

Er kaufte eine 320-Tonnen-Abkantpresse, um Viertelzoll-Weichstahl zu biegen.
Sein längstes Teil war 6 Fuß. Die meisten waren Halterungen unter 24 Zoll. Aber der Händler sagte: “Ihnen wird nie die Kraft ausgehen.” Das klang nach Versicherung. Zwei Jahre später stand die Maschine mehr still, als sie lief, und wenn sie lief, bewegte sie sich wie ein beladener Muldenkipper auf einem Supermarktparkplatz.
Leistung fühlte sich sicher an. Das war sie nicht.
Auf dem Papier sieht Tonnage einfach aus: Eine 200-Tonnen-Maschine kann 200 Tonnen drücken. Wie Pferdestärken bei einem Lkw.
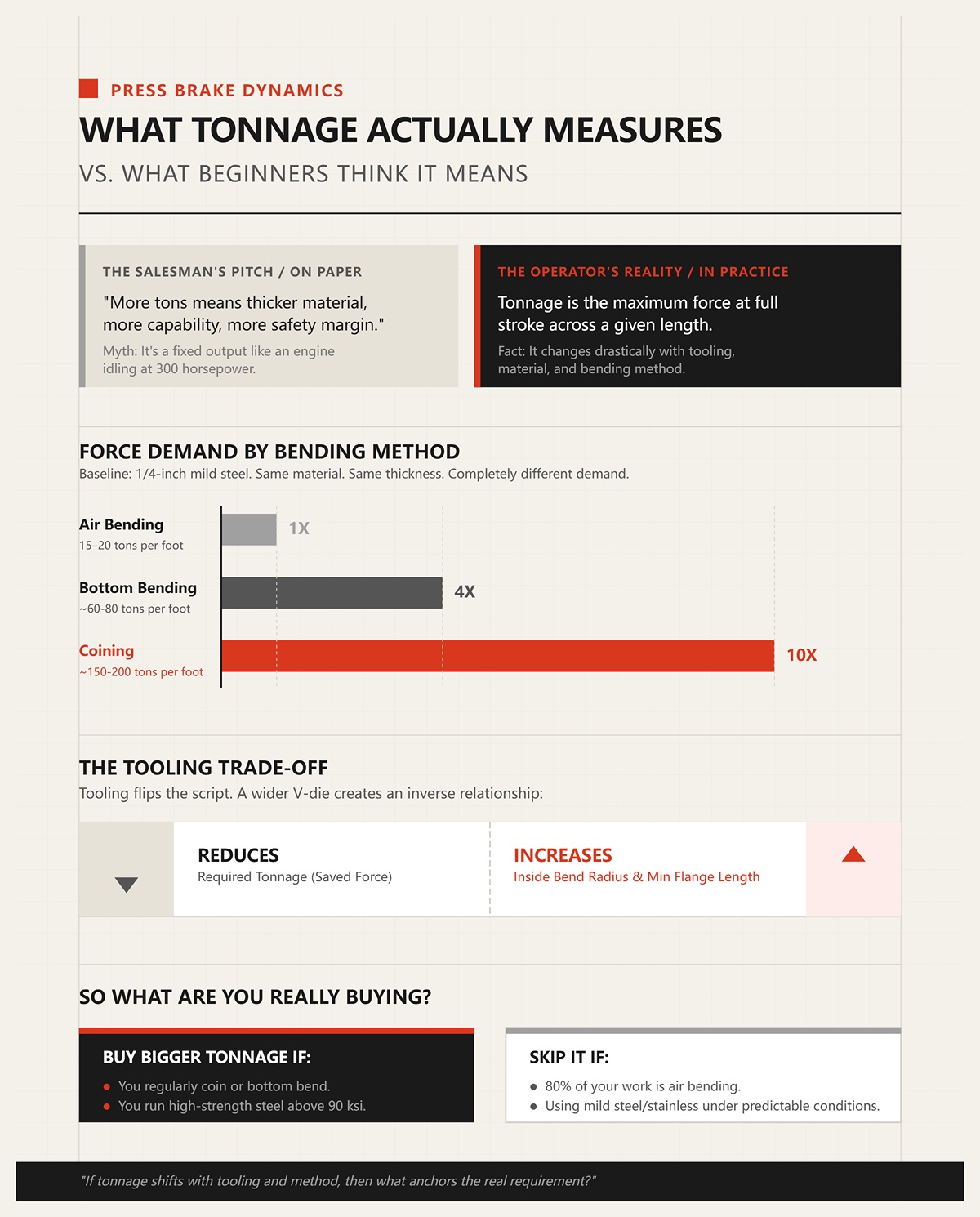
Das Verkaufsargument des Händlers: “Mehr Tonnen bedeuten dickeres Material, mehr Leistung, größere Sicherheitsreserve.”
Die Realität des Bedieners: Tonnage ist die maximale Kraft bei vollem Hub über eine bestimmte Länge, und sie ändert sich mit Werkzeug, Material und Methode. Sie ist keine feste Leistung wie ein Motor, der mit 300 Pferdestärken im Leerlauf läuft.
Nehmen wir das Luftbiegen von 1/4-Zoll-Weichstahl. Mit der richtigen V-förmigen Matrizenöffnung benötigen Sie etwa 15–20 Tonnen pro Fuß. Wechseln Sie zum Bodenbiegen, kann diese Zahl viermal höher sein. Beim Prägen kann sie zehnmal höher als beim Luftbiegen sein. Gleiches Material. Gleiche Dicke. Völlig anderer Kraftbedarf.
Und das Werkzeug verändert das Spiel erneut. Eine breitere V-Matrix reduziert die erforderliche Tonnage – erhöht aber den inneren Biegeradius und die minimale Flanschlänge. Sie sparen Kraft. Sie opfern Geometrie.
Was kaufen Sie also wirklich, wenn Sie die Tonnage überdimensionieren – Kapazität oder eine Krücke dafür, den Prozess nicht zu verstehen?
