

Ha comprato una pressa piegatrice da 320 tonnellate per piegare acciaio dolce da un quarto di pollice.
Il suo pezzo più lungo era di 6 piedi. La maggior parte erano staffe di meno di 24 pollici. Ma il rivenditore disse: “Non finirai mai la potenza.” Sembrava una garanzia. Due anni dopo, la macchina rimaneva ferma più di quanto lavorasse e, quando lo faceva, si muoveva come un camion ribaltabile carico in un parcheggio di supermercato.
La potenza sembrava una sicurezza. Non lo era.
Sulla carta, la tonnellata sembra semplice: una macchina da 200 tonnellate può spingere 200 tonnellate. Come la potenza (horsepower) su un camion.
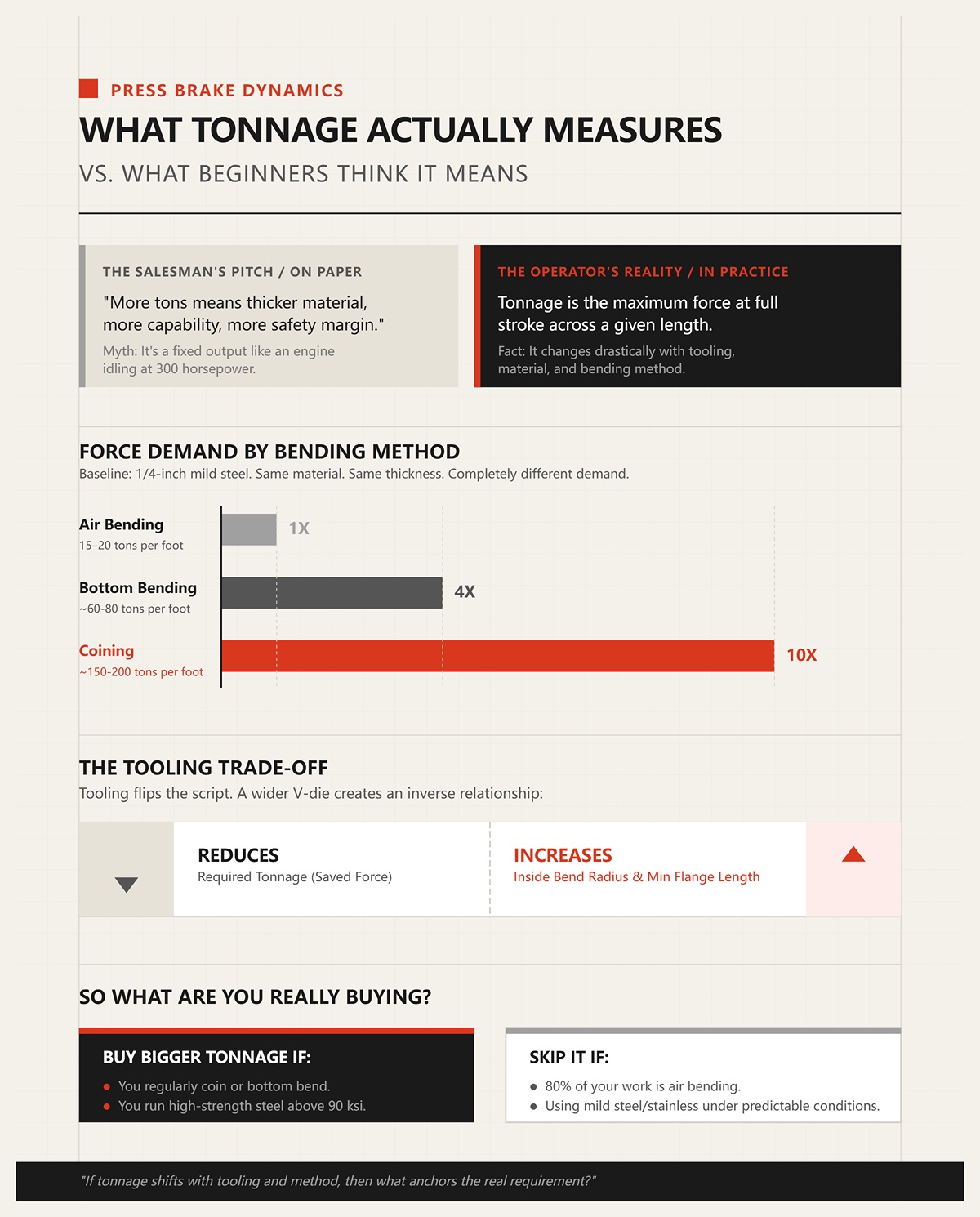
L’argomento del venditore: “Più tonnellate significano materiale più spesso, maggiore capacità, maggior margine di sicurezza.”
La realtà dell’operatore: la tonnellata è la forza massima a corsa completa su una determinata lunghezza, e cambia con utensili, materiale e metodo. Non è un’uscita fissa come un motore al minimo a 300 cavalli.
Prendiamo la piegatura in aria di acciaio dolce da 1/4 di pollice. Con l’apertura del punzone a V corretta, potresti aver bisogno di circa 15–20 tonnellate per piede. Passa alla piegatura al fondo, e quel numero può quadruplicare. Se coni, puoi arrivare a dieci volte il requisito della piegatura in aria. Stesso materiale. Stesso spessore. Domanda di forza completamente diversa.
