

Er hatte eine kleine 4‑Fuß‑Blechbiegemaschine in seiner Garage. Am Wochenende bog er HVAC‑Kanäle. In der ersten Woche in meiner Werkstatt stand er vor einer 175‑Tonnen‑Abkantpresse, fuhr mit der Hand am Unterwerkzeug entlang und sagte: “Dasselbe, nur größer.”
Die Maschine sah nicht wütend aus. Nur Stahl. Ruhig. Wartend.
So kriegt sie dich.
Ich habe gesehen, wie eine 1/4‑Zoll‑Platte sich unter 150 Tonnen wie Karton knickte. Kein Drama. Der Stempel kam herunter, der Stahl gab nach, und das Gebäude bekam ein leichtes Zittern, das man in den Stiefeln spüren konnte.
Eine Garagenbiegemaschine arbeitet mit Hebelwirkung und deinem Körpergewicht. Du ziehst an einem Griff; die Klemmleiste hebt sich; das Blech biegt sich, weil du stärker bist als dünnes Metall. Du fühlst die Veränderung des Widerstands durch deine Handflächen. Du bist Teil des Rückkopplungssystems.
Eine Abkantpresse braucht dich nicht. Sie vervielfacht die Kraft durch Hydraulik oder ein Schwungradsystem, bis der Stahl nachgibt. Sobald der Hub beginnt, endet er. Sie fragt nicht, ob deine Finger noch zwischen Stempel und Matrize sind.
Wenn du glaubst, du bedienst ein “großes Handwerkzeug”, wirst du dich auch so bewegen. Und das ist der Fehler, der Knochen kostet.
Stell dir ein 10‑Fuß‑Blech aus 14‑Gauge auf einer modernen Biegemaschine vor. Es liegt flach auf dem Tisch. Der Klemmbalken kommt über die volle Länge herunter. Die Biegung passiert nach oben, weg von deinem Oberkörper. Deine Hände sind an den Außenkanten, weit entfernt von einem sich schließenden Spalt.
Und nun stell dir dasselbe Blech auf einer Abkantpresse vor. Es balanciert auf einer schmalen Untermatrize, ragt dir entgegen. Der Stempel kommt von oben herunter. Das Material kann kippen, zurückbiegen oder schwingen, wenn du das Gewicht falsch einschätzt. Deine Hände führen es wenige Zentimeter von einem Spalt entfernt, der sich auf null verkleinert.
Biegemaschinen sind im Laufe der Jahre stärker geworden. Manche können dicke, lange Teile bewältigen, die früher nur auf Pressen gehörten. Gut. Verwende die sicherere Maschine, wenn die Arbeit es erlaubt.
Aber wenn du vor einer Abkantpresse stehst, stehst du an einem vertikalen Quetschpunkt, der industrielle Tonnage in eine Linie konzentriert, die nicht breiter ist als deine Fingerspitze. Diese Geometrie ist der Unterschied.
Also was passiert, wenn du deiner Geschwindigkeit vertraust statt dieser Geometrie?
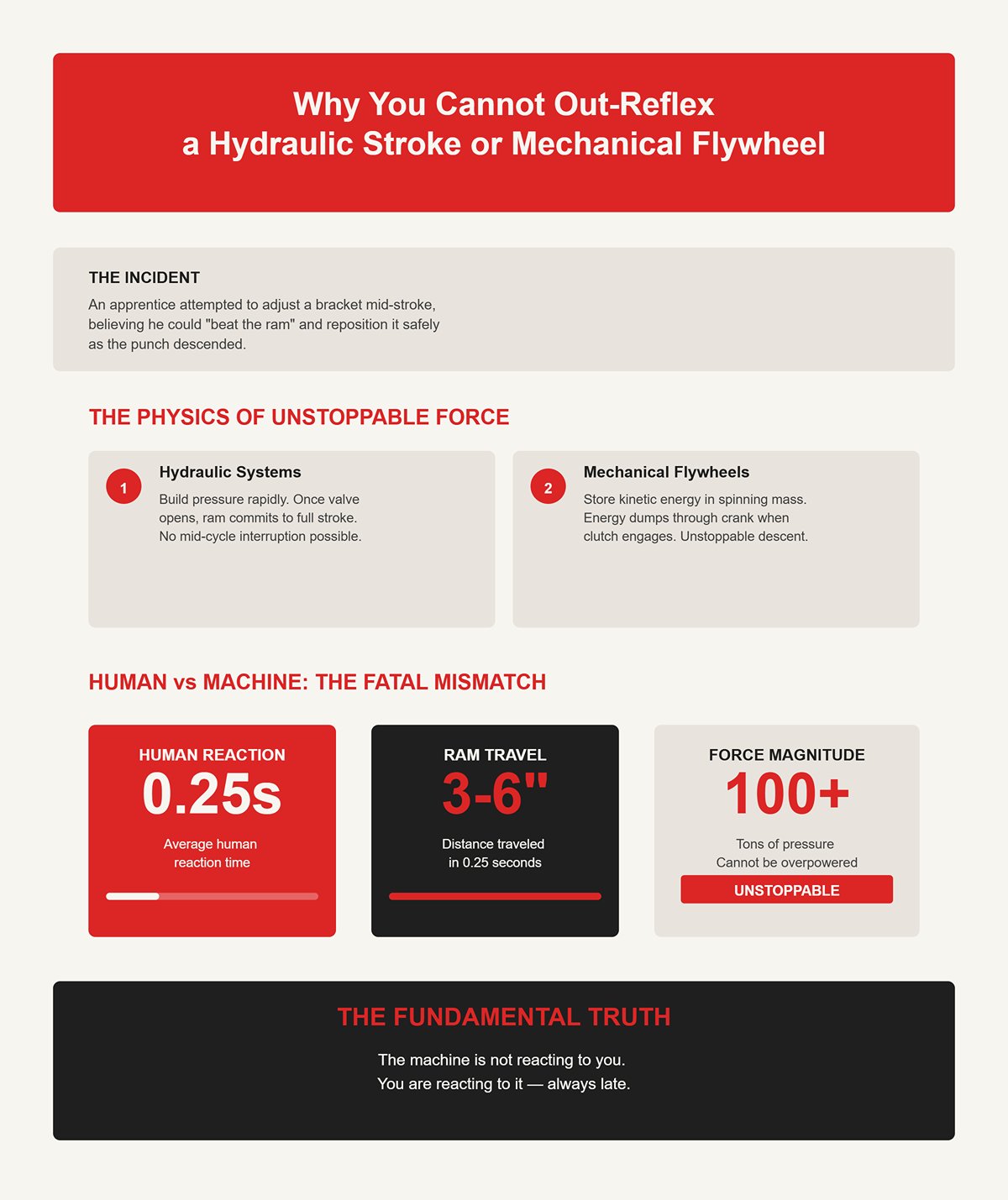
Einmal versuchte ein Lehrling, den Stempel “zu schlagen”. Er hielt eine kleine Halterung, merkte, dass sie nicht richtig saß, und dachte, er könne sie noch schnell zurechtrücken, als der Stempel zu sinken begann.
Hydraulische Systeme bauen den Druck schnell auf. Mechanische Schwungradpressen speichern Energie in einer rotierenden Masse und geben sie über die Kurbel ab. So oder so – sobald die Kupplung greift oder das Ventil öffnet, ist der Stempel auf den gesamten Hub festgelegt.
