

Wenn eine Abkantpresse Blech biegt, “drückt” der Stempel das Material nicht einfach nur „in Form“. Er steuert eine sorgfältig ausbalancierte Umverteilung der Spannungen im gesamten Werkstoff. Die darunterliegende V‑Matrize definiert dieses Spannungsmuster. Während der Stempel nach unten fährt, wird die Innenseite des Biegebereichs komprimiert, während sich die Außenseite dehnt—getrennt durch eine neutrale Achse, an der die Spannung nahezu null ist. Diese Geometrie ist entscheidend: Je enger der Innenradius, desto höher die lokalen Spannungen und desto größer die benötigte Presskraft. Sobald Bediener verstehen, wie die Öffnungsweite der Matrize direkt mit der Biegekraft zusammenhängt, wird klar, warum die Wahl einer falschen Matrize zu inkonsistenten Ergebnissen führen oder das ordnungsgemäße Biegen ganz verhindern kann.
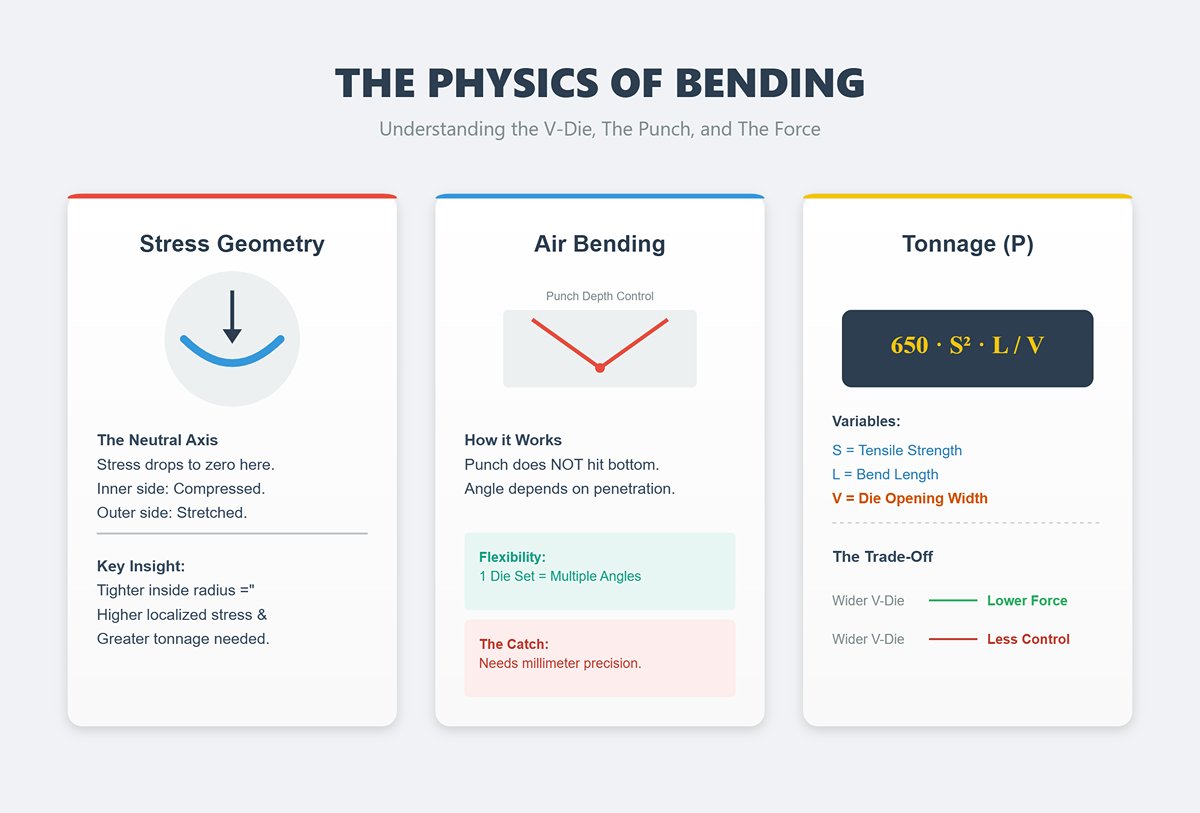
Beim Luftbiegen—der am häufigsten verwendeten Technik—stoppt der Stempel, bevor er den Boden der Matrize berührt. Der resultierende Biegewinkel wird nicht durch die Matrize selbst bestimmt, sondern durch die Tiefe, mit der der Stempel eindringt. Dieses Verfahren bietet Flexibilität: Ein einziges Stempel‑ und Matrizenset kann mehrere Winkel erzeugen, einfach durch Tiefenverstellung. Die Herausforderung liegt in der Präzision—Änderungen des Stempelwegs um nur einen Millimeter können den Endwinkel spürbar verändern.
Die erforderliche Biegekraft ist kein Rätsel. Sie folgt strukturellen Zusammenhängen zwischen Materialdicke (T), Biegelänge (L) und Zugfestigkeit (S), die zusammen die benötigte Presskraft (F) bestimmen. Für Baustahl gilt eine weit verbreitete Näherung: P = 650 × S² × L / V, wobei V die Öffnungsweite der Matrize ist. Mit zunehmendem V sinkt die erforderliche Presskraft, doch die Kontrolle leidet—ein Kompromiss, den Einsteiger häufig unterschätzen.
Das Biegen kombiniert zwei gleichzeitige Vorgänge: elastische und plastische Verformung. Die elastische Verformung ist vorübergehend—das Metall federt zurück, sobald der Druck nachlässt. Die plastische Verformung ist dauerhaft—sie definiert die endgültige Form. Beim Abkanten überlappen sich beide Effekte, und diese verbleibende elastische Rückfederung erklärt, warum der fertige Winkel nach Entlastung nicht exakt der Stempelform entspricht.
