

He bought a 320-ton press brake to bend quarter-inch mild steel.
His longest part was 6 feet. Most were brackets under 24 inches. But the dealer said, “You’ll never run out of power.” That sounded like insurance. Two years later, the machine idled more than it ran, and when it did run, it moved like a loaded dump truck in a grocery store parking lot.
Power felt safe. It wasn’t.
On paper, tonnage looks simple: a 200-ton machine can push 200 tons. Like horsepower on a truck.
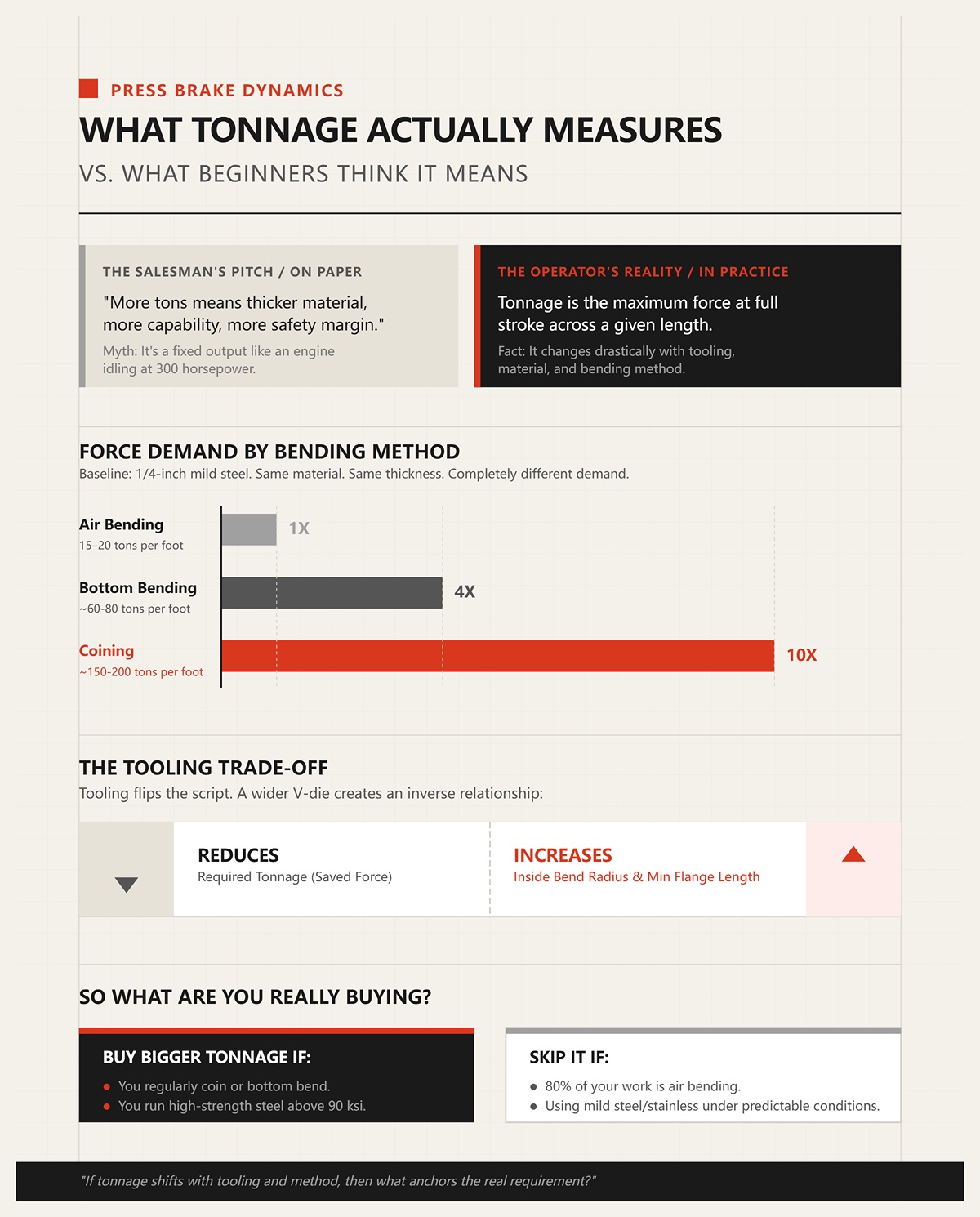
The Salesman’s Pitch: “More tons means thicker material, more capability, more safety margin.”
