

Il avait une petite plieuse à feuilles de 4 pieds dans son garage. Il pliait des conduits de CVC le week‑end. La première semaine dans mon atelier, il s’est planté devant une presse plieuse de 175 tonnes, a passé sa main sur la matrice inférieure et a dit : “ Même chose, juste en plus grand. ”
La machine n’avait pas l’air en colère. Juste de l’acier. Silencieuse. En attente.
C’est comme ça qu’elle t’attrape.
J’ai vu une plaque de 1/4 de pouce se plier comme du carton sous 150 tonnes. Sans drame. Le vérin est descendu, l’acier s’est rendu, et la charpente du bâtiment a eu un petit frisson que tu pouvais sentir dans tes bottes.
Une plieuse d’atelier fonctionne par levier et par ton poids corporel. Tu tires une poignée ; la barre de serrage se soulève ; la tôle se plie parce que tu es plus fort que le métal mince. Tu ressens la variation de résistance dans tes paumes. Tu fais partie de la boucle de retour.
Une presse plieuse n’a pas besoin de toi. Elle multiplie la force grâce à l’hydraulique ou à un système à volant jusqu’à ce que l’acier cède. Une fois la course engagée, elle va jusqu’au bout. Elle ne te demande pas si tes doigts sont encore entre le poinçon et la matrice.
Si tu penses utiliser un “ grand outil à main ”, tu bougeras comme tel. Et c’est l’erreur qui coûte des os.
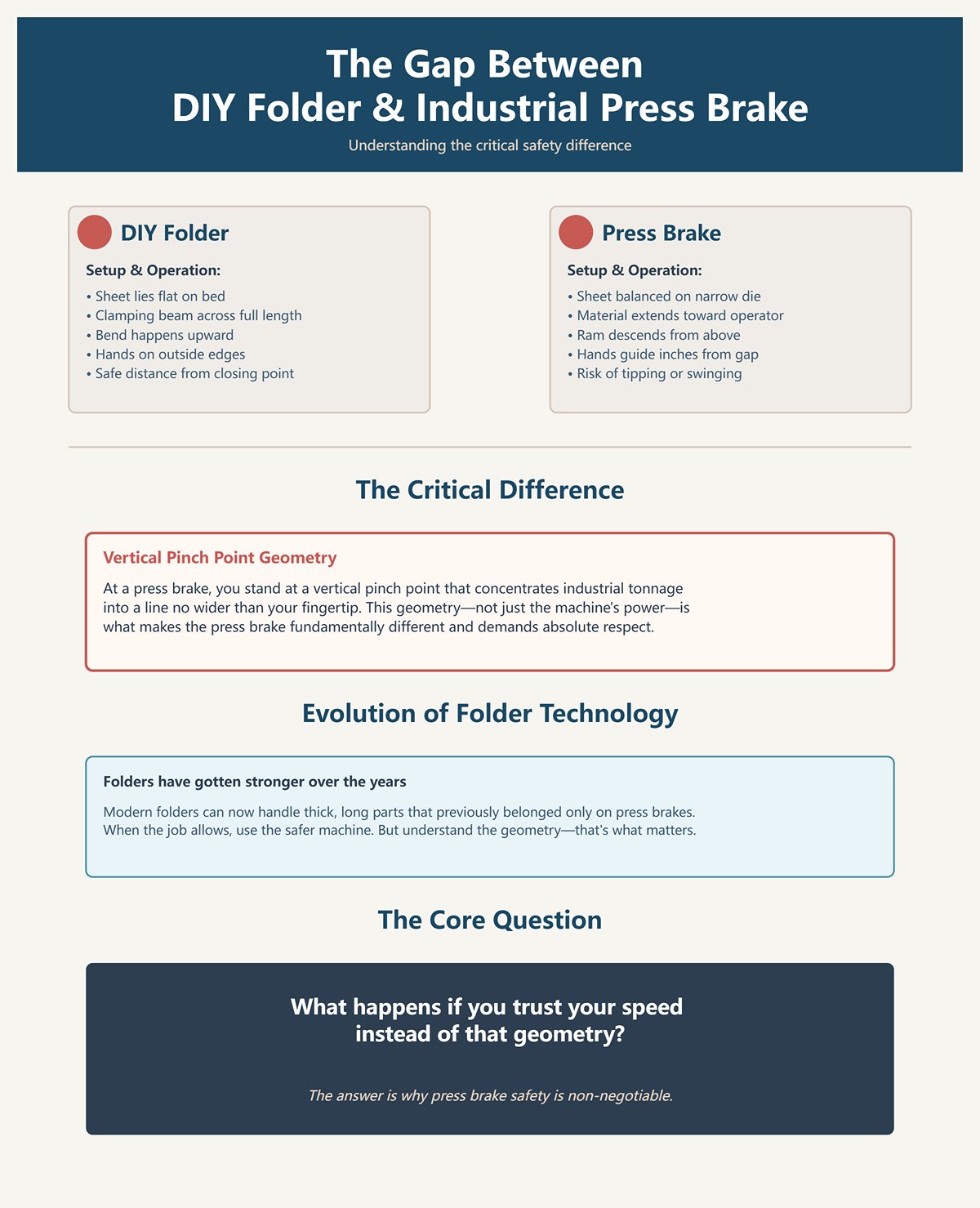
Imagine une tôle de 10 pieds de calibre 14 sur une plieuse moderne. Elle repose à plat sur le lit. La poutre de serrage descend sur toute la longueur. Le pli se forme vers le haut, à l’écart de ton torse. Tes mains sont sur les bords extérieurs, loin d’une gorge qui se referme.
Maintenant imagine cette même tôle sur une presse plieuse. Elle est en équilibre sur une matrice inférieure étroite, faisant saillie vers toi. Le vérin descend d’en haut. Le matériau peut basculer, se recourber ou osciller si tu juges mal le poids. Tes mains la guident à quelques centimètres d’un espace qui va se réduire à zéro.
Les plieuses sont devenues plus puissantes au fil des années. Certaines peuvent traiter des pièces épaisses et longues qui autrefois ne relevaient que des presses plieuses. C’est bien. Utilise la machine la plus sûre quand le travail le permet.
Mais quand tu te tiens devant une presse plieuse, tu es face à un point de pincement vertical qui concentre des tonnes de force industrielle sur une ligne pas plus large que le bout de ton doigt. Cette géométrie fait toute la différence.
Alors, que se passe‑t‑il si tu fais confiance à ta vitesse plutôt qu’à cette géométrie ?