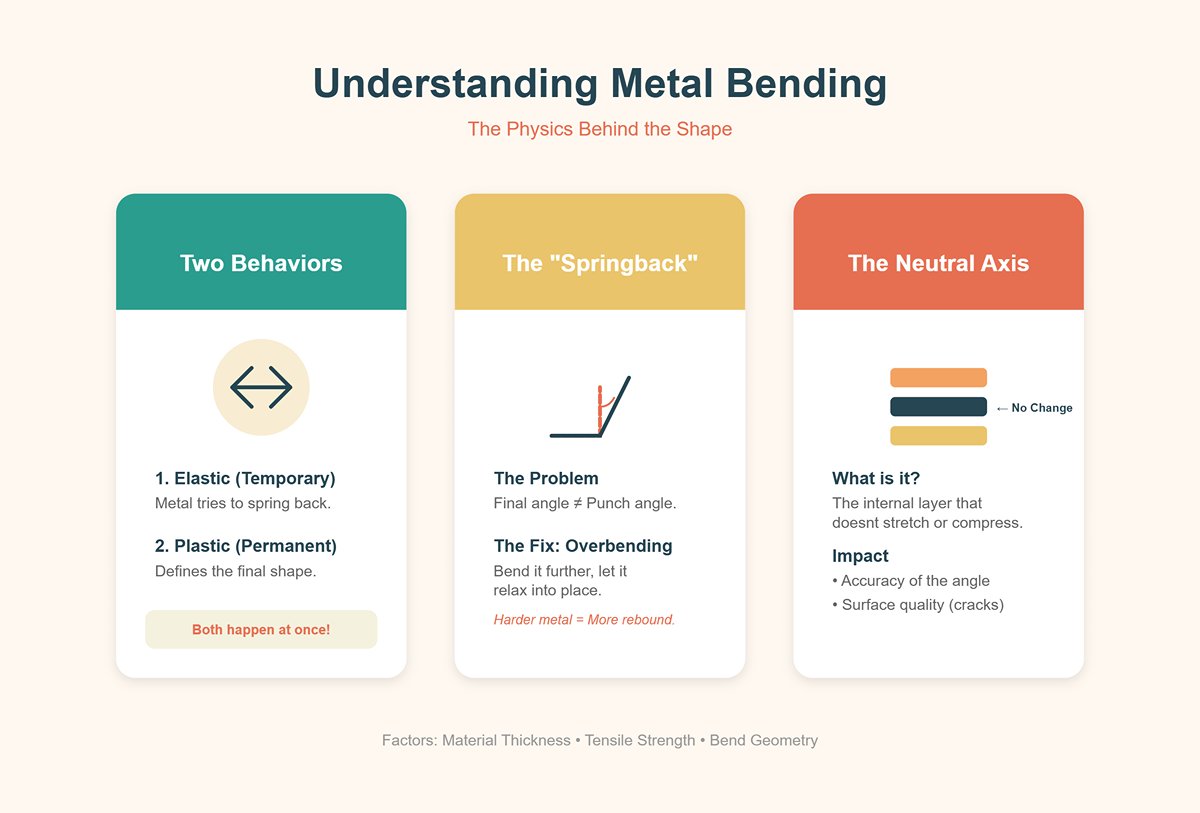
Die Rückfederung kann vorhergesagt und gesteuert werden. Materialien mit höherer Zugfestigkeit federn stärker zurück als weichere Metalle. Die Standardlösung ist kontrolliertes Überbiegen—das Werkstück wird leicht über den gewünschten Winkel hinausgebogen, sodass es durch Rückfederung wieder in die Sollposition gelangt. Erfahrene Bediener stimmen diese Überbiegezugabe für jede Einrichtung fein ab, unter Berücksichtigung von Dicke, Festigkeit und sogar Chargenunterschieden.
Die neutrale Achse—eine versteckte Schicht innerhalb der Biegung, deren Länge unverändert bleibt—ist das zentrale Element der Biegesmechanik. Ihre Position verschiebt sich je nach Materialeigenschaften und Biegegeometrie und bestimmt das Gleichgewicht zwischen Dehnung und Kompression. Diese Veränderungen beeinflussen nicht nur die Genauigkeit des Endwinkels, sondern auch die optische Qualität der Oberfläche, da übermäßige Spannung sichtbare Fehler oder sogar Risse auf der Außenseite verursachen kann.
Beim Abkanten mit der Presse konzentriert sich die Spannung entlang eines lokalisierten, linearen Punktes zwischen Stempel und Matrize. Walzen hingegen formt Metall kontinuierlich, während es durch rotierende Matrizen läuft, verteilt die Verformung gleichmäßiger und erzeugt sanfte Kurven statt scharfer Winkel. Falzen fixiert das Werkstück entlang einer festen Linie und dreht den Spannbalken, um die Biegung zu erzeugen—ein Verfahren, das die Rückfederung minimiert, aber den Winkelbereich und die Komplexität einschränkt.
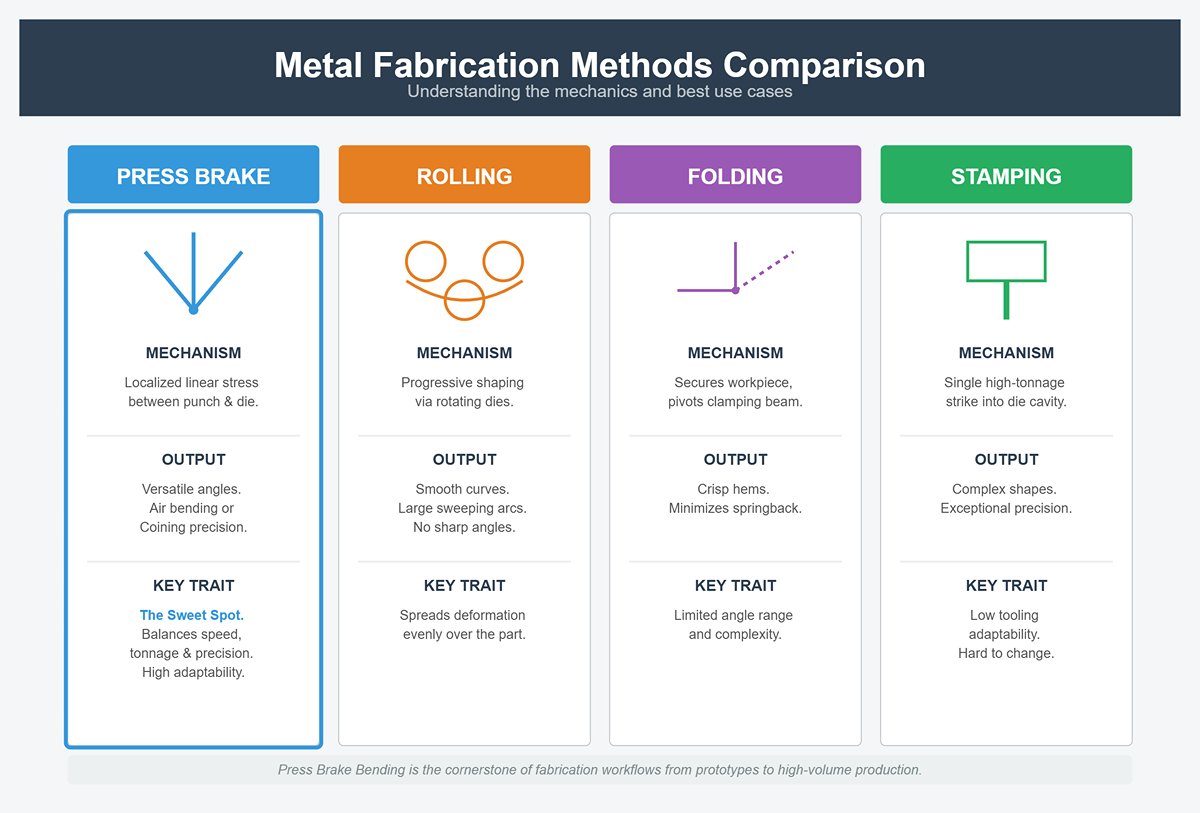
Das Prägen arbeitet mit einem völlig anderen Spannungsprofil—es drückt die gesamte Werkstückform in einer einzigen, hochkraftigen Bewegung in eine Matrizenhöhle. Dies führt zu außergewöhnlicher Präzision, jedoch auf Kosten der Werkzeugflexibilität. Im Vergleich dazu kann die Abkantpresse beim Luftbiegen Biegewinkel ohne Werkzeugwechsel anpassen oder über Bodenbiegen bzw. Münzen durch Anpassung von Kraft und Eindringtiefe enge Toleranzen erreichen.