Kaufen Sie größere Tonnage, wenn Sie regelmäßig prägen, Bodenbiegen betreiben oder hochfesten Stahl über 90 ksi bearbeiten. Lassen Sie es, wenn 80 % Ihrer Arbeit Luftbiegen von Weichstahl und Edelstahl unter vorhersehbaren Bedingungen ist.
Wenn sich die Tonnage mit Werkzeug und Methode verändert, was verankert dann die tatsächliche Anforderung?
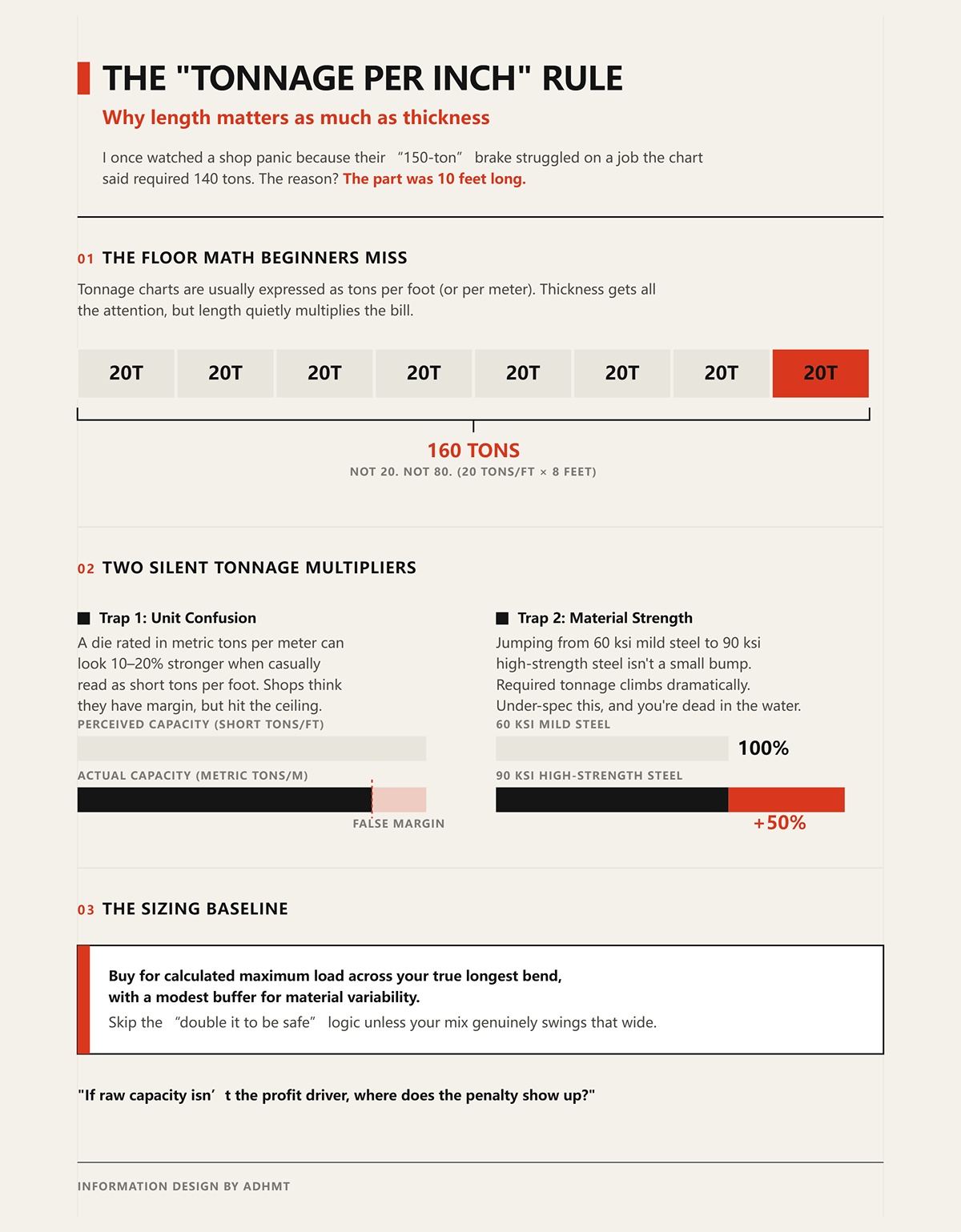
Ich sah einmal, wie eine Werkstatt in Panik geriet, weil ihre “150-Tonnen”-Presse bei einem Auftrag, der laut Tabelle 140 Tonnen erforderte, Schwierigkeiten hatte.
Das Teil war 10 Fuß lang.
Hier ist die einfache Rechnung, die Anfänger übersehen: Tonnagetabellen werden normalerweise in Tonnen pro Fuß (oder pro Meter) angegeben. Wenn Ihr Auftrag 20 Tonnen pro Fuß benötigt und Sie 8 Fuß biegen, sind das 160 Tonnen. Nicht 20. Nicht 80. Einhundertsechzig.
Die Dicke bekommt die ganze Aufmerksamkeit. Die Länge vervielfacht still die Rechnung.
Jetzt kommt die Verwirrung mit den Einheiten. Ein Werkzeug, das in metrischen Tonnen pro Meter angegeben ist, kann 10–20 % stärker erscheinen, wenn jemand es flüchtig als Short Tons pro Fuß liest. Ich habe schon Werkstätten gesehen, die Maschinen gekauft haben, weil sie dachten, sie hätten Reserven – nur um dann festzustellen, dass sie viel näher am Limit waren, als sie dachten.
Und hier ist die unbequeme Gegenposition: Wenn du gelegentlich von 60 ksi Baustahl zu 90 ksi hochfestem Stahl wechselst, kann der benötigte Druck um 50 % oder mehr steigen. Wenn du das zu niedrig spezifizierst, bist du nicht ungenau – du bist komplett handlungsunfähig.
Ja, es gibt also eine minimale sichere Basislinie. Aber wenn deine realen Aufträge maximal, sagen wir, 120 Tonnen über ihre längste Biegelänge hinausgehen – was genau bringt dir dann eine 300‑Tonnen‑Maschine außer Angeberei?