The Operator’s Reality: tonnage is the maximum force at full stroke across a given length, and it changes with tooling, material, and method. It’s not a fixed output like an engine idling at 300 horsepower.
Take air bending 1/4-inch mild steel. With the right V-die opening, you might need roughly 15–20 tons per foot. Switch to bottom bending, and that number can jump to four times higher. Coin it, and you can see ten times the air-bend requirement. Same material. Same thickness. Completely different force demand.
And tooling flips the script again. A wider V-die reduces required tonnage—but increases inside bend radius and minimum flange length. You saved force. You sacrificed geometry.
So what are you really buying when you overspec tonnage—capacity, or a crutch for not understanding your process?
Buy bigger tonnage if you regularly coin, bottom bend, or run high-strength steel above 90 ksi. Skip it if 80% of your work is air bending mild steel and stainless under predictable conditions.
If tonnage shifts with tooling and method, then what anchors the real requirement?
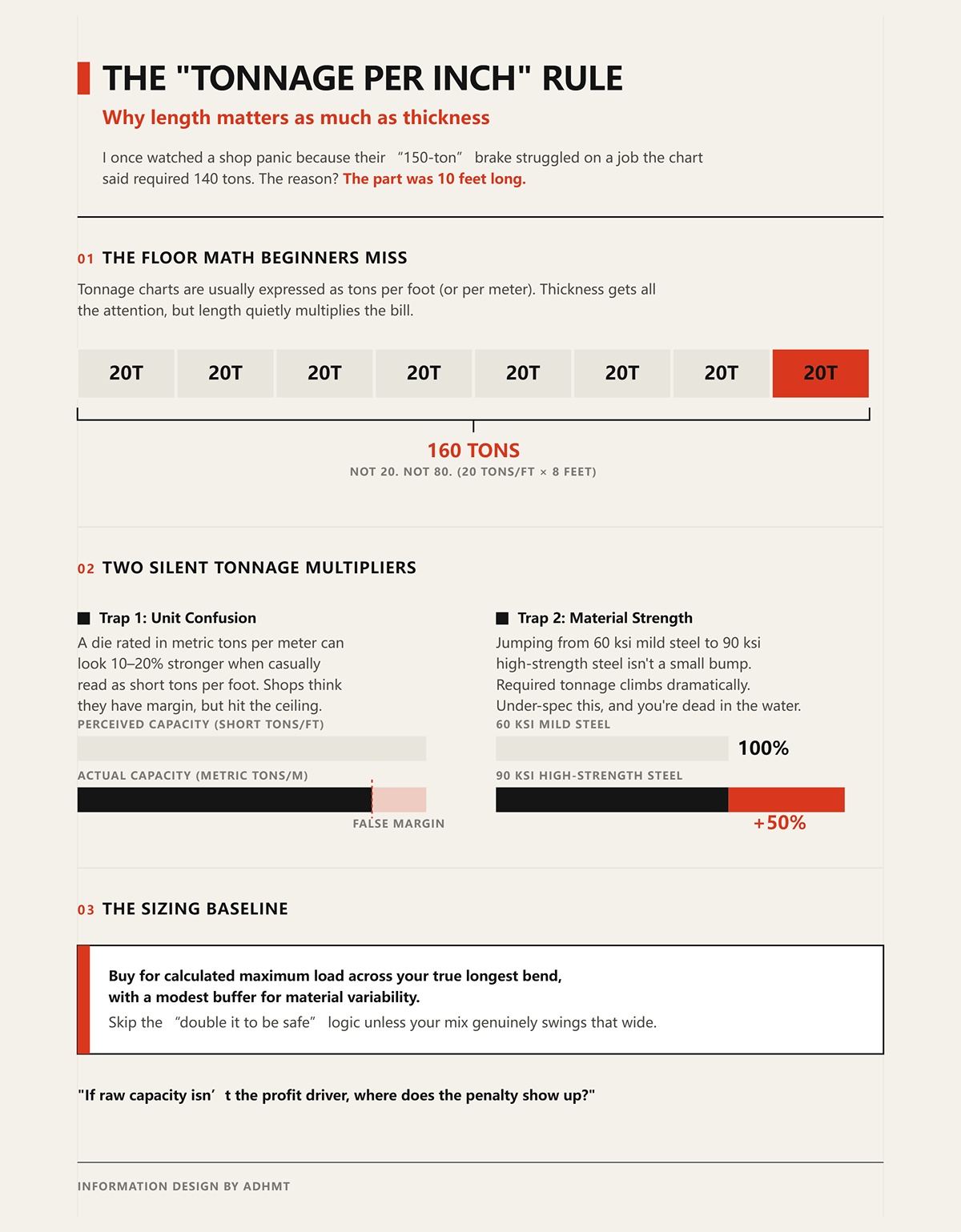
I once watched a shop panic because their “150-ton” brake struggled on a job the chart said required 140 tons.
The part was 10 feet long.
Here’s the floor math beginners miss: tonnage charts are usually expressed as tons per foot (or per meter). If your job needs 20 tons per foot and you’re bending 8 feet, that’s 160 tons. Not 20. Not 80. One-sixty.
Thickness gets all the attention. Length quietly multiplies the bill.
Now add unit confusion. A die rated in metric tons per meter can look 10–20% stronger when someone casually reads it as short tons per foot. I’ve seen shops buy machines thinking they had margin—only to find they were closer to the ceiling than they realized.
And here’s the uncomfortable counterpoint: if you occasionally jump from 60 ksi mild steel to 90 ksi high-strength, required tonnage can climb 50% or more. Under-spec that, and you’re not imprecise—you’re dead in the water.
