

그는 차고에 작은 4피트 리프 브레이크를 가지고 있었다. 주말마다 구부러진 HVAC 덕트를 다뤘다. 내 작업장에서 첫 주, 그는 175톤 프레스 브레이크 앞에 서서 하부 다이를 손으로 쓸어보며 “같은 거, 그냥 더 크다”고 말했다.”
기계는 화가 난 것처럼 보이지 않았다. 그냥 강철이었다. 조용하고, 기다리고 있었다.
그게 당신을 사로잡는 방식이다.
나는 150톤의 압력 아래에서 1/4인치 두께의 판이 종이처럼 주름지는 것을 보았다. 드라마는 없었다. 램이 내려오고, 강철이 항복하며, 건물의 구조가 부드럽게 떨리는 것을 부츠로 느낄 수 있었다.
차고용 폴더는 레버리지와 당신의 체중으로 작동한다. 당신은 핸들을 당기고, 클램핑 바가 올라가고, 얇은 금속보다 당신이 더 강하기 때문에 시트가 구부러진다. 당신은 손바닥을 통해 저항의 변화를 느낀다. 당신은 피드백 루프의 일부이다.
프레스 브레이크는 당신이 필요 없다. 그것은 유압 또는 플라이휠 시스템을 통해 힘을 곱하여 강철이 항복할 때까지 작동한다. 일단 스트로크가 시작되면 끝난다. 그것은 당신의 손가락이 펀치와 다이 사이에 여전히 있는지 묻지 않는다.
당신이 “큰 손 도구”를 작동하고 있다고 생각하면, 그렇게 움직일 것이다. 그리고 그것이 뼈를 잃게 만드는 실수다.
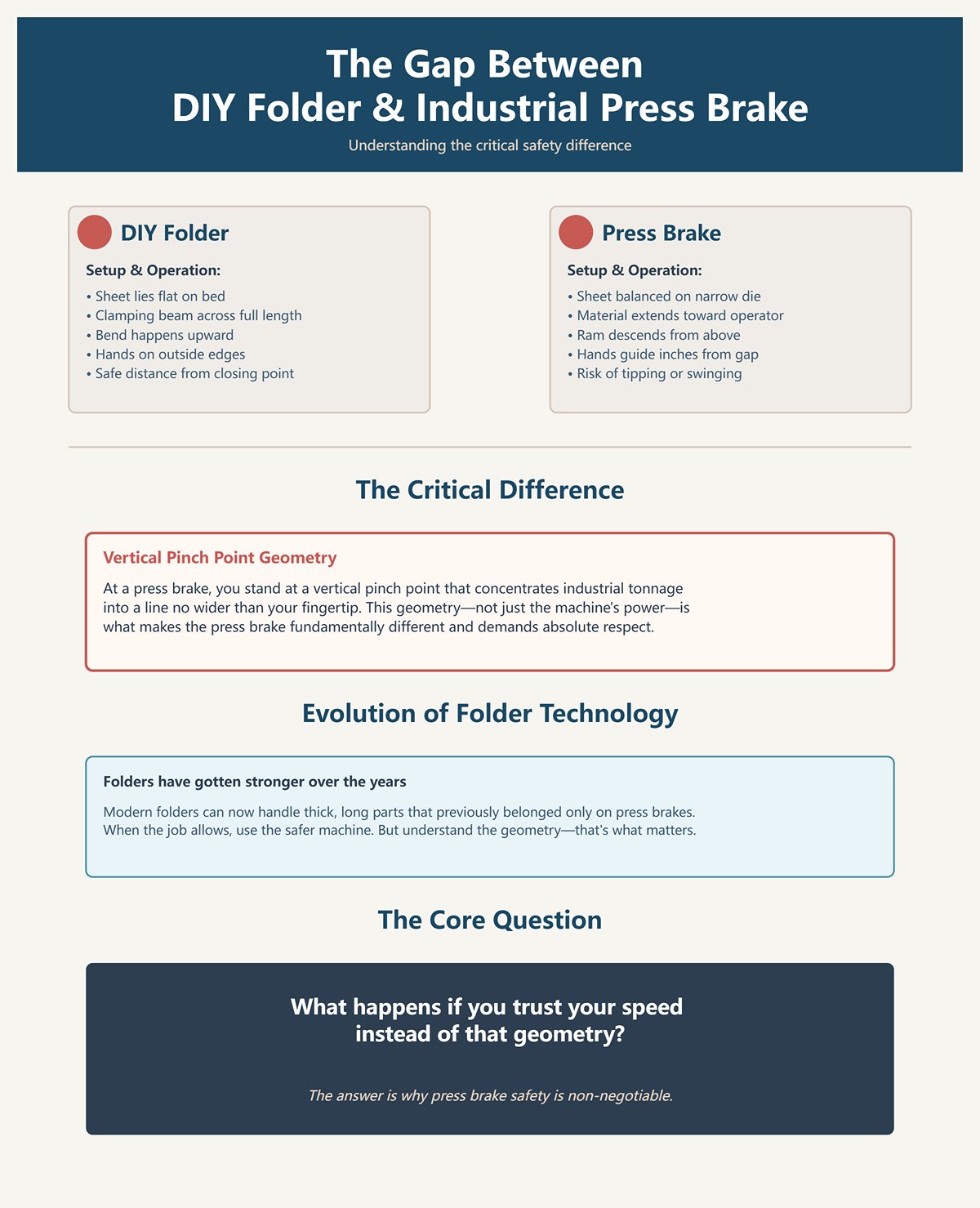
현대 폴더 위에 14 게이지 두께의 10피트 시트를 상상해보라. 그것은 침대 위에 평평하게 놓여 있다. 클램핑 빔이 전체 길이를 가로질러 내려온다. 구부러짐은 당신의 몸통에서 멀어지며 위로 발생한다. 당신의 손은 외부 가장자리에 있으며, 닫히는 목구멍과는 거리가 멀다.
이제 같은 시트를 프레스 브레이크 위에 상상해보라. 그것은 좁은 하부 다이에 균형을 이루고 당신 쪽으로 튀어나와 있다. 램이 위에서 내려온다. 재료는 무게를 잘못 판단하면 기울거나 뒤로 구부러지거나 흔들릴 수 있다. 당신의 손은 닫히는 간격에서 몇 인치 떨어진 곳에서 그것을 안내한다. 그 간격은 제로로 줄어들 것이다.
폴더는 수년에 걸쳐 더 강해졌다. 일부는 예전에는 브레이크에서만 다룰 수 있었던 두껍고 긴 부품을 처리할 수 있다. 좋다. 작업이 허락할 때 더 안전한 기계를 사용하라.
하지만 프레스 브레이크 앞에 서면, 당신은 산업 톤수를 손가락 끝보다 넓지 않은 선으로 집중시키는 수직 핀치 포인트에 서 있는 것이다. 그 기하학이 차이를 만든다.
그렇다면 당신이 그 기하학 대신 속도를 믿으면 어떻게 될까?
