

Он купил пресс-гиб на 320 тонн, чтобы гнуть мягкую сталь толщиной в четверть дюйма.
Его самая длинная деталь была 6 футов. Большинство — кронштейны менее 24 дюймов. Но дилер сказал: “Мощности тебе хватит навсегда”. Это звучало как страховка. Через два года машина больше простаивала, чем работала, а когда всё-таки работала, двигалась как гружённый самосвал на парковке супермаркета.
Мощность казалась безопасной. Это было не так.
На бумаге тоннаж выглядит просто: машина на 200 тонн может давить 200 тонн. Как лошадиная сила у грузовика.
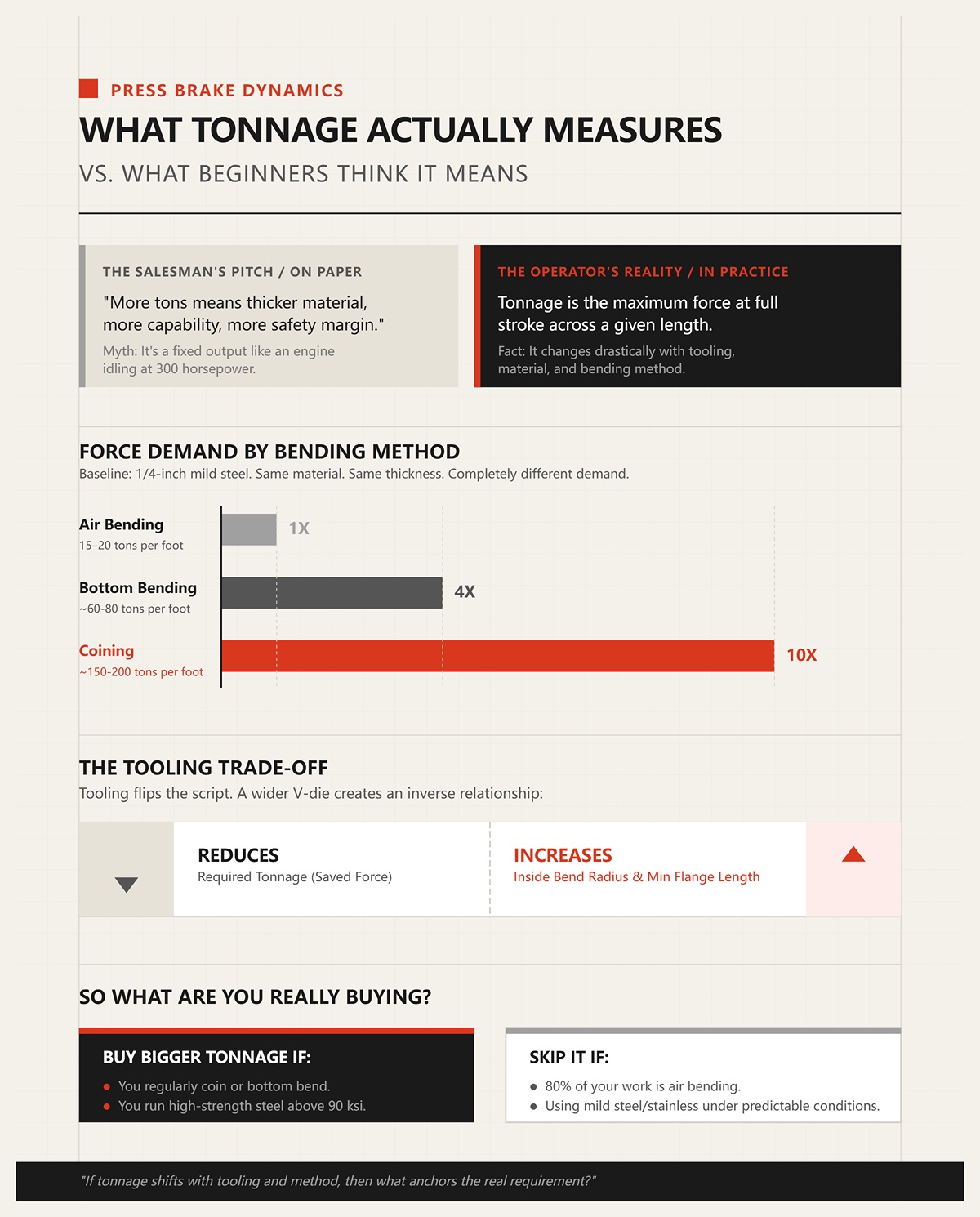
Аргумент продавца: “Больше тонн — значит более толстый материал, больше возможностей, больший запас прочности”.”
Реальность оператора: тоннаж — это максимальное усилие на полном ходе по заданной длине, и оно меняется в зависимости от инструмента, материала и метода. Это не фиксированная мощность, как у двигателя, работающего на холостых 300 л.с.
