

Quando una pressa piegatrice piega la lamiera, il punzone non si limita a “forzarla nella forma”. Gestisce una redistribuzione attentamente bilanciata delle tensioni all’interno del materiale. La matrice a V sottostante definisce quel modello di tensione. Quando il punzone scende, il lato interno della piega viene compresso mentre il lato esterno si allunga—separati da un asse neutro dove la tensione scende quasi a zero. Questa geometria è cruciale: più stretto è il raggio interno, più alte sono le tensioni localizzate e maggiore è la tonnellatura richiesta. Una volta che gli operatori comprendono come la larghezza di apertura della matrice sia direttamente legata alla forza di piegatura, diventa chiaro perché la scelta di una matrice errata possa rendere i risultati incoerenti—o impedire del tutto una piegatura corretta.
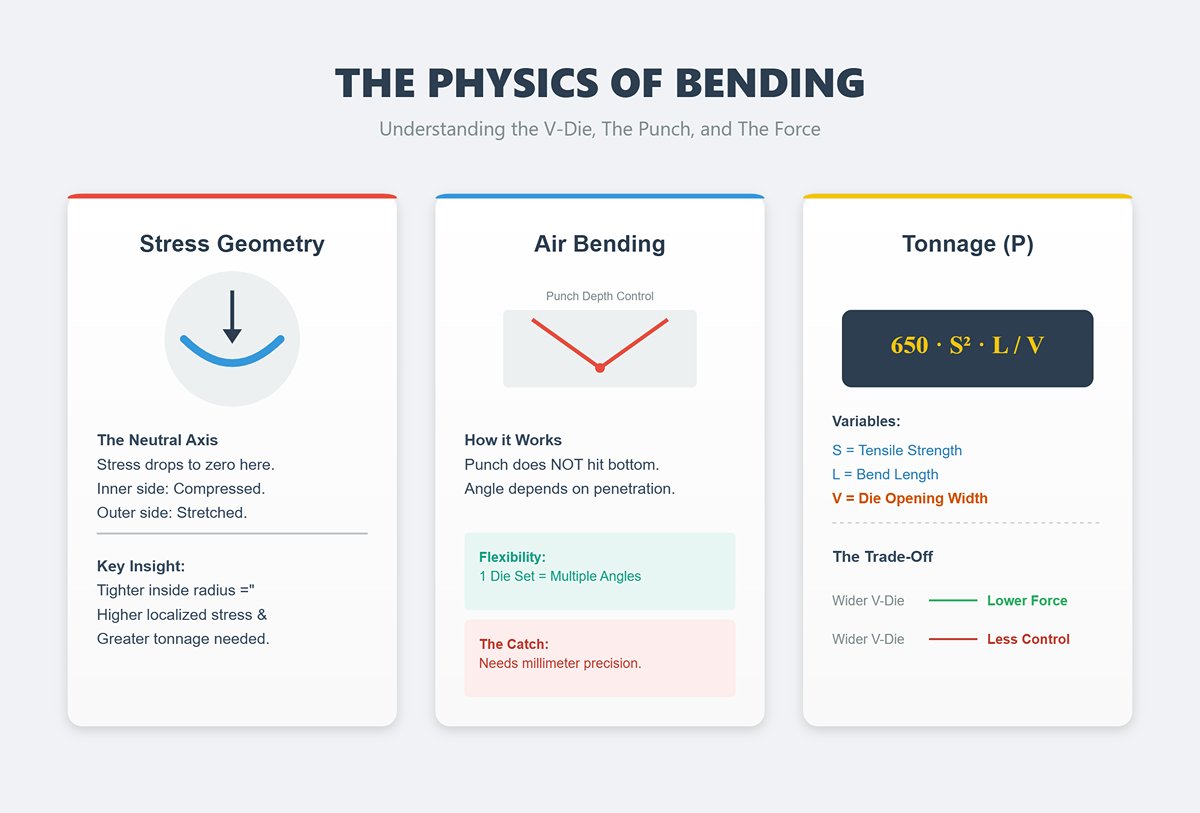
Nella piegatura in aria—la tecnica più utilizzata—il punzone si ferma prima di toccare il fondo della matrice. L’angolo risultante non è determinato dalla matrice stessa ma da quanto profondamente il punzone penetra. Questo approccio offre flessibilità: un solo set di punzone e matrice può produrre angoli multipli semplicemente regolando la profondità. La difficoltà è la precisione—variazioni nel movimento del punzone di appena un millimetro possono alterare sensibilmente l’angolo finale.
La forza di piegatura necessaria non è un mistero. Segue relazioni strutturali tra spessore del materiale (T), lunghezza della piega (L) e resistenza alla trazione (S), che insieme determinano la tonnellatura richiesta (F). Per l’acciaio dolce, si applica un’approssimazione ampiamente utilizzata: P = 650 × S² × L / V, dove V è la larghezza di apertura della matrice. Aumentare V riduce la tonnellatura necessaria ma sacrifica anche il controllo—un compromesso che i principianti spesso sottovalutano.
La piegatura combina due comportamenti simultanei: deformazione elastica e plastica. La deformazione elastica è temporanea—il metallo ritorna alla forma originale una volta rilasciata la pressione. La deformazione plastica è permanente—definisce la forma finale. Nelle operazioni con pressa piegatrice, queste due si sovrappongono, e quel residuo di recupero elastico spiega perché l’angolo finito non corrisponde perfettamente alla forma del punzone dopo il rilascio.
