

В прошлом месяце я засекал одного из своих ребят во время обычной переналадки. Двенадцать пуансонов и матриц. Стеллаж стоял в 6 метрах позади пресса. Он прошел туда и обратно 12 раз — нес сталь. К моменту, когда упала первая годная деталь, 14 минут уже ушло на походы.
На плане цеха этот стеллаж занимает 2,2 м² и выглядит “эффективным”. На часах он крадет время зеленого света — минуты, когда ползун работает и детали выходят. В цеху с большим ассортиментом и восьмью переналадками за смену это почти два часа ходьбы и двойной обработки. Стеллаж не двигался. Машина не двигалась. Но ваш гоночный хронометр — да.
Если время наладки — это реальный показатель, почему мы продолжаем измерять хранение по занимаемой площади, а не по количеству шагов?
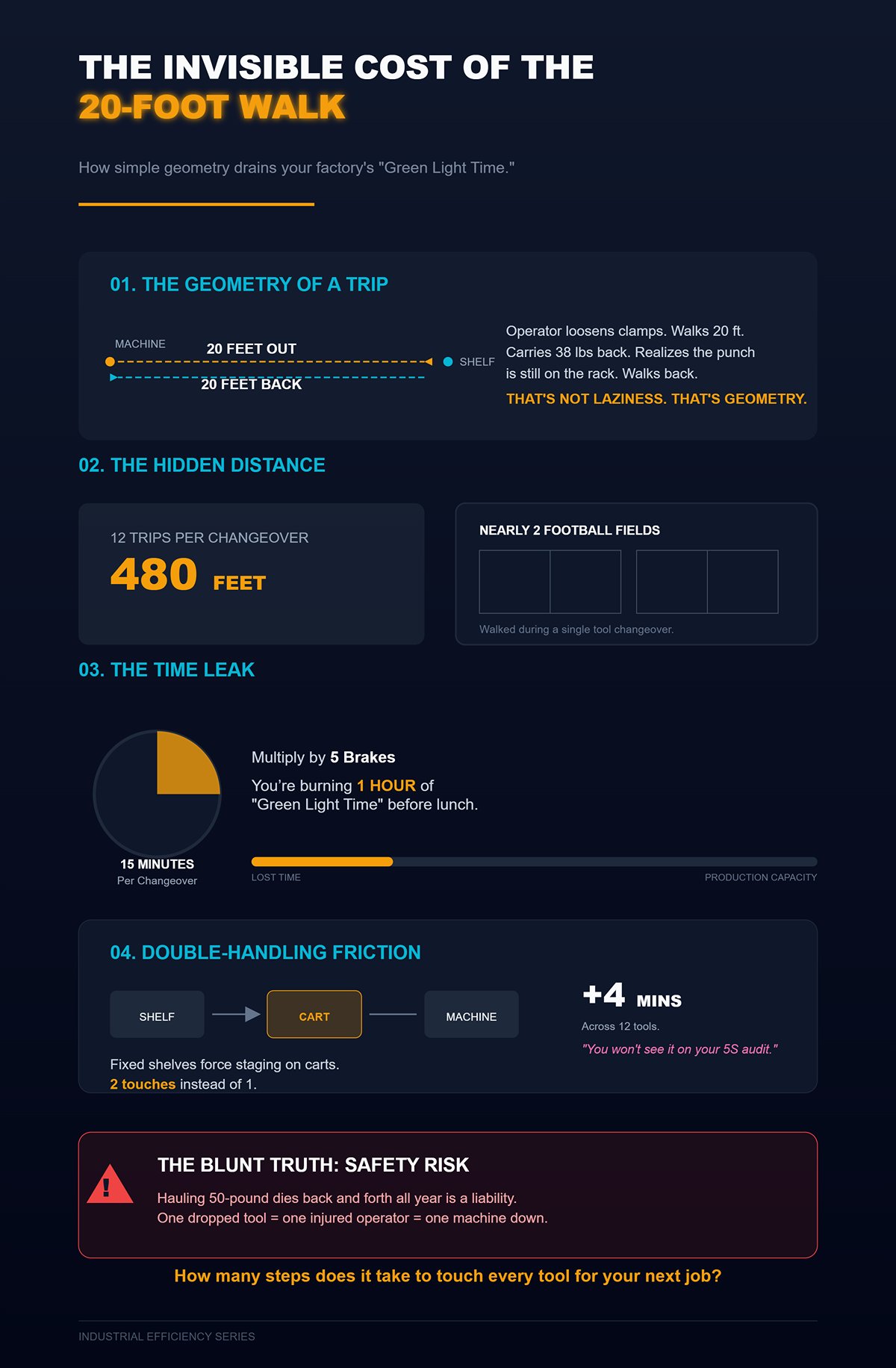
Представьте последовательность. Оператор ослабляет зажимы. Идет 6 метров. Находит следующую матрицу. Несет 17 кг обратно. Кладет. Понимает, что парный пуансон всё ещё на стеллаже. Идет обратно. Это не лень. Это геометрия.
6 метров туда и 6 обратно — это 12 метров за один поход. Сделайте это 12 раз — и вы прошли 146 метров, почти два футбольных поля, за одну переналадку. Назовите это 15 минут с учетом поиска и перестановки. Умножьте на пять прессов — и вы теряете час времени зеленого света до обеда.
И это усугубляется двойной обработкой. Фиксированные полки означают, что вы ставите инструмент на тележку, а затем с тележки на станок. Два касания вместо одного. Каждое — 10–20 секунд. На 12 инструментов это ещё 4 минуты. Вы не увидите это на 5S-аудите. Но увидите в виде опозданий поставок.