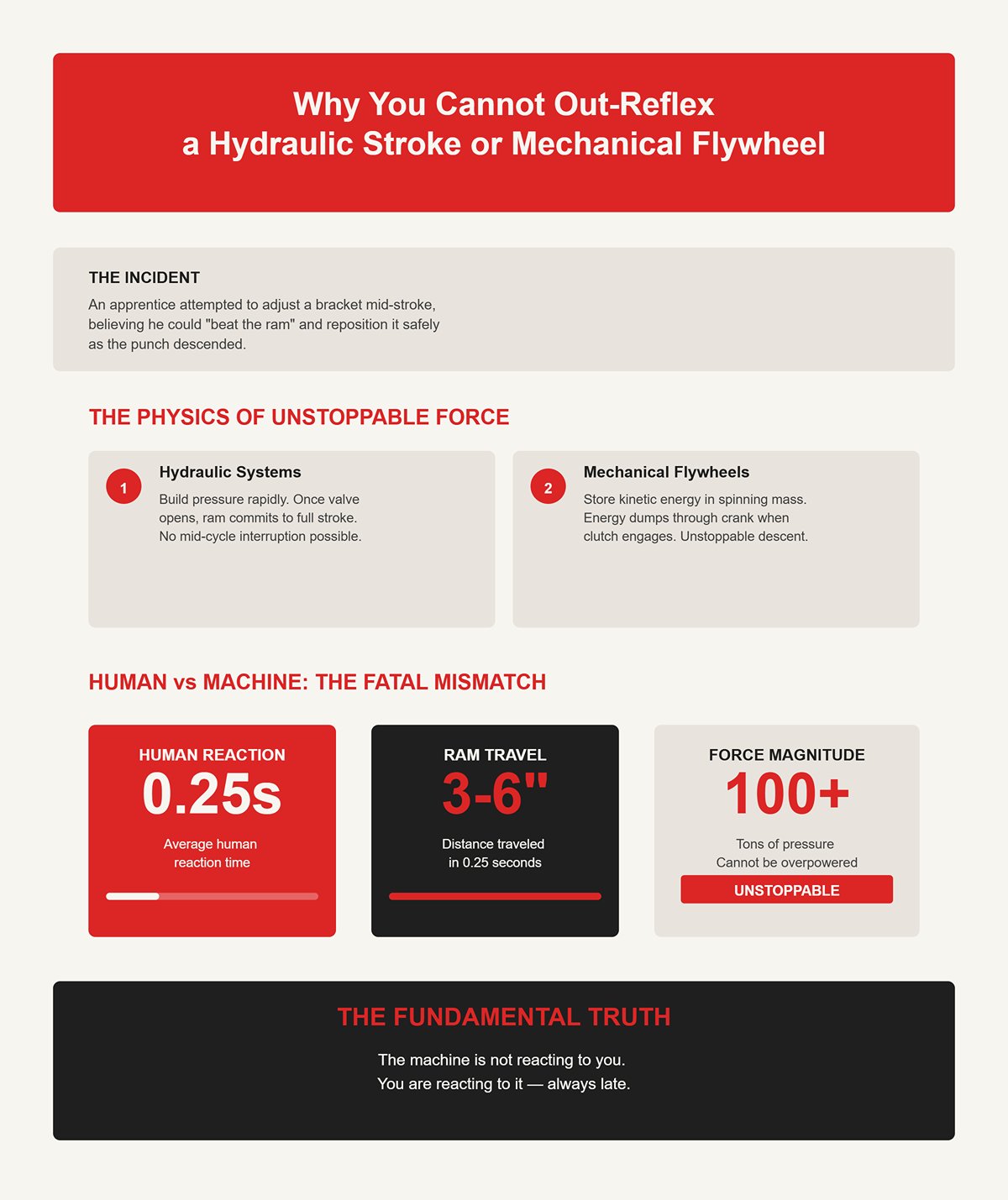
한 번은 제자가 램을 “이기려” 했던 적이 있다. 그는 작은 브래킷을 들고 있었고, 제대로 자리 잡지 않았다는 것을 깨닫고 펀치가 내려오기 시작할 때 그것을 곧게 하려고 했다.
유압 시스템은 빠르게 압력을 생성한다. 기계적 플라이휠 브레이크는 회전하는 질량에 에너지를 저장하고 크랭크를 통해 방출한다. 어쨌든, 클러치가 작동하거나 밸브가 열리면 램은 스트로크의 바닥에 고정된다.
인간의 반응 시간은 평균적으로 약 0.25초이다. 그 시간 동안, 심지어 보통의 닫힘 속도로 움직이는 램은 몇 인치를 이동할 수 있다. “안전 간격”에서 “압사”로 가기에 충분한 거리다.”
당신은 제때 손을 빼지 못할 것이다. 손목을 튕겨서 100톤을 이길 수 없다. 기계는 당신에게 반응하지 않는다; 당신이 항상 늦게 반응하고 있다.
그리고 그것은 당신이 단계를 건너뛰기 직전에 스스로에게 하는 거짓말에 대해 이야기하기 전이다.

항상 작은 부분입니다. 두 번 굽힘. “백게이지는 신경 쓰지 않을게.” “그냥 잡고 있을게.” “발은 이미 페달 위에 있어.”
그 문장—단 한 번의 빠른 굽힘—이 당신이 의도치 않게 치명적인 구역으로 drift하는 방법입니다.
그래서 당신은 의식을 만들고 그것을 깨지 않습니다:
매번 똑같이 하세요. 필요하다면 소리 내어 말하세요.
왜냐하면 프레스 브레이크는 도움이 되는 조수가 아닙니다. 그것은 정의된 타격 범위를 가진 힘의 배가기입니다. 그 범위 안으로 규율 없이 들어가면, 그것은 당신에게 경고하지 않으며, 당신과 논쟁하지도 않고, 당신을 용서하지도 않습니다.
그것은 닫힙니다.
그리고 펀치와 다이 사이에 있는 것은 무엇이든—강철, 장갑, 또는 당신의 손의 뼈—이전보다 더 평평해집니다.
저는 20년 경력의 베테랑이 네 면이 있는 박스를 굽히는 것을 지켜보았습니다. 세 번째 플랜지, 좁은 간격. 램이 내려오면서 이미 굽혀진 그 부품의 다리가 위로 올라가 그의 장갑 낀 손을 램 면에 눌렀습니다. 펀치와 다이 사이가 아닙니다. 높은 곳. 역 플랜지 구역. 금속이 그를 베지 않았습니다. 그것은 장갑을 뚫고 그의 손을 지퍼처럼 열었습니다.
그는 모든 손가락을 지켰습니다. 간신히.
정부의 부상 보고서에 따르면 프레스 브레이크 사고의 거의 절반이 손가락 또는 손 절단으로 끝납니다. 대부분의 초보 운영자들이 놓치는 것은: 많은 부상이 극적인 하강 압축 중에 발생하지 않는다는 것입니다. 그것들은 공구 교체, 부품 정렬, 박스 굽힘 중에 발생합니다—손이 표준 가드가 덮지 않는 영역으로 drift하는 순간입니다. 한 산업 리뷰에서는 부상의 대부분이 명백한 앞쪽 핀치 포인트 외부의 구역에서 발생했다고 밝혔습니다.
그래서 블레이드 간격이 전체 이야기가 아니라면, 치명적인 구역은 실제로 어디서 시작되고 끝나는 걸까요?
램이 상사점에 있을 때 브레이크 앞에 서십시오. 펀치와 다이 사이에 여백이 있습니다. 공기. 안전해 보이는 공기.
이제 페달을 밟으세요.
그 열린 공간은 좁아지는 V로 무너집니다. 펀치 끝이 다이 구멍에 들어갑니다. 힘은 연필 심보다 넓지 않은 선을 따라 집중됩니다. 시트는 그것이 항복 강도에 도달할 때까지 저항합니다—반동을 멈추고 영구적으로 변형되기 시작하는 스트레스 포인트입니다. 그 지점을 지나면 압력이 빠르게 상승합니다. 150톤 기계에서는 굽힘에 대해 선형 인치당 수만 파운드를 적용할 수 있습니다.
공기가 방해물이 되었다.