Während das Walzen ideal für große, geschwungene Bögen ist und das Falzen sich am besten für saubere Säume eignet, liegt das Abkanten mit der Presse genau zwischen Genauigkeit und Vielseitigkeit. Seine Fähigkeit, Geschwindigkeit, Presskraft und Präzision auszubalancieren, macht es zu einem Grundpfeiler der Fertigung—from Einzelprototypen bis zur Serienproduktion.
Drei Hauptbiegetechniken bestimmen das Einsatzspektrum:
Luftbiegen erfordert die geringste Presskraft und ermöglicht mit einem Werkzeugsatz mehrere Winkel. Obwohl sie durch kontrollierte Eindringtiefe vielseitig ist, kann die Winkelbeständigkeit aufgrund von Schwankungen der Rückfederung variieren, wodurch die Präzision auf einem mittleren Niveau bleibt.
Bodenbiegen nutzt höhere Presskraft und mehr Kontaktfläche mit der Matrize, wodurch das Werkstück tiefer eingebettet wird. Diese Methode tauscht etwas Flexibilität gegen verbesserte Genauigkeit und gleichmäßigere Rückfederung und eignet sich ideal für Präzisionsarbeiten mit engen Toleranzen.
Prägen wendet die höchste Kraft an, um das Metall vollständig in die Matrize zu drücken und den Biegewinkel direkt ins Material einzuprägen. Dies beseitigt die Rückfederung praktisch vollständig und liefert höchste Präzision, schränkt jedoch die Flexibilität ein und beschleunigt den Werkzeugverschleiß.
| Methode | Presskraftbedarf | Genauigkeitsniveau | Werkzeugverschleiß | Betriebliche Flexibilität |
|---|---|---|---|---|
| Luftbiegen | Niedrig | Mittel | Niedrig | Hoch |
| Unteres Biegen | Mittlere | Hoch | Mittel | Mittlere |
| Prägen | Hoch | Außergewöhnlich | Hoch | Niedrig |
Das Erkennen dieser Faktoren verändert das Biegen von einer routinemäßigen mechanischen Tätigkeit zu einem strategischen Entscheidungsprozess. Der Bediener formt nicht einfach nur Metall – er balanciert Kraft, Werkzeuggeometrie und das inhärente “Gedächtnis” des Materials, um beständig den präzisen Schnittpunkt zwischen theoretischem Design und zuverlässiger, wiederholbarer Produktion zu treffen.
Obwohl das Luftbiegen erst in den 1970er-Jahren an Bedeutung gewann, ist es seither in vielen Fertigungsumgebungen zur bevorzugten Gesenkbiege-Methode geworden. Bei diesem Verfahren drückt die Stempelspitze das Blech in die V-Matrize, ohne dabei den vollen Kontakt entlang der Matrizenwände zu erreichen. Dadurch berühren nur die Stempelspitze und die Matrizenschenkel das Material, und der Biegewinkel wird durch die Eindringtiefe statt durch die Matrizen-Geometrie bestimmt. Durch diesen begrenzten Kontakt wird die erforderliche Presskraft drastisch reduziert – oft auf weniger als die Hälfte des Bodenbiegens – und eine einzelne 85°-V-Matrize kann durch einfaches Anpassen der Stempeltiefe verschiedene Winkel erzeugen.
Diese Vielseitigkeit erklärt die Dominanz des Luftbiegens bei Kosteneffizienz und schnellen Umrüstungen. Da weniger Matrizen angeschafft werden müssen, bleiben die Werkzeugkosten gering, und die Bediener können Biegewinkel anpassen, ohne Bauteile austauschen zu müssen. Allerdings leidet die Präzision. Beim Luftbiegen wird der Endwinkel stark von Faktoren beeinflusst, die sich nicht vollständig kontrollieren lassen: Schwankungen in der Blechdicke, Materialfestigkeit, Duktilität und dem Rückfederungsverhalten nach der Entlastung. Selbst sorgfältig ausgewählte Stempel- und Matrizenwinkel können zu uneinheitlichen Ergebnissen führen, wenn mit unterschiedlichen Legierungen oder Chargen verschiedener Lieferanten gearbeitet wird. Bei Arbeiten mit engen Toleranzen verwandelt sich diese Unvorhersehbarkeit in einen Nachteil.
Kurze Überprüfung: Wenn jeder Durchgang wiederholte Winkelüberprüfungen oder ständige Anpassungen wegen Rückfederung erfordert, könnten die vermeintlichen Einsparungen durch Luftbiegen Sie mehr Zeit und Genauigkeit kosten, als ihnen lieb ist.