Горькая правда: таскайте 23-килограммовые матрицы туда-сюда весь год, и кто-то уронит одну на ногу или треснет зажим, а затем вы потеряете станок.
Встаньте сейчас у своего пресса — сколько шагов требуется, чтобы дотронуться до всех инструментов, необходимых для следующей работы?

Я сорвал поясницу в 27 лет, вытаскивая 1,2‑метровую V‑матрицу с нижней полки. Она весила 28 кг. Я повернулся вместо того, чтобы присесть, потому что полка была на высоте 35 см от пола, а погрузчик был занят.
Крупные прессы — 150 тонн и выше — самые виновники. Большая плита, большие инструменты, ноль мыслей о том, где находится позвоночник оператора. Малые электрические прессы до 60 тонн часто строят хранение прямо в раму на уровне талии. А большой металл? “Вот шкаф. Удачи.”
Это и есть эргономический налог. Каждый раз, когда ваш лучший оператор наклоняется ниже уровня колен или тянется выше плеч за держателем пуансона весом 20 кг, вы расходуете его тело ради экономии пары квадратных метров площади. За неделю из 30 переналадок это сотни подъемов. Усталость замедляет руки. Медленные руки удлиняют наладки.
Горькое предупреждение: одно неправильное поднятие может отправить самого опытного оператора пресса на медицинский отпуск на шесть недель.
Когда вы в последний раз измеряли время наладки относительно усталости оператора, а не обвиняли “отношение”?
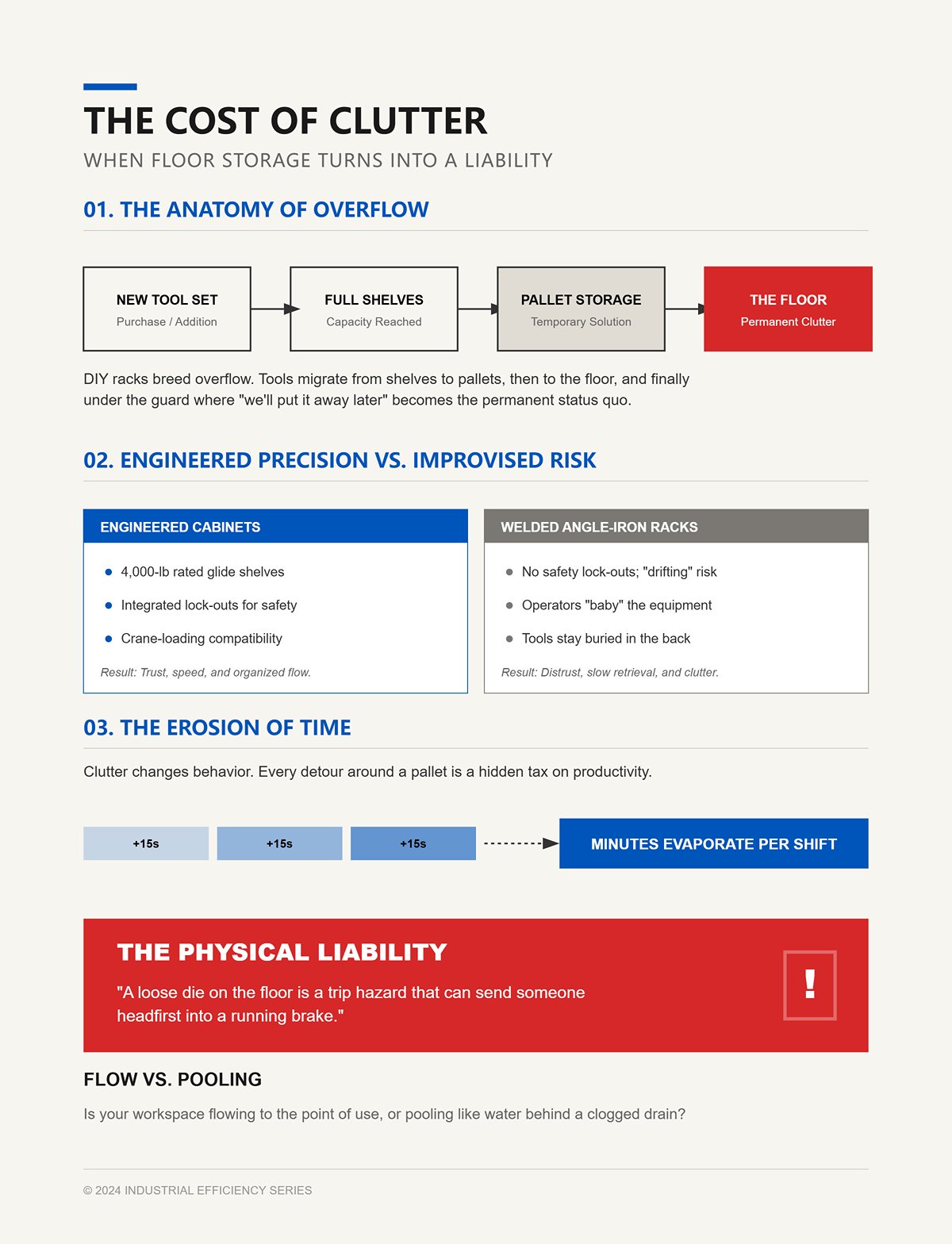
Самодельные стеллажи приводят к переполнению. Вы покупаете ещё один комплект матриц — полки заполнены, и инструменты оказываются на поддонах. Потом на полу. Потом под защитой, где “мы уберем позже”.”
