

Ele comprou uma quinadeira de 320 toneladas para dobrar aço macio de um quarto de polegada.
A sua peça mais comprida tinha 6 pés. A maioria eram suportes com menos de 24 polegadas. Mas o vendedor disse: “Nunca vai ficar sem potência.” Isso soou como um seguro. Dois anos depois, a máquina passava mais tempo parada do que a trabalhar e, quando trabalhava, movia-se como um camião basculante carregado num parque de estacionamento de supermercado.
A potência parecia segura. Não era.
No papel, a tonelagem parece simples: uma máquina de 200 toneladas pode exercer 200 toneladas de força. Como a potência (horsepower) num camião.
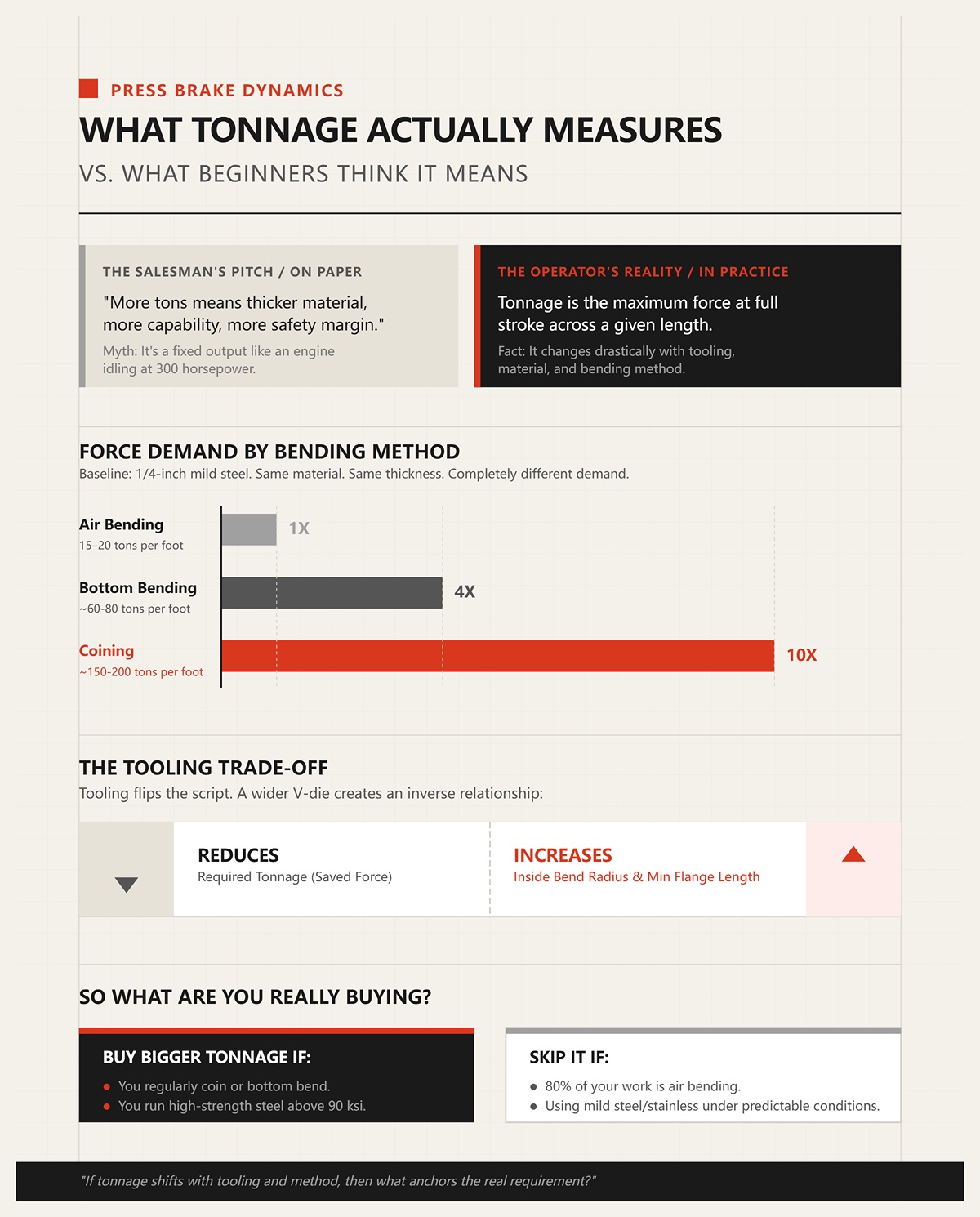
O Argumento do Vendedor: “Mais toneladas significam material mais espesso, mais capacidade, maior margem de segurança.”
A Realidade do Operador: a tonelagem é a força máxima no curso completo ao longo de um determinado comprimento, e varia conforme a ferramenta, o material e o método. Não é uma potência fixa como um motor a trabalhar em ponto morto com 300 horsepower.