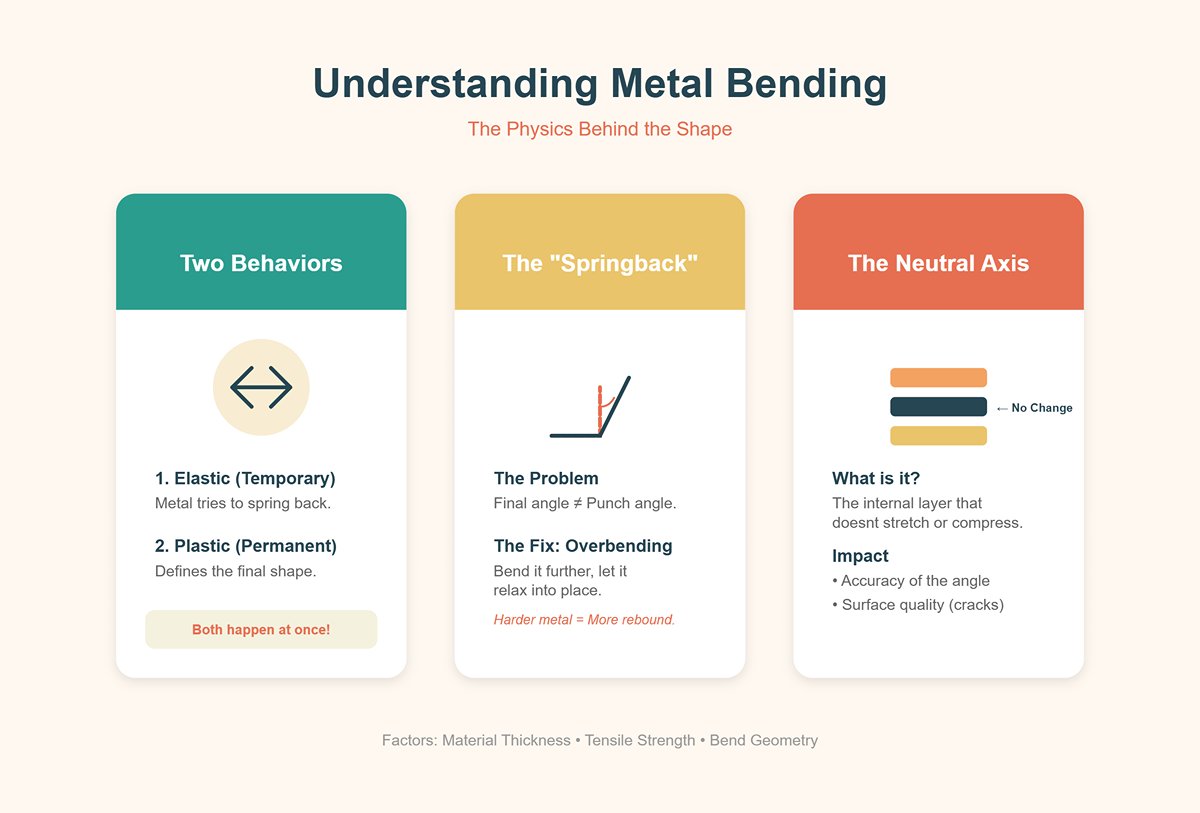
Il ritorno elastico può essere previsto e gestito. I materiali con maggiore resistenza alla trazione rimbalzano più fortemente rispetto ai metalli più morbidi. La soluzione standard è la sovrapiegatura controllata—premere il pezzo leggermente oltre l’angolo desiderato affinché si rilassi tornando alla specifica. Gli operatori esperti regolano finemente questa tolleranza di sovrapiegatura per ogni configurazione, considerando spessore, resistenza del materiale e persino variazioni tra lotti.
L’asse neutro—uno strato nascosto all’interno della piega che rimane invariato in lunghezza—è l’elemento fondamentale nella meccanica della piega. La sua posizione varia in base alle caratteristiche del materiale e ai dettagli della geometria della piega, determinando l’equilibrio tra stiramento e compressione. Questi cambiamenti influenzano non solo la precisione dell’angolo finale ma anche la qualità visiva della superficie, poiché tensioni eccessive possono causare imperfezioni visibili o persino crepe sulla faccia esterna.
La piegatura con pressa piegatrice concentra la tensione lungo un punto lineare localizzato tra punzone e matrice. La calandratura, al contrario, modella il metallo progressivamente mentre passa attraverso rulli sagomati, distribuendo la deformazione più uniformemente e producendo curve morbide piuttosto che angoli netti. La piegatura a leva blocca il pezzo lungo una linea stabilita e fa ruotare la trave di serraggio per creare la piega, un processo che riduce al minimo il ritorno elastico ma limita sia la gamma di angoli sia la complessità.
