

عندما يقوم مكبس الثني بثني الصفائح المعدنية، فإن اللكمة لا تقوم ببساطة “بفرض الشكل”، بل تدير إعادة توزيع متوازنة بعناية للإجهاد عبر المادة. القالب على شكل V أسفلها يحدد نمط الإجهاد هذا. مع نزول اللكمة، ينضغط الجانب الداخلي للثني بينما يتمدد الجانب الخارجي — يفصل بينهما محور محايد حيث ينخفض الإجهاد إلى ما يقارب الصفر. هذه الهندسة مهمة للغاية: كلما كان نصف قطر الداخل أكثر ضيقاً، زادت الإجهادات الموضعية وزادت كمية القوة المطلوبة (الطنية). بمجرد أن يفهم المشغلون كيف يرتبط عرض فتحة القالب مباشرة بقوة الثني، يصبح من الواضح لماذا قد يؤدي اختيار القالب غير المناسب إلى نتائج غير متسقة — أو يمنع الثني الصحيح تماماً.
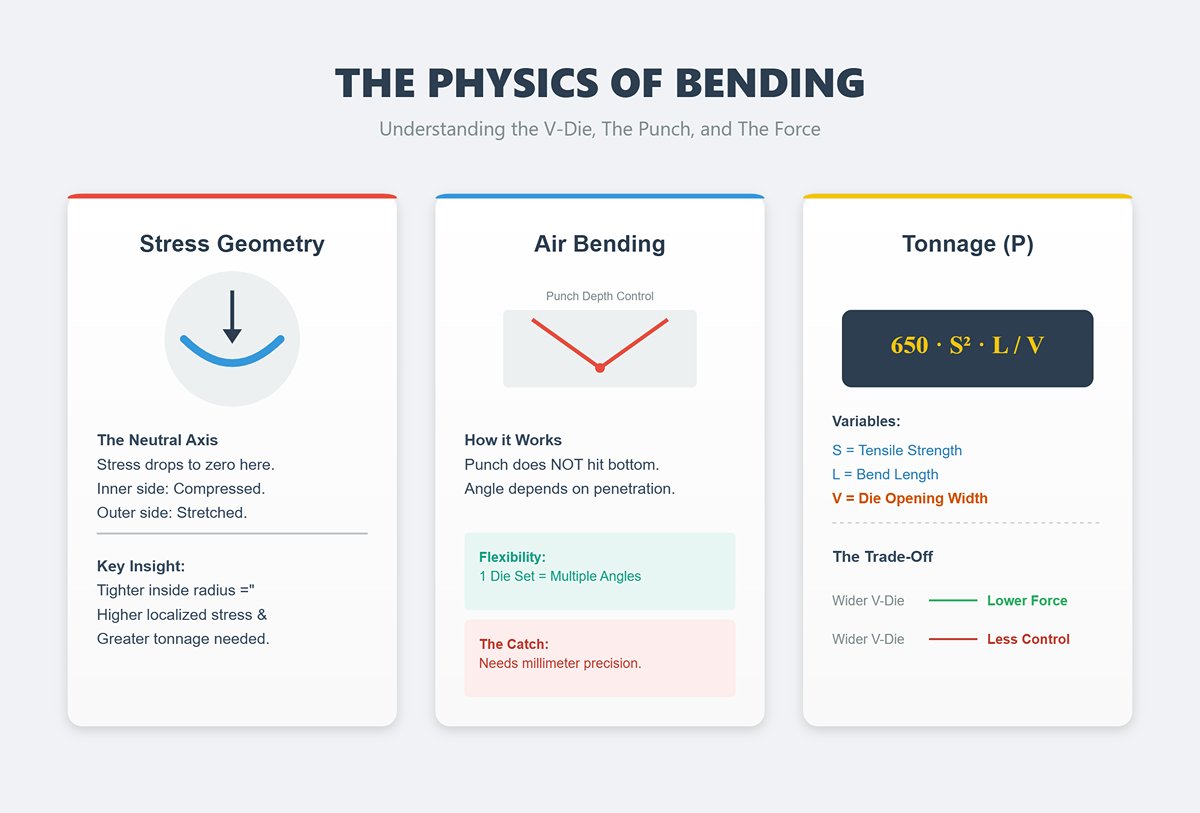
في الثني الهوائي — التقنية الأكثر استخداماً — تتوقف اللكمة قبل ملامسة قاع القالب. زاوية الثني الناتجة لا تحددها القالب بحد ذاته بل عمق تغلغل اللكمة. يمنح هذا الأسلوب مرونة: مجموعة واحدة من اللكمة والقالب يمكنها إنتاج زوايا متعددة بمجرد تعديل العمق. التحدي هو الدقة — تغييرات في حركة اللكمة بحجم مليمتر واحد يمكن أن تغير الزاوية النهائية بشكل ملحوظ.