Kaufe nach der berechneten Maximalbelastung über deine tatsächliche längste Biegung, mit einem bescheidenen Puffer für Materialschwankungen. Überspringe die Logik “verdopple es zur Sicherheit”, es sei denn, deine Materialpalette schwankt wirklich so stark.
Wenn die Rohkapazität nicht der Gewinn-Treiber ist – wo zeigt sich dann die Strafe?

Stell dich neben eine 400‑Tonnen‑Hydraulikpresse während eines Laufs kleiner Halterungen. Du hörst die Pumpen, bevor du Bewegung siehst.
Große Zylinder bedeuten größere Ölvolumina. Größere Ölvolumina bedeuten mehr Fluid, das bei jedem Hub bewegt werden muss. Mehr Fluid bedeutet langsamere Beschleunigung und Abbremsung – es sei denn, du zahlst teuer für fortschrittliche Steuerungen. Die Physik kümmert sich nicht um deinen Zahlungsplan.
Bei High‑Mix‑Low‑Volume‑Arbeiten liegt der Gewinn in der Rüstgeschwindigkeit und in kurzen Zykluszeiten. Wenn dein Stößelweg länger und schwerer ist, als der Auftrag erfordert, steckt in jedem Teil ein paar zusätzliche Sekunden. Fünf Sekunden mehr bei 1.000 Teilen sind fast anderthalb Stunden bezahlte Zeit. Mach das bei 200 Aufträgen pro Jahr, und du hast Wochen verbrannt.
Beim Energieverbrauch sieht es genauso aus. Ein großes Hydrauliksystem hält den Druck aufrecht, egal ob du 1/8‑Zoll‑Aluminium oder 1/2‑Zoll‑Blech biegst. Es ist, als würdest du einen Diesel‑LKW einsetzen, um Pizza in der Innenstadt auszuliefern – viel Drehmoment, miserable Effizienz.
Und hier ist der Teil, den die meisten Käufer nie berechnen: Größere Gestelle sind schwieriger, bei kurzen, außermittigen Biegungen präzise zu bombieren. Wenn deine täglichen Arbeiten aus 18‑Zoll‑Halterungen in unterschiedlichen Positionen entlang eines 10‑Fuß‑Tisches bestehen, bringt rohe Kraft nichts für die Gleichmäßigkeit. Kontrolle schon.
Kaufe überdimensioniert, wenn dein tägliches Brot lange, schwere Bleche bei nahezu voller Auslastung sind. Lass es bleiben, wenn dein Zeitplan 30 Rüstvorgänge am Tag vorsieht und die Teile selten das obere Drittel der Maschinennennleistung ausreizen.
Wenn Spitzenpresskraft nicht das ist, was den Gewinnbringer vom Verlustgeschäft trennt – was tut es dann?
Vor ein paar Jahren stand ich hinter zwei 110‑Tonnen‑Maschinen, die dieselben 14‑Gauge‑Edelstahlhalterungen bearbeiteten. Eine war hydraulisch. Eine war servo‑elektrisch. Gleiche Nennpresskraft auf dem Prospekt.
Der Motor der Hydraulikeinheit lief die ganze Schicht durch. Du konntest das Summen der Pumpe hören, selbst wenn der Bediener gerade Maß nahm. Die elektrische Maschine stand still zwischen den Hüben. Wenn sie sich bewegte, fuhr sie blitzschnell nach unten, bog, und kehrte zurück, als hätte sie es eilig.
Beide konnten die erforderliche Kraft erreichen. Nur eine verdiente dabei Geld.
Das ist die Lücke, die Einsteiger übersehen. Das Verkaufsargument ist die Spitzenpresskraft. Die Realität des Bedieners ist, wie diese Kraft erzeugt, gesteuert und jede Stunde bezahlt wird, in der die Maschine eingeschaltet ist. Eine Abkantpresse ist nicht nur eine Zahl, die auf der Seite steht. Sie ist eine Antriebsarchitektur – eine Art, Bewegung und Druck zu erzeugen – und diese Architektur bestimmt Zykluszeit, Energieverbrauch, Wartung und wie nah du sicher an der Nennleistung der Maschine arbeiten kannst.
Wenn die Presskraft der Motor ist, dann ist das Antriebssystem Getriebe und Kraftstoffsystem zugleich. Und bei High‑Mix‑Arbeiten – kurzen Serien, konstanten Rüstungen – schlägt Reaktionsfähigkeit rohe Stärke an jedem einzelnen Tag.
Was kaufst du also tatsächlich, wenn du dich für Hydraulik, Elektro oder Hybrid entscheidest?
Betreten Sie eine beliebige ältere Blechbearbeitungswerkstatt und Sie werden sie sehen: doppelte Zylinder, ein Ölreservoir so groß wie ein Bierfass, überall Schläuche. Hydraulik dominiert bei hoher Tonnage aus gutem Grund. Sie ist skalierbar.
Sie wollen 300, 400, 800 Tonnen? Mit Hydraulik kommen Sie dorthin, ohne exotische Hardware. Große Zylinder, große Pumpen, hoher Druck. Einfaches Konzept.
Das Verkaufsargument: “Unbegrenzte Kraft. Bewährt. Zuverlässig. Ihnen geht nie die Kraft aus.”
Die Realität des Bedieners: Öl-Reibungswärme, Dichtungsverschleiß, Ventildrift und Pumpen, die sich drehen, ob Sie gerade biegen oder nicht.
Hydraulische Systeme erzeugen Kraft, indem sie Öl unter Druck setzen und in Zylinder drücken. Das Öl wird leicht komprimiert, Schläuche dehnen sich leicht aus, Dichtungen geben nach. Unter Volllast über große Längen ist diese Nachgiebigkeit beherrschbar. Bei kurzen, exzentrischen Arbeiten an 24-Zoll-Halterungen? Das System kompensiert ständig. Dort beginnt die Wiederholgenauigkeit zu treiben, wenn die Wartung nachlässt.