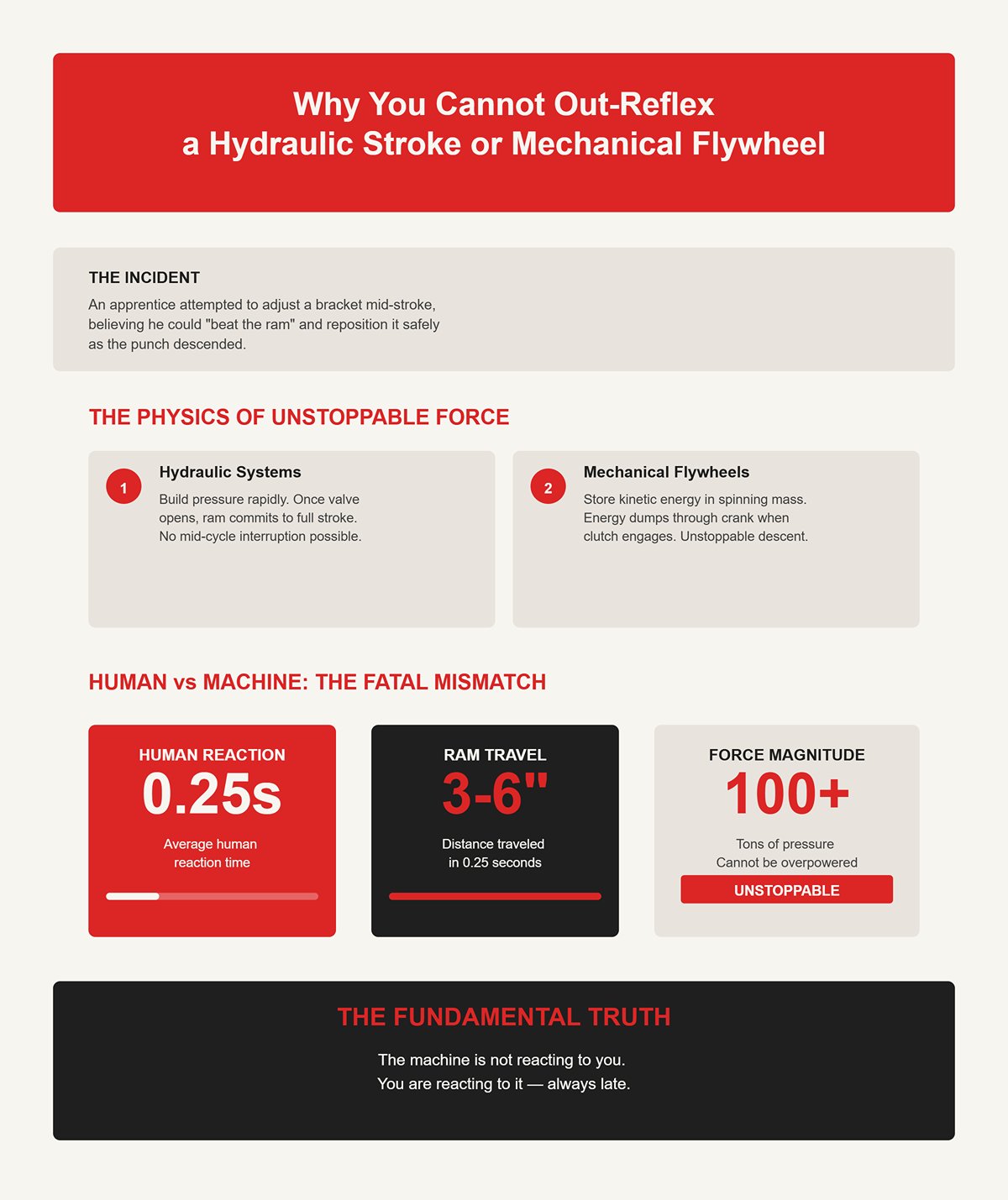
Un jour, un apprenti a essayé de “ battre ” le vérin. Il tenait un petit support, s’est rendu compte qu’il n’était pas bien positionné, et a cru pouvoir le remettre droit au moment où le poinçon commençait à descendre.
Les systèmes hydrauliques développent la pression très vite. Les presses à volant mécanique emmagasinent de l’énergie dans une masse tournante et la libèrent via la manivelle. Dans les deux cas, une fois que l’embrayage s’enclenche ou que la vanne s’ouvre, le vérin est engagé jusqu’en bas de la course.
Le temps de réaction humain est en moyenne d’un quart de seconde. En ce laps de temps, un vérin descendant à une vitesse de fermeture moyenne peut parcourir plusieurs pouces. Bien assez pour passer de “ zone sûre ” à “ écrasé ”.”
Tu ne retireras pas ta main à temps. Tu ne contreras pas 100 tonnes d’un coup de poignet. La machine ne réagit pas à toi ; c’est toi qui réagis à elle, toujours en retard.
Et cela, avant même de parler du mensonge que tu te racontes juste avant de sauter une étape.

C’est toujours la petite pièce. Deux plis. “ Je ne vais pas m’embêter avec la butée arrière. ” “ Je vais juste la tenir. ” “ Mon pied est déjà sur la pédale. ”
Cette phrase — juste un petit pli rapide — c’est ainsi que l’on dérive sans s’en rendre compte dans la zone de danger.
Alors, tu construis un rituel et tu ne le romps jamais :
Fais-le de la même manière à chaque fois. À voix haute s’il le faut.
Parce que la presse plieuse n’est pas un assistant serviable. C’est un multiplicateur de force avec une zone de frappe définie. Lorsque tu entres dans cette zone sans discipline, elle ne te prévient pas, ne discute pas, et ne te pardonne pas.
Elle se referme.
Et tout ce qui se trouve entre le poinçon et la matrice devient plus plat qu’avant — acier, gant ou les os de ta main.
J’ai vu un vétéran — vingt ans d’expérience — plier une boîte à quatre côtés. Troisième rebord, jeu serré. Lorsque le coulisseau descendit, la patte déjà pliée de la pièce se souleva et épingla sa main gantée contre la face du coulisseau. Pas entre le poinçon et la matrice. Plus haut. Zone de rebord inversé. Le métal ne l’a pas coupé. Il a traversé le gant et lui a ouvert la main comme une fermeture éclair.
Il a gardé tous ses doigts. De justesse.
Les rapports gouvernementaux sur les blessures montrent que près de la moitié des accidents de presse plieuse se soldent par une amputation de doigts ou de main. Voici ce que la plupart des nouveaux opérateurs ne voient pas : beaucoup de ces blessures ne se produisent pas pendant l’écrasement spectaculaire vers le bas. Elles surviennent pendant les changements d’outillage, l’alignement des pièces, le pliage de boîtes — des moments où les mains s’aventurent dans des zones que les protections standard ne couvrent pas. Une étude du secteur a révélé que la majorité des blessures se produisent dans des zones situées en dehors du point de pincement frontal évident.
Alors si l’écart de lame n’est pas toute l’histoire, où commence et où finit réellement la zone de danger ?
Tiens-toi devant une presse plieuse avec le coulisseau au point mort haut. Il y a un espace entre le poinçon et la matrice. De l’air. Un air qui semble sûr.
Maintenant, appuie sur la pédale.