E gli utensili ribaltano di nuovo la situazione. Una matrice a V più ampia riduce la tonnellata richiesta — ma aumenta il raggio interno di piegatura e la lunghezza minima della flangia. Hai risparmiato forza. Hai sacrificato la geometria.
Quindi cosa stai davvero comprando quando sovrastimi la tonnellata — capacità, o una stampella per non comprendere il tuo processo?
Compra una tonnellata maggiore se conii regolarmente, pieghi al fondo o lavori con acciai ad alta resistenza oltre 90 ksi. Evita se l’80% del tuo lavoro consiste nella piegatura in aria di acciaio dolce e acciaio inossidabile in condizioni prevedibili.
Se la tonnellata varia con utensili e metodo, allora cosa ancora il requisito reale?
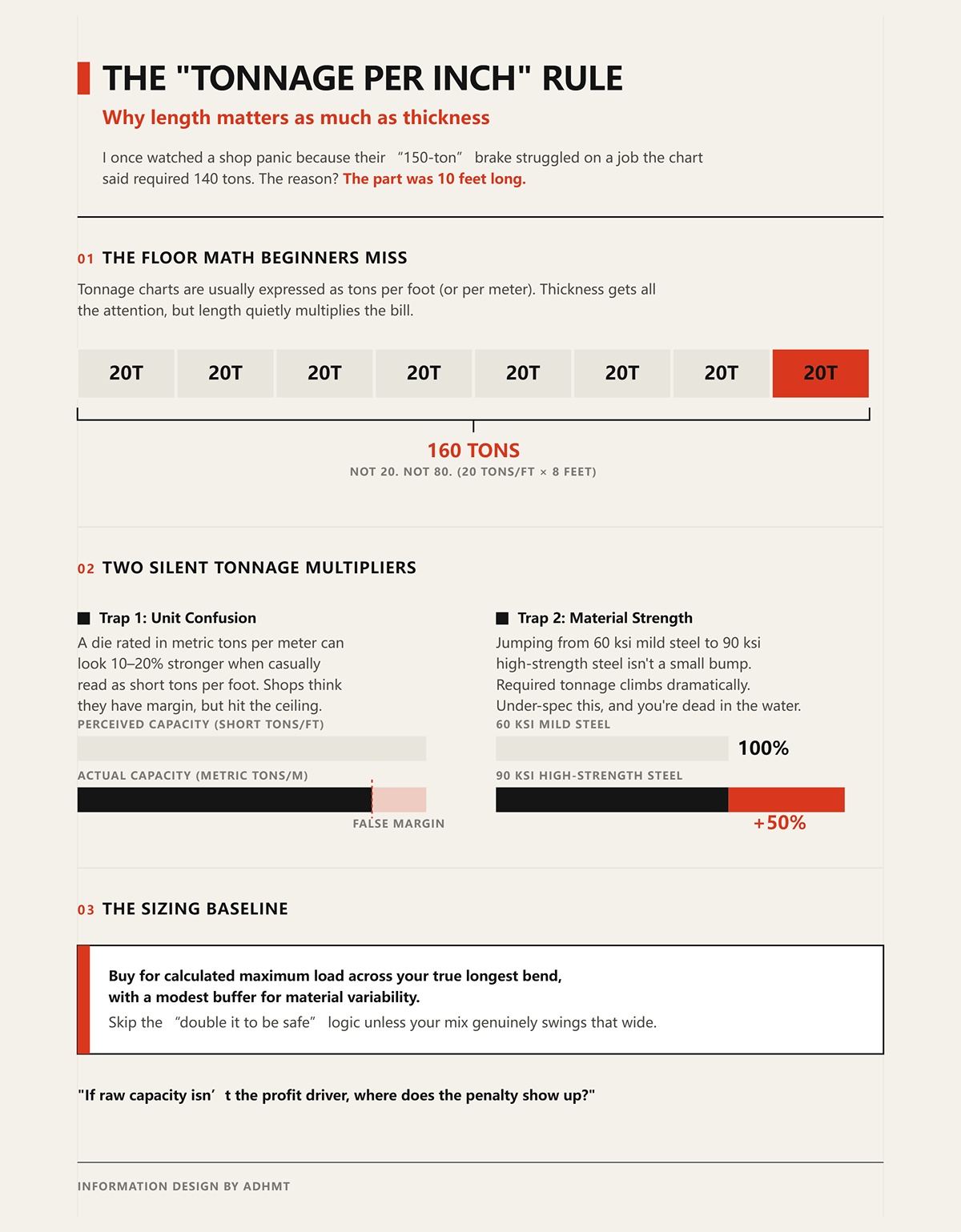
Una volta vidi un’officina andare nel panico perché la loro pressa “da 150 tonnellate” faticava su un lavoro per il quale la tabella indicava 140 tonnellate.
Il pezzo era lungo 10 piedi.
Ecco il calcolo di base che i principianti saltano: le tabelle delle tonnellate sono di solito espresse in tonnellate per piede (o per metro). Se il tuo lavoro richiede 20 tonnellate per piede e stai piegando 8 piedi, sono 160 tonnellate. Non 20. Non 80. Centosessanta.