Die menschliche Reaktionszeit liegt im Durchschnitt bei etwa einer Viertelsekunde. In dieser Zeit kann sich ein Stempel selbst bei moderater Schließgeschwindigkeit mehrere Zentimeter bewegen. Mehr als genug, um von “sicherem Spalt” zu “zerquetscht” zu gelangen.”
Du wirst deine Hand nicht rechtzeitig zurückziehen. Du wirst keine 100 Tonnen mit einer Handbewegung überlisten. Die Maschine reagiert nicht auf dich; du reagierst auf sie – immer zu spät.
Und das, bevor wir über die Lüge sprechen, die du dir selbst erzählst, kurz bevor du einen Schritt auslässt.

Es ist immer das kleine Teil. Zwei Biegungen. “Ich brauch den Hinteranschlag nicht.” “Ich halte es einfach fest.” “Der Fuß ist schon auf dem Pedal.”
Dieser Satz – nur schnell einmal biegen – ist die Art, wie man unbeabsichtigt in die Gefahrenzone gerät.
Also entwickelt man ein Ritual und bricht es nicht:
Mach es jedes Mal auf dieselbe Weise. Laut, wenn nötig.
Denn die Abkantpresse ist kein hilfreicher Assistent. Sie ist ein Kraftverstärker mit definiertem Schlagbereich. Wenn man ohne Disziplin in diesen Bereich tritt, warnt sie einen nicht, diskutiert nicht mit einem und verzeiht nicht.
Sie schließt.
Und was auch immer zwischen Stempel und Matrize liegt, wird flacher als zuvor – Stahl, Handschuh oder die Knochen in deiner Hand.
Ich habe einen Veteranen – zwanzig Jahre Erfahrung – beobachtet, wie er eine vierseitige Box biegt. Dritte Lasche, enger Abstand. Als der Schlitten herunterkam, schwang das bereits gebogene Teil hoch und klemmte seine behandschuhte Hand gegen die Vorderseite des Schlittens. Nicht zwischen Stempel und Matrize. Hoch oben. Rückflanschzone. Das Metall schnitt ihn nicht. Es durchstieß den Handschuh und öffnete seine Hand wie einen Reißverschluss.
Er behielt all seine Finger. Knapp.
Regierungsberichte über Verletzungen zeigen, dass fast die Hälfte der Unfälle mit Abkantpressen in Finger- oder Handamputationen endet. Hier ist, was die meisten unerfahrenen Bediener übersehen: Viele dieser Verletzungen passieren nicht während des dramatischen Abwärtsquetschens. Sie passieren bei Werkzeugwechseln, Teileausrichtung, Boxbiegen – Momente, in denen Hände in Bereiche geraten, die Standard-Schutzvorrichtungen nicht abdecken. Eine Branchenanalyse stellte fest, dass die Mehrheit der Verletzungen in Zonen außerhalb des offensichtlichen Frontal-Quetschpunktes auftrat.
Wenn also der Messerabstand nicht die ganze Geschichte ist, wo beginnt und endet die Gefahrenzone tatsächlich?
Stell dich vor eine Abkantpresse mit dem Schlitten im oberen Totpunkt. Zwischen Stempel und Matrize ist Tageslicht. Luft. Luft, die sicher aussieht.
Jetzt drück das Pedal.
Dieser offene Raum kollabiert zu einem sich verengenden V. Die Stempelspitze tritt in die Matrizenöffnung ein. Die Kraft konzentriert sich entlang einer Linie, nicht breiter als eine Bleistiftspitze. Das Blech widersetzt sich, bis es seine Streckgrenze erreicht – der Spannungswert, bei dem es aufhört, zurückzuspringen, und beginnt, sich dauerhaft zu verformen. Danach steigt der Druck schnell. An einer 150-Tonnen-Maschine kann man zehntausende Pfund pro laufendem Zoll über die Biegung ausüben.
Luft ist gerade zu einem Laster geworden.
Der primäre Quetschpunkt ist offensichtlich: die sich schließende Lücke zwischen Stempel und Matrize. Aber beobachte ein langes Blech während des Abwärtsgangs. Die Vorderkante kann absinken. Die Hinterkante kann sich heben. Wenn du eine Box biegst, drehen sich zuvor geformte Flansche nach oben in Richtung Ramme. Das erzeugt sekundäre Quetschpunkte – Metall gegen Ramme, Metall gegen Rahmen, Metall gegen deine Hand, die das Werkstück abstützt.
So oder so, sobald die Kupplung einrastet oder das Ventil öffnet, ist die Ramme dem unteren Hub verpflichtet.
Du kannst deine Handposition während der Bewegung nicht neu verhandeln. Und alles, was sich zwischen Stempel und Matrize befindet, wird flacher als zuvor – Stahl, Handschuh oder die Knochen in deiner Hand.
Also kartierst du die Gefahr, bevor du den Zyklus startest:
Verpasst du einen, wird dir die Maschine Anatomie auf die harte Tour beibringen.
Aber Quetschen ist nicht die einzige Gewalt, die diese Maschine ausüben kann, oder?
Eine Werkstatt im Jahr 2023 bog eine 10 mm Hochzugplatte – starkes Zeug, das zurückschlägt. Mitten im Hub brach das Material entlang der Biegelinie. Anstatt sauber zu formen, riss es. Eine Hälfte schoss nach oben und hinaus. Der Bediener hat es nie kommen sehen. Die Platte traf ihn am Kopf und tötete ihn.
Das war kein Quetschpunkt. Das war ein Projektil.
Hier ist der Mechanismus. Beim Biegen dehnt sich die Außenseite des Metalls unter Zug, während die Innenseite komprimiert wird. Hochfeste Stähle haben weniger Duktilität – sie dehnen sich nicht viel, bevor sie brechen. Wenn der Biegeradius zu eng oder die Presskraft zu hoch ist, kann die Zugseite die ultimative Zugfestigkeit des Materials überschreiten. Sie versagt plötzlich. Gespeicherte elastische Energie entlädt sich in einem Schnappen. Das freie Ende peitscht.
Bei langen Teilen wirkt das Blech selbst ohne Bruch wie ein Hebel. Der Stempel ist der Drehpunkt. Während sich der Bogen formt, rotiert das freie Bein nach oben. Je länger und schwerer das Bein, desto mehr Schwung trägt es. Wenn du dich nach vorn beugst, um “die Linie zu beobachten”, befindet sich dein Gesicht im Bogen der Bewegung.
Du denkst, du führst einen Biegevorgang. Die Maschine spannt eine Feder.
Der Gefahrenbereich befindet sich also nicht nur unter dem Stempel. Es ist der Schwenkradius des Werkstücks und die potenzielle Flugbahn, wenn das Metall aufgibt, statt nachzugeben. Und dafür gibt es kein Warnlicht.
Wenn fliegender Stahl möglich ist, warum fixieren sich Anfänger immer noch auf scharfe Kanten?
Ja, Blech schneidet. Ich habe mehr Unterarme genäht, als ich zählen möchte.
Aber Schnitte bluten. Quetschungen verstümmeln.
