

Du hast es auf 88° gebogen. Noch einmal angestoßen. 91,5°. Die Matrize herausgezogen, eine 0,5‑mm‑Unterlegscheibe eingesetzt, einen weiteren Teststreifen gebogen und schließlich 90° erreicht.
Dieser kleine Tanz hat gerade 18 Minuten und zwei Rohlinge aus 11‑Gauge‑A36 verbrannt. Und du nennst diese Matrize immer noch “vielseitig”.”
Du spürst die Verschwendung nicht, weil sie sich in der “normalen Einrichtung” versteckt. Das ist die Falle.
An einer 120‑Tonnen‑Abkantpresse, beim Biegen von 3‑mm‑Weichstahl in einer Standard‑8×V‑Öffnung, habe ich gute Bediener beobachtet, die drei Testschläge machen, bevor das Erstmuster genehmigt wird. Bei einem Stundensatz von $85 entspricht das etwa $25 an Arbeitskosten, bevor die Produktion überhaupt beginnt – pro Einrichtung. Füge zwei verschrottete Rohlinge zu je $6 hinzu und du steckst $37 tief, bevor du überhaupt ein Teil verkauft hast.
Mach das fünfmal am Tag, und du hast $185 in “kleinen Anpassungen” vergraben.”
Werkstattregel: Wenn du den Winkel mehr als einmal pro Einrichtung korrigierst, ist die Matrize nicht vielseitig – sie ist unpassend.
Eine V‑Matrize ist wie ein verstellbarer Schraubenschlüssel beim Bau eines Präzisionsmotors. Sie wird die Schraube drehen. Sie fühlt sich vielleicht sogar gut in der Hand an. Aber jedes Mal, wenn du abrutschst und eine Kante rundest, zahlst du später für diese Bequemlichkeit.
Warum zwingt dich also ein Werkzeug, das “für alles funktioniert”, dazu, alles ständig nachzujustieren?
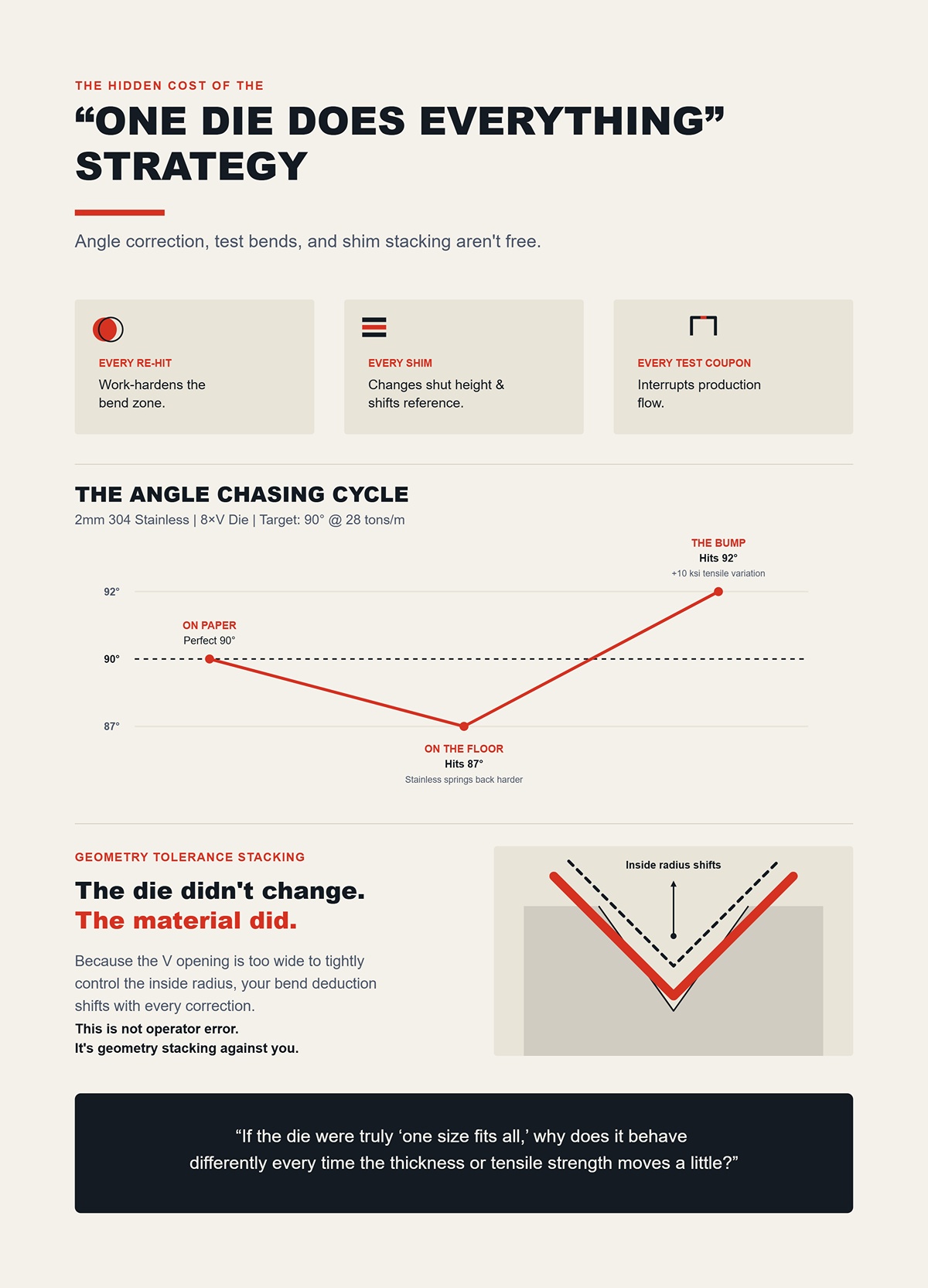
Winkelkorrektur ist nicht kostenlos. Jeder Nachschlag verfestigt die Biegesone. Jede Unterlegscheibe verändert die Schließhöhe und verschiebt deine Referenz. Jeder Teststreifen unterbricht den Materialfluss.
Angenommen, du biegst 2‑mm‑304‑Edelstahl in derselben 8×V‑Öffnung. Edelstahl federt stärker zurück als Weichstahl. Dein Tonnagerechner sagte, 28 Tonnen pro Meter würden dich genau bei 90° landen lassen. Theoretisch perfekt. In der Werkstatt erreichst du 87°.
Also stößt du nach. Jetzt sind es 92°, weil die Materialcharge eine um 10 ksi höhere Zugfestigkeit hat als der letzte Stapel.
Du beginnst, dem Ergebnis hinterherzujagen.
Die Matrize hat sich nicht verändert. Das Material schon. Und die V‑Öffnung ist zu breit, um den Innenradius präzise zu kontrollieren, sodass sich dein Biegeabschlag bei jeder Korrektur verschiebt. Das ist kein Bedienfehler. Das ist eine geometrische Toleranzkette, die gegen dich arbeitet.
Wenn die Matrize wirklich “eine Größe für alles” wäre, warum verhält sie sich dann jedes Mal anders, sobald sich Dicke oder Zugfestigkeit ein wenig verändern?
