

He had a little 4‑foot leaf brake in his garage. Bent HVAC duct on weekends. First week in my shop, he stood in front of a 175‑ton press brake, ran his hand along the lower die, and said, “Same thing, just bigger.”
The machine didn’t look angry. Just steel. Quiet. Waiting.
That’s how it gets you.
I’ve watched a 1/4‑inch plate crease like cardboard under 150 tons. No drama. The ram came down, the steel surrendered, and the frame of the building gave a little shiver you could feel in your boots.
A garage folder works on leverage and your body weight. You pull a handle; the clamping bar lifts; the sheet bends because you are stronger than thin metal. You feel resistance change through your palms. You are part of the feedback loop.
A press brake doesn’t need you. It multiplies force through hydraulics or a flywheel system until steel yields. Once the stroke starts, it finishes. It does not ask if your fingers are still between punch and die.
If you think you’re operating a “big hand tool,” you’ll move like you are. And that’s the mistake that costs bone.
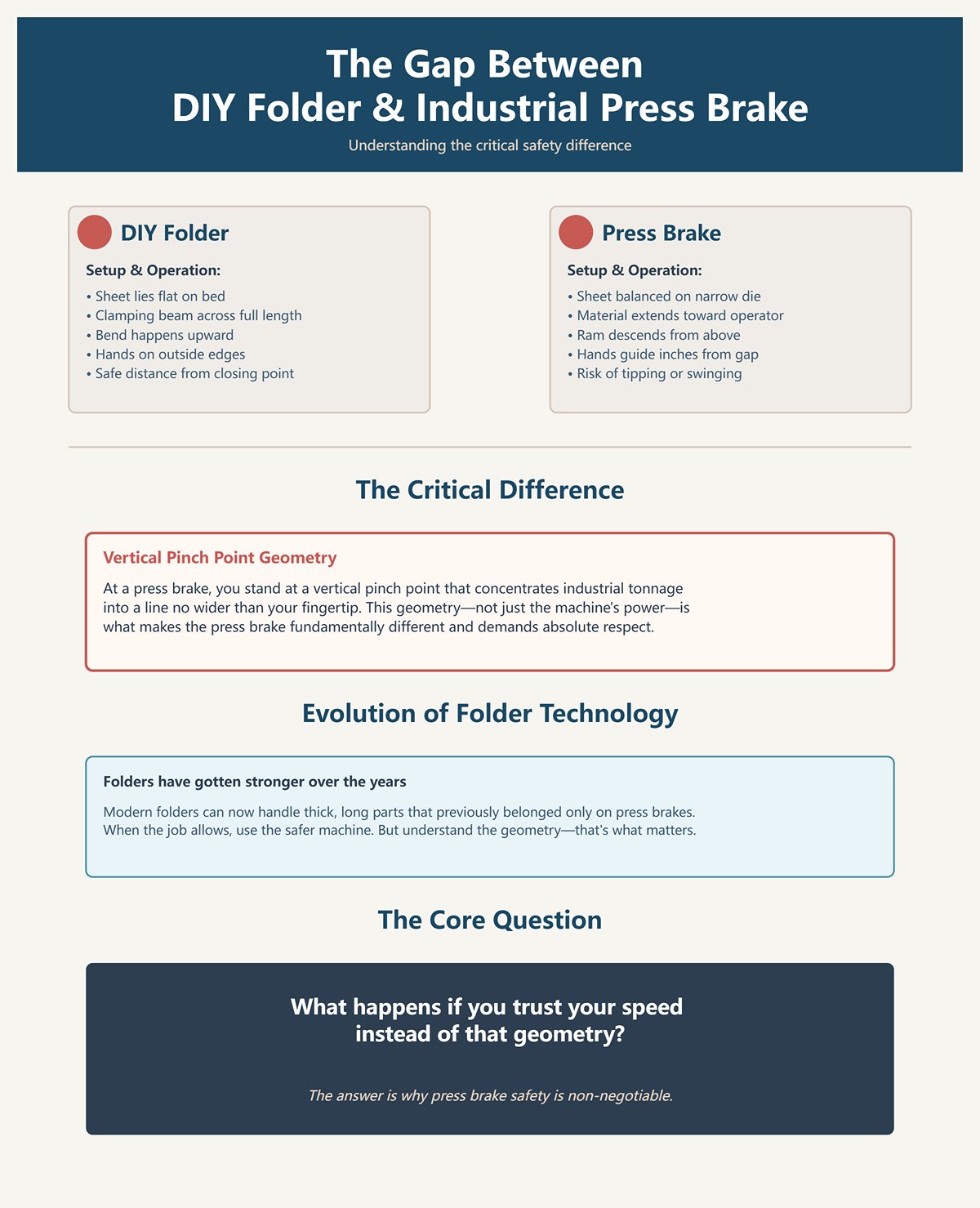
Picture a 10‑foot sheet of 14‑gauge on a modern folder. It lies flat on the bed. The clamping beam comes down across the whole length. The bend happens upward, away from your torso. Your hands are on the outside edges, nowhere near a closing throat.