Considere dobragem ao ar de aço macio de 1/4 de polegada. Com a abertura certa da matriz em V, pode precisar de cerca de 15–20 toneladas por pé. Mude para dobragem de fundo e esse número pode quadruplicar. Se fizer cunhagem (coining), pode ver uma exigência dez vezes superior à da dobragem ao ar. Mesmo material. Mesma espessura. Requisito de força completamente diferente.
E as ferramentas mudam novamente o jogo. Uma matriz em V mais larga reduz a tonelagem necessária — mas aumenta o raio interno da dobra e o comprimento mínimo da aba. Poupou força. Sacrificou geometria.
Então, o que está realmente a comprar quando especifica demasiada tonelagem — capacidade, ou uma bengala para a falta de entendimento do seu processo?
Compre tonelagem maior se cunhar regularmente, fizer dobragem de fundo ou trabalhar com aços de alta resistência acima de 90 ksi. Ignore se 80% do seu trabalho for dobragem ao ar de aço macio e inox em condições previsíveis.
Se a tonelagem varia com a ferramenta e o método, então o que ancora o requisito real?
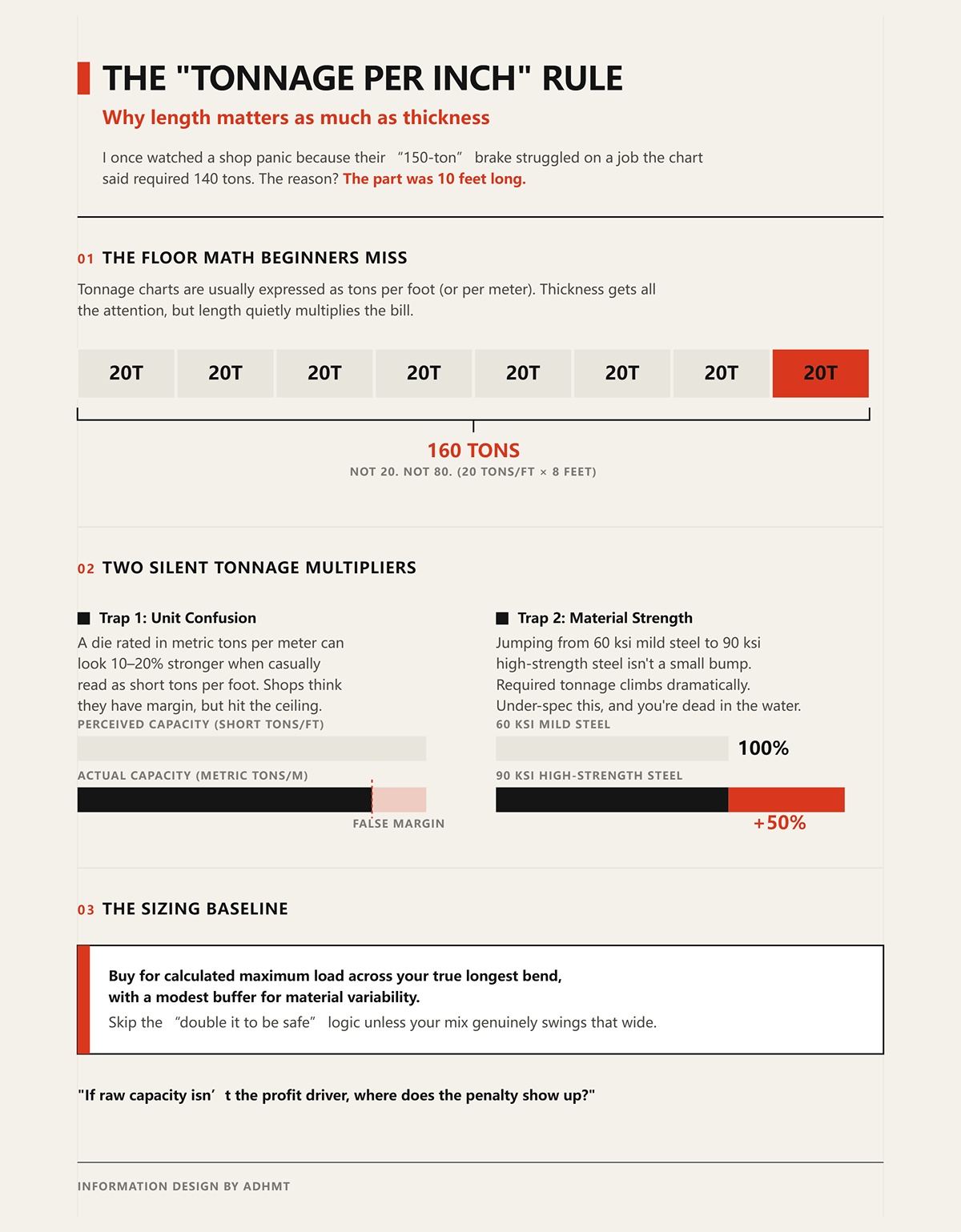
Uma vez vi uma oficina entrar em pânico porque a sua quinadeira de “150 toneladas” teve dificuldade num trabalho que a tabela dizia precisar de 140 toneladas.
A peça tinha 10 pés de comprimento.