So yes, there is a minimum safe baseline. But once your real-world jobs top out at, say, 120 tons across their longest length, what exactly does a 300-ton machine give you besides bragging rights?
Buy for calculated maximum load across your true longest bend, with a modest buffer for material variability. Skip the “double it to be safe” logic unless your mix genuinely swings that wide.
If raw capacity isn’t the profit driver, where does the penalty show up?

Stand next to a 400-ton hydraulic brake during a small bracket run. You’ll hear the pumps before you see motion.
Big cylinders mean larger oil volumes. Larger oil volumes mean more fluid to move every stroke. More fluid means slower acceleration and deceleration unless you pay dearly for advanced controls. Physics doesn’t care about your payment schedule.
On high-mix, low-volume work, profit lives in setup speed and short cycle times. If your ram travel is longer and heavier than the job demands, every part carries a few extra seconds. Five seconds extra on 1,000 parts is nearly an hour and a half of paid time. Do that across 200 jobs a year and you’ve burned weeks.
Energy tells the same story. A large hydraulic system maintains pressure whether you’re bending 1/8-inch aluminum or 1/2-inch plate. It’s like running a diesel semi to deliver pizza downtown—plenty of torque, miserable efficiency.
And here’s the part most buyers never calculate: larger frames are harder to crown precisely across short, off-center bends. When your daily work is 18-inch brackets in different positions along a 10-foot bed, brute force does nothing for consistency. Control does.
Buy oversized if your bread and butter is long, heavy plate at near-capacity loads. Skip it if your schedule is 30 changeovers a day and parts that rarely test the upper third of a machine’s rating.
If peak tonnage isn’t what separates a money-maker from a margin killer, then what does?