Lo spessore attira tutta l’attenzione. La lunghezza moltiplica silenziosamente il conto.
Ora aggiungi confusione sulle unità. Uno stampo valutato in tonnellate metriche per metro può sembrare 10–20 volte più potente quando qualcuno lo legge distrattamente come tonnellate corte per piede. Ho visto officine acquistare macchine credendo di avere un margine — solo per scoprire di essere molto più vicine al limite di quanto pensassero.
Ed ecco il controargomento scomodo: se occasionalmente passi da acciaio dolce da 60 ksi ad acciaio ad alta resistenza da 90 ksi, la tonnellaggio richiesto può aumentare del 50 % o più. Se sottostimi questo, non sei semplicemente impreciso — sei bloccato.
Quindi sì, esiste una soglia minima di sicurezza. Ma una volta che i tuoi lavori reali arrivano, diciamo, a 120 tonnellate sulla loro lunghezza massima, cosa ti offre esattamente una macchina da 300 tonnellate oltre al diritto di vantarti?
Compra in base al carico massimo calcolato sulla tua piegatura più lunga reale, con un piccolo margine per la variabilità del materiale. Evita la logica del “raddoppiare per stare sicuri” a meno che la tua produzione non vari davvero così tanto.
Se la capacità nominale non è ciò che guida il profitto, dove appare la penalità?

Stai accanto a una pressa idraulica da 400 tonnellate durante una corsa di piccoli staffaggi. Sentirai le pompe prima ancora di vedere il movimento.
Cilindri grandi significano volumi d’olio maggiori. Volumi d’olio maggiori significano più fluido da muovere a ogni corsa. Più fluido significa accelerazione e decelerazione più lente, a meno che tu non paghi caro per controlli avanzati. La fisica non si cura del tuo piano di pagamenti.
Nel lavoro ad alta varietà e basso volume, il profitto sta nella velocità di setup e nei tempi di ciclo brevi. Se la corsa del punzone è più lunga e pesante di quanto il lavoro richieda, ogni pezzo porta con sé qualche secondo in più. Cinque secondi extra su 1 000 pezzi equivalgono a quasi un’ora e mezza di tempo retribuito. Fallo su 200 lavori l’anno e avrai bruciato settimane.
L’energia racconta la stessa storia. Un grande sistema idraulico mantiene la pressione sia che tu stia piegando alluminio da 1/8 di pollice sia lamiera da 1/2 pollice. È come usare un camion diesel per consegnare pizze in centro — tanta coppia, efficienza miserabile.
Ed ecco la parte che la maggior parte degli acquirenti non calcola mai: telai più grandi sono più difficili da compensare con precisione su pieghe corte e decentrate. Quando il tuo lavoro quotidiano consiste in staffe da 18 pollici in posizioni diverse lungo un piano da 10 piedi, la forza bruta non migliora la coerenza. Il controllo sì.
Compra sovradimensionato solo se il tuo pane quotidiano sono piastre lunghe e pesanti con carichi quasi a capacità. Evitalo se il tuo programma prevede 30 cambi al giorno e pezzi che raramente mettono alla prova il terzo superiore della potenza nominale della macchina.
Se il picco di tonnellaggio non è ciò che distingue un investimento redditizio da un disastro di margine, allora cosa lo è?
Qualche anno fa mi trovavo dietro due macchine da 110 tonnellate che lavoravano gli stessi staffaggi in acciaio inox da 14 gauge. Una era idraulica. L’altra servo‑elettrica. Stesso tonnellaggio nominale sulla brochure.
Il motore dell’unità idraulica funzionava per l’intero turno. Si sentiva il sibilo della pompa anche mentre l’operatore misurava i pezzi. Quella elettrica restava silenziosa tra le corse. Quando si muoveva, scendeva, piegava e risaliva come se avesse altro da fare.
Entrambe potevano raggiungere la forza richiesta. Solo una guadagnava denaro facendolo.
Questo è il divario che i principianti non vedono. Il discorso del venditore è il picco di tonnellaggio. La realtà dell’operatore è come quella forza viene generata, controllata e pagata per ogni ora in cui l’alimentazione è attiva. Una pressa piegatrice non è solo un numero stampato sul lato. È un’architettura di azionamento — un modo di creare movimento e pressione — e quell’architettura determina il tempo di ciclo, il consumo energetico, la manutenzione e quanto vicino puoi arrivare in sicurezza al limite nominale della macchina.
Se il tonnellaggio è la cilindrata del motore, il sistema di azionamento è la trasmissione e il sistema di alimentazione. E nei lavori ad alta varietà — produzioni brevi, setup continui — la reattività batte la forza bruta ogni giorno della settimana.
Quindi, cosa stai effettivamente acquistando quando scegli tra idraulico, elettrico o ibrido?
Entra in qualsiasi officina più datata e lo vedrai: doppi cilindri, serbatoio d’olio delle dimensioni di un barile di birra, tubi ovunque. Gli impianti idraulici dominano l’alto tonnellaggio per una ragione. Si scalano.
Vuoi 300, 400, 800 tonnellate? L’idraulica ti porterà lì senza componenti esotici. Grandi cilindri, grandi pompe, alta pressione. Concetto semplice.
L’argomento del venditore: “Potenza illimitata. Collaudata. Affidabile. Non finirai mai la forza.”
