

Ele tinha uma pequena quinadeira de 1,20 m na garagem. Dobava condutas de ar condicionado aos fins de semana. Na primeira semana na minha oficina, ficou em frente a uma quinadeira de 175 toneladas, passou a mão ao longo da matriz inferior e disse: “É a mesma coisa, só que maior.”
A máquina não parecia zangada. Só aço. Silenciosa. À espera.
É assim que ela te apanha.
Já vi uma chapa de 1/4 de polegada vincar‑se como cartão sob 150 toneladas. Sem drama. O êmbolo desceu, o aço cedeu, e a estrutura do edifício estremeceu ligeiramente — dava para sentir nas botas.
Uma quinadeira de garagem funciona por alavanca e com o peso do teu corpo. Puxas uma alavanca; a barra de aperto levanta‑se; a chapa dobra porque és mais forte do que o metal fino. Sentes a resistência mudar nas palmas das mãos. Fazes parte do ciclo de retorno.
Uma quinadeira industrial não precisa de ti. Multiplica a força através de sistemas hidráulicos ou de volante até que o aço ceda. Uma vez iniciado o curso, é para terminar. Não pergunta se ainda tens os dedos entre o punção e a matriz.
Se pensas que estás a operar uma “grande ferramenta manual”, vais mover‑te como tal. E esse é o erro que custa osso.
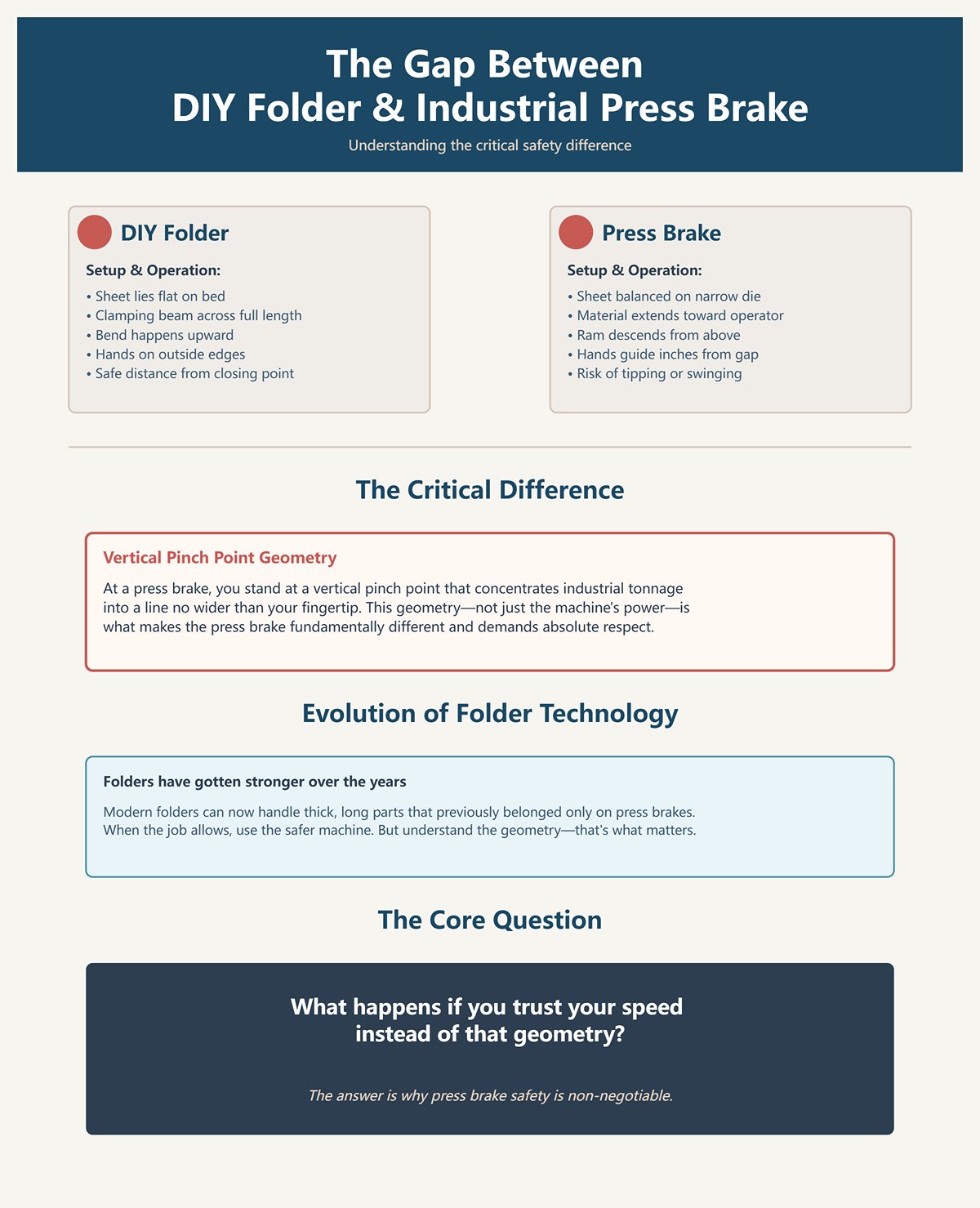
Imagina uma chapa de 3 m de espessura 14 g num equipamento moderno. Está deitada sobre a mesa. A viga de aperto desce ao longo de todo o comprimento. A dobra acontece para cima, afastando‑se do teu corpo. As tuas mãos estão nas extremidades, longe de qualquer zona de fecho.
Agora imagina essa mesma chapa numa quinadeira industrial. Está equilibrada sobre uma matriz inferior estreita, projetando‑se na tua direção. O êmbolo desce de cima. O material pode tombar, dobrar ao contrário ou balançar se avaliares mal o peso. As tuas mãos guiam‑no a poucos centímetros de uma abertura que se fechará até zero.
As quinadeiras manuais tornaram‑se mais potentes ao longo dos anos. Algumas já suportam peças espessas e compridas que antes só se faziam em quinadeiras industriais. Ótimo. Usa a máquina mais segura quando o trabalho o permitir.
Mas quando estás diante de uma quinadeira industrial, estás frente a um ponto de aperto vertical que concentra toneladas de força industrial numa linha da largura da ponta de um dedo. Essa geometria faz toda a diferença.
Então o que acontece se confiares na tua rapidez em vez dessa geometria?
