

Çeyrek inç yumuşak çeliği bükmek için 320 tonluk bir abkant pres satın aldı.
En uzun parçası 6 fitti. Çoğu, 24 inçten kısa bağlantı parçalarıydı. Ancak bayi, “Asla gücün bitmez.” dedi. Bu sigorta gibi geldi. İki yıl sonra, makine çalışmaktan çok boşta duruyordu ve çalıştığında, market otoparkında yüklü bir damperli kamyon gibi ağır hareket ediyordu.
Güç güvenli hissettirdi. Ama öyle değildi.
Kağıt üzerinde tonaj basit görünür: 200 tonluk bir makine 200 ton basabilir. Kamyondaki beygir gücü gibidir.
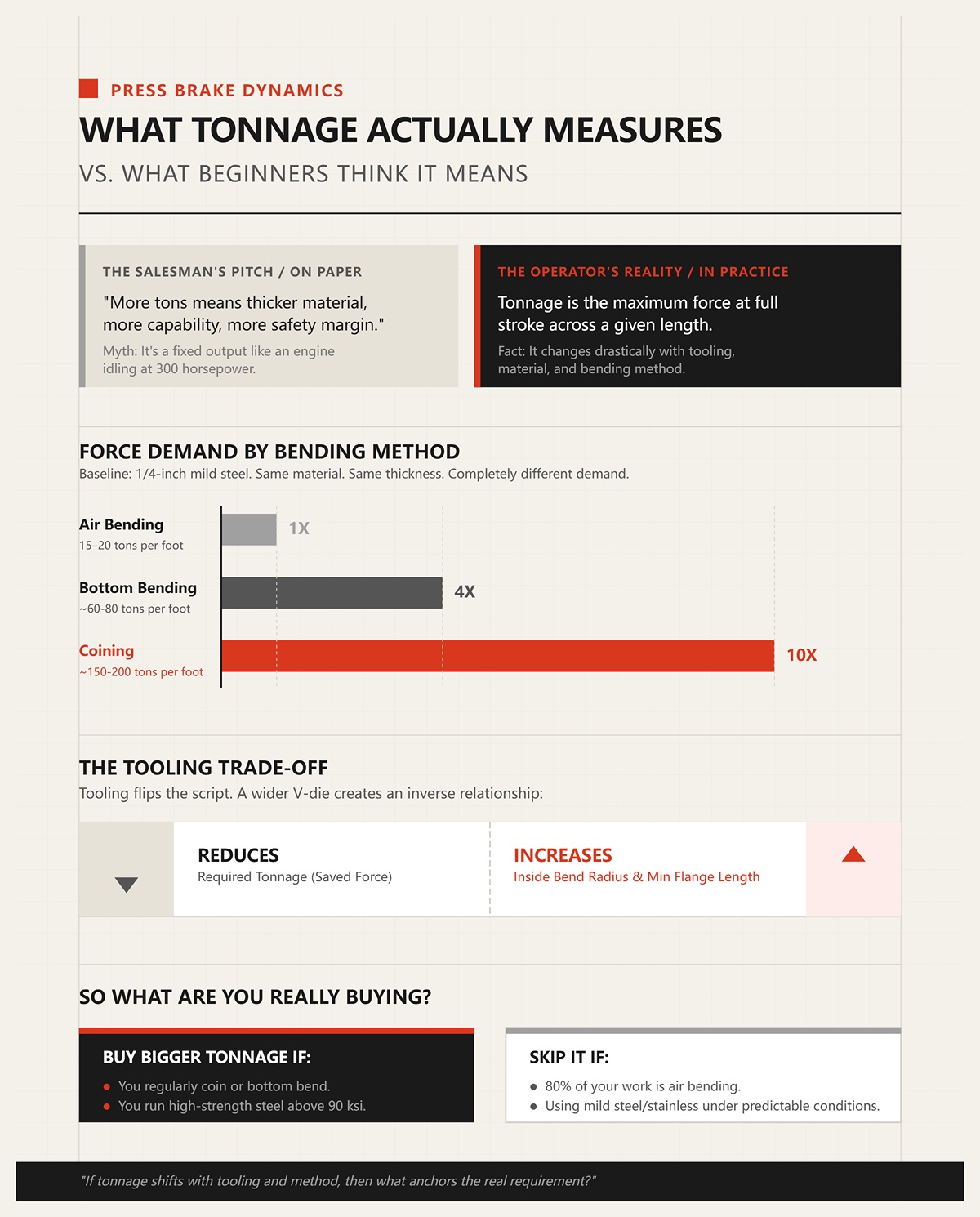
Satıcının Söylemi: “Daha fazla ton, daha kalın malzeme, daha fazla kapasite, daha fazla güvenlik payı demektir.”
Operatörün Gerçeği: tonaj, belirli bir uzunluk boyunca tam strokta maksimum kuvvettir, ve takım, malzeme ve yönteme göre değişir. 300 beygir gücünde sabit çalışan bir motor gibi sabit bir çıkış değildir.
1/4 inç yumuşak çeliği hava bükme ile ele alalım. Doğru V kalıp açıklığında, ayak başına yaklaşık 15–20 ton gerekebilir. Alt bükmeye geçtiğinizde, bu sayı dört katına çıkabilir. Parlatma (coin) yaparsanız, hava bükme gereksiniminin on katını görebilirsiniz. Aynı malzeme. Aynı kalınlık. Tamamen farklı kuvvet gereksinimi.
Ve takım düzeni hikayeyi yine değiştirir. Daha geniş bir V kalıp, gereken tonajı azaltır — ama iç bükme yarıçapını ve minimum flanş uzunluğunu artırır. Kuvvet kazandınız. Geometriyi kaybettiniz.
O halde tonajı fazla belirlediğinizde aslında ne satın alıyorsunuz — kapasite mi, yoksa süreci anlamadığınız için bir destek mi?