주요 압착 지점은 명확하다: 펀치와 다이 사이의 간격이 좁아지는 것이다. 그러나 하강 중 긴 시트를 주의 깊게 살펴보라. 앞쪽 가장자리는 내려갈 수 있고, 뒷쪽 가장자리는 올라갈 수 있다. 박스 벤딩을 하고 있다면, 이전에 형성된 플랜지가 램 면을 향해 위로 회전한다. 이것은 2차 압착 지점을 생성한다—금속과 램, 금속과 프레임, 금속과 부품을 지탱하는 손.
어쨌든, 클러치가 작동하거나 밸브가 열리면, 램은 스트로크의 바닥에 고정된다.
여행 중에 손 위치를 재협상할 수는 없다. 그리고 펀치와 다이 사이에 있는 것은 무엇이든지—강철, 장갑, 또는 손의 뼈—이전보다 더 평평해진다.
따라서 사이클을 시작하기 전에 위험을 파악해야 한다:
하나라도 놓치면, 기계는 해부학을 힘들게 가르칠 것이다.
하지만 압착만이 이 기계가 전달할 수 있는 유일한 폭력은 아니다, 그렇지?
2023년 한 작업장에서 10mm 고강도 판재를 구부렸다—강력한 재료, 반격하는 종류다. 스트로크 중간에 재료가 굽힘선 따라 파손되었다. 깨끗하게 형성되는 대신, 갈라졌다. 한쪽 반이 위로 튕겨 나갔다. 작업자는 그것이 오는 것을 전혀 보지 못했다. 판재가 그의 머리를 가격하고 그를 죽였다.
그것은 압착이 아니었다. 그것은 발사체였다.
메커니즘은 이렇다. 구부리는 동안 금속의 외부 표면은 장력이 걸리면서 늘어나고 내부 표면은 압축된다. 고강도 강철은 연성이 적다—깨지기 전에 많이 늘어나지 않는다. 굽힘 반경이 너무 좁거나 톤이 너무 높으면, 장력 측이 재료의 궁극적인 인장 강도를 초과할 수 있다. 갑자기 실패한다. 저장된 탄성 에너지가 순간적으로 방출된다. 자유 끝이 휘어진다.
긴 부품에서는 파손이 없더라도 시트가 지렛대처럼 작용한다. 펀치는 지렛대의 받침점이다. 굽힘이 형성됨에 따라 자유 다리가 위로 회전한다. 그 다리가 길고 무거울수록 더 많은 운동량을 가진다. “선을 보려고” 몸을 기울이면, 당신의 얼굴은 호의 안에 있다.
당신은 굽힘을 안내하고 있다고 생각한다. 기계는 스프링을 장전하고 있다.
따라서 킬 존은 단순히 펀치 아래에 있는 것이 아니다. 그것은 부품의 스윙 반경과 금속이 양보하는 대신 포기할 경우의 잠재적 비행 경로이다. 그리고 그에 대한 경고등은 없다.
비행하는 강철이 가능하다면, 왜 신입들은 여전히 날카로운 가장자리에 집착하는가?
네, 시트 금속은 잘린다. 나는 세어보기도 싫은 만큼 많은 팔뚝을 꿰매왔다.
하지만 절단은 출혈을 일으킵니다. 압착은 상처를 남깁니다.
산업 보고서에 따르면 브레이크 부상 중 상당수가 표준 전면 가드로 보호되지 않는 지역에서 발생합니다. 제가 언급한 역 플랜지 구역과 같은 곳입니다. 작업자는 위험이 펀치의 절단 가장자리라고 가정합니다. 그래서 그들은 손가락을 끝에서 멀리합니다. 좋습니다. 그 사이에 다른 손은 고정된 강철 벽으로 수직으로 올라갈 측면 플랜지를 안정시키고 있습니다. 그 뒤에는 유압의 힘이 있습니다.
날카로운 모서리는 접촉으로 부상을 입힙니다. 핀치 포인트는 힘 집중으로 부상을 입힙니다.
힘이 손가락을 제거합니다.
12게이지 패널이 회전하여 너클을 램 면에 가두면, 날카로울 필요는 없습니다. 단지 질량과 닫히는 간격이 필요합니다. 뼈는 몇 천 파운드의 압축 하중에서 실패합니다. 프레스 브레이크는 그것을 가볍게, 반복적으로, 피로 없이 제공합니다.
그러니 “날”이라는 생각을 그만두세요. “하중 아래 닫히는 기하학”이라는 생각을 시작하세요.”
그리고 기하학과 하중이 금속 자체와 일치하지 않을 때 무슨 일이 발생합니까?
저는 브레이크가 우르르 소리를 내는 것을 보았습니다. 프레임이 휘고, 모터가 힘들어하는 이유는 누군가가 연강에 대한 톤수를 설정하고 대신 고강도 합금을 슬라이드했기 때문입니다. 굽힘 선은 거의 움직이지 않았습니다. 압력은 상승했습니다.
여기서 수학을 간단한 언어로 설명하겠습니다. 모든 재료는 항복 강도(영구적으로 구부러지기 시작할 때)와 궁극적인 인장 강도(찢어질 때)를 가지고 있습니다. 고강도 강철은 동일한 두께와 반경에 대해 상당히 더 많은 톤수를 요구할 수 있습니다. 과소 계산하면 기계가 멈추거나 과도하게 보상할 수 있습니다. 다이 개구부를 “구부리기 위해” 과도하게 조이면 외부 섬유에서 스트레스가 급증합니다.
여기에는 두 가지 나쁜 결과가 있습니다.
하나: 기계가 부품이 항복하기 전에 용량에 도달합니다. 구성 요소는 설계 한계에 가까운 하중을 받습니다—도구, 패스너, 심지어 프레임까지. 그 수준에서의 실패는 폭력적입니다.
둘: 금속이 형성되는 대신 파손됩니다. 그것이 당신의 휘핑이 파편으로 변하는 것입니다.
프레스 브레이크는 힘의 배가기입니다, 맞습니다. 하지만 설정보다 더 똑똑하지는 않습니다. 그것은 강철이 항복하거나 다른 것이 항복할 때까지 당신이 명령하는 것을 적용할 것입니다.
재료의 강도, 다이 너비, 그리고 페달을 밟기 전에 필요한 톤수를 모른다면, 당신은 물리학에 대해 살을 걸고 있는 것입니다.
이제 당신은 킬 존이 어디에 있는지 알게 되었습니다: 펀치 아래, 다이 위, 스윙 아크를 따라, 램 면에 대고, 저장된 에너지가 방출될 수 있는 모든 곳. 기계는 갇힌 산업 포식자입니다—트리거될 때까지 돌처럼 고요하다가, 그 후에는 타격 범위 내에서 멈출 수 없습니다.