Und hier ein Detail, das die meisten Käufer auf die harte Tour lernen: Volle Tonnage ist nicht dafür gedacht, über einen winzigen Abschnitt der Matrize angewendet zu werden. Viele Rahmen sind nur für Volllast über ungefähr 60% ihrer Arbeitslänge ausgelegt. Ein Kunde schwor mir einmal, seine 10-Fuß-Presse könne alles bewältigen, weil sie “300 Tonnen” habe. Sein längstes Werkstück war 6 Fuß. Er begann, kurze, dicke Teile nahezu mittig, mit fast voller Last unten zu biegen.
Der Rahmen setzte sich. Dauerhaft.
Die Leistung schützte ihn nicht. Sie vergrößerte den Fehler.
Dann kommt der Energieaspekt. Eine vergleichbare hydraulische Maschine kann während des Betriebs etwa das Fünffache der Durchschnittsleistung einer servoelektrischen ziehen, da der Motor oft kontinuierlich läuft, um den Systemdruck aufrechtzuerhalten. Über 3.000 Stunden pro Jahr ist das kein Taschengeld. Das ist ein Kostenpunkt groß genug, um einen weiteren Bediener einzustellen.
Kaufen Sie Hydraulik, wenn Sie regelmäßig lange, schwere Platten nahe dem oberen Drittel der Tonnagetabelle biegen und das Volumen haben, um die Wartungsdisziplin zu rechtfertigen. Lassen Sie sie weg, wenn 80% Ihrer Arbeit kurze Luftbiegeserien unter 150 Tonnen sind und Sie sich um Leerlaufenergie, Geräusch und Drift kümmern.
Wenn Hydraulik die Welt der hohen Tonnagen beherrscht, bedeutet das dann, dass Elektromaschinen nur für dünnes Blech und Hobbywerkstätten geeignet sind?
Ich erinnere mich, als elektrische Pressen als “Spielzeuge unter 100 Tonnen” abgetan wurden. Das war die Meinung.
Dann sah ich eine elektrische 100-Tonnen-Presse, die während der Produktion durchschnittlich etwa 3 Kilowatt verbrauchte. Rechnen Sie das übers Jahr bei Ein-Schicht-Betrieb hoch, und Sie sehen nur einen Bruchteil des Energieverbrauchs einer vergleichbaren Hydraulik. Und sie verzichtete dabei nicht auf Kapazität für die Teile, für die sie gebaut war.
Servoelektrische Pressen verwenden Kugelgewindetriebe oder riemengetriebene Systeme, die von Servomotoren angetrieben werden. Kein Öl. Keine Leerlaufpumpen. Wenn der Stößel sich nicht bewegt, zieht das System kaum Leistung. Wenn er sich bewegt, ist das Drehmoment sofort und präzise gesteuert.
Das Ergebnis? Schnellere Annäherungsgeschwindigkeiten, schnellerer Rücklauf und extrem genaue Positionskontrolle – Wiederholgenauigkeit im Mikrometerbereich bei modernen Konstruktionen.
Das Verkaufsargument: “Sauber. Schnell. Präzise. Energieeinsparung.”
Die Realität des Bedieners: begrenzte maximale Tonnage pro Maschinengröße und eine andere Art von Lastkurve – man kann sie nicht mit ständigem Beinahe-Maximalformen über lange Längen missbrauchen, ohne ihre mechanischen Grenzen zu respektieren.
Dennoch altert das alte Argument der “100-Tonnen-Grenze” schlecht. Moderne elektrische Pressen in der 100–110-Tonnen-Klasse sind preislich konkurrenzfähig mit deutlich größeren hydraulischen Maschinen und erreichen Genauigkeitsgrade, die oft den Bedarf an komplexen Bombierungen eliminieren, dank ihrer steifen Rahmenkonstruktionen. Für Werkstätten mit hohem Mix, die Baustahl, Edelstahl und Aluminium unter vorhersehbaren Lasten biegen, deckt das den überwiegenden Teil der täglichen Arbeit ab.
Und weil die Kraft mechanisch über Schrauben und nicht durch Fluiddruck übertragen wird, ist die Reaktion sofort. Kein Ventilverzug. Keine Druckrampe-Verzögerung. In Kurzserienumgebungen, in denen man 20 Teile herstellt, anpasst und 30 weitere produziert, zeigt sich diese Reaktionsfähigkeit in tatsächlich gesparten Minuten.
Aber hier ist die ehrliche Einschränkung: Wenn deine Arbeit wirklich 300+ Tonnen über 3 Meter erfordert, ist rein elektrisch nicht die Lösung.
Kaufe eine Servo-Elektro-Maschine, wenn deine berechneten realen Belastungen unter ihrer Nennobergrenze liegen und dein Gewinn von Geschwindigkeit, Wiederholgenauigkeit und niedrigen Betriebskosten abhängt. Lass es bleiben, wenn du routinemäßig dicke Platten mit Kräften biegst, die sich im Bereich von 250–400 Tonnen bewegen.
Also, wo bleibt das für Werkstätten, die elektrische Präzision wollen, aber gelegentlich ernsthafte Kraft brauchen?
Ich habe ein Werk besucht, das ein Hybridmodell mit deutlich über 500 Tonnen betreibt. Servomotoren trieben hydraulische Pumpen bei Bedarf an – kein ständig laufender Motor mit voller Drehzahl, kein kontinuierliches Druckablassen. Im Leerlauf war es ruhig. Unter Last hatte es Kraft.
Die Energieeinsparungen gegenüber herkömmlichen Hydraulikanlagen waren real – auf der Größenordnung von einem Viertel oder mehr bei vergleichbaren Arbeitszyklen – weil die Pumpen nur arbeiteten, wenn die Umformung es erforderte. Die Genauigkeit war höher als bei älteren Hydrauliksystemen, dank servo-gesteuerter Druck- und Positionsrückmeldung.
Auf dem Papier klingt es wie das Ende der Debatte.
Das Verkaufsargument: “Hydraulische Leistung mit elektrischer Effizienz und Präzision.”
Die Realität für den Bediener: höhere Anschaffungskosten, komplexere Steuerungssysteme und eine Maschine, die sich nur auszahlt, wenn du tatsächlich beide Enden ihres Leistungsbereichs benötigst.