Düzenli olarak parlatma, alt bükme yapıyor veya 90 ksi üzeri yüksek mukavemetli çelikle çalışıyorsanız, daha yüksek tonaj alın. Eğer işinizin ’i hava bükme yumuşak çelik ve paslanmaz ise ve koşullar öngörülebilir ise, atlayın.
Tonaj takım ve yöntemle değişiyorsa, gerçek gereksinimi belirleyen ne?
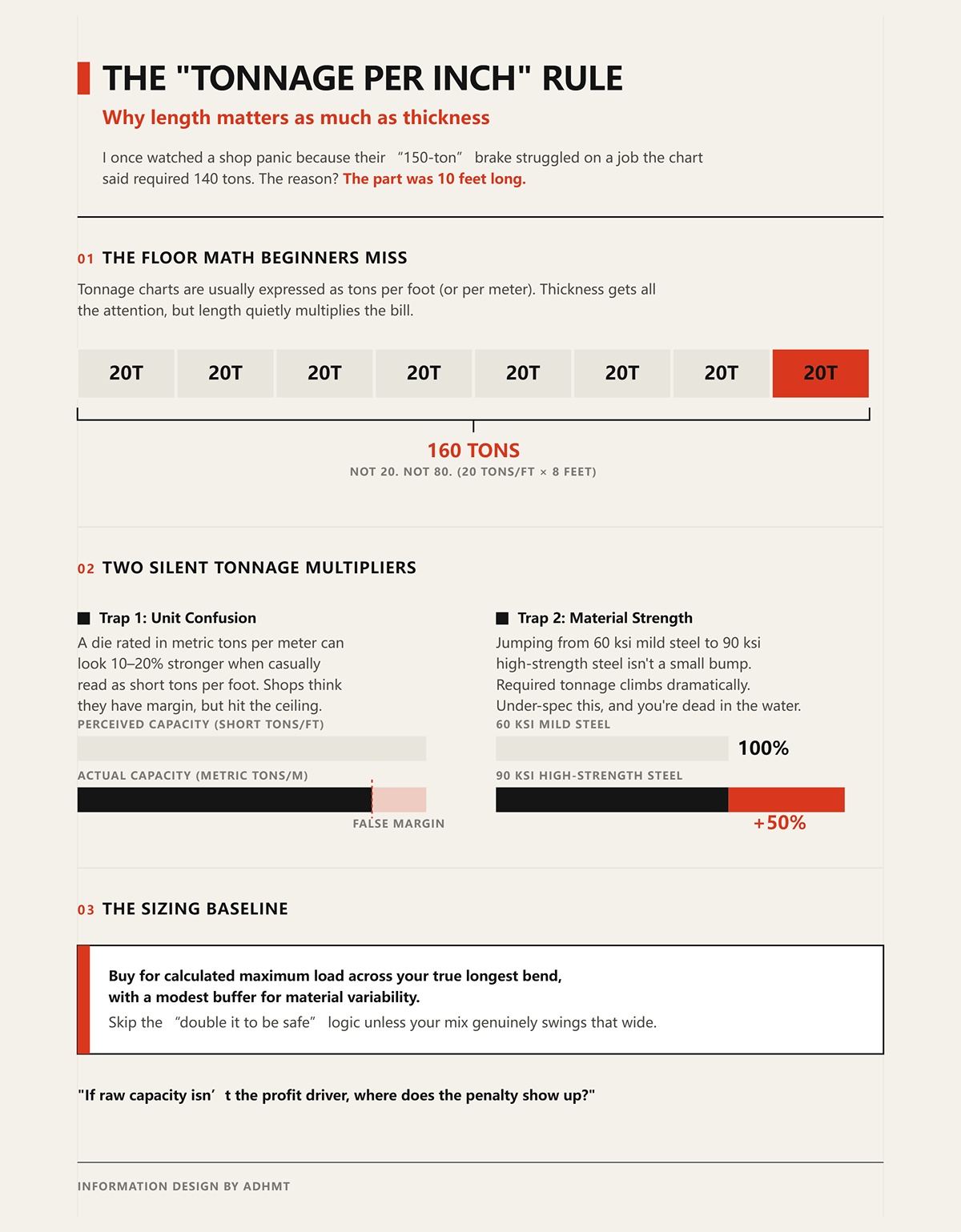
Bir keresinde bir atölyenin paniklediğini gördüm çünkü “150 tonluk” abkant, tabloya göre 140 ton gerektiren bir işte zorlandı.
Parça 10 fit uzunluğundaydı.
İşte yenilerin kaçırdığı temel hesap: tonaj tabloları genellikle ayak (veya metre) başına ton olarak ifade edilir. İşiniz ayak başına 20 ton gerektiriyorsa ve 8 ayak büküyorsanız, bu 160 ton demektir. 20 değil. 80 değil. Yüz altmış.
Kalınlık tüm dikkati toplar. Uzunluk ise sessizce faturayı katlar.
Şimdi birim karışıklığı ekleyin. Metrekare başına metrik ton cinsinden derecelendirilmiş bir kalıp, biri bunu sıradan bir şekilde feet başına kısa ton olarak okuduğunda 10–20% daha güçlü görünebilir. Atölyelerin makineleri satın alırken marjları olduğunu düşünmeleri ama gerçekte tavanın çok daha yakınında olduklarını fark etmeleri vakalarını gördüm.
Ve işte rahatsız edici karşı argüman: ara sıra 60 ksi yumuşak çelikten 90 ksi yüksek dayanımlı çeliğe geçerseniz, gereken tonaj 50% veya daha fazla artabilir. Bunu düşük değerlendirirseniz, sadece hassasiyet eksikliği değil — tam anlamıyla iş dışı kalırsınız.
Yani evet, minimum güvenli bir temel vardır. Ancak gerçek işiniz, örneğin en uzun uzunluk boyunca 120 tonla sınırlanıyorsa, 300 tonluk bir makine size tam olarak övünmekten başka ne verir?
