

Aveva un piccolo piegafogli da 4 piedi nel suo garage. Curvava condotti HVAC nei fine settimana. La prima settimana nella mia officina, si mise davanti a una pressa piegatrice da 175 tonnellate, passò la mano lungo la matrice inferiore e disse: “La stessa cosa, solo più grande.”
La macchina non sembrava arrabbiata. Solo acciaio. Silenziosa. In attesa.
È così che ti cattura.
Ho visto una lamiera da 1/4 di pollice piegarsi come cartone sotto 150 tonnellate. Nessun dramma. Il martinetto scese, l’acciaio cedette, e la struttura dell’edificio ebbe un piccolo brivido che potevi sentire negli stivali.
Un piegafogli da garage funziona tramite leva e il peso del tuo corpo. Tiri una maniglia; la barra di serraggio si solleva; il foglio si piega perché sei più forte del metallo sottile. Senti la resistenza cambiare attraverso i palmi. Sei parte del circuito di feedback.
Una pressa piegatrice non ha bisogno di te. Moltiplica la forza tramite idraulica o un sistema a volano finché l’acciaio cede. Una volta iniziata la corsa, la finisce. Non chiede se le tue dita sono ancora tra punzone e matrice.
Se pensi di usare un “grande utensile manuale”, ti muoverai come tale. Ed è l’errore che costa ossa.
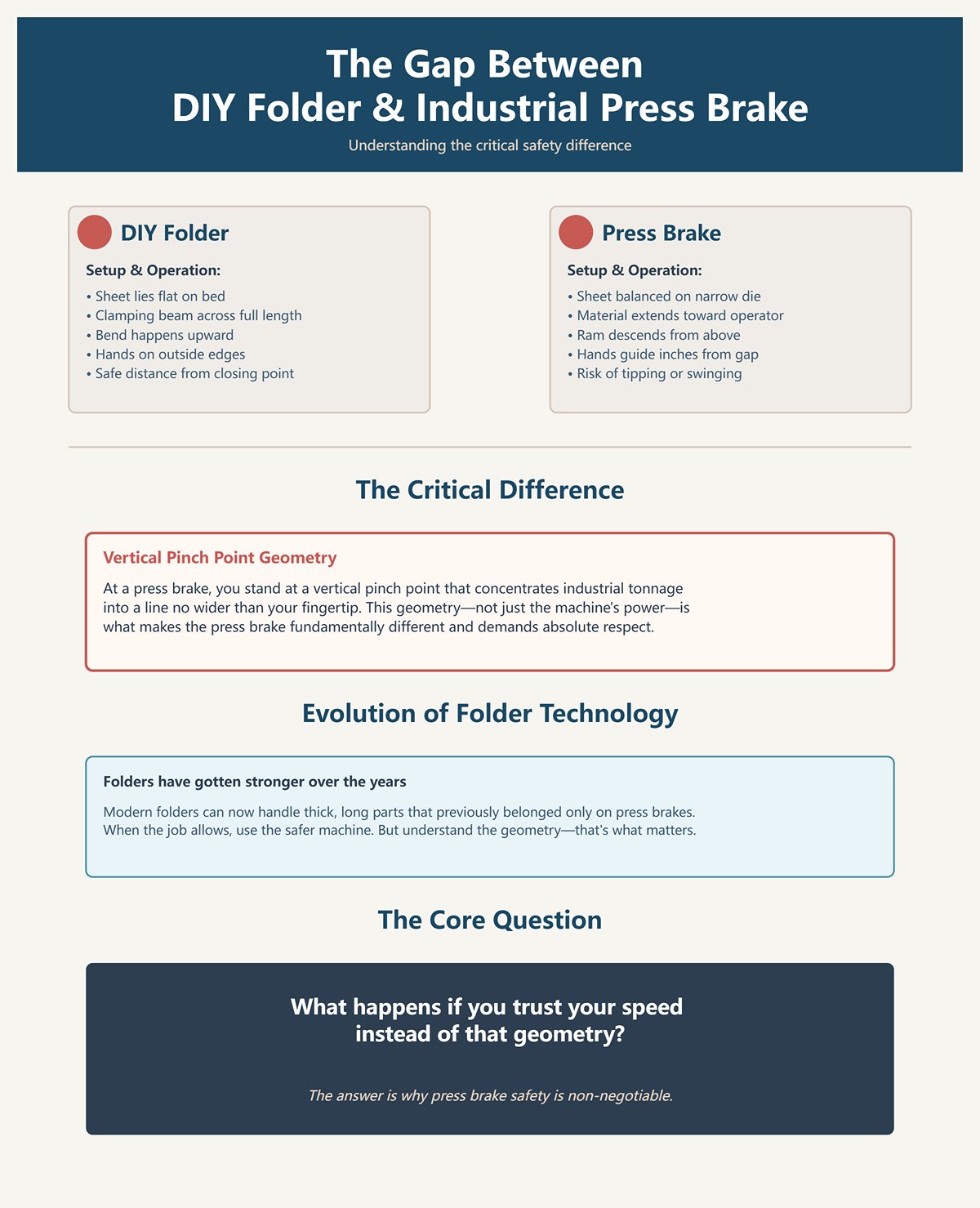
Immagina un foglio da 10 piedi di lamiera calibro 14 su un moderno piegafogli. Giace piatto sul banco. La trave di serraggio scende lungo tutta la lunghezza. La piega avviene verso l’alto, lontano dal tuo torso. Le mani sono sui bordi esterni, lontane da una gola che si chiude.
Ora immagina lo stesso foglio su una pressa piegatrice. È bilanciato su una matrice inferiore stretta, sporgendo verso di te. Il martinetto scende dall’alto. Il materiale può inclinarsi, piegarsi al contrario o oscillare se sbagli a valutare il peso. Le tue mani lo guidano a pochi centimetri da una fessura che si ridurrà a zero.
I piegafogli sono diventati più potenti negli anni. Alcuni possono gestire pezzi spessi e lunghi che appartenevano solo alle presse piegatrici. Bene. Usa la macchina più sicura quando il lavoro lo permette.
Ma quando ti trovi davanti a una pressa piegatrice, sei di fronte a un punto di pizzicamento verticale che concentra tonnellaggio industriale in una linea larga quanto la punta del dito. È quella geometria a fare la differenza.
Allora cosa succede se ti fidi della tua velocità invece che di quella geometria?