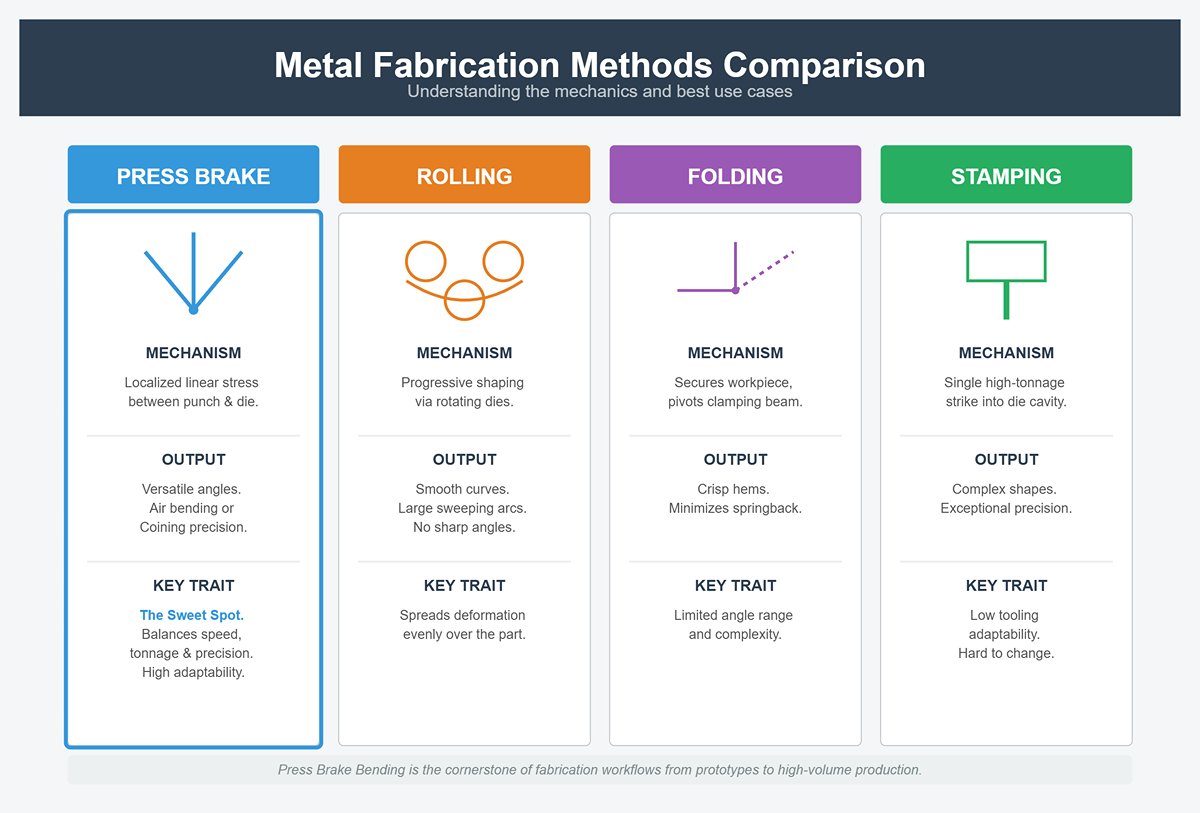
Lo stampaggio opera con un profilo di tensione completamente diverso—forzando l’intera forma del pezzo in una cavità di matrice in un singolo colpo ad alta tonnellatura. Questo garantisce un’eccezionale precisione, ma a scapito della adattabilità dell’attrezzatura. In confronto, le presse piegatrici possono regolare gli angoli di piega durante la piegatura in aria senza cambiare utensili, o ottenere tolleranze strette tramite piegatura a fondo o coniatura regolando forza e profondità di penetrazione.
Mentre la calandratura è ideale per ampi archi e la piegatura a leva è più adatta a orli netti, la piegatura con pressa piegatrice rappresenta il punto d’incontro tra precisione e versatilità. La sua capacità di bilanciare velocità, tonnellatura e precisione la rende un pilastro dei flussi di lavoro di fabbricazione, dai prototipi unici alla produzione ad alto volume.
Tre principali tecniche di piegatura definiscono il panorama operativo:
Piegatura in aria richiede la tonnellatura più bassa e consente a un set di utensili di ottenere angoli multipli. Pur offrendo versatilità grazie alla regolazione della profondità di penetrazione, la consistenza dell’angolo può variare a causa delle fluttuazioni del ritorno elastico, mantenendo la precisione a un livello moderato.
Piegatura a fondo utilizza maggiore tonnellatura e più contatto superficiale con la matrice, inserendo il pezzo più in profondità. Questo approccio sacrifica parte della flessibilità per migliorare la precisione e rendere il ritorno elastico più costante, risultando adatto a lavori di precisione con tolleranze strette.
Imbutitura (Coining) applica la forza più elevata, premendo il metallo completamente nella matrice per imprimere l’angolo di piega nel materiale. Questo elimina praticamente il ritorno elastico e offre una precisione ultra-elevata, ma limita la flessibilità e accelera l’usura degli utensili.
| Metodo | Requisito di tonnellaggio | Livello di precisione | Usura degli utensili | Flessibilità operativa |
|---|---|---|---|---|
| Piegatura in Aria | Basso | Moderato | Basso | Alto |
| Piegatura di Fondo | Medio | Alto | Moderato | Medio |
| Imbutitura (Coining) | Alto | Eccezionale | Alto | Basso |
Riconoscere questi fattori trasforma la piegatura da un’operazione meccanica di routine a un processo strategico di presa di decisione. L’operatore non sta semplicemente modellando il metallo — sta bilanciando forza, geometria degli utensili e la “memoria” intrinseca del materiale per raggiungere costantemente quel preciso punto di incontro tra progettazione teorica e produzione affidabile e ripetibile.
Sebbene la piegatura in aria abbia iniziato a diffondersi solo negli anni ’70, da allora è diventata il metodo di riferimento per la pressa piegatrice in molti ambienti di fabbricazione. In questo processo, la punta del punzone spinge la lamiera nel V-die ma si ferma prima di un contatto completo lungo le pareti dello stampo. Di conseguenza, solo la punta del punzone e le spalle dello stampo toccano il materiale, e l’angolo di piega è determinato dalla profondità di penetrazione piuttosto che dalla geometria dello stampo. Questo contatto limitato riduce drasticamente il tonnellaggio richiesto — spesso a meno della metà rispetto alla piegatura a fondo — e consente a un singolo V-die da 85° di produrre una varietà di angoli semplicemente regolando la profondità della corsa del punzone.
