

プレスブレーキが板金を曲げるとき、パンチは単に「形に押し込む」だけではない。これは材料全体における応力の慎重にバランスされた再分配を管理している。下にあるVダイがその応力パターンを決定する。パンチが下降すると、曲げの内側は圧縮され、外側は引き伸ばされる。その間には応力がほぼゼロになる中立軸がある。この幾何形状は非常に重要で、内側半径が小さいほど局所的な応力が高まり、必要なトン数も大きくなる。オペレーターがダイの開口幅が曲げ力に直接関係することを理解すると、誤ったダイを選択すると結果が不安定になる、あるいは適切な曲げができなくなる理由が明確になる。.
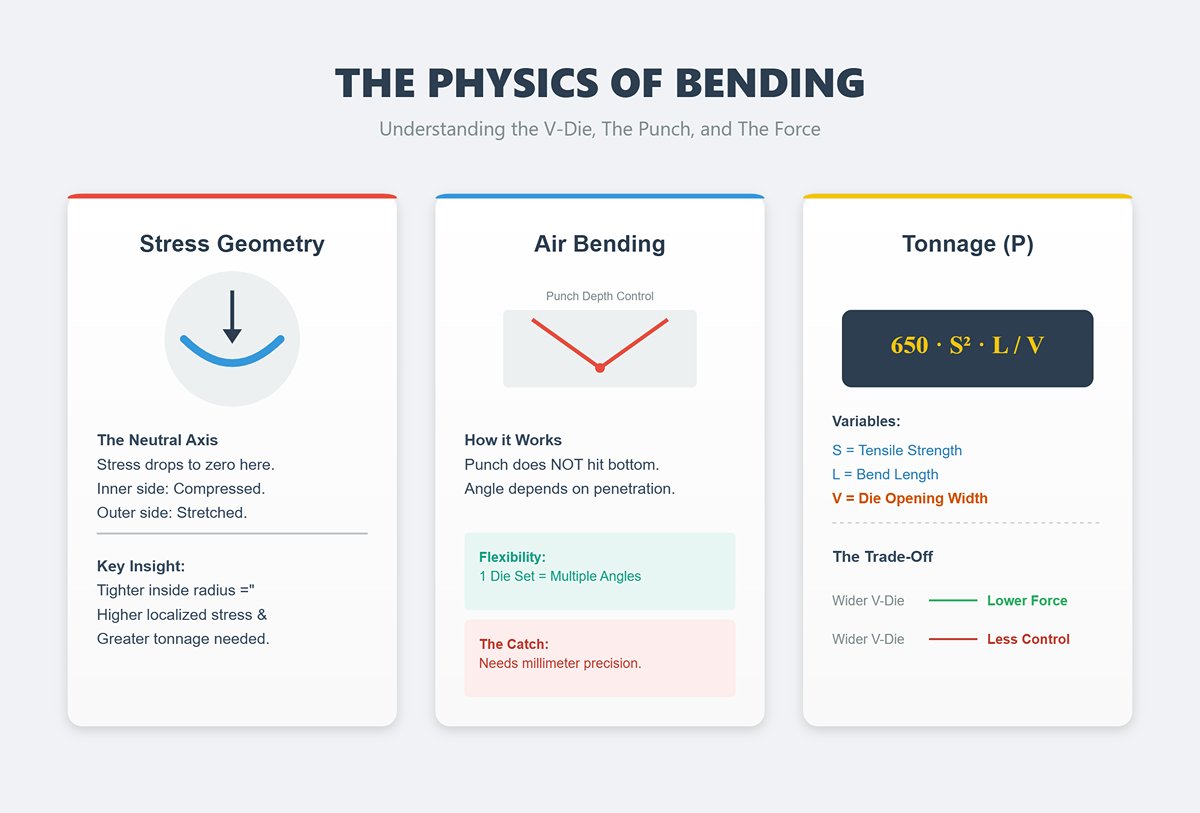
最もよく使われる「エアベンディング」では、パンチはダイの底に接触する前に停止する。得られる曲げ角度はダイ自体ではなく、パンチがどれだけ深く進入するかで決まる。この方法は柔軟性があり、ひとつのパンチとダイの組み合わせで深さを調整するだけで複数の角度を作り出せる。ただし精度が難しい—パンチの移動が1ミリ程度変わるだけで最終角度が目に見えて変化する。.
必要な曲げ力は謎ではない。これは材料厚み(T)、曲げ長さ(L)、引張強度(S)の構造的関係に従い、これらが必要トン数(F)を決める。軟鋼の場合、広く使われる近似式は P = 650 × S² × L / V であり、Vはダイの開口幅である。Vを大きくすると必要トン数は減るが、制御性も犠牲になる。このトレードオフは初心者が過小評価しがちな点だ。.