La realtà dell’operatore: calore da taglio dell’olio, usura delle guarnizioni, deriva delle valvole e pompe che girano anche quando non stai piegando.
I sistemi idraulici generano forza pressurizzando l’olio e spingendolo nei cilindri. L’olio si comprime leggermente, i tubi si espandono leggermente, le guarnizioni flettono. Sotto carico completo su lunghezze elevate, quella conformità è gestibile. Su lavori brevi, fuori centro, su staffe da 24 pollici? Il sistema compensa continuamente. È lì che la ripetibilità comincia a spostarsi se la manutenzione cala.
Ecco un dettaglio che la maggior parte degli acquirenti scopre a proprie spese: la piena tonnellata non è pensata per essere applicata su una piccola sezione del banco. Molti telai sono classificati per il carico completo solo su circa 60% della loro lunghezza di lavoro. Un cliente una volta giurava che la sua pressa da 10 piedi potesse gestire qualsiasi cosa perché era “da 300 tonnellate.” Il suo pezzo più lungo era di 6 piedi. Ha iniziato a fare piegature a fondo su pezzi corti e spessi, centrali, a carico quasi completo.
Il telaio si è deformato. Permanentemente.
La potenza non l’ha protetto. Ha amplificato l’errore.
Poi c’è l’energia. Una macchina idraulica comparabile può assorbire circa cinque volte la potenza media di una servo-elettrica durante il funzionamento perché il motore spesso gira continuamente per mantenere la pressione di sistema. Su 3.000 ore all’anno, non sono spiccioli. È una voce di bilancio abbastanza grande da assumere un altro operatore.
Compra idraulica se pieghi regolarmente lamiere lunghe e pesanti vicino al terzo superiore del grafico del tonnellaggio e hai il volume per giustificare la disciplina di manutenzione. Saltala se l’80% del tuo lavoro è piegatura in aria a breve durata sotto le 150 tonnellate e ti interessa risparmio energetico, rumore e deriva a macchina ferma.
Se l’idraulica domina il mondo del grande tonnellaggio, significa che l’elettrica è solo per lamiera sottile e officine hobbistiche?
Ricordo quando le presse elettriche venivano liquidate come “giocattoli sotto le 100 tonnellate.” Quella era la convinzione.
Poi ho visto un’unità elettrica da 100 tonnellate operare con una media di circa 3 kilowatt durante la produzione. Fai i conti sul pavimento per un anno di turno singolo e vedrai solo una frazione del consumo energetico di un’idraulica equivalente. E non stava cedendo capacità per i pezzi per cui era progettata.
Le presse servo-elettriche usano viti a ricircolo di sfere o sistemi a cinghia azionati da motori servo. Niente olio. Niente pompe in attesa. Quando il martinetto non si muove, il sistema non consuma potenza significativa. Quando si muove, la coppia è istantanea e precisamente controllata.
Il risultato? Velocità di avvicinamento più rapide, ritorno più rapido e controllo di posizione estremamente preciso — ripetibilità fino al micron sui modelli moderni.
L’argomento del venditore: “Pulita. Veloce. Precisa. Risparmio energetico.”
La realtà dell’operatore: tonnellaggio massimo limitato per dimensione della macchina e un diverso tipo di curva di carico — non puoi abusarne con piegature costanti quasi al massimo su lunghezze elevate senza rispettarne i limiti meccanici.
Detto ciò, il vecchio argomento del “limite di 100 tonnellate” sta invecchiando male. Le presse elettriche moderne nella classe da 100–110 tonnellate hanno prezzi competitivi rispetto a macchine idrauliche molto più grandi e raggiungono livelli di accuratezza che spesso eliminano la necessità di complesse regolazioni di bombatura grazie ai telai rigidi. Per officine ad alta variabilità che piegano acciaio dolce, inox e alluminio con carichi prevedibili, coprono la stragrande maggioranza del lavoro quotidiano.
E poiché la forza viene trasmessa meccanicamente tramite viti invece che tramite pressione del fluido, la risposta è immediata. Nessun ritardo delle valvole. Nessun ritardo di incremento della pressione. In ambienti di produzione a breve termine in cui realizzi 20 pezzi, regoli, ne realizzi altri 30, quella reattività si traduce in minuti reali risparmiati.
Ma ecco il limite onesto: se il tuo lavoro richiede davvero più di 300 tonnellate distribuite su 3 metri, il sistema elettrico da solo non è la tua soluzione.
Compra un servo‑elettrico se i tuoi carichi reali calcolati rientrano nel suo limite nominale e il tuo profitto dipende da velocità, ripetibilità e bassi costi operativi. Saltalo se pieghi regolarmente lamiere spesse a carichi che si avvicinano tra 250 e 400 tonnellate.
Quindi dove si collocano le officine che vogliono la precisione dell’elettrico ma occasionalmente necessitano di una forza elevata?
Ho visitato uno stabilimento che utilizzava un sistema ibrido con una capacità ben superiore a 500 tonnellate. I motori servo azionavano pompe idrauliche su richiesta — nessun motore a piena velocità costante, nessuna dispersione di pressione continua. A macchina ferma, era silenziosa. Sotto carico, aveva potenza.