Cet espace ouvert se referme en un V qui se rétrécit. La pointe du poinçon pénètre dans l’ouverture de la matrice. La force se concentre le long d’une ligne aussi fine qu’une mine de crayon. La tôle résiste jusqu’à atteindre sa limite d’élasticité — le point de contrainte où elle cesse de revenir en place et commence à se déformer de manière permanente. Au-delà, la pression augmente rapidement. Sur une machine de 150 tonnes, on peut exercer des dizaines de milliers de livres par pouce linéaire sur le pli.
L’air vient de devenir un étau.
Le principal point de pincement est évident : l’écart qui se referme entre le poinçon et la matrice. Mais observez une longue tôle pendant la descente. Le bord avant peut s’abaisser. Le bord arrière peut se soulever. Si vous pliez une boîte, les brides préalablement formées pivotent vers le haut en direction de la face du vérin. Cela crée des points de pincement secondaires — métal contre vérin, métal contre châssis, métal contre votre main qui maintient la pièce.
Dans tous les cas, une fois l’embrayage engagé ou la valve ouverte, le vérin est engagé jusqu’au bas de la course.
Vous ne pouvez pas renégocier la position de votre main en cours de mouvement. Et tout ce qui se trouve entre le poinçon et la matrice devient plus plat qu’avant — acier, gant ou les os de votre main.
Alors vous cartographiez le danger avant de lancer le cycle :
En oublier un, et la machine vous enseignera l’anatomie à la dure.
Mais l’écrasement n’est pas la seule violence que cette machine peut infliger, n’est-ce pas ?
Un atelier en 2023 a plié une plaque de 10 mm en acier à haute résistance — du costaud, le genre qui ne se laisse pas faire. En milieu de course, le matériau s’est fracturé le long de la ligne de pliage. Au lieu de se former proprement, il s’est fendu. Une moitié a jailli vers le haut et vers l’extérieur. L’opérateur ne l’a pas vu venir. La plaque l’a frappé à la tête et l’a tué.
Ce n’était pas un pincement. C’était un projectile.
Voici le mécanisme. Lors du pliage, la surface extérieure du métal s’étire en traction tandis que la surface intérieure se comprime. Les aciers à haute résistance ont une ductilité moindre — ils ne s’étirent pas beaucoup avant de se fissurer. Si le rayon de pliage est trop serré ou la force trop élevée, le côté en traction peut dépasser la limite de résistance ultime du matériau. Il cède soudainement. L’énergie élastique accumulée se libère d’un coup sec. L’extrémité libre fouette.
Sur des pièces longues, même sans fracture, la tôle agit comme un levier. Le poinçon est le point d’appui. Au fur et à mesure que le pli se forme, la jambe libre pivote vers le haut. Plus cette jambe est longue et lourde, plus elle emmagasine de la force. Si vous vous penchez pour “ regarder la ligne ”, votre visage se trouve à l’intérieur de l’arc.
Vous pensez guider un pli. La machine, elle, arme un ressort.
Ainsi, la zone de danger ne se situe pas seulement sous le poinçon. C’est le rayon de rotation de la pièce et la trajectoire potentielle si le métal cède au lieu de se déformer. Et vous n’aurez pas de témoin lumineux pour ça.
Si l’acier volant est possible, pourquoi les débutants se concentrent-ils encore sur les arêtes vives ?
Oui, la tôle coupe. J’ai recousu plus d’avant-bras que je ne veux en compter.
Mais les coupures saignent. Les écrasements mutilent.
Les rapports de l’industrie montrent qu’un grand pourcentage des blessures liées aux presses plieuses se produisent dans des zones non protégées par les gardes-frontaux standards — des endroits comme la zone de bride inversée dont j’ai parlé. Les opérateurs supposent que le danger vient du tranchant du poinçon. Alors, ils gardent leurs doigts à l’écart de la pointe. Bien. Pendant ce temps, leur autre main stabilise une bride latérale sur le point de se relever et de frapper un mur d’acier fixe avec toute l’autorité d’un système hydraulique derrière elle.
Les arêtes vives blessent par contact. Les points de pincement blessent par concentration de force.
C’est la force qui arrache les doigts.
Lorsqu’un panneau de calibre 12 pivote et coince vos jointures contre la face du coulisseau, il n’a pas besoin d’être tranchant. Il lui suffit d’avoir de la masse et un espace qui se referme. Les os cèdent sous quelques milliers de livres de charge de compression. Une presse plieuse délivre cela sans effort, à répétition, sans fatigue.
Alors cessez de penser “ lame ”. Commencez à penser “ géométrie qui se referme sous charge ”.”
Et que se passe-t-il lorsque la géométrie et la charge ne s’accordent pas avec le métal lui-même ?
J’ai vu une presse plieuse gémir — châssis se déformant, moteur peinant — parce que quelqu’un avait réglé le tonnage pour de l’acier doux et y avait glissé un alliage à haute résistance à la place. La ligne de pliage a à peine bougé. La pression est montée.
Voici les chiffres en langage clair. Chaque matériau a une limite d’élasticité (le point où il commence à se déformer de façon permanente) et une résistance à la traction ultime (le point où il se déchire). Les aciers à haute résistance peuvent nécessiter un tonnage bien supérieur pour la même épaisseur et le même rayon. Si vous sous-estimez, la machine peut caler ou surcompenser. Si vous serrez trop l’ouverture de la matrice pour “ forcer la courbure ”, vous augmentez brutalement les contraintes aux fibres extérieures.
Deux mauvaises issues se présentent ici.
Première : la machine atteint sa capacité avant que la pièce ne se déforme. Les composants subissent des charges proches de leurs limites de conception — outillages, fixations, voire le bâti. Les défaillances à ce niveau sont violentes.
Deuxième : le métal se fracture au lieu de se former. C’est votre pièce qui se transforme en éclats.
La presse plieuse est un amplificateur de force, oui. Mais elle n’est pas plus intelligente que le réglage. Elle appliquera tout ce que vous lui commandez jusqu’à ce que l’acier cède — ou que quelque chose d’autre le fasse.
Si vous ne connaissez pas la résistance du matériau, la largeur de la matrice et le tonnage requis avant d’appuyer sur la pédale, vous jouez votre chair contre la physique.
Vous savez maintenant où se trouve la zone mortelle : sous le poinçon, au-dessus de la matrice, le long de l’arc de rotation, contre la face du coulisseau et partout où l’énergie accumulée peut se libérer. La machine est un prédateur industriel en cage — immobile comme la pierre jusqu’à ce qu’elle soit déclenchée, puis implacable dans sa portée d’action.