曲げは弾性変形と塑性変形という二つの挙動を同時に組み合わせている。弾性変形は一時的で、圧力が解放されると金属は元に戻る。塑性変形は永久的で、最終的な形状を決定する。プレスブレーキの作業ではこの二つが重なり、この残存する弾性回復が、解放後の仕上がり角度がパンチ形状と完全には一致しない理由になる。.
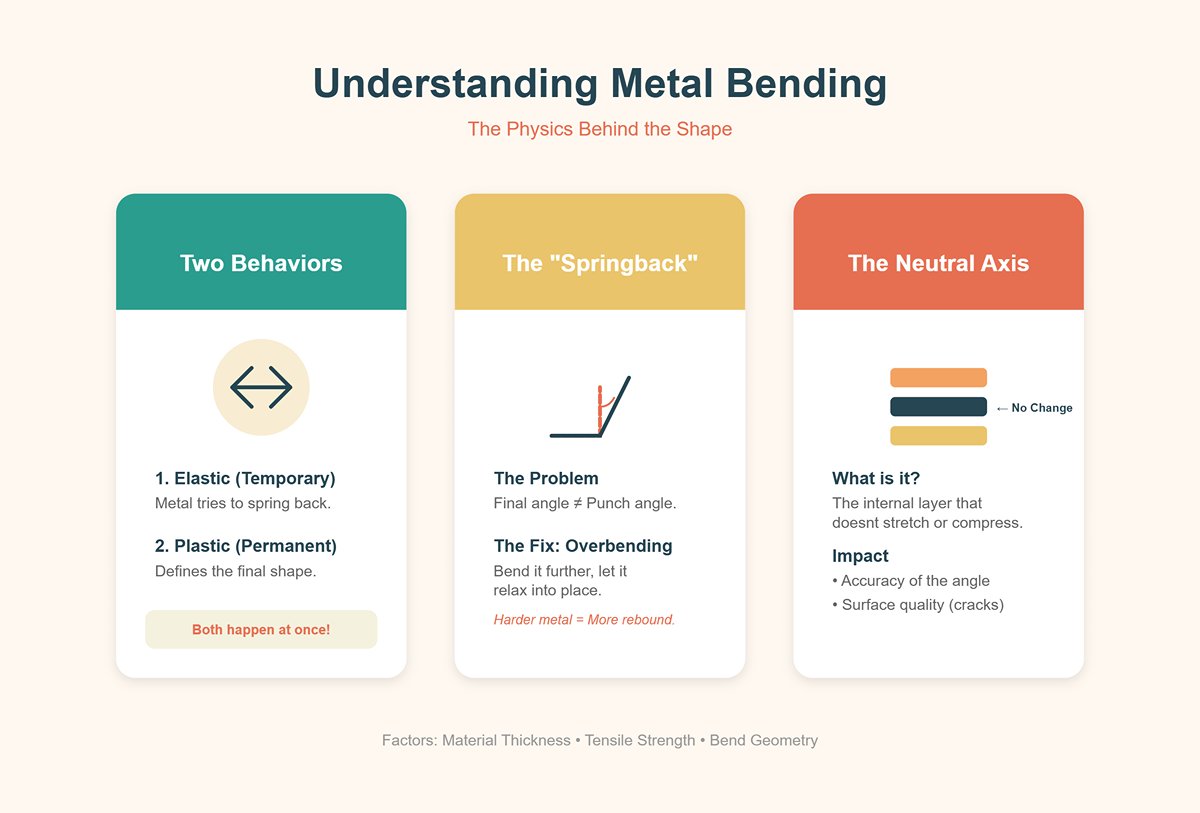
スプリングバックは予測して制御できる。引張強度が高い材料は軟らかい金属よりも強く戻る。標準的な解決策は制御されたオーバーベンドで、希望する角度を少し超えて押し曲げ、戻って仕様内に収まるようにする。経験豊富なオペレーターは厚み、材料強度、さらにロットごとの変動まで考慮して、このオーバーベンド量を微調整する。.
中立軸—長さが変化しない曲げ内部の見えない層—は曲げ力学の中心的要素である。その位置は材料特性や曲げ形状の詳細によって変化し、引き伸ばしと圧縮のバランスを決める。これらの変化は最終角度の精度だけでなく、外側表面の見栄えにも影響し、応力が過剰だと外面に傷や亀裂が現れることがある。.
プレスブレーキによる曲げでは、パンチとダイの間の局所的な線状の場所に応力が集中する。対してロール加工では、回転するダイを通過しながら金属を段階的に成形し、変形をより均一に分散させ、鋭角ではなく滑らかな曲線を作る。フォールディングは、ワークピースを一定の線に沿って固定し、クランプビームを回転させて曲げる。これによりスプリングバックを抑えられるが、角度の範囲や形状の複雑さに制限がある。.