Возьмём воздушную гибку мягкой стали толщиной 1/4 дюйма. С правильным раскрытием V-матрицы может понадобиться примерно 15–20 тонн на фут. Переключитесь на осадочную гибку — и это число может увеличиться в четыре раза. При чеканке — в десять раз больше, чем при воздушной гибке. Один и тот же материал. Одна и та же толщина. Совершенно разные требования к усилию.
А инструмент снова меняет ситуацию. Более широкая V-матрица снижает требуемый тоннаж — но увеличивает внутренний радиус изгиба и минимальную длину полки. Вы сэкономили усилие. Вы пожертвовали геометрией.
Так что же вы на самом деле покупаете, когда завышаете тоннаж — запас по мощности или костыль от незнания своего процесса?
Покупайте больше тоннажа, если вы регулярно выполняете чеканку, осадочную гибку или работаете с высокопрочной сталью выше 90 ksi. Пропустите это, если 80% вашей работы — воздушная гибка мягкой стали и нержавейки при предсказуемых условиях.
Если тоннаж зависит от инструмента и метода, то что определяет реальную потребность?
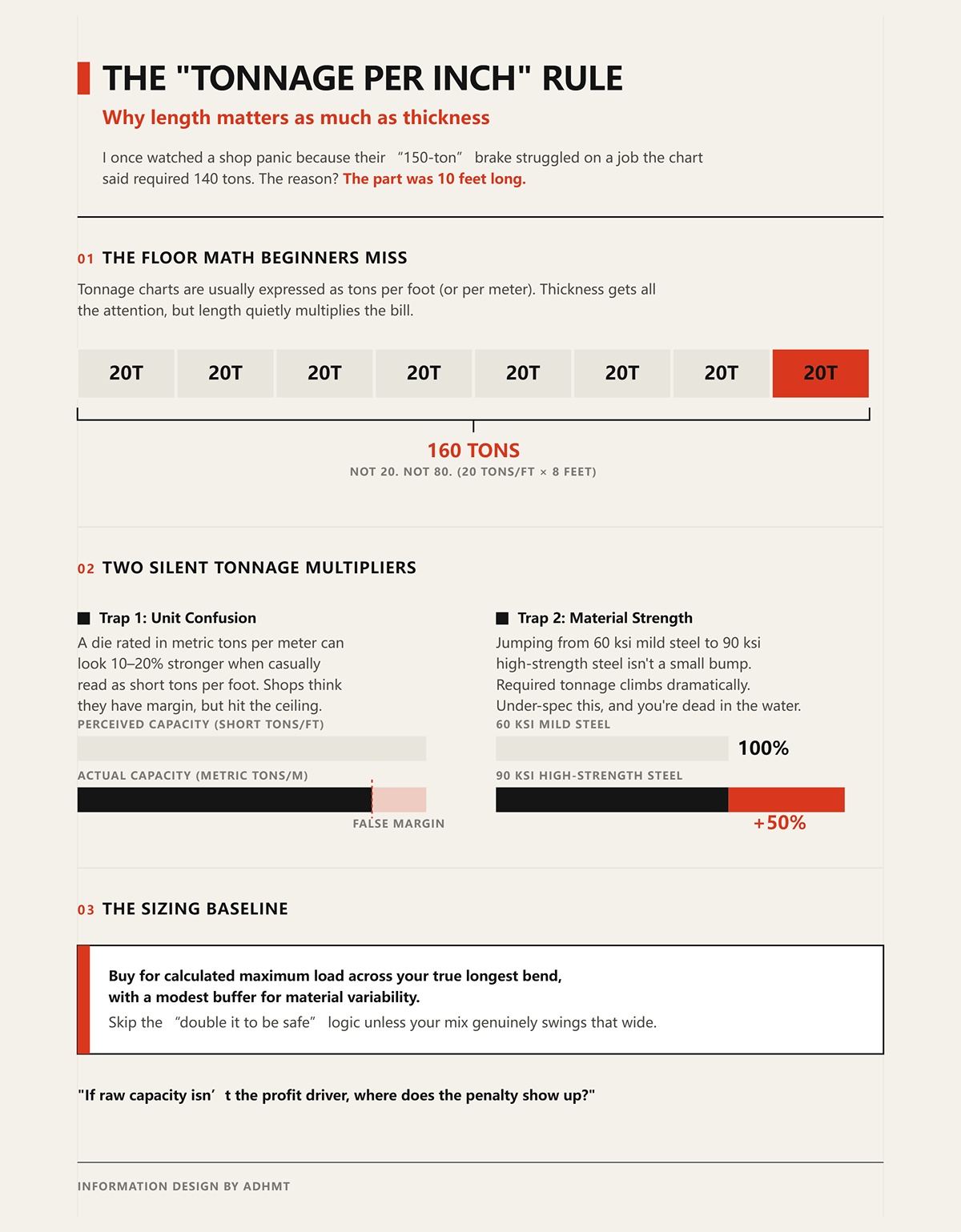
Я однажды видел, как цех запаниковал, потому что их “150-тонный” пресс не справлялся с работой, для которой по таблице требовалось 140 тонн.