Hier ist die Praxisfrage, die ich Eigentümern stelle: Wie viele Stunden im Monat arbeitest du wirklich über 70 % von 200 Tonnen? Nicht, was du vielleicht laufen lässt. Nicht, was der Vertrieb zu hoffen wagt. Was tatsächlich läuft.
Wenn die Antwort “ein paar Aufträge pro Quartal” lautet, ist ein großes Hybridgerät eine teure Versicherung. Wenn die Antwort “täglich, über lange Werkstücke” lautet, dann ja – der Aufpreis ergibt Sinn, weil Ausfallzeiten oder Abweichungen in diesem Maßstab katastrophal sind.
Hybridsysteme definieren das Dilemma neu. Sie beweisen, dass man nicht alte hydraulische Ineffizienzen akzeptieren muss, um hohe Tonnenkräfte zu erreichen. Aber sie offenbaren auch etwas Unangenehmes: Viele Betriebe mit hoher Variantenvielfalt brauchen überhaupt keine extremen Tonnenkräfte. Sie brauchen Agilität mit gelegentlichem Spielraum – und manchmal liegt dieser Spielraum weit unter dem, was das Typenschild suggeriert.
Kaufe ein Hybridgerät, wenn deine Arbeitslast tatsächlich von Präzisionsbearbeitung dünner Bleche bis zu häufigem Hochtonnen-Biegen langer Teile reicht, bei denen sowohl Effizienz als auch Kraft wichtig sind. Lass es bleiben, wenn deine “schweren” Aufträge selten sind und deine tägliche Marge von Geschwindigkeit und geringen Gemeinkosten abhängt.
Sobald das Antriebssystem gewählt ist, taucht jedoch eine weitere Frage auf. Selbst der agilste und effizienteste Stößel der Welt kann keine präzisen Teile herstellen, wenn die Positionierung des Hinteranschlags und die Bombierungskompensation nicht ebenso genau sind.
| Kategorie | Hydraulisch | Servo-Elektrisch | Hybrid |
|---|---|---|---|
| Kernpositionierung | Hochtonnen-Arbeitspferd mit Wartungsanforderungen | Hochgeschwindigkeitspräzision mit ~100-Tonnen-Grenze (moderne Einheiten häufig 100–110 Tonnen) | Kombiniert hydraulische Kraft mit elektrischer Effizienz |
| Krafterzeugung | Unter Druck in Zylinder gepresstes Öl; leichte Ölkompression, Schlauchausdehnung, Dichtungsflexion | Kugelgewindetriebe oder riemengetriebene Systeme, angetrieben von Servomotoren; mechanische Kraftübertragung | Servomotoren treiben hydraulische Pumpen nach Bedarf an |
| Verkaufsargument | Unbegrenzte Kraft, erprobt, zuverlässig | Sauber, schnell, präzise, energiesparend | Hydraulische Leistung mit elektrischer Effizienz und Präzision |
| Realität des Bedieners | Hitze, Dichtungsverschleiß, Ventildrift, Pumpen laufen ständig; Wiederholgenauigkeit nimmt ab, wenn Wartung nachlässt | Begrenzte maximale Tonnage; mechanische Lastgrenzen müssen eingehalten werden | Hohe Anschaffungskosten; komplexe Steuerungen; rentabel nur bei Nutzung des gesamten Bereichs |
| Energieverbrauch | Hoch; Motor läuft oft ständig; ~5× durchschnittliche Leistung eines vergleichbaren Elektrischen | Niedrig; Stromverbrauch hauptsächlich während der Bewegung (~3 kW Durchschnitt im Beispiel) | Mittel; ~25%+ Energieeinsparung gegenüber herkömmlicher Hydraulik |
| Genauigkeit & Wiederholbarkeit | Gut bei ordnungsgemäßer Wartung; Drift möglich bei kurzen oder außermittigen Lasten | Extrem präzise Steuerung; Wiederholbarkeit im Mikrometerbereich; keine Ventilverzögerung | Präziser als herkömmliche Hydraulik; servogeregelter Druck und Rückmeldung |
| Am besten geeignet für | Lange, schwere Platte nahe der oberen Tonnagegrenze; großvolumige, schwere Arbeit | Hohe Variantenvielfalt, kurze Serien unter Nennlast; auf Geschwindigkeit und niedrige Betriebskosten fokussierte Werkstätten | Werkstätten, die sowohl Präzision als auch häufiges Biegen mit hoher Tonnage und großer Länge benötigen |
| Einschränkungen | Volle Tonnage oft auf ~60% der Bettlänge begrenzt; Rahmenrisiko bei konzentrierten Lasten | Nicht geeignet für 300+ Tonnen über lange Längen | Teuer, wenn hohe Tonnage nur gelegentlich erforderlich ist |
| Kaufen, wenn | Regelmäßiges schweres Biegen rechtfertigt Wartungs- und Energiekosten | Reale Belastungen bleiben unter der Nennobergrenze und Effizienz ist wichtig | Arbeitsaufkommen umfasst dünne Präzisions- und häufige Hochtonnage-Arbeiten |
| Überspringen, wenn | Meist Kurzserien-Luftbiegen unter 150 Tonnen; empfindlich auf Energie- und Geräuschpegel | Regelmäßiges Bodenbiegen von dickem Blech bei 250–400 Tonnen | Schwere Arbeiten sind selten; tägliche Marge hängt von Geschwindigkeit und niedrigen Gemeinkosten ab |
Und genau dort liegt die nächste Gewinnschicht — oder der nächste Ausschuss.
Sie können die sauberste servo-elektrische Maschine in der Werkstatt haben oder einen Hybrid mit Power für Tage — aber wenn das Teil nicht auf der ganzen Länge denselben Winkel und dieselbe Länge hat, spielt das alles keine Rolle.
Kraft erzeugt den Biegevorgang. Position und Kompensation erzeugen das Teil.
Ich habe Werkstätten gesehen, die Maschinen kauften und dachten, sie hätten Spielraum – nur um festzustellen, dass sie näher an der Grenze waren, als sie dachten. Nicht bei der Tonnage. Bei der Wiederholgenauigkeit. Der Stößel traf seine Werte. Das Antriebssystem war in Ordnung. Aber der Flansch auf der linken Seite war 0,020″ länger als der rechte, und der mittlere Winkel war um ein Grad offen, weil das Bett sich unter Last durchbog. Jetzt unterlegen Sie, biegen nach, verschrotten Edelstahl zu $3 pro Pfund und erklären dem Kunden, warum die Lochbilder nicht übereinstimmen.
