stockage fixe garantit presque toujours la mise en attente. Vous ne pouvez pas coller une armoire de 7 pieds contre chaque presse plieuse. Alors vous créez une étape intermédiaire — un chariot, une palette, une table temporaire. Chaque étape intermédiaire est un levage supplémentaire.
Si vous deviez payer les opérateurs à la levée au lieu de les payer à l’heure, combien de levées élimineriez-vous dès demain ?
Le trimestre dernier, j’ai stationné un chariot mobile de matrices d’une capacité de 1 200 livres directement derrière une presse plieuse. Six tiroirs. Roulettes de 5 pouces. 48 pouces de large pour qu’il s’intègre dans l’empreinte de la machine lorsqu’il n’est pas utilisé. Nous l’avons chargé avec le top 80 % des outillages répétés de cette presse plieuse par fréquence, et non par taille.
La première semaine, la moyenne des changements est passée de 18 minutes à 12.
Rien de magique. L’opérateur a cessé de quitter la cellule. Les outils ont été déplacés une seule fois : du tiroir aux serre-joints. Pas de mise en attente. Pas de transpalette. Pas de détour autour d’une table de soudage qui “vit temporairement” dans l’allée.
Maintenant, mettons-le à l’épreuve.
Oui, les chariots ont besoin de sols dégagés. Si vos allées sont encombrées de bennes à déchets et de palettes à moitié montées, un chariot mobile devient un obstacle de 600 livres. Dans un tel environnement, les armoires fixes semblent plus sûres car elles ne dépendent pas de la discipline. La mobilité exige de l’ordre. Ce n’est pas un défaut du chariot. C’est un miroir tendu à votre gestion de l’espace.
Oui, les vibrations et le trafic de chariots élévateurs sont réels. Un chariot bon marché avec des roulettes étroites et sans verrouillage de tiroir est dangereux avec 300 livres en extension. C’est pourquoi le robuste est important : base large, verrous de tiroir positifs, charge nominale bien au-dessus de votre jeu de matrices le plus lourd. Un châssis de 1 500 livres de capacité ne bronche pas quand un chariot élévateur de 4 000 livres passe à 5 miles par heure.
La physique est simple. La distance multipliée par le poids égale l’effort. Réduisez la distance presque à zéro et vous réduisez l’effort total sans toucher au poids. Vous ne pouvez pas alléger un poinçon de 90 livres. Vous pouvez le faire parcourir 1 mètre au lieu de 7.
C’est la règle du point d’utilisation en une phrase : déplacez l’acier avec des roues, pas avec des colonnes vertébrales.
Si votre presse plieuse est le goulot d’étranglement de votre atelier, pourquoi votre stockage est-il conçu autour des murs plutôt qu’autour de la machine ?
L’an dernier, un client a déplacé un chariot d’outillage de 3 800 livres sur un sol avec un joint de dilatation d’un quart de pouce tous les 3,6 mètres. Six tiroirs remplis de matrices segmentées. Il s’est arrêté à mi-chemin et m’a posé la question à laquelle vous pensez : “ Devrait-on vraiment mettre ce poids sur des roues ? ”
Voici le compromis que j’utilise. Les armoires fixes gagnent pour les réserves profondes — les 20 % d’outillage que vous touchez une fois par trimestre, ou les rayons spéciaux qui restent 60 jours sans utilisation. Placez cela contre un mur. Qu’il soit dense. Qu’il soit statique.
Mais les 80 % qui alimentent les changements quotidiens ? S’ils sont dans le cercle de 3 pas de la presse plieuse, ils doivent suivre le mélange de travaux. Et cela signifie que le chariot doit transporter un poids réel sans faiblir.
Ainsi, le débat évolue. Plus “mobile contre fixe”. La vraie question est de savoir si un système mobile bien conçu peut supporter la même charge nominale qu’une armoire commerciale sans devenir un accident de 4 000 livres qui n’attend que de se produire.
Parce que si ce n’est pas le cas, la proximité n’a aucune importance.
J’ai une armoire fixe évaluée à 5 000 livres au total, 400 par tiroir. Châssis lourd, acier calibre 12, ancrée au sol. Solide.
Regardez maintenant un chariot mobile à usage intensif bien conçu : cadre soudé en acier calibre 10, plaque supérieure de 3/16 po, roulettes forgées de 6 po chacune évaluée à 1 200 livres. Quatre roulettes donnent une capacité statique de 4 800 livres avant même de compter le facteur de sécurité. Ce n’est pas théorique — c’est gravé sur la plaque de la roulette.