Il risparmio energetico rispetto ai sistemi idraulici tradizionali era reale — nell’ordine di un quarto o più nei cicli operativi comparabili — perché le pompe lavoravano solo quando la formatura lo richiedeva. La precisione era superiore rispetto ai sistemi idraulici tradizionali grazie al controllo servo della pressione e al feedback di posizione.
Sulla carta, sembra la fine del dibattito.
L’argomento del venditore: “Potenza idraulica con efficienza e precisione elettriche.”
La realtà dell’operatore: costo iniziale più alto, sistemi di controllo più complessi e una macchina che si ripaga solo se in realtà ti serve l’intera gamma delle sue capacità.
Ecco la domanda operativa che pongo ai titolari: quante ore al mese lavori davvero oltre 70 % di 200 tonnellate? Non ciò che potresti eseguire. Non ciò che il reparto vendite spera di ottenere. Ciò che effettivamente si esegue.
Se la risposta è “alcuni lavori a trimestre”, un grande ibrido è una costosa polizza assicurativa. Se la risposta è “ogni giorno, su pezzi lunghi”, allora sì — il sovrapprezzo ha senso perché i fermi macchina o le derive a quella scala sono catastrofici.
I sistemi ibridi ridefiniscono il dilemma. Dimostrano che non devi accettare le inefficienze idrauliche tradizionali per ottenere un’elevata forza. Ma mettono anche in luce qualcosa di scomodo: molte officine con produzione variata non necessitano affatto di tonnellaggi estremi. Hanno bisogno di agilità con margine occasionale — e a volte quel margine è molto inferiore rispetto a quanto indicato sulla targhetta laterale.
Compra un ibrido se il tuo carico di lavoro comprende davvero piegature di precisione su lamiere sottili e frequenti lavorazioni ad alto tonnellaggio e grande lunghezza in cui contano sia efficienza che forza. Saltalo se i tuoi lavori “pesanti” sono rari e il tuo margine quotidiano dipende da velocità e bassi costi generali.
Una volta scelto il sistema di trasmissione, però, sorge un’altra domanda. Anche il più agile ed efficiente pistone del mondo non può produrre pezzi accurati se il posizionamento del riscontro posteriore e la compensazione della bombatura non sono altrettanto precisi.
| Categoria | Idraulico | Servo‑Elettrico | Ibrida |
|---|---|---|---|
| Posizionamento principale | Macchina da lavoro ad alto tonnellaggio con esigenze di manutenzione | Precisione ad alta velocità con limite di ~100 tonnellate (unità moderne comuni da 100–110 tonnellate) | Combina la forza idraulica con l’efficienza elettrica |
| Generazione della forza | Olio pressurizzato nei cilindri; leggera compressione dell’olio, espansione del tubo flessibile, flessione delle guarnizioni | Viti a ricircolo di sfere o sistemi azionati a cinghia alimentati da servomotori; trasmissione della forza meccanica | I servomotori azionano le pompe idrauliche su richiesta |
| Discorso del venditore | Potenza illimitata, comprovata, affidabile | Pulito, veloce, preciso, a risparmio energetico | Potenza idraulica con efficienza e precisione elettrica |
| Realtà dell’operatore | Calore, usura delle guarnizioni, deriva delle valvole, pompe in funzione continua; la ripetibilità diminuisce se la manutenzione viene trascurata | Tonnellaggio massimo limitato; occorre rispettare i limiti di carico meccanico | Costo iniziale elevato; controlli complessi; conviene solo se si utilizza l’intera gamma |
| Consumo energetico | Alto; il motore funziona spesso in continuo; ~5× la potenza media di un elettrico comparabile | Basso; consuma energia principalmente durante il movimento (~3 kW medi nell’esempio) | Moderato; risparmio energetico di circa ~25% rispetto all’idraulico tradizionale |
| Precisione e Ripetibilità | Buona con la corretta manutenzione; possibile deriva con carichi brevi/fuori centro | Controllo estremamente preciso; ripetibilità a livello di micron; nessun ritardo di valvola | Più preciso dell’idraulico tradizionale; pressione e feedback controllati da servo |
| Ideale per | Piastra lunga e pesante vicino al limite di tonnellaggio; lavori pesanti ad alto volume | Lavori misti di piccola serie sotto il tonnellaggio nominale; officine focalizzate su velocità e bassi costi operativi | Negozi che necessitano sia di precisione sia di piegature frequenti ad alta tonnellata e lunga lunghezza |
| Limitazioni | Tonnellaggio completo spesso limitato a circa il 60% della lunghezza del banco; rischio di deformazioni del telaio sotto carichi concentrati | Non adatto per oltre 300 tonnellate su lunghe lunghezze | Costoso se l’elevata tonnellata è solo occasionale |
| Compra se | La piegatura pesante regolare giustifica i costi di manutenzione e di energia | I carichi reali restano al di sotto del limite nominale e l’efficienza è importante | Il carico di lavoro comprende sia lavori sottili di precisione sia piegature ad alta tonnellata frequenti |
| Evita se | Principalmente piegatura in aria a brevi serie sotto le 150 tonnellate; sensibile a energia e rumore | Piegatura inferiore regolare di lamiere spesse tra 250 e 400 tonnellate | I lavori pesanti sono rari; il margine giornaliero dipende da velocità e bassi costi operativi |
Ed è lì che vive il livello successivo di profitto — o di scarto.