남은 유일한 질문은 어떻게 준비 없이 그 범위에 들어가지 않도록 할 것인가입니다.
| 섹션 | 내용 |
|---|---|
| 주제 | 톤수 대 인장 강도: 금속이 이길 때 무슨 일이 발생합니까? |
| 실제 시나리오 | 브레이크는 연강에 대해 톤수가 설정되었지만 대신 고강도 합금이 사용될 때 긴장합니다—프레임이 휘고, 모터가 힘들어합니다. 굽힘은 거의 움직이지 않으면서 압력이 상승합니다. |
| 주요 재료 특성 | 항복 강도: 금속이 영구적으로 구부러지기 시작하는 지점. 최대 인장 강도: 금속이 찢어지는 지점. |
| 핵심 원칙 | 고강도 강철은 동일한 두께와 반경에 대해 상당히 더 많은 톤 수가 필요합니다. |
| 과소 계산 위험 | 기계가 정지하거나 과보상하여 설계 한계에 가까운 부품에 스트레스를 줄 수 있습니다. |
| 과보상 위험 | 구부리기 위해 다이 개구부를 조이면 재료의 외부 섬유에 스트레스가 증가합니다. |
| 나쁜 결과 #1 | 부품이 변형되기 전에 기계가 용량에 도달합니다. 도구, 패스너 및 프레임은 극한 하중에서 폭발적으로 실패할 수 있습니다. |
| 나쁜 결과 #2 | 금속이 형성되는 대신 파손되어 작업물이 위험한 파편으로 변합니다. |
| 중대한 경고 | 프레스 브레이크는 힘을 곱하지만 설정 명령만 따릅니다. 재료가 변형되거나 다른 것이 변형될 때까지 힘을 가합니다. |
| 작업 전 요구 지식 | 재료 강도, 다이 폭 및 필요한 톤 수는 기계를 작동하기 전에 계산해야 합니다. |
| 식별된 위험 지역 | 펀치 아래, 다이 위, 스윙 아크를 따라, 램 면에 대고, 저장된 에너지가 방출될 수 있는 모든 곳. |
| 최종 통찰 | 프레스 브레이크는 산업의 포식자입니다. 발동될 때까지는 정지해 있으며, 타격 범위 내에서는 멈출 수 없습니다. 운영자는 준비되지 않은 채 그 범위에 들어가는 것을 피해야 합니다. |
두 겨울 전, 두 번째 교대 근무 중 한 아이가 어깨를 가로지르는 미세한 균열이 있는 금형을 장착했습니다. 기름을 닦아내고 손전등을 낮게 들지 않으면 보이지 않았습니다. 그는 그렇게 하지 않았습니다. 3/8인치 판재에서 첫 번째 테스트 굽힘, 아마도 4피트에 120톤 정도. 중간에 총소리 같은 소리가 났습니다. 금형이 갈라지고, 한쪽이 옆으로 튕겨 나가며, 조각이 10피트 떨어진 합판 선반에 박혔습니다—30초 전 그의 목이 있던 바로 그곳에.
그게 당신이 사망 구역에 들어가지 않는 방법입니다: 브레이크를 가두어진 산업 포식자처럼 대하고, 잠금을 열기 전에 항상 우리 주위를 돌아다닙니다.
비행 전 의식은 서류 작업이 아닙니다. 기계에 손을 제공하기 전에 힘, 기하학, 저장된 에너지가 모두 당신이 생각하는 곳에 있는지 확인하는 방법입니다.
이 과정을 건너뛰면 “시간을 절약하는 것”이 아닙니다. 당신은 맹목적으로 타격 범위에 들어가는 것입니다.
나는 예전에는 견습생들에게 펀치와 금형의 모든 인치를 헝겊으로 닦게 했습니다. 청결을 위해서가 아니라 감각을 위해서입니다. 헝겊은 눈이 지나치는 곳에서 걸립니다. 그렇게 한 아이가 하중을 칼날 가장자리로 집중시킬 뻔한 버섯 모양의 펀치 팁을 발견했습니다.
그 10분 동안 실제로 다루는 내용은 다음과 같습니다:
공구 무결성은 부서진 반경, 금형 어깨의 균열, 갈림(이전 굽힘에서 금속이 긁힌 것), 그리고 고르지 않은 마모를 찾는 것을 의미합니다. 금형의 균열은 하중이 흐르는 방식을 변경합니다. 강철은 힘을 공손하게 분배하지 않습니다; 가장 단단한 경로를 따릅니다. 손상된 어깨는 스트레스 상승점이 됩니다. 톤수 하에서 그 스트레스는 집중되고, 균열을 전파하며, 갑자기 실패합니다. 경화된 공구 강철이 실패하면 구부러지지 않습니다. 조각납니다.
정렬 및 장착이 다음입니다. 금형이 베드에 완전히 장착되지 않거나 펀치가 홀더에 중앙에 위치하지 않으면 길이에 걸쳐 고르지 않은 하중이 발생합니다. 이 점을 기억하세요: 100톤 브레이크는 어디서나 100톤이 아닙니다. 10피트에 걸쳐 100톤으로 평가될 수 있습니다—즉, 피트당 10톤입니다. 만약 3피트 부품을 왼쪽 끝까지 밀어넣으면, 프레임의 한 섹션에 집중 하중을 지게 하는 것입니다. 그것은 램을 비틀어 놓습니다. 비틀린 기하학은 고르지 않은 침투를 의미합니다. 고르지 않은 침투는 한쪽이 먼저 바닥에 닿는 것을 의미합니다. 이제 당신의 “공기 굽힘”은 한쪽 끝에서 부분적으로 바닥에 닿는 작업이 되었고, 톤수가 경고 없이 급증합니다.
기계 상태는 전원 켜기 전에 마지막 점검입니다. 유압 누수를 확인하고, 펌프 캐비테이션 소리를 듣고, 기계에 수동 조정이 있다면 램의 평행성을 확인하세요. 공기로 가득 찬 유압 시스템은 힘이 쌓이기 전에 약간 압축됩니다. 그 지연은 운영자들을 속여 부품이 “아직 구부러지지 않았다”고 생각하게 하여 압력이나 깊이를 증가시킵니다. 그러면 공기가 완전히 압축되고, 압력이 평형을 이루며, 램이 예상보다 더 강하게 밀어붙입니다. 저장된 에너지가 한 번에 굽힘으로 방출됩니다.
10분. 램이 내려가기 시작하면, 당신은 정렬을 수정하기 위해 손을 뻗을 수 없습니다. 당신은 당신이 잘못 판단한 것을 지켜보게 됩니다.
그리고 다음 질문이 제기됩니다: 공구가 완벽하더라도, 기계가 그 공구 또는 프레임이 견딜 수 있는 것을 초과할 것인지 어떻게 알 수 있습니까?
나는 한 숙련공이 벽에서 톤수 차트를 복음처럼 꺼내는 것을 보았습니다. 1/4인치 연강, 4피트 굽힘, 표준 V-금형. 그는 차트에서 바로 숫자를 입력했습니다. 그가 잊은 것은? 카트에 있는 재료가 304 스테인리스라는 것입니다.
대부분의 차트에서 연강은 약 60,000 PSI의 인장 강도를 가정합니다. 304 스테인리스는 약 84,000 PSI에 가깝습니다. 이는 같은 두께와 금형 개구에 대해 필요한 톤수의 약 1.4배 증가입니다. 같은 기하학. 다른 물리학.
그는 페달을 밟았습니다. 기계가 신음했습니다. 굽힘이 거의 형성되지 않았습니다. 재계산하는 대신 그는 금형 개구를 “도와주기 위해” 조였습니다. 좁은 V-금형은 더 좁은 반경을 강제로 만들기 때문에 필요한 톤수를 증가시킵니다. 이제 그는 단순히 40%를 과소평가하는 것이 아니라, 오류를 쌓고 있었습니다. 압력이 기계의 한계로 올라갔습니다.
두 가지 일이 발생합니다.
첫째, 브레이크의 정격 톤수에 접근하지만, 그 정격은 특정 작업 길이에 적용된다는 것을 기억하세요. 하중을 한 영역에 집중시키면 게이지가 “100%”를 읽기 전에 지역 한계를 초과하게 됩니다. 프레임이 휘어지고, 램이 휘어지고, 안전 장치가 정렬이 어긋납니다.
둘째, 도구에 과부하가 걸립니다. 바닥 작업은 공기 굽힘의 톤수의 다섯 배가 필요할 수 있습니다. 차트 값이 공기 굽힘(배수 1.0)을 위한 것이고 깊이가 너무 커서 실수로 바닥에 닿으면 30톤에서 150톤으로 순식간에 급증할 수 있습니다.
