

Bulan lalu saya menghitung waktu salah satu karyawan saya saat melakukan pergantian rutin. Dua belas punch dan die. Rak berada 20 kaki di belakang mesin brake. Dia berjalan bolak-balik sebanyak 12 kali—mengangkut baja. Saat bagian pertama yang bagus keluar, 14 menit sudah habis hanya untuk berjalan.
Di rencana lantai, rak itu menempati 24 kaki persegi dan terlihat “efisien.” Di jam, ia mencuri waktu green light—menit ketika ram sedang berputar dan bagian keluar. Di bengkel dengan variasi tinggi yang menjalankan delapan pergantian per shift, itu berarti hampir dua jam berjalan dan penanganan ganda. Rak tidak bergerak. Mesin tidak bergerak. Tapi jam balapan Anda bergerak.
Jika waktu persiapan adalah metrik sebenarnya, mengapa kita masih mengukur penyimpanan berdasarkan luas lantai bukan jumlah langkah?
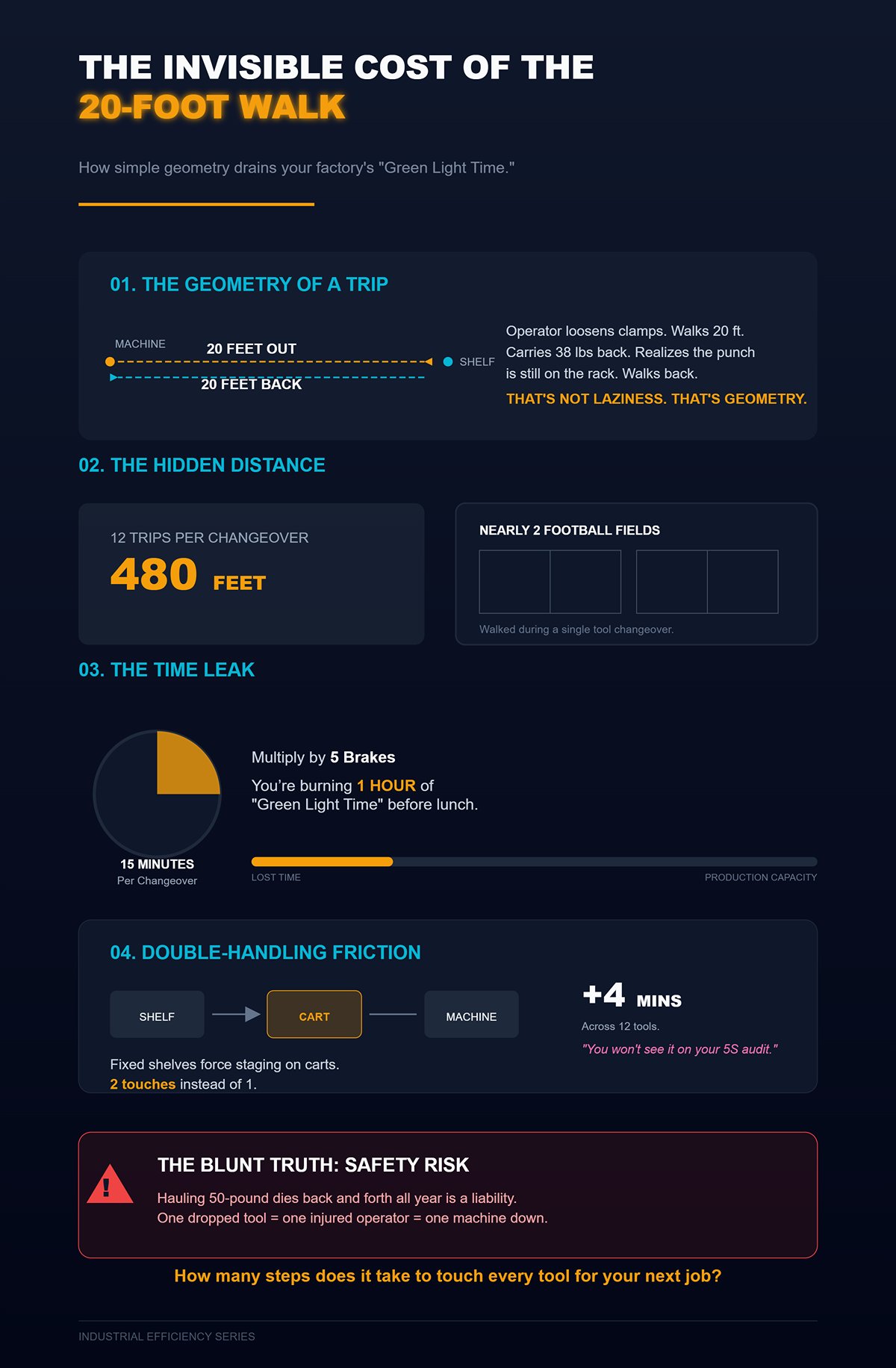
Bayangkan urutannya. Operator mengendurkan penjepit. Jalan 20 kaki. Menemukan die berikutnya. Membawa 38 pound kembali. Meletakkannya. Menyadari punch pasangannya masih di rak. Jalan kembali. Itu bukan kemalasan. Itu geometri.
Dua puluh kaki pergi dan dua puluh kembali adalah 40 kaki per perjalanan. Lakukan itu 12 kali dan Anda telah berjalan 480 kaki—hampir dua lapangan sepak bola—selama satu pergantian. Sebut saja 15 menit setelah Anda memperhitungkan pencarian dan reposisi. Kalikan dengan lima brake dan Anda membakar satu jam waktu green light sebelum makan siang.
Dan menjadi lebih buruk dengan penanganan ganda. Rak tetap berarti Anda menempatkan alat di kereta, lalu dari kereta ke mesin. Dua sentuhan per alat daripada satu. Setiap sentuhan memakan waktu 10 hingga 20 detik. Untuk 12 alat, itu berarti tambahan 4 menit. Anda tidak akan melihatnya di audit 5S Anda. Anda akan melihatnya di pengiriman terlambat.
Kebenaran pahit: terus mengangkut die 50 pound bolak-balik sepanjang tahun dan seseorang akan menjatuhkannya di kaki atau mematahkan penjepit toe, dan Anda akan kehilangan satu mesin.
Berdirilah di brake Anda sekarang—berapa banyak langkah yang diperlukan untuk menyentuh setiap alat yang Anda butuhkan untuk pekerjaan berikutnya?