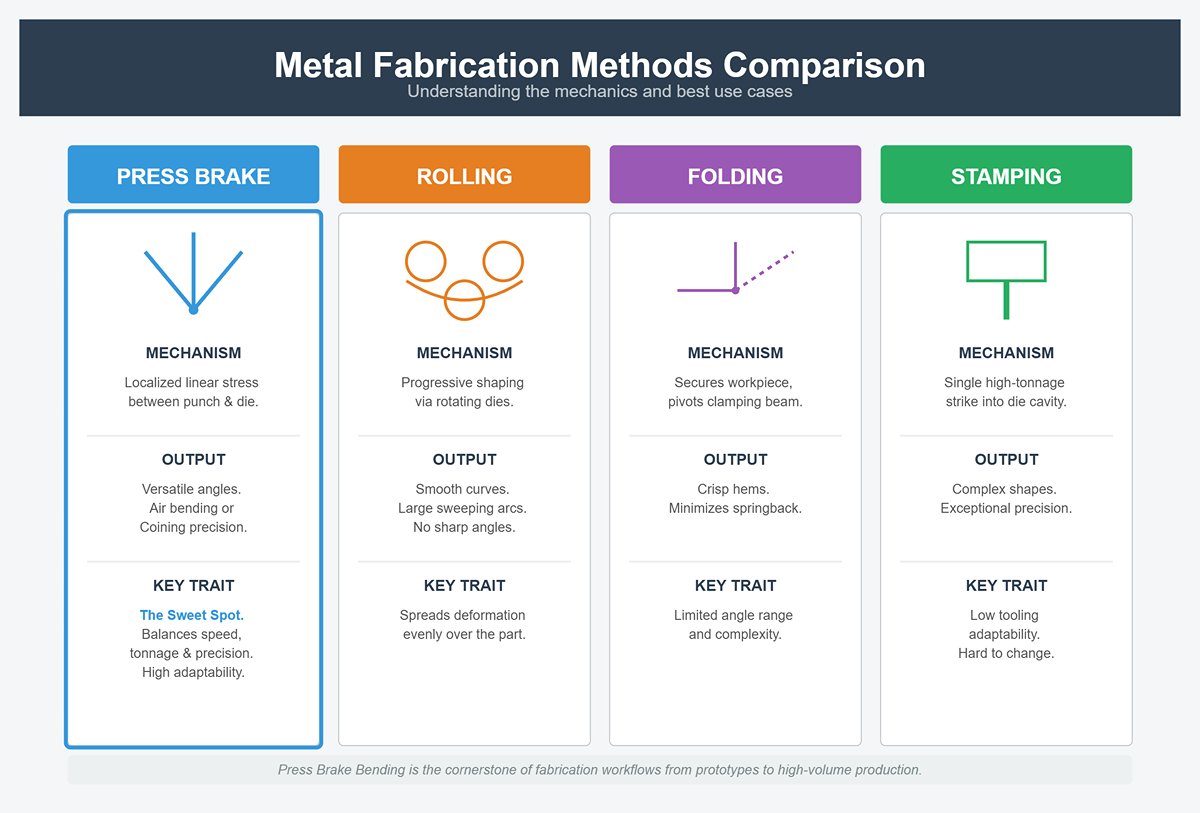
スタンピングは全く異なる応力プロファイルで、一度の高トン数の打撃で部品形状全体をダイキャビティに押し込む。これにより極めて高い精度を得られるが、工具の適応性は犠牲になる。これに比べ、プレスブレーキは工具を交換せずにエアベンディングで角度を調整でき、ボトムベンディングやコイニングで力と進入深度を調整して厳しい公差を達成できる。.
ロール加工は大きな滑らかなアーチに最適で、フォールディングはシャープなヘムに最も適しているが、プレスブレーキ曲げは精度と多用途性の中間をとる。その速度、トン数、精度のバランスを取る能力により、単品試作から大量生産まで、製造工程の要となっている。.
三つの主要な曲げ方法が運用環境を規定する:
エアベンディング 最も低いトン数で済み、ひとつの工具セットで複数の角度を実現できる。制御された進入深度によって多用途性を提供するが、スプリングバックの変動で角度の一貫性が揺らぐため、精度は中程度に留まる。.
ボトムベンディング より大きなトン数とダイとの接触面積を使い、ワークピースをより深く押し込む。この方法は柔軟性を一部犠牲にする代わりに、精度とスプリングバックの一貫性を向上させ、厳しい公差の精密作業に適している。.
コイニング 最高の力を加え、金属を完全にダイに押し込んで曲げ角度を材料に刻み込む。これによりスプリングバックをほぼ完全に排除し、超高精度を達成するが、柔軟性が制限され工具の摩耗も早まる。.
| 方法 | 必要トン数 | 精度レベル | 工具の摩耗 | 運用の柔軟性 |
|---|---|---|---|---|
| エアーベンディング | 低 | 中程度 | 低 | 高 |
| ボトムベンディング | 中間 | 高 | 中程度 | 中間 |
| コイニング | 高 | 卓越した | 高 | 低 |
これらの要因を認識することで、曲げ加工は単なる機械的な作業から戦略的な意思決定プロセスへと変わります。作業者は単に金属を成形しているのではなく、力、工具形状、そして素材の持つ「記憶」を調整しながら、理論設計と信頼性のある再現可能な生産との間の正確な交差点を安定して達成しているのです。.