La charge nominale ne dépend pas de la présence de roues, mais de la façon dont le poids est transféré. Dans une armoire, le poids descend directement sur les patins de mise à niveau. Dans un chariot, il passe par le cadre, puis par le support de la roulette et enfin dans le sol. Si la capacité des roulettes dépasse la charge par coin et que le cadre ne se déforme pas sous torsion, la physique est identique à l’arrêt.
Le mouvement est le point faible des chariots bon marché. Encombrement étroit, roulettes légères, glissières de tiroirs fines. Faites rouler 4 000 livres sur une surface irrégulière et l’inertie se déplace vers l’avant. Si le centre de gravité se trouve à 30 pouces de hauteur et 12 pouces derrière la ligne de l’essieu avant, vous venez de créer un levier.
C’est pourquoi les chariots sérieux sont larges — 30 pouces de profondeur minimum — et gardent les matrices les plus lourdes dans les deux tiroirs du bas. Abaissez le centre de gravité de 8 pouces et le moment de basculement diminue d’autant. Simple loi du levier.
Avertissement direct : faites rouler un chariot de 4 000 livres, à centre de gravité haut, sur une bordure de 1/2 pouce et vous ne perdrez pas seulement des outils — vous écraserez un pied ou plierez un épaulement de précision.
Ainsi, le vrai critère n’est pas “ mobile ou fixe ”. C’est : vos roulettes, l’épaisseur du cadre et les glissières de tiroirs sont-elles réellement évaluées pour la charge réelle que vous leur imposez ?
Tirez un tiroir standard 75% d’une armoire fixe. Sur un tiroir de 36 pouces, 9 pouces restent enfouis dans l’ombre. C’est là que les poinçons de longueur inhabituelle disparaissent.
J’ai vu des opérateurs décharger la rangée avant — 60 livres de segments sur un chariot — juste pour atteindre une matrice de 24 pouces cachée à l’arrière. C’est une double manutention imposée par la géométrie, pas par la paresse.
Une glissière à extension complète 100% fait sortir le tiroir entier au-delà de la façade de l’armoire. Chaque pouce est visible. Chaque pouce accessible sans décharger la rangée avant. Lorsque le chariot est stationné à 18 pouces derrière la presse plieuse, une matrice ne bouge qu’une fois : du tiroir au lit.
Il existe un second effet que la plupart des ateliers ignorent. L’extension complète permet d’organiser les outils selon la fréquence d’usage, pas selon la profondeur. Les matrices fréquemment utilisées se situent à hauteur de taille, totalement exposées. Celles à faible usage peuvent être rangées plus bas sans devenir des fouilles archéologiques.
Mais voici le piège : une extension complète sans séparateurs adaptés se transforme en piste de bowling d’acier dès que vous déplacez le chariot. Les outils doivent être logés dans des berceaux ou plateaux segmentés en acier ajustés pour qu’aucun élément ne bouge sous l’accélération. La mobilité sans maintien ne fait qu’échanger le temps de marche contre du temps d’affûtage.
Si vos tiroirs s’étendent complètement mais que vos outils flottent à l’intérieur, avez-vous vraiment éliminé l’espace mort — ou simplement rapproché le chaos de la presse ?
Ouvrez deux tiroirs chargés sur une armoire de 4 000 livres et vous déplacez le centre de gravité vers l’avant de 16 à 20 pouces. Sur une unité fixe boulonnée au béton, c’est une contrainte sur les ancrages. Sur un chariot mobile, c’est un scénario de renversement.
Un système d’interverrouillage ne permet l’ouverture que d’un tiroir à la fois. Tringlerie mécanique. Sans électronique. Lorsqu’un tiroir s’ouvre, les autres restent verrouillés.
J’ai testé cela avec 320 livres dans un seul tiroir, complètement sorti sur 36 pouces. Le chariot ne s’est pas cabré parce que la profondeur de base et la masse totale compensaient. Essayez avec deux tiroirs simultanément et vous doublez le bras de levier avant.
C’est là que les chariots mobiles peuvent réellement surpasser les armoires fixes en matière de sécurité réelle. Une armoire murale sans dispositifs d’interverrouillage permet à un opérateur pressé d’ouvrir trois tiroirs pendant la préparation. L’armoire ne bouge pas — mais l’humain, si. Plonger la main à l’aveugle dans des outils empilés, c’est ainsi que les doigts se font pincer et que les arêtes se font ébrécher.