Деталь была длиной 10 футов.
Вот простой расчёт, который новички упускают: таблицы тоннажа обычно выражаются в тоннах на фут (или на метр). Если ваша работа требует 20 тонн на фут, а вы гнёте деталь длиной 8 футов, это 160 тонн. Не 20. Не 80. Сто шестьдесят.
Толщина привлекает всё внимание. Длина тихо умножает счёт.
Теперь добавьте путаницу с единицами измерения. Пресс-форма, рассчитанная в метрических тоннах на метр, может показаться в 10–20% раз мощнее, если кто-то по привычке прочитает это как короткие тонны на фут. Я видел, как цеха покупали машины, думая, что у них есть запас прочности — только чтобы потом выяснить, что они гораздо ближе к пределу, чем предполагали.
А вот и неприятный контраргумент: если время от времени вы переходите с мягкой стали 60 ksi на высокопрочную 90 ksi, требуемое усилие может увеличиться на 50% и более. Если недооценить это, вы будете не просто неточными — вы окажетесь в тупике.
Так что да, есть минимально безопасный базовый уровень. Но когда ваши реальные задачи достигают, скажем, 120 тонн по всей длине, что именно дает вам машина на 300 тонн, кроме повода для хвастовства?
Покупайте исходя из расчетной максимальной нагрузки на ваш реальный самый длинный изгиб, с небольшим запасом на вариативность материала. Пропустите логику “умножь на два для надежности”, если только ваш ассортимент действительно не скачет настолько сильно.
Если номинальная мощность не приносит прибыль, где проявляется штраф?

Встаньте рядом с 400-тонным гидравлическим прессом во время изготовления небольшой скобы. Вы услышите насосы раньше, чем увидите движение.
Большие цилиндры означают больший объем масла. Больший объем масла — больше жидкости, которая должна двигаться при каждом ходе. Больше жидкости — это более медленное ускорение и замедление, если только вы не заплатите дорого за продвинутые системы управления. Физика не заботится о вашем графике платежей.
При большом разнообразии и малом объеме прибыль рождается из скорости переналадки и коротких циклов. Если ход ползуна длиннее и тяжелее, чем требует работа, каждая деталь занимает несколько лишних секунд. Пять дополнительных секунд на 1000 деталей — почти полтора часа оплаченного времени. Делайте это на протяжении 200 заданий в год — и вы зря потратите недели.
Энергия рассказывает ту же историю. Большая гидравлическая система поддерживает давление, независимо от того, гнете ли вы алюминий толщиной 1/8 дюйма или лист 1/2 дюйма. Это как использовать дизельный тягач, чтобы развозить пиццу по городу — крутящий момент в избытке, эффективность ужасная.
И вот то, что большинство покупателей никогда не рассчитывают: большие рамы труднее точно компенсировать при коротких, смещенных изгибах. Когда ваша ежедневная работа — 18-дюймовые скобы в разных положениях вдоль 10-футового стола, грубая сила ничего не дает для стабильности. Управление — дает.
Покупайте машину с запасом, если ваш хлеб с маслом — длинные тяжелые листы, работающие почти на пределе. Пропустите, если ваш график — 30 переналадок в день и детали, которые редко достигают верхней трети номинальной мощности машины.
Если пиковое усилие не определяет, будет ли оборудование приносить прибыль или убыток, то что определяет?
Несколько лет назад я стоял за двумя 110-тонными машинами, которые гнули одинаковые кронштейны из нержавейки толщиной 14 калибра. Одна была гидравлическая. Другая — сервоэлектрическая. Одинаковое номинальное усилие в брошюре.
У гидравлической установки двигатель работал всю смену. Вы могли слышать вой насоса даже когда оператор измерял детали. Электрическая стояла тихо между ходами. Когда она двигалась, то резко опускалась, гнула и возвращалась, будто спешила куда-то еще.
Обе могли достичь требуемого усилия. Только одна зарабатывала деньги, делая это.
Вот разрыв, который новички упускают. Торговый аргумент продавца — это пиковое усилие. Реальность оператора — как это усилие создается, контролируется и оплачивается каждый час, пока питание включено. Листогиб — это не просто цифра, выбитая на боку. Это архитектура привода — способ создания движения и давления — и именно она определяет цикл, энергопотребление, обслуживание и то, насколько близко вы можете безопасно работать к номинальному пределу машины.
Если усилие — это размер двигателя, то система привода — это трансмиссия и топливная система. А при большом разнообразии работ — коротких сериях и постоянных переналадках — отзывчивость побеждает грубую силу каждый день недели.
Так что же вы на самом деле покупаете, выбирая гидравлический, электрический или гибридный вариант?
Зайдите в любую старую металлообрабатывающую мастерскую, и вы увидите это: два цилиндра, масляный бак размером с пивную бочку, шланги повсюду. Гидравлика доминирует в сфере больших усилий не просто так. Она масштабируется.