Now picture that same sheet on a press brake. It’s balanced on a narrow lower die, sticking out toward you. The ram descends from above. The material can tip, back‑bend, or swing if you misjudge weight. Your hands guide it inches from a closing gap that will shrink to zero.
Folders have gotten stronger over the years. Some can handle thick, long parts that used to belong only on brakes. Good. Use the safer machine when the job allows.
But when you stand at a press brake, you are standing at a vertical pinch point that concentrates industrial tonnage into a line no wider than your fingertip. That geometry is the difference.
So what happens if you trust your speed instead of that geometry?
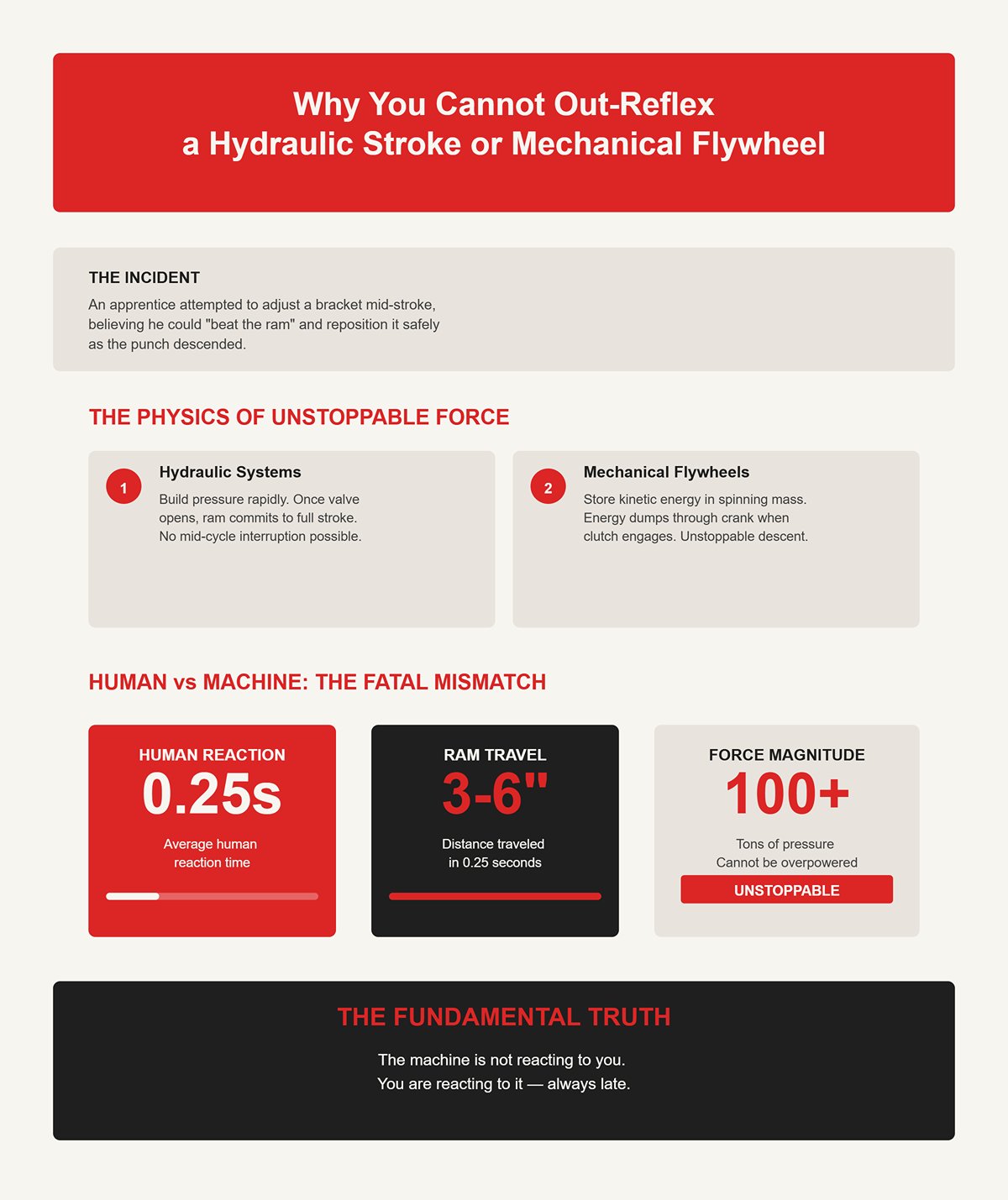
I once had an apprentice try to “beat” the ram. He was holding a small bracket, realized it wasn’t seated right, and figured he’d nudge it straight as the punch started down.