エアベンディングは1970年代に広まり始めましたが、それ以来多くの製造現場でプレスブレーキの標準的な方法となっています。この工程では、パンチ先端が板金をVダイに押し込みますが、ダイの側壁に完全に接触するまでには至りません。その結果、素材に接触するのはパンチ先端とダイの肩部分のみであり、曲げ角度はダイ形状ではなく貫入深さによって決まります。この限定的な接触により必要な加圧トン数が大幅に削減され、しばしば底曲げの半分以下となります。また、単一の85°Vダイでパンチストロークの深さを調整するだけでさまざまな角度を作り出すことができます。.
この汎用性こそが、エアベンディングがコスト効率や迅速な段取り替えで優位に立つ理由です。購入するダイが少ないため工具費は抑えられ、作業者は部品を交換せずに曲げ角度を微調整できます。しかし、精度は低下します。エアベンディングでは、最終角度が板金の厚さ、素材の強さ、延性、解放後のスプリングバック量など、制御しきれない要因に大きく左右されます。慎重に選んだパンチやダイの角度でも、異なる合金や仕入先が異なるロットを扱う場合には結果が不一致になることがあります。高い精度が要求される作業では、この予期しない変動が柔軟性を欠点に変えてしまいます。.
簡単チェック: もし作業ごとに角度確認やスプリングバック調整を繰り返し行わなければならない場合、エアベンディングによる「節約」は、失われた時間や精度低下によって逆にコストを増やしている可能性があります。.
底曲げでは、板金をVダイに押し込み、ダイの側壁に完全に接触させます。精度を確保するためには、パンチとダイの角度が求める曲げ角度と正確に一致している必要があり、工具は素材の厚さに適合していなければなりません。板金が完全に座った後、プレスブレーキは金属を降伏点をわずかに超えるまで押し込み、その角度を最小限の弾性戻りで固定します。.
利点は精度です。曲げ角度がパンチとダイの固定された形状によって決まるため、貫入深さのみに依存することなくスプリングバックを効果的に制御できます。これにより、正確な寸法合わせが必要な組立など、一貫した精度が鍵となる生産に最適です。欠点は適応性の低さです。角度や素材の厚さが変わるたびに異なる工具が必要となり、生産が遅れ、コストも増加します。頻繁にカスタム品を製造したり設計変更を取り入れる工場にとって、この硬直性は精度のメリットを上回ることがあります。.
日常的な使用においては、底曲げは中間的な選択肢となります。エアベンディングよりも高精度で、コイニングよりはるかに少ないトン数を使用しますが、特定の製品ラインに合う工具が必要であることに制約されます。.
コイニングは、曲げ加工をさらに一歩進め、材料に対して制御された圧縮を加える工程です。パンチは、完成した曲げ形状に必要なよりも10〜15 mm深く素材を金型に押し込み、パンチ先端の形状をワークに刻印します。この深い押し込みには、エアベンディングの3〜5倍の加圧能力が必要です——もしある作業でエアベンディングに50トン必要なら、同じ材料をコイニングするには150〜250トンになると予想されます。.
その利点はスプリングバックの完全な排除です。コイニング後は、金属の硬度や板厚のばらつきに関係なく、曲げ角度は正確な状態を保ちます。これは、材料が工具の形状に合わせて塑性変形し直されるためです。航空宇宙用ブラケット、複雑なハウジング、シーリング部品など、最小の角度のズレでも性能や適合性が損なわれる可能性がある高精度・重要部品において、コイニングは極めて有用です。.
欠点は、工具や機械への摩耗と機械的負荷の増大です。高い加圧を長期間続けると、プレスブレーキや工具双方の寿命が短くなります。コイニングには設備能力への投資だけでなく、厳密なメンテナンス、最高級の工具鋼材、長期的な設備ケア計画が求められます。また、セッティングミスに最も寛容でない方法であり、コイニング荷重下でのミスは機械とワークの双方に即時損傷を与える可能性があります。.
大きな工具投資をせずに曲げ精度を高める効率的な方法は、タイトな公差が求められる場合に、エアベンディング構成をボトムベンディングに近づけることです。特定の曲げ角度でスプリングバックが継続的に発生する場合は、目標角度と板厚に正確に合うパンチと金型セットを選びます。そして、精度向上のためにV溝開口を比例的に狭めます。例えば、通常エアベンディングで板厚の8倍のV溝を使っている場合、これを6倍にし、ストロークを深くして材料が金型の両肩にしっかりと接するまで押し込みます。.