Нужно 300, 400, 800 тонн? Гидравлика обеспечит это без экзотической оснастки. Большие цилиндры, мощные насосы, высокое давление. Простая концепция.
Речь продавца: “Безграничная мощь. Проверено. Надёжно. Усилие никогда не закончится.”
Реальность оператора: тепловыделение при сдвиге масла, износ уплотнений, дрейф клапанов и насосы, вращающиеся, даже когда вы не гнёте.
Гидравлические системы создают усилие за счёт давления масла, подаваемого в цилиндры. Масло немного сжимается, шланги немного расширяются, уплотнения прогибаются. При полной нагрузке и больших длинах это допустимо. Но при коротких, смещённых, 24-дюймовых деталях система вынуждена постоянно компенсировать. Именно здесь начинает теряться повторяемость, если обслуживание хромает.
И вот деталь, о которой большинство покупателей узнаёт на собственном опыте: полное усилие нельзя прикладывать к крошечному участку стола. Многие рамы рассчитаны на полную нагрузку лишь примерно на 60% их рабочей длины. У меня был клиент, который клялся, что его 10-футовый пресс справится с чем угодно, ведь он “на 300 тонн”. Его самая длинная деталь была 6 футов. Он начал гнуть короткие, толстые детали по центру почти при полной нагрузке.
Рама деформировалась. Навсегда.
Мощность не спасла его. Она лишь усилила ошибку.
И ещё вопрос энергии. Сопоставимая гидравлическая машина может потреблять примерно в пять раз больше мощности, чем сервоэлектрическая, потому что двигатель часто работает постоянно для поддержания давления в системе. За 3000 часов в год это вовсе не мелочь. Это статья расходов, достаточная, чтобы нанять ещё одного оператора.
Покупайте гидравлику, если вы регулярно гнёте длинные, толстые листы в верхней трети диапазона усилий, и у вас достаточно объёма работы, чтобы оправдать дисциплину обслуживания. Пропустите, если 80% ваших операций — это короткие серии воздушного гиба до 150 тонн, и вам важны расход энергии на холостом ходу, шум и стабильность.
Если гидравлика властвует в мире больших нагрузок, значит ли это, что электрические машины предназначены только для тонкого листа и любительских мастерских?
Помню времена, когда электрические прессы называли “игрушками до 100 тонн”. Это была общепринятая граница.
А потом я увидел электрический пресс на 100 тонн, потреблявший в среднем около 3 киловатт в процессе производства. Сделайте расчёт за год работы в одну смену — и окажется, что энергопотребление составляет лишь малую долю от потребления сопоставимого гидравлического пресса. И при этом он не терял производительности для деталей, ради которых был создан.
Сервоэлектрические прессы используют шариковинтовые или ременные приводы, работающие от сервомоторов. Без масла. Без постоянно работающих насосов. Когда ползун не движется, система почти не потребляет энергию. Когда движется — крутящий момент возникает мгновенно и точно регулируется.
Результат? Более высокая скорость подлёта, более быстрый возврат и крайне точное позиционирование — повторяемость на уровне микрон в современных моделях.
Речь продавца: “Чисто. Быстро. Точно. Экономия энергии.”
Реальность оператора: ограничение максимального усилия для конкретного размера машины и иная форма нагрузки — их нельзя нагружать постоянным почти максимальным усилием по всей длине без учёта механических ограничений.
Тем не менее, старый аргумент о “потолке в 100 тонн” стремительно теряет актуальность. Современные электрические прессы класса 100–110 тонн стоят наравне с гораздо более крупными гидравлическими машинами и обеспечивают такую точность, что часто отпадает необходимость в сложной компенсации прогиба благодаря жёсткой конструкции рамы. Для мастерских с разнообразным ассортиментом, гнущих мягкую сталь, нержавейку и алюминий при прогнозируемых нагрузках, это покрывает подавляющее большинство повседневных задач.
И поскольку усилие передаётся механически через винты, а не за счёт гидравлического давления, реакция происходит мгновенно. Никакой задержки клапана. Никакого плавного нарастания давления. В условиях коротких серий, где вы изготавливаете 20 деталей, делаете регулировку, затем ещё 30 — такая отзывчивость даёт реальную экономию минут.
Но вот честное ограничение: если вашей работе действительно требуется более 300 тонн на длине 10 футов, исключительно электрическое решение здесь не поможет.
Покупайте сервоэлектрический пресс, если ваши реальные рабочие нагрузки находятся ниже его номинального предела, а прибыль зависит от скорости, повторяемости и низких эксплуатационных затрат. Пропустите этот вариант, если вы регулярно выполняете изгибы “на дно” толстых листов при нагрузках, близких к 250–400 тоннам.
Так где же остаются цеха, которым нужна электрическая точность, но иногда требуется серьёзное усилие?