A few years back I stood behind two 110-ton machines running the same 14-gauge stainless brackets. One was hydraulic. One was servo-electric. Same rated tonnage on the brochure.
The hydraulic unit’s motor ran the entire shift. You could hear the pump whine even while the operator measured parts. The electric sat silent between strokes. When it moved, it snapped down, bent, and returned like it had somewhere else to be.
Both could hit the force requirement. Only one made money doing it.
That’s the gap beginners miss. The Salesman’s Pitch is peak tonnage. The Operator’s Reality is how that force is generated, controlled, and paid for every hour the power is on. A press brake isn’t just a number stamped on the side. It’s a drive architecture — a way of creating motion and pressure — and that architecture dictates cycle time, energy draw, maintenance, and how close you can safely live to the machine’s rated ceiling.
If tonnage is the engine size, the drive system is the transmission and fuel system. And in high-mix work — short runs, constant setups — responsiveness beats brute strength every day of the week.
So what are you actually buying when you choose hydraulic, electric, or hybrid?
Walk into any older fab shop and you’ll see it: twin cylinders, oil reservoir the size of a beer keg, hoses everywhere. Hydraulics dominate heavy tonnage for a reason. They scale.
You want 300, 400, 800 tons? Hydraulics will get you there without exotic hardware. Big cylinders, big pumps, high pressure. Simple concept.
The Salesman’s Pitch: “Unlimited power. Proven. Reliable. You’ll never run out of force.”
The Operator’s Reality: oil shear heat, seal wear, valve drift, and pumps spinning whether you’re bending or not.
Hydraulic systems generate force by pressurizing oil and pushing it into cylinders. That oil compresses slightly, hoses expand slightly, seals flex. Under full load across long lengths, that compliance is manageable. Under short, off-center, 24-inch bracket work? The system is constantly compensating. That’s where repeatability starts to drift if maintenance slips.
And here’s a detail most buyers learn the hard way: full tonnage is not meant to be applied over a tiny section of the bed. Many frames are only rated for full load across roughly 60% of their working length. I once had a customer swear his 10-foot brake could handle anything because it was “300 tons.” His longest part was 6 feet. He started bottom bending short, thick parts dead center at near full load.
The frame took a set. Permanently.
Power didn’t protect him. It magnified the mistake.
Then there’s energy. A comparable hydraulic machine can draw around five times the average power of a servo-electric during operation because the motor often runs continuously to maintain system pressure. Over 3,000 hours a year, that’s not pocket change. That’s a line item big enough to hire another operator.
Buy hydraulic if you routinely bend long, heavy plate near the upper third of the tonnage chart and you have the volume to justify the maintenance discipline. Skip it if 80% of your work is short-run air bending under 150 tons and you care about idle energy, noise, and drift.
If hydraulics own the high-tonnage world, does that mean electric is only for thin sheet and hobby shops?
I remember when electric brakes were dismissed as “under 100-ton toys.” That was the line.
Then I saw a 100-ton electric unit running on an average of about 3 kilowatts during production. Do the floor math over a year of single-shift work and you’re looking at a fraction of the energy draw of an equivalent hydraulic. And it wasn’t giving up capacity for the parts it was built to run.
Servo-electric brakes use ball screws or belt-driven systems powered by servo motors. No oil. No pumps idling. When the ram isn’t moving, the system isn’t drawing significant power. When it does move, torque is instant and precisely controlled.
The result? Faster approach speeds, faster return, and extremely tight position control — repeatability down into the micron range on modern designs.
The Salesman’s Pitch: “Clean. Fast. Accurate. Energy savings.”
The Operator’s Reality: limited maximum tonnage per machine size and a different kind of load curve — you can’t abuse them with constant near-maximum forming across long lengths without respecting their mechanical limits.