قوة الثني المطلوبة ليست لغزاً. فهي تتبع العلاقات البنيوية بين سماكة المادة (T)، طول الثني (L)، وقوة الشد (S)، والتي معاً تحدد الطنية المطلوبة (F). بالنسبة للفولاذ المعتدل، يوجد تقريب شائع الاستخدام: P = 650 × S² × L / V، حيث V هو عرض فتحة القالب. زيادة V تقلل الطنية اللازمة لكنها أيضاً تقلل التحكم — وهو ما قد يستهين به المبتدئون.
يجمع الثني بين سلوكين متزامنين: التشوه المرن والبلاستيكي. التشوه المرن مؤقت — يعود المعدن إلى وضعه الأصلي بمجرد إزالة الضغط. التشوه البلاستيكي دائم — وهو الذي يحدد الشكل النهائي. في عمليات مكبس الثني، يتداخل الاثنان، ويشرح هذا التعافي المرن المتبقي لماذا لا تطابق الزاوية النهائية شكل اللكمة تماماً بعد التحرير.
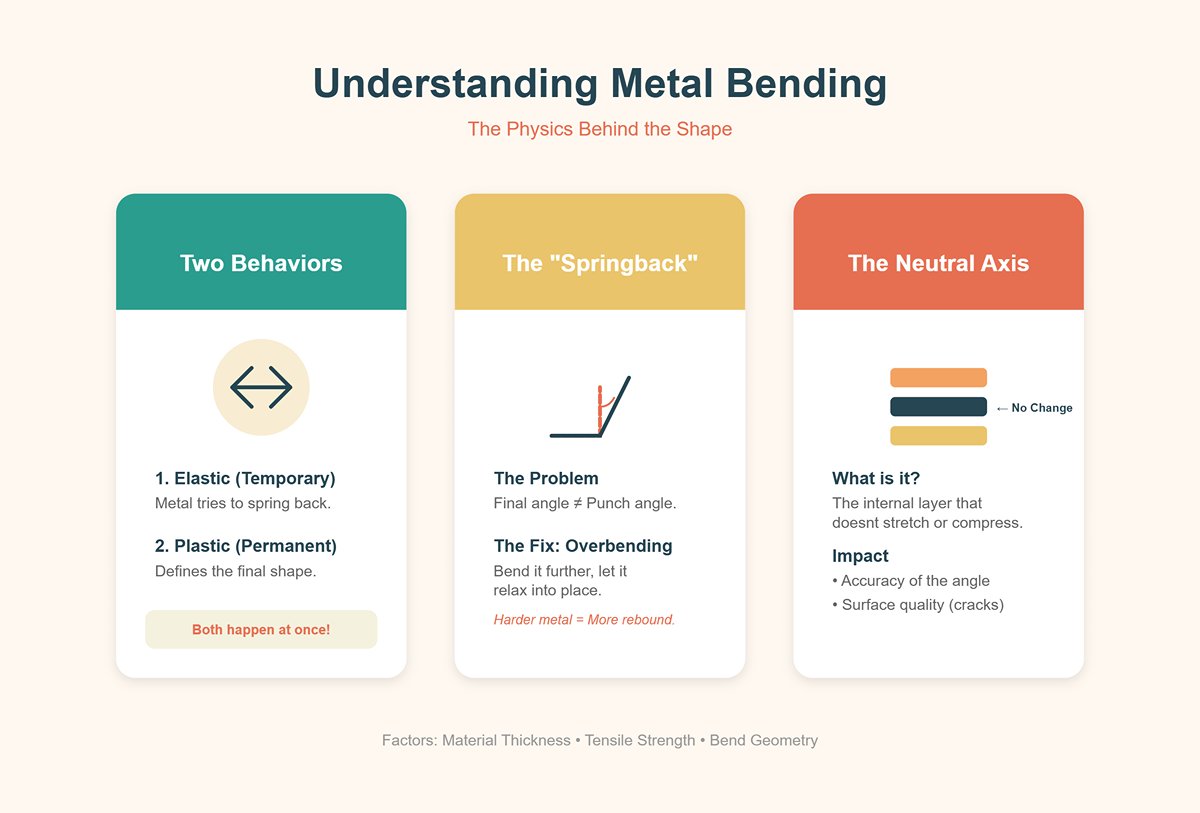
يمكن التنبؤ بالارتداد المرن والتحكم فيه. المواد ذات قوة الشد الأعلى ترتد أكثر من المعادن الأكثر ليونة. الحل القياسي هو الثني الزائد المحكوم — الضغط على القطعة قليلاً أكثر من الزاوية المطلوبة حتى تسترخي وتعود إلى المواصفات. يقوم المشغلون المتمرسون بضبط سماح الثني الزائد لكل إعداد، مع مراعاة السماكة، قوة المادة، وحتى التغيرات بين دفعات الإنتاج.