Я посетил завод, где работал гибридный пресс с номинальной мощностью более 500 тонн. Серводвигатели приводили в действие гидравлические насосы по требованию — без постоянного двигателя на полной скорости, без непрерывного сброса давления. В режиме ожидания он был тихим. Под нагрузкой — мощным.
Экономия энергии по сравнению с традиционной гидравликой была реальной — порядка четверти и более при сопоставимых циклах работы — поскольку насосы работали только тогда, когда это требовалось для формовки. Точность была выше, чем у старых гидравлических систем, благодаря сервоуправлению давлением и обратной связи по положению.
На бумаге это выглядит как конец спора.
Торговый аргумент: “Гидравлическая мощность с электрической эффективностью и точностью”.”
Реальность для оператора: более высокая первоначальная стоимость, более сложные системы управления и станок, который окупается только если вам действительно нужны оба конца диапазона его возможностей.
Вот вопрос по арифметике на производстве, который я задаю владельцам: сколько часов в месяц вы действительно работаете выше 70 % от 200 тонн? Не то, что вы, возможно, будете выполнять. Не то, на что рассчитывает отдел продаж. А то, что реально работает.
Если ответ — “несколько заказов за квартал”, большой гибрид — дорогостоящая страховка. Если ответ — “ежедневно, на длинных деталях”, тогда да — надбавка оправдана, потому что простой или отклонение на таком масштабе будут катастрофическими.
Гибридные системы переопределяют дилемму. Они доказывают, что для получения высокого тоннажа не нужно мириться со старыми гидравлическими неэффективностями. Но они также вскрывают неприятную истину: многопрофильным цехам зачастую вообще не нужен экстремальный тоннаж. Им нужна маневренность с редким запасом мощности — и иногда этот запас гораздо меньше, чем указано на шильдике.
Покупайте гибридный пресс, если ваш объём работы действительно охватывает прецизионную обработку тонких листов и частое гибкое формование крупных деталей, где важны и эффективность, и сила. Пропустите этот вариант, если ваши “тяжёлые” задания случаются редко, а ежедневная прибыль зависит от скорости и низких накладных расходов.
Когда система привода выбрана, возникает ещё один вопрос. Даже самый маневренный и эффективный ползун в мире не сможет производить точные детали, если позиционирование заднего упора и компенсация прогиба не столь же точны.
| Категория | Гидравлический | Сервоэлектрический | Гибрид |
|---|---|---|---|
| Ключевая позиция | Тяжёлая рабочая машина с требованиями к обслуживанию | Высокоскоростная точность при потолке около 100 тонн (современные модели — 100–110 тонн обычно) | Сочетает гидравлическое усилие с электрической эффективностью |
| Создание усилия | Масло под давлением в цилиндрах; небольшое сжатие масла, расширение шлангов, гибкость уплотнений | Шарико-винтовые или ременные системы, приводимые сервомоторами; передача механической силы | Сервомоторы приводят гидравлические насосы по требованию |
| Речь продавца | Неограниченная мощность, проверенная, надёжная | Чистая, быстрая, точная, энергосберегающая | Гидравлическая мощность с электрической эффективностью и точностью |
| Реальность оператора | Перегрев, износ уплотнений, дрейф клапанов, насосы работают постоянно; повторяемость ухудшается при недостаточном обслуживании | Ограниченная максимальная тоннажность; необходимо соблюдать механические пределы нагрузки | Высокая первоначальная стоимость; сложное управление; окупается только при использовании полного диапазона |
| Энергопотребление | Высокое; двигатель часто работает постоянно; примерно в 5 раз больше средней мощности по сравнению с аналогичной электрической системой | Низкое; потребляет энергию в основном во время движения (около 3 кВт в приведённом примере) | Умеренное; примерно на 25%+ меньше энергопотребление по сравнению с традиционной гидравликой |
| Точность и повторяемость | Хорошая при надлежащем обслуживании; возможен дрейф при коротких или смещённых нагрузках | Чрезвычайно точное управление; микроуровневая повторяемость; отсутствие задержки клапанов | Более точное, чем устаревшая гидравлика; давление и обратная связь управляются сервомотором |
| Лучше всего подходит для | Длинная тяжёлая плита в верхнем диапазоне тоннажа; крупносерийная тяжёлая работа | Работа с высоким разнообразием и короткими сериями в пределах номинального тоннажа; мастерские, ориентированные на скорость и низкие эксплуатационные расходы | Мастерские, которым нужны как высокая точность, так и частое гибкое усилие больших тоннадж и длинных деталей |
| Ограничения | Полное усилие часто ограничено примерно ~60% длины стола; риск деформации рамы при сосредоточенных нагрузках | Не подходит для 300+ тонн на длинных участках | Дорого, если большие нагрузки случаются редко |
| Купить если | Регулярное тяжёлое гибочное производство оправдывает обслуживание и затраты на энергию | Фактические нагрузки остаются ниже номинального предела и важна эффективность | Объём работы включает как тонкую прецизионную гибку, так и частые операции с высокими нагрузками |
| Пропустить если | В основном короткие серии воздушной гибки до 150 тонн; важна чувствительность к энергии и шуму | Регулярная гибка в упор толстого листа при 250–400 тоннах | Тяжёлые работы редки; ежедневная прибыль зависит от скорости и низких накладных расходов |
И именно там живёт следующий слой прибыли — или отходов.