Я видел полки с грузоподъемностью 1 800 кг в инженерных шкафах с фиксаторами, чтобы они не смещались при загрузке краном. Ваш сваренный из уголка стеллаж такого не имеет. Поэтому операторы берегут его. Они не доверяют выдвигать 136 кг к своим голеням. Инструменты остаются запрятанными в глубине. Извлечение замедляется. Беспорядок ползет вперед.
А беспорядок меняет поведение. Теперь тележка не может въехать прямо. Оператор обходит поддон. Ещё 15 секунд. Ещё 15 секунд. За смену минуты испаряются.
Просто: лежащий на полу свободный штамп — это опасность споткнуться, которая может отправить кого-то головой вперёд в работающий пресс с тормозом.
Посмотрите на пространство вокруг вашей машины — течёт ли инструмент прямо к месту использования или скапливается, как вода за забитым стоком?
Я наблюдал, как 10-футовый пресс с тормозом простаивал 11 минут, пока сегментированный штамп весом 240 фунтов перевозили на паллет-джеке на 25 футов через цех.
Шкаф, из которого его достали, прекрасен — 84 дюйма в высоту, 36 дюймов в глубину, шесть ящиков, рассчитанных на 400 фунтов каждый. Прикручен к полу. Ноль шаткости. По плану он занимает 21 квадратный фут и выглядит компактно. Эффективно. Профессионально.
Но прессу с тормозом всё равно, насколько плотным является ваше хранение. Ему важно, чтобы нужная сталь была в пределах досягаемости, когда зажимы открыты и ползун ждёт.
Вот правило точки использования: если инструмент используется у пресса, он живёт у пресса. Не позади него. Не через проход. У машины, внутри трёхшагового круга оператора. Всё, что вне этого круга — это время на перемещение. Время на перемещение — это мёртвое время. Мёртвое время — это время «зелёного света», которое вам никогда не вернуть.
В цехе с высоким разнообразием заказов пресс — это ваша гоночная машина. Тележка — это ваша пит-тележка. Стационарный шкаф? Это прицеп с деталями, припаркованный на 20 футов за стеной. Выглядит организованно. Не выигрывает гонки.
Так если стационарные шкафы такие устойчивые и вместительные, почему на бумаге они кажутся эффективными, а в реальности медленными?
Встаньте перед стеной ящиков, загруженных пуансонами и штампами. Всё подписано. Всё вертикальное. Можно хранить 12 линейных футов инструмента в 6-футовом пространстве. Это реальная плотность.
Теперь увеличьте масштаб до всего цеха.
Этот шкаф может содержать 6 000 фунтов инструмента на 21 квадратном футе. Впечатляющее соотношение. Но он заставляет каждого оператора выйти из рабочей ячейки, потерять концентрацию и вернуться с 40–100 фунтами в руках. Занимаемая площадь мала. Радиус перемещений — нет.
Я промерил это. Лента на полу. От пресса до шкафа: 18 футов. Добавьте пространство для движения вилочного погрузчика — теперь обход 24. Умножьте это на восемь переналадок. Умножьте снова на пять прессов. Площадь шкафа остаётся 21 квадратный фут. Площадь перемещений раздувается до сотен квадратных футов пути за каждую смену.
И вот главный момент: стационарные шкафы выглядят безопасно, потому что они не двигаются. В цехах с высокой вибрацией, где рядом проходят погрузчики с грузом 6 000 фунтов, эта устойчивость реальна. Ящики не опрокидываются. Рамы не смещаются. Но та же неизменность фиксирует геометрию хранения даже тогда, когда набор заказов меняется каждую неделю.
Плотность без близости — это мираж.
Вы сэкономили место на полу. А сэкономили ли вы хоть минуту на настройке?
Представьте 96-дюймовый четырёхсторонний штамп весом 102 фунта.
От стационарного шкафа до пресса он редко идёт прямо в зажимы. Первый подъём: из ящика на тележку. Второй подъём: с тележки на машину. Это два контролируемых подъёма, два выравнивания, два шанса прищемить палец или надорвать запястье. Назовите это 20 секундами на подъём, если оператор дисциплинирован и не спешит. Это 40 секунд до того, как штамп коснётся станины.
Теперь умножьте на четыре тяжёлых сегмента в типичной настройке. Вы уже потратили почти три минуты только на вторые касания.
В цехе с высокой вариативностью, где за смену делают восемь переналадок, это не теория. Это ежедневная практика. И операторы перестают это замечать, потому что это становится нормой. Они не фиксируют “время двойного обращения”. Они записывают “наладку”.”
Прямое предупреждение: если продолжите дважды обрабатывать 100-фунтовый инструмент, однажды это перестанет быть потерей времени — это будет раздавленный палец или согнутое точное плечо, что обойдётся вам в штамповку $1,200.
А вот момент, который большинство цехов упускает: фиксированное хранение почти гарантирует этап подготовки. Вы не сможете поставить 7-футовый шкаф вплотную к каждому прессу. Поэтому вы создаёте промежуточный шаг — тележку, паллет, временный стол. Каждый промежуточный шаг — это ещё один подъём.
Если бы вы платили операторам за каждый подъём, а не за часы, сколько подъёмов вы бы исключили уже завтра?
В прошлом квартале я поставил мобильную тележку для штампов вместимостью 1,200 фунтов прямо за одним прессом. Шесть ящиков. Колёса диаметром 5 дюймов. Ширина 48 дюймов, чтобы при неиспользовании она помещалась в габарит станка. Мы загрузили её верхними 80% повторяющихся инструментов этого пресса по частоте использования, а не по размеру.
В первую неделю среднее время переналадки сократилось с 18 минут до 12.