Puoi avere il servo-elettrico più pulito del reparto o un ibrido con forza per giorni — ma se il pezzo non ha la stessa lunghezza e angolo da sinistra a destra, non importa nulla.
La forza crea la piega. La posizione e la compensazione creano il pezzo.
Ho visto officine acquistare macchine pensando di avere margine—per poi scoprire che erano più vicine al limite di quanto pensassero. Non per la tonnellata. Per la ripetibilità. Il pistone raggiungeva i suoi numeri. Il sistema di trasmissione era a posto. Ma la flangia sul lato sinistro era più lunga di 0,020″ rispetto al destro, e l’angolo centrale era più aperto di un grado perché il banco si fletteva sotto carico. Ora stai spessorando, ripiegando, scartando acciaio inossidabile a 1,4 € al chilo, e spiegando al cliente perché i fori non coincidono.
Non perdi denaro perché la pressa non spinge abbastanza forte. Lo perdi perché non riesce a ripetere una dimensione lungo l’intera lunghezza del banco.
Ed è lì che il riscontro posteriore e il sistema di compensazione smettono di essere accessori e iniziano a essere protezione del profitto.
L’argomento del venditore: “Sei assi. Flessibilità totale. A prova di futuro.”
La realtà dell’operatore: la maggior parte delle officine non ne utilizza nemmeno la metà.
Un riscontro base a 2 assi (X per la profondità, R per l’altezza) può gestire una montagna di pezzi semplici. Aggiungi Z1/Z2 — movimento indipendente a sinistra e a destra — e hai coperto la maggior parte della complessità reale, soprattutto per pezzi lunghi dove il riposizionamento manuale farebbe esplodere i tempi di setup. Per un’officina che produce staffe, canali, scatole sotto i 4 piedi, giorno dopo giorno, un sistema completo a 6 assi spesso resta lì, come un camion diesel che consegna pizze.
Più potenza di quella che il percorso richiede.
Ma è qui che i principianti si sbagliano. Il numero di assi non riguarda il vanto — riguarda il controllo indipendente. Un vero riscontro a 6 assi (X1/X2, R1/R2, Z1/Z2) permette a ciascun dito di muoversi sul proprio piano. Se stai lavorando alternando pezzi larghi e stretti in produzioni brevi — lavori ad alta varietà dove il pannello da 36 pollici di oggi diventa il pezzo da 12 pollici con offset di domani — quell’indipendenza significa niente riallineamenti manuali, niente spessori ai fermi, niente correzioni a “sensazione” dell’operatore.
Significa che non perdi l’offerta perché non riesci a cambiare abbastanza in fretta.
Ho visto officine cercare di imitare la flessibilità di un 6 assi con un riscontro a 2 assi e una chiave inglese. Funziona. Lentamente. Fino a quando l’operatore si affretta e una flangia slitta di 0,030″. Sulla carta, la macchina aveva tonnellaggio più che sufficiente. In realtà, mancava il controllo del posizionamento.
Compra un 6 assi se il tuo lavoro cambia regolarmente larghezze, offset e geometrie asimmetriche durante lo stesso turno e il tempo di setup è il tuo collo di bottiglia. Saltalo se l’80% del tuo fatturato proviene da pezzi ripetitivi che non mettono mai alla prova il controllo indipendente delle dita — e investi la differenza in utensili migliori o formazione.
Perché il numero di assi da solo non risolve il problema successivo: la macchina stessa si flette sotto carico.
Applica 150 tonnellate su un banco da 8 piedi e il telaio si flette. Non è un difetto. È fisica.
Il centro si apre leggermente, il che significa che l’angolo al centro del pezzo diventa più dolce mentre le estremità restano strette. Lo chiamiamo “curvatura centrale”. Se non la compensi, passerai la giornata ad inseguire gli angoli.
La bombatura meccanica usa cunei o camme integrati nel banco per introdurre una contro-curvatura controllata. La imposti una volta in base al tonnellaggio e alla lunghezza del lavoro, e spinge contro la flessione. Semplice. Stabile. Meno impianti idraulici da mantenere.
La bombatura idraulica usa cilindri sotto il banco, regolabili dinamicamente tramite il controllo. È flessibile e veloce quando si passa continuamente tra tonnellaggi e materiali diversi.
L’argomento del venditore: “Correzione automatica dell’angolo su tutta la lunghezza.”
La realtà dell’operatore: se il tuo tonnellaggio varia molto da un lavoro all’altro, la bombatura idraulica riduce il tempo di setup. Se il tuo lavoro è prevedibile, i sistemi meccanici spesso mantengono meglio la stabilità con meno complicazioni a lungo termine.
Ecco la matematica da officina. Immagina un pezzo in acciaio inossidabile da 10 piedi con una tolleranza di ±0,5 gradi. Se il centro si apre di 1 grado perché hai saltato la bombatura corretta, devi o ristampare il pezzo — aggiungendo tempo ciclo e rischiando segni — oppure rottamarlo. Moltiplica questo per 30 pezzi in una breve serie. Non è un problema di tonnellaggio. È un problema di controllo della flessione.