이것은 의견이 아닙니다. 이것은 재료의 역학입니다. 스트레스는 힘을 면적으로 나눈 것입니다. 더 강한 재료나 더 작은 다이를 선택하여 필요한 힘을 증가시키면 하중 경로의 모든 구성 요소가 그 증가를 경험합니다—램, 볼트, 다이 어깨.
페달을 밟기 전에 하중 계산 의식에는 세 가지 숫자가 필요합니다:
전체 굽힘 길이를 측정하세요, 인쇄물의 부품 길이만 측정하지 마세요. 두 단계로 굽히는 경우 각각을 계산하세요. 중심에서 벗어나면 프레임의 한쪽에 더 많은 하중이 걸린다는 것을 이해하세요.
그것을 무시하면 나쁜 굽힘의 위험뿐만 아니라, 유압 압력 아래에서 경화된 강철이 산산조각 나는 위험과 얼굴 높이에서 파편이 날아오는 위험이 있습니다.
이제 당신은 우리를 감시하는 포식자의 물림 힘을 측정하고 우리 몸을 그 근처로 가져오는 고기를 점검했습니다.
나는 주말에 맥주 돈을 벌기 위해 HVAC 덕트를 구부렸습니다. 후드 끈을 가진 한 남자가 작은 브레이크 위로 기울어지는 것을 보았습니다. 그 끈은 플랜지를 조정하는 동안 다이 공간으로 흘러들어갔습니다. 램이 천천히 내려오고—끈이 걸려서 조여지고, 그가 무슨 일이 일어나고 있는지 이해하기도 전에 그의 얼굴을 펀치 쪽으로 끌어당겼습니다. 그는 운이 좋았습니다. 천이 찢어졌습니다.
프레스 브레이크 근처의 느슨한 옷은 “전문적으로 보이는 것”에 관한 것이 아닙니다. 그것은 닫히는 기하학에서 엉킴에 관한 것입니다. 역 플랜지 영역과 램과 백 게이지 사이의 간격은 잡힌 것이 강철이든 면이든 상관하지 않습니다. 그들은 그냥 닫힙니다.
장갑은 더 까다롭습니다. 날카로운 시트에서는 절단 저항 장갑이 스트로크에서 멀리 떨어진 재료를 다룰 때 의미가 있습니다. 그러나 킬 존 안에서는 부피가 큰 장갑이 촉각 피드백을 줄입니다. 펀치 팁이 실제로 당신의 손가락 끝에 상대적으로 어디에 있는지에 대한 미세한 감각을 잃게 됩니다. 더 나쁜 것은, 일부 장갑 재료가 강철을 잡는다는 것입니다. 부품이 이동하고 장갑이 붙으면, 당신의 손도 함께 움직입니다.
작업 전에 PPE 점검은 매우 간단해야 합니다:
마지막 항목은 우리가 이야기한 휘감김 때문에 중요합니다. 고인장 부품이 장력 아래에서 파손되면, 그것은 빠르게 탄성 에너지를 방출합니다. 눈 보호구는 판을 막지 못하지만, 칩이나 금이 간 가장자리에서 나오는 파편은 막을 수 있습니다.
옷을 입는 규율을 무시하면 천을 잃지 않을 것입니다. 당신은 광대뼈에서 턱까지 피부를 잃게 될 것입니다.
그래서 당신은 강철, 수학, 그리고 자신의 몸을 점검했습니다. 동물을 깨우기 전에 남은 한 조각이 있습니다.
한 번은 금속 조각이 가드 아래에 쌓여서 발 페달이 붙어 있는 것을 보았습니다. 작업자는 자세를 바꾸기 위해 발 페달을 두드렸습니다. 램이 내려가기 시작했습니다.
안전 장치는 오늘 작동할 때만 안전 장치입니다. 지난 달에는 작동하지 않았습니다.
첫 번째 사이클 전에 세 가지를 테스트합니다:
기계의 전원이 켜져 있지만 대기 중일 때 E-stop을 누르십시오. 제어 장치가 실제로 유압을 배출하거나 클러치를 분리하는지 확인하십시오. 재설정하고 시스템이 의도적인 재시작을 요구하는지 확인하십시오. E-stop이 단지 움직임을 일시 정지시키고 시스템에 압력이 갇히게 한다면, 그것을 알아야 합니다.
재료 없이 발 페달을 누르고 놓으십시오. 깨끗하게 돌아와야 하며, 붙거나 지연되지 않아야 합니다. 페달 위의 가드는 떨어진 부품이나 발의 이동으로 인한 우발적인 작동을 방지합니다.
램이 느린 접근 모드일 때 스크랩 조각으로 광선 커튼 빔을 차단하십시오. 램은 멈추거나 사이클을 거부해야 합니다. 그렇지 않다면, 당신의 손가락을 믿고 있는 그 보이지 않는 벽은 허상입니다.
어쨌든 클러치가 작동하거나 밸브가 열리면 램은 스트로크의 바닥에 고정됩니다. 안전 장치는 약속하기 전에 마지막 협상입니다.
이 의식을 건너뛰면 당신은 힘줄, 주먹, 그리고 손가락의 반인치 뼈에 베팅하는 것입니다. 모든 것이 어제와 정확히 똑같이 작동할 것이라는 희망에.
알바레즈라는 아이가 2인치 탭에서 램을 “이기려” 했습니다.
짧은 부품. 얇은 연강. 그는 두 손가락으로 잡고 펀치가 그것을 스치게 한 다음 구부러질 때 당길 수 있다고 생각했습니다. 램은 느린 접근 모드였습니다. 부드러워 보였습니다. 그는 이동 거리를 아마도 1/4인치 정도 잘못 판단했습니다. 펀치가 탭을 고정하고, 탭이 회전하며 그의 손끝이 강철과 다이 어깨 사이에 끼었습니다.
그들은 자른 뼈 조각을 자석으로 쓸어 담았습니다.
당신은 케이지를 검사했습니다. 당신은 페달을 테스트했습니다. 이제 램이 움직이고 있습니다. 질문은 브레이크가 안전한지 여부가 아닙니다. 질문은 램이 작동하기로 결심한 후 당신의 손이 포식자의 타격 범위에 들어가게 되는지 여부입니다. 펀치와 다이 사이에 있는 것은 강철, 장갑, 또는 당신의 손의 뼈가 되었든 간에 더 평평해집니다.
기계식 파워 프레스 부상의 거의 절반이 절단으로 끝납니다. 이는 기계가 예측할 수 없기 때문이 아닙니다. 그것은 손이 운영자가 스스로 관리할 수 있다고 확신하는 보이지 않는 선을 넘어가기 때문입니다.
선을 보이게 만듭니다.
나는 “단지 빠른 조정이 필요했던” 작업에서 왼쪽 검지 손가락의 절반을 잃었다. 그 당시에는 안전 장치가 없었다. 빛 커튼도 없었다. 나와 짧은 플랜지, 그리고 경험이 타이밍을 산다는 믿음만 있었다.
그렇지 않다.
프레스 브레이크 앞에 서서 하부 금형을 바라보세요. V자 형태의 개구부가 명백한 위험입니다. 초보자들은 거기에 집중합니다. 하지만 보고된 부상의 83%는 안전 장치가 보호하도록 설계된 외부에서 발생합니다—역 플랜지 작업 중, 재료가 위로 접히면서 명백한 위험 지점 뒤에 새로운 핀치 포인트가 생깁니다.
킬 존은 슬롯이 아닙니다. 그것은 부피입니다.
첫 번째 부품을 가동하기 전에 물리적으로 정의하세요. 하부 금형의 앞쪽 가장자리에 정렬된 상상의 수직 평면을 그리세요. 부품이 백게이지에 닿고 사이클을 준비할 때, 당신의 손은 그 평면을 넘지 않습니다. “살짝 밀지 마세요.” “고정하지 마세요.” “정렬을 확인하지 마세요.”