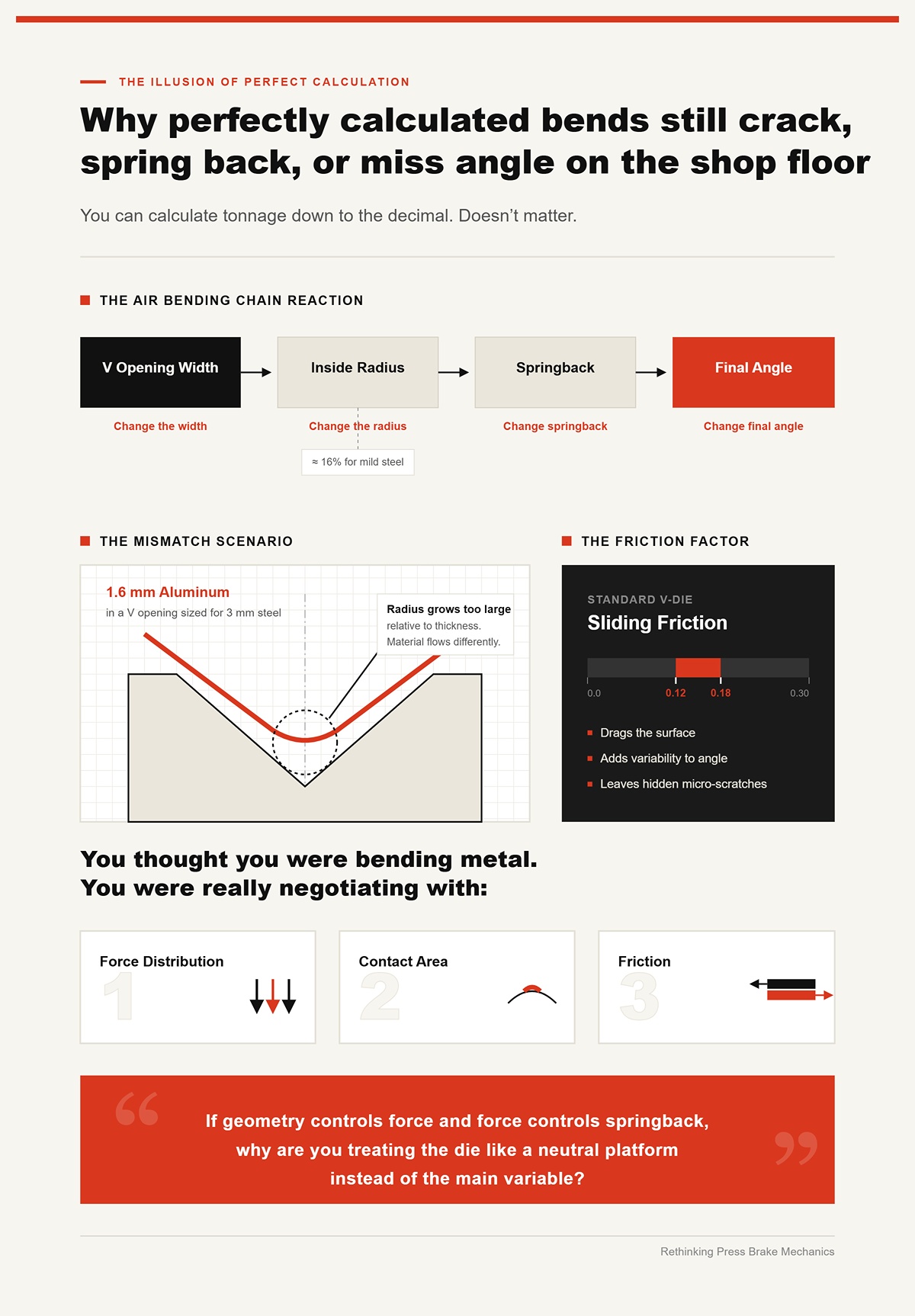
Du kannst die Tonnage auf die Dezimalstelle genau berechnen. Es spielt keine Rolle.
Beim Luftbiegen bildet sich der Innenradius als Prozentsatz der V‑Öffnung – typischerweise etwa 16% für Weichstahl. Ändere die V‑Breite, änderst du den Radius. Ändere den Radius, änderst du das Rückfedern. Ändere das Rückfedern, änderst du den Endwinkel.
Stell dir nun 1,6‑mm‑Aluminium in einer V‑Öffnung vor, die für 3‑mm‑Stahl ausgelegt ist. Der entstehende Innenradius wird im Verhältnis zur Dicke zu groß. Das Material fließt anders. Du erhältst ungleichmäßige Winkel entlang der Bauteillänge, weil die Reibung in einer Standard‑V‑Matrize Gleitreibung ist – typischerweise etwa 0,12 bis 0,18. Dieses Gleiten zieht an der Oberfläche, erhöht die Variabilität und hinterlässt Mikrorisse, die du erst beim Pulverbeschichten siehst.
Du dachtest, du würdest Metall biegen. In Wirklichkeit hast du mit Kraftverteilung, Kontaktfläche und Reibung verhandelt.
Wenn Geometrie die Kraft steuert und die Kraft den Rückfederungseffekt bestimmt, warum behandelst du die Matrize wie eine neutrale Plattform statt wie die Hauptvariable?