Aqui está a matemática básica que os principiantes esquecem: as tabelas de tonelagem são normalmente expressas em toneladas por pé (ou por metro). Se o seu trabalho requer 20 toneladas por pé e está a dobrar 8 pés, isso são 160 toneladas. Não 20. Nem 80. Cento e sessenta.
A espessura recebe toda a atenção. O comprimento multiplica silenciosamente a conta.
Agora adicione confusão de unidades. Uma matriz classificada em toneladas métricas por metro pode parecer 10–20 % mais forte quando alguém a lê de forma casual como toneladas curtas por pé. Já vi oficinas comprarem máquinas a pensar que tinham margem — apenas para descobrirem que estavam mais perto do limite do que imaginavam.
E aqui está o contraponto desconfortável: se ocasionalmente passa de um aço macio de 60 ksi para um aço de alta resistência de 90 ksi, a tonelagem necessária pode aumentar 50 % ou mais. Se subdimensionar isso, não é uma questão de imprecisão — é estar completamente encravado.
Portanto, sim, existe uma linha de base mínima segura. Mas quando os seus trabalhos reais atingem, digamos, 120 toneladas ao longo do seu maior comprimento, o que exatamente lhe dá uma máquina de 300 toneladas além de motivo para se gabar?
Compre tendo em conta a carga máxima calculada para a sua dobra mais longa real, com uma margem modesta para a variabilidade do material. Ignore a lógica de “duplicar para estar seguro”, a menos que a sua mistura varie realmente tanto.
Se a capacidade bruta não é o fator de lucro, onde é que se manifesta a penalização?

Fique ao lado de uma prensa hidráulica de 400 toneladas durante uma produção de pequenos suportes. Ouvirá as bombas antes de ver o movimento.
Cilindros grandes significam volumes de óleo maiores. Volumes de óleo maiores significam mais fluido a mover em cada curso. Mais fluido significa aceleração e desaceleração mais lentas, a menos que pague caro por controlos avançados. A física não se importa com o seu plano de pagamentos.
Em trabalhos de grande variedade e baixo volume, o lucro está na rapidez de configuração e em tempos de ciclo curtos. Se o curso do êmbolo for mais longo e mais pesado do que o exigido pelo trabalho, cada peça carrega alguns segundos extra. Cinco segundos a mais em 1 000 peças são quase uma hora e meia de tempo pago. Faça isso em 200 trabalhos por ano e perdeu várias semanas.
A energia conta a mesma história. Um grande sistema hidráulico mantém a pressão quer esteja a dobrar alumínio de 1/8 pol. quer chapa de 1/2 pol. É como conduzir um camião a gasóleo para entregar pizzas no centro — muito torque, eficiência miserável.
E aqui está a parte que a maioria dos compradores nunca calcula: quadros maiores são mais difíceis de calibrar com precisão em dobras curtas e fora do centro. Quando o seu trabalho diário são suportes de 18 pol. em posições diferentes ao longo de uma mesa de 10 pés, a força bruta não contribui para a consistência. O controlo é que conta.
Compre sobredimensionado se o seu ganha-pão forem chapas longas e pesadas com cargas próximas da capacidade máxima. Evite se o seu cronograma incluir 30 trocas por dia e peças que raramente testam o terço superior da classificação da máquina.
Se a tonelagem de pico não é o que distingue um gerador de lucro de um sugador de margem, então o que é?
Há alguns anos, estive atrás de duas máquinas de 110 toneladas a produzir os mesmos suportes em aço inoxidável de 14 gauge. Uma era hidráulica. A outra era servoelétrica. Mesma tonelagem nominal no folheto.
O motor da unidade hidráulica funcionava durante todo o turno. Ouvia-se o zumbido da bomba mesmo enquanto o operador media as peças. A elétrica permanecia silenciosa entre os cursos. Quando se movia, descia rapidamente, dobrava e voltava como se tivesse outro lugar onde estar.
Ambas conseguiam atingir a força necessária. Só uma lucrava ao fazê-lo.
Essa é a diferença que os principiantes não percebem. O argumento de venda do comercial é a tonelagem de pico. A realidade do operador é como essa força é gerada, controlada e paga a cada hora em que a energia está ligada. Uma prensa dobradeira não é apenas um número estampado de lado. É uma arquitetura de acionamento — uma forma de criar movimento e pressão — e essa arquitetura dita o tempo de ciclo, o consumo de energia, a manutenção e quão perto pode trabalhar com segurança do limite nominal da máquina.
Se a tonelagem é o tamanho do motor, o sistema de acionamento é a transmissão e o sistema de combustível. E em trabalhos de grande variedade — séries curtas, configurações constantes — a capacidade de resposta vence a força bruta todos os dias da semana.
Então, o que está realmente a comprar quando escolhe entre hidráulico, elétrico ou híbrido?
Entre em qualquer oficina de fabrico antiga e verá isto: cilindros gémeos, reservatório de óleo do tamanho de um barril de cerveja, mangueiras por todo o lado. As hidráulicas dominam a alta tonelagem por uma razão. Elas escalam.