La seule question restante est : comment éviter d’entrer dans cette zone sans préparation ?.
| Section | Contenu |
|---|---|
| Sujet | Tonnage vs résistance à la traction : que se passe-t-il lorsque le métal l’emporte ? |
| Scénario réel | Une presse plieuse peine — châssis se fléchissant, moteur travaillant — quand le tonnage est réglé pour de l’acier doux mais qu’un alliage à haute résistance est utilisé à la place. Le pli bouge à peine tandis que la pression augmente. |
| Propriétés clés des matériaux | Limite d’élasticité : Point où le métal commence à se déformer de façon permanente. Résistance à la traction ultime : Point où le métal se déchire. |
| Principe fondamental | Les aciers à haute résistance nécessitent beaucoup plus de tonnage pour une même épaisseur et un même rayon. |
| Risque de sous-calcul | La machine peut caler ou surcompenser, sollicitant les composants proches de leurs limites de conception. |
| Risque de surcompensation | Réduire l’ouverture de la matrice pour forcer un pli augmente la contrainte sur les fibres externes du matériau. |
| Mauvaise issue #1 | La machine atteint sa capacité avant que la pièce ne se déforme. Les outils, les fixations et le châssis peuvent céder violemment sous une charge extrême. |
| Mauvaise issue #2 | Le métal se fracture au lieu de se former, transformant la pièce en débris dangereux. |
| Avertissement critique | Une presse plieuse multiplie la force mais ne fait que suivre les commandes de réglage — elle applique la force jusqu’à ce que le matériau cède ou qu’autre chose ne le fasse. |
| Connaissances requises avant l’utilisation | La résistance du matériau, la largeur de la matrice et le tonnage requis doivent être calculés avant de mettre la machine en marche. |
| Zones de danger identifiées | Sous le poinçon, au-dessus de la matrice, le long de l’arc de basculement, contre la face du coulisseau, et partout où l’énergie stockée peut se libérer. |
| Observation finale | La presse plieuse est un prédateur industriel — immobile jusqu’à ce qu’on la déclenche, imparable dans son rayon d’action. L’opérateur doit éviter d’entrer dans cette zone sans préparation. |
Il y a deux hivers, un jeune du deuxième poste a chargé une matrice avec une fissure en cheveu traversant l’épaulement. On ne pouvait la voir qu’en essuyant l’huile et en tenant une lampe torche très basse. Il ne l’a pas fait. Premier pli test sur une plaque de 3/8, peut-être 120 tonnes sur quatre pieds. En milieu de course, un bruit de coup de fusil. La matrice s’est fendue, une moitié est partie de côté et un éclat s’est planté dans un rack en contreplaqué à trois mètres — juste là où se trouvait sa gorge trente secondes plus tôt.
C’est ainsi qu’on reste hors de la zone de danger : on traite la presse comme un prédateur industriel en cage et on fait le tour de la cage avant d’en soulever le loquet.
Un rituel de pré-vol n’est pas de la paperasserie. C’est la façon de s’assurer que la force, la géométrie et l’énergie emmagasinée sont bien là où on les croit avant d’offrir ses mains à la machine.
Si on le saute, on ne “gagne pas du temps”. On entre dans le rayon d’action à l’aveugle.
J’avais l’habitude de faire passer un chiffon sur chaque centimètre de poinçon et de matrice aux apprentis. Pas pour la propreté — pour le toucher. Un chiffon accroche là où les yeux glissent. C’est ainsi qu’un jeune a trouvé une pointe de poinçon en forme de champignon qui aurait concentré la charge sur un tranchant.
Voici ce que couvrent réellement ces dix minutes :
L’intégrité des outils signifie qu’on recherche des rayons ébréchés, des épaules de matrice fissurées, du grippage (métal étalé par des plis précédents) et une usure inégale. Une fissure dans une matrice modifie la façon dont la charge s’y répartit. L’acier ne distribue pas la force poliment ; il suit le chemin le plus rigide. Un épaulement compromis devient un concentrateur de contraintes. Sous le tonnage, cette contrainte se concentre, propage la fissure et entraîne une rupture soudaine. Quand l’acier trempé cède, il ne se plie pas. Il se fragmente.
Viennent ensuite l’alignement et l’emplacement. Une matrice non complètement appuyée contre le banc, ou un poinçon mal centré dans son porte-outil, crée une charge inégale sur la longueur. Souvenez-vous : une presse de 100 tonnes n’est que rarement à 100 tonnes partout. Elle peut être donnée pour 100 tonnes sur trois mètres — soit dix tonnes par pied. Si on fait un pli sur une pièce d’un mètre toute à gauche, on demande à une partie du bâti de supporter la charge concentrée. Cela tord la coulisse. Une géométrie tordue signifie une pénétration inégale. Une pénétration inégale veut dire qu’un côté touche le fond avant l’autre. Votre “pliage en l’air” devient alors un partiel fond de matrice d’un côté, et le tonnage grimpe sans avertissement.
L’état de la machine arrive en dernier avant la mise sous tension. Vérifiez les fuites hydrauliques, écoutez la cavitation de la pompe, vérifiez le parallélisme du coulisseau si la machine dispose d’un réglage manuel. Un système hydraulique rempli d’air se comprime légèrement avant que la force ne monte. Ce retard trompe les opérateurs, qui pensent que la pièce “ne plie pas encore”, et augmentent la pression ou la profondeur. Puis l’air se comprime totalement, la pression s’équilibre et le coulisseau pousse plus fort que prévu. L’énergie emmagasinée se libère dans le pli d’un seul coup.
Dix minutes. Parce qu’une fois que le coulisseau commence à descendre, il est trop tard pour corriger un alignement. Vous ne pouvez que regarder la géométrie se refermer sur votre erreur de jugement.
Et cela pose la question suivante : même si les outils sont parfaits, comment savoir si la machine ne va pas dépasser la limite que ces outils — ou le bâti — peuvent supporter ?
J’ai vu un compagnon arracher un tableau de tonnage du mur comme si c’était l’évangile. Acier doux d’un quart de pouce, pli de quatre pieds, matrice en V standard. Il a appliqué le chiffre directement du tableau. Ce qu’il a oublié ? Le matériau sur le chariot était de l’acier inoxydable 304.
L’acier doux dans la plupart des tableaux suppose une résistance à la traction d’environ 60 000 PSI. L’inox 304 est plus proche de 84 000 PSI. C’est environ un multiplicateur de 1,4 du tonnage nécessaire pour la même épaisseur et ouverture de matrice. Même géométrie. Physique différente.
Il appuya sur la pédale. La machine grogna. La pliure se forma à peine. Au lieu de recalculer, il resserra l’ouverture de la matrice pour “ l’aider ”. Une matrice en V plus étroite augmente la tonnage requise parce qu’on force un rayon plus serré. Il ne faisait pas que sous-estimer 40% — il cumulait les erreurs. La pression montait vers la limite de la machine.
Deux choses se produisent quand on fait cela.
Premièrement, on s’approche du tonnage nominal du frein — mais rappelles-toi, cette valeur s’applique sur une longueur de travail spécifique. Si tu concentres la charge en un seul point, tu dépasses les limites locales avant que le manomètre n’indique “ 100% ”. Les cadres se plient. Les vérins fléchissent. Les dispositifs de sécurité se désalignent.