المحور المحايد — طبقة خفية داخل الثني تبقى دون تغيير في الطول — هو العنصر المحوري في ميكانيكا الثني. يتحرك موقعه بناءً على خصائص المادة وتفاصيل هندسة الثني، مما يملي التوازن بين التمدد والانضغاط. هذه التغيرات تؤثر ليس فقط على دقة الزاوية النهائية، بل أيضاً على جودة سطح القطعة، حيث يمكن للإجهاد الزائد أن يتسبب بعيوب مرئية أو حتى تشقق على الوجه الخارجي.
يركز مكبس الثني الإجهاد على نقطة خطية محلية بين اللكمة والقالب. أما الدرفلة، فعلى النقيض، تشكل المعدن تدريجياً أثناء مروره عبر قوالب دوّارة، مما يوزع التشوه بشكل أكثر تساوياً وينتج منحنيات ناعمة بدلاً من الزوايا الحادة. الطي يثبت القطعة على طول خط محدد ويستخدم شعاع تثبيت يدور لعمل الثني، وهي عملية تقلل الارتداد المرن ولكن تحد من مدى الزوايا وتعقيدها.
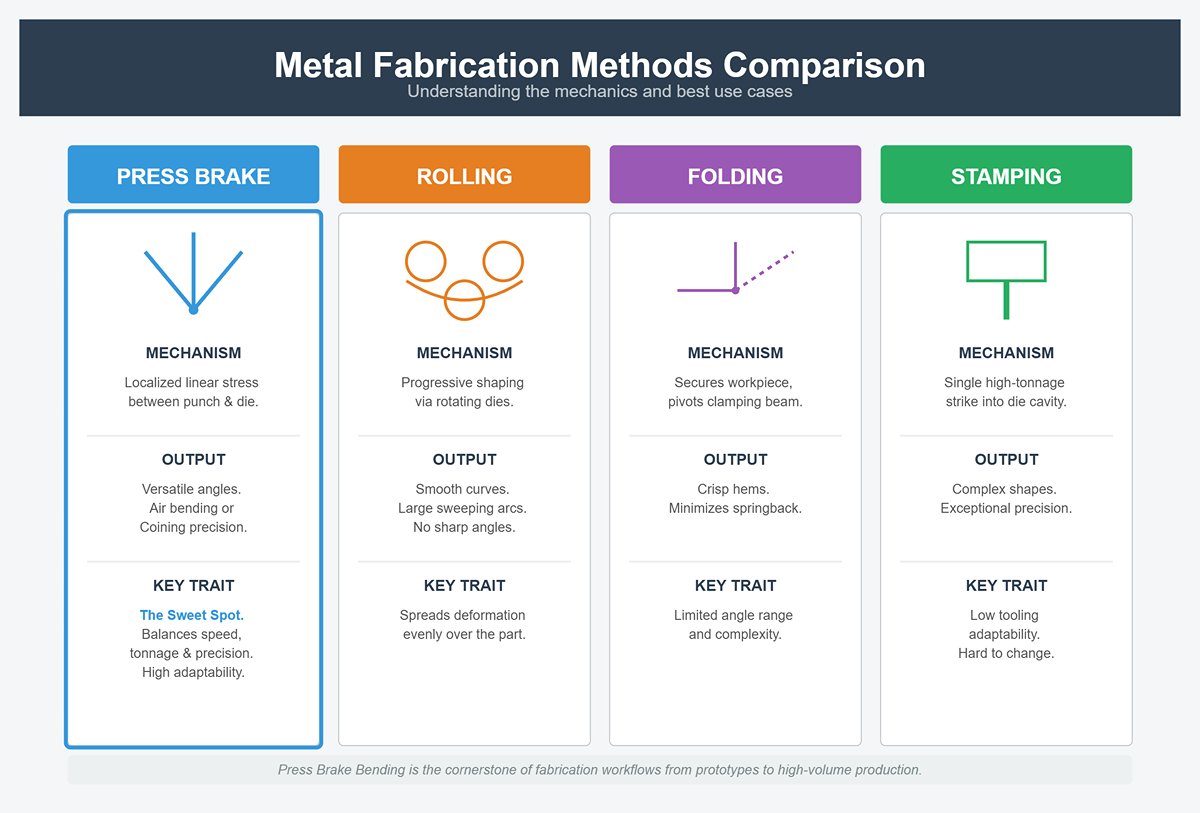
أما الختم فيعمل وفق نمط إجهاد مختلف تماماً — حيث يفرض شكل القطعة بالكامل في تجويف القالب بضربة واحدة عالية الطنية. يحقق ذلك دقة استثنائية، لكن على حساب مرونة الأدوات. وبالمقارنة، يمكن لمكبس الثني ضبط زوايا الثني أثناء الثني الهوائي دون تغيير الأدوات، أو تحقيق دقة عالية من خلال الثني السفلي أو صك القالب عبر ضبط القوة وعمق التغلوغ.