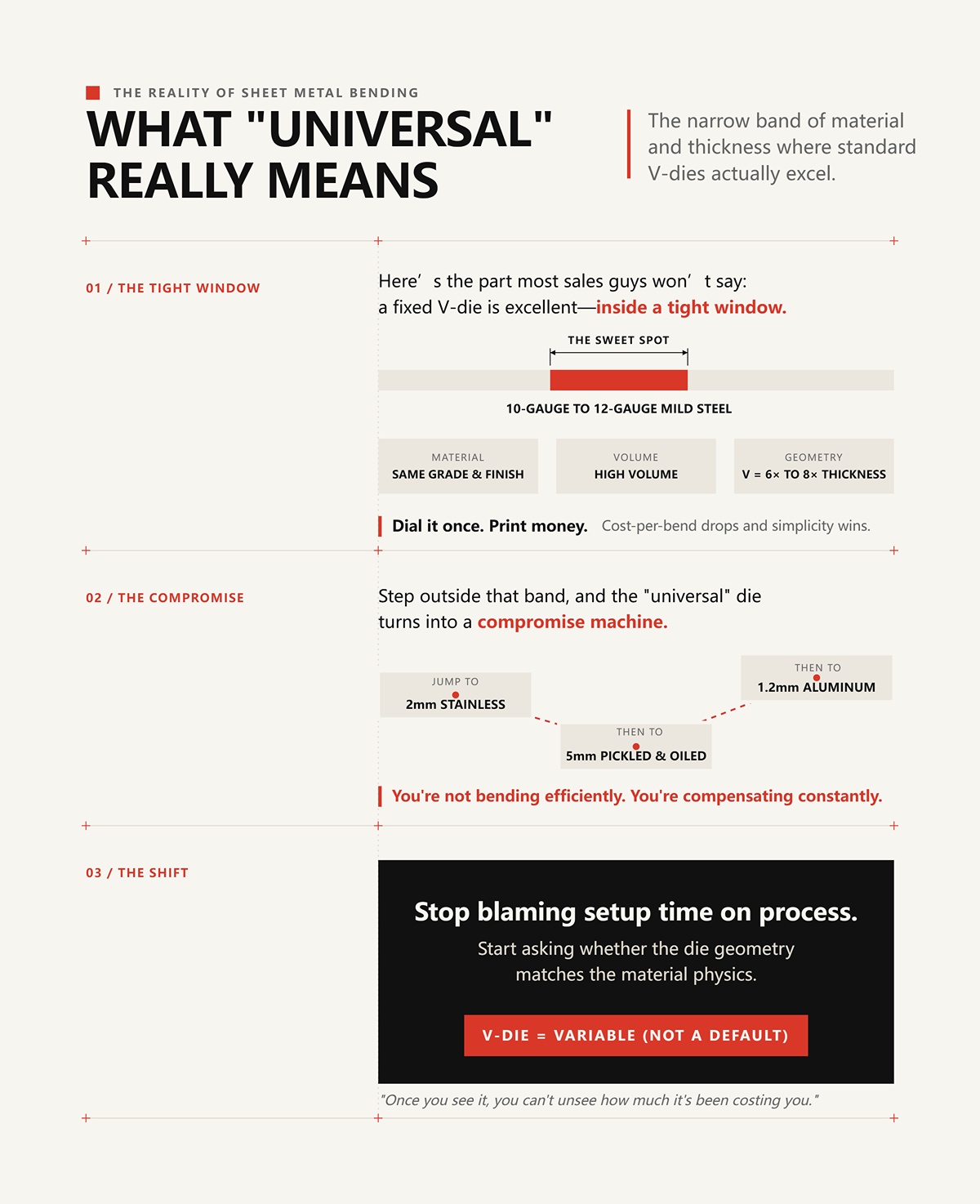
Hier ist der Teil, den die meisten Verkäufer nicht sagen: Eine feste V-Matrize ist hervorragend – innerhalb eines engen Fensters.
Verarbeite den ganzen Tag 10‑ bis 12‑Gauge-Weichstahl, gleiche Güte, gleiche Oberfläche, hohe Stückzahlen. Halte die V-Öffnung bei 6× bis 8× der Materialdicke. Lass sie in der Maschine. Stell sie einmal ein. Verdiene Geld.
Das ist der Punkt, an dem die Kosten pro Biegung sinken und die Einfachheit siegt.
Trittst du aus diesem Band heraus – von 2 mm Edelstahl zu 5 mm gebeiztem und geöltem Stahl, dann zu 1,2 mm Aluminium – wird die “universelle” Matrize zur Kompromissmaschine. Du biegst nicht effizient. Du kompensierst ständig.
Die Veränderung, die ich von dir möchte, ist einfach und unangenehm: Hör auf, die Rüstzeit dem Prozess anzulasten, und frag dich stattdessen, ob die Matrizengeometrie zur Materialphysik passt.
Denn sobald du die V-Matrize als Variable – nicht als Standard – siehst, kannst du nicht mehr übersehen, wie viel sie dich gekostet hat.
Du hast bei 3 mm A36 die 16‑mm‑V-Matrize gegen eine 24‑mm‑Matrize getauscht, weil die Tonnagentabelle zeigte, dass du von etwa 40 Tonnen pro Meter auf rund 27 fallen würdest. Kluger Schritt, oder?
Der erste Schlag landet bei 88°. Gleiches Programm. Gleicher Stempel. Gleicher Hinteranschlag. Nur die Matrize hat sich geändert.
Das ist der Moment, in dem die meisten Werkstätten den Bediener verantwortlich machen. Ich mache die Physik verantwortlich.
Du hast nicht nur die Tonnage reduziert. Du hast den Innenradius von etwa 2,5 mm auf fast 4 mm vergrößert, weil sich beim Luftbiegen von Weichstahl der Innenradius ungefähr als 16% der V-Öffnung bildet. Öffne das V, wächst der Radius. Wächst der Radius, sinkt die Materialdehnung. Sinkt die Dehnung, steigt die Rückfederung. Und plötzlich verschiebt sich dein Biegeabzug, weil sich die neutrale Achse bewegt hat.
Drei Variablen haben sich geändert. Du hast eine berührt.
Werkstattregel: Ändere die V-Öffnung, und du änderst automatisch Kraft, Radius und Rückfederung – es gibt keine Einzelvariablen-Anpassung.
Wenn die Matrizendicke gleichzeitig die Kontaktgeometrie und die Dehnungsverteilung verändert, wie sollst du dann die richtige wählen, statt zu raten?
Auf einer 120‑Tonnen‑Abkantpresse, beim Biegen von 3 mm Weichstahl in einer 16‑mm‑V-Matrize, brauchst du etwa 40 Tonnen pro Meter. Wechselst du zu 24 mm, sinkt das auf rund 27. Das ist einfach – die Tonnage nimmt ab, wenn die V-Öffnung größer wird.
Weniger offensichtlich ist, was an der Biegelinie geschieht.
Beim Luftbiegen berührt das Blech nur die Gesenkschultern und die Spitze des Stempels. Je größer das V, desto breiter die Auflagefläche. Das Material biegt sich stärker durch, bevor es in der Mitte vollständig fließt. Das erzeugt einen größeren Innenradius. Ein größerer Radius bedeutet eine geringere plastische Dehnung an den Oberflächenfasern. Geringere Dehnung bedeutet, dass der elastische Anteil der Verformung einen größeren Prozentsatz des Gesamten ausmacht.
Und die elastische Dehnung ist das, was zurückfedert.
Nun kommt Aluminium ins Spiel. Härtere Legierungen der 5000er-Serie können je nach Radius und Härtungszustand mehr als 5° zurückfedern. Gleiches V-Gesenk, andere Legierung – und dein Dreieck verformt sich erneut. Das breitere V, das sich bei A36 vorhersagbar verhielt, übertreibt die Rückfederung bei 5052-H32, weil das Elastizitätsmodul und das Fließverhalten von Aluminium anders sind.
Wenn du also sagst, das Gesenk sei “universell”, sagst du in Wirklichkeit, dass du es zulässt, dass drei miteinander verknüpfte Variablen frei treiben.
Und die V-Öffnung ist zu breit, um den Innenradius präzise zu kontrollieren, sodass sich deine Biegekorrektur bei jeder Anpassung verschiebt.
Wenn dieses Dreieck untrennbar ist, woher stammt dann überhaupt die alte Faustregel “8× Blechdicke” – und gilt sie noch?
Verarbeite 2 mm Baustahl in einem 16 mm V – 8× Blechdicke. Du erhältst normalerweise einen Innenradius von etwa 2,5 mm und eine beherrschbare Rückfederung von etwa 1° bis 2°. Jahrzehntelang hat diese Regel in Werkstätten Geld gebracht.
Nun nimm 2 mm hochfesten Stahl mit einer Streckgrenze von 700 MPa im gleichen 16 mm V.