Hydraulic systems build pressure fast. Mechanical flywheel brakes store energy in a spinning mass and dump it through the crank. Either way, once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke.
Human reaction time averages about a quarter of a second. In that time, a ram moving at even a moderate closing speed can travel several inches. More than enough to go from “safe gap” to “crushed.”
You will not snatch your hand out in time. You will not overpower 100 tons with a wrist flick. The machine is not reacting to you; you are reacting to it, always late.
And that’s before we talk about the lie you tell yourself right before you skip a step.

It’s always the small part. Two bends. “I won’t bother with the backgauge.” “I’ll just hold it.” “Foot’s already on the pedal.”
That sentence—just one quick bend—is how you drift into the kill zone without meaning to.
So you build a ritual and you don’t break it:
Do it the same way every time. Out loud if you have to.
Because the press brake is not a helpful assistant. It is a force multiplier with a defined strike range. When you step inside that range without discipline, it doesn’t warn you, argue with you, or forgive you.
It closes.
And whatever is between punch and die becomes flatter than it was—steel, glove, or the bones in your hand.
I watched a veteran—twenty years in—bend a four-sided box. Third flange, tight clearance. As the ram came down, the already-bent leg of that part swung up and pinned his gloved hand against the ram face. Not between punch and die. Up high. Reverse flange zone. The metal didn’t slice him. It punched through the glove and opened his hand like a zipper.
He kept all his fingers. Barely.
Government injury reports show nearly half of press brake accidents end in finger or hand amputation. Here’s what most green operators miss: many of those injuries don’t happen during the dramatic downward crush. They happen during tool changes, part alignment, box bending—moments when hands drift into areas standard guards don’t cover. One industry review found the majority of injuries occurred in zones outside the obvious front pinch point.
So if the blade gap isn’t the whole story, where does the kill zone actually start and end?
Stand in front of a brake with the ram at top dead center. There’s daylight between punch and die. Air. Safe-looking air.
Now press the pedal.
That open space collapses into a narrowing V. The punch tip enters the die opening. Force concentrates along a line no wider than a pencil lead. The sheet resists until it hits its yield strength—the stress point where it stops springing back and starts permanently deforming. Past that, pressure climbs fast. On a 150-ton machine, you can be applying tens of thousands of pounds per linear inch across the bend.
Air just became a vice.
The primary pinch point is obvious: the closing gap between punch and die. But watch a long sheet during descent. The front edge can dip. The back edge can rise. If you’re box bending, previously formed flanges rotate upward toward the ram face. That creates secondary pinch points—metal to ram, metal to frame, metal to your hand bracing the part.
Either way, once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke.
You don’t get to renegotiate your hand position mid-travel. And whatever is between punch and die becomes flatter than it was—steel, glove, or the bones in your hand.
So you map the danger before you cycle:
Miss one, and the machine will teach anatomy the hard way.
But crushing isn’t the only violence this machine can deliver, is it?
A shop in 2023 bent a 10mm high-tensile plate—strong stuff, the kind that fights back. Mid-stroke, the material fractured along the bend line. Instead of forming cleanly, it split. One half kicked upward and out. The operator never saw it coming. The plate struck him in the head and killed him.
That wasn’t a pinch. That was a projectile.
Here’s the mechanism. During bending, the outer surface of the metal stretches in tension while the inner surface compresses. High-tensile steels have less ductility—they don’t stretch much before they crack. If the bend radius is too tight or tonnage too high, the tension side can exceed the material’s ultimate tensile strength. It fails suddenly. Stored elastic energy releases in a snap. The free end whips.
On long parts, even without fracture, the sheet acts like a lever. The punch is the fulcrum. As the bend forms, the free leg rotates upward. The longer and heavier that leg, the more momentum it carries. If you’re leaning in to “watch the line,” your face is inside the arc.
You think you’re guiding a bend. The machine is cocking a spring.
So the kill zone isn’t just below the punch. It’s the swing radius of the part and the potential flight path if the metal gives up instead of yielding. And you don’t get a warning light for that.
If flying steel is possible, why do rookies still fixate on sharp edges?
Yes, sheet metal cuts. I’ve stitched more forearms than I care to count.
But cuts bleed. Crushes maim.
Industry reports show a large percentage of brake injuries occur in areas unprotected by standard front guards—places like that reverse flange zone I mentioned. Operators assume the danger is the cutting edge of the punch. So they keep fingers off the tip. Good. Meanwhile, their other hand is steadying a side flange that’s about to swing up into a fixed steel wall with hydraulic authority behind it.
Sharp edges injure by contact. Pinch points injure by force concentration.
Force is what removes fingers.
When a 12-gauge panel rotates and traps your knuckles against the ram face, it doesn’t need to be sharp. It just needs mass and a closing gap. Bones fail around a few thousand pounds of compressive load. A press brake delivers that casually, repeatedly, without fatigue.