Gerçek en uzun büküm boyunca hesaplanan maksimum yük için satın alın, malzeme değişkenliği için mütevazı bir pay bırakın. Karışımınız gerçekten bu kadar geniş bir yelpazede değişmiyorsa “güvenli olmak için iki katına çıkar” mantığını atlayın.
Ham kapasite kâr sürücüsü değilse, ceza nerede ortaya çıkar?

Küçük bir braketi bükerken 400 tonluk hidrolik presin yanında durun. Hareketi görmeden önce pompaları duyarsınız.
Büyük silindirler daha fazla yağ hacmi anlamına gelir. Daha fazla yağ hacmi, her vuruşta daha fazla sıvı hareketi demektir. Daha fazla sıvı, gelişmiş kontroller için ciddi ödeme yapmadıkça daha yavaş hızlanma ve yavaşlama anlamına gelir. Fizik, ödeme planınızı umursamaz.
Yüksek çeşitlilik, düşük hacim işlerinde kâr, kurulum hızında ve kısa çevrim sürelerinde yaşar. Eğer koç boyu seyahatiniz işin gerektirdiğinden daha uzun ve ağırsa, her parça birkaç saniye fazladan taşır. 1.000 parçada fazladan beş saniye, neredeyse bir buçuk saatlik ödenmiş zaman demek. Bunu yılda 200 işte yaparsanız haftalarınızı yakmış olursunuz.
Enerji aynı hikâyeyi anlatır. Büyük bir hidrolik sistem, ister 1/8 inç alüminyum ister 1/2 inç levha kıvırıyor olun, basıncı korur. Şehir merkezinde pizza teslim etmek için dizel bir tır çalıştırmak gibidir — bol tork, berbat verimlilik.
Ve işte çoğu alıcının asla hesaplamadığı nokta: daha büyük çerçeveler, kısa ve merkez dışı bükümler boyunca hassas taçlama yapmayı zorlaştırır. Günlük işiniz 10 fit yatak boyunca farklı konumlarda 18 inçlik braketlerse, kaba kuvvet tutarlılığı artırmaz. Kontrol artırır.
Eğer temel işiniz uzun, ağır levhalarda kapasiteye yakın yüklerse, büyük boy alın. Programınız günde 30 değişim ve makinenin değerinin üst üçte birine nadiren yaklaşan parçalar içeriyorsa, atlayın.
Eğer zirve tonaj, kâr getiren ile marj yakanı ayıran şey değilse, ne ayırır?
Birkaç yıl önce aynı 14-gauge paslanmaz braketi çalıştıran iki 110 tonluk makinenin arkasında durdum. Biri hidrolikti. Biri servo-elektrikti. Broşürde aynı tonajda yazıyordu.
Hidrolik ünitenin motoru tüm vardiya boyunca çalıştı. Operatör parçaları ölçerken bile pompanın uğultusunu duyabiliyordunuz. Elektrik motoru vuruşlar arasında sessizdi. Hareket ettiğinde, aşağı iner, büker ve sanki başka bir yere yetişmesi gerekiyormuş gibi geri dönerdi.
Her ikisi de gereken kuvveti karşılayabiliyordu. Sadece biri bunu kârla yapıyordu.
Yeni başlayanların kaçırdığı fark budur. Satıcının Sunumu zirve tonajdır. Operatörün Gerçekliği, bu kuvvetin nasıl üretildiği, kontrol edildiği ve güç açıkken her saat için nasıl ödendiğidir. Bir abkant pres sadece yanına kazınmış bir sayı değildir. Bir tahrik mimarisidir — hareket ve basınç yaratmanın bir yolu — ve bu mimari çevrim süresini, enerji çekişini, bakımını ve makinenin derecelendirilen tavanına ne kadar güvenli yaklaşabileceğinizi belirler.
Tonaj motor boyutuysa, tahrik sistemi transmisyon ve yakıt sistemidir. Ve yüksek çeşitlilikli işlerde — kısa seriler, sürekli kurulumlar — tepki hızı, haftanın her günü, kaba güçten üstündür.
Peki hidrolik, elektrikli veya hibrit seçtiğinizde gerçekte ne satın alıyorsunuz?
Eski bir imalat atölyesine girdiğinizde bunu görürsünüz: çift silindir, bira fıçısı büyüklüğünde yağ deposu, her yerde hortumlar. Hidrolikler yüksek tonajlı işlerde haklı bir sebeple hüküm sürer. Ölçeklenebilirler.
300, 400, 800 ton mu istiyorsunuz? Hidrolikler sizi egzotik donanımlara gerek kalmadan oraya götürür. Büyük silindirler, büyük pompalar, yüksek basınç. Basit bir kavram.
Satıcının Söylemi: “Sınırsız güç. Kanıtlanmış. Güvenilir. Asla gücünüz bitmez.”
Operatörün Gerçeği: yağ kesme ısısı, conta aşınması, valf kayması ve pompanın siz bükme yapmasanız bile dönmesi.
Hidrolik sistemler, yağı basınçlandırarak ve silindirlere iterek kuvvet üretir. Bu yağ biraz sıkışır, hortumlar biraz genişler, contalar esner. Uzun mesafelerde tam yük altında bu esneklik yönetilebilir. Ancak kısa, merkezden kaymış, 24 inçlik braket işlerinde sistem sürekli olarak dengeleme yapar. Bakım aksarsa tekrarlanabilirlik işte o zaman sapmaya başlar.
Ve çoğu alıcının zor yoldan öğrendiği bir ayrıntı: tam tonaj, yatağın küçük bir bölümüne uygulanmak üzere tasarlanmamıştır. Birçok gövde, çalışma uzunluğunun yalnızca yaklaşık “ı kadarında tam yük için derecelendirilir. Bir keresinde bir müşteri, 10 ayaklık pres freninin her şeyi kaldırabileceğine ”300 tonluk” olduğu için yemin etmişti. En uzun parçası 6 ayaktı. Kısa, kalın parçaları tam merkeze yakın tam yükte dipten bükmeye başladı.