У вас может быть самый чистый сервопривод на производстве или гибрид с мощностью на многие дни — но если деталь не имеет одинаковой длины и угла слева направо, всё это не имеет значения.
Сила создаёт изгиб. Положение и компенсация создают деталь.
Я видел, как мастерские покупали станки, думая, что у них есть запас — но выясняли, что они ближе к пределу, чем предполагали. Дело было не в тоннаже. А в повторяемости. Ползун давал нужные показатели. Приводная система работала отлично. Но отбортовка с левой стороны была на 0,020″ длиннее, чем справа, а центральный угол был открыт на градус, потому что стол прогибался под нагрузкой. В итоге вы подкладываете шайбы, перегибаете, списываете нержавейку по $3 за фунт и объясняете клиенту, почему отверстия не совпадают.
Вы теряете деньги не потому, что ваш пресс не может развить усилие. А потому, что он не может повторить размер по всей длине стола.
Вот здесь задний упор и система компенсирования прогиба перестают быть аксессуарами и становятся защитой прибыли.
Речь продавца: “Шесть осей. Полная гибкость. Готовность к будущему”.”
Реальность оператора: большинство мастерских не используют и половину из этого.
Базовый 2-осевой упор (ось X — глубина, ось R — высота) справится с горой простых деталей. Добавьте Z1/Z2 — независимое движение слева и справа — и вы покроете большую часть реальной сложности, особенно при длинных деталях, где ручное перемещение убивает время настройки. Для мастерской, работающей с кронштейнами, каналами, коробами до 4 футов каждый день, полноценная 6-осевая система часто стоит без дела, как дизельный тягач, доставляющий пиццу.
Больше мощности, чем требует маршрут.
Но вот в чём ошибаются новички. Количество осей — не ради хвастовства, а ради независимого управления. Настоящий 6-осевой упор (X1/X2, R1/R2, Z1/Z2) позволяет каждому пальцу двигаться в своей плоскости. Если вы обрабатываете попеременно широкие и узкие детали короткими сериями — при высоком разнотипном производстве, когда сегодняшний 36-дюймовый щит завтра превращается в 12-дюймовую смещённую панель, — эта независимость означает отсутствие ручного повторного выравнивания, подкладок под упоры и “чувственных” поправок оператора.
Это значит, вы не потеряете тендер только потому, что не сможете достаточно быстро перестроиться.
Я видел, как мастерские пытаются имитировать гибкость 6 осей с помощью 2 осей и гаечного ключа. Работает. Медленно. Пока оператор не поспешит — и один фланец не уйдёт на 0,030″. На бумаге станок имел достаточно усилия. На деле ему не хватало контролируемого позиционирования.
Покупайте 6-осевую систему, если ваша работа постоянно меняет ширину, смещения и несимметричные формы в течение одной смены, а время настройки — ваш узкое место. Пропустите её, если 80 % вашего дохода приносит серийное производство деталей, не требующих независимого управления пальцами, — и потратьте разницу на лучшее оснащение или обучение.
Потому что количество осей само по себе не решает следующую проблему: сам станок прогибается под нагрузкой.
Приложите 150 тонн на 8 футов длины станины — и рама прогибается. Это не дефект. Это физика.
Центр немного раскрывается, и угол в средней части детали становится более тупым, тогда как концы остаются острыми. Мы называем это “провис в центре”. Если не компенсировать это, вы будете весь день «догонять» угол.
Механическая компенсация использует клинья или кулачки, встроенные в станину, чтобы создать контролируемый противоизгиб. Настраиваете один раз под усилие и длину детали — и система компенсирует прогиб. Просто. Стабильно. Меньше гидравлики в обслуживании.
Гидравлическая компенсация использует цилиндры под станиной, динамически регулируемые через систему управления. Гибко и быстро, если вы постоянно переходите между разными усилиями и материалами.
Речь продавца: “Автоматическая коррекция угла по всей длине детали”.”
Реальность оператора: если усилие сильно меняется от задачи к задаче, гидравлическая компенсация экономит время настройки. Если работа предсказуема, механические системы часто стабильнее и требуют меньше внимания со временем.
Вот расчёт с цеха. Представьте 10-футовую деталь из нержавейки с допуском ±0,5 градуса. Если центр открылся на 1 градус из-за отсутствия компенсации, вам придётся либо повторно гнуть деталь — увеличивая цикл и рискуя оставить следы, — либо списывать её. Умножьте на 30 деталей в короткой серии. Это не проблема усилия. Это проблема контроля прогиба.