成功する実施例はこうです:最初の試験片が追加調整なしで目標角度に達し、その後の部品も一貫して同じ結果を再現すること。測定結果はスプリングバックの最小化を示し、試行錯誤の回数が減り、バッチ全体で均一性が向上します。この単純な調整によって、ボトムベンディングの信頼性が追加の工具セットアップの価値を上回るかどうかを、プロセス全体を変更する前に判断できます。.
真の精密曲げは、金属がプレスに触れる前から始まり、正確な計算によって成り立ちます。CADモデル上では完璧に見える部品でも、展開寸法の計算や工具選択を誤ると、プレス後に1 mm短くもしくは長くなってしまうことがあります。予測可能で再現可能な結果は、実証された公式や係数を規律正しく使うことにかかっています。これらは机上の理論ではなく、曲げ端の割れ、工具の損傷、完成部品の仕様外を防ぐための保護策なのです。.
すべての曲げでは、金型に沿って曲がる際に正確な量の材料が使われます。この部分——曲げ許容量——は単純な幾何学と、曲げ時に金属が流れる挙動から算出されます。その中心となるのが K係数, であり、曲げ形成時に板の中立軸がどこに移動するかを定義します。.
一般的なガイドラインでは、軟鋼用に約0.33のK係数が使われ、中立軸は内面から板厚の約3分の1の位置となります。熟練の作業者は、この値がわずかに異なるだけでも計測可能な影響をもたらすことを知っています。実際には、K係数は0.30から0.45まで幅があり、金型幅、内側曲げ半径、曲げがエアベンディングか完全コイニングかによって影響を受けます。数値を間違えると寸法誤差がすぐに累積し、例えば1曲げあたり0.3 mmの誤差があるだけで、3フランジブラケットで1 mmのズレが生じます。.
正しい値を確定する最速の方法は 三回曲げ試験片. です。平らな試験ピースを切断し、仮定したK係数でプログラムし、固定長で3回曲げ、最終的な外寸を測定します。その測定値を基に逆算して実際のK係数を求めます。一度記録すれば、その材料と工具の組み合わせで作業する際の信頼できる入力値になります。数分のこの較正に投資する工場は、初品調整を減らし、廃棄率を下げています。.
同じ板厚の部品でも、異なる金型で曲げると明らかに異なる結果になることがあります。例えば、3 mmの軟鋼を24 mmのVダイと32 mmのVダイで曲げる場合、大きい開口は中立軸を外側に移動させ、完成部品を短くします。エアベンディングではこの効果がより顕著で、内側半径は金型サイズに比例して変わります——通常、鋼ではV開口の0.16〜0.20倍——これが曲げ許容量にも影響します。一方、コイニングは内側繊維全体を降伏まで圧縮し、板厚に近い内側半径に固定して高精度に繰り返します。この一貫性こそ、極めて厳密な公差の要求がある場合にコイニングが選ばれ続ける理由です。.
工具の真のK係数を知らなければ、寸法を本当に制御しているとは言えず、展開寸法を偶然に委ねている状態になります。.
Vダイ開口サイズは、曲げ半径、必要な加圧能力、エッジ仕上げを直接決定します——すべてが一度の選択で決まります。標準的な加圧チャートでは通常 V = 8 × T (ここで T は空曲げにおける軟鋼の材料厚さです。この比率はおよそ1.5〜2×Tの内半径を与え、角度制御を良好に保ち、荷重を適切な水準に抑えます。しかし、何も考えずにこれを守るのは危険です。遅かれ早かれ、この前提が損傷につながることがあります。.
現実的な条件では常に微調整が必要です。薄板やアルミ、銅などの柔らかい非鉄金属では、この比率をおよそ 6×T, まで狭めることができます。これらの材料は抵抗が少なく、スプリングバックも最小だからです。一方、ステンレス鋼や高強度・耐摩耗性の鋼板では、通常 10〜12×Tの広い開口が必要になります。これにより荷重を適正に保ち、割れのリスクを減らします。基本的なトレードオフは変わりません。小さいVダイは制御性を高めますが、トン数が劇的に増えます。例えば、5mm厚の軟鋼パネルを3m曲げる場合、45mmのダイ(約9×T)では約108トンが必要ですが、25mmのタイトなダイに強制すると荷重は180トンを超えます。多くの不可解な工具破損は、この関係を見落としたことが原因です。.
8×ルールが通用しない場合があります。フランジ長さがダイの開口より短いと、ワークがキャビティ内に落ち込み、角が潰れたりフランジがねじれたりします。その場合は、小さいVや特注ダイのみが解決策です。逆に、図面で内半径が材料厚さと同じと指定されている場合、8×のダイでは達成できません。曲げを強行すれば工具を過負荷にします。答えは、正確なトン数を計算しつつV開口を縮小するか、ジオメトリで最終角度を決めるボトミングやコイニングに切り替えることです。.
ダイ選択を極めることは、比率を暗記することではなく、それらの比率がプロセスを安全に保てなくなる瞬間を見極めることです。.