Branchenberichte zeigen, dass ein großer Prozentsatz der Bremsenverletzungen in Bereichen auftritt, die durch Standard-Frontschutzvorrichtungen ungeschützt sind – Bereiche wie die bereits erwähnte Rückflanschzone. Bediener gehen davon aus, dass die Gefahr von der Schneide des Stempels ausgeht. Also halten sie die Finger von der Spitze fern. Gut. In der Zwischenzeit stabilisiert die andere Hand einen Seitenflansch, der gleich mit hydraulischer Kraft gegen eine feste Stahlwand schwingt.
Scharfe Kanten verletzen durch Kontakt. Quetschpunkte verletzen durch Kraftkonzentration.
Kraft ist das, was Finger entfernt.
Wenn sich eine 12-Gauge-Platte dreht und Ihre Knöchel gegen die Ramme klemmt, muss sie nicht scharf sein. Sie braucht nur Masse und einen sich schließenden Spalt. Knochen versagen bei einigen tausend Pfund Druckbelastung. Eine Abkantpresse liefert das mühelos, wiederholt und ermüdungsfrei.
Hören Sie also auf, an eine “Klinge” zu denken. Denken Sie an eine “sich unter Last schließende Geometrie”.”
Und was passiert, wenn die Geometrie und die Last nicht mit dem Metall selbst übereinstimmen?
Ich habe gesehen, wie eine Abkantpresse stöhnte – der Rahmen sich bog, der Motor ächzte – weil jemand die Tonnage für Baustahl eingestellt und stattdessen eine hochfeste Legierung eingeschoben hatte. Die Biegelinie bewegte sich kaum. Der Druck stieg.
Hier ist die Mathematik in einfacher Sprache. Jedes Material hat eine Streckgrenze (wenn es sich dauerhaft zu biegen beginnt) und eine Zugfestigkeit (wenn es reißt). Hochfeste Stähle können für dieselbe Dicke und denselben Radius deutlich mehr Tonnage erfordern. Wenn Sie zu niedrig berechnen, kann die Maschine stehen bleiben oder überkompensieren. Wenn Sie die Matrizenöffnung “zum Biegen” zu stark verengen, steigt die Spannung an den äußeren Fasern.
Zwei schlechte Ergebnisse lauern hier.
Erstens: Die Maschine erreicht ihre Kapazität, bevor das Werkstück nachgibt. Bauteile erfahren Belastungen nahe ihren Konstruktionsgrenzen – Werkzeuge, Befestigungen, selbst der Rahmen. Versagen auf diesem Niveau sind gewaltsam.
Zweitens: Das Metall bricht, anstatt sich zu formen. Dann verwandelt sich Ihr Hochschlag in Schrapnell.
Die Abkantpresse ist ein Kraftmultiplikator, ja. Aber sie ist nicht klüger als die Einrichtung. Sie wendet an, was Sie befehlen – bis der Stahl oder etwas anderes nachgibt.
Wenn Sie die Festigkeit des Materials, die Matrizenbreite und die erforderliche Tonnage nicht kennen, bevor Sie auf das Pedal treten, setzen Sie Fleisch gegen Physik.
Jetzt wissen Sie also, wo sich die Todeszone befindet: unter dem Stempel, über der Matrize, entlang des Schwenkbogens, an der Ramme und überall dort, wo gespeicherte Energie sich entladen kann. Die Maschine ist ein eingesperrter industrieller Räuber – still wie Stein, bis sie ausgelöst wird, dann unaufhaltsam innerhalb ihrer Schlagreichweite.
Die einzige verbleibende Frage ist, wie Sie verhindern, unvorbereitet in diese Reichweite zu treten.
| Abschnitt | Inhalt |
|---|---|
| Thema | Tonnage vs. Zugfestigkeit: Was passiert, wenn das Metall gewinnt? |
| Reale Anwendungssituation | Eine Abkantpresse ächzt – der Rahmen biegt sich, der Motor arbeitet schwer –, wenn die Tonnage für Baustahl eingestellt ist, aber stattdessen eine hochfeste Legierung verwendet wird. Die Biegung bewegt sich kaum, während der Druck steigt. |
| Wichtige Materialeigenschaften | Streckgrenze: Punkt, an dem Metall beginnt, sich dauerhaft zu verbiegen. Zugfestigkeit: Punkt, an dem Metall reißt. |
| Grundprinzip | Hochfeste Stähle erfordern deutlich mehr Tonnage für gleiche Dicke und denselben Radius. |
| Risiko der Unterberechnung | Die Maschine kann stehen bleiben oder überkompensieren, wodurch Komponenten nahe den Konstruktionsgrenzen belastet werden. |
| Risiko der Überkompensation | Das Verengen der Matrizenöffnung, um einen Bogen zu erzwingen, erhöht die Belastung der äußeren Fasern des Materials. |
| Schlechtes Ergebnis #1 | Die Maschine erreicht ihre Kapazität, bevor das Werkstück nachgibt. Werkzeuge, Befestigungen und Rahmen können unter extremer Last gewaltsam versagen. |
| Schlechtes Ergebnis #2 | Metall bricht statt geformt zu werden und verwandelt das Werkstück in gefährliche Trümmer. |
| Kritische Warnung | Eine Abkantpresse vervielfacht die Kraft, folgt aber nur den Einstellbefehlen – sie wendet Kraft an, bis das Material nachgibt oder etwas anderes nachgibt. |
| Erforderliches Wissen vor dem Betrieb | Materialfestigkeit, Matrizenbreite und erforderliche Tonnage müssen vor dem Einschalten der Maschine berechnet werden. |
| Identifizierte Gefahrenzonen | Unter dem Stempel, über der Matrize, entlang des Schwenkbogens, gegen die Kolbenfront und überall dort, wo gespeicherte Energie freigesetzt werden kann. |
| Letzte Erkenntnis | Die Abkantpresse ist ein industrieller Raubtier – still, bis sie ausgelöst wird, und unaufhaltsam innerhalb ihrer Schlagreichweite. Der Bediener muss vermeiden, unvorbereitet in diese Reichweite zu treten. |
Vor zwei Wintern lud ein Junge in der zweiten Schicht ein Werkzeug mit einem feinen Haarriss, der quer über die Schulter verlief. Man konnte ihn nicht sehen, außer man wischte das Öl ab und hielt eine Taschenlampe tief. Er tat es nicht. Erster Testbiegevorgang auf einer 3/8-Platte, vielleicht 120 Tonnen über vier Fuß. Mitten im Hub gab es ein Geräusch wie einen Gewehrschuss. Das Werkzeug brach, eine Hälfte schlug seitlich aus und ein Splitter bohrte sich in ein Sperrholzregal zehn Fuß entfernt – genau dort, wo sein Hals dreißig Sekunden zuvor gewesen war.
So bleibt man außerhalb der Todeszone: Man behandelt die Bremse wie einen eingesperrten industriellen Raubtier und geht um den Käfig herum, bevor man jemals das Schloss öffnet.
Ein Vorflugritual ist keine Papierarbeit. Es ist die Methode, mit der man sicherstellt, dass Kraft, Geometrie und gespeicherte Energie alle dort sind, wo man sie glaubt, bevor man der Maschine seine Hände anbietet.
Wenn man es auslässt, spart man keine Zeit. Man tritt blind in die Schlagreichweite.
Früher ließ ich Lehrlinge jedes Zoll von Stempel und Matrize mit einem Lappen abreiben. Nicht zur Reinigung – zum Fühlen. Ein Lappen bleibt hängen, wo die Augen einfach vorbeigleiten. So fand ein Junge eine gestauchte Stempelspitze, die die Last in eine scharfe Kante konzentriert hätte.