Deuxièmement, tu surcharges l’outillage. Les opérations de matage peuvent nécessiter cinq fois le tonnage du pliage à l’air. Si la valeur de ton tableau concerne le pliage à l’air (multiplicateur 1,0) et que tu mates accidentellement parce que ta profondeur est trop grande, tu peux passer de 30 tonnes à 150 en un instant.
Ce n’est pas une opinion. C’est la mécanique des matériaux. La contrainte égale la force divisée par la surface. Augmente la force requise en choisissant un matériau plus résistant ou une matrice plus petite, et chaque composant du chemin de charge subit cette augmentation — vérin, boulons, épaules de matrice.
Ton rituel de calcul de charge nécessite trois nombres avant d’appuyer sur la pédale :
Mesure la longueur totale de pliage, pas seulement la longueur de la pièce sur le plan. Si tu plies en deux étapes, calcule chacune. Si tu es décentré, comprends que tu charges un côté du cadre plus fortement.
Ignore cela, et tu ne risques pas seulement un mauvais pli. Tu risques de briser l’acier trempé sous pression hydraulique et d’envoyer des fragments au niveau du visage.
Maintenant que tu as inspecté la cage et mesuré la force de morsure du prédateur, qu’en est-il de la viande que tu approches — ton propre corps ?
Je pliais des conduits de climatisation le week-end pour quelques bières. J’ai vu un gars avec les cordons de son sweat à capuche penché sur une petite presse plieuse. Le cordon a dérivé dans l’espace de la matrice pendant qu’il ajustait un bord de tôle. Le vérin est descendu lentement — le cordon s’est pris, s’est tendu, a tiré son visage vers le poinçon avant qu’il comprenne ce qui se passait. Il a eu de la chance. Le tissu s’est déchiré.
Les vêtements amples près d’une presse plieuse ne concernent pas “ l’apparence professionnelle ”. C’est une question d’enchevêtrement dans une géométrie de fermeture. La zone de contre-bride et l’espace entre le vérin et la butée arrière ne font pas la différence entre l’acier et le coton. Ils se ferment, tout simplement.
Les gants sont plus délicats. Sur une tôle tranchante, des gants résistants aux coupures ont du sens lors de la manipulation du matériau, loin de la course du vérin. Mais à l’intérieur de la zone létale, des gants épais réduisent le ressenti tactile. Tu perds la perception fine de l’endroit où se trouve la pointe du poinçon par rapport à ton bout de doigt. Pire, certains matériaux de gants adhèrent à l’acier. Si la pièce bouge et que le gant colle, ta main bouge avec.
Ton contrôle EPI avant un travail doit être d’une simplicité brutale :
Le dernier point est important à cause du retour brutal mentionné plus tôt. Si une pièce à haute résistance se fracture sous tension, elle libère son énergie élastique très rapidement. La protection oculaire n’arrêtera pas une plaque, mais elle bloquera les éclats et fragments d’une matrice ébréchée ou d’un bord fissuré.
Ignorez la discipline vestimentaire et vous ne perdrez pas de tissu. Vous perdrez de la peau, de votre pommette à votre menton.
Alors, vous avez vérifié l’acier, les calculs et votre propre corps. Il reste une pièce avant de réveiller l’animal.
J’ai vu une fois une pédale se bloquer parce que des copeaux métalliques s’étaient accumulés sous le capot. L’opérateur l’a tapée pour repositionner sa posture. Le vérin a commencé sa descente.
Les dispositifs de sécurité ne sont efficaces que s’ils fonctionnent aujourd’hui, pas le mois dernier.
Avant le premier cycle, vous testez trois éléments :
Appuyez sur l’arrêt d’urgence avec la machine sous tension mais au repos. Vérifiez que le système de commande libère bien la pression hydraulique ou désengage l’embrayage. Réinitialisez-le et confirmez que le système exige un redémarrage délibéré. Si un arrêt d’urgence ne fait que suspendre le mouvement tout en laissant la pression piégée dans le système, vous devez le savoir.
Appuyez et relâchez la pédale sans matériau. Elle doit revenir proprement, sans blocage, sans délai. Les capots au-dessus de la pédale empêchent toute activation accidentelle due à une pièce tombée ou à un déplacement du pied.
Interrompez le faisceau du rideau lumineux avec une pièce de rebut tandis que le vérin est en mode d’approche lente. Le vérin doit s’arrêter ou refuser de se cycler. Si ce n’est pas le cas, ce mur invisible auquel vous confiez vos doigts n’est qu’imaginaire.
Dans tous les cas, une fois l’embrayage engagé ou la vanne ouverte, le vérin est engagé jusqu’au bas de la course. Les dispositifs de sécurité sont votre dernière négociation avant l’engagement.
Si vous sautez ce rituel, vous misez vos tendons, vos articulations et les petits os de vos doigts sur l’espoir que tout fonctionne exactement comme hier.
Un gamin nommé Alvarez a essayé de “ battre ” le vérin sur une languette de 2 pouces.
Petite pièce. Acier doux mince. Il pensait pouvoir la tenir avec deux doigts, laisser le poinçon la frôler, puis retirer sa main au moment où elle se pliait. Le vérin était en approche lente. Ça semblait doux. Il s’est trompé de trajet d’environ un quart de pouce. Le poinçon a coincé la languette, celle-ci a pivoté, et son bout de doigt s’est retrouvé entre l’acier et l’épaule de la matrice.
Ils ont ramassé les éclats d’os avec un aimant.
Vous avez inspecté la cage. Vous avez testé la pédale. Maintenant le vérin est en mouvement. La question n’est pas de savoir si le frein est sûr. La question est de savoir si vos mains franchissent la zone d’attaque du prédateur une fois qu’il s’engage. Et tout ce qui se trouve entre le poinçon et la matrice devient plus plat qu’avant — acier, gant ou os de votre main.
Près de la moitié des blessures liées aux presses mécaniques se terminent par une amputation. Ce n’est pas parce que les machines sont imprévisibles. C’est parce que les mains glissent au-delà d’une ligne invisible que les opérateurs se persuadent pouvoir gérer.
Alors nous rendons la ligne visible.
J’ai perdu la moitié de mon index gauche sur un travail qui “ ne nécessitait qu’un petit ajustement ”. Pas de protections à l’époque. Pas de rideau lumineux. Juste moi, un petit rebord, et la conviction que l’expérience vous permet de maîtriser le bon moment.
Ce n’est pas le cas.
Placez-vous devant une presse plieuse et regardez la matrice inférieure. L’ouverture en V est le danger évident. Les débutants s’y fixent. Mais 83 % des blessures signalées se produisent à l’extérieur des zones que les protections sont conçues pour sécuriser — lors de brides inversées, quand le matériau se replie vers le bélier, créant un nouveau point de pincement derrière celui que l’on voit.
La zone mortelle n’est pas une fente. C’est un volume.