Saya merusak punggung bawah pada usia 27 saat menyeret V-die 4 kaki dari rak bagian bawah. Beratnya 62 pound. Saya memutar tubuh alih-alih jongkok karena rak hanya 14 inci dari lantai dan forklift sedang digunakan.
Brake besar—150 ton ke atas—adalah pelanggar terburuk. Tempat tidur besar, alat besar, tanpa memikirkan di mana posisi tulang belakang operator dalam semua ini. Brake listrik kecil di bawah 60 ton sering memiliki penyimpanan langsung di bingkai setinggi pinggang. Besi besar? “Ini lemari. Semoga beruntung.”
Itulah pajak ergonomi. Setiap kali operator terbaik Anda membungkuk di bawah tinggi lutut atau meraih di atas tinggi bahu untuk dudukan punch 45 pound, Anda mengorbankan tubuhnya untuk menghemat beberapa kaki persegi lantai. Dalam seminggu dengan 30 pergantian, itu berarti ratusan angkatan. Kelelahan memperlambat tangan. Tangan lambat memperpanjang waktu persiapan.
Peringatan pahit: satu angkatan yang salah dapat membuat operator brake paling berpengalaman Anda cuti medis selama enam minggu.
Kapan terakhir kali Anda mengukur waktu persiapan terhadap kelelahan operator alih-alih menyalahkan “sikap”?
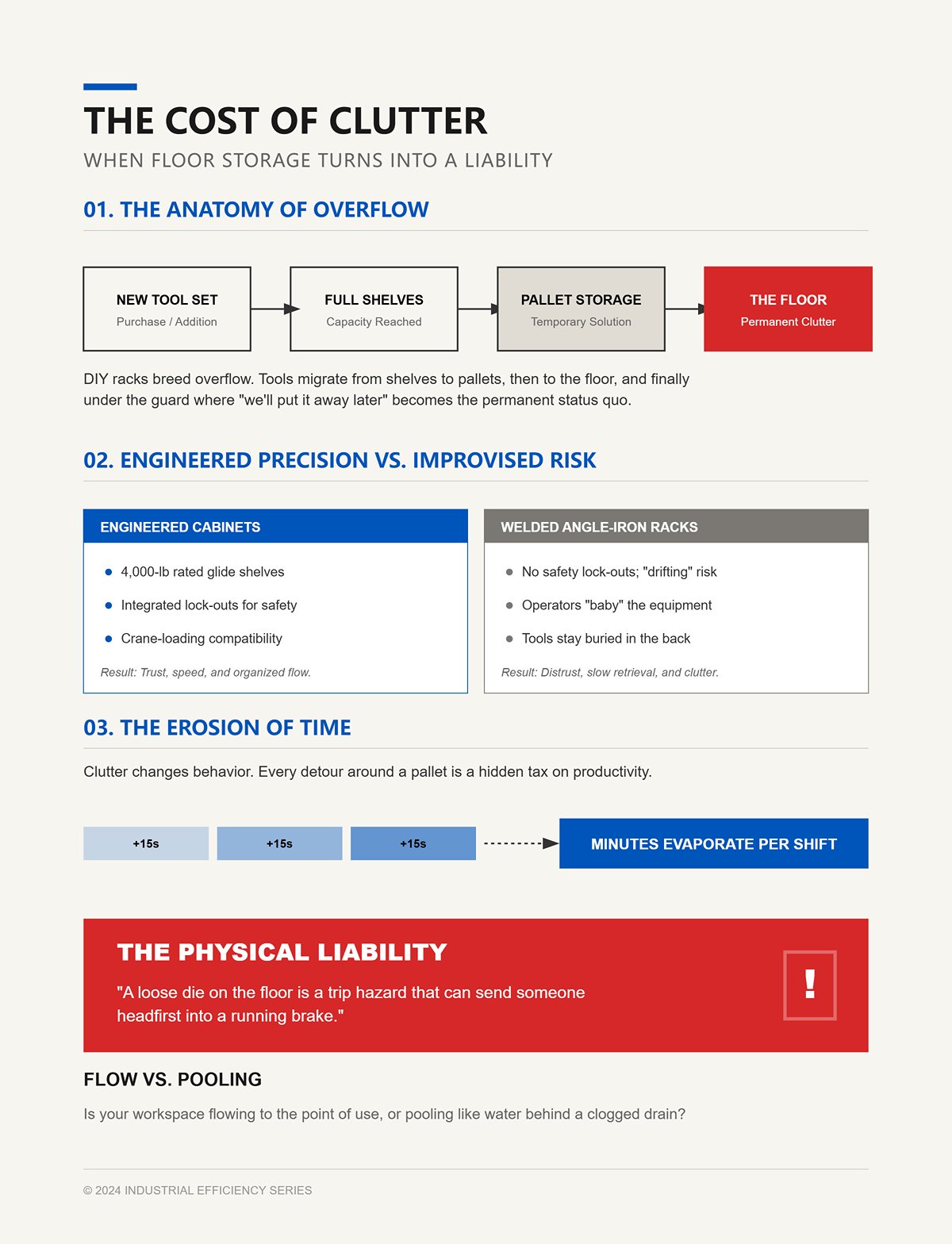
Rak DIY menciptakan kelebihan muatan. Anda membeli satu set die lagi, rak penuh, sehingga alat ditempatkan di palet. Lalu di lantai. Lalu di bawah pelindung dengan alasan “nanti kita simpan.”
Saya pernah melihat rak geser yang dirancang dengan kapasitas 4.000 pound yang memiliki lock-out agar tidak bergeser saat dimuat dengan crane. Rak baja sudut lasan Anda tidak punya itu. Jadi operator merawatnya dengan hati-hati. Mereka tidak percaya untuk menggeser 300 pound ke arah tulang kering mereka. Alat tetap terkubur di belakang. Pengambilan melambat. Kekacauan merayap ke depan.
Dan kekacauan mengubah perilaku. Sekarang kereta tidak bisa masuk lurus. Operator memutar arah menghindari palet. Tambahan 15 detik. Tambahan 15 detik. Dalam satu shift, menit menguap.
Secara blak-blakan: sebuah die yang tergeletak di lantai adalah bahaya tersandung yang bisa membuat seseorang terjatuh dengan kepala lebih dulu ke arah rem yang sedang beroperasi.