Das decken diese zehn Minuten tatsächlich ab:
Werkzeugintegrität bedeutet, dass man nach abgesplitterten Radien, gebrochenen Matrizenschultern, Aufschmierungen (vom vorherigen Biegen verschmiertes Metall) und ungleichmäßigem Verschleiß sucht. Ein Riss in einer Matrize verändert, wie die Last durch sie fließt. Stahl verteilt Kraft nicht höflich; er folgt dem steifsten Pfad. Eine geschwächte Schulter wird zu einem Kerbspannungsbereich. Unter Tonnage konzentriert sich diese Spannung, treibt den Riss weiter und bricht plötzlich. Wenn gehärteter Werkzeugstahl versagt, verbiegt er sich nicht. Er zerbricht in Fragmente.
Dann kommt die Ausrichtung und der Sitz. Eine Matrize, die nicht vollständig gegen das Bett sitzt, oder ein Stempel, der nicht mittig in seinem Halter sitzt, erzeugt eine ungleichmäßige Last über die Länge. Merke: Eine 100-Tonnen-Bremse hat selten überall 100 Tonnen. Sie könnte mit 100 Tonnen über zehn Fuß angegeben sein – das heißt zehn Tonnen pro Fuß. Wenn man ein drei Fuß langes Teil ganz auf der linken Seite fährt, fordert man von einem Abschnitt des Rahmens, die konzentrierte Last zu tragen. Das verdreht den Stößel. Verdrehtes Geometrie bedeutet ungleichmäßiges Eindringen. Ungleichmäßiges Eindringen heißt, dass eine Seite zuerst den Boden erreicht. Jetzt wird aus dem “Luftbiegen” plötzlich eine teilweise Bodenoperation auf einer Seite, und die Tonnage steigt ohne Vorwarnung.
Der Maschinenzustand kommt zuletzt vor dem Einschalten. Prüfe auf Hydraulikleckagen, höre auf Pumpenkavitation, überprüfe die Parallelität des Stößels, falls die Maschine eine manuelle Einstellung hat. Ein hydraulisches System voller Luft komprimiert sich leicht, bevor die Kraft aufgebaut wird. Diese Verzögerung täuscht Bediener, die denken, das Teil “biegt sich noch nicht”, daher erhöhen sie Druck oder Tiefe. Dann komprimiert sich die Luft vollständig, der Druck gleicht sich aus, und der Stößel treibt härter als erwartet. Gespeicherte Energie wird auf einmal in den Biegevorgang freigesetzt.
Zehn Minuten. Denn sobald der Stößel nach unten fährt, kann man nicht mehr hinein greifen und die Ausrichtung korrigieren. Man darf zusehen, wie sich die Geometrie über dem schließt, was man falsch beurteilt hat.
Und das wirft die nächste Frage auf: Auch wenn das Werkzeug perfekt ist, wie weiß man, ob die Maschine nicht gleich das übersteigt, was dieses Werkzeug – oder der Rahmen – verkraften kann?
Ich sah zu, wie ein Geselle ein Tonnagediagramm von der Wand nahm, als wäre es das Evangelium. Viertelzoll Baustahl, vier Fuß Biegung, Standard-V-Matrize. Er stellte die Zahl direkt aus dem Diagramm ein. Was er vergaß? Das Material auf dem Wagen war 304 Edelstahl.
Baustahl in den meisten Diagrammen wird mit etwa 60.000 PSI Zugfestigkeit angenommen. 304 Edelstahl liegt näher bei 84.000 PSI. Das ist ungefähr ein 1,4-facher Faktor an benötigter Tonnage für die gleiche Dicke und Öffnung der Matrize. Gleiche Geometrie. Andere Physik.
Er trat auf das Pedal. Die Maschine ächzte. Die Biegung bildete sich kaum. Anstatt neu zu berechnen, verengte er die Öffnung der Matrize, um “zu helfen”. Eine schmalere V-Matrize erhöht die erforderliche Tonnage, weil man einen engeren Radius erzwingt. Nun unterschätzte er nicht nur um den Faktor 1,4 – er stapelte Fehler. Der Druck stieg auf das Limit der Maschine zu.
Zwei Dinge passieren, wenn du das machst.
Erstens näherst du dich der angegebenen Tonnage der Presse – aber denke daran, dass diese Angabe für eine bestimmte Arbeitslänge gilt. Konzentrierst du die Last auf einen Bereich, überschreitest du die lokalen Grenzen, bevor die Anzeige überhaupt “100%” anzeigt. Rahmen biegen sich. Kolben weichen ab. Sicherungen geraten aus der Ausrichtung.
Zweitens überlastest du das Werkzeug. Bodenvorgänge können das Fünffache der Tonnage von Luftbiegen erfordern. Wenn dein Tabellenwert für Luftbiegen (Multiplikator 1,0) galt und du versehentlich aufsetzt, weil deine Tiefe zu groß ist, kannst du innerhalb eines Herzschlags von 30 Tonnen auf 150 hochschießen.
Das ist keine Meinung. Es ist Werkstoffmechanik. Spannung entspricht Kraft geteilt durch Fläche. Erhöhst du die benötigte Kraft, indem du ein stärkeres Material oder eine kleinere Matrize wählst, erfahren alle Komponenten im Kraftpfad diese Erhöhung – Kolben, Bolzen, Schultern der Matrize.
Dein Lastberechnungsritual benötigt drei Zahlen, bevor du das Pedal betätigst:
Miss die komplette Biegelänge, nicht nur die Teilelänge auf der Zeichnung. Wenn du in zwei Stufen biegst, berechne jede. Wenn du außerhalb der Mitte arbeitest, musst du wissen, dass du eine Seite des Rahmens stärker belastest.
Ignorierst du das, riskierst du nicht nur eine schlechte Biegung. Du riskierst das Zersplittern von gehärtetem Stahl unter Hydraulikdruck und das Schleudern von Splittern auf Gesichtshöhe.
Jetzt hast du den Käfig inspiziert und die Beißkraft des Raubtiers gemessen. Was ist mit dem Fleisch, das du ihm näherbringst – deinem eigenen Körper?
Ich habe am Wochenende HVAC-Kanäle gebogen, um Biergeld zu verdienen. Habe gesehen, wie ein Typ mit einem Kapuzenband sich über eine kleine Pressebeuge beugte. Das Band driftete in den Bereich der Matrize, während er eine Kante einstellte. Der Kolben kam langsam herunter – das Band wurde eingefangen, spannte sich, zog sein Gesicht in Richtung des Stempels, bevor er überhaupt verstand, was passierte. Er hatte Glück. Der Stoff riss.
Lose Kleidung in der Nähe einer Abkantpresse hat nichts mit “professionell aussehen” zu tun. Es geht um Verheddern in sich schließender Geometrie. Der Zone der Rückkantung und der Spalt zwischen Kolben und Hinteranschlag ist es egal, ob das Eingefangene aus Stahl oder Baumwolle besteht. Sie schließen einfach.