Beim Bodenbiegen wird das Blech so lange in die V-Matrize gedrückt, bis es vollständig an den Seitenwänden der Matrize anliegt. Für höchste Genauigkeit müssen die Winkel von Stempel und Matrize exakt dem gewünschten Biegewinkel entsprechen, und das Werkzeug muss auf die spezifische Materialdicke abgestimmt sein. Sobald das Blech vollständig sitzt, übt die Abkantpresse just genug Druck aus, um das Material leicht über seine Streckgrenze hinaus zu verformen und so den Winkel mit minimaler elastischer Rückfederung zu fixieren.
Der Vorteil liegt in der Präzision. Da der Biegewinkel durch die feste Geometrie von Stempel und Matrize bestimmt wird, anstatt sich ausschließlich auf die Eindringtiefe zu verlassen, lässt sich die Rückfederung effektiv kontrollieren, ohne ständiges Nachjustieren. Das macht das Bodenbiegen ideal für Produktionsserien, bei denen gleichbleibende Genauigkeit erforderlich ist, etwa bei Baugruppen, die exakte Passungen erfordern. Der Nachteil ist die geringere Anpassungsfähigkeit: Jede Änderung des Winkels oder der Materialdicke erfordert anderes Werkzeug, was die Produktion verlangsamt und die Kosten erhöht. Für Werkstätten, die häufig kundenspezifische Teile fertigen oder Designänderungen integrieren, kann diese Unflexibilität die Präzisionsvorteile überwiegen.
Im täglichen Gebrauch bietet das Bodenbiegen einen Mittelweg – präziser als Luftbiegen, benötigt deutlich weniger Presskraft als Prägbiegen, ist aber durch die Notwendigkeit eingeschränkt, Werkzeuge zu verwenden, die genau zum jeweiligen Produktbereich passen.
Das Prägbiegen geht einen Schritt weiter und wendet kontrollierte Kompression auf das Material an. Der Stempel treibt das Blech 10–15% tiefer in die Matrize, als es das fertige Biegeprofil erfordern würde, und prägt die Stempelnase in das Werkstück ein. Diese tiefe Eindringung erfordert drei- bis fünfmal so viel Presskraft wie beim Luftbiegen – wenn für das Luftbiegen eines Werkstücks 50 Tonnen nötig sind, rechnen Sie beim Prägbiegen desselben Materials mit 150–250 Tonnen.
Die Gewinnspanne besteht in der vollständigen Beseitigung der Rückfederung. Nach dem Prägen bleibt der Biegewinkel exakt, unabhängig von der Härte oder Dickenschwankungen des Metalls, da das Material plastisch umgeformt wurde, um der Geometrie des Werkzeugs zu entsprechen. Das macht das Prägen unverzichtbar für hochpräzise, missionkritische Teile – wie Luft- und Raumfahrt-Halterungen, komplexe Gehäuse oder Dichtungskomponenten –, bei denen selbst kleinste Winkelabweichungen die Leistung oder Passgenauigkeit beeinträchtigen könnten.
Der Nachteil besteht in dem erhöhten Verschleiß und der mechanischen Belastung. Dauerhaft hohe Presskraft verkürzt die Lebensdauer sowohl der Abkantpresse als auch der Werkzeuge. Das Prägen erfordert nicht nur Investitionen in die Kapazität, sondern auch in eine strenge Wartung, hochwertige Werkzeugstähle und langfristige Pflegeplanung. Es ist am wenigsten tolerant gegenüber Einrichtungsfehlern – jeder Fehler unter Prägelast kann sofortige Schäden an Maschine und Werkstück verursachen.
Eine effiziente Möglichkeit, die Biegegenauigkeit zu erhöhen, ohne eine größere Werkzeuginvestition zu tätigen, besteht darin, eine Luftbiegekonfiguration so anzupassen, dass sie das Bodenbiegen nachahmt, wenn engere Toleranzen erforderlich sind. Wenn ein bestimmter Biegewinkel regelmäßig unter Rückfederung leidet, wähle ein Stempel- und Matrizenset, das genau dem Zielwinkel und der Materialdicke entspricht. Verkleinere dann die V‑Öffnung proportional, um die Präzision zu erhöhen. Wenn du zum Beispiel normalerweise eine V‑Öffnung verwendest, die achtmal der Materialdicke für das Luftbiegen entspricht, reduziere sie auf das Sechsfache und vertiefe den Hub, bis das Material fest gegen beide Matrizenschultern sitzt.
So sieht eine erfolgreiche Umsetzung aus: Dein erstes Teststück erreicht den Sollwinkel ohne nachträgliche Korrektur, und die weiteren Teile wiederholen dieses Ergebnis konsequent. Messungen zeigen minimale Rückfederung, weniger Versuch-und-Irrtum-Durchläufe und größere Gleichmäßigkeit über die gesamte Charge. Diese einfache Anpassung ermöglicht es dir festzustellen, ob die Zuverlässigkeit des Bodenbiegens den zusätzlichen Aufwand für das Einrichten der Werkzeuge überwiegt – bevor du dich entscheidest, den gesamten Prozess zu ändern.
Wirklich präzises Biegen beginnt lange bevor das Metall die Presse berührt – es beginnt mit genauen Berechnungen. Ein Teil, das auf dem CAD‑Modell perfekt aussieht, kann aus der Abkantpresse einen Millimeter zu kurz oder zu lang herauskommen, wenn die Plattenabwicklung oder Werkzeugauswahl falsch ist. Vorhersagbare, wiederholbare Ergebnisse hängen von disziplinierter Anwendung bewährter Formeln und Faktoren ab. Das sind keine theoretischen Lehrbuchwerte – sie sind die Schutzmechanismen gegen aufreißende Kanten, beschädigte Werkzeuge und Teile außerhalb der Spezifikation.
Jede Biegung verwendet eine bestimmte Menge Material, das sich beim Umformen um die Matrize wölbt. Dieser Anteil – bekannt als Biegezuschlag – ergibt sich aus einfacher Geometrie und dem Materialfluss während des Biegens. Zentral für die Berechnung ist der K‑Faktor, der definiert, wo sich die neutrale Achse des Blechs während der Biegung verschiebt.
Standardrichtlinien verwenden häufig einen K‑Faktor von etwa 0,33 für Baustahl, wodurch sich die neutrale Achse ungefähr ein Drittel der Materialdicke von der Innenseite entfernt befindet. Erfahrene Bediener wissen, dass selbst geringfügige Abweichungen von diesem Wert messbare Auswirkungen haben können. In der Praxis kann der K‑Faktor zwischen 0,30 und 0,45 liegen, beeinflusst durch Faktoren wie Matrizenbreite, inneren Biegeradius und ob die Biegung in der Luft oder vollständig geprägt erfolgt. Wenn die Zahl falsch ist, summieren sich Maßfehler schnell – eine Abweichung von nur 0,3 mm pro Biegung kann bei einer dreiflanschigen Halterung zu einem Millimeter Versatz führen.