Compra la bombatura idraulica se il tuo programma passa ogni ora da alluminio sottile a lamiera spessa e hai bisogno di una compensazione rapida e programmabile. Saltala se il tuo lavoro è costante e valorizzi la semplicità meccanica rispetto alla velocità di regolazione.
Anche così, rimane nell’aria una domanda finale.
Se la struttura flette e gli indicatori si spostano, il software può compensare il resto?
I controllori moderni possono calcolare la sovrapposizione di piega, correggere il ritorno elastico, persino applicare curve di bombatura dinamica basate su tabelle di tonnellaggio. Sono più intelligenti di qualsiasi cosa avessimo vent’anni fa.
Ma il software non può irrigidire l’acciaio.
L’ho sentito dire più volte: “Il controllo compenserà”. A volte è vero — entro certi limiti. Se la struttura è rigida e la flessione prevedibile, il controllore può regolare leggermente la profondità del punzone e il profilo di bombatura per mantenere l’angolo costante lungo il piano di lavoro.
Se la macchina flette in modo irregolare perché è sottodimensionata per il lavoro — o usurata — il software sta solo indovinando.
È questo il divario che i principianti non vedono. Pensano che il tonnellaggio sia la rete di sicurezza, poi credono che il software sia la seconda rete. In realtà, rigidità, stabilità degli indicatori e precisione della bombatura costituiscono le fondamenta. Il software perfeziona. Non salva.
Compra un controllo di fascia alta se l’ossatura meccanica della tua macchina è solida e vuoi tempi di setup più rapidi e minore dipendenza dall’operatore. Evita l’aggiornamento “intelligente” se speri che mascheri limiti strutturali o disallineamenti — non lo farà.
A questo punto, lo schema dovrebbe risultare familiare. Un punzone più grande non garantisce pezzi migliori. Più assi non garantiscono un posizionamento più preciso. Un software più intelligente non garantisce rigidità.
Quindi, se l’architettura di trasmissione, i sistemi di posizionamento e il controllo della flessione determinano se i pezzi verranno spediti o scartati, cosa significa ciò per la tua bolletta elettrica, le ore di manutenzione e i tempi morti quando la macchina non sta nemmeno piegando?
È lì che iniziano a parlare i costi nascosti.
Alle 14:15 di un martedì, sono passato davanti a una pressa idraulica da 300 tonnellate che non aveva cicli da venti minuti. L’operatore stava sbavando i pezzi su un banco. Il motore stava ancora ronzando, l’olio circolava, il calore saliva. Nulla veniva piegato.
L’amperometro su macchine come quella non scende a zero quando smetti di formare. La pompa continua a funzionare per mantenere la pressione nel sistema. Stai pagando per essere pronto.
È la parte che la maggior parte dei principianti non calcola mai. Si ossessionano per il tonnellaggio di picco e le tolleranze angolari — e fanno bene — ma la redditività non si decide al carico massimo. Si decide negli intervalli tra una piega e l’altra. Se ripetibilità e controllo producono buoni pezzi, il sistema di trasmissione decide quanto ti costa aspettare tra essi. E in un’officina ad alta varietà e basso volume, si aspetta molto.
Quindi apriamo il registro.
Una pressa idraulica convenzionale utilizza un motore a velocità costante che aziona una pompa. Anche quando il punzone non si muove, la pompa fa circolare l’olio attraverso le valvole per mantenere la pressione del sistema. Ciò significa consumo elettrico continuo, oltre a generazione di calore e necessità di raffreddamento.
Immagina una pressa idraulica da 200 tonnellate con un motore principale da 20–30 cavalli. I cavalli vapore si traducono direttamente in consumo elettrico. Ora immagina che quella macchina passi metà del turno senza effettivamente formare — operatori che misurano i primi pezzi, cambiano gli utensili, preparano la prossima breve produzione. In un’officina ad alta varietà, non è un’ipotesi. È un martedì.
L’argomento del venditore: “Non ti mancherà mai la potenza.”
La realtà dell’operatore: lo stai consumando, che tu lo usi o no.
Le presse piegatrici elettriche — con viti a ricircolo di sfere o cinghie azionate da servo — assorbono una quantità significativa di energia solo durante il movimento. A vuoto, restano silenziose. Nessuna circolazione dell’olio. Nessun mantenimento della pressione. Nessun riscaldamento.
Ecco dove diventa scomodo. Sotto carico completo, le elettriche possono assorbire più energia elettrica istantanea per corsa per generare la stessa tonnellaggio. Forza elevata, materiale spesso, lunga permanenza — le idrauliche possono risultare più efficienti per piegature pesanti perché immagazzinano e applicano l’energia in modo diverso.
Ma la maggior parte delle officine a piccola tiratura non lavora al tonnellaggio massimo tutto il giorno. Piegano staffe da lamiera calibro 12, flange calibro 10, alluminio e acciaio dolce misti — avvia, ferma, misura, cambia, ripeti.
Una pressa idraulica che resta accesa ma non piega è come un camion diesel che gira al minimo nel piazzale. Sembra pronta. Suona potente. Sta silenziosamente consumando margine.
Compra idraulica se la tua macchina passa la maggior parte della giornata sotto carico pesante sostenuto, dove l’energia idraulica accumulata lavora a tuo favore. Evita le idrauliche sovradimensionate se il tuo programma è dominato da avvii e arresti, brevi lotti in cui il tempo di inattività rivaleggia con il tempo di formatura.