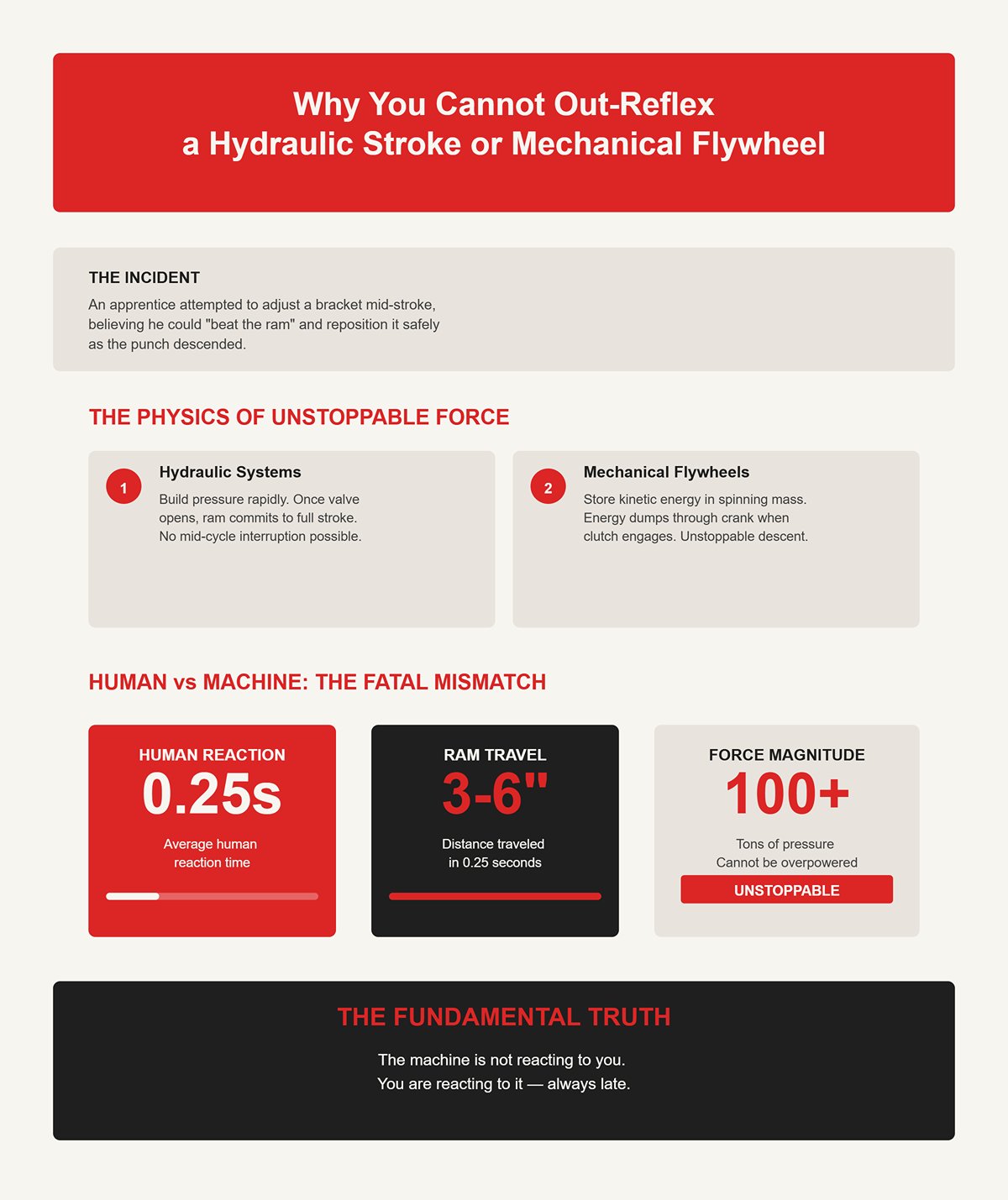
Certa vez, um aprendiz tentou “vencer” o êmbolo. Segurava um pequeno suporte, percebeu que não estava bem colocado e achou que o endireitaria com um toque à medida que o punção começava a descer.
Os sistemas hidráulicos criam pressão rapidamente. As quinadeiras de volante mecânico armazenam energia numa massa em rotação e libertam‑na através da manivela. De qualquer modo, assim que a embraiagem engrena ou a válvula se abre, o êmbolo está comprometido até ao fundo do curso.
O tempo médio de reação humana ronda um quarto de segundo. Nesse intervalo, um êmbolo que desça a uma velocidade de fecho moderada pode percorrer vários centímetros. Mais do que suficiente para passar de “espaço seguro” a “esmagado”.”
Não vais conseguir tirar a mão a tempo. Não vais derrotar 100 toneladas com um golpe de pulso. A máquina não reage a ti; és tu que reages a ela, sempre tarde.
E isso é antes mesmo de falarmos da mentira que contas a ti próprio instantes antes de ignorar um passo.

É sempre a peça pequena. Duas dobras. “Não me vou preocupar com o batente traseiro.” “Vou só segurá-la.” “O pé já está no pedal.”
Essa frase — apenas uma dobra rápida — é a forma como se entra inadvertidamente na zona de perigo.
Por isso, cria-se um ritual e não se quebra:
Faz sempre da mesma forma. Em voz alta, se for preciso.
Porque a prensa dobradeira não é um assistente prestável. É um multiplicador de força com uma zona de impacto definida. Quando se entra nessa zona sem disciplina, ela não avisa, não discute e não perdoa.
Fecha-se.
E tudo o que estiver entre o punção e a matriz fica mais achatado do que estava — aço, luva ou os ossos da tua mão.
Vi um veterano — vinte anos de experiência — dobrar uma caixa de quatro lados. Terceira aba, folga apertada. Quando o êmbolo desceu, a perna já dobrada dessa peça levantou-se e prendeu a mão enluvada contra a face do êmbolo. Não entre o punção e a matriz. No alto. Zona de flange invertida. O metal não o cortou. Perfurou a luva e abriu-lhe a mão como um fecho.
Manteve todos os dedos. Por pouco.