Lihat ruang di sekitar mesin Anda—apakah alat-alat mengalir ke titik penggunaannya, ataukah mereka menumpuk seperti air di belakang saluran yang tersumbat?
Saya melihat sebuah rem 10 kaki menganggur selama 11 menit sementara satu set die tersegmentasi seberat 240 pon diangkut dengan jack palet sejauh 25 kaki melintasi bengkel.
Lemari asalnya benar-benar indah—tinggi 84 inci, dalam 36 inci, enam laci yang masing-masing mampu menahan beban 400 pon. Terpaku di lantai. Nol goyangan. Dalam tata letak, ia memakan area 21 kaki persegi dan terlihat rapi. Efisien. Profesional.
Tapi rem tidak peduli seberapa padat penyimpanan Anda. Yang penting apakah baja yang tepat ada dalam jangkauan tangan ketika penjepit terbuka dan ram menunggu.
Itulah aturan titik penggunaan: jika sebuah alat digunakan di rem, maka alat itu harus berada di rem. Bukan di belakangnya. Bukan di seberang lorong. Di mesin, di dalam lingkaran tiga langkah operator. Apa pun di luar lingkaran itu adalah waktu perjalanan. Waktu perjalanan adalah waktu mati. Waktu mati adalah waktu lampu hijau yang tidak akan pernah kembali.
Di bengkel dengan banyak variasi (high-mix), rem adalah mobil balap Anda. Troli adalah troli pit Anda. Lemari tetap? Itu adalah trailer suku cadang yang diparkir 20 kaki di belakang dinding. Terlihat teratur. Tidak memenangkan balapan.
Jadi, jika lemari tetap begitu stabil dan padat, mengapa mereka terasa efisien di atas kertas tetapi lambat dalam kenyataan?
Berdirilah di depan dinding laci yang sarat dengan pukulan dan die. Semuanya berlabel. Semuanya vertikal. Anda dapat menyimpan 12 kaki linear alat dalam rentang 6 kaki. Itu adalah kepadatan nyata.
Sekarang lihat dari pandangan lebih luas ke seluruh lantai.
Lemari itu mungkin menampung 6.000 pon alat dalam area 21 kaki persegi. Rasio yang mengesankan. Tapi hal itu memaksa setiap operator keluar dari area kerja, kehilangan fokus, dan masuk kembali dengan membawa 40 hingga 100 pon di tangan mereka. Jejak kaki kecil. Radius berjalan tidak.
Saya sudah memetakannya. Pita di lantai. Dari rem ke lemari: 18 kaki. Tambahkan jarak aman untuk jalur forklift, sekarang Anda berbelok sejauh 24 kaki. Kalikan dengan delapan kali pergantian. Kalikan lagi dengan lima rem. Jejak area lemari tetap 21 kaki persegi. Jejak area berjalan membengkak hingga ratusan kaki persegi jalur yang dilalui setiap shift.
Dan inilah poin pentingnya: lemari tetap terlihat aman karena mereka tidak bergerak. Di bengkel yang banyak getaran dengan forklift yang melintas membawa muatan 6.000 pon, stabilitas itu nyata. Laci tidak miring. Rangka tidak bergeser. Tetapi kepermanenan yang sama itu juga mengunci geometri penyimpanan di tempat bahkan saat variasi pekerjaan Anda berubah setiap minggu.
Kepadatan tanpa kedekatan adalah ilusi.
Anda menghemat ruang lantai. Apakah Anda menghemat satu menit pun waktu persiapan?
Bayangkan sebuah die 4-arah sepanjang 96 inci dengan berat 102 pon.
Dari lemari tetap ke rem, jarang sekali langsung masuk ke penjepit. Angkatan pertama: dari laci ke troli. Angkatan kedua: dari troli ke mesin. Itu berarti dua kali angkat terkontrol, dua kali penyelarasan, dua kesempatan untuk menjepit jari atau menegangkan pergelangan tangan. Anggap saja 20 detik per angkatan jika operator Anda disiplin dan tidak terburu-buru. Itu berarti 40 detik sebelum die bahkan menyentuh meja kerja.
Sekarang kalikan dengan empat segmen berat dalam pengaturan biasa. Anda sudah menghabiskan hampir tiga menit hanya untuk sentuhan kedua.
Di bengkel dengan variasi tinggi yang menjalankan delapan pergantian per shift, itu bukan teori. Itu sehari-hari. Dan operator berhenti memperhatikannya karena sudah dianggap normal. Mereka tidak mencatat “waktu pegangan ganda.” Mereka mencatat “setup.”
Peringatan tegas: terus melakukan pegangan ganda pada peralatan seberat 100 pon dan suatu hari itu tidak hanya akan menjadi kehilangan waktu—itu akan menjadi jari kaki yang remuk atau bahu presisi yang bengkok yang membuat Anda kehilangan cetakan $1.200.
Dan inilah bagian yang paling sering terlewat oleh bengkel: penyimpanan tetap hampir selalu menjamin tahap penyiapan. Anda tidak bisa menempatkan lemari setinggi 7 kaki tepat di setiap mesin brake. Jadi Anda membuat langkah tengah—sebuah troli, palet, meja sementara. Setiap langkah tengah adalah satu angkatan lagi.
Jika Anda harus membayar operator per angkatan alih-alih per jam, berapa banyak angkatan yang akan Anda hilangkan besok?
Kuartal lalu, saya menempatkan troli cetakan bergerak berkapasitas 1.200 pon tepat di belakang satu brake. Enam laci. Roda kastor 5 inci. Lebar 48 inci sehingga masuk ke dalam jejak mesin saat tidak digunakan. Kami memuatnya dengan 80% teratas dari alat cetakan brake tersebut berdasarkan frekuensi, bukan ukuran.
Minggu pertama, rata-rata pergantian turun dari 18 menit menjadi 12.
Tidak ada yang ajaib terjadi. Operator berhenti meninggalkan sel. Alat bergerak satu kali: dari laci ke penjepit. Tidak ada penyiapan perantara. Tidak ada jack palet. Tidak ada jalan memutar di sekitar meja las yang “sementara” berada di lorong.
Sekarang, mari kita uji ketahanannya.