Gövde form değiştirdi. Kalıcı olarak.
Güç onu korumadı. Hatanın etkisini büyüttü.
Bir de enerji var. Karşılaştırılabilir bir hidrolik makine, sistem basıncını korumak için motor genellikle sürekli çalıştığından operasyon sırasında servo-elektriğe göre ortalama gücün yaklaşık beş katını çekebilir. Yılda 3.000 saatten fazla sürede bu ufak bir harcama değildir. Bu, başka bir operatör işe alacak kadar büyük bir gider kalemidir.
Hidrolik satın alın, eğer tonaj tablosunun üst üçte bire yakın uzun, ağır plakaları düzenli olarak büküyorsanız ve bakım disiplinini haklı çıkaracak üretim hacmine sahipseniz. Almayın, eğer işinizin ’i kısa süreli, 150 ton altında hava bükme ve siz boşta enerji, gürültü ve sapmadan endişe duyuyorsanız.
Eğer hidrolikler yüksek tonajlı dünyaya hükmediyorsa, bu elektrikli sistemlerin sadece ince saclar ve hobi atölyeleri için mi olduğu anlamına gelir?
Elektrikli frenlerin “100 tonun altındaki oyuncaklar” olarak küçümsendiği zamanı hatırlıyorum. Sınır buydu.
Sonra üretim sırasında ortalama yaklaşık 3 kilovatla çalışan 100 tonluk bir elektrikli ünitenin çalıştığını gördüm. Tek vardiyalı bir yıl boyunca zeminde hesap yaptığınızda, eşdeğer bir hidrolik makinenin enerji tüketiminin yalnızca küçük bir kısmını görüyorsunuz. Ve üretilmek üzere tasarlandığı parçalar için kapasiteden de ödün vermiyordu.
Servo-elektrikli frenler, servo motorlarla tahrik edilen bilyalı vidalar veya kayış tahrikli sistemler kullanır. Yağ yok. Boşta dönen pompalar yok. Koç hareket etmediğinde sistem anlamlı miktarda güç çekmez. Hareket ettiğinde ise tork anında ve hassas biçimde kontrol edilir.
Sonuç? Daha hızlı yaklaşma hızları, daha hızlı geri dönüş ve son derece sıkı pozisyon kontrolü — modern tasarımlarda mikron aralığında tekrarlanabilirlik.
Satıcının Söylemi: “Temiz. Hızlı. Hassas. Enerji tasarrufu.”
Operatörün Gerçeği: makine boyutuna göre sınırlı maksimum tonaj ve farklı yük eğrisi — uzun uzunluklarda sürekli maksimuma yakın şekillendirme yaparken mekanik sınırlarına saygı göstermeniz gerekir.
Yine de, eski “100 ton sınırı” savı artık hızla geçerliliğini yitiriyor. 100–110 ton sınıfındaki modern elektrikli frenler, çok daha büyük hidrolik makinelerle rekabetçi fiyatlara sahiptir ve rijit gövde tasarımları sayesinde karmaşık bombe ayarlarına gerek bırakmayan hassasiyet seviyelerine ulaşır. Düşük, paslanmaz ve alüminyum malzeme ile öngörülebilir yükler altında çalışan yüksek çeşitliliğe sahip atölyeler için, bu günlük işlerin büyük çoğunluğunu kapsar.
Ve kuvvet, sıvı basıncı yerine vidalar aracılığıyla mekanik olarak iletildiği için tepki anlıktır. Valf gecikmesi yoktur. Basınç artış gecikmesi yoktur. 20 parça üretip ayar yaparak 30 parça daha yaptığınız kısa üretim ortamlarında bu duyarlılık, gerçekten dakikalar kazandırır.
Ancak dürüstçe söylemek gerekirse, işiniz gerçekten 10 fit boyunca 300+ ton gerektiriyorsa yalnızca elektrikli çözüm yeterli değildir.
Eğer hesapladığınız gerçek dünya yükleri elektrikli sistemin nominal sınırlarının altındaysa ve kârınız hız, tekrarlanabilirlik ve düşük işletme maliyetine bağlıysa servo-elektrikli alın. Ancak düzenli olarak 250–400 ton aralığında kalın sac büküm yapıyorsanız bundan kaçının.
Peki elektrikli hassasiyet isteyen ama zaman zaman ciddi kuvvet gereksinimi olan atölyeler için durum ne?
500 tonun oldukça üzerinde değerlendirilen bir hibritle çalışan bir tesisi gezdim. Servo motorlar talep üzerine hidrolik pompaları çalıştırıyordu — sürekli tam hızda motor ya da sürekli basınç tahliyesi yoktu. Boştayken sessizdi. Yük altındayken güçlüydü.
Klasik hidrolik sistemlere kıyasla enerji tasarrufu gerçekte vardı — benzer çalışma döngülerinde dörtte bir veya daha fazla seviyelerde — çünkü pompalar yalnızca şekillendirme gerektiğinde çalışıyordu. Servo kontrollü basınç ve konum geri bildirimi sayesinde doğruluk, eski hidrolik sistemlerden daha yüksekti.
Kâğıt üstünde, tartışmanın sonu gibi görünüyor.
Satıcının Sloganı: “Hidrolik güç, elektrik verimliliği ve hassasiyetiyle.”
Operatörün Gerçeği: daha yüksek başlangıç maliyeti, daha karmaşık kontrol sistemleri ve yalnızca kabiliyet aralığının iki ucuna da gerçekten ihtiyaç duyuluyorsa kendini amorti eden bir makine.