Quer 300, 400, 800 toneladas? As hidráulicas levam‑no lá sem equipamento exótico. Cilindros grandes, bombas grandes, alta pressão. Conceito simples.
O Argumento do Vendedor: “Potência ilimitada. Comprovada. Fiável. Nunca lhe faltará força.”
A Realidade do Operador: calor por cisalhamento do óleo, desgaste das juntas, deriva das válvulas e bombas a rodar quer esteja a dobrar ou não.
Os sistemas hidráulicos geram força ao pressurizar o óleo e empurrá‑lo para dentro dos cilindros. Esse óleo comprime ligeiramente, as mangueiras expandem ligeiramente, as juntas flexionam. Sob carga total e ao longo de grandes comprimentos, essa flexibilidade é gerível. Sob trabalho curto, descentralizado, com suportes de 24 polegadas? O sistema está constantemente a compensar. É aí que começa a perder‑se repetibilidade se a manutenção falhar.
E aqui vai um detalhe que a maioria dos compradores aprende da pior forma: a tonelagem total não é para ser aplicada numa pequena secção da mesa. Muitas estruturas estão apenas classificadas para carga total em cerca de 60% do seu comprimento útil. Tive um cliente que jurava que a sua prensa de 10 pés aguentava tudo porque era “de 300 toneladas”. A sua peça mais longa tinha 6 pés. Começou a dobrar peças curtas e grossas bem ao centro com quase carga total.
A estrutura deformou‑se. Permanentemente.
A potência não o protegeu. Amplificou o erro.
Depois há a energia. Uma máquina hidráulica comparável pode consumir cerca de cinco vezes a potência média de uma servoelétrica durante a operação, porque o motor geralmente funciona continuamente para manter a pressão do sistema. Em mais de 3.000 horas por ano, isso não é trocado. É uma linha orçamental suficiente para contratar outro operador.
Compre hidráulica se costuma dobrar chapa longa e pesada perto do terço superior do gráfico de tonelagem e tiver volume suficiente para justificar a disciplina de manutenção. Evite se 80% do seu trabalho forem séries curtas de dobragem a ar abaixo de 150 toneladas e se se preocupa com energia em vazio, ruído e deriva.
Se as hidráulicas dominam o mundo da alta tonelagem, isso significa que as elétricas são apenas para chapa fina e oficinas de hobby?
Lembro‑me de quando as prensas elétricas eram descartadas como “brinquedos abaixo de 100 toneladas”. Essa era a ideia.
Depois vi uma unidade elétrica de 100 toneladas a funcionar com uma média de cerca de 3 quilowatts durante a produção. Faça as contas no chão para um ano de trabalho em turno único e verá uma fração do consumo de energia de uma hidráulica equivalente. E não estava a perder capacidade para as peças que tinha sido concebida para produzir.
As prensas servoelétricas utilizam fusos de esferas ou sistemas acionados por correia, alimentados por motores servo. Sem óleo. Sem bombas em espera. Quando o êmbolo não se move, o sistema não consome energia significativa. Quando se move, o binário é instantâneo e precisamente controlado.
O resultado? Velocidades de aproximação mais rápidas, retorno mais rápido e controlo extremamente preciso da posição — repetibilidade na faixa dos micrómetros em designs modernos.
O Argumento do Vendedor: “Limpa. Rápida. Precisa. Poupança de energia.”
A Realidade do Operador: tonelagem máxima limitada por tamanho da máquina e um tipo diferente de curva de carga — não se pode abusar delas com formação constante próxima do máximo ao longo de grandes comprimentos sem respeitar os seus limites mecânicos.
Dito isto, o velho argumento do “limite de 100 toneladas” está a envelhecer mal. As prensas elétricas modernas na classe das 100–110 toneladas têm preços competitivos em relação a máquinas hidráulicas muito maiores e atingem níveis de precisão que muitas vezes eliminam a necessidade de ajustes de compensação complexos, graças a desenhos de estrutura rígida. Para oficinas de alta variedade que dobram aço macio, inox e alumínio sob cargas previsíveis, isso cobre a esmagadora maioria do trabalho diário.
E porque a força é transmitida mecanicamente através de parafusos, em vez de pressão hidráulica, a resposta é imediata. Sem atraso de válvulas. Sem demora na rampa de pressão. Em ambientes de produção de curta duração, onde se fazem 20 peças, ajusta-se, e faz-se mais 30, essa capacidade de resposta traduz-se em minutos reais poupados.
Mas aqui está a limitação honesta: se o teu trabalho exige genuinamente mais de 300 toneladas distribuídas por 3 metros, o sistema elétrico sozinho não é a tua solução.
Compra servoelétrico se as tuas cargas reais calculadas estiverem abaixo do limite nominal e o teu lucro depender de velocidade, repetibilidade e baixo custo de operação. Evita-o se costumas dobrar chapas espessas em cargas que rondam entre 250 e 400 toneladas.
Então, onde ficam as oficinas que querem precisão elétrica mas ocasionalmente precisam de força séria?