Handschuhe sind kniffliger. Bei scharfem Blech machen schnittfeste Handschuhe Sinn, wenn man das Material außerhalb des Arbeitsbereichs handhabt. Aber innerhalb der Gefahrenzone verringern sperrige Handschuhe das taktile Feedback. Du verlierst das feine Gefühl dafür, wo sich die Spitze des Stempels tatsächlich relativ zu deiner Fingerspitze befindet. Schlimmer noch: Manche Handschuhmaterialien greifen den Stahl. Wenn sich das Teil verschiebt und der Handschuh haften bleibt, bewegt sich deine Hand mit.
Deine PSA-Kontrolle vor einem Auftrag sollte brutal einfach sein:
Das letzte ist wichtig wegen des Rückschlags, über den wir gesprochen haben. Wenn ein hochfestes Teil unter Spannung bricht, setzt es elastische Energie schnell frei. Augenschutz stoppt keine Platte, aber er stoppt Späne und Splitter von einer angeschlagenen Matrize oder einer gerissenen Kante.
Missachtest du die Kleidungsvorschriften, verlierst du nicht Stoff. Du verlierst Haut von deinem Jochbein bis zu deinem Kinn.
Du hast den Stahl, die Berechnungen und deinen eigenen Körper überprüft. Ein Teil bleibt noch, bevor du das Tier aufweckst.
Ich habe einmal gesehen, wie ein Fußpedal klemmte, weil sich Metallspäne unter der Abdeckung ansammelten. Der Bediener tippte dagegen, um seine Haltung zu korrigieren. Der Stößel fuhr nach unten.
Schutzvorrichtungen sind nur dann Schutzvorrichtungen, wenn sie heute funktionieren, nicht letzten Monat.
Vor dem ersten Zyklus prüfst du drei Dinge:
Drücke den Not-Aus bei eingeschalteter, aber stillstehender Maschine. Überprüfe, ob die Steuerung tatsächlich den Hydraulikdruck abbaut oder die Kupplung trennt. Setze sie zurück und bestätige, dass das System einen bewussten Neustart erfordert. Wenn ein Not-Aus nur die Bewegung stoppt, aber Druck im System verbleibt, musst du das wissen.
Drücke und lasse das Fußpedal ohne Material los. Es sollte sauber zurückkehren, ohne Hängenbleiben, ohne Verzögerung. Schutzvorrichtungen über dem Pedal verhindern unbeabsichtigte Betätigung durch fallende Teile oder verrutschende Füße.
Unterbrich den Lichtschrankenstrahl mit einem Stück Ausschuss, während sich der Stößel im Langsamvorschub befindet. Der Stößel sollte stoppen oder den Zyklus verweigern. Wenn nicht, ist die unsichtbare Wand, der du deine Finger anvertraust, nur Einbildung.
So oder so, sobald die Kupplung greift oder das Ventil öffnet, ist der Stößel dem unteren Hub verpflichtet. Die Schutzvorrichtungen sind deine letzte Verhandlung vor der Verpflichtung.
Überspringst du dieses Ritual, setzt du Sehnen, Knöchel und die halbzölligen Knochen in deinen Fingern darauf, dass alles genauso funktioniert wie gestern.
Ein Junge namens Alvarez versuchte, den Stößel bei einem 5 cm langen Blechstreifen zu “schlagen”.
Kurzes Teil. Dünner, weicher Stahl. Er dachte, er könne es mit zwei Fingern halten, den Stempel leicht berühren lassen und dann wegziehen, während es sich bog. Der Stößel war im Langsamvorschub. Sah sanft aus. Er verschätzte sich um vielleicht einen halben Zentimeter. Der Stempel klemmte das Teil, das Teil kippte, und seine Fingerspitze lag zwischen Stahl und Matrizenanschlag.
Sie haben die Knochensplitter mit einem Magneten aufgesammelt.
Du hast den Käfig überprüft. Du hast das Pedal getestet. Jetzt bewegt sich der Stößel. Die Frage ist nicht, ob die Bremse sicher ist. Die Frage ist, ob deine Hände jemals in den Schlagbereich des Raubtiers geraten, sobald es sich engagiert. Und was immer sich zwischen Stempel und Matrize befindet, wird flacher als zuvor – Stahl, Handschuh oder die Knochen in deiner Hand.
Fast die Hälfte der Verletzungen an mechanischen Pressen endet mit einer Amputation. Das liegt nicht daran, dass die Maschinen unberechenbar sind. Es liegt daran, dass Hände eine unsichtbare Linie überqueren, von der die Bediener glauben, sie unter Kontrolle zu haben.
Also machen wir die Linie sichtbar.
Ich habe die Hälfte meines linken Zeigefingers bei einem Auftrag verloren, der “nur einen schnellen Feinschliff brauchte”. Damals gab es keine Schutzvorrichtungen. Kein Lichtvorhang. Nur ich, ein kurzes Flanschstück und der Glaube, dass Erfahrung einem gutes Timing verschafft.
Tut es nicht.
Stellen Sie sich vor eine Abkantpresse und schauen Sie auf den Unterstempel. Die V-Öffnung ist die offensichtliche Gefahr. Anfänger fixieren sich darauf. Aber 83% der gemeldeten Verletzungen passieren außerhalb des Bereichs, den die Schutzvorrichtungen abdecken—bei Rückflanschen, wenn sich das Material nach oben in den Stößel faltet und so einen neuen Quetschpunkt hinter dem offensichtlichen erzeugt.
Die Todeszone ist kein Schlitz. Sie ist ein Volumen.
Definieren Sie sie physisch, bevor Sie das erste Teil laufen lassen. Zeichnen Sie eine imaginäre vertikale Ebene, die mit der Vorderkante des Unterstempels ausgerichtet ist. Ihre Hände dürfen diese Ebene nie überschreiten, sobald das Teil am Hinteranschlag liegt und Sie sich auf den Zyklus vorbereiten. Nicht “anschubsen”. Nicht “stabilisieren”. Nicht “nur kurz die Ausrichtung prüfen”.”
Dauerhaft heißt dauerhaft.
Ihr Protokoll für die Handposition ist brutal einfach:
Daumen auf der Oberseite, niemals um die Kanten gelegt Handflächen flach, Finger von der Matrizenöffnung weg gestreckt Hände vollständig zurückziehen, bevor der Fuß das Pedal berührt
Dieser letzte Schritt ist nicht verhandelbar. Hände frei. Pause. Dann Pedal. Trennen Sie die Bewegungen, damit Ihr Gehirn sie nicht vermischt.
Anwesenheitssensoren helfen. Lichtvorhänge stoppen den Stößel beim Anfahren. Aber selbst mit Sensoren passieren Verletzungen—denn sobald die Kupplung greift oder das Ventil öffnet, ist der Stößel auf den unteren Hub festgelegt. Technologie erkauft Millisekunden. Disziplin erkauft Finger.
Lassen Sie Ihre Knöchel über diese Ebene hinwegdriften, und die Matrize nimmt sie am Gelenk ab.
Was passiert also, wenn das Teil zu klein ist, um diese Regel einzuhalten?
Ich habe zugesehen, wie ein erfahrener Arbeiter mit 20 Jahren Praxis einen Roto-Stempel an kleinen Haltern bearbeitete—1-Zoll-Flansche, viele Wiederholungen. Er hatte Tausende gemacht. Er hielt jedes Teil zwischen Zeigefinger und Daumen, kurzer Tritt aufs Pedal, perfekter Biegevorgang.
Bis eines am Spitzenstempel hängen blieb.