Ya, troli membutuhkan lantai yang bersih. Jika lorong Anda penuh dengan bin sampah dan palet setengah jadi, troli bergerak menjadi penghalang seberat 600 pon. Dalam lingkungan tersebut, lemari tetap terasa lebih aman karena tidak bergantung pada disiplin. Mobilitas menuntut penataan. Itu bukan kelemahan troli. Itu cermin yang menunjukkan kendali lantai Anda.
Ya, getaran dan lalu lintas forklift adalah hal nyata. Troli murah dengan roda kastor sempit dan tanpa kunci laci adalah bahaya jika memanjang dengan beban 300 pon. Itulah mengapa troli tugas berat penting: pijakan lebar, kait laci positif, beban terukur jauh di atas set cetakan terberat Anda. Kerangka berkapasitas 1.500 pon tidak goyah ketika forklift 4.000 pon lewat dengan kecepatan 5 mil per jam.
Fisikanya sederhana. Jarak kali berat sama dengan usaha. Kurangi jarak menjadi hampir nol dan Anda mengurangi total usaha tanpa mengubah beratnya. Anda tidak bisa membuat punch seberat 90 pon menjadi lebih ringan. Anda bisa membuatnya menempuh jarak 3 kaki alih-alih 23.
Itu adalah aturan titik penggunaan dalam satu kalimat: pindahkan baja dengan roda, bukan dengan tulang belakang.
Jika brake Anda adalah kendala di bengkel Anda, mengapa penyimpanan Anda dirancang berdasarkan dinding, bukan berdasarkan mesin?
Tahun lalu seorang pelanggan menggulirkan troli alat seberat 3.800 pon melintasi lantai dengan sambungan ekspansi 1/4 inci setiap 12 kaki. Enam laci penuh dengan cetakan tersegmentasi. Dia berhenti di tengah jalan dan bertanya, “Apakah beban sebesar ini seharusnya berada di atas roda?”
Inilah keputusan keseimbangan yang saya gunakan. Lemari tetap unggul untuk inventaris cadangan dalam—20% dari alat yang Anda gunakan sekali per kuartal, atau radius khusus yang disimpan selama 60 hari. Letakkan di dinding. Biarkan padat. Biarkan statis.
Tetapi 80% yang digunakan untuk pergantian harian? Jika berada dalam lingkaran 3 langkah brake, itu harus bergerak sesuai dengan campuran pekerjaan. Dan itu berarti troli harus membawa beban nyata tanpa goyah.
Jadi perdebatan bergeser. Bukan “bergerak versus tetap.” Pertanyaan sebenarnya adalah apakah sistem bergerak yang dibangun dengan benar bisa membawa rating beban yang sama seperti lemari komersial tanpa menjadi kecelakaan 4.000 pon yang menunggu terjadi.
Karena jika tidak bisa, kedekatan tidak berarti.
Saya punya lemari tetap yang diberi peringkat 5.000 pound total, 400 per laci. Rangka berat, baja 12 gauge, terikat ke lantai. Kokoh.
Sekarang lihat kereta dorong tugas berat yang dibuat dengan benar: rangka baja 10 gauge dilas, pelat atas setebal 3/16 inci, roda berdiameter 6 inci dari baja tempa yang diberi peringkat 1.200 pound masing-masing. Empat roda memberi Anda kapasitas statis 4.800 pound bahkan sebelum menghitung faktor keamanan. Itu bukan teori — itu dicetak pada pelat roda.
Peringkat beban bukan tentang apakah ada roda atau tidak. Ini tentang ke mana berat dialirkan. Pada lemari, berat langsung turun ke kaki penyeimbang. Pada kereta dorong, berat masuk melalui rangka ke garpu roda dan ke lantai. Jika peringkat roda melebihi beban per sudut dan rangka tidak bengkok di bawah torsi, fisika pada kondisi diam identik.
Pergerakan adalah tempat kereta murah gagal. Lebar tapak sempit, roda ringan, rel laci tipis. Gulung 4.000 pound melewati permukaan kasar dan inersia bergeser ke depan. Jika pusat gravitasi berada 30 inci tinggi dan 12 inci di belakang garis sumbu depan, Anda telah menciptakan tuas.
Itulah mengapa kereta serius lebar — kedalaman minimum 30 inci — dan menyimpan die terberat di dua laci terbawah. Turunkan pusat gravitasi 8 inci dan momen tipping ikut turun. Matematika tuas sederhana.
Peringatan tegas: gulung kereta 4.000 pound yang berat di atas ke tonjolan lantai setengah inci dan Anda tak hanya kehilangan perkakas — Anda akan menghancurkan kaki atau membengkokkan bahu presisi.
Jadi filter sebenarnya bukan “bergerak atau tetap.” Tapi: apakah roda, ketebalan rangka, dan rel laci Anda benar-benar diberi peringkat untuk beban hidup yang Anda masukkan ke dalamnya?
Tarik laci 75% standar dari lemari tetap. Pada laci 36 inci, 9 inci tetap terkubur dalam bayangan. Di situlah punch dengan panjang ganjil menghilang.
Saya melihat operator membongkar baris depan — 60 pound segmen ke kereta dorong — hanya untuk mengambil die 24 inci yang tersembunyi di belakang. Itu adalah penanganan ganda yang lahir dari geometri, bukan kemalasan.
Rel ekstensi 100% membawa seluruh laci melewati muka lemari. Setiap inci terlihat. Setiap inci terjangkau tanpa membongkar baris depan. Saat kereta diparkir 18 inci di belakang brake, itu berarti die berpindah sekali: dari laci ke tempat tidur.
Ada efek kedua yang sebagian besar bengkel lewatkan. Ekstensi penuh memungkinkan Anda menetapkan perkakas berdasarkan frekuensi penggunaan, bukan kedalaman. Die yang sering digunakan ditempatkan setinggi pinggang, terbuka penuh. Yang jarang digunakan bisa berada lebih rendah tanpa menjadi penggalian arkeologi.
Namun inilah tangkapannya: ekstensi penuh tanpa pembagi yang tepat berubah menjadi jalur bowling baja saat Anda memindahkan kereta dorong. Perkakas harus ditempatkan di dudukan baja pas atau baki tersegmentasi sehingga tidak bergeser saat akselerasi. Mobilitas tanpa penahan hanya menukar waktu berjalan dengan waktu pengasahan ulang.
Jika laci Anda terbuka penuh tetapi perkakas Anda mengambang di dalamnya, apakah Anda benar-benar menghilangkan ruang mati — atau hanya memindahkan kekacauan lebih dekat ke brake?