Der schnellste Weg, den korrekten Wert zu bestimmen, ist mit einem Drei‑Biege‑Prüfteil. Schneide ein flaches Teststück, programmiere es mit dem angenommenen K‑Faktor, führe drei Biegungen bei festen Längen durch und miss dann die endgültigen Außenmaße. Rechne rückwärts, um den tatsächlichen K‑Faktor zu bestimmen, der diese Messungen ergeben hat. Sobald er dokumentiert ist, wird dieser Wert zu einem verlässlichen Eingabefaktor, wann immer du mit dieser Material‑ und Werkzeugkombination arbeitest. Werkstätten, die einige Minuten in diese Kalibrierung investieren, reduzieren regelmäßig die Nacharbeitszeit für Erstteile und senken die Ausschussquoten.
Selbst Teile mit identischer Dicke können merklich unterschiedliche Ergebnisse liefern, wenn sie mit verschiedenen Matrizen gebogen werden. Zum Beispiel zeigt 3‑mm‑Baustahl, der in einer 24‑mm‑V‑Matrize gegenüber einer 32‑mm‑V‑Matrize gebogen wird, Abweichungen, da die größere Öffnung die neutrale Achse nach außen verlagert und das fertige Teil kürzer macht. Luftbiegen verstärkt diesen Effekt, da der Innenradius mit der Matrizenöffnung skaliert – typischerweise 0,16–0,20 × die V‑Öffnung bei Stahl – und dadurch auch den Biegezuschlag verändert. Prägen hingegen komprimiert die inneren Fasern über die gesamte Dicke bis zur Streckgrenze und fixiert einen Innenradius nahe der Materialdicke – mit hoher Wiederholgenauigkeit. Dieses Maß an Konsistenz ist der Grund, warum das Prägen die bevorzugte Methode bleibt, wenn extrem enge Toleranzen erforderlich sind.
Ohne den tatsächlichen K‑Faktor deines Werkzeugs zu kennen, kontrollierst du deine Maße nicht wirklich – du überlässt deine Zuschnittlängen dem Zufall.
Die Größe der V‑Matrizenöffnung bestimmt direkt deinen Biegeradius, die erforderliche Presskraft und die Kantenqualität – alles in einer einzigen Entscheidung. Standard‑Presskrafttabellen empfehlen üblicherweise V = 8 × T (wobei T ist die Materialdicke) für Baustahl beim Luftbiegen. Dieses Verhältnis ergibt einen Innenradius von etwa 1,5–2 × T, bietet eine gute Winkelkontrolle und hält die Belastung auf einem beherrschbaren Niveau. Es jedoch ohne Hinterfragen zu befolgen ist riskant; früher oder später kann diese Annahme zu Schäden führen.
Die Bedingungen in der Praxis erfordern immer eine Feinabstimmung. Bei dünnem Blech oder weicheren, Nichteisenmetallen wie Aluminium und Kupfer kann das Verhältnis oft auf etwa 6 × T, verringert werden, da diese Materialien weniger Widerstand bieten und kaum Rückfederung zeigen. Edelstahl sowie hochfeste oder verschleißfeste Bleche hingegen benötigen eine größere Öffnung – typischerweise 10–12 × T– um die erforderliche Presskraft begrenzt zu halten und die Gefahr von Rissbildung zu reduzieren. Der grundlegende Kompromiss bleibt derselbe: Kleinere V‑Matrizen erhöhen die Kontrolle, verursachen aber einen drastischen Anstieg der Tonnage. Beispielsweise benötigt das Biegen einer 5 mm Baustahlplatte über 3 m etwa 108 Tonnen mit einer 45 mm Matrize (≈9 × T), während die Belastung bei einer engen 25 mm Matrize über 180 Tonnen steigt. Viele scheinbar unerklärliche Werkzeugausfälle gehen darauf zurück, dass diese Beziehung übersehen wird.
Es gibt Situationen, in denen die 8×‑Regel einfach nicht hält. Wenn die Flanschlängen kleiner sind als die Matrizenöffnung, kann das Werkstück in die Kavität fallen, Ecken beschädigen oder den Flansch verdrehen. In diesem Fall ist eine kleinere V‑Öffnung oder eine Sondermatrize die einzige Lösung. Umgekehrt gilt: Wenn eine Zeichnung einen Innenradius vorgibt, der der Materialdicke entspricht, kann keine 8×‑Matrize dies erreichen. Ein erzwungenes Biegen überlastet nur das Werkzeug. Die Lösung besteht darin, die V‑Öffnung zu verkleinern und dabei die genaue Tonnage zu berechnen – oder auf Press- bzw. Prägebiegen umzusteigen, bei dem die Geometrie, nicht die Kraft, den Endwinkel bestimmt.
Das Beherrschen der Matrizenwahl bedeutet nicht, Verhältnisse auswendig zu lernen, sondern den Moment zu erkennen, in dem diese Verhältnisse aufhören, den Prozess sicher zu halten.
Abkantpressen versagen selten durch Verschleiß – sie versagen durch Annahmen. Bediener, die nach dem Prinzip “ein Biegung mehr” handeln, ohne ihre Lastberechnung zu prüfen, riskieren gebrochene Matrizen oder ein verzogenes Maschinenbett. Die Tonnage beim Luftbiegen lässt sich in Herstellerdiagrammen finden oder mit dieser Standardformel der Branche abschätzen:
T (Tonnen/m) = (1,42 × Zugfestigkeit × T²) / V
Hierbei T ist die Materialdicke (mm) und die Biegelänge in Metern ist und die Matrizenöffnung (mm). Schon eine grobe Abschätzung hilft – die Tonnage steigt mit dem Quadrat der Dicke, was bedeutet, dass eine Verdoppelung der Plattendicke die erforderliche Kraft vervierfacht. Deshalb kann ein gelegentlicher Auftrag mit 6 mm Edelstahl leicht Belastungen erzeugen, die Werkzeuge für 3 mm Baustahl zerstören würden.