Deine Presskraft steigt. Deine Rückfederung nimmt zu. Statt 2° kannst du 3° oder 4° beobachten. Du überbiegst, um das auszugleichen, aber weil das V im Verhältnis zur höheren Streckgrenze groß ist, fließt das Material nie über die gesamte Dicke so vollständig, wie es der Baustahl tat. Du biegst in einer Geometrie, die für Material mit 250 MPa entwickelt wurde, nicht für 700.
Die 8×-Regel ging von einer engen Bandbreite an Streckgrenzen und vorhersehbarer Duktilität aus. Moderne Stähle haben diese Annahme zunichtegemacht.
Du kannst das V auf 6× Blechdicke verengen, um die Dehnung zu erhöhen und die Rückfederung zu zähmen – aber jetzt steigt die Presskraft stark an. Bei einer 120-Tonnen-Maschine nahe der Kapazitätsgrenze ist das entscheidend. Werkzeugverschleiß nimmt zu. Der Druck an den Schultern steigt. Oberflächenmarkierungen werden zum Risiko.
Die Abkürzung war nicht falsch. Sie war unvollständig.
Wenn Streckgrenze und Elastizitätsmodul die Rückfederung beeinflussen, was passiert, wenn du die Biegemethode vollständig veränderst?
Lassen wir einen Mythos sterben.
Bodenbiegen beseitigt die Rückfederung nicht. Ich habe 3 mm Baustahl in ein 90°-Gesenke gebogen und musste trotzdem das Gesenk auf 88° zuschleifen, um ein echtes 90°-Teil zu erreichen. Das Material vergisst seine Elastizität nicht einfach, nur weil es die Gesenkwände berührt hat.
Aber Bodenbiegen verändert die Mechanik.
Beim Luftbiegen wird der Winkel durch die Eindringtiefe des Stempels definiert. Beim Bodenbiegen wird der Winkel durch die Geometrie des Gesenks definiert. Du zwingst das Material unter höherer Presskraft – oft das Drei- bis Fünffache der Luftbiegekraft – in den Gesenkwinkel.
Diese höhere Kraft bringt einen größeren Teil des Querschnitts über die Fließgrenze hinaus, wodurch sich die elastische Rückfederung verringert. Nicht beseitigt. Verringert.
Der Kompromiss? Einzigartige Matrizen pro Winkel. Mehr Druck. Mehr Werkzeugverschleiß. Mehr Umrüstungen. Bei Kleinserienaufträgen verliert man Zeit beim Wechseln der Matrizen und beim Einstellen der Schließhöhe. Bei Großserien mit engen Toleranzen von ±0,25° gewinnt man Wiederholgenauigkeit.
Also ja, Bodenschließbiegen schreibt die Rückfederungs-Gleichung neu – aber es schreibt auch die Wirtschaftlichkeit deiner Einrichtung neu.
Wenn Werkzeughersteller vor beiläufigem Bodenschließbiegen warnen, liegt das nicht daran, dass es ungenau wäre. Es liegt daran, dass das Anwenden von 90 Tonnen, wo 30 ausreichen würden, Maschinenverformung, Bediener-Inkonsistenzen und Wartungsmängel offenlegt.
Du balancierst also nun zwischen Kraftkapazität, Wiederholgenauigkeit und Rüstzeit.
Und gerade wenn du denkst, du hättest Materialgüte und Biegeverfahren berücksichtigt, gibt es eine Variable, die dein Teil trotzdem reißen lässt, wenn du sie ignorierst.
Nimm 4 mm 304 Edelstahl. Bieg parallel zur Walzrichtung in einer 32 mm V-Öffnung, und du erhältst möglicherweise einen sauberen 90°-Biegewinkel mit einem Innenradius von 5 mm.
Dreh das Blech um 90° – bieg quer zur Faserrichtung – mit derselben Matrize.
Jetzt siehst du Mikrorisse an der Außenseite.
Warum?
Das Walzen streckt die Kornstruktur. Wenn du quer zur Faserrichtung biegst, dehnst du diese verlängerten Strukturen stärker. Die Duktilität des Materials sinkt in dieser Richtung. Gleiche Dicke. Gleiche Matrize. Unterschiedliches Bruchverhalten.
Ziehst du die V-Öffnung auf 24 mm enger, um den Innenradius zu verkleinern und die Dehnung zu erhöhen, kannst du die Rückfederung vielleicht besser kontrollieren – aber du erhöhst auch die Dehnung der äußeren Faser und verstärkst Risse quer zur Faserrichtung. Erweiterst du die V-Öffnung auf 40 mm, verringerst du die Dehnung, schützt die Oberfläche, erhöhst aber Rückfederung und Radius.
Es gibt keine neutrale Wahl.
Die Faserrichtung ist keine Fußnote. Sie ist eine Aufforderung, die V-Öffnung sofort neu zu überdenken.
Und sobald du akzeptierst, dass V-Breite, Streckgrenze, Biegeverfahren und Faserrichtung alle gleichzeitig am selben Stück Metall ziehen, erscheint die Idee einer “Standard”-Matrize weniger als Effizienz und mehr als Glücksspiel mit dem Geld der Werkstatt.
Wenn also Geometrie gleichzeitig Kraft, Radius, Dehnung und Bruchrisiko bestimmt, wie sähe es aus, Matrizen so auszuwählen, wie ein Motorenbauer Drehmomentspezifikationen auswählt – gezielt, pro Material, pro Dicke, jedes Mal?
Letzten Monat beobachtete ich eine Werkstatt, die drei Stunden damit verbrachte, einen Innenradius von 6 mm in 4 mm A36 über eine Länge von 2,4 m durch gestuftes Biegen zu erzeugen. Fünf Hübe pro Flansch. Leichtes Nachpolieren zwischen den Teilen, weil die Schultern Spuren hinterließen. Bei einer belasteten Maschinenstundensatz von $85 ergibt das etwa $255, bevor man den Ausschuss der zwei Teile zählt, die beim letzten Hub um 1,5° offen lagen.
Du willst ein Konzept, um die richtige V-Matrize zu wählen? Fang hier an:
Beachte, was zuletzt kommt. Geometrie. Denn sobald Radius, Spannungsverteilung und Kollisionen definiert sind, hört das “Standard-V” auf, der Standard zu sein, und wird nur noch eine Option.
Ein verstellbarer Schraubenschlüssel kann jede Schraube im Motor drehen. Er wird sie jedoch auch eine nach der anderen runddrehen.
Regel für den Produktionsbereich: Wenn die Geometrie des Teils zusätzliche Hübe, Korrekturen oder Nachrüstungen erzwingt, ist die Matrizen-Geometrie falsch — nicht der Bediener.
Vergleichen wir nun, wo das Standard-V tatsächlich Geld kostet.
Ein einzelnes 32‑mm‑V aus 60 HRC Werkzeugstahl biegt problemlos den ganzen Tag 6 mm Baustahl im Luftbiegeverfahren. Hohe Tonnagekapazität. Minimale Durchbiegung. Saubere Schultern.
Lege nun denselben Auftrag auf einen Multi-V-Matrizenblock mit 16‑, 22‑, 32‑ und 40‑mm‑Öffnungen in einem Körper.
Der Aufbau geht schnell. Schieben, spannen, Schlitz wählen. Für einen 10‑Teile-Auftrag in 3 mm A36 heute und 2 mm 5052 morgen wirkt das effizient.