So stop thinking “blade.” Start thinking “closing geometry under load.”
And what happens when the geometry and the load don’t agree with the metal itself?
I’ve seen a brake grunt—frame flexing, motor straining—because someone dialed in tonnage for mild steel and slid in a high-strength alloy instead. The bend line barely moved. The pressure climbed.
Here’s the math in plain language. Every material has a yield strength (when it starts to bend permanently) and an ultimate tensile strength (when it tears). High-strength steels can require significantly more tonnage for the same thickness and radius. If you undercalculate, the machine may stall or overcompensate. If you over-tighten the die opening to “make it bend,” you spike stress at the outer fibers.
Two bad outcomes live here.
One: the machine reaches capacity before the part yields. Components see loads near their design limits—tooling, fasteners, even the frame. Failures at that level are violent.
Two: the metal fractures instead of forming. That’s your whip-up turning into shrapnel.
The press brake is a force multiplier, yes. But it is not smarter than the setup. It will apply whatever you command until steel yields or something else does.
If you don’t know the material’s strength, the die width, and the required tonnage before you step on the pedal, you’re gambling flesh against physics.
So now you know where the kill zone lives: below the punch, above the die, along the swing arc, against the ram face, and anywhere stored energy can release. The machine is a caged industrial predator—still as stone until triggered, then unstoppable inside its strike range.
The only question left is how you keep yourself from stepping into that range unprepared.
| Section | Content |
|---|---|
| Topic | Tonnage vs. Tensile Strength: What happens when the metal wins? |
| Real-World Scenario | A brake strains—frame flexing, motor laboring—when tonnage is set for mild steel but a high-strength alloy is used instead. The bend barely moves while pressure rises. |
| Key Material Properties | Yield Strength: Point where metal begins to bend permanently. Ultimate Tensile Strength: Point where metal tears. |
| Core Principle | High-strength steels require significantly more tonnage for the same thickness and radius. |
| Undercalculation Risk | The machine may stall or overcompensate, stressing components near design limits. |
| Overcompensation Risk | Tightening the die opening to force a bend increases stress on outer fibers of the material. |
| Bad Outcome #1 | Machine reaches capacity before the part yields. Tooling, fasteners, and frame may fail violently under extreme load. |
| Bad Outcome #2 | Metal fractures instead of forming, turning the workpiece into dangerous debris. |
| Critical Warning | A press brake multiplies force but only follows setup commands—it applies force until the material yields or something else does. |
| Required Knowledge Before Operation | Material strength, die width, and required tonnage must be calculated before engaging the machine. |
| Identified Danger Zones | Below the punch, above the die, along the swing arc, against the ram face, and anywhere stored energy can release. |
| Final Insight | The press brake is an industrial predator—still until triggered, unstoppable within its strike range. The operator must avoid stepping into that range unprepared. |
Two winters ago, a kid on second shift loaded a die with a hairline crack running crosswise through the shoulder. You couldn’t see it unless you wiped the oil off and held a flashlight low. He didn’t. First test bend on 3/8 plate, maybe 120 tons over four feet. Mid-stroke there was a sound like a rifle shot. The die split, one half kicked sideways, and a shard buried itself in a plywood rack ten feet away—right where his throat had been thirty seconds earlier.
That’s how you stay out of the kill zone: you treat the brake like a caged industrial predator and you walk around the cage before you ever open the latch.
A pre-flight ritual isn’t paperwork. It’s how you make sure the force, the geometry, and the stored energy are all where you think they are before you offer the machine your hands.
If you skip it, you’re not “saving time.” You’re stepping into the strike range blind.
I used to make apprentices run a rag down every inch of punch and die. Not for cleanliness—for feel. A rag snags where your eyes glide past. That’s how one kid found a mushroomed punch tip that would have concentrated load into a knife edge.
Here’s what those ten minutes actually cover:
Tooling integrity means you look for chipped radii, cracked die shoulders, galling (metal smeared from previous bends), and uneven wear. A crack in a die changes how load flows through it. Steel doesn’t distribute force politely; it follows the stiffest path. A compromised shoulder becomes a stress riser. Under tonnage, that stress concentrates, propagates the crack, and fails suddenly. When hardened tool steel fails, it doesn’t bend. It fragments.
Alignment and seating come next. A die not fully seated against the bed, or a punch not centered in its holder, creates uneven load across the length. Remember this: a 100-ton brake is rarely 100 tons everywhere. It might be rated 100 tons over ten feet—meaning ten tons per foot. If you run a three-foot part all the way on the left side, you’re asking one section of the frame to carry concentrated load. That twists the ram. Twisted geometry means uneven penetration. Uneven penetration means one side bottoms out first. Now your “air bend” just became a partial bottoming operation on one end, and tonnage spikes without warning.