That said, the old “100-ton ceiling” argument is aging badly. Modern electric brakes in the 100–110 ton class are priced competitively with much larger hydraulic machines and achieve accuracy levels that often eliminate the need for complex crowning adjustments thanks to rigid frame designs. For high-mix shops bending mild steel, stainless, and aluminum under predictable loads, that covers the overwhelming majority of daily work.
And because force is delivered mechanically through screws rather than fluid pressure, response is immediate. No valve lag. No pressure ramp delay. In short-run environments where you’re making 20 parts, adjusting, making 30 more, that responsiveness shows up in real minutes saved.
But here’s the honest constraint: if your work genuinely requires 300+ tons across 10 feet, electric alone is not your solution.
Buy servo-electric if your calculated real-world loads live under its rated ceiling and your profit depends on speed, repeatability, and low operating cost. Skip it if you routinely bottom bend thick plate at loads that flirt with 250–400 tons.
So where does that leave shops that want electric precision but occasionally need serious force?
I toured a plant running a hybrid rated well north of 500 tons. Servo motors drove hydraulic pumps on demand — no constant full-speed motor, no continuous pressure bleed-off. When idle, it was quiet. Under load, it had muscle.
Energy savings over traditional hydraulics were real — on the order of a quarter or more in comparable duty cycles — because the pumps only worked when forming required it. Accuracy was tighter than legacy hydraulic systems thanks to servo-controlled pressure and position feedback.
On paper, it sounds like the end of the debate.
The Salesman’s Pitch: “Hydraulic power with electric efficiency and precision.”
The Operator’s Reality: higher upfront cost, more complex control systems, and a machine that only pays for itself if you actually need both ends of its capability range.
Here’s the floor-math question I ask owners: how many hours a month do you truly operate above 70% of 200 tons? Not what you might run. Not what sales hopes to land. What actually runs.
If the answer is “a few jobs a quarter,” a large hybrid is an expensive insurance policy. If the answer is “daily, across long parts,” then yes — the premium makes sense because downtime or drift at that scale is catastrophic.
Hybrid systems redefine the dilemma. They prove you don’t have to accept old hydraulic inefficiencies to get high tonnage. But they also expose something uncomfortable: many high-mix shops don’t need extreme tonnage at all. They need agility with occasional headroom — and sometimes that headroom is far lower than the badge on the side suggests.
Buy hybrid if your workload genuinely spans thin-gauge precision and frequent high-tonnage, long-length bending where both efficiency and force matter. Skip it if your “heavy” jobs are rare and your daily margin depends on speed and low overhead.
Once the drive system is chosen, though, another question surfaces. Even the most agile, efficient ram in the world can’t make accurate parts if the back gauge positioning and crowning compensation aren’t equally precise.
| Category | Hydraulic | Servo-Electric | Hybrid |
|---|---|---|---|
| Core Positioning | High-tonnage workhorse with maintenance demands | High-speed precision with ~100-ton ceiling (modern units 100–110 tons common) | Combines hydraulic force with electric efficiency |
| Force Generation | Oil pressurized into cylinders; slight oil compression, hose expansion, seal flex | Ball screws or belt-driven systems powered by servo motors; mechanical force delivery | Servo motors drive hydraulic pumps on demand |
| Salesman’s Pitch | Unlimited power, proven, reliable | Clean, fast, accurate, energy saving | Hydraulic power with electric efficiency and precision |
| Operator’s Reality | Heat, seal wear, valve drift, pumps run continuously; repeatability drifts if maintenance slips | Limited max tonnage; must respect mechanical load limits | Higher upfront cost; complex controls; only pays off if full range is used |
| Energy Consumption | High; motor often runs continuously; ~5× average power of comparable electric | Low; draws power mainly during motion (~3 kW average in example) | Moderate; ~25%+ energy savings vs traditional hydraulic |
| Accuracy & Repeatability | Good under proper maintenance; drift possible under short/off-center loads | Extremely tight control; micron-level repeatability; no valve lag | Tighter than legacy hydraulic; servo-controlled pressure and feedback |
| Best For | Long, heavy plate near upper tonnage range; high-volume heavy work | High-mix, short-run work under rated tonnage; speed and low operating cost focused shops | Shops needing both precision and frequent high-tonnage, long-length bending |
| Limitations | Full tonnage often limited to ~60% of bed length; frame risk under concentrated loads | Not suitable for 300+ tons across long lengths | Expensive if high tonnage is only occasional |
| Buy If | Regular heavy bending justifies maintenance and energy cost | Real-world loads stay under rated ceiling and efficiency matters | Workload spans thin precision and frequent high-tonnage jobs |
| Skip If | Mostly short-run air bending under 150 tons; sensitive to energy and noise | Regularly bottom bending thick plate at 250–400 tons | Heavy jobs are rare; daily margin depends on speed and low overhead |
And that’s where the next layer of profit — or scrap — lives.