Relatórios governamentais de acidentes mostram que quase metade dos acidentes com prensas dobradeiras terminam em amputação de dedos ou mãos. Eis o que a maioria dos operadores novatos não percebe: muitas dessas lesões não acontecem durante o esmagamento dramático descendente. Ocorrem durante trocas de ferramentas, alinhamento de peças, dobra de caixas — momentos em que as mãos se deslocam para áreas não cobertas pelas proteções padrão. Uma análise do setor concluiu que a maioria das lesões ocorreu em zonas fora do evidente ponto de aperto frontal.
Portanto, se o espaço entre as lâminas não é toda a história, onde começa e termina realmente a zona de perigo?
Fica em frente a uma prensa com o êmbolo no ponto morto superior. Há espaço entre o punção e a matriz. Ar. Ar que parece seguro.
Agora pressiona o pedal.
Esse espaço aberto colapsa num V que se estreita. A ponta do punção entra na abertura da matriz. A força concentra-se ao longo de uma linha não mais larga que a ponta de um lápis. A chapa resiste até atingir o seu limite elástico — o ponto de tensão em que deixa de voltar à forma original e começa a deformar-se permanentemente. A partir daí, a pressão aumenta rapidamente. Numa máquina de 150 toneladas, podes estar a aplicar dezenas de milhares de libras por polegada linear ao longo da dobra.
O ar acabou de se tornar um torno.
O principal ponto de aperto é óbvio: o espaço que se fecha entre o punção e a matriz. Mas observa uma chapa comprida durante a descida. A extremidade dianteira pode descer. A traseira pode subir. Se estiveres a fazer uma dobra em caixa, as abas previamente formadas rodam para cima em direção à face do martelo. Isto cria pontos de aperto secundários — metal contra o martelo, metal contra a estrutura, metal contra a tua mão a segurar a peça.
De qualquer forma, uma vez que a embraiagem é acionada ou a válvula se abre, o martelo está comprometido até ao fundo do curso.
Não tens oportunidade de renegociar a posição da tua mão a meio do movimento. E seja o que for que estiver entre o punção e a matriz fica mais achatado do que estava — aço, luva ou os ossos da tua mão.
Por isso, mapeias o perigo antes de iniciares o ciclo:
Falhas um, e a máquina vai-te ensinar anatomia da forma mais dolorosa.
Mas o esmagamento não é a única violência que esta máquina pode exercer, pois não?
Uma oficina em 2023 dobrou uma chapa de aço de alta resistência de 10 mm — material forte, do tipo que reage. A meio do curso, o material fraturou-se ao longo da linha de dobra. Em vez de formar corretamente, abriu. Uma das metades projetou-se para cima e para fora. O operador não teve tempo de reagir. A chapa atingiu-o na cabeça e matou-o.
Isso não foi um aperto. Foi um projétil.
Eis o mecanismo. Durante a dobra, a superfície exterior do metal estica em tração, enquanto a superfície interior se comprime. Os aços de alta resistência têm menor ductilidade — não se esticam muito antes de rachar. Se o raio de dobra for demasiado apertado ou a força demasiado elevada, o lado em tração pode ultrapassar a resistência máxima do material. Falha subitamente. A energia elástica armazenada liberta-se num estalido. A extremidade livre chicoteia.
Em peças longas, mesmo sem fratura, a chapa comporta-se como uma alavanca. O punção é o fulcro. À medida que a dobra se forma, o braço livre roda para cima. Quanto mais longo e pesado for esse braço, mais impulso transporta. Se estiveres inclinado para “ver a linha”, o teu rosto está dentro do arco.
Pensas que estás a guiar uma dobra. A máquina está a armar uma mola.
Portanto, a zona de perigo não é só abaixo do punção. É o raio de oscilação da peça e a possível trajetória de voo se o metal ceder em vez de deformar. E não há luz de aviso para isso.
Se existe a possibilidade de aço a voar, por que razão os novatos continuam obcecados com arestas afiadas?
Sim, a chapa corta. Já fechei mais ferimentos em antebraços do que gostaria de contar.
Mas cortes sangram. Amassamentos mutilam.
Relatórios da indústria mostram que uma grande percentagem das lesões com prensas de travão ocorre em áreas não protegidas pelos resguardos frontais padrão — locais como a zona da aba invertida de que falei. Os operadores assumem que o perigo é o gume cortante do punção. Por isso mantêm os dedos afastados da ponta. Ótimo. Entretanto, a outra mão está a segurar uma aba lateral que está prestes a subir e a embater numa parede de aço fixa com autoridade hidráulica por trás.
As arestas cortantes ferem por contacto. Os pontos de esmagamento ferem por concentração de força.
É a força que remove os dedos.
Quando um painel de calibre 12 roda e prende os teus nós dos dedos contra a face do êmbolo, não precisa de ser afiado. Só precisa de massa e de um vão a fechar-se. Os ossos falham com algumas milhares de libras de carga compressiva. Uma prensa de travão fornece isso de forma casual, repetida, sem fadiga.
Portanto, pára de pensar em “lâmina”. Começa a pensar em “geometria a fechar sob carga”.”
E o que acontece quando a geometria e a carga não concordam com o próprio metal?
Já vi uma prensa de travão gemer — estrutura a fletir, motor a esforçar-se — porque alguém definiu a tonelagem para aço macio e introduziu em vez disso uma liga de alta resistência. A linha de dobra mal se moveu. A pressão aumentou.
Aqui está a matemática em linguagem simples. Cada material tem um limite de escoamento (quando começa a deformar-se permanentemente) e uma resistência à tração última (quando rasga). Os aços de alta resistência podem requerer significativamente mais tonelagem para a mesma espessura e raio. Se subcalcular, a máquina pode parar ou sobrecompensar. Se reduzir demasiado a abertura da matriz para “forçar a dobra”, sobrecarrega as fibras externas com tensão.
Há aqui dois maus resultados.
Um: a máquina atinge a capacidade antes de a peça ceder. Os componentes sofrem cargas próximas dos seus limites de projeto — ferramentas, fixadores, até a estrutura. Falhas nesse nível são violentas.
Dois: o metal fratura em vez de se formar. É quando o teu retorno se transforma em estilhaços.
A prensa de travão é um multiplicador de força, sim. Mas não é mais inteligente do que a configuração. Aplicará o que lhe ordenares até que o aço ceda ou outra coisa o faça.
Se não souberes a resistência do material, a largura da matriz e a tonelagem necessária antes de pisares no pedal, estás a apostar carne contra física.