Définissez-la physiquement avant d’exécuter la première pièce. Tracez un plan vertical imaginaire aligné sur le bord avant de la matrice inférieure. Vos mains ne franchissent jamais ce plan une fois la pièce posée contre la butée arrière et que vous vous préparez à enclencher le cycle. Pas pour “ pousser un peu ”. Pas pour “ stabiliser ”. Pas pour “ juste vérifier l’alignement ”.”
Permanent veut dire permanent.
Votre protocole de placement des mains est d’une simplicité brutale :
Les pouces sur la surface supérieure, sans jamais enrouler les bords Les paumes à plat, doigts tendus loin de l’ouverture de la matrice Les mains complètement retirées avant que le pied n’appuie sur la pédale
Ce dernier geste n’est pas négociable. Mains dégagées. Pause. Puis pédale. Séparez les mouvements afin que votre cerveau ne les confonde pas.
Les dispositifs de détection de présence aident. Les rideaux lumineux arrêtent le bélier à l’approche. Mais même avec des capteurs, des blessures surviennent encore — car une fois que l’embrayage s’enclenche ou que la valve s’ouvre, le bélier est engagé jusqu’au bas de la course. La technologie gagne des millisecondes. La discipline sauve des doigts.
Laissez vos jointures dépasser ce plan, et la matrice les coupera à l’articulation.
Alors que se passe-t-il lorsque la pièce est trop petite pour respecter cette règle ?
J’ai vu un vétéran de 20 ans faire fonctionner une matrice Roto sur de petits supports — retours de 1 pouce, nombreuses répétitions. Il en avait fait des milliers. Il tenait chaque pièce entre l’index et le pouce, un petit coup sur la pédale, pli parfait.
Jusqu’à ce qu’une pièce reste collée à la pointe du poinçon.
Lorsqu’elle est restée accrochée, il a instinctivement tendu la main pour la décoller alors que le bélier remontait. La pièce s’est détachée et est tombée, son doigt l’a suivie vers l’avant, et la matrice supérieure est descendue au cycle suivant avant que sa main ne soit dégagée.
Ce n’est pas l’expérience qui l’a trahi. C’est la confiance.
Les petites pièces sont traîtresses parce qu'elles incitent à les contrôler du bout des doigts. Plus le rebord est court, plus vos doigts doivent être proches pour le stabiliser — à moins que vous ne refusiez le principe de départ.
Si une pièce ne peut pas être tenue avec vos mains entièrement à l’extérieur du plan interdit, vous n’utilisez pas vos mains.
Vous utilisez :
Pinces autobloquantes à mâchoires plates Dispositifs de maintien magnétiques ou mécaniques Gabarits personnalisés qui prolongent la surface de manipulation
Les pinces autobloquantes transforment une languette de 1 pouce en une poignée de 6 pouces. Une simple bande pliée point-soudée comme poignée temporaire tient la chair à distance de l’acier. Les ateliers qui disent que les gabarits “prennent trop de temps” sont les mêmes qui normalisent les infractions graves de protection 88%.
Et voici le piège dans le piège : la plupart des blessures ne se produisent pas pendant le cycle principal de la presse. Elles surviennent lors de l’alignement et du retrait des pièces, quand l’opérateur pense que la machine est “entre” deux actions. Vous atteignez à l’intérieur pendant que le coulisseau est en pause au point mort haut. Le pied bouge. La pédale effleure. Et ça descend.
Dans tous les cas, une fois l’embrayage engagé ou la valve ouverte, le vérin est engagé jusqu’au bas de la course.
Tenez une languette d’un pouce à mains nues à l’intérieur de la zone de la matrice, et vous exposez vos phalanges distales — les petits os à l’extrémité — à l’écrasement.
Petites pièces manipulées. Mains hors du volume. Bien.
Maintenant, comment empêcher une grande tôle de dériver sans devenir son serre-joint ?
Confection de conduits de CVC le week-end pour arrondir les fins de mois. Grandes sections de 5 pieds en tôle 22. Légères, molles, et juste assez agaçantes pour donner envie de les pousser du hanche pour les mettre d’équerre en appuyant sur la pédale.
J’ai vu un gars faire exactement ça — main gauche tenant le rebord, pied droit sur la pédale, corps tordu. La tôle a glissé du doigt de butée arrière d’un demi-pouce. Il a poussé pour la remettre en place au moment où le coulisseau descendait. Ses jointures ont rencontré le dessous du poinçon.
Les butées arrière existent pour ôter vos mains du processus de décision. Ce sont des butées réglables à l’arrière du banc qui définissent la profondeur du pli en fonction de la position, pas du ressenti. Si vous forcez une tôle à se mettre d’équerre pendant le cycle, vous remplacez une référence mécanique par votre poignet.
Réglez la butée. Vérifiez le contact. Puis relâchez.
Si le matériau se soulève pendant le pliage — fréquent pour les rebords inversés — utilisez des pinces de maintien ou des pliages par étapes, pas votre paume. L’arc de remontée fait partie de la zone dangereuse. Rappelez-vous que la presse plieuse est un multiplicateur de force avec une zone d’impact définie. Quand l’acier se détend, il libère de l’énergie. Et quand il le fait, il bouge vite.
Votre routine de mise à l’équerre devrait toujours inclure :
Butée arrière réglée et verrouillée avant la première pièce Essai de pliage pour confirmer la position sans correction manuelle en cours de cycle Serre-joints ou supports pour les grandes plaques, jamais le poids du corps
La stabilisation manuelle semble plus rapide. Ce n’est pas le cas. Elle ne fait que transférer le travail de résistance à la charge de la matrice trempée vers les petits tendons qui prolongent vos doigts.
Utilisez votre main comme un serre-joint sous charge, et les tendons extenseurs à travers le dos de vos articulations se rompraient avant que l’acier ne cède.
Grandes plaques sous contrôle. Petites pièces étendues. Mains disciplinées.
Ajoutez maintenant un autre humain.
Les petits ateliers — surtout ceux sous-financés — adorent le pliage à deux personnes sur des pièces longues. L’un alimente. L’autre actionne la pédale. Cela semble efficace.
J’ai enquêté sur un cas où l’assistant tenait l’extrémité d’un profilé de 3 mètres. L’opérateur a crié “ libre ”. L’assistant a cru qu’il voulait dire “ libre pour ajuster ”. Il a déplacé sa prise plus près de la matrice juste au moment où la pédale a été enfoncée.
Pas de rideau lumineux de ce côté-là. Pas de deuxième pédale. Juste une supposition.
Lors d’une opération à deux personnes, l’ambiguïté est le véritable danger. Qui possède la course ? Qui confirme que les mains sont dégagées ? Si la réponse est “ nous deux ”, alors ce n’est aucun de vous deux.
Vous l’établissez explicitement :
Un opérateur contrôle la pédale — toujours la même personne “ Libre ” verbal reconnu par les deux avant chaque course Aucune main à l’intérieur du plan interdit à moins que le pied de la pédale ne soit physiquement retiré du commutateur
Retirez votre pied. Talon au sol. Rendez-le visible. Parce que dans les petites entreprises — où la formation est mince et la pression de production forte — les échecs de coordination ne sont pas des cas rares. Ils sont prévisibles.