プレスブレーキは摩耗で故障することは稀で、思い込みで故障します。荷重計算を確認せずに「もう一回曲げよう」という姿勢のオペレーターは、ダイの破損やベッドの曲がりを招きます。空曲げのトン数はメーカーのチャートや、次の業界標準式で推定できます:
T(トン数/m) = (1.42 × 引張強度 × T²) / V
ここで T は材料厚さ(mm)、そして は曲げ長さ(メートル)、そして はダイ開口(mm)です。ざっと計算するだけでも役立ちます。トン数は厚さの二乗で増加するため、板厚を倍にすると必要な力は4倍になります。これが、6mm厚のステンレスをたまに扱うだけで、3mm厚の軟鋼用工具を容易に破壊する荷重が発生する理由です。.
必ず総トン数ではなく、長さ当たりの機械額定値を確認してください。3m幅の135トンプレスでは、調整前で1mあたり約45トンしかありません。同じ力を短く狭いV設定に集中させると、局所的な圧力が定格容量を大きく超え、ひび割れの原因になります。作業設定時はプレスの銘板だけでなく、工具メーカーの圧力・荷重分布データを参照してください。.
熟練オペレーターは、トン数を整備士がボルトのトルクを扱うように慎重にチェックします。工程は計画的で、正しいダイを選び、正確な必要荷重を計算し、工具とプレスの両方の容量内であることを確認し、その後初めて曲げを開始します。この方法的なアプローチは、工具資産だけでなく生産スケジュールも守ります。.
数字を計算する作業は刺激的ではないかもしれませんが、安定した結果の基盤です。プレスブレーキ作業では、力よりも形状が成功を左右します。自分のK値、効果的なVダイ範囲、機械のトン数限界を理解していれば、ミスは予期せぬ驚きではなく意識的な選択になります。.
スプリングバックとは、曲げ加工後にパンチが引き抜かれる際、蓄積された弾性エネルギーが解放されることで材料が必然的に跳ね返る現象です。オペレーターはその影響を最小限に抑えられますが、標準的なエアベンディング技術では完全に排除することはできません。スプリングバックを完全に除去する唯一の方法であるコイニングには、エアベンディングの最大6倍の力が必要です。厚さ2~3mmの軟鋼板では、それは1メートルあたり約100トンの力となり、機械の摩耗を加速させ、エネルギー消費を増加させます。.
スプリングバックを減らす最も簡単な方法の1つは、板厚に対してVダイ開口部を狭くすることです。ダイ開口部と板厚の比率を12:1から8:1に下げることで、材料がより深く永久変形状態に押し込まれるため、スプリングバックを最大で40%削減できます。同様に「ボトミング」(パンチをしっかり押し込み、ワークが完全にダイに密着するまで行う方法)も、弾性エネルギーをほとんど残さずにスプリングバックをさらに抑制します。.
現代技術は精密な補正を可能にしています。工程中スプリングバック補正システム(IPSCS)は曲げ加工中の角度変化を測定し、ラムの力をリアルタイムで微調整します。有限要素解析(FEA)によって曲げ後のスプリングバックを±1°以内で予測できるため、オペレーターはそれに応じて工具を選択できます。例えば約7°の跳ね返りを見込む場合は83°のパンチを選ぶことで、最終角度を正確に狙えます。.
材料特性の変動は曲げ加工の問題を拡大します。同じ仕様で表示された板でも、降伏強度や板厚公差が異なることがあり、バッチごとに予測不能なスプリングバックを引き起こします。CNCコントローラに正確なロット特有のデータを入力し、新素材を導入する際には短時間の試し曲げを行うことで、補正設定を一定に保てます。弓の弦の張りが変われば矢の放たれ方も変わるように、プレスブレーキは鋼やアルミの特性の微妙な変化に反応します。この変化を考慮しないオペレーターは、常に正しい角度を追い求めることになります。.
すべての圧延板には圧延工程で金属結晶が整列した固有の結晶方向があります。この向きは、曲げ加工時の延性と亀裂に対する抵抗に影響します。圧延方向と直角に曲げる(結晶に対して横方向に曲げる)場合、材料がより均一に伸び、滑らかな曲げと高い破断抵抗が得られます。逆に結晶方向に沿って曲げると、結晶境界に沿って伸びが集中し、材料が脆くなって微細な亀裂が発生しやすくなります。.
最小曲げ半径は結晶方向と密接に関係しています。例えば、厚さ1.5mmの304ステンレス鋼板は、結晶方向に対して横方向に曲げる場合、板厚と同じ半径まで安全に曲げられます。しかし結晶方向に沿って曲げる場合、亀裂防止のために板厚の1.5~2倍の半径が必要になることがあります。高強度アルミ合金では、結晶方向に沿った曲げが半径が大きくても限界ひずみに達し、応力による白化や曲げ頂点での割れを引き起こす恐れがあります。.