Machine condition is last before power-on. Check hydraulic leaks, listen for pump cavitation, verify ram parallelism if the machine has manual adjustment. A hydraulic system full of air compresses slightly before force builds. That delay tricks operators into thinking the part is “not bending yet,” so they increase pressure or depth. Then the air compresses fully, pressure equalizes, and the ram drives harder than expected. Stored energy releases into the bend all at once.
Ten minutes. Because once the ram starts down, you don’t get to reach in and fix alignment. You get to watch geometry close on whatever you misjudged.
And that raises the next question: even if the tooling is perfect, how do you know the machine isn’t about to exceed what that tooling—or the frame—can survive?
I watched a journeyman pull a tonnage chart off the wall like it was gospel. Quarter-inch mild steel, four-foot bend, standard V-die. He dialed the number straight from the chart. What he forgot? The material on the cart was 304 stainless.
Mild steel in most charts assumes about 60,000 PSI tensile strength. 304 stainless sits closer to 84,000 PSI. That’s roughly a 1.4 multiplier in required tonnage for the same thickness and die opening. Same geometry. Different physics.
He stepped on the pedal. The machine groaned. The bend barely formed. Instead of recalculating, he tightened the die opening to “help it.” Narrower V-die increases required tonnage because you’re forcing a tighter radius. Now he wasn’t just 40% underestimating—he was stacking errors. The pressure climbed toward the machine’s limit.
Two things happen when you do that.
One, you approach the rated tonnage of the brake—but remember, that rating applies over a specific working length. Concentrate the load in one area and you exceed local limits before the gauge ever reads “100%.” Frames flex. Rams deflect. Safeguards misalign.
Two, you overload tooling. Bottoming operations can require five times the tonnage of air bending. If your chart value was for air bending (multiplier 1.0) and you accidentally bottom because your depth is too great, you can spike from 30 tons to 150 in a heartbeat.
This isn’t opinion. It’s mechanics of materials. Stress equals force over area. Increase required force by choosing stronger material or smaller die, and every component in the load path sees that increase—ram, bolts, die shoulders.
Your load calculation ritual needs three numbers before you touch the pedal:
Measure the full bend length, not just the part length on the print. If you’re bending in two stages, calculate each. If you’re off-center, understand you’re loading one side of the frame more heavily.
Ignore that, and you don’t just risk a bad bend. You risk shattering hardened steel under hydraulic pressure and sending fragments at face level.
Now you’ve inspected the cage and measured the predator’s bite force. What about the meat you’re bringing near it—your own body?
I bent HVAC duct on weekends for beer money. Watched a guy with a hoodie string leaning over a small brake. The string drifted into the die space as he adjusted a flange. Ram came down slow—string caught, tightened, pulled his face toward the punch before he even understood what was happening. He was lucky. Fabric tore.
Loose clothing near a press brake isn’t about “looking professional.” It’s about entanglement in closing geometry. The reverse flange zone and the gap between ram and backgauge don’t care if what’s caught is steel or cotton. They just close.
Gloves are trickier. On sharp sheet, cut-resistant gloves make sense when handling material away from the stroke. But inside the kill zone, bulky gloves reduce tactile feedback. You lose the fine sense of where the punch tip actually is relative to your fingertip. Worse, some glove materials grip steel. If the part shifts and the glove sticks, your hand moves with it.
Your PPE check before a job should be brutally simple:
That last one matters because of the whip-up we talked about. If a high-tensile part fractures under tension, it releases elastic energy fast. Eye protection won’t stop a plate, but it will stop chips and fragments from a chipped die or cracked edge.
Ignore clothing discipline and you won’t lose fabric. You’ll lose skin from your cheekbone to your chin.
So you’ve checked the steel, the math, and your own body. One piece left before you wake the animal.
I once saw a foot pedal stick because metal shavings packed under the guard. Operator tapped it to reposition his stance. Ram started down.
Safeguards are only safeguards if they work today, not last month.
Before first cycle, you test three things:
Hit the E-stop with the machine powered but idle. Verify the control actually dumps hydraulic pressure or disengages the clutch. Reset it and confirm the system requires deliberate restart. If an E-stop only pauses motion but leaves pressure trapped in the system, you need to know that.
Depress and release the foot pedal without material. It should return cleanly, no sticking, no delay. Guards over the pedal prevent accidental activation from dropped parts or shifting feet.
Break the light curtain beam with a scrap piece while the ram is in slow approach mode. The ram should stop or refuse to cycle. If it doesn’t, that invisible wall you’re trusting with your fingers is imaginary.
Either way, once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke. Safeguards are your last negotiation before commitment.
Skip this ritual, and you’re betting your tendons, your knuckles, and the half-inch bones in your fingers on the hope that everything works exactly as it did yesterday.
Kid named Alvarez tried to “beat” the ram on a 2-inch tab.
Short part. Thin mild steel. He figured he could hold it with two fingers, let the punch kiss it, then pull away as it bent. Ram was in slow approach. Looked gentle. He misjudged the travel by maybe a quarter inch. The punch pinned the tab, the tab pivoted, and his fingertip was between steel and die shoulder.