Buka dua laci yang penuh muatan pada lemari 4.000 pound dan Anda menggeser pusat gravitasi ke depan sejauh 16 hingga 20 inci. Pada unit tetap yang dibaut ke beton, itu adalah tekanan pada jangkar. Pada kereta bergerak, itu adalah skenario tip.
Sistem pengunci memungkinkan hanya satu laci terbuka dalam satu waktu. Mekanisme batang mekanis. Tanpa elektronik. Saat satu laci terbuka, lainnya tetap tertutup.
Saya menguji ini dengan 320 pound di satu laci, terbuka penuh 36 inci. Kereta tidak menunduk karena kedalaman dasar dan total massa menyeimbanginya. Cobalah dengan dua laci sekaligus dan Anda menggandakan panjang lengan momen ke depan.
Inilah saatnya kereta bergerak benar-benar dapat melampaui lemari tetap dalam hal keselamatan di dunia nyata. Sebuah lemari dinding tanpa pengunci memungkinkan operator yang terburu-buru membuka tiga laci sekaligus saat menyiapkan pekerjaan. Lemarinya tidak bergerak — tetapi manusianya bergerak. Meraih benda tajam tanpa melihat ke dalam alat yang bertumpuk adalah cara jari terjepit dan tepi alat terkelupas.
Dengan kereta bergerak yang diparkir di dekat mesin tekuk, satu laci terbuka, visibilitas penuh, tanpa permukaan penumpukan, alur kerja memaksa penanganan tunggal dan akses yang terkontrol. Itu bukan soal kenyamanan. Itu adalah pembatasan yang dirancang.
Jika kereta bergerak Anda tidak memiliki pengunci laci tunggal dan rel laci yang bersertifikat, itu bukan alat produktivitas — itu perjudian.
Jadi sekarang kita telah menetralkan dua keberatan besar: kapasitas dan stabilitas. Sebuah kereta yang dibuat dengan benar dapat menahan beban 4.000 pon, dapat ditarik sepenuhnya tanpa area mati, dan mencegah bahaya terjungkir karena beberapa laci terbuka. Lemari tetap masih masuk akal untuk penyimpanan cadangan jangka panjang di sepanjang dinding.
Yang membawa kita ke keputusan berikutnya: setelah kereta cukup aman dan kuat, bagaimana Anda mengonfigurasinya untuk melindungi berbagai gaya punch, lapisan, dan sistem tersegmentasi tanpa mengubah mobilitas menjadi risiko kerusakan?
Parkirkan kereta bermuatan 18 inci dari mesin tekan. Laci atas: 12 inci punch gaya tang Eropa, bahu digiling presisi, 28 pon per bagian 3 kaki. Laci bawah: die dasar datar gaya Amerika sepanjang 6 kaki, masing-masing 110 pon, tersusun seperti bantalan rel. Sekarang buka sedikit laci dan gulirkan kereta sejauh 6 kaki agar sejajar dengan ram.
Jika tata letak internal Anda memperlakukan dua kelompok alat itu sama, Anda sudah memasukkan potensi kerusakan ke dalam proses Anda.
Punch Eropa digantung berdasarkan tang — leher sempit yang terkunci ke sistem penjepit. Mereka dirancang untuk didukung secara vertikal atau dalam dudukan beralur yang menopang beban di sepanjang tang, bukan di ujung. Jika dibiarkan berbaring datar, massa 28 pon akan menekan ujung presisi yang digiling hingga toleransi hanya beberapa ribuan inci. Sebaliknya, die gaya Amerika adalah balok dasar datar. Mereka ingin diletakkan di permukaan lebar yang menyebarkan beban 110 pon di atas baja, bukan bergoyang di slot sempit.
Sebuah kereta tidak peduli dengan geografi. Ia peduli dengan geometri.
Ketika kereta berakselerasi dari nol hingga kecepatan berjalan — sebut saja 3 kaki per detik — inersia mendorong setiap alat ke arah panel belakang. Tanpa slot tang, punch Eropa akan bergeser 1/8 inci, menyentuh tetangganya, dan tepi mikroskopis itu menerima benturan. Anda tidak akan melihatnya. Tapi uji tekukan pertama Anda akan menunjukkan penyimpangan 0,5 derajat sepanjang 36 inci karena satu bahu sudah tidak presisi lagi.
Kerusakan kecil pada punch Eropa yang digiling presisi di rak yang asal-asalan berarti Anda menukar penghematan waktu 10 menit penyiapan dengan biaya penggantian $600.
Jadi pertanyaannya bukan lagi “Apakah itu bergerak?” melainkan “Apakah bagian dalamnya menghormati jalur beban yang dirancang untuk setiap alat?”
Saya membuat satu laci dengan dua cara sebagai uji coba. Separuh kiri: slot vertikal potongan laser selebar 0,500 inci, sedalam 2 inci, dilapisi UHMW 1/8 inci agar baja tidak bersentuhan langsung. Separuh kanan: nampan baja datar dengan pembatas. Kereta sama. Lantai sama. Operator sama.
Kami mendorongnya sejauh 40 kaki melewati dua sambungan ekspansi — bibir setinggi 1/4 inci. Punch tang beralur tidak bergerak. Punch yang diletakkan datar bergeser cukup jauh hingga dua bahu saling menggosok hingga mengilat.
Mekanismenya sederhana. Dalam slot, gaya gravitasi mendorong beban langsung ke bawah tang ke dudukan. Akselerasi horizontal diserap oleh dinding slot di atas area permukaan seluas 2 inci. Di nampan datar, satu-satunya penahan adalah gaya gesek. Baja di atas cat memiliki koefisien gesek rendah. Ia akan tergelincir lebih dulu sebelum menggenggam.
Die dasar datar gaya Amerika memiliki masalah kebalikan. Jika didirikan menyamping dalam slot sempit, Anda memusatkan 110 pon di sepanjang garis selebar 1/2 inci. Seiring waktu, itu akan membuat cat penyok, menimbulkan gerinda, dan merambat ke garis tekukan Anda. Mereka membutuhkan minimal 3 inci dukungan datar, dengan stop di ujung agar massa die mendorong ke sisi tetap, bukan ke alat di sebelahnya.