Sie verlieren kein Geld, weil Ihre Presse nicht stark genug drücken kann. Sie verlieren es, weil sie kein Maß über die gesamte Bettlänge wiederholen kann.
Dort hören Hinteranschlag und Bombiersystem auf, Zubehör zu sein, und werden zum Gewinnschutz.
Das Verkaufsargument des Verkäufers: “Sechs Achsen. Totale Flexibilität. Zukunftssicher.”
Die Realität des Bedieners: Die meisten Werkstätten nutzen nicht einmal die Hälfte davon.
Ein einfacher 2-Achsen-Anschlag (X für Tiefe, R für Höhe) kann eine Vielzahl einfacher Teile verarbeiten. Fügt man Z1/Z2 hinzu – unabhängige Bewegung links/rechts – deckt man den größten Teil der realen Komplexität ab, insbesondere bei langen Teilen, bei denen manuelles Umpositionieren die Rüstzeit ruinieren würde. Für eine Werkstatt, die täglich Halterungen, Profile, Kästen unter 1,2 m Länge fertigt, steht ein komplettes 6-Achsen-System oft ungenutzt da – wie ein Diesel-Sattelschlepper, der Pizza ausliefert.
Mehr Leistung, als die Strecke erfordert.
Aber hier liegt der Punkt, den Anfänger oft übersehen. Die Anzahl der Achsen hat nichts mit Prahlerei zu tun – sie geht um unabhängige Steuerung. Ein echtes 6-Achsen-System (X1/X2, R1/R2, Z1/Z2) erlaubt es jedem Finger, sich auf seiner eigenen Ebene zu bewegen. Wenn du abwechselnd breite und schmale Teile in kurzen Serien biegst – also ein hohes Teilespektrum, bei dem das 36-Zoll-Panel von heute das versetzte 12-Zoll-Teil von morgen ist – bedeutet diese Unabhängigkeit: kein manuelles Neu-Ausrichten, kein Unterlegen der Anschläge, keine gefühlten Korrekturen durch den Bediener.
Das bedeutet, du verlierst den Auftrag nicht, weil du den Wechsel nicht schnell genug hinbekommst.
Ich habe Werkstätten gesehen, die versuchen, die Flexibilität eines 6-Achsen-Systems mit einem 2-Achsen-Anschlag und einem Schraubenschlüssel vorzutäuschen. Es funktioniert. Langsam. Bis der Bediener sich beeilt und ein Flansch um 0,030″ verrutscht. Auf dem Papier hatte die Maschine genug Presskraft. In der Praxis fehlte präzise Positionierung.
Kaufe ein 6-Achsen-System, wenn deine Arbeit regelmäßig Breiten, Versätze und asymmetrische Geometrien innerhalb einer Schicht wechselt und die Rüstzeit dein Engpass ist. Lass es bleiben, wenn 80 % deines Umsatzes aus wiederkehrenden Teilen stammen, die keine unabhängige Fingersteuerung erfordern – und investiere die Differenz lieber in besseres Werkzeug oder Schulung.
Denn die Anzahl der Achsen allein löst das nächste Problem nicht: Die Maschine selbst biegt sich unter Last.
Lege 150 Tonnen über ein 8‑Fuß-Bett, und der Rahmen biegt sich durch. Das ist kein Fehler. Das ist Physik.
Die Mitte öffnet sich leicht – das bedeutet, der Winkel in der Mitte deines Teils wird flacher, während die Enden eng bleiben. Wir nennen das “Mittelbauch”. Wenn du das nicht kompensierst, jagst du den ganzen Tag den richtigen Winkel hinterher.
Mechanische Bombierung verwendet Keile oder Nocken, die in das Bett integriert sind, um eine kontrollierte Gegenbiegung einzuführen. Einmal auf die Tonnage und Länge des Auftrags eingestellt, wirkt sie der Durchbiegung entgegen. Einfach. Stabil. Weniger Hydraulikkomponenten zur Wartung.
Hydraulische Bombierung nutzt Zylinder unter dem Bett, die über die Steuerung dynamisch verstellbar sind. Sie ist flexibel und schnell, wenn du häufig zwischen unterschiedlichen Kräften und Materialien wechselst.
Das Verkaufsargument des Verkäufers: “Automatische Winkelkorrektur über die gesamte Länge.”
Die Realität des Bedieners: Wenn deine Presskraft von Auftrag zu Auftrag stark schwankt, spart hydraulische Bombierung Rüstzeit. Wenn deine Arbeit vorhersehbar ist, halten mechanische Systeme oft stabiler bei geringerem Wartungsaufwand.
Hier die einfache Rechnung: Stell dir ein 10‑Fuß-Edelstahlteil mit einer Toleranz von ±0,5 Grad vor. Wenn die Mitte um 1 Grad zu offen läuft, weil du auf eine korrekte Bombierung verzichtet hast, musst du das Teil entweder nachdrücken – was Zykluszeit kostet und Druckspuren riskiert – oder du verschrottest es. Multipliziere das mit 30 Teilen in einer Kleinserie. Das ist kein Kraftproblem. Das ist ein Problem der Durchbiegungskontrolle.
Kaufe hydraulische Bombierung, wenn du stündlich von dünnem Aluminium zu dickem Blech wechselst und schnelle, programmierbare Kompensation brauchst. Lass sie weg, wenn deine Arbeit konstant ist und du mechanische Einfachheit höher bewertest als Einstellgeschwindigkeit.
Selbst dann bleibt am Ende eine letzte Frage im Raum.
Wenn sich der Rahmen durchbiegt und die Messgeräte ihre Positionen verändern, kann die Software den Rest ausgleichen?
Moderne Steuerungen können Biegezuschläge berechnen, Federwirkung ausgleichen und sogar dynamische Bombierungskurven anhand von Krafttabellen anwenden. Sie sind intelligenter als alles, womit wir vor zwanzig Jahren gearbeitet haben.