Als es dort hing, griff er instinktiv, um es abzulösen, während der Stößel sich zurückbewegte. Das Teil löste sich plötzlich und fiel, sein Finger folgte ihm nach vorn, und der Oberstempel senkte sich im nächsten Zyklus, bevor seine Hand frei war.
Seine Erfahrung hat ihn nicht im Stich gelassen. Seine Selbstsicherheit schon.
Kleine Teile sind tückisch, weil sie die Kontrolle mit den Fingerspitzen geradezu einladen. Je kürzer der Flansch, desto näher müssen Ihre Finger zur Stabilisierung sein—es sei denn, Sie lehnen diesen Ansatz ab.
Wenn ein Teil nicht so gehalten werden kann, dass Ihre Hände vollständig außerhalb der Sperrfläche bleiben, verwenden Sie Ihre Hände nicht.
Sie verwenden:
Feststellzangen mit flachen Backen Magnetische oder mechanische Niederhaltevorrichtungen Individuelle Vorrichtungen, die die Handhabungsfläche vergrößern
Feststellzangen verwandeln einen 1-Zoll-Lappen in einen 6-Zoll-Griff. Ein einfach gebogener Streifen, punktgeschweißt als temporärer Griff, hält das Fleisch vom Stahl fern. Werkstätten, die sagen, Vorrichtungen “dauern zu lange”, sind dieselben Werkstätten, die schwerwiegende 88%-Sicherheitsverletzungen normalisieren.
Und hier liegt die Falle in der Falle: Die meisten Verletzungen passieren nicht während des Hauptpresszyklus. Sie passieren während des Ausrichtens und Entfernens der Teile, wenn der Bediener denkt, die Maschine sei “zwischen” den Aktionen. Sie greifen hinein, während der Stößel oben auf Totpunkt pausiert. Fuß bewegt sich. Pedal wird gestreift. Und schon kommt er herunter.
So oder so, sobald die Kupplung einrastet oder das Ventil öffnet, ist die Ramme dem unteren Hub verpflichtet.
Halten Sie einen 1-Zoll-Lappen mit bloßen Fingern im Werkzeugraum, und Sie bieten die distalen Phalangen – die kleinen Knochen an der Spitze – zum Quetschen an.
Kleine Teile gehandhabt. Hände aus dem Gefahrenbereich. Gut.
Und wie halten Sie nun ein großes Blech davon ab zu wandern, ohne selbst zu seiner Klemme zu werden?
Am Wochenende HVAC-Kanäle gebogen für Biergeld. Große 5-Fuß-Abschnitte aus 22er-Blech. Leicht, schlaff und gerade so nervig, dass man sie mit der Hüfte ausrichten möchte, während man das Pedal tritt.
Ich sah, wie ein Typ genau das tat – linke Hand hielt den Flansch unten, rechter Fuß auf dem Pedal, Körper verdreht. Das Blech rutschte um einen halben Zoll von der hinteren Anschlagfinger ab. Er schob es nach vorne, um es wieder anzulegen, als der Stößel herunterging. Seine Knöchel trafen die Unterseite des Stempels.
Hinteranschläge existieren, um Ihre Hände aus der Entscheidungsfindung zu entfernen. Es sind verstellbare Anschläge am hinteren Ende des Betts, die die Biegetiefe durch Position festlegen, nicht durch Gefühl. Wenn Sie ein Blech mit Kraft in die Ausrichtung drücken, während Sie die Maschine betätigen, ersetzen Sie einen mechanischen Bezug durch Ihr Handgelenk.
Stellen Sie den Anschlag ein. Kontakt bestätigen. Dann loslassen.
Wenn sich das Material während des Biegens hebt – üblich bei rückwärtigen Flanschen –, verwenden Sie Niederhalteklemmen oder gestufte Biegungen, nicht Ihre Handfläche. Der Aufwärtsschwenk ist Teil der Gefahrenzone. Denken Sie daran, dass die Abkantpresse ein Kraftverstärker mit definiertem Schlagbereich ist. Wenn Stahl federt, speichert er Energie. Wenn er sich entlädt, bewegt er sich schnell.
Ihre Ausrichtungsroutine sollte immer Folgendes beinhalten:
Hinteranschlag vor dem ersten Teil einstellen und verriegeln Probe-Biegung zur Positionsbestätigung ohne Korrektur per Hand während des Hubs Klemmen oder Stützen für große Bleche, niemals Körpergewicht
Manuelle Stabilisierung fühlt sich schneller an. Ist sie aber nicht. Sie verlagert nur die Aufgabe, der Tonnage zu widerstehen, von gehärtetem Werkzeug auf die kleinen Sehnen, die Ihre Finger strecken.
Wenn Sie Ihre Hand als Klemme unter Last benutzen, reißen die Strecksehnen über den Knöcheln, bevor der Stahl nachgibt.
Große Bleche unter Kontrolle. Kleine Teile ausgestreckt. Hände diszipliniert.
Fügen Sie nun einen weiteren Menschen hinzu.
Kleine Werkstätten – besonders die unterfinanzierten – lieben das Biegen langer Teile mit zwei Personen. Einer führt ein. Einer bedient das Pedal. Klingt effizient.
Ich untersuchte einen Fall, bei dem der Helfer das entfernte Ende eines drei Meter langen U-Profils hielt. Der Bediener rief “klar”. Der Helfer dachte, er meine “klar zum Nachjustieren”. Er verschob seinen Griff näher an das Werkzeug, genau als das Pedal herunterging.
Keine Lichtschranke auf dieser Seite. Kein zweites Pedal. Nur Annahmen.
Bei der Zwei-Personen-Bedienung ist Unklarheit die eigentliche Gefahr. Wem gehört der Hub? Wer bestätigt, dass die Hände frei sind? Wenn die Antwort lautet “uns beiden”, dann gehört sie keinem von Ihnen.
Sie legen es ausdrücklich fest:
Ein Bediener steuert das Pedal – immer dieselbe Person Verbales “klar” wird vor jedem Hub von beiden bestätigt Keine Hände innerhalb der Sperrzone, solange der Fuß des Bedieners physisch auf dem Schalter steht
Nehmen Sie den Fuß herunter. Ferse auf den Boden. Machen Sie es sichtbar. Denn in kleinen Betrieben – wo die Ausbildung gering und der Produktionsdruck hoch ist – sind Koordinationsfehler keine seltenen Ausnahmefälle. Sie sind vorhersehbar.
Es ist mir egal, wie lange Sie schon zusammenarbeiten. Es ist mir egal, ob Sie die Gedanken des anderen lesen können. Stahl liest keine Gedanken. Er folgt der Kraft.
Wenn Sie diesen Ruf verpassen, wird die Presse nicht verhandeln. Sie zerquetscht die Mittelhandknochen – die langen Knochen in Ihrer Hand – zu Splittern, die Sie auf dem Röntgenbild sehen werden.
Sie wollten wissen, wie man innerhalb der Gefahrenzone arbeitet, ohne Teil von ihr zu werden.
Sie vertrauen nicht auf Reflexe. Sie vertrauen nicht auf Erfahrung. Sie bauen Gewohnheiten auf, die Fleisch außerhalb des Raums halten, der der Maschine gehört.
Denn die Presse ist ruhig – bis sie es nicht mehr ist.