Avec un chariot mobile stationné devant la presse, un tiroir ouvert, visibilité totale, aucune surface de préparation, le flux de travail impose la manipulation unique et l’accès contrôlé. Ce n’est pas de la commodité. C’est une retenue conçue.
Si votre chariot mobile n’a pas de dispositifs d’interverrouillage pour tiroir unique et de glissières certifiées, ce n’est pas un outil de productivité — c’est un pari.
Nous avons donc neutralisé les deux grandes objections : la capacité et la stabilité. Un chariot correctement construit peut transporter 4 000 livres, s’étendre entièrement sans zones mortes et éviter les risques de basculement liés aux tiroirs multiples. Les armoires fixes restent pertinentes pour le stockage de réserve à long terme contre un mur.
Ce qui nous amène à la décision suivante : une fois que le chariot est suffisamment sûr et solide, comment le configurer pour protéger différents styles de poinçons, revêtements et systèmes segmentés sans transformer la mobilité en risque de dommages ?
Garez un chariot chargé à 18 pouces de la presse. Tiroir supérieur : 12 pouces de poinçons européens à tenon, épaules rectifiées avec précision, 28 livres par section de 3 pieds. Tiroir inférieur : matrices américaines à fond plat de 6 pieds, 110 livres chacune, posées comme des traverses de voie ferrée. Ouvrez maintenant le tiroir et faites rouler le chariot sur 6 pieds pour l’aligner avec le coulisseau.
Si votre aménagement interne traite ces deux familles d’outils de la même manière, vous avez déjà intégré des dommages dans votre processus.
Les poinçons européens sont suspendus par un tenon — ce col étroit qui s’enclenche dans le système de serrage. Ils sont conçus pour être soutenus verticalement ou dans un berceau à fentes qui porte la charge le long du tenon, pas sur la pointe. Laissez-les à plat et la masse de 28 livres repose sur une pointe de précision rectifiée à quelques millièmes près. Les matrices de style américain, en revanche, sont des blocs à fond plat. Elles doivent reposer sur une large surface qui répartit 110 livres sur l’acier, plutôt que de vaciller dans une fente étroite.
Un chariot ne s’intéresse pas à la géographie. Il s’intéresse à la géométrie.
Quand le chariot accélère de zéro à la vitesse de marche — disons 3 pieds par seconde — l’inertie pousse chaque outil vers le panneau arrière. Sans fentes pour tenon, un poinçon européen glisse de 1/8 de pouce, touche son voisin, et cette arête microscopique encaisse le choc. Vous ne le verrez pas. Mais votre premier pli de test montrera un décalage de 0,5 degré sur 36 pouces, car une épaule n’est plus parfaitement droite.
Ébréchez un poinçon européen rectifié de précision dans un support mal conçu et vous venez d’échanger 10 minutes de gain de préparation contre un remplacement $600.
La question cesse donc d’être “ Est-ce mobile ? ” pour devenir “ L’intérieur respecte-t-il la trajectoire de charge pour laquelle chaque outil a été conçu ? ”
J’ai construit un tiroir de deux manières à titre de test. Moitié gauche : fentes verticales découpées au laser, de 0,500 pouce de large, 2 pouces de profondeur, doublées de 1/8 pouce de UHMW pour que l’acier ne touche jamais l’acier. Moitié droite : plateau d’acier plat avec séparateurs. Même chariot. Même sol. Même opérateur.
Nous l’avons fait rouler sur 40 pieds avec deux joints de dilatation — lèvres de 1/4 pouce. Les poinçons à tenon dans les fentes ne se sont pas déplacés. Les poinçons posés à plat ont bougé suffisamment pour que deux épaules se polissent l’une l’autre jusqu’à briller.
Le mécanisme est simple. Dans une fente, la gravité dirige la force directement vers le bas, le long du tenon dans le berceau. L’accélération horizontale est absorbée par les parois de la fente sur 2 pouces de surface. Sur un plateau plat, la seule retenue est la friction. Acier sur peinture offre un faible coefficient. Cela glissera avant de saisir.