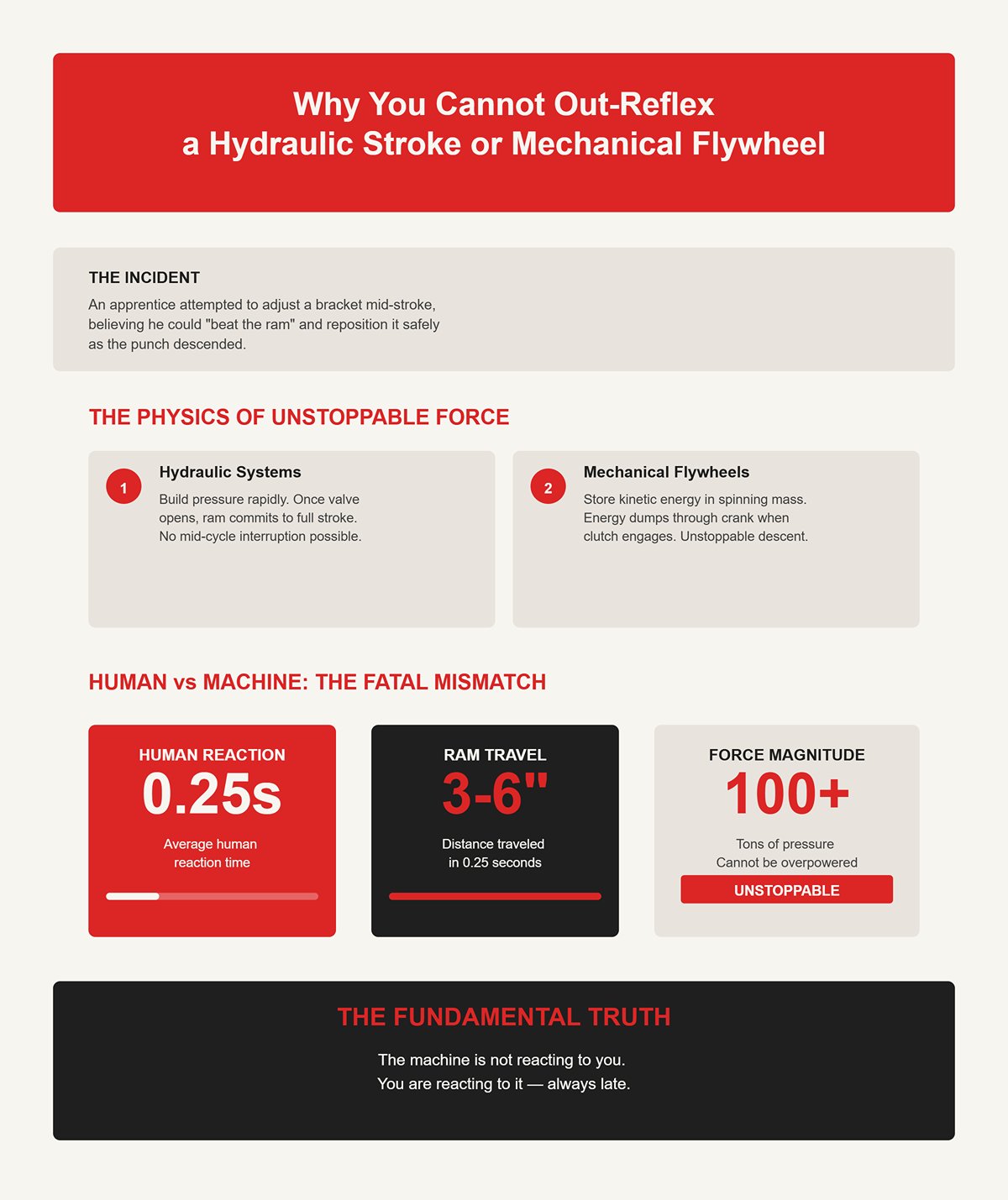
Una volta un apprendista cercò di “battere” il martinetto. Stava tenendo una piccola staffa, si rese conto che non era ben posizionata, e pensò di raddrizzarla mentre il punzone iniziava a scendere.
I sistemi idraulici accumulano pressione rapidamente. Le presse a volano meccaniche immagazzinano energia in una massa rotante e la scaricano attraverso la manovella. In ogni caso, una volta innestata la frizione o aperta la valvola, il martinetto è impegnato a completare la corsa verso il basso.
Il tempo di reazione umano è in media di circa un quarto di secondo. In quel tempo, un martinetto che si muove a una velocità di chiusura anche moderata può percorrere diversi centimetri. Più che sufficienti per passare da “spazio sicuro” a “schiacciato”.”
Non riuscirai a tirare via la mano in tempo. Non supererai 100 tonnellate con un colpo di polso. La macchina non reagisce a te; sei tu a reagire a lei, sempre in ritardo.
E questo prima ancora di parlare della bugia che ti racconti subito prima di saltare un passaggio.

È sempre il pezzo piccolo. Due pieghe. “Non userò la battuta posteriore.” “Lo terrò semplicemente in mano.” “Il piede è già sul pedale.”
Quella frase—solo una piega veloce—è il modo in cui ti avvicini alla zona di pericolo senza accorgertene.
Quindi costruisci un rituale e non lo infrangi:
Fallo sempre nello stesso modo. Ad alta voce se necessario.
Perché la pressa piegatrice non è un assistente disponibile. È un moltiplicatore di forza con un raggio di colpo definito. Quando entri in quel raggio senza disciplina, non ti avverte, non discute con te e non ti perdona.
Si chiude.
E qualunque cosa si trovi tra punzone e matrice diventa più piatta di prima—acciaio, guanto o le ossa della tua mano.
Ho visto un veterano—vent’anni di esperienza—piegare una scatola a quattro lati. Terza flangia, spazio ridotto. Mentre il martinetto scendeva, il lato già piegato di quel pezzo si è sollevato e ha bloccato la sua mano guantata contro la superficie del martinetto. Non tra punzone e matrice. In alto. Zona della flangia inversa. Il metallo non lo ha tagliato. Ha perforato il guanto e aperto la sua mano come una cerniera lampo.
Ha tenuto tutte le dita. Appena.
I rapporti sugli infortuni governativi mostrano che quasi la metà degli incidenti con presse piegatrici termina con l’amputazione di dita o mani. Ecco cosa la maggior parte degli operatori inesperti non capisce: molti di quegli infortuni non avvengono durante lo schiacciamento drammatico verso il basso. Avvengono durante i cambi di utensile, l’allineamento dei pezzi, la piegatura di scatole—momenti in cui le mani si spostano in aree non coperte dalle protezioni standard. Una revisione del settore ha rilevato che la maggior parte degli incidenti avveniva in zone al di fuori dell'evidente punto di schiacciamento frontale.
Quindi, se la distanza tra le lame non è tutta la storia, dove inizia e finisce effettivamente la zona di pericolo?
Mettiti davanti a una piegatrice con il martinetto nel punto morto superiore. C’è luce tra il punzone e la matrice. Aria. Un’aria che sembra sicura.
Ora premi il pedale.