精密製造では、結晶方向の考慮は板材の配置から始まります。延性を最大限にするために曲げ線を配置し、レーザー切断の部品配置に結晶方向の制約を組み込みます。製造上の理由で結晶方向に沿って曲げなければならない場合は、曲げ半径を大きくする、パンチ形状を調整する、または特定の合金では高温で成形するなどしてリスクを軽減します。結晶方向を無視することは、木材の木目を考慮せずに切るようなもので、制御が利かなくなり、結果が予測不能になります。.
部品の長さ方向で曲げ角度が異なる場合、ほとんどはプレスブレーキのラムとベッド間で圧力分布が不均一であることを示しています。原因としてよくあるのは、クラウニング不足です。クラウニングとは、荷重時に機械が自然にたわむことを補正する技法です。これがないとラムの端付近では中央部分よりわずかに大きな力がかかり、曲げの中央が開いてしまいます。.
機械的な問題が不均一さを悪化させることもあります。急降下から成形速度への切り替えが不適切な場合などにラムがずれてしまい、部品の片側ともう一方で角度が異なることがあります。摩耗や不適切に調整されたVダイは接触形状を変化させ、油圧の問題(空気が閉じ込められている、戻りバルブが弱いなど)はラム動作を不安定にします。また、ガイドレールがきつすぎたり不均一に調整されていると均一な下降動作が妨げられ、ワークへの成形力が左右非対称になります。.
クラウニング関連の欠陥を防ぐには、技術的な精度と一貫したメンテナンスが必要です。手動クラウニングシステムでは、ベッド中央をわずかに持ち上げるためにテーパ状のシムを使用します。一方、CNC制御クラウニングは、トン数、部品長、材料特性に基づき自動調整します。どの方法を用いる場合でも、キャリブレーションは不可欠です。週単位の工具潤滑、定期的なガイドレール点検、適時の油圧オイル交換、定期的なダイの整列確認などは、機械の寿命全体にわたり精度を保ちます。大工が正確な直角切断に完璧な水平な台を頼るように、プレスブレーキは端から端まで均一な曲げを行うために幾何学的に真っ直ぐなベッドを必要とします。.
曲げ加工中に亀裂が発生する場合、それは半径と板厚の比率が無視されていることを示している場合が多いです。内側曲げ半径が板厚に対して小さすぎると、外側表面の引張ひずみが材料の伸び限界を超え、破断が発生します。.
許容される最小曲げ半径は材料ごとに異なります。軟鋼は板厚と同じ内側半径に耐えられることが多いですが、高炭素鋼では亀裂防止のため板厚の2~3倍の半径が必要になります。アルミ6061-T6では結晶方向に沿って曲げる場合、板厚の4倍までの内側半径が必要になることがあり、このガイドラインを無視すると白い表面亀裂や完全破断が発生しやすくなります。薄板はより小さな半径を許容しますが、硬度、調質、結晶方向といった要素が安全な曲げ限界に影響します。.
プレスブレーキのオペレーターは、適切なノーズ半径のパンチを選択する、Vダイ開口部を広げて成形応力を下げる、または特定の金属を曲げる前に焼きなましして熱処理を行うことで、亀裂のリスクを減らせます。曲げ半径と板厚比が材料の物理限界に近づくほど、危険は急激に高まり、半径をわずかに減らすだけで破損確率が倍増します。これらの限界を認識し、尊重することは不可欠です。特に航空宇宙、医療、荷重を支える構造物など、製品の完全性が譲れない分野では重要です。.
同じ注意は表面仕上げ品質にも当てはまります。構造的に健全な曲げであっても、過度なひずみがコーティングを傷つけたり、表面のクレージングを生じさせる可能性があります。半径と板厚のバランスを正しく取ることで、性能と美観の両方を守ることができます。.
完璧な曲げを実現するには、単純な計算以上のことが必要です。成功は、材料特性、工具の状態、機械のキャリブレーションの相互作用に依存します。熟練というのは、スプリングバックが解放後に角度をどう変えるか、結晶方向が延性にどう影響するか、正確なクラウニングが部品全体の角度をどう一定に保つか、そして半径と板厚比が破損をどう防ぐかを理解することです。プレスブレーキの作業において、これらは単なる周辺事項ではなく、精密さを決定する重要な制御要素です。.
プレスブレーキの購入は、単なる買い物ではなく、全規模プロジェクトの開始と捉えましょう。単純な価格見積もりでは、それを効果的に稼働させるために必要な包括的なエコシステムを無視しています。予算の内訳は、ブレーキ本体が約55〜65%、工具が15〜25%、設置が5〜8%、トレーニングが3〜5%、運転資金の予備が7〜10%程度が一般的です。その「80,000ドル」の機械は、製品を一つも作る前に、簡単に120,000ドルの投資に膨らむことがあります。.