영구적이라는 것은 영구적입니다.
당신의 손 위치 프로토콜은 매우 간단합니다:
엄지손가락은 윗면에, 가장자리를 감싸지 않도록 손바닥은 평평하게, 손가락은 금형 개구부에서 멀리 뻗어 발이 페달에 닿기 전에 손은 완전히 후퇴
마지막 동작은 협상할 수 없습니다. 손을 비워두세요. 잠시 멈추세요. 그런 다음 페달을 밟으세요. 뇌가 두 동작을 혼합하지 않도록 분리하세요.
존재 감지 장치는 도움이 됩니다. 빛 커튼은 접근 시 램을 멈춥니다. 하지만 센서가 있어도 부상은 여전히 발생합니다—클러치가 작동하거나 밸브가 열리면 램은 스트로크의 바닥으로 향하게 됩니다. 기술은 밀리초를 구매합니다. 규율은 손가락을 구매합니다.
당신의 주먹이 그 평면을 넘어가게 두면, 금형이 관절에서 그것을 잘라낼 것입니다.
그렇다면 부품이 그 규칙을 따르기에는 너무 작으면 어떻게 됩니까?
나는 20년 경력의 베테랑이 작은 브래킷—1인치 리턴, 많은 반복 작업을 위해 로토 금형을 작동하는 것을 보았습니다. 그는 수천 개를 작업했습니다. 그는 각 조각을 검지 손가락과 엄지손가락 사이에 잡고, 페달을 빠르게 눌러 완벽한 굽힘을 만들었습니다.
그러다 하나가 펀치 팁에 붙었습니다.
그것이 거기에 걸려 있을 때, 그는 본능적으로 그것을 떼어내기 위해 손을 뻗었습니다. 램이 역방향으로 움직일 때, 부품이 풀려 떨어졌고, 그의 손가락은 앞으로 따라갔으며, 그의 손이 비워지기 전에 다음 사이클에서 상부 금형이 내려왔습니다.
경험이 그를 실망시키지 않았습니다. 자신감이 그를 실망시켰습니다.
작은 부품은 손가락으로 조작하기를 유도하기 때문에 위험합니다. 플랜지가 짧을수록 안정성을 위해 손가락을 더 가까이 두어야 합니다—전제를 거부하지 않는 한요.
부품을 손으로 완전히 노고 평면 밖에서 잡을 수 없다면, 손을 사용하지 마십시오.
다음과 같은 도구를 사용하십시오:
평면턱이 있는 잠금 플라이어 자석 또는 기계식 고정 장치 처리 표면을 확장하는 맞춤형 지그
잠금 플라이어는 1인치 탭을 6인치 손잡이로 변환합니다. 간단한 구부러진 스트립을 임시 손잡이로 용접하여 살이 강철에서 멀어지게 합니다. “지그가 너무 오래 걸린다”고 말하는 작업장은 88% 심각한 보호 위반을 정상화하는 같은 작업장입니다.
그리고 여기 덫 안의 덫이 있습니다: 대부분의 부상은 주요 프레스 사이클 중에 발생하지 않습니다. 정렬 및 부품 제거 중에 발생하며, 이때 운영자는 기계가 “행동 사이”에 있다고 생각합니다. 램이 상사점에서 일시 정지할 때 손을 뻗습니다. 발이 이동합니다. 페달이 스치고, 아래로 내려옵니다.
어쨌든, 클러치가 작동하거나 밸브가 열리면, 램은 스트로크의 바닥에 고정된다.
다이 공간 안에서 맨손으로 1인치 탭을 잡으면, 당신은 압축을 위해 원위치 손가락—끝부분의 작은 뼈—을 제공하는 것입니다.
작은 부품을 처리했습니다. 손은 부피에서 벗어났습니다. 좋습니다.
이제 큰 시트를 클램프가 되지 않고도 방황하지 않게 하려면 어떻게 해야 할까요?
주말에 맥주 돈을 벌기 위해 구부러진 HVAC 덕트. 22게이지의 5피트 섹션. 가볍고, 흐느적거리며, 페달을 밟을 때 정사각형으로 밀어내고 싶을 정도로 성가십니다.
나는 한 남자가 정확히 그렇게 하는 것을 보았습니다—왼손으로 플랜지를 누르고, 오른발로 페달을 밟고, 몸을 비틀었습니다. 시트가 백게이지 핀에서 반 인치 미끄러졌습니다. 그는 램이 하강할 때 다시 제자리에 놓으려고 앞으로 밀었습니다. 그의 주먹이 펀치의 아래쪽과 부딪혔습니다.
백게이지는 당신의 손을 의사결정에서 제거하기 위해 존재합니다. 그것들은 위치에 따라 굽힘 깊이를 설정하는 조정 가능한 정지 장치입니다, 느낌이 아니라요. 시트를 정사각형으로 만들기 위해 힘을 주며 사이클링하고 있다면, 당신은 기계적 기준을 손목으로 대체하고 있는 것입니다.
게이지를 설정하십시오. 접촉을 확인하십시오. 그런 다음 놓아주십시오.
재료가 굽힘 중에 들어올리면—역 플랜지에서 흔히 발생합니다—손바닥이 아니라 고정 클램프나 단계적 굽힘을 사용하십시오. 위쪽 스윙 아크는 치명적인 구역의 일부입니다. 브레이크는 정의된 타격 범위를 가진 힘의 배수기라는 것을 기억하십시오. 강철이 스프링처럼 되면 에너지를 저장합니다. 방출될 때 빠르게 움직입니다.
당신의 정렬 루틴은 항상 다음을 포함해야 합니다:
첫 번째 부품 전에 백게이지를 설정하고 잠급니다 손이 중간 스트로크에서 수정하지 않고 위치를 확인하기 위한 시험 굽힘 큰 시트를 위한 클램프 또는 지지대, 절대 체중을 사용하지 마세요
수동 안정화는 더 빠르게 느껴집니다. 그러나 그렇지 않습니다. 그것은 단지 경량 도구에서 손가락을 확장하는 작은 힘줄로 저항하는 작업을 전이할 뿐입니다.
하중 아래에서 손을 클램프로 사용하면, 손가락 관절 뒤쪽의 신전 힘줄이 강철이 변형되기 전에 파열됩니다.
큰 시트가 제어되고 있습니다. 작은 부품이 확장되었습니다. 손이 훈련되었습니다.
이제 또 다른 사람을 추가하세요.
작은 작업장—특히 자금이 부족한 곳—은 긴 부품에 대해 두 사람이 함께 구부리는 것을 좋아합니다. 한 명이 공급하고, 한 명이 페달을 조작합니다. 효율적으로 들립니다.
저는 보조자가 10피트 채널의 먼 쪽 끝을 잡고 있는 경우를 조사했습니다. 운영자가 “클리어”라고 호출했습니다. 보조자는 그가 “조정할 수 있다”는 뜻이라고 생각했습니다. 그는 페달이 내려가는 바로 그 순간 다이에 더 가까이 그립을 옮겼습니다.
그쪽에는 광선 커튼이 없습니다. 두 번째 페달도 없습니다. 단지 가정일 뿐입니다.
두 사람 작업에서는 모호함이 진짜 위험입니다. 누가 스트로크를 소유하나요? 누가 손이 안전하다고 확인하나요? 만약 대답이 “우리 둘 다”라면, 당신들은 둘 다 아닙니다.
당신은 이를 명확하게 설정해야 합니다:
한 명의 운영자가 페달을 제어합니다—항상 같은 사람입니다. 모든 스트로크 전에 두 사람이 모두 “클리어”라고 언급합니다. 페달 발이 스위치에서 물리적으로 떨어져 있지 않는 한, 손은 금지 구역 안에 들어가지 않습니다.