Sahada sahiplerine sorduğum matematik sorusu şu: ayda gerçekten 200 tonun ’inden fazla kapasitede kaç saat çalışıyorsunuz? Ne çalışabileceğiniz. Ne de satışın umduğu. Gerçekte çalışan ne?.
Eğer yanıt “çeyrekte birkaç iş” ise, büyük bir hibrit pahalı bir sigorta poliçesidir. Eğer yanıt “her gün, uzun parçalarda” ise, o zaman evet — bu fark mantıklıdır çünkü o ölçekte yaşanacak duruş veya sapma felaket olur.
Hibrit sistemler ikilemi yeniden tanımlar. Yüksek tonaj elde etmek için eski hidrolik verimsizlikleri kabullenmeniz gerekmediğini kanıtlarlar. Ancak aynı zamanda rahatsız edici bir gerçeği de ortaya çıkarırlar: birçok farklı ürün üreten atölye aslında aşırı tonaja hiç ihtiyaç duymaz. Onların ihtiyacı çevikliktir, ara sıra fazladan kapasite — ve bazen o fazlalık, yandaki etikette yazandan çok daha düşüktür.
Hibrit satın alın, eğer iş yükünüz gerçekten ince sac hassasiyetinden sık sık yüksek tonajlı, uzun parça bükümüne kadar uzanıyorsa ve hem verimlilik hem kuvvet sizin için önemliyse. Eğer “ağır” işleriniz nadiren oluyorsa ve günlük kârınız hız ve düşük giderlere bağlıysa, bundan kaçının.
Ancak tahrik sistemi seçildikten sonra başka bir soru ortaya çıkar. Dünyadaki en çevik, en verimli pres koçuna bile sahip olsanız, arka dayama konumlandırması ve taç dengelemesi aynı derecede hassas değilse, doğru parçalar üretemezsiniz.
| Kategori | Hidrolik | Servo-Elektrik | Hibrit |
|---|---|---|---|
| Temel Konumlandırma | Bakım gereksinimi yüksek, yüksek tonajlı iş atı | Yaklaşık 100 ton sınırına sahip yüksek hızlı hassasiyet (modern ünitelerde 100–110 ton yaygın) | Hidrolik kuvveti elektrik verimliliğiyle birleştirir |
| Kuvvet Üretimi | Yağa silindirlere basınç uygulanır; hafif yağ sıkışması, hortum genleşmesi, conta esnemesi | Bilyalı vidalar veya kayışla çalışan sistemler servo motorlar tarafından tahrik edilir; mekanik kuvvet iletimi | Servo motorlar talep üzerine hidrolik pompaları çalıştırır |
| Satıcının Sunumu | Sınırsız güç, kanıtlanmış, güvenilir | Temiz, hızlı, hassas, enerji tasarruflu | Elektrik verimliliği ve hassasiyetiyle hidrolik güç |
| Operatörün Gerçekliği | Isı, conta aşınması, valf kayması, pompalar sürekli çalışır; bakım aksarsa tekrarlanabilirlik bozulur | Sınırlı maksimum tonaj; mekanik yük sınırlarına uyulmalıdır | Yüksek başlangıç maliyeti; karmaşık kontrol sistemleri; yalnızca tam kapasite kullanılırsa karşılığını verir |
| Enerji Tüketimi | Yüksek; motor genellikle sürekli çalışır; benzer elektrikli sisteme göre ortalama gücün yaklaşık 5 katı | Düşük; gücü çoğunlukla hareket sırasında çeker (örnekte ortalama ~3 kW) | Orta; geleneksel hidrolik sisteme göre ~25%+ enerji tasarrufu |
| Doğruluk ve Tekrarlanabilirlik | Uygun bakım altında iyi; kısa veya merkezden uzak yüklerde sapma mümkündür | Son derece sıkı kontrol; mikron düzeyinde tekrarlanabilirlik; valf gecikmesi yok | Eski hidrolik sistemlere göre daha sıkı; servo kontrollü basınç ve geri bildirim |
| En Uygun | Uzun, ağır plakalarda üst tonaj aralığına yakın; yüksek hacimli ağır işlerde | Yüksek çeşitlilikte, kısa üretim serilerinde nominal tonaj altında çalışan; hız ve düşük işletme maliyetine odaklı atölyeler için | Hem hassasiyet hem de sık yüksek tonajlı, uzun boylu büküm gerektiren atölyeler |
| Sınırlamalar | Tam tonaj genellikle yatak uzunluğunun yaklaşık ’ı ile sınırlıdır; yoğun yüklerde çerçeve riski vardır | Uzun uzunluklarda 300+ tonluk kullanım için uygun değildir | Yüksek tonaj sadece ara sıra gerekiyorsa pahalıdır |
| Satın Al Eğer | Düzenli ağır büküm bakım ve enerji maliyetini haklı kılıyorsa | Gerçek dünya yükleri dereceli tavanın altında kalıyor ve verimlilik önemliyse | İş yükü hem ince hassas parçaları hem de sık yüksek tonajlı işleri kapsıyorsa |
| Atla Eğer | 150 tonun altında çoğunlukla kısa süreli hava bükümü yapılıyorsa; enerji ve gürültü hassasiyeti varsa | Düzenli olarak 250–400 tonluk kalın plakaların dip bükümü yapılıyorsa | Ağır işler nadirse; günlük kâr hızı ve düşük genel giderlere bağlıysa |
Ve işte kârın — ya da hurdaların — bir sonraki katmanı burada gizlidir.
Zeminde en temiz servo-elektrik makineye ya da günlerce güç verecek bir hibride sahip olabilirsiniz — ancak parça soldan sağa aynı uzunlukta ve açıda değilse, bunların hiçbiri önemli değildir.
Kuvvet bükümü oluşturur. Konum ve dengeleme parçayı oluşturur.