You can have the cleanest servo-electric on the floor or a hybrid with muscle for days — but if the part isn’t the same length and angle from left to right, none of that matters.
Force creates the bend. Position and compensation create the part.
I’ve seen shops buy machines thinking they had margin—only to find they were closer to the ceiling than they realized. Not on tonnage. On repeatability. The ram hit its numbers. The drive system was fine. But the flange on the left side was 0.020″ longer than the right, and the center angle was a degree open because the bed flexed under load. Now you’re shimming, re-bending, scrapping stainless at $3 a pound, and explaining to a customer why hole patterns don’t line up.
You don’t lose money because your brake can’t push hard enough. You lose it because it can’t repeat a dimension across the full length of the bed.
That’s where the back gauge and crowning system stop being accessories and start being profit protection.
The Salesman’s Pitch: “Six axes. Total flexibility. Future-proof.”
The Operator’s Reality: most shops don’t use half of it.
A basic 2-axis gauge (X for depth, R for height) will run a mountain of simple parts. Add Z1/Z2 — independent left/right movement — and you’ve covered most real-world complexity, especially long parts where manual repositioning would kill your setup time. For a shop running brackets, channels, boxes under 4 feet, day in and day out, a full 6-axis system often sits there like a diesel semi delivering pizza.
More horsepower than the route requires.
But here’s where beginners miss it. Axis count isn’t about bragging rights — it’s about independent control. A true 6-axis gauge (X1/X2, R1/R2, Z1/Z2) lets each finger move on its own plane. If you’re running alternating wide and narrow parts in short runs — high-mix work where today’s 36-inch panel becomes tomorrow’s 12-inch offset piece — that independence means no manual re-squaring, no shimming stops, no operator “feel” corrections.
It means you don’t lose the bid because you can’t transition fast enough.
I’ve watched shops try to fake 6-axis flexibility with a 2-axis gauge and a wrench. It works. Slowly. Until the operator rushes and one flange drifts 0.030″. On paper, the machine had plenty of tonnage. In reality, it lacked controlled positioning.
Buy 6-axis if your work routinely shifts widths, offsets, and asymmetric geometries within the same shift and setup time is your choke point. Skip it if 80% of your revenue comes from repeat parts that never challenge independent finger control — and spend the difference on better tooling or training.
Because axis count alone doesn’t fix the next problem: the machine itself bends under load.
Put 150 tons across an 8-foot bed and the frame deflects. That’s not a flaw. That’s physics.
The center opens up slightly, which means the angle in the middle of your part goes soft while the ends stay tight. We call it “center-bow.” If you don’t compensate for it, you chase angles all day.
Mechanical crowning uses wedges or cams built into the bed to introduce a controlled counter-bow. Set it once for the job’s tonnage and length, and it pushes back against deflection. Simple. Stable. Less plumbing to maintain.
Hydraulic crowning uses cylinders under the bed, dynamically adjustable through the control. It’s flexible and fast when you’re bouncing between tonnages and materials.
The Salesman’s Pitch: “Automatic angle correction across the full length.”