Quello spazio aperto si riduce in una V che si restringe. La punta del punzone entra nell’apertura della matrice. La forza si concentra lungo una linea non più larga della punta di una matita. Il foglio resiste finché non raggiunge il suo limite di snervamento—il punto di tensione in cui smette di tornare indietro e inizia a deformarsi permanentemente. Oltre quel punto, la pressione cresce rapidamente. Su una macchina da 150 tonnellate, puoi esercitare decine di migliaia di libbre per pollice lineare lungo la piega.
L’aria è appena diventata una morsa.
Il punto di pizzicamento principale è ovvio: il divario di chiusura tra punzone e matrice. Ma osserva una lunga lamiera durante la discesa. Il bordo anteriore può inclinarsi verso il basso. Il bordo posteriore può alzarsi. Se stai piegando una scatola, le flange precedentemente formate ruotano verso l’alto verso la faccia del martello. Questo crea punti di pizzicamento secondari — metallo contro martello, metallo contro telaio, metallo contro la tua mano che sostiene il pezzo.
In ogni caso, una volta che la frizione si innesta o la valvola si apre, il martello è impegnato fino al fondo della corsa.
Non puoi rinegoziare la posizione della tua mano a corsa iniziata. E qualunque cosa si trovi tra punzone e matrice diventerà più piatta di quanto fosse — acciaio, guanto, o le ossa della tua mano.
Quindi devi mappare il pericolo prima di avviare il ciclo:
Se ne dimentichi uno, la macchina insegnerà anatomia nel modo più duro.
Ma lo schiacciamento non è l’unica violenza che questa macchina può infliggere, vero?
Una officina nel 2023 ha piegato una piastra in acciaio ad alta resistenza da 10 mm — roba tosta, del tipo che reagisce. A metà corsa, il materiale si è fratturato lungo la linea di piega. Invece di formarsi correttamente, si è spaccato. Una metà è scattata verso l’alto e fuori. L’operatore non l’ha vista arrivare. La lamiera lo ha colpito alla testa e lo ha ucciso.
Non era un pizzicamento. Era un proiettile.
Ecco il meccanismo. Durante la piegatura, la superficie esterna del metallo si allunga in trazione mentre quella interna si comprime. Gli acciai ad alta resistenza hanno minore duttilità — non si allungano molto prima di rompersi. Se il raggio di piega è troppo stretto o la pressione troppo alta, il lato in trazione può superare la resistenza a trazione ultima del materiale. Si rompe improvvisamente. L’energia elastica accumulata si libera in un istante. L’estremità libera frusta.
Su pezzi lunghi, anche senza frattura, la lamiera agisce come una leva. Il punzone è il fulcro. Durante la formazione della piega, la gamba libera ruota verso l’alto. Più lunga e più pesante è quella gamba, maggiore è il suo slancio. Se ti sporgi per “guardare la linea”, il tuo viso si trova all’interno dell’arco.
Pensi di guidare una piega. La macchina sta armando una molla.
Quindi la zona mortale non è solo sotto il punzone. È il raggio di rotazione del pezzo e la possibile traiettoria di volo se il metallo cede invece di deformarsi. E per questo non c’è alcuna spia di avvertimento.
Se l’acciaio volante è possibile, perché i principianti si fissano ancora sui bordi taglienti?
Sì, la lamiera taglia. Ho ricucito più avambracci di quanti vorrei ricordare.
Ma i tagli sanguinano. Le schiacciature mutilano.
I rapporti dell’industria mostrano che una grande percentuale delle lesioni alle presse piegatrici avviene in aree non protette dalle normali protezioni frontali—luoghi come quella zona della flangia inversa di cui ho parlato. Gli operatori presumono che il pericolo sia il bordo tagliente del punzone. Quindi tengono le dita lontane dalla punta. Bene. Nel frattempo, l’altra mano sta stabilizzando una flangia laterale che sta per sollevarsi contro una parete d’acciaio fissa con forza idraulica dietro di sé.
I bordi taglienti feriscono per contatto. I punti di schiacciamento feriscono per concentrazione di forza.
È la forza che rimuove le dita.
Quando un pannello da 12 gauge ruota e ti intrappola le nocche contro la faccia del martello, non ha bisogno di essere affilato. Ha solo bisogno di massa e di uno spazio che si chiude. Le ossa cedono intorno a poche migliaia di libbre di carico di compressione. Una pressa piegatrice fornisce ciò con disinvoltura, ripetutamente, senza affaticarsi.
Quindi smetti di pensare al “lama”. Inizia a pensare alla “geometria di chiusura sotto carico”.”
E cosa succede quando la geometria e il carico non concordano con il metallo stesso?
Ho visto una pressa gemere—la struttura flettersi, il motore sforzarsi—perché qualcuno ha impostato il tonnellaggio per acciaio dolce e ha invece fatto scivolare dentro una lega ad alta resistenza. La linea di piega si è mossa appena. La pressione è aumentata.
Ecco la matematica in termini semplici. Ogni materiale ha una resistenza allo snervamento (quando inizia a piegarsi permanentemente) e una resistenza a trazione ultima (quando si lacera). Gli acciai ad alta resistenza possono richiedere significativamente più tonnellaggio per la stessa spessore e raggio. Se calcoli per difetto, la macchina può bloccarsi o sovracompensare. Se stringi eccessivamente l’apertura della matrice per “farla piegare”, crei un picco di tensione nelle fibre esterne.
Qui vivono due pessimi risultati.
Uno: la macchina raggiunge la capacità prima che il pezzo si deformi. I componenti vedono carichi vicini ai loro limiti di progetto—utensili, elementi di fissaggio, persino la struttura. I guasti a quel livello sono violenti.
Due: il metallo si frattura invece di formarsi. Quello è il tuo pezzo che si trasforma in schegge.
La pressa piegatrice è un moltiplicatore di forza, sì. Ma non è più intelligente dell’impostazione. Applicherà tutto ciò che le comandi finché non cede l’acciaio o qualcos’altro.
Se non conosci la resistenza del materiale, la larghezza della matrice e il tonnellaggio richiesto prima di premere il pedale, stai giocando la tua carne contro la fisica.
Ora sai dove vive la zona di pericolo: sotto il punzone, sopra la matrice, lungo l’arco di oscillazione, contro la faccia del martello e ovunque possa liberarsi energia immagazzinata. La macchina è un predatore industriale in gabbia—immobile come la pietra finché non viene attivato, poi inarrestabile all’interno del suo raggio di azione.