Questa versatilità spiega il predominio della piegatura in aria in termini di efficienza dei costi e cambi rapidi. Con meno stampi da acquistare, le spese per gli utensili rimangono basse e gli operatori possono modificare gli angoli di piega senza sostituire i componenti. Tuttavia, la precisione ne risente. La piegatura in aria lascia gli angoli finali fortemente influenzati da fattori non completamente controllabili: variazioni nello spessore della lamiera, nella resistenza del materiale, nella duttilità e nella quantità di ritorno elastico del metallo dopo il rilascio. Anche punzoni e stampi scelti con cura possono produrre risultati incoerenti quando si lavora con leghe diverse o lotti provenienti da fornitori differenti. Per lavori che richiedono tolleranze strette, questa imprevedibilità trasforma la flessibilità in uno svantaggio.
Controllo rapido: Se ogni ciclo richiede verifiche ripetute dell’angolo o continui aggiustamenti per il ritorno elastico, i presunti risparmi della piegatura in aria potrebbero costarti di più in tempo perso e precisione compromessa.
Nella piegatura a fondo, la lamiera viene pressata nel V-die fino a contattare completamente le pareti laterali dello stampo. Per ottenere precisione, gli angoli del punzone e dello stampo devono corrispondere esattamente all’angolo di piega desiderato, e gli utensili devono essere adatti allo spessore specifico del materiale. Una volta che la lamiera è completamente posizionata, la pressa piegatrice applica solo la forza necessaria a spingere il metallo leggermente oltre il suo punto di snervamento, bloccando l’angolo con un minimo ritorno elastico.
Il vantaggio è la precisione. Poiché l’angolo di piega è determinato dalla geometria fissa del punzone e dello stampo invece che affidarsi esclusivamente alla profondità di penetrazione, il ritorno elastico è controllato efficacemente senza continue regolazioni. Questo rende la piegatura a fondo ideale per produzioni in serie dove la precisione costante è fondamentale, come negli assemblaggi che richiedono incastri esatti. Lo svantaggio è la ridotta adattabilità: qualsiasi variazione di angolo o spessore del materiale richiede utensili diversi, rallentando la produzione e aumentando i costi. Per le officine che producono frequentemente pezzi personalizzati o incorporano modifiche di progetto, questa rigidità può superare i benefici di precisione.
Nell’uso quotidiano, la piegatura a fondo offre una via di mezzo — più precisa della piegatura in aria, consumando molto meno tonnellaggio rispetto alla coniatura, ma limitata dalla necessità di utensili che corrispondano esattamente alla gamma di prodotti specifica.
La coniatura porta la piegatura un passo oltre, applicando una compressione controllata al materiale. Il punzone spinge la lamiera da 10 a 15 mm più in profondità nello stampo rispetto a quanto richiederebbe il profilo di piega finale, imprimendo il naso del punzone nel pezzo. Questa penetrazione profonda richiede da tre a cinque volte la tonnellata usata nella piegatura in aria—se un lavoro necessita di 50 tonnellate per la piegatura in aria, aspettati 150–250 tonnellate per coniare lo stesso materiale.
Il vantaggio è l’eliminazione assoluta del ritorno elastico. Dopo la coniatura, l’angolo di piega rimane esatto, indipendentemente dalla durezza del metallo o dalle variazioni di spessore, perché il materiale è stato plasticamente rimodellato per corrispondere alla geometria dell’attrezzatura. Questo rende la coniatura preziosa per parti ad alta precisione e di importanza critica—come staffe aerospaziali, involucri complessi o componenti di tenuta—dove anche la minima discrepanza angolare potrebbe compromettere prestazioni o adattamento.
Lo svantaggio è l’aumento dell’usura e dello sforzo meccanico. L’uso prolungato di alte tonnellate riduce la vita operativa sia della pressa piegatrice che degli utensili. La coniatura richiede non solo investimenti in capacità, ma anche in manutenzione rigorosa, acciai per utensili di qualità premium e pianificazione della cura a lungo termine delle attrezzature. È il metodo meno tollerante agli errori di configurazione—qualsiasi errore sotto carichi di coniatura può causare danni immediati sia alla macchina che al pezzo.
Un modo efficiente per aumentare la precisione di piegatura senza fare un grande investimento in utensili è adattare una configurazione di piegatura in aria per imitare la piegatura a fondo quando sono richieste tolleranze più strette. Se un particolare angolo di piega soffre costantemente di ritorno elastico, scegli un set di punzone e matrice che corrisponda esattamente all’angolo target e allo spessore del materiale. Poi, riduci proporzionalmente l’apertura a V per aumentare la precisione. Ad esempio, se normalmente usi un’apertura a V otto volte lo spessore del materiale per la piegatura in aria, riducila a sei volte e approfondisci la corsa finché il materiale non si appoggia saldamente su entrambe le spalle della matrice.
Ecco come appare un’implementazione riuscita: il tuo primo pezzo di prova raggiunge l’angolo target senza alcuna regolazione successiva, e i pezzi successivi replicano quel risultato in modo costante. Le misurazioni rivelano un ritorno elastico minimo, con meno prove ed errori e maggiore uniformità in tutta la serie. Questo semplice aggiustamento ti permette di vedere se l’affidabilità della piegatura a fondo supera il maggiore setup degli utensili—prima di impegnarti a cambiare l’intero processo.
La vera piegatura di precisione inizia molto prima che il metallo incontri la pressa—comincia con calcoli accurati. Un pezzo che appare perfetto su un modello CAD può uscire dalla piegatrice un millimetro troppo corto o troppo lungo se la matematica del modello piano o la scelta degli utensili è sbagliata. Risultati prevedibili e ripetibili dipendono da un uso disciplinato di formule e fattori comprovati. Questi non sono teorie da aula—sono le garanzie contro bordi piegati che si spaccano, utensili danneggiati e pezzi finiti fuori specifica.