Ничего магического не произошло. Оператор перестал покидать рабочую зону. Инструменты перемещались один раз: из ящика в зажимы. Без подготовки. Без ручного штабелёра. Без обхода сварочного стола, который “временно” стоит в проходе.
А теперь давайте проведём стресс-тест.
Да, тележкам нужен свободный пол. Если ваши проходы загромождены контейнерами для отходов и полуготовыми паллетами, мобильная тележка превращается в 600-фунтовое препятствие. В таких условиях фиксированные шкафы кажутся безопаснее, потому что они не зависят от дисциплины. Мобильность требует порядка на производстве. Это не недостаток тележки. Это зеркало, отражающее ваше управление цехом.
Да, вибрация и движение погрузчиков — это реальность. Дешевая тележка с узкими колёсами и без фиксаторов ящиков — опасна при выдвижении 300-фунтовой нагрузки. Поэтому тяжёлая конструкция имеет значение: широкая база, надёжные защёлки ящиков, грузоподъёмность выше самого тяжёлого комплекта штампов. Рама, рассчитанная на 1,500 фунтов, даже не дрогнет, когда 4,000-фунтовый погрузчик проезжает рядом со скоростью 5 миль в час.
Физика проста. Дистанция умноженная на вес равна усилию. Сократите дистанцию почти до нуля, и общее усилие уменьшится, не меняя вес. Вы не сделаете 90-фунтовый пуансон легче. Вы можете заставить его пройти 3 фута вместо 23.
Это правило использования на месте в одном предложении: перемещайте металл на колёсах, а не на позвоночниках.
Если ваш пресс — узкое место в цехе, почему ваше хранение спроектировано вокруг стен, а не вокруг станка?
В прошлом году клиент перекатывал 3,800-фунтовую инструментальную тележку по полу с деформационным швом в 1/4 дюйма каждые 12 футов. Шесть ящиков, загруженных сегментированными штампами. Он остановился на полпути и задал мне вопрос, который вы сейчас думаете: “Стоит ли вообще размещать такой вес на колёсах?”
Вот баланс, который я использую. Фиксированные шкафы выигрывают для глубокого хранения — те 20% инструментов, которые вы используете раз в квартал или специальные радиусы, лежащие по 60 дней подряд. Поставьте их у стены. Пусть будут плотными. Пусть будут статичными.
Но те 80%, которые обеспечивают ежедневные переналадки? Если они находятся в 3-шаговом радиусе пресса, они должны перемещаться вместе с изменяемыми заказами. А значит, тележка должна перевозить реальный вес, не дрожа.
Так что спор меняется. Не “мобильное против фиксированного”. Настоящий вопрос — может ли правильно построенная мобильная система иметь ту же грузоподъёмность, что и коммерческий шкаф, не превращаясь в аварию с 4,000 фунтами, ожидающими случиться.
Потому что если это невозможно, близость не имеет значения.
У меня есть стационарный шкаф с общим рейтингом 5000 фунтов, 400 на ящик. Прочная рама, сталь толщиной 12-го калибра, закреплён к полу. Надёжно.
Теперь взгляните на правильно построенную тяжёлую мобильную тележку: сварная рама из стали 10-го калибра, верхняя плита толщиной 3/16 дюйма, кованые колёса диаметром 6 дюймов с нагрузкой 1200 фунтов каждое. Четыре колеса дают 4800 фунтов статической грузоподъёмности, даже не считая коэффициента запаса прочности. Это не теория — это указано на пластине колеса.
Грузоподъёмность не зависит от того, есть ли колёса. Всё решает, куда передаётся вес. В шкафу вес идёт прямо вниз на выравнивающие опоры. В тележке — через раму к кронштейну колеса и далее в пол. Если рейтинг колеса превышает нагрузку на угол, а рама не скручивается при изгибе, то физика при неподвижности одинакова.
Движение — вот где дешёвые тележки выходят из строя. Узкая база, лёгкие колёса, тонкие направляющие ящиков. Прокатите 4000 фунтов по неровной поверхности — инерция сместится вперёд. Если центр тяжести расположен на высоте 30 дюймов и на 12 дюймов позади линии передних осей, вы создали рычаг.
Поэтому серьёзные тележки широкие — минимум 30 дюймов в глубину — и хранят самые тяжёлые штампы в двух нижних ящиках. Опустите центр тяжести на 8 дюймов, и момент опрокидывания уменьшится. Простая математика рычага.
Предупреждение: если прокатить верхнетяжёлую тележку весом 4000 фунтов через выступ пола в 1/2 дюйма, вы не просто потеряете инструмент — можно придавить ногу или погнуть прецизионное плечо.
Так что реальный критерий — не “мобильный или стационарный”. Важно другое: действительно ли ваши колёса, толщина рамы и направляющие ящиков рассчитаны на фактическую живую нагрузку, которую вы в них кладёте?
Выдвиньте стандартный ящик 75% из стационарного шкафа. У 36-дюймового ящика 9 дюймов остаются в тени. Именно туда отправляются штампы странной длины, чтобы «исчезнуть».
Я наблюдал, как операторы выгружают передний ряд — 60 фунтов сегментов на тележку — только чтобы достать штамп длиной 24 дюйма, спрятанный сзади. Это двойная работа, вызванная геометрией, а не ленью.
Направляющая полного выдвижения 100% выводит весь ящик за лицевую часть шкафа. Каждый дюйм виден. Каждый дюйм доступен без разгрузки переднего ряда. Когда тележка стоит в 18 дюймах позади пресса, штамп перемещается один раз: из ящика на стол.
Есть второй эффект, который большинство цехов упускает. Полное выдвижение позволяет распределять инструмент по частоте использования, а не по глубине. Часто используемые штампы находятся на уровне пояса, полностью открытые. Редко используемые могут стоять ниже — без превращения в археологические раскопки.