L’unica domanda che rimane è come ti impedisci di entrare in quel raggio impreparato.
| Sezione | Contenuto |
|---|---|
| Argomento | Tonnellaggio vs. Resistenza a trazione: cosa succede quando è il metallo a vincere? |
| Scenario reale | Una pressa si sforza—la struttura si flette, il motore lavora—quando il tonnellaggio è impostato per acciaio dolce ma si usa invece una lega ad alta resistenza. La piega si muove appena mentre la pressione aumenta. |
| Proprietà chiave dei materiali | Resistenza allo snervamento: Punto in cui il metallo inizia a piegarsi permanentemente. Resistenza a trazione ultima: Punto in cui il metallo si strappa. |
| Principio fondamentale | Gli acciai ad alta resistenza richiedono significativamente più tonnellaggio per lo stesso spessore e raggio. |
| Rischio di sottostima | La macchina può fermarsi o sovracompensare, mettendo sotto stress i componenti vicini ai limiti di progettazione. |
| Rischio di sovracompensazione | Stringere l'apertura della matrice per forzare una piega aumenta lo stress sulle fibre esterne del materiale. |
| Esito negativo #1 | La macchina raggiunge la capacità prima che il pezzo ceda. Utensili, fissaggi e telaio possono cedere violentemente sotto carico estremo. |
| Esito negativo #2 | Il metallo si frattura invece di formarsi, trasformando il pezzo in detriti pericolosi. |
| Avvertimento critico | Una pressa piegatrice moltiplica la forza ma segue solo i comandi di configurazione—applica forza finché il materiale cede o lo fa qualcos'altro. |
| Conoscenze richieste prima dell'uso | La resistenza del materiale, la larghezza della matrice e il tonnellaggio richiesto devono essere calcolati prima di azionare la macchina. |
| Zone di pericolo identificate | Sotto il punzone, sopra la matrice, lungo l'arco di oscillazione, contro la faccia del pistone, e ovunque l'energia accumulata possa liberarsi. |
| Intuizione Finale | La pressa piegatrice è un predatore industriale—immobile finché non viene attivata, inarrestabile nel suo raggio d'azione. L'operatore deve evitare di entrare in quel raggio senza essere preparato. |
Due inverni fa, un ragazzo del turno di notte caricò una matrice con una crepa sottile che attraversava diagonalmente la spalla. Non si poteva vedere a meno che non si togliesse l’olio e non si puntasse una torcia bassa. Lui non lo fece. Primo test di piegatura su una lastra da 3/8, forse 120 tonnellate distribuite su quattro piedi. A metà corsa si udì un suono come uno sparo di fucile. La matrice si spaccò, metà schizzò di lato e una scheggia si conficcò in un ripiano di compensato a tre metri di distanza — proprio dove c’era stata la sua gola trenta secondi prima.
Ecco come si resta fuori dalla zona di pericolo: si tratta la pressa piegatrice come un predatore industriale in gabbia e si cammina intorno alla gabbia prima ancora di aprire il chiavistello.
Un rituale di pre-volo non è burocrazia. È il modo per assicurarsi che forza, geometria ed energia immagazzinata siano esattamente dove si pensa che siano, prima di offrire le proprie mani alla macchina.
Se lo salti, non stai “risparmiando tempo”. Stai entrando alla cieca nel raggio d’attacco.
Facevo passare a gli apprendisti uno straccio su ogni centimetro di punzone e matrice. Non per pulizia—per sensibilità. Uno straccio si impiglia dove lo sguardo scivola. Così un ragazzo trovò la punta di un punzone deformata che avrebbe concentrato il carico in un bordo tagliente.
Ecco cosa coprono realmente quei dieci minuti:
Integrità dell’utensile significa cercare raggi scheggiati, spalle della matrice incrinate, grippature (metallo strisciato da piegature precedenti) e usura irregolare. Una crepa nella matrice cambia il modo in cui il carico si distribuisce attraverso di essa. L’acciaio non distribuisce la forza con cortesia; segue il percorso più rigido. Una spalla compromessa diventa un concentratore di stress. Sotto tonnellaggio, quello stress si concentra, fa propagare la crepa e la fa cedere improvvisamente. Quando l’acciaio temprato cede, non si flette. Si frantuma.
L’allineamento e l’assestamento vengono dopo. Una matrice non completamente appoggiata al banco, o un punzone non centrato nel suo supporto, crea un carico irregolare lungo la lunghezza. Ricorda questo: una pressa da 100 tonnellate raramente eroga 100 tonnellate ovunque. Potrebbe essere nominalmente 100 tonnellate su tre metri—il che significa dieci tonnellate per piede. Se pieghi un pezzo di un metro tutto sul lato sinistro, chiedi a una sezione del telaio di sopportare un carico concentrato. Quello torce il carrello. Geometria torsionata significa penetrazione irregolare. Penetrazione irregolare vuol dire che un lato arriva a fondo prima dell’altro. Ora la tua “piegatura in aria” è diventata una parziale piegatura a fondo su un’estremità, e il tonnellaggio sale improvvisamente.
La condizione della macchina è l’ultimo passo prima dell’accensione. Controlla perdite d’olio idraulico, ascolta la cavitazione della pompa, verifica la parallelità del carrello se la macchina ha regolazione manuale. Un sistema idraulico pieno d’aria si comprime leggermente prima che si generi forza. Quel ritardo inganna gli operatori, che pensano che il pezzo “non si stia ancora piegando”, quindi aumentano la pressione o la profondità. Poi l’aria si comprime completamente, la pressione si uniforma e il carro spinge più forte del previsto. L’energia accumulata si rilascia tutta insieme nella piegatura.
Dieci minuti. Perché una volta che il carro inizia la discesa, non puoi più infilare la mano per correggere l’allineamento. Puoi solo guardare la geometria chiudersi su ciò che hai valutato male.
E questo solleva la prossima domanda: anche se l’utensile è perfetto, come sai che la macchina non sta per superare ciò che quell’utensile — o il telaio — può sopportare?
Ho visto un operaio esperto staccare un grafico del tonnellaggio dal muro come fosse vangelo. Acciaio dolce da un quarto di pollice, piegatura di quattro piedi, matrice a V standard. Inserì il numero direttamente dal grafico. Cosa dimenticò? Il materiale sul carrello era acciaio inox 304.
L’acciaio dolce nei grafici più comuni presuppone circa 60.000 PSI di resistenza a trazione. L’acciaio inox 304 si avvicina a 84.000 PSI. È circa un moltiplicatore di 1,4 nella forza necessaria per lo stesso spessore e apertura della matrice. Stessa geometria. Fisica diversa.
Premette il pedale. La macchina gemette. La piegatura si formò appena. Invece di ricalcolare, ridusse l’apertura della matrice per “aiutare”. Una matrice a V più stretta aumenta il tonnellaggio richiesto perché costringe a un raggio più stretto. Ora non stava solo sottostimando: stava accumulando errori. La pressione salì fino al limite della macchina.
Due cose accadono quando lo fai.