Atölyelerin payı olduğunu sanarak makine aldıklarını, ancak gerçekte tavan sınırına beklediklerinden daha yakın olduklarını gördüm. Tonaj açısından değil. Tekrarlanabilirlik açısından. Koç hedef değerine ulaştı. Tahrik sistemi gayet iyiydi. Ama sol taraftaki flanş sağdakinden 0.020″ daha uzundu ve yatak yük altında esnediği için ortadaki açı bir derece açıktı. Şimdi takoz koyuyor, yeniden büküm yapıyor, libre başına $3 dolarlık paslanmazı hurdaya çıkarıyor ve müşteriye delik desenlerinin neden uyuşmadığını açıklıyorsunuz.
Paranız fren yeterince güçlü itmediği için kaybolmaz. Yatak boyunca bir boyutu tekrarlayamadığı için kaybedersiniz.
İşte bu noktada arka dayama ve taçlama sistemi aksesuar olmaktan çıkar, kâr koruyucusu haline gelir.
Satıcının Sözü: “Altı eksen. Tam esneklik. Geleceğe hazır.”
Operatörün Gerçeği: Çoğu atölye bunun yarısını bile kullanmaz.
Temel bir 2 eksenli dayama (derinlik için X, yükseklik için R) bir dağ dolusu basit parçayı işler. Z1/Z2 — bağımsız sol/sağ hareket — eklediğinizde, çoğu gerçek dünya karmaşıklığını kapsarsınız; özellikle manuel yeniden konumlandırmanın kurulum sürenizi öldüreceği uzun parçalarda. Gün be gün 4 feet altındaki köşebentler, kanallar, kutular üreten bir atölye için tam 6 eksenli bir sistem genellikle orada, pizza teslim eden bir dizel kamyon gibidir.
Rotanın gerektirdiğinden daha fazla güç.
Ama işte yeni başlayanların kaçırdığı nokta bu. Eksen sayısı övünme hakkı değil — bağımsız kontrol hakkıdır. Gerçek bir 6 eksenli dayama (X1/X2, R1/R2, Z1/Z2) her parmağın kendi düzleminde hareket etmesine izin verir. Eğer kısa serilerde dönüşümlü olarak geniş ve dar parçalar çalıştırıyorsanız — bugünün 36 inç paneli yarının 12 inç ofset parçası haline geliyorsa — bu bağımsızlık, manuel yeniden hizalama, takozla durdurma ya da operatör “hissi” düzeltmeleri olmaması anlamına gelir.
Bu, geçişi yeterince hızlı yapamadığınız için teklif kaybetmemeniz anlamına gelir.
Bazı atölyelerin 2 eksenli dayama ve bir anahtarla 6 eksenli esnekliği taklit etmeye çalıştığını gördüm. İşler. Yavaşça. Operatör acele ettiğinde bir flanş 0.030″ kayana kadar. Kağıt üstünde makinenin tonajı fazlaydı. Gerçekte ise kontrollü konumlandırması eksikti.
6 eksen satın alın, eğer işleriniz vardiya içinde düzenli olarak genişlik, ofset ve asimetrik geometriler arasında değişiyorsa ve kurulum süresi sizin darboğazınızsa. Almaktan kaçının, eğer gelirinizin 80%’si yinelenen ve bağımsız parmak kontrolünü hiç zorlamayan parçalardan geliyorsa — farkı daha iyi takım veya eğitim için harcayın.
Çünkü eksen sayısı tek başına bir sonraki sorunu çözmez: makinenin kendisi yük altında eğilir.
8 feet’lik bir tabla üzerine 150 ton uygulayın, gövde eğilir. Bu bir hata değil. Bu fizik.
Merkez hafifçe açılır, yani parçanızın ortasındaki açı yumuşarken uçları sıkı kalır. Buna “merkez-kavis” deriz. Telafi etmezseniz, gün boyu açılarla uğraşırsınız.
Mekanik bombeli ayarlama, tabla içine yerleştirilmiş kamalar veya kamlar kullanarak kontrollü bir karşı-kavis oluşturur. İşin tonajı ve uzunluğu için bir kez ayarlayın, ve bu eğilmeye karşı geri basar. Basit. Kararlı. Daha az bakım gerektiren tesisat.
Hidrolik bombeli ayarlama, tabla altındaki silindirleri kullanır, kontrolden dinamik olarak ayarlanabilir. Tona ve malzeme arasında gidip gelirken esnektir ve hızlıdır.
Satıcının Sözü: “Tam uzunluk boyunca otomatik açı düzeltme.”
Operatörün Gerçeği: tonajınız işten işe çılgınca değişiyorsa, hidrolik bombeli ayarlama kurulum süresinden tasarruf sağlar. İşiniz öngörülebilir ise, mekanik sistemler genellikle daha az uzun vadeli uğraşla daha kararlı durur.
İşte atölye matematiği. ±0,5 derece toleransa sahip 10 feet’lik bir paslanmaz parça hayal edin. Merkez doğru bombeli ayarlamayı atladığınız için 1 derece açık çalışırsa, parçayı yeniden vuruyorsunuz — çevrim süresi ekliyorsunuz ve iz riskini artırıyorsunuz — ya da hurdaya çıkarıyorsunuz. Bunu kısa bir seride 30 parça ile çarpın. Bu tonaj sorunu değil. Bu eğilme kontrolüdür.
Programlanabilir, hızlı telafiye ihtiyacınız varsa ve çalışma planınız saatlik olarak ince alüminyumdan kalın levhaya geçiyorsa, hidrolik bombeli ayarlama satın alın. İşiniz tutarlıysa ve ayar hızından çok mekanik sadeliği önemsiyorsanız, almadan geçin.
Yine de havada asılı kalan son bir soru var.
Eğer çerçeve esniyor ve kılavuz konumlanıyorsa, yazılım geri kalanını telafi edebilir mi?