Und die nächste Frage lautet: Wie erkennt man die feinen Anzeichen, dass sich etwas an dieser Ruhe verändert hat, bevor es mehr als eine Fingerspitze kostet?
Eine Abkantpresse wechselt nicht von “sicher” zu “tödlich”, ohne vorher zu flüstern.
Das habe ich auf die harte Tour gelernt, als eine hydraulische Bremse, die ich fünfzehn Jahre lang betrieben hatte, ihren Abwärtshub mit einem leichten Zittern beendete – nichts Dramatisches, nur ein Beben, das man mehr in den Schuhen spürte als in den Ohren. Der junge Kollege neben mir sagte: “Die macht das immer.” Tat sie nicht. Der Stößel zögerte auf dem letzten halben Zoll, weil ein Ventil sich bei Hitze festsetzte. Wir schalteten sie ab. Am nächsten Morgen zerlegte der Techniker den Verteilerblock und fand Riefen, die aus diesem Zögern einen Ruck gemacht hätten.
Und was auch immer zwischen Stempel und Matrize liegt, wird flacher als zuvor – Stahl, Handschuh oder die Knochen in deiner Hand.
Du weißt bereits, dass die Gefahrenzone durch Raum definiert ist. Jetzt musst du verstehen, dass sie auch durch Verhalten definiert ist. Maschinen ändern ihr Verhalten, bevor sie versagen. Die Frage ist nicht, ob sie dich warnen. Die Frage ist, ob du dich darauf trainiert hast, die Warnung zu hören, anstatt mit ihr zu diskutieren.
Am Wochenende für Biergeld Lüftungskanäle gebogen, und eine alte mechanische Bremse dort hatte bei jedem dritten Hub einen Klang wie ein Reißverschluss. Nicht laut. Nicht dramatisch. Einfach falsch. Der Ladenbesitzer nannte es “Charakter”. Zwei Wochen später brach ein Matrizenhalter sauber durch, weil er im Halter gewackelt hatte.
Stahl spricht durch Vibration lange bevor er bricht.
Mahlen bedeutet Reibung, wo keine sein sollte – oft Fehlstellung zwischen Stempel und Matrize oder Verunreinigungen auf den Führungsflächen (den Gleitflächen, die den Stößel führen). Klemmen fühlt sich an, als würde der Stößel in der Mitte des Hubs härter arbeiten, leicht verlangsamen, während der Druck ansteigt. Ungewöhnliche Vibration im Rahmen kann ungleiche Tonnage über das Bett bedeuten, besonders bei außerhalb-zentrierten Lasten.
Das überprüfst du, bevor du jemals wieder einen Zyklus startest:
Eine gut funktionierende Bremse hat einen Rhythmus. Runter. Kontakt. Formen. Hoch. Wenn dieser Rhythmus stockt, widersteht etwas einer Kraft, die es zuvor reibungslos gehandhabt hat. Hitze kann Komponenten anschwellen lassen. Werkzeuge können sich ungleich setzen. Hydraulische Systeme können allmählich nachlassen, bevor sie den Druck vollständig verlieren – so wie ein defektes Bremspedal in einem LKW fest wird, wenn man es pumpt – bis es dann plötzlich nicht mehr funktioniert.
Wenn du dieses erste Stocken ignorierst, setzt du deine Finger darauf, dass sich Reibung von selbst beheben wird.
Tut sie nicht.
Ich habe einmal gesehen, wie ein Lehrling versuchte, einen schiefen Bogen zu “retten”, indem er im Mittelhub hineingriff, um ein Paneel gerade zu schieben. Er dachte, er sei schneller als der Stößel. Egal wie – sobald die Kupplung greift oder das Ventil öffnet, ist der Stößel verpflichtet, den Hub bis zum Boden auszuführen.
Das ist Physik, keine Richtlinie.
Einen Zyklus abzubrechen hat nichts mit Panik zu tun. Es geht um Erkennen. Wenn du siehst, dass das Teil sich von der Matrizenauflage hebt, wenn du einen scharfen Knall hörst, der nicht das normale Material-Durchbrechen ist, wenn der Stößel unerwartet langsamer wird unter einer Last, die du schon hundertmal gefahren hast – das ist dein Moment.
Bei modernen hydraulischen Bremsen die Stopp-Funktion am Steuergerät verwenden oder das Fußpedal vollständig loslassen, wenn die Maschine für die Rückkehr bei Loslassen ausgelegt ist. Bei mechanischen Schwungradmaschinen hast du diesen Luxus vielleicht nicht; einmal eingekuppelt, vollenden sie den Hub. Wisse, an welcher Maschine du stehst, bevor du deinen Reflexen vertraust.
Und wenn du abbrichst, folgst du drei Regeln:
Jagen Sie niemals einen sich bewegenden Stempel. “Helfen” Sie niemals dabei, eine Biegung zu vollenden.
Denn wenn Sie das Timing um eine halbe Sekunde falsch einschätzen, werden die distalen Phalangen – die kleinen Knochen an den Spitzen Ihrer Finger – zerquetscht, bevor Ihr Gehirn die Entscheidung beendet.
Große Platte. Viertel Zoll. Außerhalb der Mitte belastet. Ich sah ein Blech leicht rotieren, während der Stempel herabsank, gerade genug, um anzuzeigen, dass der Hinteranschlagfinger nicht fest saß. Der Bediener versuchte, es mit seiner Handfläche zu halten.
Die Maschine gewann diesen Streit.
Wenn sich ein Werkstück während einer Biegung dreht oder rutscht, sagt es Ihnen eine von drei Sachen: Der Hinteranschlag ist nicht rechtwinklig eingestellt, die Materialoberfläche ist verunreinigt (Öl verringert die Reibung), oder die Tonnageverteilung ist über die Matrizenöffnung ungleichmäßig. Manchmal ist es subtiler – Werkzeugverschleiß führt dazu, dass das Teil einen Weg mit geringerer Belastung sucht.
Sie korrigieren eine Rotation nicht mit Muskelkraft. Sie setzen die Bedingungen zurück.
Wenn das Rutschen bei identischen Teilen wiederholt auftritt, vermuten Sie Werkzeugverschleiß oder Rahmenverformung unter Last. Das ist kein “Teilproblem”. Das ist der Räuber, der sich in seinem Käfig bewegt.
Hier ist die unangenehme Wahrheit: Manche Ausfälle sind leise. Wärmestau kann Komponenten ohne Quietschen oder Schleifen ausdehnen. Übertonnage kann Befestigungen mikroskopisch strecken, bevor irgendetwas falsch aussieht. Deshalb verlassen Sie sich nicht nur auf Geräusche. Sie verfolgen Muster – Druckmessungen, Teilekonsistenz, benötigte Kraft. Wenn die heutige Biegung mehr Pedalweg erfordert als die gestrige für dasselbe Material, ist das ein Datenpunkt.
Die Maschine zu lesen ist nicht mystisch. Es ist disziplinierte Aufmerksamkeit.
Sie hören auf, über kleine Veränderungen zu diskutieren. Sie protokollieren sie. Sie handeln früh, wenn nur Ausschuss gefährdet ist.
Denn sobald die Veränderung dramatisch wird, hat sich die Todeszone nicht bewegt.
Sie haben sich bewegt.