Uno, ti avvicini alla portata nominale del freno—ma ricorda, quella valutazione si applica su una lunghezza di lavoro specifica. Concentrando il carico in un’unica area superi i limiti locali prima che l’indicatore segni mai “100%.” I telai flettono. I martinetti si deformano. I dispositivi di sicurezza si disallineano.
Due, sovraccarichi gli utensili. Le operazioni di stampaggio a fondo corsa possono richiedere cinque volte la potenza della piegatura in aria. Se il valore riportato sul grafico era per la piegatura in aria (moltiplicatore 1,0) e incappi accidentalmente nello stampaggio a fondo corsa perché la tua profondità è eccessiva, puoi passare da 30 tonnellate a 150 in un battito di ciglia.
Questa non è un'opinione. È meccanica dei materiali. Lo sforzo è uguale alla forza divisa per l’area. Aumenta la forza richiesta scegliendo un materiale più resistente o una matrice più piccola, e ogni componente nel percorso del carico subirà quell’aumento—martinetto, bulloni, spalle della matrice.
Il tuo rituale di calcolo del carico necessita di tre numeri prima che tu tocchi il pedale:
Misura la lunghezza completa della piega, non solo la lunghezza del pezzo indicata nel disegno. Se stai piegando in due fasi, calcola ciascuna. Se sei fuori centro, capisci che stai caricando un lato del telaio più pesantemente.
Ignora questo, e non rischi solo una piega sbagliata. Rischi di frantumare acciaio temprato sotto pressione idraulica e di lanciare frammenti all’altezza del viso.
Ora hai ispezionato la gabbia e misurato la forza del morso del predatore. E la carne che gli avvicini—il tuo corpo?
Piegavo canalizzazioni HVAC nei weekend per qualche birra. Ho visto un ragazzo con la felpa e i lacci del cappuccio chinato su una piccola pressa piegatrice. Il laccio è scivolato nello spazio della matrice mentre regolava una flangia. Il martinetto è sceso lentamente—il laccio si è impigliato, si è stretto, tirandogli la faccia verso il punzone prima ancora che capisse cosa stava accadendo. È stato fortunato. Il tessuto si è strappato.
Gli indumenti larghi vicino a una pressa piegatrice non riguardano “l’aspetto professionale.” Si tratta di impigliamenti nella geometria di chiusura. La zona di flangia inversa e lo spazio tra martinetto e riscontro posteriore non fanno distinzione se ciò che si impiglia è acciaio o cotone. Si chiudono e basta.
I guanti sono più complicati. Su lamiere taglienti, i guanti antitaglio hanno senso durante la movimentazione lontano dal colpo. Ma all’interno della zona di pericolo, i guanti ingombranti riducono la percezione tattile. Perdi il senso preciso di dove si trovi la punta del punzone rispetto alla tua punta del dito. Peggio ancora, alcuni materiali dei guanti aderiscono all’acciaio. Se il pezzo si sposta e il guanto si incolla, la tua mano si muove con esso.
Il controllo dei DPI prima di un lavoro deve essere brutalmente semplice:
Quest’ultima è importante a causa del contraccolpo di cui abbiamo parlato. Se un pezzo ad alta resistenza si frattura sotto tensione, rilascia rapidamente energia elastica. La protezione oculare non fermerà una piastra, ma fermerà schegge e frammenti da una matrice scheggiata o da un bordo spaccato.
Ignora la disciplina dell’abbigliamento e non perderai solo tessuto. Perderai pelle dallo zigomo al mento.
Hai controllato l’acciaio, la matematica e il tuo corpo. Manca un solo elemento prima di svegliare l’animale.
Una volta ho visto un pedale bloccarsi perché i trucioli di metallo si erano accumulati sotto la protezione. L’operatore lo colpì per cambiare la posizione dei piedi. Il martinetto iniziò a scendere.
I dispositivi di sicurezza sono tali solo se funzionano oggi, non il mese scorso.
Prima del primo ciclo, si testano tre cose:
Premi l’E-stop con la macchina alimentata ma a riposo. Verifica che il controllo scarichi effettivamente la pressione idraulica o disinneschi la frizione. Reimpostalo e conferma che il sistema richieda un riavvio intenzionale. Se un E-stop si limita a mettere in pausa il movimento ma lascia la pressione intrappolata nel sistema, devi esserne consapevole.
Premi e rilascia il pedale senza materiale. Dovrebbe tornare indietro in modo fluido, senza bloccarsi né ritardi. Le protezioni sopra il pedale impediscono l’attivazione accidentale causata da parti cadute o da spostamenti dei piedi.
Interrompi il fascio della barriera fotoelettrica con un pezzo di scarto mentre il martinetto è in modalità di avanzamento lento. Il martinetto dovrebbe fermarsi o rifiutarsi di eseguire il ciclo. Se non lo fa, quel muro invisibile di cui ti fidi con le dita è solo immaginario.
In ogni caso, una volta che la frizione si innesta o la valvola si apre, il martinetto è impegnato fino al fondo della corsa. I dispositivi di sicurezza sono la tua ultima negoziazione prima dell’impegno definitivo.
Se salti questo rituale, stai scommettendo i tuoi tendini, le tue nocche e le ossa lunghe mezzo pollice delle dita sulla speranza che tutto funzioni esattamente come ieri.
Un ragazzo di nome Alvarez cercò di “battere” il martinetto su una linguetta da 2 pollici.
Pezzo corto. Acciaio dolce sottile. Pensava di poterlo tenere con due dita, lasciare che il punzone lo sfiorasse, poi tirarsi indietro mentre si piegava. Il martinetto era in avanzamento lento. Sembrava delicato. Sbagliò la corsa di forse un quarto di pollice. Il punzone bloccò la linguetta, la linguetta ruotò, e la punta del suo dito finiscono tra l’acciaio e la spalla dello stampo.
Raccolsero i frammenti d’osso con un magnete.
Hai ispezionato la gabbia. Hai testato il pedale. Ora il martinetto si muove. La domanda non è se il freno sia sicuro. La domanda è se le tue mani attraversino mai la zona d’impatto del predatore una volta che questo si impegna. E qualunque cosa si trovi tra punzone e matrice diventa più piatta di prima—acciaio, guanto o le ossa della tua mano.
Quasi la metà delle lesioni alle presse meccaniche termina con un’amputazione. Non perché le macchine siano imprevedibili, ma perché le mani oltrepassano una linea invisibile che gli operatori si convincono di poter controllare.
Quindi rendiamo visibile quella linea.
Ho perso metà dell’indice sinistro in un lavoro che “richiedeva solo una piccola regolazione.” All’epoca non c’erano protezioni. Nessuna barriera fotoelettrica. Solo io, una flangia corta e la convinzione che l’esperienza ti faccia guadagnare il tempismo.
Non è così.