Di bengkel dengan variasi tinggi yang melakukan delapan perubahan per shift, itu hampir dua jam waktu berjalan dan penanganan ganda jika Anda menyimpan semuanya secara umum dan harus menata ulang untuk menghindari kerusakan akibat kontak. Kereta hanya menang dalam efisiensi jika tata letak laci sesuai dengan pusat gravitasi serta permukaan tumpu dari alat.
Satu kenyataan pahit: biarkan die seberat 110 pon terguling di dalam laci yang bergerak dan ia akan menghancurkan ujung jari sebelum Anda sempat bereaksi.
Jadi ketika Anda menentukan spesifikasi sebuah kereta, apakah Anda menyusun laci berdasarkan “memuat paling banyak potongan,” atau berdasarkan bagaimana setiap potongan benar-benar menahan bobotnya saat bergerak?
| Aspek | Slotting Gaya Tang | Resting Dasar Datar |
|---|---|---|
| Pengaturan Tes | Slot vertikal potong laser, lebar 0,500 inci, kedalaman 2 inci, dilapisi UHMW 1/8 inci sehingga baja tidak bersentuhan dengan baja | Nampan baja datar dengan pembagi |
| Kondisi Tes | Kereta yang sama, lantai yang sama, operator yang sama; digelindingkan sejauh 40 kaki melewati dua sambungan ekspansi 1/4 inci | Kereta yang sama, lantai yang sama, operator yang sama; digelindingkan sejauh 40 kaki melewati dua sambungan ekspansi 1/4 inci |
| Hasil Pergerakan | Punch tang bertakung tidak bergerak | Punch yang diletakkan datar bergeser; dua bahu saling memoles hingga mengkilap |
| Mekanisme Gaya | Gravitasi mendorong gaya langsung ke bawah tang ke dalam penyangga; percepatan horizontal diserap oleh permukaan dinding slot sedalam 2 inci | Satu-satunya penahan adalah gesekan; baja pada cat memiliki koefisien rendah dan menggeser sebelum mencengkeram |
| Distribusi Beban | Gaya didistribusikan sepanjang dinding slot, mengurangi gerakan lateral | Bobot bertumpu pada permukaan datar; cenderung bergeser saat bergerak |
| Kecocokan untuk Dies Dasar Datar | Tidak cocok; memusatkan 110 pon di sepanjang garis 1/2 inci, menyebabkan dent pada cat, burr, dan masalah pada garis tekuk | Memerlukan minimal 3 inci penyangga datar dengan penghenti di ujung sehingga massa mendorong ke arah permukaan tetap |
| Dampak Operasional | Penyimpanan yang aman mengurangi pergerakan selama transportasi | Di bengkel dengan variasi tinggi yang memiliki delapan pergantian per shift, penyimpanan generik menyebabkan hampir dua jam tambahan berjalan dan penanganan ganda |
| Risiko Keselamatan | Mencegah terguling dan bergeser saat bergerak | Sebuah cetakan seberat 110 pound yang terguling di dalam laci yang bergerak dapat menghancurkan ujung jari seketika |
| Pertimbangan Desain | Tata letak laci harus sesuai dengan titik pusat gravitasi dan permukaan tumpu perkakas | Memaksimalkan jumlah potongan tanpa memperhatikan distribusi berat meningkatkan kerusakan dan risiko |
Seorang perwakilan penjualan pernah menunjukkan kepada saya rak “universal” — pin yang dapat disesuaikan, lapisan busa, satu tata letak untuk semuanya. Kami memuat dua belas punch dan die, set campuran, sekitar total 420 pound, dan menggelindingkan 20 kaki. Busa terlihat lembut. Pin terlihat fleksibel.
Setelah seminggu penggunaan nyata, busa telah tertekan di tempat bahu tajam bertumpu. Tekanan berarti pergerakan. Pergerakan berarti benturan. Serpihan mikro tidak mengumumkan dirinya dengan retakan; mereka muncul sebagai sudut tekukan yang tidak konsisten yang membuat Anda kehilangan tiga pukulan uji per pekerjaan.
Perkakas presisi dihaluskan hingga toleransi ketat — bahu tegak sempurna dalam beberapa ribu inci, ujung konsisten sepanjang 36 inci. Serpihan mikro mengubah radius ujung efektif. Itu mengubah aliran material. Itu mengubah efek springback. Tiba-tiba operator Anda menyesuaikan sudut 0,3 derajat setiap kali, membakar lampu hijau sementara waktu berjalan.
Tapi jam lomba Anda tetap berjalan.
Sistem pelindung yang benar bukanlah “universal.” Sistem itu tersegmentasi. Slot tang khusus untuk punch Eropa. Dudukan datar berlapis dengan penghentian ujung positif untuk die Amerika. Baki terpisah untuk perkakas berlapis sehingga permukaan nitrida tidak pernah menggosok baja mentah. Jarak bebas 1/16 inci dari sisi ke sisi — cukup untuk memasukkan, tidak cukup untuk bergoyang.
Mobilitas bukan yang menciptakan risiko. Universalisme yang cerobohlah penyebabnya.
Jika interior kereta Anda terlihat dapat dipertukarkan dan dapat disesuaikan untuk apa saja, tanyakan pada diri Anda: apakah itu dirancang untuk kombinasi spesifik tang, permukaan datar, lapisan, dan panjang Anda — atau hanya mengandalkan gesekan dan busa untuk menyelamatkan tepi $600?
Anda bertanya seperti apa wujud kereta yang dirancang dengan tepat sesuai variasi mix.
Inilah twist-nya: terkadang jawaban yang tepat bukanlah kereta sama sekali.
Saya menjalankan pekerjaan high-mix seperti kru pit — waktu lampu hijau adalah waktu balapan — tapi bahkan saya akui ada pekerjaan di mana mobilitas tidak memberi Anda tambahan waktu sama sekali. Jika Anda memasang satu V-die 90 derajat sepanjang 12 kaki dan satu punch yang cocok, lalu menjalankan 10.000 bagian tanpa menyentuh clamp, waktu setup Anda hanyalah satu kejadian. Satu angkat. Satu alignment. Lalu berjam-jam siklus tanpa gangguan.
Dalam skenario itu, lemari yang berjarak 20 kaki tidak merugikan Anda, karena Anda tidak berjalan kembali ke sana delapan kali dalam satu shift.
Mobilitas menyelesaikan masalah pergantian alat. Tidak ada pergantian alat, tidak ada masalah untuk diselesaikan.