The Operator’s Reality: if your tonnage swings wildly job to job, hydraulic crowning saves setup time. If your work is predictable, mechanical systems often hold steadier with less long-term fuss.
Here’s the floor math. Imagine a 10-foot stainless part with a tolerance of ±0.5 degrees. If the center runs 1 degree open because you skipped proper crowning, you’re either re-hitting the part — adding cycle time and risking marks — or scrapping it. Multiply that by 30 parts in a short run. That’s not a tonnage issue. That’s deflection control.
Buy hydraulic crowning if your schedule jumps from thin aluminum to heavy plate hourly and you need quick, programmable compensation. Skip it if your work is consistent and you value mechanical simplicity over adjustment speed.
Even then, a final question hangs in the air.
If the frame flexes and the gauge positions, can software make up the rest?
Modern controllers can calculate bend allowance, adjust for springback, even apply dynamic crowning curves based on tonnage tables. They are smarter than anything we ran twenty years ago.
But software cannot stiffen steel.
I’ve heard it before: “The control will compensate.” Sometimes it can — within a window. If the frame is rigid and the deflection predictable, the controller can nudge the ram depth and crowning profile to hold angle across the bed.
If the machine is flexing inconsistently because it’s undersized for the work — or worn — the software is guessing.
That’s the gap beginners don’t see. They think tonnage is the safety net, then they think software is the second net. In reality, rigidity, gauge stability, and crowning accuracy form the foundation. Software refines. It does not rescue.
Buy a high-end control if your machine’s mechanical backbone is solid and you want faster setups and less operator dependency. Skip the “smart” upgrade if you’re hoping it will mask structural limits or poor alignment — it won’t.
At this point, the pattern should feel familiar. Bigger ram doesn’t guarantee better parts. More axes don’t guarantee better positioning. Smarter software doesn’t guarantee rigidity.
So if drive architecture, positioning systems, and deflection control decide whether parts ship or scrap, what does that mean for your power bill, maintenance hours, and idle time when the machine isn’t even bending?
That’s where the quiet costs start talking.
At 2:15 on a Tuesday, I walked past a 300‑ton hydraulic brake that hadn’t cycled in twenty minutes. The operator was deburring parts at a bench. The motor was still humming, oil circulating, heat climbing. Nothing was bending.
The amp meter on machines like that doesn’t drop to zero when you stop forming. The pump keeps running to maintain pressure in the system. You’re paying for readiness.
That’s the part most beginners never pencil out. They obsess over peak tonnage and angle tolerances — and they should — but profitability isn’t decided at peak load. It’s decided in the gaps between bends. If repeatability and control make good parts, the drive system decides how much it costs you to wait between them. And in high‑mix, low‑volume work, you wait a lot.
So let’s open the ledger.
A conventional hydraulic brake runs a constant‑speed motor driving a pump. Even when the ram isn’t moving, the pump circulates oil through valves to hold system pressure. That means continuous electrical draw, plus heat generation, plus cooling demand.
Imagine a 200‑ton hydraulic brake with a 20–30 horsepower main motor. Horsepower translates directly to electrical consumption. Now imagine that machine spends half its shift not actually forming — operators measuring first articles, changing tooling, staging the next short run. In a high‑mix shop, that’s not hypothetical. That’s Tuesday.
The Salesman’s Pitch: “You’ll never run out of power.”
The Operator’s Reality: you’re burning it whether you use it or not.
Electric press brakes — servo‑driven ball screws or belts — only pull significant power during motion. At idle, they sit quiet. No oil circulation. No pressure maintenance. No heat soak.
Here’s where it gets uncomfortable. Under full load, electrics can draw more instantaneous electrical energy per stroke to generate the same tonnage. High force, thick material, long dwell — hydraulics can actually be more efficient per heavy bend because they store and apply energy differently.
But most short‑run shops aren’t living at peak tonnage all day. They’re bumping 12‑gauge brackets, 10‑gauge flanges, mixed aluminum and mild steel — start, stop, measure, change, repeat.