Покупайте гидравлическую компенсацию, если ваш график постоянно прыгает от тонкого алюминия к толстому листу, и вам нужна быстрая программируемая компенсация. Пропустите её, если производство стабильное и вы ставите простоту механики выше скорости перенастройки.
И даже тогда в воздухе остаётся финальный вопрос.
Если рама изгибается, а датчики смещаются, может ли программное обеспечение сделать остальное?
Современные контроллеры могут вычислять припуск на изгиб, корректировать упругий возврат, даже применять динамические кривые коронования на основе таблиц усилий. Они умнее всего, чем то, с чем мы работали двадцать лет назад.
Но программное обеспечение не может сделать сталь более жёсткой.
Я слышал это прежде: “Контроллер компенсирует”. Иногда он действительно может — в пределах диапазона. Если рама жёсткая, а прогиб предсказуем, контроллер может подкорректировать глубину хода ползуна и профиль коронования, чтобы удерживать угол по всей длине стола.
Если машина изгибается непостоянно потому, что она слишком мала для работы — или изношена, — программное обеспечение лишь угадывает.
Вот этот разрыв новички не замечают. Они думают, что тоннаж — это страховочная сетка, а потом, что программное обеспечение — вторая сетка. На самом деле жёсткость, стабильность позиционирования и точность коронования образуют фундамент. Программа лишь уточняет. Она не спасает.
Покупайте высококлассный контроллер, если механическая основа вашей машины надёжна, и вы хотите более быстрые переналадки и меньше зависеть от оператора. Пропустите “умное” обновление, если надеетесь, что оно замаскирует конструкционные ограничения или плохое выравнивание — не замаскирует.
На этом этапе шаблон должен быть очевиден. Больший ползун не гарантирует лучших деталей. Больше осей не гарантирует лучшего позиционирования. Более умное программное обеспечение не гарантирует жёсткости.
Так если архитектура привода, системы позиционирования и контроль прогиба решают, отправятся ли детали или станут браком, что это значит для вашего счёта за электроэнергию, часов обслуживания и времени простоя, когда машина даже не гнёт?
Вот где начинают говорить скрытые расходы.
В 2:15 во вторник я проходил мимо гидравлического пресса на 300 тонн, который не работал уже двадцать минут. Оператор зачищал детали на верстаке. Мотор всё ещё гудел, масло циркулировало, температура росла. Ничего не гнулось.
Амперметр на таких машинах не падает до нуля, когда прекращаешь формовку. Насос продолжает работать, чтобы поддерживать давление в системе. Вы платите за готовность.
Вот это большинство новичков никогда не учитывают. Они зациклены на максимальном тоннаже и допусках по углу — и правильно — но прибыльность решается не при пиковой нагрузке. Она решается в промежутках между изгибами. Если повторяемость и контроль дают хорошие детали, то система привода определяет, сколько стоит вам ожидание между ними. А в производстве с большим разнообразием и малыми объёмами вы ожидаете часто.
Так что давайте откроем бухгалтерскую книгу.
Обычный гидравлический пресс работает от двигателя постоянной скорости, который приводит насос. Даже когда ползун не двигается, насос прокачивает масло через клапаны, поддерживая давление в системе. Это означает постоянное потребление электроэнергии, плюс образование тепла, плюс необходимость охлаждения.
Представьте гидравлический пресс на 200 тонн с главным двигателем мощностью 20–30 л.с. Мощность напрямую превращается в потребление электроэнергии. Теперь представьте, что эта машина проводит половину смены без фактического формования — оператор измеряет первые детали, меняет оснастку, готовит следующий короткий запуск. В цехе с высокой степенью разнообразия это не гипотеза. Это обычный вторник.
Речь продавца: “Мощности вам никогда не будет мало”.”
Реальность оператора: вы сжигаете его, используете вы его или нет.
Электрические пресс‑тормоза — с серво‑приводными шариковинтовыми передачами или ремнями — потребляют значительную мощность только во время движения. В состоянии покоя они тихи. Нет циркуляции масла. Нет поддержания давления. Нет теплового насыщения.
Вот где становится некомфортно. При полной нагрузке электро‑приводы могут потреблять больше мгновенной электрической энергии за один ход для создания того же усилия. При высоком усилии, толстой заготовке, длительной выдержке гидравлика может быть фактически более эффективной при тяжёлых гибах, поскольку накапливает и применяет энергию иначе.
Но большинство мелкосерийных производств не работают на пиковом усилии весь день. Они гнут кронштейны из листа 12‑го калибра, фланцы из 10‑го, смешанный алюминий и мягкую сталь — старт, стоп, измерение, замена, повтор.
Гидравлический пресс‑тормоз, который включён, но не гнёт, похож на дизельный грузовик, стоящий на холостом ходу на площадке. Он кажется готовым. Звучит мощно. Тихо «съедает» прибыль.