Jadi sebelum Anda menentukan spesifikasi lemari selebar 84 inci dan setinggi 7 kaki lainnya, tanyakan pada diri Anda: apakah Anda benar-benar high-mix, atau apakah Anda menjalankan maraton panjang dengan satu alat di mana setup hanya terjadi sekali per minggu?
Mari kita hitung dengan cara saya melakukannya di papan tulis.
Hipotetis: satu pekerjaan, satu set alat, waktu berjalan 6 jam, satu setup selama 22 menit. Apakah alat tersebut disimpan di lemari tetap atau di troli mobile yang ditempatkan 18 inci dari mesin press, Anda tetap hanya membayar waktu 22 menit sekali. 338 menit sisanya murni waktu hijau.
Jejak penyimpanan hampir tidak relevan karena Anda tidak berinteraksi dengannya.
Sekarang tambah orang. Dua operator, dengan run panjang yang sama. Lemari statis memungkinkan keduanya mengambil gauge, shim, dan punch cadangan secara bersamaan. Beberapa sistem lorong mobile membatasi akses hanya pada satu lorong terbuka sekaligus. Di lingkungan volume tinggi dengan banyak tim, akses paralel bisa lebih penting daripada kedekatan.
Tapi ini masalahnya — dan masalah besar.
Saat “run panjang” berubah menjadi tiga run pendek dan dua revisi engineering dalam shift yang sama, lemari berjarak 20 kaki itu berarti 20 kaki berjalan per pergantian alat, per operator, per perjalanan. Perhitungan berbalik dengan cepat.
Dan satu peringatan tegas dari seseorang yang belajar dengan cara sulit: sebuah die 12 kaki yang dibiarkan di lantai selama revisi “cepat” akan mengenai tulang kering Anda dengan kecepatan 3 mil per jam dan menang.
Jika papan jadwal Anda menunjukkan kurang dari dua pergantian alat per shift pada sebuah press, apakah Anda mengoptimalkan untuk kepadatan karena itu benar — atau karena itu sudah terbiasa?
Tidak setiap alat layak mendapat tempat di barisan depan.
Saya punya punch di bengkel yang belum digunakan selama 14 bulan — radius aneh, profil warisan, bentuk spesifik pelanggan untuk kontrak yang kembali setiap beberapa tahun. Alat-alat itu seharusnya disimpan di penyimpanan dalam: tetap, diberi label, diberi barcode, rak kepadatan tinggi yang melindungi tepi dan menjauh dari pola lalu lintas harian.
Itu adalah penyimpanan arsip.
Akses produksi harian berbeda. Itu adalah 40 hingga 60 kaki alat yang berganti melalui press setiap minggu — V-opening favorit Anda, radius umum, set hemming Anda. Mencampur alat arsip dan harian dalam lemari yang sama adalah cara untuk mengubur alat yang sering digunakan di belakang 800 pon “jaga-jaga.”
Lemari kepadatan tinggi bersinar ketika tujuannya adalah pelestarian dan efisiensi ruang. Mereka adalah trailer suku cadang yang diparkir 20 kaki di belakang dinding pit — terorganisir, terlindungi, tidak dimaksudkan untuk dipindah setiap putaran.
Jika Anda jujur, berapa persen dari total berat alat Anda yang benar-benar menyentuh press dalam minggu biasa?
Inilah bagian di mana semuanya menjadi praktis.
Kabinet besar yang tetap masuk akal sebagai penyimpanan mendalam — gudang utama. Setiap alat memiliki slot. Setiap slot memiliki label. Bagian berat ditempatkan pada penopang selebar penuh, minimum 3 inci di bawah die dasar datar, slot tang vertikal untuk punch Eropa. Tidak ada yang bergerak kecuali sudah dijadwalkan.
Kemudian Anda membuat troli ramping, spesifik campuran, sebagai unit penataan.
Setiap troli ditugaskan untuk sebuah mesin press atau keluarga pekerjaan. Troli tersebut hanya membawa perkakas untuk 1 hingga 3 pergantian berikutnya — tidak lebih. Laci disusun berdasarkan geometri, bukan “apa yang muat.” Beban total dijaga dalam batas kapasitas roda dan gaya dorong sehingga satu operator dapat memindahkannya dalam waktu kurang dari 10 detik tanpa harus menopang punggung bawahnya seperti yang saya lakukan saat berusia 26 tahun.
Anggap saja sebagai sistem dua tingkat: Trailer di belakang. Troli di mobil.
Penyimpanan mendalam melindungi modal. Troli bergerak melindungi waktu lampu hijau.
Dan karena troli tersebut sengaja dibatasi ruang lingkupnya, Anda menghindari jebakan dunia nyata yang sudah saya lihat belasan kali — bengkel membeli lemari beroda yang tidak pernah digerakkan karena kelebihan muatan, berantakan, dan diperlakukan seperti lemari kecil di atas roda.
Jika Anda membagi sistem Anda seperti ini — tetap untuk arsip, bergerak untuk penataan — Anda mendapatkan kepadatan di tempat yang penting dan kecepatan di tempat yang menguntungkan.
Jadi berikut adalah kerangka keputusan yang saya gunakan: hitung rata-rata pergantian per mesin press per shift, daftar perkakas yang berpindah setiap minggu, dan pisahkan dari yang tidak bergerak selama 90 hari. Ketika Anda melihat angka-angka itu tertulis dengan spidol hitam, apakah masuk akal menilai penyimpanan berdasarkan luas lantai — atau berdasarkan berapa menit waktu lampu hijau yang hilang setiap shift?
Anda bertanya bagaimana merancang secara fisik troli mobile spesifik campuran yang ideal untuk kecepatan dan keselamatan maksimum.
Mulailah dengan ini: jika mengurangi waktu penyiapan sebesar 10 menit per pergantian memberi Anda tambahan satu jam waktu lampu hijau dalam satu shift, berarti Anda tidak memiliki masalah penyimpanan — Anda memiliki masalah mobilitas.
Itu bukan filsafat. Itu matematika.