Les matrices américaines à fond plat présentent le problème inverse. Si vous les tenez sur la tranche dans des fentes étroites, vous concentrez 110 livres sur une ligne de 1/2 pouce. Avec le temps, cela marque la peinture, crée des bavures, et se répercute sur votre ligne de pliage. Elles nécessitent au minimum 3 pouces de soutien plat, avec des butées d’extrémité pour que la masse de la matrice s’appuie sur une face fixe, pas sur sa voisine.
Dans un atelier à grande variété effectuant huit changements par quart, cela représente presque deux heures de marche et de manipulation double si vous stockez tout de manière générique et devez réorganiser pour éviter les dommages par contact. Le chariot ne gagne la course que si la configuration des tiroirs correspond au centre de gravité et aux surfaces portantes des outils.
Une vérité brutale : laissez une matrice de 110 livres basculer dans un tiroir en mouvement et elle écrasera un bout de doigt avant même que vous puissiez réagir.
Alors, lorsque vous spécifiez un chariot, organisez-vous les tiroirs selon “ contient le plus de pièces ” ou selon la manière dont chaque pièce supporte réellement son poids en mouvement ?
| Aspect | Rainurage de type tenon | Support à fond plat |
|---|---|---|
| Configuration du test | Fentes verticales découpées au laser, 0,500 pouce de large, 2 pouces de profondeur, doublées d’UHMW de 1/8 de pouce pour que l’acier ne rencontre jamais l’acier | Plateau en acier plat avec séparateurs |
| Conditions d’essai | Même chariot, même sol, même opérateur ; roulé sur 12 mètres avec deux joints de dilatation de 1/4 de pouce | Même chariot, même sol, même opérateur ; roulé sur 12 mètres avec deux joints de dilatation de 1/4 de pouce |
| Résultat du mouvement | Les poinçons à tenon rainuré n’ont pas bougé | Les poinçons posés à plat ont glissé ; deux épaules se sont polies l’une l’autre jusqu’à briller |
| Mécanisme de force | La gravité applique la force directement vers le bas du tenon dans le support ; l’accélération horizontale est absorbée par 2 pouces de surface de paroi de rainure | Seule retenue : la friction ; acier sur peinture a un faible coefficient et glisse avant d’adhérer |
| Répartition de la charge | Force répartie le long des parois des rainures, réduisant le mouvement latéral | Le poids repose sur une surface plane ; enclin à glisser en mouvement |
| Aptitude pour les matrices à fond plat | Non adapté ; concentre 110 livres le long d’une ligne de 1/2 pouce, provoquant des bosses dans la peinture, des bavures et des problèmes de ligne de pliage | Nécessite au minimum 3 pouces de support plat avec butées d’extrémité afin que la masse pousse contre une face fixe |
| Impact opérationnel | Le stockage sécurisé réduit les mouvements pendant le transport | Dans les ateliers à forte diversité de production avec huit changements par poste, un stockage générique se traduit par près de deux heures de marche supplémentaire et de double manutention |
| Risque pour la sécurité | Empêche le basculement et le déplacement pendant le mouvement | Une matrice de 110 livres qui bascule dans un tiroir en mouvement peut écraser un bout de doigt instantanément |
| Considération de conception | La disposition du tiroir doit correspondre au centre de gravité et aux surfaces d’appui de l’outillage | Maximiser le nombre de pièces sans tenir compte de la répartition du poids augmente les dommages et le risque |
Un représentant commercial m’a un jour montré un rayonnage “ universel ” : broches réglables, doublure en mousse, une seule configuration pour tout. Nous avons chargé douze poinçons et matrices, jeu mixte, environ 420 livres au total, et roulé sur 6 mètres. La mousse semblait douce. Les broches semblaient flexibles.
Après une semaine d’utilisation réelle, la mousse s’était comprimée là où reposaient les arêtes vives. Compression signifie mouvement. Mouvement signifie impact. Les micro-éclats ne s’annoncent pas par une fissure ; ils se manifestent par des angles de pliage incohérents qui vous coûtent trois essais supplémentaires par tâche.
L’outillage rectifié de précision est fini avec des tolérances strictes — épaules d’équerre à quelques millièmes près, pointes homogènes sur 36 pouces. Les micro-éclats modifient le rayon effectif de la pointe. Cela modifie l’écoulement du matériau. Cela modifie le retour élastique. Soudain votre opérateur ajuste l’angle de 0,3 degré à la fois, brûlant le voyant vert pendant que l’horloge tourne.
Mais votre chronomètre de production, lui, tournait.