Prüfen Sie stets die Maschinenleistung pro Längenmaß und nicht die Gesamttonnage. Eine 135‑Tonnen‑Presse über 3 m liefert nur etwa 45 Tonnen pro Meter vor Anpassung. Diese Kraft auf ein kurzes, enges V konzentriert, führt zu lokalen Druckspitzen weit über der Nennkapazität – das perfekte Rezept für Risse. Ziehen Sie beim Einrichten eines Auftrags stets die Druck‑Last‑Verteilungsdaten des Werkzeugherstellers heran, nicht nur das Typenschild der Presse.
Erfahrene Bediener behandeln die Tonnage wie ein Mechaniker das Drehmoment einer Schraube – etwas, das man sorgfältig prüft, bevor man weiter anzieht. Der Vorgang ist methodisch: die richtige Matrize wählen, die erforderliche Kraft genau berechnen, bestätigen, dass sie sowohl innerhalb der Kapazität des Werkzeugs als auch der Presse liegt, und erst dann den ersten Biegevorgang durchführen. Dieses systematische Vorgehen schützt nicht nur Ihre Werkzeugausstattung, sondern auch Ihren Produktionsplan.
Das Durchrechnen der Zahlen mag nicht aufregend sein, ist aber das Rückgrat konstanter Ergebnisse. Beim Arbeiten mit Abkantpressen bestimmt die Geometrie weitaus mehr den Erfolg als bloße Kraft. Wenn Sie Ihren eigenen K‑Faktor, den effektiven V‑Matrizendurchmesser und die Tonnagegrenzen Ihrer Maschine verstehen, werden Fehler zu bewussten Entscheidungen statt zu unliebsamen Überraschungen.
Der Rückfederungseffekt ist das unvermeidliche Zurückschnellen des Materials nach dem Biegen, verursacht durch die Freisetzung der gespeicherten elastischen Energie, sobald der Stempel zurückgezogen wird. Bediener können seine Auswirkungen minimieren, aber mit herkömmlichen Luftbiegetechniken lässt er sich nicht vollständig beseitigen. Die einzige echte Möglichkeit, die Rückfederung vollständig zu entfernen – das Münzprägen („Coining“) – erfordert Kräfte, die bis zu sechsmal höher sind als beim Luftbiegen. Bei einem 2–3 mm dicken Blech aus weichem Stahl liegt das im Bereich von etwa 100 Tonnen pro Meter, was den Maschinenverschleiß beschleunigt und den Energieverbrauch erhöht.
Eine der einfachsten Möglichkeiten, die Rückfederung zu verringern, besteht darin, die Öffnung der V‑Matrize im Verhältnis zur Blechdicke zu verkleinern. Eine Reduzierung des Verhältnis von Matrizenöffnung zu Dicke von 12:1 auf 8:1 kann die Rückfederung um bis zu 40 % senken, da das Material tiefer in die plastische Verformung getrieben wird. Ebenso dämpft das „Bottoming“ – also das feste Durchdrücken des Stempels, bis das Werkstück vollständig der Matrize entspricht – die Rückfederung weiter, da nur noch minimale elastische Energie verbleibt, die das Material zurückdrücken könnte.
Moderne Technologie ermöglicht eine präzise Kompensation. Systeme zur Rückfederungskorrektur während des Prozesses (IPSCS) messen Winkelabweichungen während des Biegens und justieren die Druckkraft des Schlitten in Echtzeit. Finite-Elemente-Analyse (FEA) des Biegeprozesses kann die Rückfederung innerhalb von ±1° vorhersagen, wodurch Bediener Werkzeuge entsprechend auswählen können – etwa die Wahl eines 83°-Stempels, wenn etwa 7° Rückfederung erwartet werden –, um sicherzustellen, dass der Endwinkel exakt wie vorgesehen erreicht wird.
Schwankungen in den Materialeigenschaften können Biegeprobleme verstärken. Selbst Bleche mit identischer Spezifikation können sich in Streckgrenze oder Dickentoleranz unterscheiden, was zu unvorhersehbarer Rückfederung von Charge zu Charge führt. Die Eingabe präziser, chargenspezifischer Daten in die CNC-Steuerung, kombiniert mit schnellen Probenbiegen beim Einsatz neuen Materials, hilft, konstante Kompensationseinstellungen beizubehalten. Ähnlich wie ein Bogen einen Pfeil unterschiedlich abschießt, wenn seine Sehnenspannung variiert, reagiert eine Abkantpresse auf subtile Veränderungen der Eigenschaften von Stahl oder Aluminium – und Bediener, die diese Veränderungen nicht berücksichtigen, müssen oft ständig ums richtige Biegewinkelmaß kämpfen.
Jedes gewalzte Blech besitzt eine inhärente Faserrichtung, die durch die Ausrichtung der Metallkristalle während des Walzvorgangs entsteht. Diese Orientierung beeinflusst sowohl die Duktilität als auch die Rissbeständigkeit beim Biegen. Das Biegen quer zur Faserrichtung – also senkrecht zur Walzrichtung – ermöglicht ein gleichmäßigeres Dehnen des Materials, was zu glatteren Biegungen und höherer Bruchfestigkeit führt. Im Gegensatz dazu konzentriert das Biegen entlang der Faserrichtung die Dehnung entlang der Kristallgrenzen, macht das Material spröder und erhöht die Gefahr von Mikrorissen.
Der minimale Biegeradius hängt eng mit der Faserrichtung zusammen. Beispielsweise kann ein 1,5 mm dickes Blech aus Edelstahl 304 sicher bis zu einem Radius gebogen werden, der seiner Dicke entspricht, wenn es quer zur Faserrichtung gebogen wird. Beim Biegen entlang der Körnung hingegen kann ein Radius von 1,5–2× der Dicke erforderlich sein, um Risse zu vermeiden. Bei hochfesten Aluminiumlegierungen kann das Biegen parallel zur Körnung das Material selbst bei größeren Radien bis an seine Grenzdehnung treiben und zu Spannungsaufhellung oder sogar Aufspaltung direkt am Biegepunkt führen.
In der Präzisionsfertigung beginnt die Berücksichtigung der Faserrichtung bereits bei der Blechplanung. Richten Sie die Biegelinien so aus, dass die Duktilität maximiert wird, und beziehen Sie Körnungsgrenzen in die Verschachtelung der Teile beim Laserschneiden ein. Wenn Produktionsbedingungen das Biegen entlang der Faserrichtung erfordern, kann das Risiko durch Erhöhung des Biegeradius, Anpassung der Stempelgeometrie oder – bei bestimmten Legierungen – durch Warmumformung reduziert werden. Das Ignorieren der Faserrichtung ist, als würde man Holz ohne Beachtung seiner natürlichen Maserung schneiden – die Kontrolle geht verloren, und das Ergebnis wird unvorhersehbar.