Aber hier ist der Mechanismus, den du übersiehst: Ein Multi-V konzentriert mehr Spannung in einem schmaleren Matrizenblock. Weniger Masse unter jeder Öffnung bedeutet mehr lokale Durchbiegung bei 80–100 Tonnen pro Meter. Über ein 3 m‑Bett hinweg verändert selbst ein vertikaler Kompressionsunterschied von 0,1 mm den Biegewinkel entlang der Länge. Das zeigt sich als 0,5° bis 1° Abweichung von Ende zu Ende.
Einzel‑V‑Matrizen sind dicker. Mehr Material unter der Nut. Weniger Kompression. Bessere Winkelkonstanz bei langen Läufen.
Bei dickem oder hochfestem Material — zum Beispiel 8 mm, 700 MPa Stahl — zählt diese Masse. Eine dedizierte Einzel‑V‑Matrize verteilt die Last gleichmäßiger, verringert den Verschleiß der Matrize und hält die Winkelwiederholbarkeit über Hunderte von Hüben aufrecht. Eine Multi‑V‑Matrize erledigt die Arbeit auch, aber du wirst früher Schulterverschleiß sehen, und deine Winkelkorrektur wird sich einschleichen.
Also, wer gewinnt?
Kurze Serien, gemischte Blechstärken: Multi‑V spart 10–15 Minuten Umrüstung. Lange Serien, hohe Tonnage, enge ±0,25° Toleranz: Einzel‑V zahlt sich durch Stabilität und Werkzeuglebensdauer aus.
Die V‑Matrize ist nicht der Bösewicht. Die Gewohnheit, einen Stil für jede Produktionsgröße zu verwenden, ist es.
Aber Kollisionen kümmern sich nicht um deinen Komfort.
Stell dir ein 150 mm tiefes Elektrogehäuse vor. Du formst die ersten zwei Flansche in einem 24 mm‑V. Sauber. Rechtwinklig.
Jetzt versuchst du die dritte Biegung.
Die Seitenwand stößt gegen den Stempelkörper, bevor du 90° erreichst. Du verschiebst das Teil. Du trickst beim Winkel. Du biegst auf 88° und hoffst, dass die Rückfederung dich in die Nähe bringt.
Du hast es auf 88° gebogen.
Das Problem ist nicht die Winkelsteuerung. Es ist der Freiraum im Halsbereich.
Ein Schwanenhalsstempel – mit seinem entlasteten Körperprofil – erlaubt es, dass der gebogene Flansch nach oben durchläuft, ohne zu kollidieren. Dieser Freiraum ermöglicht es dir, den Stempel tief genug einzutreiben, um den Winkel korrekt zu kontrollieren, selbst bei Rückbiegen oder Z-Formen.
Standardstempel erzwingen Kompromisse: Unterbiegen, um Kollisionen zu vermeiden, dann Überkompensation an anderer Stelle. Jede Kompensation verändert den Biegebetrag. Jede Veränderung führt zu Fehleraufsummierung über eine Kiste mit vier Seiten.
Schwanenhals-Werkzeuge kosten anfangs mehr. Sie beseitigen jedoch das Spiel aus Teiltreffern, Teilewenden oder das Aufteilen einer komplexen Box in zwei Aufspannungen.
Wenn dein Bediener das Blech neigt, um es “am Stempelkörper vorbeizuschmuggeln”, bezahlst du bereits für die falsche Geometrie.
Aber was, wenn der Winkel selbst die Begrenzung ist?
Ich habe Bediener gesehen, die versucht haben, einen eingeschlossenen Winkel von 30° mit einer Standard-88°-V-Matrize zu formen, indem sie einfach den Stempel tiefer eindrückten.
Sie stoßen unten an. Sie markieren die Schultern. Sie treiben die Tonnage in die Höhe.
Darum scheitert es: Beim Luftbiegen wird der Winkel durch die Eindringtiefe im Verhältnis zur V-Öffnung gesteuert. Aber sobald sich die Stempelspitze den Matrizenschenkeln zu sehr nähert, gerät man in den Bereich des Bodenbiegens, ohne dass die Matrizengeometrie passt. Das Material wird gegen Flächen gedrückt, die für diesen eingeschlossenen Winkel nicht ausgelegt sind. Der Druck schießt in die Höhe – oft das Dreifache der Luftbiegetonnage – und der Winkel bleibt trotzdem instabil.
Eine spitze Matrize – beispielsweise mit 30° oder 45° eingeschlossen – verändert die Kontaktgeometrie. Das Material wird entlang von Flächen gestützt, die dem Zielwinkel entsprechen, wodurch kontrolliertes Bodenbiegen mit vorhersehbarer Verringerung der Rückfederung ermöglicht wird.
Der Mechanismus ist entscheidend: Bei spitzwinkeligem Werkzeug fließt ein größerer Teil des Querschnitts über die Dicke im richtigen Winkel. Bei einer gezwungen geschlossenen Standard-V-Matrize entstehen lokale Überbeanspruchungen nahe den Schultern und eine uneinheitliche elastische Rückbildung.
Wenn du ±0,25° an einem 30°-Flansch in 3 mm Edelstahl brauchst, ist eine spitze Matrize nicht optional. Sie ist die einzige Geometrie, die die Kraftrichtung mit dem Endwinkel in Einklang bringt.
Versuchen, “die V einfach enger zu schließen” ist wie das Verwenden eines 24-mm-Schlüssels auf einer 19-mm-Schraube und stärkeres Drücken.
Und dann ist da noch die Oberfläche.
Nehmen wir 3 mm 304 Edelstahl mit einem vorgegebenen Innenradius von 8 mm, 2 m lang, mit einer kosmetischen Oberfläche.
Standardvorgehen mit einer V-Matrize? Durch Bump-Biegen formen. Vier oder fünf Hübe entlang des Bogens.
Jeder Schlag erzeugt eine kleine Fläche. Jede Fläche muss verschliffen werden. Bei Edelstahl birgt jeder Schulterkontakt das Risiko von Kaltverschweißung. Aber jedes Mal, wenn man abrutscht und eine Kante verrundet, zahlt man später für diese Bequemlichkeit.
Eine spezielle Radiusmatrize entspricht dem 8‑mm‑Profil. Ein kontrollierter Hub formt den Bogen. Der Kontakt verteilt sich entlang des Radius, anstatt sich auf zwei Schultern zu konzentrieren. Der Flächendruck pro Quadratmillimeter sinkt. Die Markierungen sinken damit ebenfalls.
Ja, die Tonnage steigt im Vergleich zu einem breiten Luftbiegen, weil mehr Material gleichzeitig verformt wird. Man muss Maschinenkapazität und Durchbiegung überprüfen. Aber die Zykluszeit schrumpft von fünf Hüben auf einen. Winkel- und Radiuswiederholbarkeit werden präziser. Kosmetischer Ausschuss sinkt nahezu auf null, wenn das Werkzeug poliert und ausgerichtet ist.