Ogni piega utilizza una quantità precisa di materiale mentre si curva attorno alla matrice. Questa porzione—nota come tolleranza di piega—deriva da una geometria semplice e dal modo in cui il metallo fluisce durante la piegatura. Centrale nel calcolarla è il Fattore K, che definisce dove si sposta l’asse neutro della lamiera mentre la piega viene formata.
Le linee guida standard spesso utilizzano un fattore K di circa 0,33 per l’acciaio dolce, che posiziona l’asse neutro a circa un terzo dello spessore dalla superficie interna. Gli operatori esperti sanno che anche lievi deviazioni da questo valore possono creare conseguenze misurabili. In pratica, il fattore K può variare da 0,30 a 0,45, influenzato da fattori come la larghezza della matrice, il raggio interno di piega e se la piega è formata in aria o completamente coniata. Se il numero è sbagliato, gli errori dimensionali si accumulano rapidamente—essere fuori di appena 0,3 mm per piega può portare a un millimetro intero di disallineamento in una staffa a tre flange.
Il modo più rapido per determinare il valore corretto è con un pezzo di prova a tre pieghe. Taglia un pezzo piano di prova, programmandolo usando il fattore K presunto, esegui tre pieghe a lunghezze fisse, poi misura le dimensioni esterne finali. Inverti il calcolo per determinare il fattore K effettivo che ha prodotto quelle misure. Una volta registrato, quel valore diventa un input affidabile ogni volta che lavori con quello specifico materiale e combinazione di utensili. Le officine che investono pochi minuti in questa calibrazione riducono costantemente le regolazioni del primo pezzo e diminuiscono i tassi di scarto.
Anche pezzi con identico spessore possono dare risultati notevolmente diversi quando piegati usando matrici differenti. Ad esempio, acciaio dolce da 3 mm piegato in una matrice a V da 24 mm rispetto a una da 32 mm mostrerà variazioni perché l’apertura più grande sposta l’asse neutro verso l’esterno, rendendo il pezzo finito più corto. La piegatura in aria amplifica questo effetto, poiché il raggio interno varia con la dimensione della matrice—tipicamente 0,16–0,20 × l’apertura a V per l’acciaio—alterando anche la tolleranza di piega. La coniatura, invece, comprime le fibre interne attraverso tutto lo spessore fino a farle cedere, fissando un raggio interno vicino allo spessore del materiale e ripetendo con alta precisione. Questo livello di coerenza è il motivo per cui la coniatura rimane il metodo preferito quando le tolleranze sono estremamente strette.
Senza conoscere il vero fattore K per i tuoi utensili, non stai realmente controllando le tue dimensioni—stai lasciando le lunghezze piane al caso.
La dimensione dell’apertura della matrice a V determina direttamente il raggio di piega, la tonnellata richiesta e la finitura del bordo—tutto in un’unica decisione. I grafici standard delle tonnellate di solito raccomandano V = 8 × T (dove T è lo spessore del materiale) per l’acciaio dolce nella piegatura in aria. Questo rapporto fornisce un raggio interno di circa 1,5–2 × T, garantisce un buon controllo dell’angolo e mantiene il carico a un livello gestibile. Tuttavia, seguirlo alla lettera è rischioso; prima o poi, questa supposizione può portare a danni.
Le condizioni reali richiedono sempre una messa a punto. Per lamiera sottile o metalli non ferrosi più morbidi come alluminio e rame, si può spesso ridurre il rapporto a circa 6 × T, poiché questi materiali offrono meno resistenza e un ritorno elastico minimo. Al contrario, gli acciai inossidabili e le lamiere ad alta resistenza o resistenti all’abrasione richiedono un’apertura più ampia—tipicamente 10–12 × T—per mantenere il tonnellaggio gestibile e ridurre il rischio di rottura. Il compromesso fondamentale non cambia mai: V‑dies più piccoli aumentano il controllo ma provocano un aumento drastico del tonnellaggio. Ad esempio, piegare un pannello in acciaio dolce da 5 mm su 3 m può richiedere circa 108 tonnellate con una matrice da 45 mm (≈9 × T), mentre il carico supera le 180 tonnellate se forzato in una matrice stretta da 25 mm. Molti guasti agli utensili apparentemente inspiegabili derivano dal trascurare questa relazione.
Ci sono momenti in cui la regola dell’8× semplicemente non regge. Se le lunghezze delle flange scendono al di sotto dell’apertura della matrice, il pezzo può cadere nella cavità, schiacciando gli angoli o torcendo la flangia. In tal caso, una V più piccola o una matrice personalizzata è l’unica soluzione. Al contrario, quando un disegno specifica un raggio interno pari allo spessore del materiale, nessuna matrice 8× può ottenerlo. Forzare la piega sovraccaricherà solo l’utensile. La soluzione è ridurre l’apertura della V calcolando il tonnellaggio esatto—oppure passare alla piegatura a fondo o alla coniatura, dove è la geometria, e non la forza bruta, a determinare l’angolo finale.
Padroneggiare la scelta della matrice non significa memorizzare rapporti; significa riconoscere il momento in cui quei rapporti smettono di mantenere sicuro il tuo processo.