Agora sabes onde vive a zona de perigo: abaixo do punção, acima da matriz, ao longo do arco de rotação, contra a face do êmbolo e em qualquer ponto onde a energia armazenada possa libertar-se. A máquina é um predador industrial enjaulado — imóvel como pedra até ser acionada, depois imparável dentro do seu alcance de ataque.
A única questão que resta é como evitas entrar nesse alcance desprevenido.
| Secção | Conteúdo |
|---|---|
| Tópico | Tonelagem vs. Resistência à Tração: O que acontece quando o metal vence? |
| Cenário do Mundo Real | Uma prensa de travão força-se — estrutura a fletir, motor a trabalhar — quando a tonelagem é definida para aço macio mas se utiliza uma liga de alta resistência. A dobra mal se move enquanto a pressão aumenta. |
| Propriedades Principais do Material | Limite de Escoamento: Ponto onde o metal começa a dobrar permanentemente. Resistência máxima à tração: Ponto onde o metal se rasga. |
| Princípio Central | Os aços de alta resistência requerem significativamente mais tonagem para a mesma espessura e raio. |
| Risco de subcálculo | A máquina pode parar ou sobrecompensar, esforçando componentes próximos dos limites de projeto. |
| Risco de sobrecompensação | Aperto da abertura da matriz para forçar uma dobra aumenta a tensão nas fibras externas do material. |
| Resultado mau #1 | A máquina atinge a capacidade antes que a peça ceda. Ferramentas, fixadores e estrutura podem falhar violentamente sob carga extrema. |
| Resultado mau #2 | O metal fratura em vez de se formar, transformando a peça de trabalho em detritos perigosos. |
| Aviso crítico | Uma prensa dobradora multiplica a força, mas apenas segue os comandos de configuração — aplica força até o material ceder ou outra coisa o fizer. |
| Conhecimento necessário antes da operação | A resistência do material, a largura da matriz e a tonagem necessária devem ser calculadas antes de ativar a máquina. |
| Zonas de perigo identificadas | Abaixo do punção, acima da matriz, ao longo do arco de movimento, contra a face do êmbolo e em qualquer lugar onde a energia armazenada possa ser libertada. |
| Perceção final | A prensa dobradora é um predador industrial — imóvel até ser acionada, imparável dentro do seu alcance de ataque. O operador deve evitar entrar nesse alcance despreparado. |
Há dois invernos, um rapaz no segundo turno carregou uma matriz com uma fissura finíssima a atravessar o ombro. Não se via, a menos que limpasse o óleo e segurasse uma lanterna baixa. Ele não o fez. Primeiro ensaio de dobra numa chapa de 3/8, talvez 120 toneladas distribuídas em 1,2 m. A meio curso, ouviu-se um som como o de um tiro de espingarda. A matriz partiu-se, uma metade saltou de lado, e um estilhaço enterrou-se num suporte de contraplacado a três metros de distância — exatamente onde tinha estado a sua garganta trinta segundos antes.
É assim que ficas fora da zona de perigo: tratas a quinadeira como um predador industrial enjaulado e dás a volta à jaula antes de abrires o fecho.
Um ritual de pré‑voo não é papelada. É a forma de te assegurares de que a força, a geometria e a energia armazenada estão exatamente onde pensas que estão antes de ofereceres as mãos à máquina.
Se o saltares, não estás a “ganhar tempo”. Estás a entrar às cegas no alcance do golpe.
Costumava mandar os aprendizes passar um pano por cada centímetro do punção e da matriz. Não por limpeza — pelo tato. O pano prende onde os olhos passam sem notar. Foi assim que um miúdo encontrou uma ponta de punção deformada que concentraria a carga numa aresta afiada.
Eis o que esses dez minutos realmente cobrem:
Integridade das ferramentas significa procurar raios lascados, ombros da matriz rachados, gripagem (metal arrastado de dobras anteriores) e desgaste irregular. Uma fissura numa matriz altera a forma como a carga se propaga. O aço não distribui a força de modo educado; segue o caminho mais rígido. Um ombro comprometido torna-se um concentrador de tensão. Sob tonelagem, essa tensão concentra-se, propaga a fissura e leva à falha súbita. Quando o aço ferramenta temperado falha, não dobra. Fragmenta-se.
O alinhamento e o assentamento vêm a seguir. Uma matriz não totalmente assente sobre a mesa, ou um punção não centrado no seu suporte, criam carga desigual ao longo do comprimento. Lembra‑te disto: uma quinadeira de 100 toneladas raramente exerce 100 toneladas por todo o comprimento. Pode estar classificada para 100 toneladas em três metros — ou seja, 10 toneladas por 30 cm. Se dobrares uma peça de quase um metro toda encostada à esquerda, estás a pedir que uma secção da estrutura suporte a carga concentrada. Isso torce o martelo. Geometria torcida significa penetração desigual. Penetração desigual significa que um lado encosta primeiro. Agora a tua “dobra ao ar” tornou-se uma operação de semi‑encosto num dos lados, e a tonelagem sobe subitamente.
A condição da máquina é a última verificação antes de ligar. Procura fugas hidráulicas, ouve sinais de cavitação na bomba, verifica o paralelismo do martelo se a máquina tiver ajuste manual. Um sistema hidráulico cheio de ar comprime-se ligeiramente antes de a força se acumular. Esse atraso engana o operador, que pensa que a peça “ainda não está a dobrar”, e aumenta a pressão ou a profundidade. Depois o ar comprime-se completamente, a pressão equaliza e o martelo avança com mais força do que o esperado. A energia acumulada liberta-se na dobra de uma só vez.
Dez minutos. Porque quando o martelo começa a descer, já não podes meter a mão e corrigir o alinhamento. Ficas a ver a geometria fechar-se sobre o que julgaste mal.
E isso levanta a próxima questão: mesmo que as ferramentas estejam perfeitas, como sabes que a máquina não está prestes a exceder o que essas ferramentas — ou a própria estrutura — conseguem suportar?
Vi um oficial tirar do quadro um gráfico de tonelagem como se fosse evangelho. Aço macio de um quarto de polegada, dobra de 1,2 m, matriz em V padrão. Ajustou o número diretamente do gráfico. O que esqueceu? O material no carro era aço inoxidável 304.
O aço macio nos gráficos costuma assumir cerca de 60 000 PSI de resistência à tração. O inox 304 aproxima-se dos 84 000 PSI. Isso dá cerca de 1,4 vezes mais tonelagem necessária para a mesma espessura e abertura de matriz. Mesma geometria. Física diferente.