Mettiti davanti a una pressa piegatrice e guarda la matrice inferiore. L’apertura a V è il pericolo evidente. I principianti si fissano lì. Ma l’83% degli infortuni segnalati avviene al di fuori delle zone protette dalle protezioni—durante le flange inverse, quando il materiale si piega verso l’alto contro il martinetto, creando un nuovo punto di schiacciamento dietro quello ovvio.
La zona di pericolo non è una fessura. È un volume.
Definiscila fisicamente prima di eseguire il primo pezzo. Disegna un piano verticale immaginario allineato con il bordo anteriore della matrice inferiore. Le tue mani non devono mai attraversare quel piano una volta che il pezzo è contro il riscontro posteriore e ti stai preparando al ciclo. Non per “spingere un po”.“ Non per ”stabilizzare.“ Non per ”controllare l’allineamento.”
Permanente significa permanente.
Il protocollo per la posizione delle mani è brutalmente semplice:
Pollici sulla superficie superiore, mai avvolgere i bordi Palmi piatti, dita estese lontano dall’apertura della matrice Le mani si ritraggono completamente prima che il piede tocchi il pedale
Quest’ultima mossa non è negoziabile. Mani libere. Pausa. Poi pedale. Separa i movimenti in modo che il cervello non li confonda.
I dispositivi di rilevamento presenza aiutano. Le barriere fotoelettriche fermano il martinetto in avvicinamento. Ma anche con i sensori, gli incidenti accadono ancora—perché una volta che la frizione si innesta o la valvola si apre, il martinetto è impegnato fino alla fine della corsa. La tecnologia guadagna millisecondi. La disciplina salva le dita.
Lascia che le nocche superino quel piano, e la matrice le taglierà al livello dell’articolazione.
Quindi cosa succede quando il pezzo è troppo piccolo per rispettare quella regola?
Ho visto un veterano con 20 anni di esperienza usare una matrice Roto su piccoli supporti—rientri da 1 pollice, molte ripetizioni. Ne aveva fatti migliaia. Teneva ogni pezzo tra indice e pollice, rapido tocco al pedale, piega perfetta.
Finché uno non è rimasto attaccato alla punta del punzone.
Quando è rimasto lì, lui ha istintivamente allungato la mano per staccarlo mentre il martinetto si ritraeva. Il pezzo si è staccato di colpo ed è caduto, il dito lo ha seguito in avanti, e la matrice superiore è scesa nel ciclo successivo prima che la mano si ritraesse.
Non è stata l’esperienza a tradirlo. È stata la fiducia eccessiva.
I pezzi piccoli sono insidiosi perché invitano al controllo con la punta delle dita. Più corta è la flangia, più vicino devono stare le dita per stabilizzarla—a meno che tu non rifiuti l’assunto.
Se un pezzo non può essere tenuto con le mani completamente fuori dal piano proibito, non usi le mani.
Tu usi:
Pinze autobloccanti con ganasce piatte Dispositivi di fissaggio a tenuta magnetica o meccanica Maschere personalizzate che estendono la superficie di presa
Le pinze autobloccanti trasformano una linguetta da 1 pollice in una maniglia da 6 pollici. Una semplice striscia piegata saldata a punti come maniglia temporanea tiene la carne lontana dall’acciaio. Le officine che dicono che le maschere “richiedono troppo tempo” sono le stesse che normalizzano violazioni gravi di sicurezza 88%.
Ed ecco la trappola dentro la trappola: la maggior parte delle lesioni non si verifica durante il ciclo principale della pressa. Accadono durante l’allineamento e la rimozione del pezzo, quando l’operatore pensa che la macchina sia “tra” un’azione e l’altra. Infili la mano mentre il carrello è fermo al punto morto superiore. Il piede si muove. Il pedale viene sfiorato. E giù viene.
In ogni caso, una volta che la frizione si innesta o la valvola si apre, il martello è impegnato fino al fondo della corsa.
Se tieni una linguetta da 1 pollice con le dita nude dentro lo spazio della matrice, stai offrendo le falangi distali—le piccole ossa delle punte delle dita—per essere schiacciate.
Parti piccole maneggiate. Mani fuori dal volume. Bene.
Ora, come si fa a impedire a un grande foglio di muoversi senza diventare tu stesso la sua pinza?
Piegavo condotti HVAC nei weekend per qualche soldo della birra. Sezioni grandi da 5 piedi dello spessore 22 gauge. Leggere, flosce e abbastanza fastidiose da farti venir voglia di raddrizzarle con l’anca mentre premi il pedale.
Ho visto un tizio fare proprio questo—mano sinistra a tenere giù il bordo, piede destro sul pedale, corpo ruotato. Il foglio è scivolato via dal riscontro posteriore di mezzo pollice. Ha spinto in avanti per riposizionarlo proprio mentre il carrello scendeva. Le sue nocche hanno incontrato la parte inferiore del punzone.
I riscontri posteriori esistono per togliere le mani dal processo decisionale. Sono fermate regolabili sul retro del banco che impostano la profondità della piega per posizione, non per sensazione. Se stai spingendo il foglio per squadrarlo mentre cicla, stai sostituendo un riferimento meccanico con il tuo polso.
Imposta il riscontro. Conferma il contatto. Poi lascia andare.
Se il materiale si solleva durante la piegatura—comune nelle flange inverse—usa morsetti di tenuta o piegature in più fasi, non il palmo. L’arco di sollevamento verso l’alto fa parte della zona di pericolo. Ricorda che la pressa è un moltiplicatore di forza con un intervallo di colpo definito. Quando l’acciaio si flette, immagazzina energia. Quando si rilascia, si muove veloce.
La tua routine di squadratura dovrebbe sempre includere:
Riscontro posteriore impostato e bloccato prima del primo pezzo Piegatura di prova per confermare la posizione senza correggere con le mani a metà corsa Morsetti o supporti per grandi fogli, mai il peso del corpo
La stabilizzazione manuale sembra più veloce. Non lo è. Trasferisce solo il compito di resistere alla tonnellata dagli utensili temprati ai piccoli tendini che estendono le dita.
Usa la tua mano come una morsa sotto carico, e i tendini estensori sopra le nocche si romperanno prima che l’acciaio ceda.
Grandi fogli sotto controllo. Piccoli pezzi estesi. Mani disciplinate.
Ora aggiungi un altro essere umano.
Le piccole officine—soprattutto quelle con pochi fondi—amano la piegatura a due persone su pezzi lunghi. Uno alimenta. Uno aziona il pedale. Sembra efficiente.
Ho indagato un caso in cui l’aiutante teneva l’estremità lontana di un canale di 10 piedi. L’operatore ha detto “libero”. L’aiutante pensava intendesse “libero per sistemare”. Ha spostato la presa più vicino alla matrice proprio mentre il pedale si abbassava.