Le presse piegatrici raramente si guastano per usura—si guastano per supposizioni. Gli operatori che adottano l’approccio “un’altra piega” senza verificare i calcoli di carico rischiano di fratturare le matrici o piegare il banco. Il tonnellaggio per la piegatura in aria può essere trovato nelle tabelle del produttore o stimato con questa formula standard del settore:
T (tonnellate/m) = (1,42 × Resistenza a trazione × T²) / V
Qui T è lo spessore del materiale (mm) e V l’apertura della matrice (mm). Anche una stima rapida è utile—il tonnellaggio aumenta con il quadrato dello spessore, il che significa che raddoppiare lo spessore della lamiera moltiplica per quattro la forza richiesta. Ecco perché un lavoro occasionale con acciaio inox da 6 mm può generare carichi che schiaccerebbero facilmente utensili progettati per acciaio dolce da 3 mm.
Verifica sempre la capacità della macchina per misura lineare, non per tonnellaggio totale. Una piegatrice da 135 tonnellate su 3 m fornisce solo circa 45 tonnellate per metro prima delle regolazioni. Concentrando quella stessa forza in un setup corto con V stretta si provocano picchi di pressione locali ben oltre la capacità nominale—la ricetta perfetta per le crepe. Consulta i dati di distribuzione del carico di pressione forniti dai produttori di utensili, non solo la targhetta della pressa, ogni volta che imposti un lavoro.
Gli operatori esperti trattano il tonnellaggio come un meccanico tratta la coppia su un bullone—qualcosa da controllare attentamente prima di applicarne di più. Il processo è deliberato: scegliere la matrice giusta, calcolare la forza precisa richiesta, confermare che sia entro la capacità sia dell’utensile che della pressa, e solo allora procedere con la prima piega. Questo approccio metodico protegge non solo i tuoi utensili, ma anche il tuo programma di produzione.
Fare i conti potrebbe non sembrare entusiasmante, ma è la spina dorsale di risultati costanti. Nel lavoro con la pressa piegatrice, la geometria determina il successo molto più della forza bruta. Quando si conosce il proprio fattore K, l’effettiva gamma di V-die e i limiti di tonnellaggio della macchina, gli errori diventano una scelta consapevole piuttosto che una sorpresa indesiderata.
Il ritorno elastico è il inevitabile rimbalzo del materiale dopo la piegatura, causato dal rilascio dell’energia elastica immagazzinata una volta che il punzone viene ritirato. Gli operatori possono ridurne gli effetti, ma con le tecniche standard di piegatura in aria non possono eliminarlo del tutto. L’unico vero modo per rimuovere il ritorno elastico—la coniatura—richiede forze fino a sei volte superiori alla piegatura in aria. Per un foglio di acciaio dolce di 2–3 mm di spessore, si parla di circa 100 tonnellate per metro, accelerando l’usura della macchina e aumentando il consumo energetico.
Uno dei modi più semplici per ridurre il ritorno elastico è restringere l’apertura della V-die rispetto allo spessore del foglio. Passare da un rapporto matrice-spessore di 12:1 a 8:1 può ridurre il ritorno elastico fino al 40 %, poiché il materiale viene spinto più a fondo nella deformazione permanente. Allo stesso modo, la piegatura a fondo—premendo il punzone fino a quando il pezzo si conforma completamente alla matrice—riduce ulteriormente il ritorno elastico lasciando un’energia elastica minima per spingere il materiale indietro.
La tecnologia moderna rende possibile una compensazione precisa. I sistemi di correzione del ritorno elastico in-process (IPSCS) misurano la variazione angolare durante la piegatura e regolano finemente la forza del martinetto in tempo reale. L’analisi agli elementi finiti (FEA) del processo di piegatura può prevedere il ritorno elastico entro ±1°, consentendo agli operatori di scegliere gli utensili di conseguenza—come selezionare un punzone da 83° quando si prevede circa 7° di rimbalzo—per garantire che l’angolo finale sia esattamente quello desiderato.
Le variazioni nelle proprietà del materiale possono amplificare i problemi di piegatura. Anche fogli etichettati con la stessa specifica possono differire in resistenza allo snervamento o tolleranza di spessore, portando a un ritorno elastico imprevedibile da un lotto all’altro. Inserire dati precisi e specifici per lotto nel controllore CNC, insieme a piegature di prova rapide quando si introduce nuovo materiale, aiuta a mantenere impostazioni di compensazione costanti. Proprio come un arco rilascerà una freccia in modo diverso se la tensione della corda cambia, una pressa piegatrice reagisce a sottili variazioni nelle caratteristiche dell’acciaio o dell’alluminio—e gli operatori che non tengono conto di questi cambiamenti si ritrovano spesso a inseguire costantemente l’angolo corretto.
Ogni lamiera laminata porta un’intrinseca direzione della fibra, creata dall’allineamento dei cristalli metallici durante il processo di laminazione. Questa orientazione influenza sia la duttilità che la resistenza alla rottura durante la piegatura. Piegare di traverso alla fibra—perpendicolarmente alla direzione di laminazione—consente al materiale di allungarsi più uniformemente, producendo pieghe più lisce e maggiore resistenza alla frattura. Al contrario, piegare lungo la fibra canalizza l’allungamento lungo i confini dei cristalli, rendendo il materiale più fragile e aumentando la probabilità di microfratture.
Il raggio minimo di piegatura è strettamente legato all’orientamento della fibra. Ad esempio, un foglio di acciaio inox 304 di 1,5 mm di spessore può piegarsi in sicurezza a un raggio pari al suo spessore quando piegato di traverso alla fibra, ma piegare lungo la fibra potrebbe richiedere un raggio pari a 1,5–2× lo spessore per evitare rotture. Nelle leghe di alluminio ad alta resistenza, la piegatura parallela alla fibra può portare il materiale al limite critico di deformazione anche a raggi maggiori, causando sbiancamento da stress o addirittura spaccature proprio all’apice della piega.