Sebuah troli tidak “lebih baik” hanya karena bisa bergerak. Troli menjadi lebih baik ketika tata letaknya sesuai dengan cara alat Anda benar-benar bergerak: die mana yang sering dipasangkan, seberapa jauh mereka berpindah, seberapa sering digunakan, dan siapa yang menanganinya. Kerangkanya sederhana tapi tegas: ukur pergantian per mesin press per shift, definisikan waktu penyiapan dengan cara yang sama setiap kali (pengambilan perkakas, berjalan, penyusunan shim, pembentukan lengkung, penyelarasan — semuanya), dan hitung menit yang hilang karena pergerakan. Lalu rancang penyimpanan untuk menghilangkan menit-menit tersebut, bukan untuk memenangkan argumen tentang ruang lantai.
Jadi sebelum Anda menggambar troli dengan enam laci dan menganggapnya selesai, apakah Anda sudah menstandarkan apa saja yang sebenarnya termasuk dalam “waktu penyiapan” di bengkel Anda?
Prioritaskan kedekatan dan urutan.
Jika Brake #2 rata-rata enam pergantian dalam delapan jam, troli yang ditugaskan untuknya seharusnya hanya memuat 40 hingga 60 kaki perkakas yang berputar melalui pekerjaan-pekerjaan itu setiap minggu — disusun sesuai urutan pemasangan. Rak bawah untuk die 60 hingga 120 pon pada ketinggian lutut agar Anda mendorong, bukan mengangkat. Punch Eropa disimpan secara vertikal di slot tang khusus agar Anda mengambil berdasarkan profil, bukan ingatan. Pengukur dan shim di laci atas, posisi yang sama setiap saat.
Itu logika kru pit. Ban tidak ada di trailer. Ada di mobil, berurutan, setiap putaran.
Sekarang uji ketahanannya. Jika operator Anda sering melakukan perubahan kecil — mengganti satu punch di tengah produksi — dan lemari sudah berada dalam jarak 24 inci dari garis penjepit, diberi kode warna dan bayangan, maka mobilitas mungkin tidak menang. Waktu pencarian visual bisa lebih pendek di papan tetap yang terang dibandingkan di laci yang dalam. Dalam kasus itu, “kereta” mungkin berupa troli bingkai terbuka sempit yang hanya menampung perkakas untuk pekerjaan berikutnya, bukan seluruh gabungan pekerjaan mingguan Anda.
Satu peringatan keras dari seorang pria yang belajar dengan V-die seberat 62 pon di usia dua puluhan: jika desain kereta Anda memaksa seseorang mengangkat dari posisi di bawah tulang kering tengah, disk L4-L5 Anda sedang hidup dengan waktu pinjaman.
Saat Anda mengamati pergantian, apakah Anda melihat gerakan mengangkat dan memutar — atau menggeser dan berputar?
Ruang lantai itu konkret. Waktu itu tak terlihat. Itulah sebabnya bengkel melindungi yang satu dan mengorbankan yang lain.
Lemari tetap mungkin menghabiskan 24 kaki persegi dan menampung 8.000 pon perkakas dalam jalur vertikal yang rapat. Kereta bergerak tugas berat mungkin memakan 18 kaki persegi di sekitar mesin press dan menampung 2.000 pon. Di atas kertas, lemari menang dalam hal kepadatan.
Tapi kepadatan tidak membengkokkan bagian logam.
Inilah pertukarannya: apakah Anda bersedia mendedikasikan ruang lantai permanen di dekat setiap mesin rem dengan campuran tinggi untuk melindungi waktu lampu hijau? Atau Anda ingin ruang itu terbuka untuk forklift dan berharap jalan kaki tidak menjadi masalah?
Dalam sel dengan dua mesin rem, saya pernah melihat satu kereta pengantar yang dirancang dengan baik melayani kedua mesin, mengurangi perjalanan pengambilan sepertiga karena perkakas hanya berpindah sekali dan dibagi di mesin press. Itu hanya berhasil jika jejak kereta sesuai dengan geometri lorong dan dapat melewati sambungan ekspansi 1/4 inci tanpa membuat punch bergetar keluar dari slot.
Jika setiap kaki persegi diperebutkan, mana yang lebih mahal bagi Anda per shift: 18 kaki persegi baja terparkir — atau 15 menit berjalan kaki?
Mari bicarakan uang tanpa berpura-pura menjadi akuntan.
Hipotetis: lima pergantian per shift pada satu mesin rem. Anda memangkas 8 menit per pergantian dengan kereta bergerak yang dibuat khusus — tata letak standar, kapasitas beban sesuai, tanpa waktu mencari. Itu berarti 40 menit per shift. Selama 250 hari kerja, itu setara dengan 166 jam tambahan waktu lampu hijau.
Anda bisa berdebat soal jumlah menitnya. Tapi Anda tidak bisa berdebat soal arahnya.
Kereta DIY yang dibuat dari besi siku 3/16 inci dan roda standar mungkin berharga sepertiga dari sistem komersial. Tapi jika roda itu punya rating 600 pon per roda dan Anda memuat total 2.400 pon, Anda sudah di ambang batas sebelum mencapai sambungan ekspansi. Sistem komersial dirancang dengan rekayasa jalur beban, slot khusus untuk tang, penopang die selebar penuh, dan ketinggian yang sesuai dengan mesin press sehingga perkakas berpindah lurus, bukan naik dan turun.
Dan ada pertanyaan tentang kebersihan. Di lingkungan kotor di mana lemari tetap memiliki sistem pembersih terintegrasi, waktu persiapan bisa berkurang drastis karena perkakas berpindah dari stasiun pembersihan ke mesin press tanpa kontaminasi. Jika desain kereta bergerak Anda mengabaikan alur kerja pembersihan, Anda akan menambah menit tersembunyi untuk menghapus oli di mesin.
Jadi inilah sudut pandang yang ingin saya teruskan.
Berhentilah bertanya, “Berapa banyak perkakas yang bisa saya simpan?” Mulailah bertanya, “Berapa menit yang bisa saya hilangkan dari setiap pergantian tanpa menambah risiko?”
Rancang kereta berdasarkan pekerjaan yang berpindah setiap minggu, tempatkan dalam jangkauan lengan dari garis penjepit, jaga total beban dalam kapasitas yang dinilai dengan margin keamanan 20 persen, dan buat setiap posisi perkakas terlihat jelas sekilas.
Jika pemangkasan 10 menit per pergantian memberi Anda kembali satu jam waktu lampu hijau, apakah Anda benar-benar memilih antara lemari dan kereta — atau memilih antara diam di tempat dan mendorong kru pit Anda ke mobil?


