Nessuna barriera luminosa da quel lato. Nessun secondo pedale. Solo supposizione.
Nell’operazione a due persone, l’ambiguità è il vero pericolo. Chi controlla la corsa? Chi conferma che le mani siano libere? Se la risposta è “entrambi noi”, allora non è nessuno dei due.
Lo stabilisci esplicitamente:
Un operatore controlla il pedale—sempre la stessa persona “Libero” verbale riconosciuto da entrambi prima di ogni corsa Nessuna mano all’interno del piano proibito a meno che il piede sul pedale non sia fisicamente fuori dall’interruttore
Togli il piede. Tallone a terra. Rendilo visibile. Perché nelle piccole imprese—dove la formazione è scarsa e la pressione produttiva alta—i fallimenti di coordinazione non sono casi rari. Sono prevedibili.
Non mi importa da quanto tempo lavorate insieme. Non mi importa se riuscite a leggervi nel pensiero. L’acciaio non legge pensieri. Segue la forza.
Se sbagli quella chiamata, la pressa non farà compromessi. Frantumerà i metacarpi—le ossa lunghe della mano—in frammenti che vedrai in una radiografia.
Volevi sapere come operare dentro la zona di pericolo senza diventarne parte.
Non ti fidi del riflesso. Non ti fidi dell’esperienza. Costruisci abitudini che mantengono la carne fuori da un volume di spazio che la macchina possiede.
Perché la pressa è calma fino a quando non lo è più.
E la prossima domanda è questa: come riconosci i segni sottili che indicano che qualcosa di quella calma è cambiato prima che prenda più di un polpastrello?
Una pressa piegatrice non passa da “sicura” a “letale” senza prima sussurrare.
L’ho imparato a mie spese quando una pressa idraulica che avevo usato per quindici anni iniziò a terminare la discesa con un lieve tremolio—niente di drammatico, solo una vibrazione che si sentiva più negli stivali che nelle orecchie. Il ragazzo accanto a me disse: “Lo fa sempre.” Non era vero. Il pistone esitava nell’ultimo mezzo pollice perché una valvola si stava bloccando per il calore. L’abbiamo fermata. La mattina dopo il tecnico smontò il collettore e trovò delle rigature che avrebbero trasformato quell’esitazione in uno scatto.
E qualunque cosa si trovi tra punzone e matrice diventa più piatta di prima—acciaio, guanto o le ossa della tua mano.
Sai già che la zona di pericolo è definita dallo spazio. Ora devi capire che è anche definita dal comportamento. Le macchine cambiano comportamento prima di guastarsi. La domanda non è se ti avvertono. È se ti sei allenato ad ascoltare l'avvertimento invece di discutere con esso.
Piegavo condotti HVAC nei weekend per racimolare soldi e birra, e una vecchia pressa meccanica lì aveva un suono come una cerniera ogni terzo colpo. Non forte. Non drammatico. Solo sbagliato. Il proprietario dell’officina lo chiamava “carattere”. Due settimane dopo una scarpa della matrice si spaccò di netto perché oscillava nel supporto.
L’acciaio parla attraverso la vibrazione molto prima di rompersi.
La macinatura indica attrito dove non dovrebbe essercene—spesso disallineamento tra punzone e matrice o contaminazione sulle guide (le superfici scorrevoli che guidano il pistone). L’inceppamento dà la sensazione che il pistone lavori più duro a metà corsa, rallentando leggermente mentre la pressione aumenta. Vibrazioni insolite nel telaio possono significare tonnellaggio irregolare lungo il banco, specialmente con carichi decentrati.
Ecco cosa controllare prima di riavviare il ciclo:
Una pressa in buone condizioni ha un ritmo. Giù. Contatto. Formatura. Su. Quando quel ritmo si inceppa, qualcosa sta resistendo alla forza che prima gestiva facilmente. Il calore può dilatare i componenti. Gli utensili possono assestarsi in modo irregolare. I sistemi idraulici possono indebolirsi gradualmente prima di perdere pressione completamente, proprio come un pedale del freno difettoso in un camion che si irrigidisce quando lo pompi—fino a quando non lo fa più.
Se ignori quel primo inciampo, stai scommettendo le tue dita sul fatto che l’attrito si risolva da solo.
Non lo farà.
Una volta ho visto un apprendista cercare di “salvare” una piega storta infilando la mano a metà corsa per raddrizzare un pannello. Pensava di essere più veloce del pistone. In ogni caso, una volta che la frizione si inserisce o la valvola si apre, il pistone è impegnato a raggiungere il fondo della corsa.
Questa è fisica, non politica aziendale.
Interrompere un ciclo non riguarda il panico. Riguarda il riconoscimento. Se vedi il pezzo sollevarsi dalla spalla della matrice, se senti un colpo secco che non è il normale scatto del materiale, se il pistone rallenta inaspettatamente sotto un carico che hai eseguito cento volte—quello è il tuo momento.
Su presse idrauliche moderne, usa il comando di stop o rilascia completamente il pedale se la macchina è progettata per risalire al rilascio. Su macchine meccaniche a volano, potresti non avere quel privilegio; una volta ingaggiate, completano la corsa. Sappi davanti a quale macchina ti trovi prima di fidarti dei tuoi riflessi.
E quando interrompi il ciclo, segui tre regole:
Mai inseguire una slitta in movimento. Mai “aiutare” a finire una piega.
Perché se sbagli il tempo di mezzo secondo, le falangi distali — le piccole ossa sulle estremità delle dita — saranno schiacciate prima che il cervello finisca di prendere la decisione.
Lastra grande. Un quarto di pollice. Carico decentrato. Ho visto un foglio ruotare leggermente mentre il punzone scendeva, quel tanto che bastava per segnalare che il dito del riscontro posteriore non si era posizionato bene. L’operatore ha provato a tenerlo con il palmo.
La macchina ha vinto quella discussione.
Quando un pezzo ruota o scivola durante una piega, ti sta dicendo una di tre cose: il riscontro posteriore non è impostato in modo squadrato, la superficie del materiale è contaminata (l’olio riduce l’attrito), o la distribuzione della pressione è disomogenea lungo l’apertura della matrice. A volte è più sottile — usura degli utensili che induce il pezzo a cercare un percorso a pressione più bassa.
Non si corregge la rotazione con la forza fisica. Si resettano le condizioni.
Se lo slittamento si ripete su pezzi identici, sospetta usura degli utensili o deformazione del telaio sotto carico. Non è un “problema del pezzo”. È il predatore che si sposta nella sua gabbia.