Aber Software kann keinen Stahl versteifen.
Ich habe es schon oft gehört: “Die Steuerung wird kompensieren.” Manchmal kann sie das – innerhalb eines bestimmten Bereichs. Wenn der Rahmen steif ist und die Durchbiegung vorhersehbar, kann die Steuerung die Stößeltiefe und die Bombierungsprofile feinjustieren, um über die gesamte Bettlänge den Winkel zu halten.
Wenn die Maschine ungleichmäßig nachgibt, weil sie für die Aufgabe zu klein oder abgenutzt ist, rät die Software nur.
Das ist die Lücke, die Anfänger nicht sehen. Sie glauben, die Presskraft sei das Sicherheitsnetz, und dann glauben sie, die Software sei das zweite Netz. In Wirklichkeit bilden Steifigkeit, Messstabilität und Bombierungsgenauigkeit das Fundament. Software verfeinert. Sie rettet nicht.
Kaufe eine hochwertige Steuerung, wenn das mechanische Rückgrat deiner Maschine solide ist und du schnellere Rüstzeiten sowie weniger Bedienerabhängigkeit willst. Lass das “intelligente” Upgrade weg, wenn du hoffst, dass es strukturelle Grenzen oder schlechte Ausrichtung kaschiert – das wird es nicht.
An diesem Punkt sollte das Muster vertraut wirken. Größerer Stößel garantiert keine besseren Teile. Mehr Achsen garantieren keine präzisere Positionierung. Intelligentere Software garantiert keine Steifigkeit.
Wenn also Antriebsarchitektur, Positionierungssysteme und Durchbiegungssteuerung darüber entscheiden, ob Teile ausgeliefert oder verschrottet werden, was bedeutet das für deine Stromrechnung, Wartungsstunden und Leerlaufzeit, wenn die Maschine gar nicht biegt?
Dort beginnen die stillen Kosten zu sprechen.
Um 2:15 an einem Dienstag ging ich an einer hydraulischen 300‑Tonnen‑Abkantpresse vorbei, die seit zwanzig Minuten keinen Zyklus gefahren hatte. Der Bediener entgrate Teile an einer Werkbank. Der Motor brummte weiter, Öl zirkulierte, die Wärme stieg. Es wurde nichts gebogen.
Das Amperemeter an solchen Maschinen fällt beim Stillstand nicht auf null. Die Pumpe läuft weiter, um den Systemdruck zu halten. Du zahlst für Bereitschaft.
Das ist der Punkt, den die meisten Anfänger nie einkalkulieren. Sie konzentrieren sich auf Spitzenkraft und Winkeltoleranzen – und das sollen sie auch –, aber die Rentabilität entscheidet sich nicht bei Spitzenlast. Sie entscheidet sich in den Pausen zwischen den Biegungen. Wenn Wiederholgenauigkeit und Steuerung gute Teile ermöglichen, bestimmt das Antriebssystem, wie viel es dich kostet, zwischen ihnen zu warten. Und bei einer Fertigung mit großer Variantenvielfalt und kleinen Stückzahlen wartest du oft.
Also öffnen wir das Konto.
Eine herkömmliche hydraulische Abkantpresse betreibt einen Motor mit konstanter Drehzahl, der eine Pumpe antreibt. Selbst wenn sich der Stößel nicht bewegt, zirkuliert die Pumpe Öl durch Ventile, um den Systemdruck aufrechtzuerhalten. Das bedeutet dauerhafte Stromaufnahme, Wärmeentwicklung und zusätzlichen Kühlbedarf.
Stell dir eine hydraulische 200‑Tonnen‑Abkantpresse mit einem Hauptmotor von 20–30 PS vor. Pferdestärken lassen sich direkt in Stromverbrauch umrechnen. Stell dir nun vor, diese Maschine verbringt die Hälfte ihrer Schicht damit, tatsächlich nicht zu formen – Bediener vermessen Musterteile, wechseln Werkzeuge, bereiten den nächsten Kurzlauf vor. In einer Werkstatt mit hoher Variantenvielfalt ist das kein theoretisches Beispiel. Das ist Dienstag.
Das Verkaufsargument des Händlers: “Ihnen geht nie die Leistung aus.”
Die Realität des Bedieners: Du verbrauchst es, ob du es nutzt oder nicht.
Elektrische Abkantpressen – servoangetriebene Kugelumlaufspindeln oder Riemen – ziehen nur während der Bewegung nennenswert Strom. Im Leerlauf stehen sie still. Keine Ölumwälzung. Kein Druckaufbau. Keine Wärmeaufnahme.
Hier wird es unangenehm. Unter Volllast können elektrische Systeme pro Hub mehr momentane elektrische Energie aufnehmen, um die gleiche Tonnage zu erzeugen. Hohe Kräfte, dickes Material, lange Haltezeiten – Hydraulik kann bei schweren Biegungen tatsächlich effizienter sein, weil sie Energie anders speichert und abgibt.
Aber die meisten Kleinserienbetriebe arbeiten nicht den ganzen Tag bei Spitzenlast. Sie biegen 3‑mm‑Halterungen, 3,5‑mm‑Flansche, gemischtes Aluminium und Baustahl – Start, Stopp, Messen, Wechseln, Wiederholen.
Eine eingeschaltete, aber nicht arbeitende hydraulische Presse ist wie ein Lkw, der auf dem Hof im Leerlauf läuft. Sie wirkt bereit. Sie klingt kraftvoll. Sie frisst still und leise Gewinnmarge.
Kaufe eine hydraulische Presse, wenn deine Maschine den Großteil des Tages unter anhaltender hoher Last arbeitet, bei der gespeicherte hydraulische Energie von Vorteil ist. Verzichte auf überdimensionierte Hydraulik, wenn dein Zeitplan von Start‑Stopp‑Abläufen und kleinen Losgrößen dominiert wird, bei denen die Leerlaufzeiten fast so lang sind wie die Bearbeitungszeiten.
Denn der Stromverbrauch ist nur der erste Posten.