Wenn sich der Biegewinkel über die Länge eines Teils verändert, deutet das meist auf eine ungleichmäßige Druckverteilung zwischen dem Pressenstößel und dem Maschinentisch hin. Der häufigste Grund ist eine unzureichende Krönung – die Kompensation, die die natürliche Durchbiegung der Maschine unter Last ausgleicht. Ohne diese Korrektur übt der Stößel an den Enden etwas mehr Kraft aus als in der Mitte, wodurch sich der mittlere Teil der Biegung öffnet.
Mechanische Probleme können die Abweichungen verstärken. Ein falsch ausgerichteter Stößel – manchmal verursacht durch fehlerhaften Übergang zwischen Schnellabfahrt und Formgeschwindigkeit – kann dazu führen, dass eine Seite des Teils einen anderen Winkel aufweist als die andere. Abgenutzte oder schlecht ausgerichtete V‑Matrizen verändern die Kontaktgeometrie, während hydraulische Probleme wie eingeschlossene Luft oder schwache Rücklaufventile zu unregelmäßigen Bewegungen des Stößels führen. Ebenso verhindern zu enge oder ungleichmäßig eingestellte Führungen eine gleichmäßige Abwärtsbewegung, was asymmetrische Formkräfte auf das Werkstück erzeugt.
Das Vermeiden von krönungsbedingten Fehlern erfordert sowohl technische Präzision als auch regelmäßige Wartung. Manuelle Krönungssysteme verwenden konische Zwischenlagen unter dem Maschinentisch, um dessen Mitte leicht anzuheben, während CNC-gesteuerte Krönung automatisch die Hebung basierend auf Tonnage, Bauteillänge und Materialeigenschaften reguliert. Unabhängig von der Methode bleibt die Kalibrierung entscheidend. Wöchentliche Werkzeugschmierung, regelmäßige Inspektion der Führungen, rechtzeitiger Austausch des Hydrauliköls und routinemäßige Überprüfung der Matrizen-Ausrichtung gewährleisten die Genauigkeit über die gesamte Lebensdauer der Maschine. So wie ein Schreiner auf eine perfekt ebene Werkbank angewiesen ist, um rechtwinklige Schnitte zu erzielen, benötigt eine Abkantpresse einen geometrisch präzisen Tisch, um gleichmäßige Biegungen von Ende zu Ende zu liefern.
Risse, die während des Biegens auftreten, weisen meist darauf hin, dass das Verhältnis von Biegeradius zu Materialdicke ignoriert wurde. Wenn der innere Biegeradius zu klein im Verhältnis zur Dicke ist, übersteigt die Zugspannung an der Außenseite die Dehngrenze des Materials, was zu Brüchen führt.
Die minimal zulässigen Biegeradien variieren je nach Material. Weicher Stahl kann oft einen Innenradius von seiner Dicke aushalten, während hochgekohlte Stähle einen Radius benötigen können, der zwei- bis dreimal größer ist, um Risse zu vermeiden. Für Aluminium 6061‑T6 kann das Biegen entlang der Faserrichtung einen Innenradius von bis zu dem Vierfachen der Dicke erfordern – die Missachtung dieser Richtlinie führt häufig zu weißen Oberflächenrissen oder vollständigem Versagen. Dünnere Bleche tolerieren kleinere Radien, doch Härte, Zustand und Faserrichtung beeinflussen alle die sichere Biegegrenze.
Bediener von Abkantpressen können das Risiko von Rissbildung verringern, indem sie Stempel mit passendem Nasenradius wählen, die V‑Matrizenöffnung erweitern, um die Formspannung zu reduzieren, oder bestimmte Metalle vor dem Biegen durch Glühen wärmebehandeln. Wenn das Verhältnis von Biegeradius zu Dicke die physikalische Grenze des Materials erreicht, steigt die Gefahr steil an – eine geringe Verringerung des Radius kann das Risiko des Versagens sofort verdoppeln. Das Erkennen und Einhalten dieser Grenzen ist entscheidend, insbesondere in der Luftfahrt, Medizintechnik oder tragenden Strukturarbeiten, bei denen Produktintegrität unverzichtbar ist.
Dieselbe Vorsicht gilt für die Oberflächenqualität. Selbst wenn eine Biegung strukturell intakt bleibt, kann übermäßige Dehnung Beschichtungen beschädigen oder sichtbare Oberflächenrisse erzeugen. Das Erreichen des richtigen Gleichgewichts zwischen Radius und Dicke schützt sowohl Leistung als auch optische Qualität.
Ein makelloser Biegevorgang erfordert weit mehr als einfache Berechnungen. Der Erfolg hängt vom Zusammenspiel zwischen Materialeigenschaften, Werkzeugzustand und Maschinenkalibrierung ab. Meisterschaft bedeutet, zu verstehen, wie die Rückfederung nach der Entlastung den Winkel verändert, wie die Faserrichtung die Duktilität beeinflusst, wie präzise Krönung Winkel entlang des Teils konstant hält und wie geeignete Radien-Dicken-Verhältnisse Risse verhindern. In der Arbeit mit Abkantpressen sind dies keine Nebenaspekte – sie sind die entscheidenden Faktoren, die Präzision bestimmen.
Betrachten Sie den Kauf einer Abkantpresse als die Durchführung eines umfassenden Projekts – nicht nur als eine Anschaffung. Ein einfacher Preisvorschlag ignoriert das gesamte Ökosystem, das Sie benötigen, um sie effektiv zu betreiben. Budgets teilen sich typischerweise etwa in 55–65 % für die Presse selbst, 15–25 % für Werkzeuge, 5–8 % für Installation, 3–5 % für Schulung und 7–10 % für Betriebskapitalreserven auf. Diese “80.000 €”‑Maschine kann leicht zu einer 120.000 €‑Investition werden, bevor sie ein einziges Fertigteil produziert.
Werkzeuge sind im Wesentlichen Ihre zweite, verborgene Maschine. Standard‑Stempel und Matrizen decken vielleicht etwa 80 % Ihrer Arbeit ab, aber die reale Produktion bringt unweigerlich eine stetige Folge von Ausnahmen mit sich – Bördelmatrizen, Gänsehalsstempel, schmale V‑Matrizen und spezielle Radien. Jede ungewöhnliche Halterung oder Spezialanfertigung erfordert ein eigenes Werkzeug, und im Laufe der Zeit können diese Anschaffungen dem ursprünglichen Preis der Presse selbst Konkurrenz machen.