Visitei uma fábrica que operava um híbrido com capacidade bem acima das 500 toneladas. Motores servo acionavam bombas hidráulicas sob demanda — sem motor a funcionar constantemente à velocidade máxima, sem perda contínua de pressão. Quando inativo, era silencioso. Sob carga, tinha força.
As poupanças de energia em relação aos sistemas hidráulicos tradicionais eram reais — da ordem de um quarto ou mais em ciclos de trabalho comparáveis — porque as bombas só funcionavam quando o processo de conformação o exigia. A precisão era superior à dos sistemas hidráulicos antigos, graças ao controlo de pressão e posição suavizado pelo servo.
No papel, parece o fim do debate.
O Argumento do Vendedor: “Potência hidráulica com eficiência e precisão elétrica.”
A Realidade do Operador: custo inicial mais elevado, sistemas de controlo mais complexos e uma máquina que só se paga se realmente precisas dos dois extremos do intervalo de capacidade.
Eis a pergunta matemática que faço aos proprietários: quantas horas por mês operam de facto acima de 70% de 200 toneladas? Não o que podem vir a executar. Não o que o departamento comercial espera conseguir. O que realmente executam.
Se a resposta for “alguns trabalhos por trimestre”, um híbrido grande é uma apólice de seguro cara. Se a resposta for “diariamente, em peças longas”, então sim — o preço adicional faz sentido, porque a paragem ou deriva a essa escala é catastrófica.
Os sistemas híbridos redefinem o dilema. Mostram que não é preciso aceitar as ineficiências dos hidráulicos antigos para obter alta tonelagem. Mas também revelam algo desconfortável: muitas oficinas com alta diversidade de trabalho não precisam de tonelagens extremas. Precisam de agilidade com alguma margem — e por vezes essa margem é muito inferior ao valor indicado na placa lateral.
Compra híbrido se o teu trabalho realmente abranger tanto a precisão em chapas finas como a dobra frequente de alta tonelagem e grandes comprimentos, onde eficiência e força são importantes. Evita-o se os teus trabalhos “pesados” forem raros e a tua margem diária depender de velocidade e baixo custo operacional.
Depois de escolhido o sistema de acionamento, surge outra questão. Mesmo o cilindro mais ágil e eficiente do mundo não consegue fabricar peças precisas se o posicionamento do batente traseiro e a compensação de arqueamento não forem igualmente exatos.
| Categoria | Hidráulico | Servoelétrico | Híbrido |
|---|---|---|---|
| Posicionamento central | Máquina de alta tonelagem com exigências de manutenção | Precisão de alta velocidade com limite de cerca de 100 toneladas (unidades modernas comuns entre 100–110 toneladas) | Combina força hidráulica com eficiência elétrica |
| Geração de Força | Óleo pressurizado em cilindros; ligeira compressão do óleo, expansão da mangueira, flexão das vedações | Fusos de esferas ou sistemas acionados por correia alimentados por servomotores; entrega de força mecânica | Servomotores acionam bombas hidráulicas sob demanda |
| Discurso do Vendedor | Potência ilimitada, comprovada, fiável | Limpo, rápido, preciso, economizador de energia | Potência hidráulica com eficiência e precisão elétrica |
| Realidade do Operador | Calor, desgaste das vedações, desvio das válvulas, bombas funcionam continuamente; repetibilidade diminui se a manutenção falhar | Tonnagem máxima limitada; é necessário respeitar os limites de carga mecânica | Custo inicial elevado; controlos complexos; só compensa se toda a gama for utilizada |
| Consumo de Energia | Elevado; o motor funciona frequentemente de forma contínua; ~5× a potência média de um elétrico comparável | Baixo; consome energia principalmente durante o movimento (~3 kW em média no exemplo) | Moderado; ~25%+ de poupança de energia em comparação com o hidráulico tradicional |
| Precisão e Repetibilidade | Boa sob manutenção adequada; possível desvio sob cargas curtas/fora do centro | Controlo extremamente rigoroso; repetibilidade ao nível do mícron; sem atraso nas válvulas | Mais rigoroso do que o hidráulico tradicional; pressão e retorno controlados por servo |
| Ideal para | Chapa longa e pesada perto do limite superior de tonnagem; trabalho pesado de alto volume | Trabalho de alta variedade e curta duração abaixo da tonelagem nominal; oficinas focadas em velocidade e baixo custo operacional | Oficinas que necessitam simultaneamente de precisão e dobragem frequente de alta tonelagem e grande comprimento |
| Limitações | Tonalidade total frequentemente limitada a cerca de ~60% do comprimento da mesa; risco de deformação da estrutura sob cargas concentradas | Não adequado para 300+ toneladas em comprimentos longos | Caro se a alta tonelagem for apenas ocasional |
| Compre se | Dobragem pesada regular justifica o custo de manutenção e energia | As cargas reais permanecem abaixo do limite nominal e a eficiência é importante | A carga de trabalho abrange precisão em chapas finas e trabalhos frequentes de alta tonelagem |
| Evite se | Principalmente dobragem por ar de curta duração abaixo de 150 toneladas; sensível a energia e ruído | Dobragens regulares ao fundo de chapa grossa entre 250–400 toneladas | Trabalhos pesados são raros; a margem diária depende da velocidade e dos baixos custos fixos |
E é aí que vive a próxima camada de lucro — ou de sucata.