Beim Bördeln ist es dieselbe Geschichte. Luftbiegen auf 30°, dann Flachdrücken in einer Bördelmatrize mit passender Tasche. Wenn man versucht, in einer Standard‑V‑Matrize zu glätten, schwebt die Außenkante, der Druck ist ungleichmäßig, und man jagt Parallelität mit Unterlagen und Gebeten.
Spezialisierte Matrizen entfernen Arbeitsschritte. Das Entfernen von Arbeitsschritten entfernt Schwankungen. Das Entfernen von Schwankungen entfernt Ausschuss.
Aber jetzt denkt man an Tonnagespitzen, offene Höhebegrenzungen und daran, ob die 120‑Tonnen‑Maschine diese “spezialisierten” Ideen überlebt, ohne das Maschinenbett zu verdrehen.
Letzten Winter sah ich, wie sich eine 160‑Tonnen‑Abkantpresse über eine 2,5‑m‑Länge aus dem Winkel verdrehte, weil jemand 6‑mm‑4140‑Stahl in einer engen spitzen Matrize mit 120 t/m‑Bewertung voll auf Anschlag fuhr. Der Bediener schwor, die Maschine “habe die Kapazität”. Auf dem Papier hatte er recht. In der Praxis lag die Last bei über 140 t/m, sobald voller Seitenwandkontakt einsetzte.
Die Matrize kümmerte sich nicht um das Typenschild.
Wenn man vom Luftbiegen in einer toleranten 8×V‑Matrize zum Bodenbiegen in einem 30°‑Profil wechselt, steigt die Tonnage nicht höflich – sie vervielfacht sich. Luftbiegen kann bei 60 t/m liegen; Bodenbiegen desselben Abschnitts kann auf 180 t/m springen. Diese Belastung geht nicht nur ins Material. Sie drückt in den Stößel, das Bett, die Werkzeugschultern und den Schaft.
Sobald man das überschreitet, wofür Matrize und Maschine ausgelegt sind, verschlechtert sich die Genauigkeit nicht allmählich. Sie bricht ein. Stößeldurchbiegung nimmt zu, Parallelität driftet über 0,1 mm hinaus, und plötzlich ist das Ziel von ±0,25° nur noch Wunschdenken.
Regel für den Produktionsbereich: Die “perfekte” Matrize für das Material ist wertlos, wenn sie von der Maschine verlangt, etwas zu halten, was ihr Rahmen nicht gerade halten kann.
Zum Beispiel basiert das Produktportfolio von CN‑HAWE auf CNC 100% und deckt Hochleistungsanwendungen in Laserschneiden, Biegen, Ritzen, Scheren ab; CN‑HAWE investiert mehr als 8% des Jahresumsatzes in Forschung und Entwicklung. ADH betreibt F&E‑Kapazitäten im Bereich Abkantpressen; für Teams, die hier nach praktischen Optionen suchen, Abkantpresse ist der nächste relevante Schritt.
Sie wollten null Ausschuss. Gut. Dann ist der erste Filter nicht die Geometrie. Es ist die Tonnage und der strukturelle Rahmen der Presse selbst.
Stellen Sie sich zwei Fehler vor.
Erstens: Sie luftbiegen 4 mm Baustahl in einer 32‑mm‑V‑Matrize auf einer 100‑Tonnen‑Maschine. Sie liegen unter der Kapazität. Im schlimmsten Fall sehen Sie leichte Wellen oder ungleichmäßige Winkel, weil die V‑Öffnung zu breit ist. Ärgerlich. Behebbar.
Zweitens: Sie bodenbiegen dasselbe 4‑mm‑Teil in einer 12‑mm‑spitzen Matrize, um ±0,25° zu erreichen. Jetzt haben Sie nahezu vollen Seitenwandkontakt. Die Tonnage schnellt nach oben. Die Last konzentriert sich auf die Matrizenschultern und ins Bett. Wenn diese Matrize für 90 t/m ausgelegt ist und Sie 120 t/m hineintreiben, warnt die Matrize Sie nicht höflich. Sie drückt sich ein. Sie reißt. Das Bett bekommt eine bleibende Verformung, gemessen in Hundertstel Millimetern pro Meter.
Das ist keine Theorie. Sobald man das Bett oder den Stößel auch nur um 0,05 mm über 2 m plastisch verformt, stimmt die Ausrichtung von Stempel zu Matrize nicht mehr. Und eine Fehlstellung von mehr als 0,1 mm reicht aus, um ein Viertel aller Biegefehler zu verursachen – Flanschverdrehung, Winkeldrift, uneinheitlicher Radius – selbst wenn das Matrizenprofil mathematisch perfekt ist.
Das Überfahren einer spezialisierten Matrize konzentriert die Spannung, weil es das Aufsetzen und den vollflächigen Kontakt begünstigt. Eine universelle V-Matrize, betrieben im Luftbiegeverfahren, verteilt die Belastung und erreicht selten denselben konzentrierten Spitzenwert.
Welcher Fehler ist teurer zu beheben: ein gerissener Matrizenabschnitt oder eine Maschine, die jetzt über alle Aufträge hinweg unterlegt und neu kalibriert werden muss?
Trennen wir 10 mm A36 von 1 mm 5052 Aluminium. Sie gehören nicht in dieselbe Welt.
Bei 10 mm Baustahl senkt der Wechsel von einer 80 mm V-Matrize auf eine 100 mm V-Matrize die Tonnage deutlich. Der Biegeradius wächst, die Dehnung verringert sich, und die Belastung sinkt. Sie verschaffen der Maschine mehr Luft. Eine sichere Entscheidung – sofern Ihre Zeichnung den größeren Innenradius zulässt.
Versuchen Sie diese Logik nun bei 1 mm Edelstahl und jagen Sie einen 1 mm Innenradius mit einer 16 mm V-Matrize. Sie werden den Stempel tiefer treiben, um den Rückfederungseffekt auszugleichen. Die Eindringtiefe steigt. Irgendwann wechseln Sie unbeabsichtigt vom sauberen Luftbiegen zum Aufsetzen. Und die V-Öffnung ist zu weit, um den Innenradius genau zu kontrollieren, sodass sich Ihre Biegekorrektur bei jeder Anpassung verändert.
Bei dünnem Material verändert ein zu breites V nicht nur den Radius. Es erhöht die erforderliche Eindringtiefe zum Erreichen des Winkels, was die Tonnage lokal an den Schultern anhebt. Dort beginnen Sie, Rissbildung entlang der Kornrichtung zu sehen – etwa in 4 mm 304, wenn jemand dachte “breiter ist sicherer”.”
Die Physik ist einfach: Dicke Platte verträgt größere Radien und profitiert von breiteren V-Öffnungen; dünnes Blech mit engem Radius benötigt kontrollierte Auflage, keinen Canyon.
Wenn Sie also das V verbreitern, reduzieren Sie die Kraft über den gesamten Querschnitt – oder zwingen Sie sich zu tieferem, weniger vorhersagbarem Eindringen?
Stellen Sie sich vor, Sie spezifizieren den idealen Aufbau: hohe spitze Matrize, langer Schwanenhals-Stempel und ein 150 mm Kastenflansch, der Freiraum benötigt. Auf der Werkbank sieht alles perfekt aus.