Carregou no pedal. A máquina gemeu. A dobra mal se formou. Em vez de recalcular, apertou mais a abertura da matriz para “ajudar”. Uma matriz em V mais estreita aumenta a tonelagem necessária porque se força um raio mais apertado. Agora não estava apenas a subestimar — estava a acumular erros. A pressão subiu até ao limite da máquina.
Duas coisas acontecem quando fazes isso.
Primeiro, aproximas-te da tonelagem nominal do travão — mas lembra-te, essa classificação aplica-se a um comprimento de trabalho específico. Concentra a carga numa área e ultrapassas os limites locais antes que o indicador leia “100%”. As estruturas fletirão. Os êmbolos desviam. Os sistemas de segurança ficam desalinhados.
Segundo, sobrecarregas as ferramentas. As operações de encosto total podem exigir cinco vezes a tonelagem da dobra ao ar. Se o valor do teu gráfico era para dobra ao ar (multiplicador 1,0) e, por engano, encostas totalmente porque a profundidade é demasiado grande, podes subir de 30 toneladas para 150 num piscar de olhos.
Isto não é opinião. É mecânica dos materiais. A tensão é igual à força sobre a área. Aumenta a força necessária escolhendo um material mais resistente ou uma matriz mais pequena, e todos os componentes no percurso da carga sentirão esse aumento — o êmbolo, os parafusos, os ombros da matriz.
O teu ritual de cálculo de carga precisa de três números antes de tocares no pedal:
Mede o comprimento total da dobra, não apenas o comprimento da peça no desenho. Se estás a dobrar em duas fases, calcula cada uma. Se estás fora do centro, entende que estás a carregar um lado da estrutura com mais força.
Ignora isso, e não arriscas apenas uma dobra mal feita. Arriscas estilhaçar aço endurecido sob pressão hidráulica e enviar fragmentos à altura do rosto.
Agora já inspecionaste a jaula e mediste a força da mordida do predador. E quanto à carne que estás a aproximar — o teu próprio corpo?
Dobrava condutas de HVAC aos fins de semana para ganhar dinheiro para cerveja. Vi um tipo com o cordão do capuz inclinado sobre um pequeno travão. O cordão desviou-se para o espaço da matriz enquanto ele ajustava uma aba. O êmbolo desceu lentamente — o cordão ficou preso, apertou, puxando-lhe o rosto em direção ao punção antes que ele percebesse o que estava a acontecer. Teve sorte. O tecido rasgou-se.
Roupa larga perto de um travão de prensa não tem a ver com “aparência profissional”. Tem a ver com o risco de enredamento na geometria de fecho. A zona da aba invertida e a folga entre o êmbolo e o batente traseiro não se preocupam se o que é apanhado é aço ou algodão. Elas simplesmente fecham.
As luvas são mais complicadas. Em chapa cortante, as luvas resistentes a cortes fazem sentido ao manusear o material fora do curso da prensa. Mas dentro da zona de perigo, as luvas volumosas reduzem o tato. Perdes a perceção fina de onde a ponta do punção está realmente em relação à ponta do teu dedo. Pior ainda, alguns materiais de luva aderem ao aço. Se a peça se desloca e a luva fica presa, a tua mão move-se com ela.
A tua verificação de EPI antes de um trabalho deve ser brutalmente simples:
Esta última é importante por causa do retrocesso de que falámos. Se uma peça de alta resistência fratura sob tensão, liberta energia elástica rapidamente. A proteção ocular não vai travar uma chapa, mas vai travar lascas e fragmentos de uma matriz lascada ou de uma aresta rachada.
Ignora a disciplina de vestuário e não vais perder tecido. Vais perder pele do osso da face até ao queixo.
Então já verificaste o aço, a matemática e o teu próprio corpo. Falta uma peça antes de acordares o animal.
Uma vez vi um pedal ficar preso porque aparas de metal se acumularam sob a protecção. O operador deu-lhe um toque para ajustar a posição dos pés. O êmbolo começou a descer.
Os dispositivos de segurança só o são se funcionarem hoje, não no mês passado.
Antes do primeiro ciclo, testam‑se três coisas:
Carrega no botão de emergência com a máquina ligada mas inativa. Verifica se o controlo realmente liberta a pressão hidráulica ou desengata a embraiagem. Reconfigura e confirma que o sistema exige um reinício deliberado. Se uma paragem de emergência apenas interrompe o movimento mas deixa a pressão presa no sistema, precisas de saber disso.
Pressiona e larga o pedal sem material. Deve regressar livremente, sem prender, sem atraso. As protecções sobre o pedal impedem ativações acidentais causadas por peças caídas ou movimentos dos pés.
Interrompe o feixe da cortina de luz com um pedaço de sucata enquanto o êmbolo está no modo de aproximação lenta. O êmbolo deve parar ou recusar-se a realizar o ciclo. Se não o fizer, essa parede invisível em que confias os teus dedos é imaginária.
De qualquer forma, quando a embraiagem engata ou a válvula se abre, o êmbolo está comprometido até ao fundo do curso. Os dispositivos de segurança são a tua última negociação antes do compromisso.
Se saltares este ritual, estás a apostar os teus tendões, as tuas articulações e os ossos de meio polegar dos teus dedos na esperança de que tudo funcione exatamente como o.
Kid named Alvarez tried to “beat” the ram on a 2-inch tab.
Short part. Thin mild steel. He figured he could hold it with two fingers, let the punch kiss it, then pull away as it bent. Ram was in slow approach. Looked gentle. He misjudged the travel by maybe a quarter inch. The punch pinned the tab, the tab pivoted, and his fingertip was between steel and die shoulder.
They swept up the bone chips with a magnet.
You’ve inspected the cage. You’ve tested the pedal. Now the ram is moving. The question isn’t whether the brake is safe. The question is whether your hands ever cross into the predator’s strike range once it commits. And whatever is between punch and die becomes flatter than it was—steel, glove, or the bones in your hand.
Nearly half of mechanical power press injuries end in amputation. That’s not because the machines are unpredictable. It’s because hands drift across an invisible line operators convince themselves they can manage.
So we make the line visible.
Perdi metade do meu dedo indicador esquerdo num trabalho que “só precisava de um pequeno ajuste”. Naquela altura, não havia proteções. Nem cortina de luz. Apenas eu, uma pequena flange e a crença de que a experiência te dá reflexos.