Но вот загвоздка: полное выдвижение без правильных разделителей превращается в стальную «боулинг-аллею», когда вы двигаете тележку. Инструменты должны лежать в точных стальных ложементах или сегментированных лотках, чтобы ничего не смещалось при ускорении. Мобильность без фиксации просто меняет время ходьбы на время перешлифовки инструмента.
Если ваши ящики полностью выдвигаются, но инструмент внутри свободно перемещается, вы действительно устранили мёртвое пространство — или просто перенесли хаос ближе к прессу?
Откройте два загруженных ящика в шкафу весом 4000 фунтов — и центр тяжести сместится вперёд на 16–20 дюймов. В стационарном шкафу, закреплённом к бетону, это нагрузка на анкеры. В мобильной тележке — сценарий опрокидывания.
Система блокировки позволяет открыть только один ящик за раз. Механическая связка стержней. Без электроники. Когда один ящик выдвинут, остальные остаются защёлкнутыми.
Я тестировал это с нагрузкой 320 фунтов в одном полностью выдвинутом на 36 дюймов ящике. Тележка не опрокинулась, потому что глубина основания и общая масса уравновесили её. Попробуйте то же самое с двумя ящиками одновременно — и вы удвоите передний момент рычага.
Вот где мобильные тележки на самом деле могут превзойти стационарные шкафы с точки зрения безопасности в реальных условиях. Настенный шкаф без блокировок позволяет торопящемуся оператору открыть три ящика во время подготовки. Сам шкаф не движется — но человек движется. Слепое засовывание руки в стопку инструментов — вот как защемляются пальцы и повреждаются кромки.
С мобильной тележкой, припаркованной у пресса, с одним открытым ящиком, полной видимостью и без поверхности для выкладки, процесс работы вынуждает к одноразовому обращению и контролируемому доступу. Это не удобство. Это продуманное ограничение.
Если у вашей мобильной тележки нет межъярусных блокировок с возможностью открытия только одного ящика и направляющих с расчетной нагрузкой, то это не инструмент для повышения производительности — это риск.
Таким образом, мы нейтрализовали два главных возражения: грузоподъемность и устойчивость. Правильно изготовленная тележка может перевозить 4000 фунтов, полностью выдвигаться без «мертвых зон» и предотвращать опасность опрокидывания при открытии нескольких ящиков. Стационарные шкафы по-прежнему разумно использовать для долгосрочного хранения в резерве у стены.
Что подводит нас к следующему решению: когда тележка уже достаточно безопасна и прочна, как ее настроить, чтобы защитить различные типы пуансонов, покрытия и сегментированные системы, не превратив мобильность в источник повреждений?
Поставьте загруженную тележку в 18 дюймах от пресса. Верхний ящик: 12 дюймов европейских пуансонов с хвостовиком, с прецизионно обработанными уступами, вес 28 фунтов на 3-футовую секцию. Нижний ящик: 6-футовые американские матрицы с плоским основанием, по 110 фунтов каждая, лежащие как железнодорожные шпалы. Теперь слегка откройте ящик и перекатите тележку на 6 футов, чтобы выровнять с ползуном.
Если ваша внутренняя компоновка обращается с этими двумя семействами инструментов одинаково, вы уже заложили повреждения в свой процесс.
Европейские пуансоны подвешиваются за хвостовик — это узкая шейка, которая фиксируется в зажимной системе. Они рассчитаны на вертикальную установку или размещение в прорезном ложементе, который воспринимает нагрузку вдоль хвостовика, а не на острие. Если положить их горизонтально, то масса в 28 фунтов будет давить на рабочую кромку, обработанную с точностью до тысячных долей дюйма. Американские матрицы, напротив, имеют плоское основание. Им нужна широкая поверхность, которая распределяет 110 фунтов по стали, а не балансирует в узкой прорези.
Тележке не важно, из какой вы страны. Ей важно, какая у вас геометрия.
Когда тележка разгоняется от нуля до пешеходной скорости — скажем, 3 фута в секунду — инерция толкает каждый инструмент к задней панели. Без прорезей для хвостовиков европейский пуансон сдвигается на 1/8 дюйма, задевает соседа, и микроскопическая кромка принимает удар. Вы этого не увидите. Но первая пробная гибка покажет отклонение в 0,5 градуса на протяжении 36 дюймов, потому что один уступ больше не идеально ровен.
Повредите прецизионно шлифованный европейский пуансон в небрежной стойке — и вы только что обменяли 10 минут экономии при наладке на замену стоимостью $600.
Так что вопрос перестает звучать “Она мобильная?” и становится “Уважает ли внутренняя конструкция путь нагрузки, под который был рассчитан каждый инструмент?”
Я сделал один ящик в двух вариантах для теста. Левая половина — вертикальные прорези, вырезанные лазером, шириной 0,500 дюйма и глубиной 2 дюйма, облицованные пластиком UHMW толщиной 1/8 дюйма, чтобы сталь не соприкасалась со сталью. Правая половина — плоский стальной поддон с перегородками. Та же тележка. Тот же пол. Тот же оператор.
Мы прокатили ее 40 футов через два температурных шва — с перепадом по 1/4 дюйма. Пуансонов с хвостовиком в прорезях не сдвинуло. А лежащие горизонтально пуансоны сместились настолько, что две шейки натерли друг друга до блеска.
Механизм прост. В прорези сила тяжести направляется прямо вниз по хвостовику в ложемент. Горизонтальное ускорение поглощается стенками прорези по площади 2 дюйма. На плоском поддоне единственное удержание обеспечивает трение. Сталь по краске дает низкий коэффициент сцепления. Она сдвинется раньше, чем зафиксируется.