Un véritable système de protection n’est pas “ universel ”. Il est segmenté. Fentes dédiées pour les poinçons européens. Berceaux plats et doublés avec butées positives pour les matrices américaines. Plateaux séparés pour les outils revêtus afin qu’une surface nitrurée ne frotte jamais contre de l’acier brut. Jeu de 1/16 pouce latéralement — suffisant pour insérer, pas assez pour vibrer.
Ce n’est pas la mobilité qui a créé le risque. C’est l’universalité approximative.
Si l’intérieur de votre chariot semble interchangeable et réglable pour tout, demandez-vous : est-il conçu pour votre combinaison exacte de languettes, plats, revêtements et longueurs — ou compte-t-il sur le frottement et la mousse pour sauver un bord $600 ?
Vous vous demandez à quoi ressemble en pratique un chariot correctement conçu et spécifique au mélange.
Voici la subtilité : parfois, la bonne réponse n’est pas un chariot du tout.
Je gère des travaux à forte diversité comme une équipe de stand — le feu vert, c’est le signal de départ — mais je reconnais qu’il existe des tâches où la mobilité ne t’apporte absolument aucune minute de plus. Si tu installes une matrice en V de 12 pieds à 90 degrés et un poinçon assorti pour produire 10 000 pièces sans jamais toucher aux brides de serrage, ton temps de préparation n’est qu’un seul événement. Une levée. Un alignement. Puis des heures de cycles ininterrompus.
Dans ce scénario, l’armoire située à 6 mètres ne te pénalise pas, car tu n’y retournes pas huit fois par poste.
La mobilité résout les changements de série. Pas de changements de série, pas de problème à résoudre.
Alors, avant de spécifier une autre armoire de 2,13 m de large et 2,13 m de haut, demande-toi : es-tu vraiment en production à forte diversité, ou es-tu en train d’enchaîner de longues séries avec un seul outil où la mise en place n’a lieu qu’une fois par semaine ?
Faisons le calcul comme je le fais sur un tableau blanc.
Exemple hypothétique : un travail, un jeu d’outils, une série de 6 heures, une mise en place de 22 minutes. Que les outils se trouvent dans une armoire fixe ou sur un chariot mobile placé à 45 cm de la presse, tu paies ces 22 minutes une seule fois. Les 338 minutes restantes sont du pur temps de production.
L’encombrement de stockage est presque sans importance, car tu n’interagis pas avec lui.
Ajoutons maintenant le facteur humain. Deux opérateurs, même longue série. Les armoires fixes leur permettent à tous deux de saisir jauges, cales et poinçons de rechange en même temps. Certains systèmes d’allées mobiles ne permettent l’accès qu’à une seule allée ouverte à la fois. Dans un environnement à fort effectif et grand volume, l’accès parallèle peut l’emporter sur la proximité.
Mais voici le hic — et il est de taille.
Au moment où cette “ longue série ” se transforme en trois séries courtes et deux révisions d’ingénierie au cours du même poste, cette armoire à 6 m devient 6 m parcourus par changement de série, par opérateur, par trajet. Les chiffres s’inversent rapidement.
Et un avertissement franc de la part d’un gars qui l’a appris à la dure : une matrice de 12 pieds laissée au sol pendant une “ petite ” révision te trouvera le tibia à 5 km/h — et gagnera.
Si ton tableau de planification indique moins de deux changements de série par poste sur une presse, optimises-tu la densité parce que c’est judicieux — ou simplement parce que c’est familier ?
Tous les outils ne méritent pas une place au premier rang.
J’ai dans mon atelier des poinçons que nous n’avons pas utilisés depuis 14 mois — des rayons inhabituels, des profils anciens, des formes spécifiques à certains clients pour des contrats récurrents tous les quelques ans. Ceux‑là ont leur place en stockage profond : fixe, étiqueté, avec codes‑barres, sur des rayonnages à haute densité qui protègent les arêtes et restent hors des zones de passage quotidiennes.
C’est du stockage d’archives.
L’accès à la production quotidienne, c’est autre chose. Ce sont les 12 à 18 m d’outillage qui circulent dans les presses chaque semaine — tes ouvertures en V standards, tes rayons courants, tes jeux de fermeture. Mélanger l’outillage d’archives et celui de production dans la même armoire, c’est enterrer les outils souvent utilisés derrière 360 kg de “ au cas où ”.”