Pode ter o servo-elétrico mais limpo do chão ou um híbrido com força de sobra — mas se a peça não tiver o mesmo comprimento e ângulo de um lado ao outro, nada disso importa.
A força cria a dobra. A posição e a compensação criam a peça.
Já vi oficinas comprar máquinas a pensar que tinham margem — apenas para descobrir que estavam mais próximas do limite do que imaginavam. Não em tonelagem. Em repetibilidade. O martelo atingia os seus valores. O sistema de acionamento estava bem. Mas a aba do lado esquerdo era 0,020″ mais longa do que a do lado direito, e o ângulo central estava um grau aberto porque a mesa fletia sob carga. Agora está-se a calçar, a re-dobrar, a descartar aço inoxidável a $3 por libra, e a explicar ao cliente porque é que os padrões de furos não coincidem.
Não se perde dinheiro porque a prensa não tem força suficiente. Perde-se porque não consegue repetir uma dimensão ao longo de todo o comprimento da mesa.
É aí que o batente traseiro e o sistema de compensação deixam de ser acessórios e passam a ser proteção do lucro.
O discurso do vendedor: “Seis eixos. Flexibilidade total. À prova do futuro.”
A realidade do operador: a maioria das oficinas não usa nem metade disso.
Um batente básico de 2 eixos (X para profundidade, R para altura) faz uma montanha de peças simples. Adicione Z1/Z2 — movimento independente esquerda/direita — e cobre a maior parte da complexidade real, especialmente peças longas em que o reposicionamento manual destruiria o tempo de preparação. Para uma oficina que trabalha com suportes, canais e caixas até 1,2 metros, dia após dia, um sistema completo de 6 eixos frequentemente fica lá parado como um camião diesel a entregar pizza.
Mais potência do que a rota exige.
Mas é aqui que os principiantes se enganam. O número de eixos não serve para se gabar — trata-se de controlo independente. Um batente verdadeiro de 6 eixos (X1/X2, R1/R2, Z1/Z2) permite que cada “dedo” se mova no seu próprio plano. Se trabalha com peças alternadas largas e estreitas em séries curtas — trabalho de alta variedade em que o painel de 36 polegadas de hoje se torna amanhã na peça descentrada de 12 polegadas — essa independência significa não voltar a esquadrar manualmente, não calçar batentes, nem corrigir pelo “sentir” do operador.
Significa que não perde o contrato porque não consegue fazer a transição rápido o suficiente.
Já vi oficinas tentar imitar a flexibilidade de 6 eixos com um batente de 2 eixos e uma chave inglesa. Funciona. Lentamente. Até o operador apressar-se e uma aba desviar 0,030″. No papel, a máquina tinha força de sobra. Na realidade, faltava posicionamento controlado.
Compre 6 eixos se o seu trabalho muda rotineiramente de larguras, desvios e geometrias assimétricas no mesmo turno e o tempo de preparação é o seu ponto de estrangulamento. Ignore-o se 80% do seu rendimento vem de peças repetitivas que nunca desafiam o controlo independente dos dedos — e invista a diferença em ferramentas ou formação melhores.
Porque o número de eixos por si só não resolve o problema seguinte: a própria máquina flete sob carga.
Aplique 150 toneladas numa bancada de 2,4 metros e a estrutura flete. Isso não é defeito. É física.
O centro abre ligeiramente, o que significa que o ângulo no meio da peça fica mais aberto enquanto as extremidades permanecem apertadas. Chamamos-lhe “arco central”. Se não compensar isso, vai andar a corrigir ângulos o dia inteiro.
A compensação mecânica usa cunhas ou cames incorporados na bancada para introduzir um arco contrário controlado. Ajusta-se uma vez para a força e comprimento do trabalho, e ele resiste à deflexão. Simples. Estável. Menos tubagem para manter.
A compensação hidráulica usa cilindros sob a bancada, ajustáveis dinamicamente através do controlo. É flexível e rápida quando se alterna entre forças e materiais.
O discurso do vendedor: “Correção automática de ângulo ao longo de todo o comprimento.”
A realidade do operador: se a força aplicada varia muito de trabalho para trabalho, a compensação hidráulica poupa tempo de preparação. Se o seu trabalho é previsível, os sistemas mecânicos mantêm-se frequentemente mais estáveis e com menos complicações a longo prazo.
Eis o cálculo no terreno. Imagine uma peça de aço inoxidável de 3 metros com uma tolerância de ±0,5 graus. Se o centro abrir 1 grau porque ignorou a compensação adequada, vai ter de retrabalhar a peça — aumentando o tempo de ciclo e arriscando marcas — ou inutilizá-la. Multiplique isso por 30 peças numa série curta. Isso não é um problema de força. É controlo de deflexão.