Для американских матриц с плоским основанием проблема обратная. Если поставить их на ребро в узкие прорези, 110 фунтов концентрируются вдоль линии шириной 1/2 дюйма. Со временем это вмятины в краске, задиры и отпечатывание на линии гиба. Им нужно минимум 3 дюйма плоской опоры с упорами на концах, чтобы масса матрицы упиралась в жесткую стенку, а не в соседнюю деталь.
В цехе с большим разнообразием и восемью переналадками за смену на это уходит почти два часа хождения и двойной работы, если хранить всё универсально и каждый раз перекладывать, чтобы избежать повреждений при контакте. Тележка выигрывает по эффективности только тогда, когда компоновка ящиков соответствует центру тяжести и опорным поверхностям инструмента.
Горькая правда: если 110-фунтовая матрица опрокинется внутри движущегося ящика, она раздавит кончик пальца раньше, чем вы успеете среагировать.
Итак, когда вы подбираете тележку, вы размещаете ящики по принципу “вмещает больше деталей” или по тому, как каждая деталь фактически удерживает свой вес при движении?
| Аспект | Пазы в стиле "танг" | Плоское основание |
|---|---|---|
| Настройка испытаний | Лазерные вертикальные пазы, шириной 0,500 дюйма, глубиной 2 дюйма, облицованные 1/8-дюймовым UHMW, чтобы сталь никогда не соприкасалась со сталью | Плоский стальной лоток с перегородками |
| Условия испытания | Одна и та же тележка, тот же пол, тот же оператор; прокатана на 40 футов через два температурных шва по 1/4 дюйма | Одна и та же тележка, тот же пол, тот же оператор; прокатана на 40 футов через два температурных шва по 1/4 дюйма |
| Результат движения | Пуансон с пазом в стиле "танг" не сдвинулся | Плоско уложенные пуансоны сдвинулись; два плеча отполировали друг друга до блеска |
| Механизм усилия | Сила тяжести действует прямо вниз, вдоль хвостовика в опору; горизонтальное ускорение поглощается 2 дюймами площади стенки паза | Единственное удержание — трение; сталь по краске имеет низкий коэффициент и скользит до того, как схватится |
| Распределение нагрузки | Сила распределяется вдоль стенок пазов, уменьшая боковое движение | Вес опирается на плоскую поверхность; склонен к скольжению при движении |
| Пригодность для штампов с плоским основанием | Не подходит; концентрирует 110 фунтов вдоль линии в 1/2 дюйма, вызывая вмятины в краске, заусенцы и проблемы с линией сгиба | Требуется минимум 3 дюйма плоской опоры с упорами на концах, чтобы масса упиралась в фиксированную поверхность |
| Влияние на операционную деятельность | Надёжное хранение сокращает перемещения во время транспортировки | В мастерских с высоким разнообразием и восемью сменами инструмента за смену универсальное хранение приводит почти к двум часам лишней ходьбы и двойной обработки |
| Риск для безопасности | Предотвращает опрокидывание и смещение во время движения | Пресс-форма весом 110 фунтов, опрокинувшаяся внутри движущегося ящика, может мгновенно раздавить кончик пальца |
| Конструкторское соображение | Планировка ящика должна соответствовать центру тяжести и опорным поверхностям инструмента | Максимизация количества деталей без учета распределения веса увеличивает повреждения и риски |
Один торговый представитель однажды показал мне “универсальный” стеллаж — регулируемые штифты, подкладка из пены, одна компоновка для всего. Мы загрузили двенадцать пуансонов и матриц, смешанный набор, всего около 420 фунтов, и прокатили на 20 футов. Пена выглядела мягкой. Штифты казались гибкими.
Через неделю реальной эксплуатации пена продавилась в местах, где лежали острые плечи. Продавливание означает движение. Движение означает удар. Микросколы не заявляют о себе треском; они проявляются как нестабильные углы гиба, которые стоят вам трёх пробных ударов на каждую работу.
Прецизионно шлифованный инструмент готовится с соблюдением строгих допусков — плечи квадратные с точностью в несколько тысячных дюйма, наконечники стабильны на протяжении 36 дюймов. Микроскол изменяет фактический радиус наконечника. Это изменяет движение материала. Это изменяет эффект упругого возврата. Вдруг ваш оператор начинает подправлять угол по 0,3 градуса за раз, теряя зелёный свет, пока время идёт.
Но ваш гоночный таймер засёк.
Настоящая защитная система не “универсальна”. Она сегментирована. Выделенные пазы для хвостов европейских пуансонов. Плоские, облицованные подставки с упорами для американских матриц. Отдельные лотки для инструмента с покрытием, чтобы нитридная поверхность никогда не тёрлась о необработанную сталь. Зазор 1/16 дюйма между боковыми стенками — достаточно, чтобы вставить, но недостаточно, чтобы дребезжать.
Мобильность не создала риск. Его создала небрежная универсальность.
Если внутренность вашей тележки выглядит как взаимозаменяемая и регулируемая подо всё, спросите себя: спроектирована ли она под ваш точный набор хвостов, плоскостей, покрытий и длин — или надеется, что трение и пена спасут кромку $600?
Вы спрашиваете, как на практике выглядит правильно спроектированная, специфичная для ассортимента тележка.
Вот в чём загвоздка: иногда правильный ответ — это вообще не тележка.