Ein Mitarbeiter in der zweiten Schicht hat einmal eine Bremse “nur für die Nacht” abgeschaltet und den Stößel einen Zoll über dem Werkzeug schweben lassen. Während er schlief, ließ der Hydraulikdruck nach. Der Mitarbeiter der Morgenschicht kam heran, griff hinein, um einen Grat zu entfernen, und der Stößel sank diesen letzten Zoll wie ein sich schließender Kiefer.
Nichts Dramatisches. Nur Gewicht, das vervollständigt, was der Druck begonnen hat.
Du weißt bereits, dass du das Verhalten der Maschine lesen musst, bevor sie zubeißt. Das ist Aufmerksamkeit. Aber Aufmerksamkeit lässt nach, wenn du müde, gehetzt oder gelangweilt bist. Ein Rahmen ist das, was dich auffängt, wenn deine Aufmerksamkeit nachlässt.
Hier ist der nicht offensichtliche Teil: Du baust Sicherheit nicht auf, indem du besser reagierst. Du baust sie auf, indem du sicherstellst, dass die Maschine auf Null-Energie ist – kein gespeicherter Druck, keine schwebende Masse, kein halber Hub – jedes einzelne Mal, wenn du dich entfernst, selbst wenn es nur für dreißig Sekunden ist.
Null-Energie bedeutet drei Dinge, und nur drei:
Wenn du dieses Ritual einmal auslässt, weil “es nur eine Sekunde dauert”, hast du deinen Händen beigebracht, dass die Gefahrenzone manchmal verhandelbar ist. Ist sie nicht.
In einer Werkstatt wächst man nicht über sich hinaus. Man fällt auf das Niveau seiner Gewohnheiten zurück.
Das eigentliche System ist kein Klemmbrett oder ein Abzeichenzettel. Es ist dies: Jeder Biegevorgang beginnt und endet damit, dass die Maschine in einem Zustand ist, in dem, wenn du ohnmächtig würdest, nichts sich bewegt.
Das klingt übertrieben, bis du dich fragst, was passiert, wenn die Müdigkeit in Stunde zehn statt in Stunde acht zuschlägt.
Ich habe gesehen, wie ein Mann seine Handfläche an einem Grat aufgeschnitten hat, der so klein war, dass er wie Fussel aussah. Er zuckte zusammen. Sein Ellbogen stieß das Pedal an. Der Stößel fiel zwei Zoll, bevor er sich fing.
Die Bremse hat diesen Schnitt nicht verursacht. Der letzte Bediener hat es getan.
Disziplin nach dem Biegen ist keine Hausarbeit. Es ist Kraftkontrolle durch Stellvertreter. Grate sind gespeichertes Chaos – winzige Klingen, die Reflexe auslösen. Reflexe sind schnell und gewaltsam. Und alles, was sich zwischen Stempel und Matrize befindet, wird flacher als zuvor – Stahl, Handschuh oder die Knochen in deiner Hand.
Nach jedem Durchgang machst du drei Dinge:
Fällt dir auf, was fehlt? Kein “schnelles Abwischen”. Kein “Ich hole es später”. Du beendest den Zyklus bis auf null. Du lässt den Predator wieder in seinem Käfig sitzen, nicht mitten im Sprung.
Und hier machen die meisten Werkstätten es falsch: Sie pausieren, aber neutralisieren nicht. In der Chirurgie reduzierte eine kurze Pause nur dann Fehler, wenn der Druck im Bauchraum tatsächlich abgelassen wurde. Dasselbe Prinzip gilt hier. Eine Pause ohne Entlastung des Risikos ist nur eine Verschnaufpause vor dem nächsten Fehler.
Wenn du stoppst, entfernst du Energie. Nicht nur Bewegung. Energie.
Denn der nächste Bediener könntest morgen du selbst sein – mit weniger Schlaf und langsameren Reflexen.
Am Wochenende Biergeld durch das Biegen von Lüftungskanälen verdient, und ich habe gegen 21:45 Uhr etwas Unschönes über mich selbst gelernt. Die Teile waren gestapelt, Quote erfüllt, und mein Gehirn begann, den morgigen Lohn auszugeben, bevor ich den heutigen Hub beendet hatte.
Ab diesem Moment erscheinen kleine Abweichungen nicht mehr wichtig.
Müdigkeit kündigt sich nicht mit Gähnen an. Bei langen Industrieschichten können Bediener in Mikroschlaf abdriften – Sekunden auf einmal – ohne es zu bemerken. Die Reaktionszeit dehnt sich. Das Urteilsvermögen verlangsamt sich. Bei Nachtschichten passiert es früher und trifft härter, weil dein circadianer Rhythmus – die innere Uhr des Körpers – gegen dich arbeitet.
Die letzte Biegung des Tages ist nicht gefährlich, weil sie die letzte ist.
Sie ist gefährlich, weil du denkst, dass du fertig bist.
Dein Reset-Protokoll am Schichtende ist nicht optional:
Das letzte wirkt albern. Gut. Es zwingt das denkende Gehirn, wieder online zu gehen.
Du unterbrichst den Autopiloten. Du beweist, dass du noch präsent bist.
Egal wie, sobald die Kupplung greift oder das Ventil öffnet, ist das Presswerkzeug zum Ende des Hubs verpflichtet. Wenn dein Gehirn eine halbe Sekunde vorher abgeschaltet hat, werden deine Mittelhandknochen – die langen Knochen in deiner Hand – dafür bezahlen.
Der Reset geht nicht um Selbstvertrauen.
Es geht um Misstrauen gegenüber deiner eigenen Müdigkeit.
Das führt zur nächsten Frage: Wie weißt du, dass du bereit bist, komplexere Arbeiten zu übernehmen, ohne dass dieses Misstrauen in Lähmung übergeht?
Ich sah einen Auszubildenden, der den ganzen Tag einfache Halterungen freihändig biegen konnte. Ruhig. Gelassen. Dann setzten wir ihn an kleine Edelstahlteile – leicht, wiederholend, unter 25 Pfund. Innerhalb einer Stunde waren seine Handgelenke unsauber, Teile schlecht positioniert, Hinteranschläge hastig getippt.
Komplex bedeutet nicht immer schwer.
Manchmal bedeutet es wiederholend an einer Maschine, die für die Aufgabe überdimensioniert ist, wo Müdigkeit leise entsteht und schlechte Gewohnheiten sich schnell verfestigen.
Du steigst auf, wenn drei Dinge zutreffen:
Merkst du, was nicht auf dieser Liste steht? Geschwindigkeit. Stückzahl. Selbstvertrauen.
Kompetenz wird daran gemessen, was du zu tun verweigerst.
Die Nullenergie‑Mentalität verwandelt die Abkantpresse von einem Werkzeug, das du “betreibst”, in einen Kraftmultiplikator, den du managst. Du hörst auf zu fragen: “Kann ich diese Biegung machen?” und beginnst zu fragen: “Ist die Maschine in einem Zustand, in dem sich nichts Unerwartetes bewegen kann?”
Diese Frage verändert jede Bewegung, die du machst – wo du stehst, wann du hintrittst, wie du Teile freiräumst, wann du den Wartungsdienst rufst.
Merke dir: Sicherheit ist keine Reaktion auf Gefahr. Sie ist ein dauerhafter Zustand, den du vor, während und nach jedem Hub herstellst.
Die Gefahrenzone schrumpft nie.
Deine Disziplin entscheidet, ob du sie jemals betrittst.


