Compre compensação hidráulica se o seu programa salta de alumínio fino para chapa pesada de hora a hora e precisa de compensação rápida e programável. Ignore-a se o seu trabalho é consistente e valoriza a simplicidade mecânica em detrimento da velocidade de ajuste.
Mesmo assim, uma última pergunta paira no ar.
Se a estrutura flete e o posicionamento dos calibradores se altera, o software pode compensar o resto?
Os controladores modernos conseguem calcular o desconto de dobra, ajustar a compensação de retorno elástico e até aplicar curvas de compensação dinâmica com base em tabelas de tonelagem. São mais inteligentes do que tudo o que utilizávamos há vinte anos.
Mas o software não consegue enrijecer o aço.
Já ouvi isso antes: “O controlo vai compensar.” Às vezes consegue — dentro de uma margem. Se a estrutura for rígida e a deflexão previsível, o controlador pode ajustar ligeiramente a profundidade do êmbolo e o perfil de compensação para manter o ângulo ao longo da mesa.
Se a máquina estiver a fletir de forma inconsistente porque é subdimensionada para o trabalho — ou está gasta — o software está a adivinhar.
É essa a lacuna que os principiantes não veem. Pensam que a tonelagem é a rede de segurança e depois pensam que o software é a segunda rede. Na realidade, a rigidez, a estabilidade dos calibradores e a precisão da compensação formam a base. O software aperfeiçoa. Não salva.
Compre um controlo topo de gama se a estrutura mecânica da sua máquina for sólida e quiser configurações mais rápidas e menor dependência do operador. Ignore a atualização “inteligente” se espera que esta disfarce limitações estruturais ou mau alinhamento — não vai.
Nesta altura, o padrão já deve ser familiar. Um êmbolo maior não garante peças melhores. Mais eixos não garantem melhor posicionamento. Um software mais inteligente não garante rigidez.
Portanto, se a arquitetura de acionamento, os sistemas de posicionamento e o controlo de deflexão determinam se as peças são expedidas ou sucata, o que é que isso significa para a sua fatura de energia, horas de manutenção e tempo de inatividade quando a máquina nem sequer está a dobrar?
É aí que os custos silenciosos começam a falar.
Às 2:15 de uma terça-feira, passei por uma prensa hidráulica de 300 toneladas que não tinha ciclado nos últimos vinte minutos. O operador estava a desbastar peças num banco. O motor continuava a zumbir, o óleo a circular, o calor a subir. Nada estava a ser dobrado.
O amperímetro de máquinas como essa não desce a zero quando se para de formar. A bomba continua a funcionar para manter a pressão no sistema. Está a pagar pela prontidão.
Essa é a parte que a maioria dos principiantes nunca calcula. Obcecam com a tonelagem máxima e as tolerâncias de ângulo — e deviam — mas a rentabilidade não se decide na carga máxima. Decide-se nos intervalos entre as dobras. Se a repetibilidade e o controlo produzem boas peças, o sistema de acionamento decide quanto lhe custa esperar entre elas. E em trabalhos de grande variedade e baixo volume, espera-se muito.
Então vamos abrir o livro.
Uma prensa hidráulica convencional utiliza um motor de velocidade constante que aciona uma bomba. Mesmo quando o êmbolo não se move, a bomba faz circular o óleo através das válvulas para manter a pressão do sistema. Isso significa consumo elétrico contínuo, geração de calor e necessidade de arrefecimento.
Imagine uma prensa hidráulica de 200 toneladas com um motor principal de 20–30 cavalos. A potência traduz‑se diretamente em consumo elétrico. Agora imagine que essa máquina passa metade do turno sem realmente formar — operadores a medir as primeiras peças, a mudar as ferramentas, a preparar a próxima série curta. Numa oficina de grande variedade, isso não é hipótese. É terça‑feira.
O Discurso do Vendedor: “Nunca vai ficar sem energia.”
A Realidade do Operador: está a gastá‑la quer a use ou não.
As quinadeiras eléctricas — fusos de esferas ou correias acionados por servomotores — só consomem energia significativa durante o movimento. Em repouso, ficam silenciosas. Sem circulação de óleo. Sem manutenção de pressão. Sem acumulação de calor.
É aqui que fica desconfortável. Sob carga total, as eléctricas podem consumir mais energia elétrica instantânea por curso para gerar a mesma tonelagem. Força elevada, material espesso, tempo de pausa longo — as hidráulicas podem, na verdade, ser mais eficientes por dobra pesada porque armazenam e aplicam a energia de forma diferente.
Mas a maioria das oficinas de produção curta não trabalha à tonelagem máxima o dia inteiro. Trabalham com suportes de chapa 12, flanges de chapa 10, alumínio e aço macio misturados — iniciar, parar, medir, mudar, repetir.
Uma quinadeira hidráulica que permanece ligada mas sem dobrar é como um camião a gasóleo a fazer marcha lenta no pátio. Parece pronta. Soa poderosa. Está a consumir margem silenciosamente.
Compre hidráulica se a sua máquina passa a maior parte do dia sob carga pesada sustentada, onde a energia hidráulica armazenada trabalha a seu favor. Evite hidráulicas sobredimensionadas se a sua agenda é dominada por ciclos de arranque‑paragem, lotes curtos, onde o tempo em repouso rivaliza com o tempo de conformação.