Não é assim.
Fica de pé em frente a uma prensa e olha para a matriz inferior. A abertura em V é o perigo óbvio. Os principiantes fixam-se ali. Mas 83% das lesões reportadas acontecem fora da zona onde as proteções foram concebidas para atuar — durante flanges invertidas, quando o material dobra para cima contra o êmbolo, criando um novo ponto de compressão por trás do que é visível.
A zona de perigo não é uma ranhura. É um volume.
Define-a fisicamente antes de correres a primeira peça. Traça um plano vertical imaginário alinhado com a borda frontal da matriz inferior. As tuas mãos nunca cruzam esse plano depois de a peça estar encostada ao batente traseiro e estiveres prestes a iniciar o ciclo. Não para “ajustar”. Não para “estabilizar”. Não para “só verificar o alinhamento”.”
Permanente significa permanente.
O teu protocolo de colocação das mãos é brutalmente simples:
Polegares na superfície superior, nunca a envolver as arestas Palmas planas, dedos estendidos para longe da abertura da matriz Mãos totalmente retraídas antes de o pé tocar no pedal
Esse último movimento não é negociável. Mãos livres. Pausa. Depois pedal. Separa os movimentos para que o teu cérebro não os confunda.
Os dispositivos de deteção de presença ajudam. As cortinas de luz param o êmbolo durante a aproximação. Mas mesmo com sensores, ainda ocorrem ferimentos — porque, uma vez que a embraiagem entra em ação ou a válvula abre, o êmbolo está comprometido até ao fundo do curso. A tecnologia ganha milissegundos. A disciplina ganha dedos.
Deixa os nós dos dedos ultrapassarem esse plano e a matriz cortá-los-á à altura da articulação.
Então, o que acontece quando a peça é demasiado pequena para obedecer a essa regra?
Observei um profissional com 20 anos de experiência usar uma matriz Roto em pequenos suportes — retornos de 1 polegada, muitas repetições. Já tinha feito milhares. Segurava cada peça entre o indicador e o polegar, toque rápido no pedal, dobra perfeita.
Até que uma ficou presa à ponta do punção.
Quando ficou ali pendurada, ele estendeu a mão instintivamente para a descolar enquanto o êmbolo recuava. A peça soltou-se e caiu, o dedo seguiu-a para a frente, e a matriz superior desceu no ciclo seguinte antes de ele conseguir afastar a mão.
A experiência não o traiu. A confiança sim.
As peças pequenas são traiçoeiras porque convidam ao controlo com as pontas dos dedos. Quanto mais curta a flange, mais perto os dedos precisam estar para a estabilizar — a menos que recuses essa premissa.
Se uma peça não puder ser segurada com as mãos completamente fora do plano proibido, não uses as mãos.
Usa:
Alicates de bloqueio com mordentes planos Dispositivos de fixação magnéticos ou mecânicos Gabaritos personalizados que ampliam a superfície de manuseio
Os alicates de bloqueio transformam uma lingueta de 1 polegada num cabo de 6 polegadas. Uma simples tira dobrada, soldada provisoriamente como pega temporária, mantém a carne afastada do aço. As oficinas que dizem que os gabaritos “demoram demasiado tempo” são as mesmas que normalizam violações graves de proteção 88%.
E aqui está a armadilha dentro da armadilha: a maioria das lesões não ocorre durante o ciclo principal da prensa. Acontecem durante o alinhamento e a remoção da peça, quando o operador pensa que a máquina está “entre” ações. Metes a mão enquanto o êmbolo está parado no ponto morto superior. O pé desliza. O pedal é tocado. E lá vem ele para baixo.
De qualquer forma, uma vez que a embraiagem é acionada ou a válvula se abre, o martelo está comprometido até ao fundo do curso.
Segura uma lingueta de 1 polegada com os dedos nus dentro do espaço da matriz, e estás a oferecer as falanges distais — os pequenos ossos nas pontas dos dedos — para serem esmagados.
Peças pequenas manuseadas. Mãos fora do volume. Bom.
Agora, como impedir que uma chapa grande se desvie sem te tornares o seu grampo?
Curvava condutas de AVAC aos fins de semana por dinheiro para cerveja. Grandes secções de 5 pés de chapa 22. Leves, flácidas e apenas suficientemente incómodas para te fazer querer empurrá-las com a anca para as endireitar enquanto carregas no pedal.
Vi um tipo fazer exatamente isso — mão esquerda a segurar a aba, pé direito no pedal, corpo torcido. A chapa deslizou do dedo do batente traseiro cerca de meia polegada. Ele empurrou para a voltar a posicionar enquanto o êmbolo descia. Os nós dos dedos encontraram a parte inferior do punção.
Os batentes traseiros existem para retirar as tuas mãos das decisões. São paragens ajustáveis na parte traseira da mesa que definem a profundidade da dobra pela posição, não pela sensação. Se estás a forçar uma chapa para a alinhar enquanto o ciclo decorre, estás a substituir uma referência mecânica pelo teu pulso.
Ajusta o batente. Confirma o contacto. E depois larga.
Se o material se levantar durante a dobra — comum em abas invertidas — usa grampos de fixação ou dobras em etapas, não a tua palma. O arco de levantamento é parte da zona de perigo. Lembra-te que a prensa é um multiplicador de força com um alcance de impacto definido. Quando o aço salta, armazena energia. Quando a liberta, move-se rápido.
A tua rotina de alinhamento deve sempre incluir:
Batente traseiro ajustado e bloqueado antes da primeira peça Dobra de teste para confirmar a posição sem correções manuais durante o curso Grampos ou suportes para chapas grandes, nunca o peso do corpo
A estabilização manual parece mais rápida. Não é. Apenas transfere o trabalho de resistir à tonelagem das ferramentas endurecidas para os pequenos tendões que estendem os dedos.
Usa a tua mão como um grampo sob carga, e os tendões extensores na parte de trás das tuas articulações irão romper-se antes que o aço ceda.
Grandes chapas sob controlo. Peças pequenas estendidas. Mãos disciplinadas.
Agora adiciona outro humano.
Oficinas pequenas — especialmente as com poucos fundos — adoram dobragens a duas pessoas em peças longas. Um alimenta. Outro aciona o pedal. Parece eficiente.