工具は事実上、もう一台の隠れた機械です。標準パンチやダイで作業の約80%は対応できますが、実際の生産では必ず例外が絶え間なく発生します—ヘミングダイ、グースネックパンチ、狭いVダイ、特注の半径などです。珍しい金具や特殊な作業ごとに独自の工具が必要となり、時間が経つにつれて、この工具購入費がブレーキ本体の元の価格に匹敵するほどになることもあります。.
能力を過小指定するのは高くつくミスです。ある工場は、低トン数のプレスブレーキを選んで初期費用を30,000ドル節約しましたが、厚物材料の追加段取り、手直し、外注によって年間50,000ドルを失いました。見かけの「お得」が、わずか一年で負の投資回収に転落したのです。実際には、安価なブレーキが高価な負債となりました。.
時間が経つにつれ、エネルギーと保守費用の重みで貸借対照表は変化します。オール電動ブレーキは、油圧システムと比較してピーク負荷時の消費電力を約67%削減し、エネルギーの生涯コストの割合を61%から28%へと減らします。さらに保守要件も大幅に減少します—ポンプ、バルブ、漏れ、油の劣化がなくなり、年間推定12,600ドルが節約されます。多くの現場では、オール電動機が約25%高い購入価格もわずか2.3年で元を取る結果になります。.
格安ブランドの隠れたコストに注意しましょう。低価格の輸入品はスペック上は同じに見えても、信頼できるローカルサービスがないため、通常の故障でも数日間の稼働停止につながることがあります。この遅延は生産スケジュールを狂わせ、再販価値を損ない、初期の節約分をすぐに帳消しにします。この業界では迅速なサービス対応が真の資産ですが、営業担当者はその価値を数値化してくれることはほとんどありません。.
手動ブレーキは初期費用で勝ります。薄板材、短い生産ラン、作業者のペースに合わせた仕事に向いています。しかし曲げ角度は測定精度ではなく、完全に人の判断に依存し、品質は熟練作業者の視覚と経験にかかっています。その人が不在になると、廃材率が増え、スケジュールが遅れます。つまり、手動ブレーキは金属を成形するだけでなく、作業全体を一人に依存する形に作り変えてしまうのです。.
従来型油圧ブレーキは重板用の多用途トン数を、中価格帯で、成熟したサービスネットワークによって提供し、実績ある信頼性を築いてきました。頑丈で、証明済み、頼れる存在です。しかし隠れたコストが存在します。それは常時の電力消費です。油圧ポンプはアイドル状態でも常に稼働し続け、オール電動モデルと比べライフサイクル費用に占めるエネルギー割合を倍増させます。この継続的な消費は、購入注文書には現れず、静かに光熱費へと忍び込みます。.
CNC搭載ブレーキは作業を一変させます。バックゲージ、クラウニング、曲げ順序、スプリングバック調整をプログラム制御でき、安定した結果をもたらします。作業ごとの「レシピ」がセットアップ時間を短縮し、特定作業者の技術への依存を解消します。適切なトレーニングへ投資すれば、習熟の曲線を数か月から数日へと縮められます。トレーニングなしでは、CNCはただの複雑な制御盤となり、作業者は結局手動の試行錯誤に戻ってしまいます。.
リースは戦略的選択肢として捉えるべきで、単なる保険策ではありません。変化の速い市場にある工場には、数年後にブレーキが旧式や能力不足になることを防ぐ保険として機能します。契約期間に合わせた支払スケジュールにより、健全なキャッシュフローを維持できます。頻繁なアップグレードにより、エネルギー消費や保守費用の大きな変動を回避できます。.
購入は完全な制御をもたらします—使用制限なし、返却条件なし、更新時の不確実性なし。生産需要が安定しており、保守チームが有能で、機械の能力を数年にわたりフル活用できる場合には、購入が正しい選択です。作業専用の工具やプログラムが組み込まれた生産ラインに設置された設備では、機械入れ替えによる作業中断が、リースによる節約分を容易に上回ることがあります。.
最も効果的なアプローチは両戦略の組み合わせであることが多いです:契約期間が読みにくい新規プロジェクトには高性能CNCブレーキをリースし、長期的で根幹となる作業には多用途油圧ブレーキを購入する。この組み合わせにより、曲げ能力を多様なポートフォリオに変え、高い不確実性には柔軟に、安定した運営にはしっかりと対応できます。.
プレスブレーキは単なる金属とソフトウェアではなく、利益を増幅させることも、着実に削っていくこともありうる生産エコシステムへの投資です。マーケティングの光沢を取り除けば、最良の選択はライフサイクルコスト、作業者の自律性、作業負荷変動が交差する場所にあります。営業担当は機械を売っているかもしれませんが、実際は曲げ作業全体の将来の速度と信頼性を決めているのです。最終的に、あなたが生産するすべての部品はこの決定を反映します—だから持続的に運用できるブレーキを選びましょう、購入できるだけのものではなく。.


