They swept up the bone chips with a magnet.
You’ve inspected the cage. You’ve tested the pedal. Now the ram is moving. The question isn’t whether the brake is safe. The question is whether your hands ever cross into the predator’s strike range once it commits. And whatever is between punch and die becomes flatter than it was—steel, glove, or the bones in your hand.
Nearly half of mechanical power press injuries end in amputation. That’s not because the machines are unpredictable. It’s because hands drift across an invisible line operators convince themselves they can manage.
So we make the line visible.
I lost half my left index finger on a job that “only needed a quick tweak.” No guards back then. No light curtain. Just me, a short flange, and the belief that experience buys you timing.
It doesn’t.
Stand in front of a press brake and look at the lower die. The V opening is the obvious danger. Beginners fixate there. But 83% of reported injuries happen outside where guards are designed to protect—during reverse flanges, when material folds upward into the ram, creating a fresh pinch point behind the obvious one.
The kill zone isn’t a slot. It’s a volume.
Define it physically before you run the first part. Draw an imaginary vertical plane aligned with the front edge of the lower die. Your hands never cross that plane once the part is against the backgauge and you’re preparing to cycle. Not to “nudge.” Not to “steady.” Not to “just check alignment.”
Permanent means permanent.
Your hand placement protocol is brutally simple:
Thumbs on top surface, never wrapping edges Palms flat, fingers extended away from die opening Hands retract completely before foot contacts pedal
That last move is non-negotiable. Hands clear. Pause. Then pedal. Separate the motions so your brain can’t blend them.
Presence-sensing devices help. Light curtains stop the ram in approach. But even with sensors, injuries still occur—because once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke. Technology buys milliseconds. Discipline buys fingers.
Let your knuckles drift past that plane, and the die will take them off at the joint.
So what happens when the part is too small to obey that rule?
I watched a 20-year veteran run a Roto die on small brackets—1-inch returns, lots of repeats. He’d done thousands. He held each piece between index finger and thumb, quick tap on the pedal, perfect bend.
Until one stuck to the punch tip.
When it hung there, he reached instinctively to peel it free as the ram reversed. The part snapped loose and dropped, his finger followed it forward, and the upper die descended on the next cycle before his hand cleared.
Experience didn’t fail him. Confidence did.
Small parts are treacherous because they invite fingertip control. The shorter the flange, the closer your fingers must be to stabilize it—unless you refuse the premise.
If a part cannot be held with your hands fully outside the no-go plane, you don’t use your hands.
You use:
Locking pliers with flat jaws Magnetic or mechanical hold-down fixtures Custom jigs that extend the handling surface
Locking pliers turn a 1-inch tab into a 6-inch handle. A simple bent strip tack-welded as a temporary handle keeps flesh away from steel. Shops that say jigs “take too long” are the same shops that normalize 88% serious guarding violations.
And here’s the trap inside the trap: most injuries don’t occur during the main press cycle. They happen during alignment and part removal, when the operator thinks the machine is “between” actions. You reach in while the ram is paused at top dead center. Foot shifts. Pedal brushes. Down it comes.
Either way, once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke.
Hold a 1-inch tab with bare fingers inside the die space, and you are offering up distal phalanges—the small bones at the tip—for crushing.
Small parts handled. Hands out of the volume. Good.
Now how do you keep a large sheet from wandering without becoming its clamp?
Bent HVAC duct on weekends for beer money. Big 5-foot sections of 22-gauge. Light, floppy, and just annoying enough that you want to hip-check them square while you hit the pedal.
I saw a guy do exactly that—left hand holding the flange down, right foot on the pedal, body twisted. The sheet slipped off the backgauge finger by half an inch. He pushed forward to reseat it as the ram descended. His knuckles met the underside of the punch.
Backgauges exist to remove your hands from decision-making. They are adjustable stops at the rear of the bed that set bend depth by position, not by feel. If you are muscling a sheet into square while cycling, you are replacing a mechanical reference with your wrist.
Set the gauge. Confirm contact. Then let go.
If the material lifts during bending—common in reverse flanges—use hold-down clamps or staged bends, not your palm. The upward swing arc is part of the kill zone. Remember that the brake is a force multiplier with a defined strike range. When steel springs, it stores energy. When it releases, it moves fast.
Your squaring routine should always include:
Backgauge set and locked before first part Test bend to confirm position without hands correcting mid-stroke Clamps or supports for large sheets, never body weight
Manual stabilization feels faster. It isn’t. It just transfers the job of resisting tonnage from hardened tooling to the small tendons that extend your fingers.
Use your hand as a clamp under load, and the extensor tendons across the back of your knuckles will rupture before the steel yields.
Large sheets under control. Small parts extended. Hands disciplined.
Now add another human.