Les armoires à haute densité excellent lorsque l’objectif est la préservation et l’efficacité spatiale. Elles sont comme la remorque d’équipement stationnée à 6 m derrière le mur des stands : organisée, protégée, non destinée à bouger à chaque tour.
Soyons honnêtes : quel pourcentage du poids total de ton outillage touche réellement une presse au cours d’une semaine typique ?
C’est ici que les choses deviennent concrètes.
Les grands armoires fixes ont du sens comme stockage profond — l’entrepôt de référence. Chaque outil a un emplacement. Chaque emplacement a une étiquette. Les sections lourdes reposent sur un support pleine largeur, avec au moins 3 pouces sous les matrices à fond plat, des fentes verticales pour les poinçons européens. Rien ne bouge à moins que ce ne soit planifié.
Ensuite, vous construisez des chariots légers et spécifiques à chaque mélange comme unités de mise en scène.
Chaque chariot est assigné à une presse ou à une famille de travaux. Il ne transporte que les outils nécessaires pour les 1 à 3 prochains changements — pas plus. Les tiroirs sont disposés par géométrie, pas selon “ce qui rentre”. La charge totale est maintenue dans les limites de capacité des roulettes et de la force de poussée, de sorte qu’un seul opérateur puisse le déplacer en moins de 10 secondes sans devoir se caler le dos, comme je le faisais à 26 ans.
Pensez-y comme à un système à deux niveaux : la remorque à l’arrière. Le chariot à la voiture.
Le stockage profond protège le capital. Les chariots mobiles protègent le temps de feu vert.
Et parce que les chariots sont volontairement limités dans leur champ d’action, vous évitez le piège concret que j’ai vu des dizaines de fois — des ateliers qui achètent des coffres roulants qui ne roulent jamais, parce qu’ils sont surchargés, désorganisés et traités comme de petites armoires sur roues.
Si vous divisez votre système de cette manière — archives fixes, mise en scène mobile — vous obtenez de la densité là où c’est utile et de la vitesse là où ça rapporte.
Voici donc le cadre décisionnel que j’utilise : comptez vos changements moyens par presse et par équipe, listez les outils qui bougent chaque semaine, et séparez-les de ceux qui n’ont pas bougé depuis 90 jours. Lorsque vous verrez ces chiffres inscrits au marqueur noir, est-il vraiment logique d’évaluer le stockage par superficie — ou par le nombre de minutes de feu vert que vous perdez à chaque poste ?
Vous demandez comment concevoir physiquement le chariot mobile idéal, spécifique à un mélange, pour une vitesse et une sécurité maximales.
Commencez par ceci : si réduire le temps de réglage de 10 minutes par changement vous donne une heure supplémentaire de temps de feu vert dans un poste, vous n’avez pas un problème de stockage — vous avez un problème de mobilité.
Ce n’est pas de la philosophie. C’est des mathématiques.
Un chariot n’est pas “meilleur” parce qu’il roule. Il est meilleur lorsque sa disposition correspond à la manière dont vos outils se déplacent réellement : quelles matrices voyagent ensemble, à quelle distance elles vont, à quelle fréquence elles sont manipulées, et par qui. Le cadre est simple mais impitoyable : mesurez les changements par presse et par poste, définissez le temps de réglage de la même façon à chaque fois (récupération d’outils, déplacement, calage, bombage, alignement — tout), et calculez les minutes perdues par mouvement. Puis concevez le stockage pour éliminer ces minutes, pas pour gagner un débat sur la surface au sol.
Alors, avant de dessiner un chariot à six tiroirs et de considérer le travail terminé, avez-vous standardisé ce que “temps de réglage” signifie réellement dans votre atelier ?
Priorisez l’adjacence et la séquence.
Si la presse #2 effectue en moyenne six changements en huit heures, le chariot qui lui est attribué ne devrait contenir que les 12 à 18 mètres d’outillage qui circulent dans ces travaux hebdomadaires — disposés dans l’ordre d’installation. Les étagères inférieures pour les matrices de 27 à 54 kg à hauteur de genou pour les faire glisser plutôt que les soulever. Les poinçons européens stockés verticalement dans des fentes de tenon dédiées afin que vous les saisissiez par profil, pas par mémoire. Les jauges et cales dans le tiroir supérieur, à la même position à chaque fois.
C’est la logique d’une équipe de stand. Le pneu n’est pas dans la remorque. Il est à la voiture, prêt, à chaque tour.