발을 떼세요. 발뒤꿈치는 바닥에 두세요. 그것을 보이게 하세요. 왜냐하면 작은 기업에서는—훈련이 부족하고 생산 압력이 두꺼운 곳—협조 실패는 드문 사례가 아닙니다. 그것들은 예측 가능합니다.
당신이 함께 일한 기간은 중요하지 않습니다. 서로의 마음을 읽을 수 있는지 여부도 중요하지 않습니다. 강철은 마음을 읽지 않습니다. 그것은 힘을 따릅니다.
그 호출을 놓치면, 브레이크는 협상하지 않을 것입니다. 그것은 손의 긴 뼈인 중수골을 조각으로 부숴서 X선에서 볼 수 있게 만들 것입니다.
당신은 킬 존 안에서 어떻게 작동할 수 있는지 알고 싶었습니다, 그 일원이 되지 않고.
당신은 반사신경을 신뢰하지 않습니다. 경험을 신뢰하지 않습니다. 당신은 기계가 소유하는 공간의 부피 밖에 살을 유지하는 습관을 만듭니다.
왜냐하면 브레이크는 차분하다가 갑자기 그렇지 않기 때문입니다.
다음 질문은 이것입니다: 어떻게 그 차분함에 대한 무언가가 변했음을 미세한 신호로 인식할 수 있습니까? 손끝보다 더 많은 것이 필요하기 전에요?
프레스 브레이크는 먼저 속삭이지 않고 “안전”에서 “치명적”으로 바뀌지 않습니다.
15년 동안 사용해온 유압 브레이크가 마지막 하강에서 미세한 떨림으로 마무리되기 시작했을 때, 저는 그 사실을 힘들게 배웠습니다. 극적인 것은 아니었습니다. 귀보다 부츠에서 더 느껴지는 떨림이었습니다. 옆에 있던 아이가 “항상 그렇게 해.”라고 말했습니다. 그렇지 않았습니다. 실린더는 열로 인해 밸브가 걸려서 마지막 반 인치에서 주저하고 있었습니다. 우리는 기계를 중지했습니다. 다음 날 기술자가 매니폴드를 분해하고 그 주저함이 갑작스러운 움직임으로 변할 수 있는 스코어링을 발견했습니다.
그리고 펀치와 다이 사이에 있는 것은 무엇이든—강철, 장갑, 또는 당신의 손의 뼈—이전보다 더 평평해집니다.
당신은 이미 킬 존이 공간으로 정의된다는 것을 이해하고 있습니다. 이제 그것이 행동으로도 정의된다는 것을 이해해야 합니다. 기계는 고장 나기 전에 행동을 변화시킵니다. 질문은 그들이 당신에게 경고하는지 여부가 아닙니다. 당신이 그 경고를 듣도록 스스로 훈련했는지 여부입니다.
주말에 맥주 돈을 벌기 위해 구부린 HVAC 덕트가 있었고, 그곳의 오래된 기계식 브레이크는 매 세 번째 스트로크마다 지퍼 소리와 같은 소리를 냈습니다. 크지 않았습니다. 극적이지 않았습니다. 그냥 잘못된 것이었습니다. 상점 주인은 그것을 “특징”이라고 불렀습니다. 2주 후, 다이 슈가 홀더에서 흔들리며 깨졌습니다.
강철은 부서지기 훨씬 전에 진동을 통해 이야기합니다.
그라인딩은 있어서는 안 될 마찰을 의미합니다—종종 펀치와 다이 사이의 정렬 불량 또는 슬라이딩 표면에 오염이 원인입니다. 바인딩은 실린더가 스트로크 중간에 더 열심히 작동하는 듯한 느낌을 주며, 압력이 급증할 때 약간 느려집니다. 프레임의 비정상적인 진동은 특히 오프 센터 하중에서 베드 전체에 걸쳐 고르지 않은 톤니지를 의미할 수 있습니다.
다시 사이클을 시작하기 전에 확인해야 할 사항은 다음과 같습니다:
양호한 상태의 브레이크는 리듬이 있습니다. 하강. 접촉. 형성. 상승. 그 리듬이 멈추면, 무언가가 예전처럼 힘을 잘 처리하지 못하고 저항하고 있는 것입니다. 열은 부품을 부풀게 할 수 있습니다. 공구는 고르지 않게 자리 잡을 수 있습니다. 유압 시스템은 압력을 완전히 잃기 전에 서서히 부드러워질 수 있습니다. 마치 트럭의 브레이크 페달이 펌핑할 때 단단해지는 것처럼—그렇지 않을 때까지요.
첫 번째 멈춤을 무시하면, 마찰이 스스로 해결될 것이라고 당신의 손가락에 내기를 걸고 있는 것입니다.
그렇지 않습니다.
한 번은 한 견습생이 패널을 정사각형으로 만들기 위해 스트로크 중간에 손을 뻗어 “구부러진” 굽힘을 “구하다”는 것을 보았습니다. 그는 실린더보다 더 빠르다고 생각했습니다. 어쨌든 클러치가 작동하거나 밸브가 열리면, 실린더는 스트로크의 바닥으로 가는 것이 확정됩니다.
그것은 정책이 아니라 물리학입니다.
사이클을 중단하는 것은 공황에 관한 것이 아닙니다. 인식에 관한 것입니다. 부품이 다이 어깨에서 들어올려지는 것을 보거나, 정상적인 재료의 스냅 스루가 아닌 날카로운 팝 소리를 듣거나, 당신이 백 번 실행한 하중 아래에서 실린더가 예상치 않게 느려진다면—그것이 당신의 순간입니다.
현대 유압 브레이크에서는 기계가 해제 시 돌아오도록 설계된 경우, 제어 장치의 정지 버튼을 사용하거나 발 페달을 완전히 해제하십시오. 기계식 플라이휠 기계에서는 그런 여유가 없을 수 있습니다; 한 번 작동하면 스트로크를 완료합니다. 당신의 반사 신경을 믿기 전에 어떤 기계에 서 있는지 알아야 합니다.
And when you do abort, you follow three rules:
Never chase a moving ram. Never “help” a bend finish.
Because if you misjudge timing by half a second, the distal phalanges—the small bones at the tips of your fingers—will be crushed before your brain finishes the decision.
Large plate. Quarter-inch. Off-center load. I watched a sheet rotate slightly as the punch descended, just enough to telegraph that the backgauge finger hadn’t seated tight. The operator tried to hold it with his palm.
The machine won that argument.
When a workpiece rotates or slides during a bend, it’s telling you one of three things: the backgauge isn’t set square, the material surface is contaminated (oil reduces friction), or the tonnage distribution is uneven across the die opening. Sometimes it’s subtler—tooling wear causing the part to seek a lower-pressure path.
You do not correct rotation with muscle. You reset the conditions.
If slippage repeats on identical parts, suspect tooling wear or frame deflection under load. That’s not a “part problem.” That’s the predator shifting in its cage.
Here’s the uncomfortable truth: some failures are quiet. Heat buildup can expand components without a squeal or grind. Overtonnage can stretch fasteners microscopically before anything looks wrong. That’s why you don’t rely only on noise. You track patterns—pressure readings, part consistency, required force. If today’s bend needs more pedal travel than yesterday’s for the same material, that’s data.
Reading the machine isn’t mystical. It’s disciplined attention.
You stop arguing with small changes. You log them. You act early, when the only thing at risk is scrap.
Because once the change becomes dramatic, the kill zone hasn’t moved.
You have.