A hydraulic brake that sits powered on but not bending is like a diesel truck idling in the yard. It feels ready. It sounds powerful. It’s quietly eating margin.
Buy hydraulic if your machine spends most of its day under sustained heavy load where stored hydraulic energy works in your favor. Skip oversized hydraulics if your schedule is dominated by start‑stop, short batches where idle time rivals forming time.
Because electricity is only the first line item.
Every hydraulic system is a fluid management system first and a forming machine second. Oil degrades. It absorbs moisture. It carries microscopic metal from pumps and valves. Filters clog. Seals age.
I’ve seen angle accuracy drift through the day because oil viscosity changes as temperature rises. Cold morning parts hit tight. Afternoon parts open up a half degree. So you warm the machine 10–15 minutes before serious work, recalibrate, tweak depth. That’s not a failure. That’s physics in a fluid system.
Now stack that over five years. Scheduled oil changes. Filter replacements. Occasional leaks. A hose bursts at the worst possible time. None of these are catastrophic alone. Together, they’re a maintenance rhythm you must plan for.
Servo‑electric systems trade oil for mechanical wear components — belts, ball screws, bearings. They’re not maintenance‑free. Belts stretch. Screws wear if overloaded. But their degradation is usually more linear and predictable. You can measure backlash in a screw. You can schedule a belt change before it fails.
The Salesman’s Pitch: “Hydraulics are heavy‑duty and proven.”
The Operator’s Reality: proven means you already know the list of things you’ll be servicing.
If your shop runs high tonnage daily, those hydraulic components are working in their comfort zone. If you buy 300 tons “just in case” and run 60 tons most of the week, you’re maintaining a system built for stress you rarely apply.
I’ve seen shops buy machines thinking they had margin—only to find they were closer to the ceiling than they realized. Not in tonnage. In overhead.
Buy hydraulic if your work justifies the fluid system’s complexity and you have the volume to amortize that maintenance. Skip it if your jobs are light, varied, and you don’t want oil management to become a side business.
Then there’s the clock.
One shop I worked with ran batches of 15 to 40 parts. Change material, change tooling, prove first piece, run, tear down. All day.
Their hydraulic brake needed a warm‑up cycle each morning to stabilize oil temperature. If they shut it down for lunch, angles shifted slightly after restart until temperature normalized. Ten minutes here. Five there. Tiny slices of time.
Now do the floor math. Suppose you lose 15 minutes a day to warm‑up and recalibration drift. Over 250 working days, that’s more than 60 hours. A week and a half of labor — gone to temperature management.
An electric brake? Power on. Reference. Run. No oil viscosity curve to chase.
Cycle time matters too. Many electrics accelerate and decelerate faster because the servo motor directly drives motion without waiting on fluid flow through valves. In short batches, faster approach and return speeds compress the non‑cutting portion of each cycle. On a 20‑part run, shaving even a few seconds per bend adds up before lunch.
But here’s the counterweight. If your shop occasionally bends thick plate near the top end of electric capacity, you can’t pretend force limits don’t exist. Some electrics simply do not generate the extreme tonnage a comparable hydraulic can. That’s why many smart shops run a hybrid floor: electric for 80% of high‑mix work, hydraulic for the heavy hits.
That split tells you something.
Drive agility — how fast you can start, stop, and transition — often matters more than peak force in a short‑run environment. Bigger is better only if you live at big.
Buy electric if your batches are small, your materials moderate, and your profit depends on fast transitions with minimal warm‑up. Skip it if a steady diet of thick plate would keep you flirting with its force ceiling.
Because once you see how idle time, maintenance rhythm, and warm‑up drift hit the ledger, the question stops being “How much tonnage can I afford?” and becomes something sharper.
What does my work actually demand — stroke by stroke, hour by hour — and which drive system matches that reality instead of my fear?


