Je me moque de la durée pendant laquelle vous avez travaillé ensemble. Je me moque que vous puissiez lire dans les pensées l’un de l’autre. L’acier ne lit pas les pensées. Il obéit à la force.
Ratez cet appel, et la presse plieuse ne négociera pas. Elle écrasera les métacarpiens — les os longs de votre main — en fragments que vous verrez sur une radiographie.
Vous vouliez savoir comment opérer à l’intérieur de la zone mortelle sans en faire partie.
Vous ne faites pas confiance aux réflexes. Vous ne faites pas confiance à l’expérience. Vous construisez des habitudes qui maintiennent la chair hors d’un volume d’espace appartenant à la machine.
Parce que la presse plieuse est calme jusqu’à ce qu’elle ne le soit plus.
Et la question suivante est celle-ci : comment reconnaître les signes subtils indiquant que quelque chose dans ce calme a changé, avant qu’il n’en faille plus qu’un simple bout de doigt pour s’en rendre compte ?
Une presse plieuse ne passe pas de “ sûre ” à “ mortelle ” sans d’abord chuchoter.
Je l’ai appris à mes dépens lorsqu’une presse hydraulique que j’avais utilisée pendant quinze ans a commencé à terminer sa descente par un léger frémissement — rien de spectaculaire, juste une vibration que l’on ressentait plus dans les bottes qu’aux oreilles. Le gamin à côté de moi a dit : “ Elle fait toujours ça. ” Ce n’était pas le cas. Le coulisseau hésitait sur le dernier demi-pouce parce qu’une valve se coinçait sous la chaleur. Nous l’avons arrêtée. Le lendemain matin, le technicien a démonté le collecteur et trouvé des rayures qui auraient transformé cette hésitation en à-coup.
Et tout ce qui se trouve entre le poinçon et la matrice devient plus plat qu’avant — acier, gant ou les os de ta main.
Tu comprends déjà que la zone mortelle se définit par l’espace. Tu dois maintenant comprendre qu’elle se définit aussi par le comportement. Les machines changent de comportement avant de tomber en panne. La question n’est pas de savoir si elles te préviennent, mais si tu t’es entraîné à entendre l’avertissement au lieu de discuter avec lui.
Je redressais des conduits de CVC les week-ends pour un peu d’argent, et là-bas, une vieille presse manuelle faisait un bruit de fermeture éclair à chaque troisième course. Pas fort. Pas dramatique. Juste anormal. Le propriétaire de l’atelier appelait ça du “ caractère ”. Deux semaines plus tard, une semelle de matrice s’est fissurée net parce qu’elle oscillait dans son support.
L’acier parle par la vibration bien avant de se rompre.
Un grincement signifie de la friction là où il ne devrait pas y en avoir — souvent un désalignement entre le poinçon et la matrice ou une contamination sur les glissières (les surfaces de guidage du coulisseau). Un coincement donne l’impression que le coulisseau force davantage en milieu de course, ralentissant légèrement lorsque la pression grimpe. Une vibration inhabituelle dans le bâti peut signifier une répartition inégale de la force sur la table, surtout lors de charges décentrées.
Voici ce qu’il faut vérifier avant de relancer un cycle :
Une presse en bon état a un rythme. Descente. Contact. Formage. Remontée. Lorsque ce rythme s’enraye, quelque chose résiste à la force qu’elle supportait auparavant sans problème. La chaleur peut dilater les composants. L’outillage peut se loger de manière inégale. Les systèmes hydrauliques peuvent s’adoucir graduellement avant de perdre totalement la pression, comme une pédale de frein défaillante sur un camion qui se raffermit quand on pompe dessus — jusqu’au moment où elle ne le fait plus.
Si tu ignores ce premier hoquet, tu mises tes doigts sur le fait que la friction se résoudra d’elle-même.
Il ne le fera pas.
J’ai vu un jour un apprenti essayer de “ sauver ” un pli tordu en tendant la main au milieu de la descente pour redresser un panneau. Il pensait être plus rapide que le coulisseau. Dans tous les cas, une fois que l’embrayage est engagé ou que la vanne est ouverte, le coulisseau est engagé jusqu’en bas de la course.
C’est de la physique, pas de la politique.
Interrompre un cycle n’a rien à voir avec la panique. C’est une question de reconnaissance. Si tu vois la pièce se soulever de l’épaulement de la matrice, si tu entends un claquement sec qui n’est pas le bruit normal de traversée du matériau, si le coulisseau ralentit de manière inattendue sous une charge que tu as déjà utilisée des centaines de fois — c’est ton moment.
Sur les presses hydrauliques modernes, utilise le bouton d’arrêt de commande ou relâche complètement la pédale si la machine est conçue pour remonter au relâchement. Sur les machines mécaniques à volant d’inertie, tu n’as peut-être pas ce luxe ; une fois engagées, elles terminent leur course. Sache à laquelle tu te trouves avant de faire confiance à tes réflexes.
Et lorsque vous interrompez, vous suivez trois règles :
Ne jamais poursuivre un vérin en mouvement. Ne jamais “aider” une flexion à se terminer.
Car si vous vous trompez de seulement une demi-seconde dans le timing, les phalanges distales — les petits os au bout des doigts — seront écrasées avant même que votre cerveau ait fini de prendre la décision.
Grande plaque. Un quart de pouce. Charge excentrée. J’ai vu une tôle tourner légèrement pendant la descente du poinçon, juste assez pour signaler que le doigt du butoir arrière n’était pas bien calé. L’opérateur a essayé de la retenir avec la paume.
La machine a gagné ce débat.
Lorsqu’une pièce tourne ou glisse pendant une flexion, cela indique l’une de trois choses : le butoir arrière n’est pas perpendiculaire, la surface du matériau est contaminée (l’huile réduit la friction), ou la répartition du tonnage est inégale sur l’ouverture de la matrice. Parfois c’est plus subtil — l’usure des outils amène la pièce à chercher une zone de moindre pression.
On ne corrige pas une rotation avec les muscles. On rétablit les conditions.
Si le glissement se répète sur des pièces identiques, suspectez l’usure des outils ou une déformation du châssis sous la charge. Ce n’est pas un “problème de pièce”. C’est le prédateur qui se déplace dans sa cage.
Voici la vérité inconfortable : certaines défaillances sont silencieuses. L’accumulation de chaleur peut dilater les composants sans grincement ni grésillement. Un excès de tonnage peut étirer microscopiquement les fixations avant que quoi que ce soit ne paraisse anormal. C’est pourquoi il ne faut pas se fier uniquement au bruit. Vous suivez les schémas — lectures de pression, régularité des pièces, force requise. Si la flexion d’aujourd’hui exige plus de course de pédale que celle d’hier pour le même matériau, c’est une donnée.