Investiguei um caso em que o ajudante segurava a extremidade distante de um perfil em “U” de três metros. O operador disse “livre”. O ajudante pensou que significava “livre para ajustar”. Mudou a pega, aproximando-a da matriz, no exato momento em que o pedal desceu.
Sem cortina de luz nesse lado. Sem segundo pedal. Apenas suposição.
Na operação a duas pessoas, a ambiguidade é o verdadeiro perigo. Quem é dono do curso? Quem confirma que as mãos estão fora? Se a resposta for “ambos”, então não é nenhum.
Estabelece-se isso de forma explícita:
Um operador controla o pedal — sempre a mesma pessoa O “livre” verbal é reconhecido por ambos antes de cada ciclo Nenhuma mão dentro do plano proibido a menos que o pé do pedal esteja fisicamente fora do interruptor
Tira o pé. Calcanhar no chão. Mantém-no visível. Porque em pequenas empresas — onde a formação é escassa e a pressão de produção é alta — as falhas de coordenação não são casos raros. São previsíveis.
Não me importa há quanto tempo trabalham juntos. Não me importa se conseguem ler os pensamentos um do outro. O aço não lê pensamentos. Ele segue a força.
Se falh.
You wanted to know how to operate inside the kill zone without becoming part of it.
You don’t trust reflex. You don’t trust experience. You build habits that keep flesh outside a volume of space the machine owns.
Because the brake is calm right up until it isn’t.
And the next question is this: how do you recognize the subtle signs that something about that calm has changed before it takes more than a fingertip?
Uma quinadora não passa de “segura” a “letal” sem primeiro sussurrar.
Aprendi isso da forma mais difícil quando uma quinadora hidráulica que eu operava há quinze anos começou a terminar o curso descendente com uma leve vibração — nada de dramático, apenas um tremor que se sentia mais nas botas do que nos ouvidos. O rapaz ao meu lado disse: “Ela faz isso sempre.” Não fazia. O êmbolo estava a hesitar no último meio centímetro porque uma válvula ficava presa com o calor. Parámos a máquina. Na manhã seguinte, o técnico desmontou o coletor e encontrou riscos que teriam transformado aquela hesitação num solavanco.
E tudo o que estiver entre o punção e a matriz fica mais achatado do que estava — aço, luva ou os ossos da tua mão.
Você já sabe que a zona de risco é definida pelo espaço. Agora precisa entender que também é definida pelo comportamento. As máquinas mudam de comportamento antes de falhar. A questão não é se o avisam. É se você se treinou para ouvir o aviso em vez de discutir com ele.
Trabalhei a dobrar condutas de HVAC aos fins de semana para ganhar uns trocos, e uma das quinadoras mecânicas antigas fazia um som como um fecho éclair a cada três golpes. Não era alto. Nem dramático. Apenas errado. O dono da oficina dizia que era “característica”. Duas semanas depois, a base de uma matriz partiu-se por completo porque tinha estado a balançar no suporte.
O aço comunica através da vibração muito antes de partir.
Ranger significa fricção onde não deveria haver nenhuma — muitas vezes desalinhamento entre o punção e a matriz ou contaminação nas guias (as superfícies deslizantes que orientam o êmbolo). O travamento dá a sensação de que o êmbolo tem de fazer mais esforço a meio do curso, abrandando ligeiramente à medida que a pressão aumenta. Vibrações incomuns na estrutura podem significar tonelagem desigual ao longo da mesa, especialmente com cargas descentralizadas.
Eis o que deve verificar antes de voltar a ciclar:
Uma quinadora em bom estado tem um ritmo. Descida. Contato. Moldar. Subida. Quando esse ritmo falha, algo está a resistir à força que antes suportava facilmente. O calor pode dilatar componentes. As ferramentas podem assentar de forma irregular. Os sistemas hidráulicos podem amolecer gradualmente antes de perderem pressão por completo, tal como o pedal de travão de um camião que endurece quando se bombeia — até deixar de o fazer.
Se ignorar esse primeiro soluço, está a apostar os seus dedos na hipótese de que a fricção se corrija sozinha.
Não vai.
Uma vez vi um aprendiz tentar “salvar” uma dobra torta metendo a mão a meio do curso para endireitar o painel. Achava que era mais rápido que o êmbolo. Seja como for, uma vez que a embraiagem engata ou a válvula abre, o êmbolo está comprometido até ao fundo do curso.
Isso é física, não política.
Abortar um ciclo não é questão de pânico. É questão de reconhecimento. Se vir a peça a levantar-se do ombro da matriz, se ouvir um estalido agudo que não é o som normal de corte do material, se o êmbolo abrandar inesperadamente sob uma carga que já executou centenas de vezes — esse é o momento.
Nas quinadoras hidráulicas modernas, use o botão de paragem do controlo ou liberte totalmente o pedal, se a máquina for concebida para recuar ao libertar. Nas máquinas mecânicas de volante, pode não ter esse luxo; uma vez engatadas, completam o curso. Saiba em qual está a trabalhar antes de confiar nos seus reflexos.
E quando abortar, siga três regras:
Nunca persegas um êmbolo em movimento. Nunca “ajudes” um dobramento a terminar.
Porque, se errares o tempo por meio segundo, as falanges distais — os pequenos ossos nas pontas dos dedos — serão esmagadas antes de o teu cérebro terminar a decisão.
Chapa grande. Um quarto de polegada. Carga descentralizada. Vi uma folha rodar ligeiramente enquanto o punção descia, apenas o suficiente para mostrar que o batente traseiro não estava bem assente. O operador tentou segurá-la com a palma da mão.
A máquina ganhou essa discussão.
Quando uma peça roda ou desliza durante uma dobra, está-te a indicar uma de três coisas: o batente traseiro não está alinhado, a superfície do material está contaminada (o óleo reduz o atrito), ou a distribuição da força é desigual na abertura da matriz. Às vezes é mais subtil — desgaste da ferramenta que faz a peça procurar um caminho de menor pressão.
Não corriges a rotação com força física. Reconfiguras as condições.
Se o deslizamento se repetir em peças idênticas, suspeita de desgaste da ferramenta ou deflexão da estrutura sob carga. Isso não é um “problema da peça”. É o predador a mover-se dentro da sua jaula.