Я выполняю работу с большим разнообразием, как команда механиков на пит-стопе — время зелёного света это время гонки — но даже я признаю, что бывают задания, где мобильность не даёт ни одной лишней минуты. Если вы устанавливаете один 12-футовый V-штамп с углом 90 градусов и одну соответствующую пуансон, и запускаете 10 000 деталей, не трогая зажимы, время настройки — это одно событие. Один подъём. Одно совмещение. Потом часы непрерывного цикла.
В таком случае шкаф в 20 футах от вас никак не мешает, потому что вы не ходите к нему восемь раз за смену.
Мобильность решает проблему переналадок. Нет переналадок — нет проблемы, которую нужно решать.
Так что, прежде чем вы закажете очередной шкаф шириной 84 дюйма и высотой 7 футов, спросите себя: вы действительно работаете с большим разнообразием задач, или выполняете длинные марафоны с одним инструментом, где настройка происходит раз в неделю?
Давайте посчитаем так, как я это делаю на доске.
Гипотетический пример: одна работа, один комплект инструментов, 6-часовой цикл, одна настройка за 22 минуты. Независимо от того, хранится ли инструмент в неподвижном шкафу или на мобильной тележке, стоящей в 18 дюймах от пресса, вы всё равно платите за эти 22 минуты только один раз. Остальные 338 минут — чистое время зелёного света.
Размер места для хранения почти не имеет значения, потому что вы с ним не взаимодействуете.
Теперь добавим людей. Два оператора, тот же длинный цикл. Статические шкафы позволяют обоим одновременно брать шаблоны, прокладки и запасные пуансоны. Некоторые мобильные системы в проходах ограничивают доступ только к одному открытому ряду за раз. В коллективной, высокообъёмной среде параллельный доступ может перевесить близость.
Но вот загвоздка — и она серьёзная.
В момент, когда этот “длинный цикл” превращается в три коротких и два инженерных изменения за одну смену, шкаф в 20 футах превращается в 20 футов, которые нужно пройти при каждой переналадке, каждым оператором, каждым походом. Расчёт меняется быстро.
И одно прямое предупреждение от человека, который усвоил это на собственном опыте: 12-футовый штамп, оставленный на полу во время “быстрого” изменения, найдёт вашу голень на скорости 3 мили в час и победит.
Если на вашем производственном графике показано меньше двух переналадок за смену на прессе, вы оптимизируете плотность потому, что это правильно — или потому, что это привычно?
Не каждый инструмент заслуживает место в первом ряду.
У меня в мастерской есть пуансоны, которые мы не запускали 14 месяцев — странные радиусы, устаревшие профили, формы для конкретных заказчиков по контрактам, которые возвращаются каждые несколько лет. Им место в глубоком хранении: фиксированные, подписанные, с штрихкодами, высокоплотные стеллажи, которые защищают кромки и не мешаются в ежедневном потоке.
Это архивное хранение.
Ежедневный доступ к инструментам — это другое. Это те 40–60 футов инструментов, которые проходят через прессы каждую неделю — ваши основные V-открытия, распространённые радиусы, комплекты для загиба. Смешивание архивных и ежедневных инструментов в одном шкафу — это способ закопать часто используемые инструменты за 800 фунтами “на всякий случай”.”
Высокоплотные шкафы блестяще работают, когда цель — сохранность и эффективность пространства. Они как трейлер с запчастями, припаркованный в 20 футах за пит-стеной — организованный, защищённый, не предназначенный для движения на каждом круге.
Если быть честным, какой процент общего веса ваших инструментов реально используется на прессе в типичную неделю?
А вот тут начинается практическая часть.
Огромные стационарные шкафы подходят для глубокого хранения — это склад в постоянном пользовании. У каждого инструмента есть своё место. У каждого места есть своя метка. Тяжёлые секции расположены на опоре во всю ширину, минимум 3 дюйма под плоским дном штампа, вертикальные пазы под хвостовик для европейских пуансонов. Ничего не перемещается, если это не запланировано.
Затем вы создаёте компактные, специализированные под конкретный ассортимент тележки для оперативной подготовки.
Каждая тележка закреплена за прессом или группой заданий. Она несёт только оснастку для следующих 1–3 переналадок — не больше. Ящики расположены по геометрии, а не по принципу “что влезет”. Общая нагрузка удерживается в пределах допустимой для колёсиков и усилия толкания, чтобы один оператор мог переместить её за менее чем 10 секунд, не напрягая нижнюю часть спины, как я в 26 лет.
Представьте это как двухуровневую систему: прицеп — сзади, тележка — у машины.
Глубокое хранение защищает капитал. Мобильные тележки защищают время с зелёным светом.
И поскольку тележки намеренно ограничены по назначению, вы избегаете распространённой ловушки, которую я видел десятки раз — цех покупает катящиеся тумбы, которые никогда не катятся, потому что они перегружены, неорганизованы и превращены в мини-шкафы на колёсах.
Если вы разделите систему таким образом — архив фиксированный, подготовка мобильная — вы получите плотность там, где это важно, и скорость там, где это приносит выгоду.
Вот схема принятия решений, которую я использую: посчитайте среднее количество переналадок на пресс за смену, перечислите оснастку, которая перемещается еженедельно, и отделите её от той, что не двигалась 90 дней. Когда вы увидите эти числа, написанные чёрным маркером, действительно ли имеет смысл оценивать хранилище по квадратным метрам — или по количеству минут зелёного света, которые вы теряете каждую смену?
Вы спрашиваете, как физически спроектировать идеальную специализированную мобильную тележку для максимальной скорости и безопасности.
Начните с этого: если сокращение времени подготовки на 10 минут за переналадку даёт вам дополнительный час времени с зелёным светом за смену, у вас нет проблемы хранения — у вас проблема мобильности.
Это не философия. Это математика.