Ecco la verità scomoda: alcuni guasti sono silenziosi. L’accumulo di calore può espandere i componenti senza produrre stridii o rumori. L’eccesso di tonnellaggio può allungare microscopicamente i fissaggi prima che qualcosa sembri sbagliato. Per questo non ci si affida solo al rumore. Si tracciano schemi — letture di pressione, uniformità dei pezzi, forza necessaria. Se oggi la piega richiede più corsa del pedale rispetto a ieri per lo stesso materiale, quello è un dato.
Leggere la macchina non è mistico. È attenzione disciplinata.
Smetti di discutere sui piccoli cambiamenti. Li registri. Agisci in anticipo, quando l’unico rischio è lo scarto.
Perché una volta che il cambiamento diventa drastico, la zona di pericolo non si è spostata.
Sei tu.
Un ragazzo del secondo turno una volta ha spento una pressa “solo per la notte” e ha lasciato la slitta sospesa un pollice sopra la matrice. L’olio idraulico si è scaricato mentre dormiva. L’uomo del turno mattutino si è avvicinato, ha allungato la mano per pulire una bava, e la slitta è scesa quell’ultimo pollice come una mandibola che si chiude.
Niente di drammatico. Solo il peso che finisce ciò che la pressione ha iniziato.
Sai già che devi leggere il comportamento della macchina prima che morda. Questa è consapevolezza. Ma la consapevolezza svanisce quando sei stanco, di fretta o annoiato. Un framework è ciò che ti cattura quando la tua attenzione scivola.
Ecco la parte non ovvia: non costruisci la sicurezza reagendo meglio. La costruisci assicurandoti che la macchina sia a energia zero—nessuna pressione immagazzinata, nessuna massa sospesa, nessuna corsa a metà—ogni singola volta che ti allontani, anche solo per trenta secondi.
Energia zero significa tre cose, e solo tre:
Se salti quel rituale una volta perché “ci vorrà solo un secondo,” hai insegnato alle tue mani che la zona di morte a volte negozia. Non lo fa.
In un’officina non ti elevi alla situazione. Scendi al livello delle tue abitudini.
Quindi il vero sistema non è un foglio di controllo o un modulo di approvazione. È questo: ogni piegatura inizia e finisce con la macchina in una condizione tale che, se svenissi, nulla si muoverebbe.
Sembra eccessivo finché non ti chiedi cosa succede quando la fatica colpisce alla decima ora invece che all’ottava.
Ho visto un uomo tagliarsi il palmo con una bava così piccola da sembrare lanugine. Ha avuto un sobbalzo. Il gomito ha urtato il pedale. L’ariete è sceso di due pollici prima che si riprendesse.
Il freno non ha causato quel taglio. L’ultimo operatore sì.
La disciplina post-piegatura non è un lavoro di pulizia. È controllo della forza per procura. Le bave sono caos immagazzinato—piccolissime lame che innescano riflessi. I riflessi sono violenti e veloci. E qualunque cosa si trovi tra punzone e matrice diventa più piatta di prima—acciaio, guanto o le ossa della tua mano.
Dopo ogni ciclo, fai tre cose:
Noti cosa manca? Nessun “rapido passaggio di straccio.” Nessun “lo prenderò più tardi.” Completi il ciclo fino a energia zero. Lasci il predatore seduto nella sua gabbia, non a metà del balzo.
Ed ecco dove la maggior parte delle officine sbaglia: si fermano, ma non neutralizzano. In chirurgia, una breve pausa riduceva gli errori solo quando la pressione all’interno dell’addome veniva effettivamente rilasciata. Stesso principio qui. Una pausa senza depressurizzare il rischio è solo una boccata d’aria prima del prossimo errore.
Quindi quando ti fermi, rimuovi energia. Non solo movimento. Energia.
Perché il prossimo operatore potresti essere tu domani, con meno sonno e riflessi più lenti.
Piegavo condotti HVAC nei weekend per guadagnare soldi per la birra, e ho imparato qualcosa di brutto su me stesso verso le 21:45. I pezzi erano impilati, la quota raggiunta, e il mio cervello iniziava a spendere la paga di domani prima di finire il colpo di oggi.
È in quel momento che le piccole deviazioni smettono di sembrare importanti.
La fatica non si annuncia con sbadigli. Nei lunghi turni industriali, gli operatori possono cadere in micro-sonno—per pochi secondi—senza rendersene conto. Il tempo di reazione si allunga. Il giudizio si attenua. Nei turni notturni, accade prima e colpisce più forte perché il ritmo circadiano—l’orologio interno del corpo—ti sta combattendo.
Quindi l’ultima piegatura della giornata non è pericolosa perché è l’ultima.
È pericolosa perché pensi di aver finito.
Il tuo protocollo di reset a fine turno non è facoltativo:
L’ultima sembra stupida. Bene. Costringe il cervello pensante a tornare online.
Stai interrompendo il pilota automatico. Stai dimostrando di essere ancora presente.
In ogni caso, una volta che la frizione si innesta o la valvola si apre, il martinetto è impegnato fino al fondo della corsa. Se il tuo cervello si è scollegato mezzo secondo prima, i tuoi metacarpi—le ossa lunghe della mano—ne pagheranno il prezzo.
Il reset non riguarda la fiducia.
Riguarda la diffidenza verso la tua stessa fatica.
Il che porta alla prossima domanda: come fai a sapere quando sei pronto per affrontare lavori più complessi senza che questa diffidenza si trasformi in paralisi?
Ho visto un apprendista che riusciva a piegare ad aria semplici staffe tutto il giorno. Fluido. Calmo. Poi lo abbiamo spostato su piccoli pezzi in acciaio inox—leggeri, ripetitivi, meno di 25 libbre. Nel giro di un’ora i suoi polsi erano lenti, pezzi mal posizionati, colpi al riscontro posteriore affrettati.
Complesso non significa sempre pesante.
A volte significa ripetitivo su una macchina sovradimensionata per il compito, dove la fatica si accumula silenziosamente e le cattive abitudini si cementano rapidamente.
Si è promossi quando tre cose sono vere:
Noti cosa non c’è in questa lista? Velocità. Numero di pezzi. Fiducia.
La competenza si misura da ciò che si rifiuta di fare.
La mentalità a energia zero trasforma la pressa piegatrice da uno strumento che “si usa” a un moltiplicatore di forza che si gestisce. Si smette di chiedere, “Posso fare questa piega?” e si inizia a chiedere, “La macchina è in uno stato in cui nulla di inatteso può muoversi?”
Questa domanda rimodella ogni movimento che fai—dove ti posizioni, quando ti avvicini, come rimuovi i pezzi, quando chiami la manutenzione.
Porta avanti questo: la sicurezza non è una reazione al pericolo. È una condizione permanente che crei prima, durante e dopo ogni colpo.
La zona di pericolo non si riduce mai.
La tua disciplina decide se vi entrerai mai.


