Eine zu gering spezifizierte Kapazität ist ein teurer Fehler. Eine Werkstatt sparte zunächst 30.000 € durch die Wahl einer Presse mit niedrigerer Tonnage, verlor jedoch jährlich 50.000 € an Arbeitskosten – zusätzliche Rüstzeiten, Nacharbeit und das Auslagern von dickeren Materialien. Das vermeintliche “Schnäppchen” verwandelte sich innerhalb eines Jahres in eine negative Rendite. In Wirklichkeit erwies sich die günstigere Presse als kostspielige Belastung.
Mit der Zeit verschiebt sich die Bilanz unter dem Gewicht der Energie‑ und Wartungskosten. Vollelektrische Pressen verbrauchen bei Spitzenlast etwa 67 % weniger Energie als hydraulische Systeme und reduzieren den Energieanteil der Lebenszykluskosten von 61 % auf 28 %. Auch die Wartungsanforderungen sinken erheblich – keine Pumpen, Ventile, Leckagen oder Ölalterung – und sparen schätzungsweise 12.600 € jährlich. Für viele Betriebe bedeutet das, dass sich der etwa 25 % höhere Kaufpreis einer vollelektrischen Presse in nur 2,3 Jahren amortisiert.
Achten Sie auf die versteckten Kosten von Billigmarken. Günstige Importe mögen auf dem Papier identisch aussehen, doch der fehlende zuverlässige lokale Service kann eine Routine‑Störung in Tage des Stillstands verwandeln. Diese Verzögerung bringt Produktionspläne durcheinander, mindert den Wiederverkaufswert und kann anfängliche Ersparnisse schnell zunichtemachen. In diesem Geschäft ist eine schnelle Service‑Reaktion ein echtes Kapital – allerdings eines, das Ihr Verkäufer selten beziffern wird.
Manuelle Pressen punkten beim Anschaffungspreis. Sie eignen sich für dünne Materialien, kurze Serien und arbeitsrhythmische Aufgaben. Doch die Biegewinkel hängen vollständig vom menschlichen Urteil ab – nicht von gemessener Präzision – wodurch die Qualität vom geschulten Auge und der Expertise Ihres besten Bedieners abhängt. Ist diese Person abwesend, steigen Ausschussraten und Termine verzögern sich. Das Ergebnis: Manuelle Pressen formen nicht nur Metall, sie formen Ihren Arbeitsablauf um eine einzelne Person.
Traditionelle hydraulische Pressen haben sich ihren Ruf dadurch verdient, vielseitige Tonnage für schwere Bleche zu liefern – zu mittleren Preisen und mit einem etablierten Servicenetz. Sie sind robust, bewährt und zuverlässig. Der versteckte Kostenfaktor? Ständiger Energieverbrauch. Hydraulikpumpen laufen kontinuierlich – selbst im Leerlauf – und verdoppeln den Anteil der Lebenszykluskosten, der auf Energie entfällt, im Vergleich zu vollelektrischen Modellen. Dieser dauerhafte Abfluss schleicht sich still in die Stromrechnung ein, anstatt als Posten auf dem Kaufvertrag zu erscheinen.
CNC‑gesteuerte Pressen verwandeln den Betrieb. Mit programmierbarer Steuerung von Hinteranschlägen, Bombierung, Biegegängen und Rückfederungs‑Anpassungen liefern sie konsistente Ergebnisse. Auftragsbezogene “Rezepte” verkürzen Rüstzeiten und befreien Sie von der Abhängigkeit von der Fähigkeit eines einzelnen Bedieners. Lernkurven können sich von Monaten auf Tage verkürzen – vorausgesetzt, Sie investieren in eine ordentliche Schulung. Ohne diese wird eine CNC nur zu einem komplizierten Bedienfeld, und die Mitarbeiter greifen wieder auf manuelles Ausprobieren zurück.
Leasing sollte als strategische Option betrachtet werden, nicht nur als Notfallplan. Für Werkstätten in sich rasch verändernden Märkten dient es als Versicherung dagegen, dass Ihre Presse in wenigen Jahren veraltet oder zu schwach wird. Es hilft, einen gesunden Cashflow zu wahren, mit Zahlungsplänen, die an Vertragslaufzeiten gekoppelt werden können. Häufige Updates bedeuten zudem, dass Sie große Schwankungen im Energieverbrauch und bei Wartungskosten vermeiden können.
Der Kauf verschafft Ihnen absolute Kontrolle – keine Nutzungsbegrenzungen, keine Rückgabebedingungen, keine Unsicherheit bei der Vertragsverlängerung. Eigentum ist die richtige Wahl, wenn die Produktionsanforderungen stabil sind, Ihr Wartungsteam kompetent ist und die Maschinenleistung über Jahre voll genutzt wird. Bei Anlagen, die in eine Produktionslinie mit auftragsspezifischem Werkzeug und Programmierung eingebunden sind, kann die Betriebsunterbrechung beim Austausch einer Maschine leicht schwerer wiegen als die Einsparungen, die ein Leasing bieten würde.
Oft ist der effektivste Ansatz eine Kombination beider Strategien: Leasen Sie eine hochspezifizierte CNC‑Presse für neue Projekte oder Verträge mit unvorhersehbarer Lebensdauer, und kaufen Sie eine vielseitige hydraulische Presse für langfristige Kernaufgaben. Diese Kombination verwandelt Ihre Biegekapazität in ein diversifiziertes Portfolio – anpassungsfähig, wenn Unsicherheit hoch ist, und fest verankert, wenn der Betrieb stabil bleibt.
Eine Abkantpresse ist nicht nur Metall und Software – sie ist eine Investition in ein Produktionsökosystem, das Gewinne vervielfachen oder schleichend aufzehren kann. Frei von Marketingglanz liegt die beste Wahl dort, wo Lebenszykluskosten, Bedienerautonomie und Arbeitslastvariabilität zusammentreffen. Ein Verkäufer mag Ihnen ein Gerät anbieten, doch in Wahrheit legen Sie damit das zukünftige Tempo und die Zuverlässigkeit Ihrer gesamten Biegebetriebe fest. Am Ende wird jedes Teil, das Sie herstellen, diese Entscheidung widerspiegeln – wählen Sie also die Presse, die Sie nachhaltig betreiben können, nicht nur die, die Sie sich leisten können zu kaufen.


