Тележка не становится “лучше” только потому, что она катится. Она становится лучше, когда её компоновка соответствует реальному перемещению ваших инструментов: какие штампы перемещаются вместе, как далеко они перемещаются, как часто их берут и кто их берёт. Схема проста, но беспощадна: измеряйте количество переналадок на пресс за смену, определяйте время подготовки каждый раз одинаково (получение инструмента, ходьба, подкладка, компенсация, выравнивание — всё), и считайте минуты, потерянные на перемещение. Затем проектируйте хранение, чтобы устранить эти минуты, а не выиграть спор о площади.
Итак, прежде чем вы набросаете тележку с шестью ящиками и сочтёте дело завершённым, у вас стандартизировано, что конкретно включает “время подготовки” в вашем цехе?
Приоритет — близость и последовательность.
Если Brake #2 в среднем делает шесть переналадок за восемь часов, тележка, назначенная ему, должна содержать только 40–60 футов оснастки, которая проходит через эти задания еженедельно — расположенной в порядке установки. Нижние полки для 60–120 фунтовых штампов на уровне колен, чтобы их можно было сдвигать, а не поднимать. Европейские пуансоны хранить вертикально в специализированных пазах под хвостовик, чтобы брать их по профилю, а не по памяти. Калибры и подкладки — в верхнем ящике, в одном и том же месте каждый раз.
Это логика пит-стопа. Шина не в прицепе. Она у машины, по порядку, каждый круг.
Теперь проверим на прочность. Если ваши операторы часто делают микроизменения — например, меняют один пуансон во время выполнения — и шкаф находится уже в пределах 24 дюймов от линии зажима, цветовой кодировки и теней, то мобильность может не выиграть. Визуальное время поиска может быть короче на фиксированной, хорошо освещенной панели, чем в глубоком ящике. В таком случае “тележка” может быть узкой, открытой рамой, которая хранит только оснастку для следующей работы, а не весь ваш недельный комплект.
Одно прямое предупреждение от парня, который учился с V-штампом весом 62 фунта в свои двадцать: если конструкция вашей тележки заставляет вас поднимать груз с уровня ниже середины голени, то ваши диски L4-L5 работают в долг.
Когда вы наблюдаете перестановку, вы видите подъем и поворот — или скольжение и разворот?
Пол — это бетон. Время — невидимо. Именно поэтому цеха защищают одно и теряют другое.
Фиксированный шкаф может занимать 24 квадратных фута и хранить 8 000 фунтов оснастки в плотных вертикальных рядах. Тяжёлая мобильная тележка может занимать 18 квадратных футов возле пресса и хранить 2 000 фунтов. На бумаге шкаф выигрывает по плотности.
Но плотность не гнет детали.
Вот компромисс: готовы ли вы выделить постоянное место на полу рядом с каждым высокомиксным гибочным прессом, чтобы защитить время работы при зеленом свете? Или хотите оставить это пространство свободным для погрузчиков и надеяться, что лишние шаги не имеют значения?
В двухпрессовой ячейке я видел одну правильно спроектированную тележку-шаттл, обслуживающую обе машины, что сокращало количество поездок за оснасткой на треть, потому что инструменты перемещались один раз и разделялись у прессов. Это работает только если размеры тележки соответствуют геометрии прохода и она проходит через расширительные швы в 1/4 дюйма, не вываливая пуансоны из пазов.
Если каждый квадратный фут оспаривается, что стоит вам больше за смену: 18 квадратных футов стоящей стали — или 15 минут ходьбы?
Давайте поговорим о деньгах, не притворяясь бухгалтерами.
Гипотетика: пять перестановок за смену на одном прессе. Вы сокращаете 8 минут на каждую перестановку с помощью специально разработанной мобильной тележки — стандартизированная раскладка, правильная грузоподъемность, отсутствие поиска. Это 40 минут за смену. За 250 рабочих дней это 166 часов дополнительно работы при зеленом свете.
Вы можете спорить о точных минутах. Направление спора изменить нельзя.
Самодельная тележка, сделанная из уголка 3/16 дюйма и покупных колес, может стоить треть коммерческой системы. Но если колеса рассчитаны на 600 фунтов каждое, а вы загружаете в сумме 2 400 фунтов, вы на пределе ещё до того, как попадете на расширительный шов. Коммерческие системы учитывают инженерные расчеты нагрузки, пазы под конкретный инструмент, поддержку штампа по всей ширине и высоты, совместимые с прессом, чтобы инструменты переносились напрямую, а не через подъем.
И вот вопрос гигиены. В грязных условиях, где фиксированные шкафы включают интегрированную обезжиривающую систему, они могут резко сократить время подготовки, потому что инструменты идут от станции очистки к прессу без загрязнения. Если конструкция вашей мобильной тележки игнорирует рабочий процесс очистки, вы добавите скрытые минуты на вытирание масла у станка.
Так вот взгляд, который я хочу, чтобы вы сохранили.
Перестаньте спрашивать: “Сколько инструментов я могу хранить?” Начните спрашивать: “Сколько минут я могу убрать из каждой перестановки, не добавляя риска?”
Проектируйте тележку под работы, которые перемещаются каждую неделю, ставьте её на расстоянии вытянутой руки от линии зажима, держите общий груз в пределах номинальной грузоподъемности с 20-процентным запасом и сделайте каждое место для инструмента очевидным с первого взгляда.
Если сокращение 10 минут на каждую перестановку вернет вам час работы при зеленом свете, вы действительно выбираете между шкафами и тележками — или выбираете между стоянием на месте и раскатыванием своей пит-команды к машине?


