Jedes Hydrauliksystem ist in erster Linie ein Flüssigkeitsmanagementsystem und erst in zweiter Linie eine Umformmaschine. Öl altert. Es nimmt Feuchtigkeit auf. Es transportiert mikroskopisch kleine Metallpartikel aus Pumpen und Ventilen. Filter verstopfen. Dichtungen altern.
Ich habe gesehen, wie sich der Biegewinkel im Laufe des Tages verändert, weil sich die Ölviskosität mit steigender Temperatur ändert. Am kalten Morgen sitzen die Teile exakt. Am Nachmittag öffnen sie sich um ein halbes Grad. Also lässt man die Maschine 10–15 Minuten warmlaufen, kalibriert neu, passt die Tiefe an. Das ist kein Defekt – das ist Physik in einem Flüssigkeitssystem.
Und das summiert sich über fünf Jahre: geplante Ölwechsel, Filterwechsel, gelegentliche Leckagen. Ein Schlauch platzt im ungünstigsten Moment. Nichts davon ist für sich genommen kritisch. Zusammen ergeben sie jedoch einen Wartungsrhythmus, den man einplanen muss.
Servo‑elektrische Systeme ersetzen Öl durch mechanische Verschleißteile – Riemen, Kugelumlaufspindeln, Lager. Sie sind nicht wartungsfrei. Riemen dehnen sich. Spindeln verschleißen bei Überlastung. Aber ihr Verschleiß ist in der Regel gleichmäßiger und vorhersehbarer. Spiel in einer Spindel kann gemessen werden. Ein Riemenwechsel lässt sich rechtzeitig planen.
Das Verkaufsargument: “Hydraulik ist robust und bewährt.”
Die Realität des Bedieners: Bewährt bedeutet, dass du die Liste der Teile schon kennst, die du warten musst.
Wenn dein Betrieb täglich hohe Tonnagen fährt, arbeiten diese Hydraulikkomponenten in ihrem Wohlfühlbereich. Wenn du jedoch 300 Tonnen “für alle Fälle” kaufst, aber die meiste Zeit nur mit 60 Tonnen arbeitest, wartest du ein System, das für Belastungen ausgelegt ist, die du kaum nutzt.
Ich habe Betriebe gesehen, die Maschinen kauften, weil sie dachten, sie hätten Reserven – nur um festzustellen, dass sie näher an der Grenze waren, als sie dachten. Nicht bei der Tonnage, sondern bei den Gemeinkosten.
Kaufe Hydraulik nur, wenn die Komplexität des Flüssigkeitssystems durch deine Arbeit gerechtfertigt ist und du genug Volumen hast, um die Wartungskosten zu amortisieren. Lass es bleiben, wenn deine Aufträge leicht, vielfältig sind und du keine Lust hast, dich mit Ölmanagement zusätzlich zu beschäftigen.
Und dann ist da noch die Zeit.
Ein Betrieb, mit dem ich gearbeitet habe, fertigte Serien von 15 bis 40 Teilen. Material wechseln, Werkzeug wechseln, erstes Teil prüfen, laufen lassen, abbauen. Den ganzen Tag.
Ihre hydraulische Bremse benötigte jeden Morgen einen Aufwärmzyklus, um die Öltemperatur zu stabilisieren. Wenn sie sie zum Mittagessen abschalteten, verschoben sich die Winkel nach dem Neustart leicht, bis sich die Temperatur normalisiert hatte. Zehn Minuten hier. Fünf dort. Winzige Zeitscheiben.
Jetzt machen Sie die Bodenrechnung. Angenommen, Sie verlieren täglich 15 Minuten durch Aufwärmen und Rekalibrierungsdrift. Über 250 Arbeitstage summiert sich das auf mehr als 60 Stunden. Eineinhalb Wochen Arbeit – verloren an das Temperaturmanagement.
Eine elektrische Bremse? Einschalten. Referenzieren. Laufen. Keine Ölviskositätskurve, der man nachjagen müsste.
Auch die Zykluszeit zählt. Viele elektrische Systeme beschleunigen und bremsen schneller, weil der Servomotor die Bewegung direkt antreibt, ohne auf den Flüssigkeitsfluss durch Ventile zu warten. Bei kurzen Serien verkürzen schnellere Annäherungs- und Rücklaufgeschwindigkeiten den nicht schneidenden Teil jedes Zyklus. Bei einem Lauf mit 20 Teilen summiert sich das Einsparen von nur wenigen Sekunden pro Biegung vor dem Mittagessen.
Aber hier kommt das Gegengewicht. Wenn Ihre Werkstatt gelegentlich dicke Platten am oberen Ende der elektrischen Kapazität biegt, können Sie die Kraftgrenzen nicht ignorieren. Manche elektrische Systeme erzeugen schlicht nicht die extreme Tonnage, die ein vergleichbares hydraulisches leisten kann. Deshalb betreiben viele clevere Werkstätten einen Hybridboden: elektrisch für 80% an hochgemischter Arbeit, hydraulisch für die schweren Schläge.
Diese Aufteilung sagt etwas aus.
Antriebsagilität – wie schnell man starten, stoppen und umschalten kann – ist in einer Kurzserienumgebung oft wichtiger als Spitzenkraft. Größer ist nur dann besser, wenn man ständig groß arbeitet.
Kaufen Sie elektrisch, wenn Ihre Chargen klein, Ihre Materialien moderat sind und Ihr Gewinn von schnellen Übergängen mit minimaler Aufwärmzeit abhängt. Lassen Sie es bleiben, wenn eine stetige Diät aus dickem Material Sie ständig an die Kraftgrenze bringen würde.
Denn sobald Sie sehen, wie Leerlaufzeit, Wartungsrhythmus und Aufwärmdrift in die Bilanz einfließen, hört die Frage auf, “Wie viel Tonnage kann ich mir leisten?” zu sein, und wird etwas Schärferes.
Was verlangt meine Arbeit tatsächlich – Hub für Hub, Stunde für Stunde – und welches Antriebssystem entspricht dieser Realität anstatt meiner Befürchtung?


