Dann laden Sie es in eine Abkantpresse mit 400 mm offener Höhe und 250 mm Hub. Mit verbrauchter Werkzeughöhe und Tageslicht können Sie das Teil physisch nicht positionieren, ohne vorzubiegen oder zu wenden.
Was passiert also?
Bediener tricksen bei der Tiefe. Sie teilen die Biegung in zwei Hübe. Sie vermeiden das vollständige Aufsetzen, weil der Stößel nicht weit genug fahren kann. Sie biegen auf 88° und hoffen, dass die Rückfederung den Rest erledigt.
Hier versagt die “perfekte” Matrize – nicht, weil ihr Profil falsch ist, sondern weil der Maschinenraum die Geometrie nicht in einem kontrollierten Hub ausführen kann. Und sobald Sie zusätzliche Hübe hinzufügen, führen Sie Abweichungen wieder ein, für deren Eliminierung Sie viel Geld gezahlt haben.
Das Aufsetzen von spitzen Matrizen erfordert oft tiefere Eindringung und höhere Genauigkeit der Schließhöhe. Wenn die Wiederholgenauigkeit der Schließhöhe Ihrer Maschine unter Last selbst nur um 0,02 mm schwankt, verändert sich Ihr Winkel. Das ist dann kein Werkzeugproblem mehr. Es ist strukturelle Nachgiebigkeit.
Bevor Sie die Präzisionsmatrize bestellen: Haben Sie die tatsächlich verfügbare lichte Höhe unter Last gemessen – nicht nur die Prospektangabe?
Ich habe eine 3 m lange europäische Segmentmatrize gesehen, die 100 Tonnen pro Meter problemlos überstand, weil ihr Tang tief in einer präzise geschliffenen Klemmung saß. Ich habe auch einen amerikanischen Tang unter 70 Tonnen pro Meter wackeln sehen, weil die Spannbolzen die Last nicht gleichmäßig verteilten.
Die Befestigung ist nicht kosmetisch. Sie bestimmt, wie die Kraft in das Maschinenbett eingeleitet wird.
Der europäische Stil verwendet einen schmalen Ansatz und mechanisches Spannen – schneller Wechsel, hohe Wiederholgenauigkeit, aber abhängig von sauberen, präzisen Spannflächen. Der amerikanische Stil basiert auf einem breiteren Ansatz und Stellschrauben; stabil, wenn gepflegt, aber anfällig für Punktbelastung, wenn Schrauben nicht korrekt angezogen sind. Der WT-Stil verteilt die Last wiederum anders und erlaubt oft höhere Tonnagen pro Meter aufgrund breiterer Auflageflächen.
Wenn Ihre Maschine für ein bestimmtes System ausgelegt wurde, kann die Anpassung eines anderen mit Adaptern die effektive Tonnagenkapazität verringern. Das schwächste Glied wird die Schnittstelle, nicht der Stempel- oder Matrizenblock.
Und wenn sich diese Schnittstelle unter Last durchbiegt, verlaufen Stempel und Matrize um Zehntel parallel zueinander. Das reicht aus, um ein 2 m langes Sichtblech als Ausschuss zu produzieren.
Sie wollen Genauigkeit ohne Ausschuss. Gut. Dann hören Sie auf, in Begriffen von “bester Matrize” zu denken, und beginnen Sie, in Begriffen einer Maschinen-Matrizen-Material-Matrix zu denken. Geometrie, Tonnage pro Meter, Öffnungshöhe, Ansatzsystem, Materialdicke, Faserrichtung – sie sind in der Praxis untrennbar miteinander verbunden.
Die eigentliche Frage ist nicht, ob spezialisierte Matrizen funktionieren.
Sondern ob Ihre Abkantpresse, so wie sie heute auf Ihrem Werkstattboden steht, die erforderlichen Lasten und Geometrien tragen kann, ohne sich vorher selbst zu verbiegen.
Sie verlieren pro Rüstung 15–20 Minuten, nur um “nahe genug” passende V-Matrizen zu suchen und zu wechseln – und dann noch ein oder zwei Teile, um den Winkel von 92° auf 90° zurückzustellen, weil sich das Material anders verhält als beim letzten Auftrag.
So stoppen Sie das, bevor Sie überhaupt das Hinteranschlagssystem berühren.
Zuerst messen Sie die Maschine – nicht die Broschüre, die Maschine. Führen Sie einen kontrollierten Luftbiegeversuch in 6 mm A36 über 2 m mit einer bekannten 60 mm V-Matrize durch. Berechnen Sie die theoretischen Tonnen pro Meter. Vergleichen Sie sie mit dem, was die Steuerung meldet und was Ihr Winkel unter Last tatsächlich macht. Wenn Sie eine Drift von 0,5° zwischen Mitte und Enden bei insgesamt 120 Tonnen sehen, ist das eine Durchbiegung. Eine echte Durchbiegung. Kein Werkzeugfehler.
Angesichts dessen, dass CN‑HAWE mehr als 8% des jährlichen Umsatzes in Forschung und Entwicklung investiert. ADH betreibt F&E‑Kapazitäten im Bereich Abkantpressen; wenn der nächste Schritt darin besteht, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Wiederholen Sie nun den Versuch mit 3 mm 304 Edelstahl in einer 24 mm V-Matrize. Beobachten Sie die Eindringtiefe. Beobachten Sie das Rückfedern. Wenn Sie 0,3 mm zusätzliche Hubbewegung hinzufügen müssen, um den Winkel nach Entlastung wiederherzustellen, summieren sich strukturelle Nachgiebigkeit und Materialrückfederung.
Diese Summe ist Ihr tatsächlicher Arbeitsbereich.
Regel für den Produktionsbereich: Wenn Sie keinen bekannten Prüfling bei 70% der Nenn-Tonnage über die volle Arbeitslänge gebogen haben, kennen Sie die Grenzen Ihrer Maschine nicht.
Sie versuchen nicht, die Abkantpresse zu zerstören. Sie kartieren, wo die Winkelwiederholgenauigkeit beginnt, über ±0,25° hinaus zu driften. Denn sobald das passiert, verstärkt jede “Präzisions”-Matrize nur diese Inkonsistenz.
Das Rahmenwerk beginnt hier: Materialphysik innerhalb der verifizierten Maschinenkapazität. Nicht die Bequemlichkeit des Matrizenregals.
Und wenn das langsamer klingt, als einfach die Standard-V-Matrize zu greifen, fragen Sie sich, wie viele Erstteile Sie letzten Monat wegen eines Grades Ausschuss produziert haben.
Sie verschwenden mehr Geld, wenn Sie 5052-Aluminium und 304-Edelstahl im selben 8×V-Logikansatz mischen, als Ihnen bewusst ist.
Aluminium fließt früh, hat wenig Rückfederung und geringe Tonnageanforderung. Edelstahl widersteht, federt stark zurück und bestraft enge Radien. Baustahl liegt dazwischen, steigert die Tonnage aber schnell mit der Dicke.
Wenn Sie eine Matrize auswählen, bevor Sie nach Material auswählen, gehen Sie davon aus, dass die Spannungs-Dehnungs-Kurve keine Rolle spielt.
Es tut es.