Modern kontrolörler bükülme payını hesaplayabilir, geri sekmeyi ayarlayabilir, hatta tonaj tablolarına dayalı dinamik taçlandırma eğrileri uygulayabilir. Yirmi yıl önce kullandıklarımızdan çok daha akıllılar.
Ama yazılım çeliği sertleştiremez.
Bunu daha önce duydum: “Kontrol telafi eder.” Bazen eder — belirli bir aralıkta. Çerçeve rijitse ve sapma öngörülebilir durumdaysa, kontrolör koç derinliğini ve taçlandırma profilini ayarlayarak yatak boyunca açıyı koruyabilir.
Makine, yaptığı iş için küçük kaldığından — ya da yıprandığından — tutarsız şekilde esniyorsa, yazılım tahminde bulunuyor demektir.
Bu, acemilerin göremediği boşluktur. Tona güvenliği sağlayacağını düşünürler, sonra yazılımın ikinci güvenlik ağı olacağını sanırlar. Gerçekte, rijitlik, kılavuz kararlılığı ve taçlandırma doğruluğu temeli oluşturur. Yazılım inceltir. Kurtarmaz.
Makinenizin mekanik omurgası sağlam ve daha hızlı kurulumlar ile daha az operatör bağımlılığı istiyorsanız, üst düzey bir kontrol satın alın. Yapısal sınırlamaları veya kötü hizalamayı gizleyeceğini umuyorsanız “akıllı” yükseltmeyi atlayın — gizlemez.
Bu noktada, desen tanıdık gelmeli. Daha büyük koç daha iyi parçalar garanti etmez. Daha fazla eksen daha iyi konumlandırma garanti etmez. Daha akıllı yazılım da rijitlik garanti etmez.
Yani, tahrik mimarisi, konumlandırma sistemleri ve sapma kontrolü parçaların sevk mi edileceğine yoksa hurdaya mı ayrılacağına karar veriyorsa, bu durum makineniz bükme yapmadığında elektrik faturanız, bakım saatleriniz ve boşta geçirdiğiniz zaman için ne anlama geliyor?
Sessiz maliyetlerin konuşmaya başladığı yer işte burası.
Bir salı günü saat 2:15’te, yirmi dakikadır çalışmayan 300 tonluk hidrolik pres freni yanından geçtim. Operatör tezgâhta parçaları çapak alıyordu. Motor hâlâ uğulduyordu, yağ dolaşımdaydı, ısı artıyordu. Hiçbir şey bükülmüyordu.
Bu tür makinelerdeki ampermetre, form vermeyi durdurduğunuzda sıfıra düşmez. Pompa, sistem basıncını korumak için çalışmaya devam eder. Siz hazırlık haline para ödüyorsunuz.
Çoğu acemi bunu hiç hesaplamaz. En yüksek tonaja ve açı toleranslarına kafayı takarlar — ve takmaları da gerekir — ama kârlılık en yüksek yükte belirlenmez. Bükümler arasındaki boşluklarda belirlenir. Tekrarlanabilirlik ve kontrol, iyi parçalar üretiyorsa, tahrik sistemi aralarındaki bekleme süresinin size ne kadara mal olacağını belirler. Ve yüksek çeşit, düşük hacimli işlerde, çok beklersiniz.
Bu yüzden defteri açalım.
Geleneksel bir hidrolik pres freni, bir pompayı çalıştıran sabit hızlı bir motorla çalışır. Koç hareket etmese bile, pompa valfler aracılığıyla yağı dolaştırarak sistem basıncını korur. Bu, sürekli elektrik tüketimi, ısı üretimi ve soğutma ihtiyacı anlamına gelir.
20–30 beygir gücünde ana motora sahip 200 tonluk bir hidrolik pres freni hayal edin. Beygir gücü doğrudan elektrik tüketimine dönüşür. Şimdi, o makinenin vardiyasının yarısını gerçekte form vermeden geçirdiğini düşünün — operatörler ilk parçaları ölçüyor, kalıp değiştiriyor, bir sonraki kısa partiyi hazırlıyor. Yüksek çeşitlilikte üretimde, bu varsayım değil. O, bir salıdır.
Satıcının Sözü: “Gücünüz asla bitmez.”
Operatörün Gerçeği: Kullanıp kullanmaman fark etmez, yine de onu yakıyorsun.
Elektrikli abkant presler — servo tahrikli bilyalı vidalar veya kayışlar — yalnızca hareket halindeyken anlamlı miktarda enerji çeker. Boşta dururken sessizdirler. Yağ dolaşımı yoktur. Basınç korunmaz. Isı birikmez.
İşte rahatsız edici olan nokta burada. Tam yük altında, elektrikli sistemler aynı tonajı üretmek için vuruş başına daha fazla anlık elektrik enerjisi çekebilir. Yüksek kuvvet, kalın malzeme, uzun bekletme süresi — hidrolikler enerjiyi farklı şekilde depolayıp uyguladığı için ağır bir bükmede aslında daha verimli olabilir.
Ama çoğu kısa seri üretim yapan atölye gün boyu maksimum tonajda çalışmaz. 12 numara braketler, 10 numara flanşlar, karışık alüminyum ve yumuşak çelik — başlat, durdur, ölç, değiştir, tekrarla.
Bükmeden açık kalan, ama açık durumda bekleyen hidrolik bir pres, garajda rölantide çalışan bir dizel kamyon gibidir. Hazır hissi verir. Güçlü ses çıkarır. Sessizce kâr marjını yer.
Makineniz gününün büyük kısmını sürekli ağır yük altında geçiriyorsa, depolanmış hidrolik enerjinin avantaj sağladığı bu durumda hidrolik alın. Programınız ağırlıklı olarak başlat-durdur, kısa partilerden oluşuyorsa ve boşta kalma süresi şekillendirme süresine eşitse, aşırı büyük hidroliklerden kaçının.
Çünkü elektrik faturası sadece ilk kalemdir.