Small shops—especially the underfunded ones—love two-person bending on long parts. One feeds. One runs the pedal. Sounds efficient.
I investigated a case where the helper was holding the far end of a 10-foot channel. Operator called “clear.” Helper thought he meant “clear to adjust.” He shifted his grip closer to the die just as the pedal went down.
No light curtain on that side. No second pedal. Just assumption.
In two-person operation, ambiguity is the real hazard. Who owns the stroke? Who confirms hands are clear? If the answer is “both of us,” then it’s neither of you.
You establish it explicitly:
One operator controls the pedal—always the same person Verbal “clear” acknowledged by both before every stroke No hands inside the no-go plane unless pedal foot is physically off the switch
Take your foot off. Heel on the floor. Make it visible. Because in small enterprises—where training is thin and production pressure thick—coordination failures aren’t rare edge cases. They’re predictable.
I don’t care how long you’ve worked together. I don’t care if you can read each other’s minds. Steel doesn’t read minds. It follows force.
Miss that call, and the brake won’t negotiate. It will crush metacarpals—the long bones in your hand—into fragments you’ll see on an X-ray.
You wanted to know how to operate inside the kill zone without becoming part of it.
You don’t trust reflex. You don’t trust experience. You build habits that keep flesh outside a volume of space the machine owns.
Because the brake is calm right up until it isn’t.
And the next question is this: how do you recognize the subtle signs that something about that calm has changed before it takes more than a fingertip?
A press brake does not snap from “safe” to “deadly” without whispering first.
I learned that the hard way when a hydraulic brake I’d run for fifteen years started finishing its downstroke with a faint shudder—nothing dramatic, just a tremor you felt more in your boots than your ears. The kid next to me said, “It always does that.” It hadn’t. The ram was hesitating the last half inch because a valve was sticking under heat. We shut it down. The next morning the tech pulled the manifold apart and found scoring that would’ve turned that hesitation into a lurch.
And whatever is between punch and die becomes flatter than it was—steel, glove, or the bones in your hand.
You already understand the kill zone is defined by space. Now you need to understand it’s also defined by behavior. Machines change behavior before they fail. The question isn’t whether they warn you. It’s whether you’ve trained yourself to hear the warning instead of arguing with it.
Bent HVAC duct on weekends for beer money, and one old mechanical brake there had a sound like a zipper every third stroke. Not loud. Not dramatic. Just wrong. The shop owner called it “character.” Two weeks later a die shoe cracked clean through because it had been rocking in the holder.
Steel talks through vibration long before it breaks.
Grinding means friction where there shouldn’t be any—often misalignment between punch and die or contamination on the ways (the sliding surfaces that guide the ram). Binding feels like the ram is working harder mid-stroke, slowing slightly as pressure spikes. Unusual vibration in the frame can mean uneven tonnage across the bed, especially on off-center loads.
Here’s what you check before you ever cycle again:
A brake in good order has a rhythm. Down. Contact. Form. Up. When that rhythm stutters, something is resisting force it used to handle cleanly. Heat can swell components. Tooling can seat unevenly. Hydraulic systems can soften gradually before they lose pressure outright, the way a failing brake pedal in a truck firms up when you pump it—right until it doesn’t.
If you dismiss that first stutter, you are betting your fingers that friction will fix itself.
It won’t.
I once saw an apprentice try to “save” a crooked bend by reaching in mid-stroke to nudge a panel square. He thought he was faster than the ram. Either way, once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke.
That’s physics, not policy.
Aborting a cycle is not about panic. It’s about recognition. If you see the part lifting off the die shoulder, if you hear a sharp pop that isn’t normal material snap-through, if the ram slows unexpectedly under a load you’ve run a hundred times—that’s your moment.
On modern hydraulic brakes, use the control’s stop or release the foot pedal fully if the machine is designed to return on release. On mechanical flywheel machines, you may not have that luxury; once engaged, they complete the stroke. Know which one you’re standing at before you trust your reflexes.
And when you do abort, you follow three rules:
Never chase a moving ram. Never “help” a bend finish.
Because if you misjudge timing by half a second, the distal phalanges—the small bones at the tips of your fingers—will be crushed before your brain finishes the decision.
Large plate. Quarter-inch. Off-center load. I watched a sheet rotate slightly as the punch descended, just enough to telegraph that the backgauge finger hadn’t seated tight. The operator tried to hold it with his palm.
The machine won that argument.
When a workpiece rotates or slides during a bend, it’s telling you one of three things: the backgauge isn’t set square, the material surface is contaminated (oil reduces friction), or the tonnage distribution is uneven across the die opening. Sometimes it’s subtler—tooling wear causing the part to seek a lower-pressure path.
You do not correct rotation with muscle. You reset the conditions.
If slippage repeats on identical parts, suspect tooling wear or frame deflection under load. That’s not a “part problem.” That’s the predator shifting in its cage.