Nella fabbricazione di precisione, considerare la direzione della fibra inizia da come si dispone il foglio. Allineare le linee di piega per massimizzare la duttilità e tenere conto dei vincoli della fibra nel posizionamento dei pezzi per il taglio laser. Se le esigenze produttive impongono di piegare lungo la fibra, ridurre il rischio aumentando il raggio di piegatura, regolando la geometria del punzone o, per alcune leghe, formare a temperature più elevate. Ignorare l’orientamento della fibra è come tagliare il legno senza considerare la sua venatura naturale—il controllo sfugge e il risultato diventa imprevedibile.
Quando un angolo di piega varia lungo la lunghezza di un pezzo, di solito indica una distribuzione della pressione non uniforme tra il martinetto e il banco della pressa piegatrice. Il sospetto principale è una bombatura insufficiente—la compensazione che contrasta la naturale flessione della macchina sotto carico. Senza questa correzione, il martinetto applica una forza leggermente maggiore vicino alle estremità rispetto al centro, causando l’apertura della sezione centrale della piega.
Problemi meccanici possono intensificare l’incoerenza. Un martinetto disallineato—talvolta causato da una transizione impropria tra discesa rapida e velocità di formatura—può lasciare un lato del pezzo con un angolo diverso dall’altro. V-die usurate o mal allineate alterano la geometria di contatto, mentre guasti idraulici come aria intrappolata o valvole di ritorno deboli provocano un movimento irregolare del martinetto. Allo stesso modo, guide troppo strette o regolate in modo non uniforme impediscono una discesa uniforme, producendo forze di formatura asimmetriche sul pezzo.
Evitare difetti legati alla bombatura richiede sia precisione tecnica che manutenzione costante. I sistemi di bombatura manuale si basano su spessori conici sotto il banco per sollevare leggermente il centro, mentre la bombatura controllata da CNC regola automaticamente il sollevamento in base al tonnellaggio, alla lunghezza del pezzo e alle proprietà del materiale. Qualunque sia il metodo utilizzato, la calibrazione rimane essenziale. Lubrificazione settimanale degli utensili, ispezioni periodiche delle guide, sostituzione tempestiva dell’olio idraulico e controlli di allineamento delle matrici di routine preservano la precisione per tutta la vita utile della macchina. Proprio come un falegname dipende da un banco perfettamente livellato per tagli squadrati, una pressa piegatrice richiede un banco geometricamente corretto per fornire pieghe uniformi da un’estremità all’altra.
Le crepe che compaiono durante la piegatura di solito indicano che il rapporto raggio-spessore è stato ignorato. Quando il raggio interno di piega è troppo stretto rispetto allo spessore del materiale, la sollecitazione a trazione sulla superficie esterna supera il limite di allungamento del materiale, provocando fratture.
I raggi minimi consentiti variano in base al materiale. L’acciaio dolce può spesso sopportare un raggio interno pari al suo spessore, mentre gli acciai ad alto tenore di carbonio possono richiedere un raggio due o tre volte maggiore per evitare rotture. Per l’alluminio 6061‑T6, piegare lungo la fibra può richiedere un raggio interno fino a quattro volte lo spessore—trascurare questa linea guida provoca frequentemente fratture superficiali bianche o rotture complete. I fogli di spessore ridotto tollerano raggi più piccoli, ma durezza, tempra e direzione della fibra influenzano tutti il limite di piegatura sicura.
Gli operatori di presse piegatrici possono ridurre il rischio di rottura selezionando punzoni con un raggio di punta appropriato, ampliando le aperture delle V-die per ridurre lo stress di formatura o trattando termicamente alcuni metalli mediante ricottura prima della piegatura. Quando il rapporto raggio-spessore si avvicina al limite fisico del materiale, il pericolo aumenta drasticamente—una leggera riduzione del raggio può raddoppiare istantaneamente la probabilità di rottura. Riconoscere e rispettare questi limiti è essenziale, in particolare nei lavori aerospaziali, medicali o strutturali portanti dove l’integrità del prodotto è imprescindibile.
La stessa cautela si applica alla qualità della finitura superficiale. Anche se una piega rimane strutturalmente solida, uno sforzo eccessivo può danneggiare i rivestimenti o produrre screpolature visibili sulla superficie. Ottenere il giusto equilibrio raggio-spessore protegge sia le prestazioni che l’aspetto estetico.
Ottenere una piega impeccabile va ben oltre semplici calcoli. Il successo dipende dall’interazione tra le proprietà del materiale, le condizioni dell’utensileria e la calibrazione della macchina. La padronanza significa capire come il ritorno elastico modificherà l’angolo dopo il rilascio, come la direzione della fibra influenzi la duttilità, come una bombatura precisa mantenga gli angoli costanti lungo il pezzo e come rapporti corretti tra raggio e spessore prevengano fratture. Nel lavoro con la pressa piegatrice, questi non sono dettagli marginali: sono i controlli critici che determinano la precisione.
Considera l’acquisto di una pressa piegatrice come l’avvio di un progetto su larga scala, non solo come un acquisto. Un semplice preventivo ignora l’ecosistema necessario per farla funzionare efficacemente. I budget si suddividono tipicamente in circa 55–65 % per la piegatrice stessa, 15–25 % per l’utensileria, 5–8 % per l’installazione, 3–5 % per la formazione e 7–10 % per le riserve di capitale circolante. Quella macchina da “80.000 €” può facilmente diventare un investimento da 120.000 € prima di produrre un singolo pezzo finito.
L’utensileria è essenzialmente la tua seconda macchina nascosta. Punzoni e matrici standard possono coprire circa l’80 % del tuo lavoro, ma la produzione reale porta inevitabilmente un flusso costante di eccezioni—matrici per ribattere, punzoni a collo d’oca, matrici a V strette e raggi personalizzati. Ogni staffa insolita o lavoro speciale richiede utensili unici e, col tempo, questi acquisti possono eguagliare il prezzo originale della piegatrice stessa.