Покупайте гидравлику, если ваш станок проводит большую часть дня под постоянной тяжёлой нагрузкой, где накопленная гидравлическая энергия работает вам на пользу. Избегайте избыточных по мощности гидравлических машин, если ваш график главным образом состоит из циклов запуска‑остановки, коротких серий, где время простоя сопоставимо со временем гибки.
Потому что электричество — это только первая статья расходов.
Любая гидравлическая система — это прежде всего система управления жидкостью и уже потом формовочный станок. Масло стареет. Оно впитывает влагу. Оно несёт микроскопические частицы металла от насосов и клапанов. Фильтры засоряются. Уплотнения стареют.
Я видел, как точность угла смещается в течение дня, потому что вязкость масла меняется с ростом температуры. Утренние детали в холоде укладываются точно. Дневные — раскрываются на полградуса. Поэтому вы прогреваете машину 10–15 минут перед серьёзной работой, перекалибруете, корректируете глубину. Это не сбой. Это физика в жидкостной системе.
Теперь умножьте это на пять лет. Плановые замены масла. Замены фильтров. Периодические протечки. Шланг лопается в самый неподходящий момент. Ничто из этого не катастрофа само по себе. Вместе они образуют ритм обслуживания, который нужно планировать.
Серво‑электрические системы обменивают масло на механические элементы износа — ремни, шарико‑винтовые пары, подшипники. Они не безобслуживающие. Ремни растягиваются. Винты изнашиваются при перегрузе. Но их износ обычно более линейный и предсказуемый. Люфт в винте можно измерить. Замену ремня можно запланировать до его отказа.
Аргумент продавца: “Гидравлика — это надёжность и проверенная прочность”.”
Реальность оператора: «проверенная» значит, что вы уже знаете список того, что придётся обслуживать.
Если ваше производство ежедневно работает с высокими усилиями, эти гидравлические компоненты работают в своей комфортной зоне. Если вы купили 300 тонн “на всякий случай”, а большую часть недели гнёте на 60 тонн, вы обслуживаете систему, рассчитанную на напряжение, которое почти не используете.
Я видел, как цеха покупали станки, считая, что у них есть запас — и обнаруживали, что потолок ближе, чем казалось. Не по усилию. По накладным расходам.
Покупайте гидравлику, если ваша работа оправдывает сложность жидкостной системы и у вас есть объём, чтобы амортизировать это обслуживание. Пропустите её, если ваши заказы лёгкие, разнообразные и вы не хотите, чтобы управление маслом стало отдельным бизнесом.
А дальше идёт время.
В одном цехе, где я работал, партии составляли от 15 до 40 деталей. Сменить материал, сменить инструмент, проверить первую деталь, запустить, разобрать. И так весь день.
Их гидравлическому тормозу требовался утренний цикл прогрева, чтобы стабилизировать температуру масла. Если они выключали его на обед, углы немного смещались после повторного запуска, пока температура не нормализовалась. Десять минут туда, пять минут сюда. Крошечные кусочки времени.
Теперь посчитаем по полу. Допустим, вы теряете 15 минут в день на прогрев и дрейф перекалибровки. За 250 рабочих дней это больше 60 часов. Полторы недели работы — ушли на управление температурой.
Электрический тормоз? Включить питание. Установить эталон. Работать. Никакой зависимости от вязкости масла.
Время цикла тоже имеет значение. Многие электрические системы ускоряются и замедляются быстрее, потому что сервомотор напрямую приводит движение, не ожидая потока жидкости через клапаны. В коротких сериях более быстрые подходы и возвраты сокращают нерабочую часть каждого цикла. На партии из 20 деталей даже несколько секунд экономии на каждом сгибе складываются к обеду.
Но вот противовес. Если ваше производство иногда гнет толстые листы на верхнем пределе электрических возможностей, нельзя игнорировать ограничения по усилию. Некоторые электрические системы просто не создают такой экстремальной тонны усилия, как сопоставимая гидравлическая. Поэтому многие разумные цеха используют гибридное решение: электрическую для 80 % работ с большим разнообразием, гидравлическую — для тяжелых операций.
Это разделение кое‑что говорит.
Маневренность привода — то, как быстро можно начать, остановить и перейти — часто важнее пиковой силы в среде коротких серий. Большое — лучше только если вы постоянно работаете с большим.
Покупайте электрическую машину, если ваши партии малы, материалы средние, а прибыль зависит от быстрых переходов с минимальным прогревом. Пропустите, если постоянная работа с толстой сталью будет постоянно упираться в потолок её усилия.
Потому что, когда вы видите, как простой, ритм обслуживания и дрейф прогрева влияют на баланс, вопрос перестаёт звучать как “Сколько тонн я могу себе позволить?” и становится острее.
Что на самом деле требует моя работа — удар за ударом, час за часом — и какая система привода соответствует этой реальности, а не моим страхам?


