두 번째 교대 근무 중 한 아이가 브레이크를 “하룻밤 동안”만 정지시키고 램을 다이에 한 인치 위에 떠 있게 두었습니다. 그가 잠든 동안 유압이 빠져나갔습니다. 아침 근무자가 다가가서 버를 닦으려 손을 뻗었고, 램은 닫히는 턱처럼 마지막 인치를 미끄러지듯 내려갔습니다.
극적인 일은 없었습니다. 단순히 무게가 압력이 시작한 것을 마무리한 것입니다.
기계의 행동을 읽어야 한다는 것을 이미 알고 있습니다. 그것이 인식입니다. 하지만 피곤하거나, 급하거나, 지루할 때 인식은 사라집니다. 프레임워크는 당신의 주의가 흐트러질 때 당신을 잡아주는 것입니다.
여기서 비관습적인 부분이 있습니다: 더 잘 반응한다고 해서 안전이 구축되는 것은 아닙니다. 기계가 제로 에너지 상태에 있도록 보장함으로써 안전을 구축하는 것입니다—저장된 압력 없음, 정지된 질량 없음, 반쯤 완료된 스트로크 없음—당신이 떠날 때마다, 심지어 30초 동안이라도.
제로 에너지는 세 가지를 의미하며, 오직 세 가지입니다:
“잠깐이면 괜찮겠지”라고 한 번 그 의식을 건너뛰면, 당신은 손에게 킬 존이 가끔 협상할 수 있다고 가르친 것입니다. 그렇지 않습니다.
작업장에서 상황에 맞춰 행동하지 않습니다. 당신은 습관의 수준으로 떨어집니다.
그래서 진짜 시스템은 클립보드나 서명 시트가 아닙니다. 이렇습니다: 모든 굽힘은 기계가 기절했을 때 아무것도 움직이지 않을 조건에서 시작하고 끝납니다.
피로가 8시간이 아닌 10시간에 닥쳤을 때 무슨 일이 일어나는지 스스로에게 물어보면 과도하게 들릴 수 있습니다.
나는 한 남자가 너무 작아서 보풀처럼 보이는 버에 손바닥을 베는 것을 보았습니다. 그는 움찔했습니다. 그의 팔꿈치가 페달에 부딪혔습니다. 램은 그가 스스로를 잡기 전에 두 인치 떨어졌습니다.
브레이크가 그 상처를 일으킨 것이 아닙니다. 마지막 작업자가 그랬습니다.
포스트 벤드 규율은 청소가 아닙니다. 그것은 간접적인 힘 제어입니다. 버는 저장된 혼돈입니다—반사작용을 유발하는 작은 면도날입니다. 반사작용은 폭력적이고 빠릅니다. 펀치와 다리 사이의 모든 것은 원래보다 더 평평해집니다—강철, 장갑, 또는 당신의 손의 뼈.
모든 작업 후, 당신은 세 가지를 합니다:
무엇이 빠졌는지 아세요? “빠른 닦기”가 없습니다. “나중에 가져올게요”도 없습니다. 당신은 사이클을 제로로 마무리합니다. 당신은 포식자가 중간에 뛰어오르지 않고 우리에 앉아 있도록 남겨둡니다.
그리고 여기서 대부분의 상점이 잘못하는 점이 있습니다: 그들은 잠시 멈추지만 중립화하지 않습니다. 수술에서 짧은 휴식은 복부 내부의 압력이 실제로 해제될 때만 오류를 줄였습니다. 여기서도 같은 원리입니다. 압력을 낮추지 않고 멈추는 것은 다음 실수 전에 단지 숨을 고르는 것입니다.
그러므로 당신이 멈출 때, 에너지를 제거합니다. 단순한 움직임이 아닙니다. 에너지입니다.
왜냐하면 다음 작업자는 내일 당신일 수 있으며, 수면이 부족하고 반사 신경이 느릴 수 있기 때문입니다.
주말에 맥주 돈을 벌기 위해 HVAC 덕트를 구부리면서, 나는 오후 9시 45분경에 내 자신에 대해 끔찍한 것을 배웠습니다. 부품이 쌓였고, 할당량이 충족되었으며, 내 뇌는 오늘의 작업을 끝내기도 전에 내일의 급여를 쓰기 시작했습니다.
그때 작은 편차들이 중요해 보이지 않기 시작합니다.
피로는 하품으로 스스로를 알리지 않습니다. 긴 산업 근무에서 작업자는 모르는 사이에 마이크로 수면에 빠질 수 있습니다—몇 초 동안—반응 시간이 늘어납니다. 판단력이 흐려집니다. 야간 교대 근무에서는 더 빨리 발생하고 더 강하게 영향을 미칩니다. 왜냐하면 당신의 생체 리듬—신체의 내부 시계—가 당신과 싸우고 있기 때문입니다.
그러므로 하루의 마지막 굽힘은 마지막이기 때문에 위험한 것이 아닙니다.
당신이 끝났다고 생각하기 때문에 위험합니다.
교대 근무 종료 시 리셋 프로토콜은 선택 사항이 아닙니다:
마지막 것은 어리석게 느껴집니다. 좋습니다. 그것은 사고하는 뇌를 다시 온라인으로 강제합니다.
당신은 자동 조종 장치를 방해하고 있습니다. 당신은 여전히 존재하고 있음을 증명하고 있습니다.
어쨌든 클러치가 작동하거나 밸브가 열리면, 실린더는 스트로크의 바닥에 고정됩니다. 당신의 뇌가 반초 전에 체크 아웃했다면, 당신의 중수골—손의 긴 뼈—이 대가를 치르게 될 것입니다.
리셋은 자신감에 관한 것이 아닙니다.
자신의 피로에 대한 불신에 관한 것입니다.
다음 질문을 제기합니다: 어떻게 더 복잡한 작업을 맡을 준비가 되었는지 알 수 있을까요? 그 불신이 마비로 변하지 않도록 하려면 어떻게 해야 할까요?
간단한 브래킷을 하루 종일 공기 굽힘할 수 있는 견습생을 보았습니다. 부드럽고 차분했습니다. 그런 다음 그를 작은 스테인리스 부품으로 옮겼습니다. 가볍고 반복적이며 25파운드 이하였습니다. 한 시간도 안 되어 그의 손목은 불안정해지고, 부품은 잘못 자리 잡고, 배경 게이지 탭은 서두르게 되었습니다.
복잡함이 항상 무겁다는 의미는 아닙니다.
때로는 작업에 비해 기계가 과대 사이즈인 반복적인 작업을 의미하며, 피로가 조용히 쌓이고 나쁜 습관이 빠르게 고착됩니다.
세 가지가 사실일 때 졸업합니다:
그 목록에 없는 것이 무엇인지 주목하세요? 속도. 부품 수. 자신감.
능숙함은 당신이 하지 않기로 한 것에 의해 측정됩니다.
제로 에너지 사고방식은 프레스 브레이크를 “작동하는” 도구에서 관리하는 힘 배가기로 바꿉니다. “이 굽힘을 만들 수 있을까?”라고 묻는 대신 “기계가 예기치 않은 것이 움직일 수 없는 상태인가?”라고 묻기 시작합니다.”
그 질문은 당신이 하는 모든 동작을 재형성합니다—어디에 서 있는지, 언제 들어가는지, 부품을 어떻게 정리하는지, 언제 유지보수를 요청하는지.
이 점을 기억하세요: 안전은 위험에 대한 반응이 아닙니다. 매 스트로크 전, 중, 후에 당신이 만드는 영구적인 상태입니다.
킬 존은 결코 줄어들지 않습니다.
당신의 규율이 당신이 그곳에 들어갈지 여부를 결정합니다.


