Here’s the uncomfortable truth: some failures are quiet. Heat buildup can expand components without a squeal or grind. Overtonnage can stretch fasteners microscopically before anything looks wrong. That’s why you don’t rely only on noise. You track patterns—pressure readings, part consistency, required force. If today’s bend needs more pedal travel than yesterday’s for the same material, that’s data.
Reading the machine isn’t mystical. It’s disciplined attention.
You stop arguing with small changes. You log them. You act early, when the only thing at risk is scrap.
Because once the change becomes dramatic, the kill zone hasn’t moved.
You have.
Kid on second shift once shut a brake down “just for the night” and left the ram hovering an inch above the die. Hydraulics bled off while he slept. Morning guy walked up, reached in to wipe a burr, and the ram drifted that last inch like a closing jaw.
Nothing dramatic. Just weight finishing what pressure started.
You already know you have to read the machine’s behavior before it bites. That’s awareness. But awareness fades when you’re tired, rushed, or bored. A framework is what catches you when your attention slips.
Here’s the non-obvious part: you don’t build safety by reacting better. You build it by making sure the machine is at zero energy—no stored pressure, no suspended mass, no half-finished stroke—every single time you step away, even for thirty seconds.
Zero energy means three things, and only three:
If you skip that ritual once because “it’ll just take a second,” you’ve taught your hands that the kill zone sometimes negotiates. It doesn’t.
You don’t rise to the occasion in a shop. You fall to the level of your habits.
So the real system isn’t a clipboard or a sign-off sheet. It’s this: every bend begins and ends with the machine in a condition where, if you fainted, nothing would move.
That sounds excessive until you ask yourself what happens when fatigue hits at hour ten instead of hour eight.
I watched a man slice his palm open on a burr so small it looked like lint. He jerked. His elbow bumped the pedal. The ram dropped two inches before he caught himself.
The brake didn’t cause that cut. The last operator did.
Post-bend discipline isn’t housekeeping. It’s force control by proxy. Burrs are stored chaos—tiny razors that trigger reflexes. Reflexes are violent and fast. And whatever is between punch and die becomes flatter than it was—steel, glove, or the bones in your hand.
After every run, you do three things:
Notice what’s missing? No “quick wipe.” No “I’ll grab it later.” You finish the cycle to zero. You leave the predator sitting back in its cage, not mid-pounce.
And here’s where most shops get it wrong: they pause, but they don’t neutralize. In surgery, a short break only reduced errors when pressure inside the abdomen was actually released. Same principle here. A pause without depressurizing the risk is just a breather before the next mistake.
So when you stop, you remove energy. Not just motion. Energy.
Because the next operator might be you tomorrow, with less sleep and slower reflexes.
Bent HVAC duct on weekends for beer money, and I learned something ugly about myself around 9:45 p.m. The parts were stacked, quota hit, and my brain started spending tomorrow’s paycheck before I’d finished today’s stroke.
That’s when small deviations stop looking important.
Fatigue doesn’t announce itself with yawns. In long industrial shifts, operators can drift into micro-sleep—seconds at a time—without knowing it. Reaction time stretches. Judgment softens. On night rotations, it happens sooner and hits harder because your circadian rhythm—the body’s internal clock—is fighting you.
So the last bend of the day isn’t dangerous because it’s last.
It’s dangerous because you think you’re done.
Your reset protocol at shift end is not optional:
That last one feels stupid. Good. It forces the thinking brain back online.
You are interrupting autopilot. You are proving you’re still present.
Either way, once the clutch engages or the valve opens, the ram is committed to the bottom of the stroke. If your brain checked out half a second earlier, your metacarpals—the long bones in your hand—will pay for it.
The reset is not about confidence.
It’s about distrust of your own fatigue.
Which raises the next question: how do you know when you’re ready to take on more complex work without that distrust turning into paralysis?
Saw an apprentice who could air-bend simple brackets all day. Smooth. Calm. Then we moved him to small stainless parts—light, repetitive, under 25 pounds. Within an hour his wrists were sloppy, parts mis-seated, backgauge taps rushed.
Complex doesn’t always mean heavy.
Sometimes it means repetitive on a machine oversized for the task, where fatigue builds quietly and bad habits cement fast.
You graduate when three things are true:
Notice what’s not on that list? Speed. Part count. Confidence.
Competence is measured by what you refuse to do.
The zero-energy mindset turns the press brake from a tool you “run” into a force multiplier you manage. You stop asking, “Can I make this bend?” and start asking, “Is the machine in a state where nothing unexpected can move?”
That question reshapes every motion you make—where you stand, when you step in, how you clear parts, when you call maintenance.
Carry this forward: safety isn’t a reaction to danger. It’s a permanent condition you create before, during, and after every stroke.
The kill zone never shrinks.
Your discipline decides whether you ever enter it.


