Porque a electricidade é apenas o primeiro item na lista.
Todo o sistema hidráulico é primeiro um sistema de gestão de fluidos e só depois uma máquina de conformação. O óleo degrada‑se. Absorve humidade. Transporta partículas microscópicas de metal das bombas e válvulas. Os filtros entopem. As juntas envelhecem.
Já vi a precisão do ângulo desviar ao longo do dia porque a viscosidade do óleo muda à medida que a temperatura sobe. Peças de manhã fria saem precisas. À tarde, abrem meio grau. Então aquece a máquina 10–15 minutos antes do trabalho sério, recalibra, ajusta a profundidade. Isso não é falha. É física num sistema fluido.
Agora acumule isso ao longo de cinco anos. Mudanças de óleo programadas. Substituição de filtros. Vazamentos ocasionais. Uma mangueira rebenta no pior momento possível. Nenhum destes incidentes é catastrófico isoladamente. Juntos, formam um ritmo de manutenção que tem de planear.
Os sistemas servo‑elétricos trocam o óleo por componentes mecânicos de desgaste — correias, fusos de esferas, rolamentos. Não são livres de manutenção. As correias esticam. Os fusos desgastam‑se se sobrecarregados. Mas a sua degradação é geralmente mais linear e previsível. Pode medir o jogo num fuso. Pode agendar a mudança de correia antes de falhar.
O Discurso do Vendedor: “As hidráulicas são robustas e comprovadas.”
A Realidade do Operador: comprovadas significa que já conhece a lista de coisas que vai ter de fazer manutenção.
Se a sua oficina trabalha com tonelagem alta diariamente, esses componentes hidráulicos funcionam na sua zona de conforto. Se comprar 300 toneladas “por precaução” e usar 60 toneladas a maior parte da semana, está a manter um sistema construído para um esforço que raramente aplica.
Já vi oficinas comprar máquinas achando que tinham margem — apenas para descobrir que estavam mais próximas do teto do que pensavam. Não em tonelagem. Em custos fixos.
Compre hidráulica se o seu trabalho justifica a complexidade do sistema fluido e tiver volume suficiente para amortizar essa manutenção. Evite‑a se os seus trabalhos forem leves, variados, e não quiser que a gestão de óleo se torne um negócio paralelo.
Depois há o relógio.
Uma oficina com que trabalhei fazia lotes de 15 a 40 peças. Mudar o material, mudar a ferramenta, provar a primeira peça, executar, desmontar. O dia inteiro.
O travão hidráulico deles precisava de um ciclo de aquecimento todas as manhãs para estabilizar a temperatura do óleo. Se o desligassem para almoçar, os ângulos desviavam‑se ligeiramente após o reinício até a temperatura normalizar. Dez minutos aqui. Cinco ali. Pequenos pedaços de tempo.
Agora faz as contas ao chão. Suponha que perde 15 minutos por dia em aquecimento e deriva de recalibração. Ao longo de 250 dias de trabalho, isso dá mais de 60 horas. Uma semana e meia de trabalho — perdida na gestão da temperatura.
Um travão elétrico? Ligar. Referência. Executar. Sem curva de viscosidade do óleo para acompanhar.
O tempo de ciclo também importa. Muitos elétricos aceleram e desaceleram mais depressa porque o motor servo aciona diretamente o movimento sem esperar pelo fluxo de fluido através das válvulas. Em lotes curtos, velocidades mais rápidas de aproximação e retorno comprimem a parte não cortante de cada ciclo. Numa execução de 20 peças, poupar mesmo alguns segundos por dobra acumula‑se antes do almoço.
Mas aqui está o contrapeso. Se a sua oficina dobra ocasionalmente chapa grossa perto do limite máximo de capacidade elétrica, não pode fingir que os limites de força não existem. Alguns elétricos simplesmente não geram a tonelagem extrema que um hidráulico comparável consegue. É por isso que muitas oficinas inteligentes têm um piso híbrido: elétrico para 80% de trabalho variado, hidráulico para as batidas pesadas.
Essa divisão diz‑lhe algo.
A agilidade da tração — quão rapidamente pode iniciar, parar e transitar — muitas vezes importa mais do que a força máxima num ambiente de execuções curtas. Maior é melhor apenas se vive em grande.
Compre elétrico se os seus lotes forem pequenos, os materiais moderados e o seu lucro depender de transições rápidas com mínimo aquecimento. Evite se uma dieta constante de chapa grossa o mantiver a roçar o limite de força.
Porque, uma vez que veja como o tempo de inatividade, o ritmo de manutenção e a deriva de aquecimento afetam as contas, a questão deixa de ser “Quanta tonelagem posso pagar?” e torna‑se algo mais incisivo.
O que o meu trabalho realmente exige — golpe a golpe, hora a hora — e qual sistema de acionamento corresponde a essa realidade em vez do meu receio?


