Si vos opérateurs effectuent fréquemment de micro-changements — en remplaçant un seul poinçon en cours de série — et que l’armoire se trouve déjà à moins de 24 pouces de la ligne de serrage, codée par couleur et ombrée, la mobilité pourrait ne pas être gagnante. Le temps de recherche visuelle peut être plus court sur un panneau fixe et bien éclairé que dans un tiroir profond. Dans ce cas, le “ chariot ” pourrait être un chariot étroit à cadre ouvert qui ne contient que les outils du prochain travail, et non tout votre mélange hebdomadaire.
Un avertissement direct d’un gars qui a appris avec une matrice en V de 28 kilos dans la vingtaine : si la conception de votre chariot oblige à soulever depuis un point situé sous le milieu du tibia, vos disques L4-L5 sont en sursis.
Lorsque vous observez un changement d’outillage, voyez-vous des soulèvements et des torsions — ou des glissements et des pivots ?
L’espace au sol est du béton. Le temps est invisible. C’est pourquoi les ateliers protègent l’un et gaspillent l’autre.
Une armoire fixe peut occuper 24 pieds carrés et contenir 8 000 livres d’outillage dans des colonnes verticales serrées. Un chariot mobile robuste peut prendre 18 pieds carrés positionné près de la presse et contenir 2 000 livres. Sur le papier, l’armoire gagne en densité.
Mais la densité ne cintre pas les pièces.
Voici le compromis : êtes-vous prêt à dédier en permanence un espace au sol près de chaque presse plieuse à forte diversité de production pour protéger le temps où la lumière reste verte ? Ou préférez-vous garder cet espace libre pour les chariots élévateurs et espérer que la marche n’aura pas d’importance ?
Dans une cellule de deux presses plieuses, j’ai vu un chariot navette bien conçu desservir les deux machines, réduisant d’un tiers les trajets de récupération parce que les outils ne voyagent qu’une fois, puis sont répartis aux presses. Cela ne fonctionne que si l’encombrement du chariot correspond à la géométrie de l’allée et franchit des joints de dilatation de 1/4 de pouce sans faire sauter les poinçons de leurs logements.
Si chaque pied carré est disputé, qu’est-ce qui vous coûte le plus par quart : 18 pieds carrés d’acier stationné — ou 15 minutes de marche ?
Parlons argent sans prétendre être des comptables.
Hypothèse : cinq changements d’outillage par quart sur une presse plieuse. Vous réduisez de 8 minutes chaque changement grâce à un chariot mobile conçu à cet effet — agencement standardisé, charge nominale appropriée, zéro recherche. Cela fait 40 minutes par quart. Sur 250 jours ouvrables, cela représente 166 heures de temps de production supplémentaire.
On peut discuter des minutes exactes. On ne peut pas discuter de la tendance.
Un chariot fait maison en cornière de 3/16 pouce et roulettes du commerce peut coûter le tiers d’un système commercial. Mais si les roulettes sont évaluées à 600 livres chacune et que vous chargez 2 400 livres au total, vous êtes à la limite avant même de franchir un joint de dilatation. Les systèmes commerciaux intègrent une ingénierie du chemin de charge, des logements spécifiques aux matrices, un support pleine largeur des matrices et des hauteurs compatibles avec la presse pour que les outils se transfèrent directement, sans lever ni surélever.
Et il y a la question de l’hygiène. Dans les environnements sales où les armoires fixes incluent un dégraissage intégré, elles peuvent réduire drastiquement le temps de préparation car les outils passent du poste de nettoyage à la presse sans contamination. Si la conception de votre chariot mobile ignore le flux de nettoyage, vous ajouterez des minutes cachées à essuyer l’huile sur la machine.
Voici donc le prisme que je veux que vous gardiez à l’avenir.
Arrêtez de demander : “ Combien d’outils puis-je stocker ? ” Commencez à demander : “ Combien de minutes puis-je supprimer de chaque changement sans augmenter le risque ? ”
Concevez le chariot autour des travaux qui changent chaque semaine, placez-le à portée de bras de la ligne de serrage, gardez la charge totale dans la capacité nominale avec une marge de sécurité de 20 %, et rendez chaque position d’outil évidente au premier coup d’œil.
Si gagner 10 minutes par changement vous rendait une heure de production, choisissez-vous vraiment entre armoires et chariots — ou choisissez-vous entre rester immobile et envoyer votre équipe technique jusqu’à la voiture ?


