Lire la machine n’a rien de mystique. C’est une attention disciplinée.
Vous cessez de discuter avec les petits changements. Vous les consignez. Vous agissez tôt, quand le seul risque est de la ferraille.
Car une fois que le changement devient spectaculaire, la zone de danger n’a pas bougé.
C’est vous qui l’avez fait.
Un jeune de l’équipe du soir a un jour arrêté une presse-plieuse “juste pour la nuit” et a laissé le vérin suspendu à un centimètre au-dessus de la matrice. L’hydraulique s’est relâchée pendant son sommeil. Le gars du matin est arrivé, a tendu la main pour essuyer une bavure, et le vérin a descendu ce dernier centimètre comme une mâchoire qui se referme.
Rien de spectaculaire. Juste le poids qui termine ce que la pression avait commencé.
Tu sais déjà qu’il faut lire le comportement de la machine avant qu’elle ne morde. C’est ça, la vigilance. Mais la vigilance s’émousse quand tu es fatigué, pressé ou ennuyé. Un cadre, c’est ce qui te rattrape quand ton attention flanche.
Voici la partie non évidente : on ne construit pas la sécurité en réagissant mieux. On la construit en s’assurant que la machine est à énergie nulle — aucune pression accumulée, aucune masse suspendue, aucun cycle interrompu — chaque fois que tu t’éloignes, même pour trente secondes.
Zéro énergie signifie trois choses, et seulement trois :
Si tu sautes ce rituel une seule fois parce que “ça ne prendra qu’une seconde”, tu apprends à tes mains que la zone mortelle se négocie parfois. Ce n’est pas le cas.
Dans un atelier, on ne s’élève pas à la hauteur des circonstances. On retombe au niveau de ses habitudes.
Donc, le vrai système n’est pas une fiche de suivi ni une feuille de validation. C’est celui-ci : chaque pliage commence et se termine avec la machine dans un état où, si tu t’évanouissais, rien ne bougerait.
Cela peut sembler excessif jusqu’à ce que tu te demandes ce qui se passe quand la fatigue frappe à la dixième heure au lieu de la huitième.
J’ai vu un homme se fendre la paume sur une bavure si petite qu’elle ressemblait à une peluche. Il a sursauté. Son coude a heurté la pédale. Le vérin est descendu de cinq centimètres avant qu’il ne se reprenne.
Ce n’est pas la presse-plieuse qui a causé cette coupure. C’est le dernier opérateur.
La discipline post-pliage n’est pas du rangement. C’est du contrôle de force par procuration. Les bavures sont du chaos accumulé — de minuscules lames qui déclenchent des réflexes. Les réflexes sont violents et rapides. Et tout ce qui se trouve entre le poinçon et la matrice devient plus plat qu’avant — acier, gant ou les os de ta main.
Après chaque série, tu fais trois choses :
Vous voyez ce qui manque ? Pas de “ coup d’essuyage rapide ”. Pas de “ je le prendrai plus tard ”. Vous terminez le cycle jusqu’à zéro. Vous laissez le prédateur dans sa cage, pas en plein bond.
Et c’est là que la plupart des ateliers se trompent : ils marquent une pause, mais ne neutralisent pas. En chirurgie, une courte pause ne réduisait les erreurs que lorsque la pression à l’intérieur de l’abdomen était réellement relâchée. Même principe ici. Une pause sans dépressuriser le risque, c’est juste un souffle avant la prochaine erreur.
Donc, quand vous vous arrêtez, vous retirez l’énergie. Pas seulement le mouvement. L’énergie.
Parce que le prochain opérateur, ce pourrait être vous demain, avec moins de sommeil et des réflexes plus lents.
Je pliais des conduits de ventilation le week-end pour de l’argent de poche, et j’ai découvert quelque chose de peu flatteur sur moi-même vers 21 h 45. Les pièces étaient empilées, le quota atteint, et mon cerveau commençait à dépenser le salaire de demain avant d’avoir fini la course d’aujourd’hui.
C’est à ce moment-là que les petites déviations cessent de paraître importantes.
La fatigue ne se manifeste pas par des bâillements. Lors de longs quarts industriels, les opérateurs peuvent tomber en micro-sommeil—quelques secondes à la fois—sans s’en rendre compte. Le temps de réaction s’allonge. Le jugement s’atténue. En travail de nuit, cela survient plus tôt et frappe plus fort, car votre rythme circadien—l’horloge interne du corps—vous combat.
Donc, le dernier pli de la journée n’est pas dangereux parce que c’est le dernier.
Il est dangereux parce que vous pensez avoir terminé.
Votre protocole de remise à zéro à la fin du quart n’est pas facultatif :
Celui-là semble idiot. Bien. Cela force le cerveau pensant à se reconnecter.
Vous interrompez le pilote automatique. Vous prouvez que vous êtes toujours présent.
Dans tous les cas, une fois que l’embrayage s’engage ou que la vanne s’ouvre, le vérin est engagé jusqu’au bas de la course. Si votre cerveau s’est déconnecté une demi-seconde plus tôt, vos métacarpiens—les os longs de la main—en paieront le prix.
La remise à zéro n’est pas une question de confiance.
C’est une question de méfiance envers votre propre fatigue.
Ce qui soulève la question suivante : comment savoir quand vous êtes prêt à entreprendre un travail plus complexe sans que cette méfiance ne se transforme en paralysie ?
J’ai vu un apprenti capable de plier à l’air de simples supports toute la journée. Fluide. Calme. Puis nous l’avons fait passer à de petites pièces en acier inoxydable — légères, répétitives, de moins de 25 livres. En une heure, ses poignets sont devenus maladroits, les pièces mal positionnées, les tapes sur la butée arrière précipitées.
Complexe ne signifie pas toujours lourd.
Parfois, cela signifie répétitif sur une machine surdimensionnée pour la tâche, où la fatigue s’installe discrètement et où les mauvaises habitudes se reforment rapidement.
Vous passez au niveau supérieur lorsque trois choses sont vraies :
Vous remarquez ce qui ne figure pas sur cette liste ? La vitesse. Le nombre de pièces. La confiance.
La compétence se mesure à ce que vous refusez de faire.
L’état d’esprit de l’énergie zéro transforme la presse plieuse d’un outil que vous “ faites fonctionner ” en un multiplicateur de puissance que vous gérez. Vous cessez de demander : “ Puis-je faire ce pli ? ” et commencez à demander : “ La machine est-elle dans un état où rien d’inattendu ne peut bouger ? ”
Cette question redéfinit chaque mouvement que vous faites — où vous vous tenez, quand vous intervenez, comment vous évacuez les pièces, quand vous appelez la maintenance.
Retenez ceci : la sécurité n’est pas une réaction au danger. C’est une condition permanente que vous créez avant, pendant et après chaque coup.
La zone de danger ne rétrécit jamais.
Votre discipline détermine si vous y entrez un jour.


