Sottodimensionare la capacità è un errore costoso. Un’officina ha risparmiato 30.000 € inizialmente scegliendo una pressa piegatrice a tonnellaggio inferiore, solo per perdere 50.000 € annui in manodopera—configurazioni extra, rifacimenti e subappalto di materiali più spessi. Il presunto “affare” si è trasformato in un ritorno negativo in appena un anno. In realtà, la piegatrice più economica si è rivelata una costosa passività.
Col tempo, il bilancio si sposta sotto il peso dei costi energetici e di manutenzione. Le piegatrici completamente elettriche consumano circa il 67 % in meno di energia al carico di picco rispetto ai sistemi idraulici, riducendo la quota di costo energetico sul ciclo di vita dal 61 % al 28 %. Anche le esigenze di manutenzione calano significativamente—niente pompe, valvole, perdite o degrado dell’olio—con un risparmio stimato di 12.600 € annui. Per molte operazioni, ciò significa che il prezzo di acquisto circa il 25 % più alto dell’elettrica si ripaga da sé in appena 2,3 anni.
Attenzione ai costi nascosti dei marchi economici. Le importazioni a basso costo possono sembrare identiche sulla carta, ma la mancanza di un servizio locale affidabile può trasformare un guasto di routine in giorni di fermo. Quel ritardo fa deragliare i programmi di produzione, danneggia il valore di rivendita e può rapidamente annullare qualsiasi risparmio iniziale. In questo settore, una risposta rapida del servizio è una vera risorsa—anche se è una di quelle che il venditore difficilmente quantificherà.
Le piegatrici manuali vincono sul costo iniziale. Sono adatte a materiali sottili, produzioni brevi e lavori scanditi dal ritmo dell’operatore. Ma gli angoli di piega dipendono interamente dal giudizio umano—non da una precisione misurata—rendendo la qualità legata agli occhi e all’esperienza del tuo operatore più esperto. Quando quella persona è assente, i tassi di scarto aumentano e le tempistiche slittano. Risultato: le piegatrici manuali non si limitano a modellare il metallo, rimodellano il tuo flusso di lavoro attorno a un singolo individuo.
Le piegatrici idrauliche tradizionali si sono guadagnate la reputazione di fornire tonnellaggio versatile per lamiere più spesse, a prezzi medi, supportate da una rete di assistenza matura. Sono robuste, collaudate e affidabili. Il costo nascosto? Assorbimento costante di energia. Le pompe idrauliche funzionano continuamente—anche quando sono inattive—raddoppiando la quota di spesa energetica sul ciclo di vita rispetto ai modelli completamente elettrici. Questo drenaggio continuo si insinua silenziosamente nelle bollette, piuttosto che apparire come voce in un ordine d’acquisto.
Le piegatrici dotate di CNC trasformano le operazioni. Con il controllo programmabile su battute posteriori, bombatura, sequenze di piega e regolazioni del ritorno elastico, offrono risultati costanti. Le “ricette” specifiche per ogni lavoro riducono i tempi di configurazione e ti liberano dalla dipendenza dalle abilità di un singolo operatore. Possono ridurre la curva di apprendimento da mesi a giorni—a patto di investire in una formazione adeguata. Senza di essa, un CNC diventa solo un pannello di controllo complicato, con operatori che tornano alla prova ed errore manuale.
Il leasing va visto come un’opzione strategica, non solo come piano di riserva. Per le officine in mercati in rapido cambiamento, agisce come assicurazione contro il rischio che la piegatrice diventi obsoleta o sottodimensionata in pochi anni. Aiuta a mantenere un flusso di cassa sano, con piani di pagamento che possono essere legati alle tempistiche dei contratti. Aggiornamenti frequenti significano anche evitare grandi oscillazioni nei consumi energetici e nelle spese di manutenzione.
L’acquisto ti dà il controllo assoluto—nessun limite d’uso, nessuna condizione di restituzione, nessuna incertezza al rinnovo. La proprietà è la scelta giusta quando le esigenze di produzione sono stabili, il tuo team di manutenzione è competente e la produzione della macchina sarà pienamente sfruttata per anni. Per le attrezzature integrate in una linea di produzione con utensileria e programmazione specifiche per il lavoro, l’interruzione operativa dovuta alla sostituzione della macchina può facilmente superare i risparmi che un leasing potrebbe offrire.
Spesso, l’approccio più efficace combina entrambe le strategie: noleggiare una piegatrice CNC ad alte specifiche per nuovi progetti o contratti con durata imprevedibile, e acquistare una piegatrice idraulica versatile per gestire il carico di lavoro principale a lungo termine. Questa combinazione trasforma la tua capacità di piegatura in un portafoglio diversificato—adattabile dove l’incertezza è alta e saldamente ancorato dove le operazioni sono stabili.
Una pressa piegatrice non è solo metallo e software—è un investimento in un ecosistema produttivo che può amplificare i profitti o prosciugarli lentamente. Spogliata della patina di marketing, la scelta migliore si trova dove si incontrano costo sul ciclo di vita, autonomia dell’operatore e variabilità del carico di lavoro. Un venditore può proporti un’attrezzatura, ma in realtà stai definendo la velocità e l’affidabilità future di tutta la tua operazione di piegatura. Alla fine, ogni pezzo che produci rifletterà questa decisione—quindi scegli la piegatrice che puoi permetterti di gestire in modo sostenibile, non solo quella che puoi permetterti di acquistare.


