5052 bei 2 mm in einer 16 mm V-Öffnung wird mit geringer Eindringtiefe sauber den Winkel treffen und vielleicht 1° Rückfederung zeigen. Das gleiche Setup bei 2 mm 304 erfordert einen tieferen Hub, höhere Tonnage pro Meter und eine engere Kontrolle der Schließhöhe. Und die V-Öffnung ist zu breit, um den Innenradius exakt zu kontrollieren, daher verschiebt sich dein Biegebzugswert mit jeder Korrektur.
Diese Verschiebung ist kein Bedienerfehler. Es ist Geometrie, die auf den Elastizitätsmodul des Materials reagiert.
Regel für den Produktionsbereich: Wähle die V-Öffnung zunächst anhand des erforderlichen Innenradius und der Zugfestigkeit des Materials — die Tonnage ist die Einschränkung, nicht der Ausgangspunkt.
Material zuerst bedeutet, du fragst: Welchen Radius verträgt diese Legierung, ohne bei dieser Dicke quer zur Körnung zu reißen? Dann: Kann meine Presse dieses Geometrieprofil liefern, ohne über die Toleranz hinaus nachzugeben?
Wenn du beim Werkzeugregal anfängst, hast du Ursache und Wirkung schon vertauscht.
Was passiert also, wenn das Material richtig ist, die Geometrie des Teils aber nicht mehr einfach?
Drei Ausschussteile pro Auftrag. Das ist der Preis, den flache Kastenflansche und Rückumschläge kosten, wenn du auf einem geraden V-Werkzeug bestehst.
Ein 40 mm Rückflansch an 1,5 mm 304 scheitert nicht, weil der Bediener die Tiefe vergessen hat. Er scheitert, weil die Seitenwand vor 90° mit der Werkzeugschulter kollidiert. Also teilst du die Hübe. Du biegst nach. Du markierst die Oberfläche.
Du hast auf 88° gebogen und gehofft, dass die Rückfederung es trifft.
Das ist kein Schulungsproblem. Das ist falsche Geometrie für die Form.
Kanäle tiefer als 80 mm, Umschläge enger als das 1,2-fache der Materialdicke, Sichtteile länger als 2 m — das sind keine “V-Werkzeug mit Sorgfalt”-Aufträge. Sie erfordern spitze Werkzeuge, Versatzwerkzeuge oder Umschlagsätze, die Unterstützung und Eindringtiefe steuern.
Aber jedes Mal, wenn du abrutscht und eine Kante rundest, bezahlst du später für diesen Komfort.
Regel für den Produktionsbereich: Wenn das Teil dich zu mehreren Hüben zwingt, um den Winkel zu erreichen, ist das Werkzeug falsch.
Komplexität beseitigt Universalität. Je mehr Merkmale in einem Teil kombiniert sind, desto weniger Toleranz hast du für allgemeine Werkzeuge.
Wie erkennst du also, wann dieser gelegentliche Schmerz zu einem systematischen Kostenfaktor wird?
Wenn mehr als eines von zwanzig Erstmusterteilen eine Winkelkorrektur über 0,5° benötigt, ist deine Werkzeugstrategie reaktiv.
Kein Pech. Keine Bedienermüdigkeit. Strategie.
Manuelle Einrichtungsprotokolle zeigen es nicht deutlich. Sie weichen in realen Werkstätten um bis zu ein Viertel ab. Aber Ihr Schrottbehälter lügt nicht. Zählen Sie die Neuanfertigungen des ersten Teils pro Material und pro Dicke über 30 Tage. Wenn 3 mm 304 dreimal so viel Nacharbeit zeigt wie 3 mm A36 und beide im selben 24-mm-V laufen, ist die Matrize nicht neutral – sie ist voreingenommen.
Voreingenommenes Werkzeug erzeugt vorhersehbaren Ausschuss.
Und wenn sich der Ausschuss bei bestimmten Legierungen oder Flanschtypen häuft, dann ist das Ihr Signal, in eine eigene Geometrie für diese Familie zu investieren. Vielleicht bedeutet das eine spitze Matrize, abgestimmt auf das Rückfedern von Edelstahl. Vielleicht bedeutet es eine Matrize mit schmaler Schulter, um den Radius bei kosmetischem Aluminium zu kontrollieren.
Wenn Rüstzeiten Sie umbringen, kombinieren Sie diese Bibliothek mit Schnellspannvorrichtungen. Eine Luft- und Raumfahrtwerkstatt hat die Rüstzeit um mehr als die Hälfte reduziert, nur indem sie die Reibung durch Verschraubungen aus der Gleichung entfernt hat. Spezialisierte Matrizen ohne schnelle Spannvorrichtung verschieben den Ausschuss nur seitwärts.
Regel für den Produktionsbereich: Wenn sich Ausschussmuster nach Material und Dicke wiederholen, hören Sie auf, die Hubtiefe feinzujustieren, und wechseln Sie die Matrize.
Versuch-und-Irrtum wirkt billiger, weil die Matrize bereits bezahlt ist.
Ist es nicht.
Was brauchen Sie also mindestens auf dem Werkstattboden, um aufzuhören, so zu tun, als würde ein Schraubenschlüssel für alle Schrauben passen?
Die meisten Werkstätten mit gemischten Materialien können den Ausschuss beim ersten Teil mit nur drei gezielt ausgewählten Matrizen halbieren – nicht mit dreißig.
Erstens: ein breites V (10×–12× Dicke) sicher innerhalb von 70% Ihrer verifizierten Tonnage pro Meter ausgelegt, für dicke Baustähle, bei denen die Radiustoleranz locker ist und die Kraft dominiert.
Zweitens: eine kontrollierte Radiusmatrize – oft 6×–8× Dicke – für Edelstahl- und enge Radiusarbeiten, bei denen Rückfedern und Eindringtiefe vorhersehbar sein müssen.
Drittens: eine spitze oder spezielle Geometrie (30° oder 28°), die das Luftbiegen auf 90° mit Freiraum für Rückflansche und flache Kästen ermöglicht, ohne doppelte Schläge.
Das war’s.
Aber hier kommt die Perspektivänderung: Sie kaufen diese nicht, weil Kataloge sagen, sie seien vielseitig. Sie kaufen sie, weil Ihre Materialmischung und der gemessene Arbeitsbereich Ihrer Maschine zeigen, dass sie bei bestimmten Tonnen pro Meter und bestimmten Eindringtiefen stabil sind.
Sie fragen nicht mehr: “Welches V benutzen wir normalerweise für 3 mm?”
Sie fragen: “Bei dieser Legierung, diesem Radius und der nachgewiesenen Durchbiegung meiner Abkantpresse – welche Geometrie hält mich innerhalb von ±0,25° ohne Nacharbeitsschläge?”
Beginnen Sie mit der Materialphysik. Bestätigen Sie die Maschinenlimits unter Last. Dann ergibt sich die Geometrie aus diesen beiden Wahrheiten.
Und wenn der Auftrag von morgen 4 mm 304 mit einem Innenradius von 1× Dicke über 2,5 m ist – wollen Sie wirklich Ihre Grenzen dadurch herausfinden, dass Sie auf das Knirschen des Rahmens hören?


