Her hidrolik sistem öncelikle bir sıvı yönetim sistemidir, şekillendirme makinesi olmak ikinci sıradadır. Yağ bozulur. Nem emer. Pompalardan ve valflerden gelen mikroskobik metali taşır. Filtreler tıkanır. Contalar yaşlanır.
Günün ilerleyen saatlerinde yağın viskozitesi sıcaklıkla değiştiği için açı doğruluğunun kaydığını gördüm. Sabah soğukken parçalar sıkı geliyor. Öğleden sonra aynı parçalar yarım derece açılıyor. Bu yüzden ciddi işe başlamadan önce makineyi 10–15 dakika ısıtıyor, yeniden kalibre ediyor, derinliği ayarlıyorsunuz. Bu bir arıza değil. Bu, sıvı sistem fiziğidir.
Şimdi bunu beş yıl boyunca biriktirin. Planlı yağ değişimleri. Filtre değişimleri. Ara sıra sızdırmalar. En kötü zamanda patlayan bir hortum. Bunların hiçbiri tek başına yıkıcı değildir. Ancak birlikte, planlamanız gereken bir bakım ritmi oluştururlar.
Servo-elektrik sistemler yağ yerine mekanik aşınma bileşenleriyle — kayışlar, bilyalı vidalar, rulmanlar — çalışır. Bakım gerektirmez değiller. Kayışlar uzar. Vidalar aşırı yüklendiğinde aşınır. Ancak bozulmaları genellikle daha doğrusal ve öngörülebilirdir. Bir vidada boşluğu ölçebilirsiniz. Kayış değişimini arızadan önce planlayabilirsiniz.
Satıcının Söylemi: “Hidrolikler dayanıklıdır ve kanıtlanmıştır.”
Operatörün Gerçeği: Kanıtlanmış demek, hangi parçaları servis edeceğini zaten biliyorsun demektir.
Atölyeniz her gün yüksek tonajda çalışıyorsa, o hidrolik bileşenler kendi konfor alanlarında çalışıyordur. “Ne olur ne olmaz” diye 300 tonluk alıp haftanın çoğunu 60 tonla geçirirseniz, nadiren kullandığınız bir stres için tasarlanmış bir sistemi bakımda tutuyorsunuz demektir.
Bazı atölyelerin, kapasitelerinde pay kaldığını sanarak makine aldıklarını; ama farkında olmadan tavan noktasına düşündüklerinden daha yakın olduklarını gördüm. Tonaj açısından değil. Genel gider açısından.
İşiniz sıvı sistemin karmaşıklığını haklı çıkarıyor ve bu bakımı amorti edecek hacminiz varsa hidrolik alın. İşleriniz hafif, değişken ve yağ yönetiminin yan işiniz olmasını istemiyorsanız, bundan kaçının.
Sonra zaman konusu var.
Birlikte çalıştığım bir atölye 15 ila 40 parça arasında partiler çalıştırıyordu. Malzeme değiştir, kalıp değiştir, ilk parçayı doğrula, çalıştır, sök. Gün boyu böyle.
Hidrolik frenleri, her sabah yağ sıcaklığını dengelemek için bir ısınma döngüsüne ihtiyaç duyuyordu. Öğle arasında kapatırlarsa, sıcaklık normale dönene kadar yeniden başlatma sonrasında açıları biraz kayardı. Burada on dakika. Orada beş. Zamanın küçük dilimleri.
Şimdi zemin hesabını yapın. Isınma ve yeniden kalibrasyon kaymalarına günde 15 dakika kaybettiğinizi varsayalım. 250 çalışma günü boyunca bu 60 saati aşar. Bir buçuk haftalık çalışma — sıcaklık yönetimine gitti.
Elektrikli fren mi? Gücü açın. Referans alın. Çalıştırın. Kovalayacak yağ viskozitesi eğrisi yok.
Döngü süresi de önemlidir. Birçok elektrikli sistem hızlanır ve yavaşlar daha hızlı, çünkü servo motor hareketi doğrudan sürer; sıvının valflerden akmasını beklemez. Kısa partilerde, daha hızlı yaklaşma ve geri dönüş hızları, her döngünün kesme dışı kısmını sıkıştırır. 20 parçalık bir seride, her bükmede birkaç saniye bile kırpmak, öğle vakti gelmeden birikir.
Ama işte bunun denge noktası. Atölyeniz ara sıra elektrik kapasitesinin üst sınırına yakın kalın plakaları büküyorsa, kuvvet sınırları yokmuş gibi davranamazsınız. Bazı elektrikliler, benzer bir hidrolik kadar aşırı tonaj üretemez. Bu yüzden birçok akıllı atölye hibrit bir düzen kullanır: yüksek karışım işlerin ’i için elektrikli, ağır darbeler için hidrolik.
Bu ayrım size bir şey anlatır.
Sürüş çevikliği — ne kadar hızlı başlatıp durdurabildiğiniz ve geçiş yapabildiğiniz — kısa süreli üretim ortamlarında genellikle maksimum kuvvetten daha önemlidir. Büyük yalnızca büyük işlerde yaşarsanız daha iyidir.
Partileriniz küçükse, malzemeleriniz orta kalınlıktaysa ve kârınız minimum ısınma ile hızlı geçişlere bağlıysa elektrikli alın. Kalın plakadan oluşan sürekli bir üretim sizi sürekli güç sınırında tutacaksa, almaktan vazgeçin.
Çünkü duruş süresi, bakım ritmi ve ısınma kayması muhasebeye nasıl yansıyor bir kez gördüğünüzde, soru “Ne kadar tonaj karşılayabilirim?” olmaktan çıkar ve daha keskin bir şeye dönüşür.
İşim gerçekte neye ihtiyaç duyuyor — vuruş vuruş, saat saat — ve hangi sürüş sistemi bu gerçeğe, korkuma değil, uyuyor?


