Eis a verdade incómoda: alguns falhanços são silenciosos. O calor acumulado pode expandir componentes sem chiar nem ranger. Um excesso de força pode esticar fixações microscopicamente antes de algo parecer errado. É por isso que não confias apenas no som. Observas padrões — leituras de pressão, consistência das peças, força necessária. Se a dobra de hoje exige mais curso de pedal do que a de ontem para o mesmo material, isso é informação.
Ler a máquina não é misticismo. É atenção disciplinada.
Deixas de discutir com pequenas variações. Registas-as. Ages cedo, quando o único risco é sucata.
Porque, quando a mudança se torna dramática, a zona de perigo não se moveu.
Foste tu.
O rapaz do segundo turno uma vez desligou um travão “só para a noite” e deixou o êmbolo suspenso a uma polegada acima da matriz. O sistema hidráulico perdeu pressão enquanto ele dormia. De manhã, o colega chegou, estendeu a mão para limpar uma rebarba e o êmbolo desceu essa última polegada como uma mandíbula a fechar-se.
Nada de dramático. Apenas o peso a concluir o que a pressão começou.
Já sabes que tens de ler o comportamento da máquina antes que ela te morda. Isso é consciência. Mas a consciência desvanece quando estás cansado, apressado ou aborrecido. Uma estrutura é o que te ampara quando a tua atenção falha.
Aqui está a parte menos óbvia: não constróis segurança reagindo melhor. Constróis segurança assegurando que a máquina está sem energia — sem pressão acumulada, sem massa suspensa, sem curso a meio — sempre que te afastas, mesmo que seja por trinta segundos.
Energia zero significa três coisas, e apenas três:
Se ignorares esse ritual uma vez porque “vai só demorar um segundo”, estás a ensinar às tuas mãos que a zona de perigo por vezes é negociável. Não é.
Num atelier não te elevas à altura da ocasião. Cais até ao nível dos teus hábitos.
Portanto, o verdadeiro sistema não é uma prancheta nem uma folha de validação. É isto: cada dobra começa e termina com a máquina numa condição em que, se desmaiares, nada se move.
Isso parece exagerado até perguntares a ti próprio o que acontece quando o cansaço chega à décima hora em vez da oitava.
Vi um homem cortar a palma da mão numa rebarba tão pequena que parecia cotão. Ele sobressaltou-se. O cotovelo bateu no pedal. O êmbolo desceu duas polegadas antes de ele se recompor.
O travão não causou aquele corte. O último operador é que causou.
A disciplina pós-dobra não é arrumação. É controlo de força por procuração. As rebarbas são caos armazenado — minúsculas lâminas que desencadeiam reflexos. Os reflexos são violentos e rápidos. E tudo o que estiver entre o punção e a matriz ficará mais achatado do que estava — aço, luva ou os ossos da tua mão.
Após cada execução, fazes três coisas:
Nota o que falta? Nada de “limpeza rápida”. Nada de “apanho isso mais tarde”. Levas o ciclo até ao zero. Deixas o predador sentado de volta na sua jaula, não a meio de um salto.
E é aqui que a maioria das oficinas erra: fazem uma pausa, mas não neutralizam. Na cirurgia, uma breve pausa só reduzia erros quando a pressão dentro do abdómen era realmente libertada. O mesmo princípio aplica-se aqui. Uma pausa sem despressurizar o risco é apenas um descanso antes do próximo erro.
Por isso, quando paras, removes energia. Não apenas movimento. Energia.
Porque o próximo operador podes ser tu amanhã, com menos sono e reflexos mais lentos.
Dobrei condutas de AVAC aos fins de semana para ganhar dinheiro para cerveja, e aprendi algo feio sobre mim por volta das 21h45. As peças estavam empilhadas, o objetivo atingido, e o meu cérebro já estava a gastar o salário de amanhã antes de terminar o golpe de hoje.
É aí que os pequenos desvios deixam de parecer importantes.
A fadiga não se anuncia com bocejos. Em turnos industriais longos, os operadores podem entrar em micro-sono—segundos de cada vez—sem se aperceberem. O tempo de reação alonga-se. O discernimento enfraquece. Nas rotações noturnas, acontece mais cedo e atinge mais forte porque o teu ritmo circadiano—o relógio interno do corpo—está a lutar contra ti.
Por isso, a última dobra do dia não é perigosa por ser a última.
É perigosa porque pensas que já acabaste.
O teu protocolo de reinício no fim do turno não é opcional:
Esta última parece parva. Ótimo. Obriga o cérebro pensante a voltar a ligar-se.
Estás a interromper o piloto automático. Estás a provar que ainda estás presente.
De qualquer forma, assim que a embraiagem se engata ou a válvula se abre, o êmbolo está comprometido até ao fundo do curso. Se o teu cérebro se desligar meio segundo antes, os teus metacarpos—os ossos longos da mão—vão pagar por isso.
O reinício não tem a ver com confiança.
Tem a ver com desconfiança da tua própria fadiga.
O que levanta a próxima questão: como sabes quando estás pronto para assumir trabalhos mais complexos sem que essa desconfiança se transforme em paralisia?
Vi um aprendiz que conseguia dobrar no ar suportes simples o dia todo. Suave. Calmo. Depois passámo-lo para pequenas peças de aço inox—leves, repetitivas, com menos de 25 libras. Em menos de uma hora, os pulsos estavam soltos, as peças mal posicionadas, os toques no batente traseiro apressados.
Complexo nem sempre significa pesado.
Às vezes significa repetitivo numa máquina superdimensionada para a tarefa, onde a fadiga se acumula silenciosamente e os maus hábitos se consolidam rapidamente.
Graduas-te quando três coisas são verdade:
Notaste o que não está nessa lista? Velocidade. Contagem de peças. Confiança.
A competência mede-se pelo que recusas fazer.
A mentalidade de energia zero transforma a quinadeira de uma ferramenta que “operas” num multiplicador de força que geres. Deixas de perguntar: “Consigo fazer esta dobra?” e passas a perguntar: “A máquina está num estado em que nada inesperado pode mover-se?”
Essa pergunta molda cada movimento que fazes—onde te colocas, quando te aproximas, como libertas as peças, quando chamas a manutenção.
Leva isto contigo: segurança não é uma reação ao perigo. É uma condição permanente que crias antes, durante e depois de cada curso.
A zona de risco nunca encolhe.
A tua disciplina decide se alguma vez entras nela.


