Perché l’elettricità è solo la prima voce.
Ogni sistema idraulico è prima di tutto un sistema di gestione dei fluidi e, solo in secondo luogo, una macchina di formatura. L’olio si degrada. Assorbe umidità. Trasporta particelle microscopiche di metallo da pompe e valvole. I filtri si intasano. Le guarnizioni invecchiano.
Ho visto la precisione degli angoli variare durante il giorno perché la viscosità dell’olio cambia con l’aumento della temperatura. I pezzi della mattina fredda risultano precisi. Quelli del pomeriggio si aprono di mezzo grado. Quindi si riscalda la macchina per 10–15 minuti prima dei lavori seri, si ricalibra, si regola la profondità. Non è un guasto. È fisica in un sistema fluido.
Ora somma tutto questo su cinque anni. Cambi d’olio programmati. Sostituzioni di filtri. Perdite occasionali. Un tubo che si rompe nel momento peggiore. Nessuno di questi eventi è catastrofico da solo. Insieme, costituiscono un ritmo di manutenzione che devi pianificare.
I sistemi servo‑elettrici scambiano l’olio con componenti di usura meccanica — cinghie, viti a ricircolo di sfere, cuscinetti. Non sono senza manutenzione. Le cinghie si allungano. Le viti si usurano se sovraccaricate. Ma il loro degrado è solitamente più lineare e prevedibile. Puoi misurare il gioco in una vite. Puoi programmare la sostituzione di una cinghia prima che si rompa.
L’argomento del venditore: “Le idrauliche sono robuste e comprovate.”
La realtà dell’operatore: comprovate significa che conosci già l’elenco delle cose che dovrai servire.
Se la tua officina lavora tonnellaggi elevati ogni giorno, quei componenti idraulici operano nella loro zona di comfort. Se acquisti 300 tonnellate “per sicurezza” e ne usi 60 per la maggior parte della settimana, stai mantenendo un sistema costruito per uno stress che applichi di rado.
Ho visto officine comprare macchine credendo di avere margine — solo per scoprire che erano più vicine al limite di quanto pensassero. Non in tonnellaggio. Nelle spese generali.
Compra idraulica se il tuo lavoro giustifica la complessità del sistema fluido e hai il volume per ammortizzare quella manutenzione. Evitala se i tuoi lavori sono leggeri, vari e non vuoi che la gestione dell’olio diventi un’attività parallela.
Poi c’è il fattore tempo.
Un’officina con cui ho lavorato realizzava lotti da 15 a 40 pezzi. Cambio materiale, cambio utensile, prova del primo pezzo, esecuzione, smontaggio. Tutto il giorno.
Il loro freno idraulico aveva bisogno di un ciclo di riscaldamento ogni mattina per stabilizzare la temperatura dell’olio. Se lo spegnevano per pranzo, gli angoli si spostavano leggermente dopo il riavvio fino a quando la temperatura non si normalizzava. Dieci minuti qua. Cinque là. Piccoli frammenti di tempo.
Ora fai i conti sul pavimento. Supponiamo che tu perda 15 minuti al giorno per riscaldamento e deriva di ricalibrazione. Su 250 giorni lavorativi, sono più di 60 ore. Una settimana e mezza di lavoro — persa nella gestione della temperatura.
Un freno elettrico? Accensione. Riferimento. Avvio. Nessuna curva di viscosità dell’olio da inseguire.
Il tempo ciclo conta anche. Molti sistemi elettrici accelerano e decelerano più rapidamente perché il servomotore guida direttamente il movimento senza aspettare il flusso del fluido attraverso le valvole. Nei lotti brevi, velocità di avvicinamento e ritorno più rapide comprimono la parte non di taglio di ogni ciclo. In una serie di 20 pezzi, risparmiare anche solo pochi secondi per piega si accumula prima di pranzo.
Ma ecco il contrappeso. Se la tua officina a volte piega piastre spesse vicino al limite della capacità elettrica, non puoi fingere che i limiti di forza non esistano. Alcuni sistemi elettrici semplicemente non generano la tonnellaggio estremo che un idraulico comparabile può produrre. È per questo che molti laboratori intelligenti gestiscono un piano ibrido: elettrico per l’80% di lavoro ad alto mix, idraulico per i colpi pesanti.
Quella divisione ti dice qualcosa.
Agilità di azionamento — quanto velocemente puoi avviare, fermare e transizionare — spesso conta più della forza di picco in un ambiente di produzione breve. Più grande è meglio solo se lavori sempre alla grande.
Acquista elettrico se i tuoi lotti sono piccoli, i materiali moderati e il tuo profitto dipende da transizioni rapide con minimo riscaldamento. Evitalo se una dieta costante di piastre spesse ti terrebbe sempre vicino al limite di forza.
Perché una volta che vedi come il tempo di inattività, il ritmo di manutenzione e la deriva di riscaldamento incidono sul bilancio, la domanda smette di essere “Quanta tonnellaggio posso permettermi?” e diventa qualcosa di più acuto.
Cosa richiede realmente il mio lavoro — corsa per corsa, ora per ora — e quale sistema di azionamento corrisponde a quella realtà invece che alla mia paura?


