بينما تعد الدرفلة مثالية للأقواس الكبيرة المت sweeping والطي مناسباً للسماكات الحادة، يوفر مكبس الثني نقطة التوازن بين الدقة والمرونة. قدرته على موازنة السرعة والطنة والدقة تجعله حجر زاوية في عمليات التصنيع، من النماذج الأولية حتى الإنتاج الكبير.
ثلاث تقنيات أساسية للثني تحدد بيئة التشغيل:
الانحناء بالهواء تتطلب أقل طنية وتسمح باستخدام مجموعة واحدة من الأدوات لتحقيق زوايا متعددة. وبينما توفر مرونة من خلال عمق تغلغل محكوم، فإن تناسق الزوايا يمكن أن يتفاوت بسبب تغييرات الارتداد المرن، مما يبقي الدقة عند مستوى متوسط.
الثني السفلي يستخدم طنية أكبر وتلامساً سطحياً أكثر مع القالب، حيث يدمج القطعة أعمق. هذا الأسلوب يضحي ببعض المرونة لصالح تحسين الدقة وتناسق الارتداد المرن، مما يجعله مناسباً للعمل الدقيق ذات المواصفات الضيقة.
السك (Coining) يطبق أعلى قوة، حيث يضغط المعدن بالكامل في القالب ليطبع زاوية الثني في المادة. هذا يقلل الارتداد المرن إلى حد شبه معدوم ويقدم دقة فائقة، لكنه يحد من المرونة ويسرّع من تآكل الأدوات.
| الطريقة | متطلبات القوة (الطنّاج) | مستوى الدقة | تآكل الأدوات | المرونة التشغيلية |
|---|---|---|---|---|
| الانحناء بالهواء | منخفض | متوسط | منخفض | مرتفع |
| الانحناء القاعدي | متوسط | مرتفع | متوسط | متوسط |
| السك (Coining) | مرتفع | استثنائي | مرتفع | منخفض |
يؤدي إدراك هذه العوامل إلى تحويل عملية الثني من مجرد عملية ميكانيكية روتينية إلى عملية استراتيجية لاتخاذ القرار. فالمشغل لا يقوم فقط بتشكيل المعدن — بل يوازن بين القوة، وهندسة الأدوات، و“الذاكرة” الكامنة في المادة لتحقيق ذلك التقاطع الدقيق بين التصميم النظري والإنتاج الموثوق والمتكرر.
على الرغم من أن الثني بالهواء لم يكتسب رواجًا إلا في سبعينيات القرن الماضي، فقد أصبح منذ ذلك الحين الطريقة المفضلة في مكابح الضغط في العديد من بيئات التصنيع. في هذه العملية، يدفع طرف اللكمة الصفيحة المعدنية داخل قالب الـ V لكنه يتوقف قبل التماس الكامل مع جدران القالب. ونتيجة لذلك، يلتقي كلّ من طرف اللكمة وحواف القالب فقط بالمادة، ويُحدد زاوية الثني عمق الاختراق بدلاً من هندسة القالب. هذا التلامس المحدود يقلل القوة المطلوبة — وغالبًا إلى أقل من نصف تلك اللازمة في الثني السفلي — ويسمح باستخدام قالب V بزاوية 85° لإنتاج زوايا مختلفة بمجرد ضبط عمق شوط اللكمة.
تفسر تلك المرونة هيمنة الثني بالهواء من حيث الكفاءة في التكلفة وسرعة التبديل بين المهام. فمع قلة القوالب المطلوبة، تبقى نفقات الأدوات منخفضة، ويمكن للمشغلين تعديل زوايا الثني دون استبدال المكونات. ومع ذلك، تتضرر الدقة؛ لأن الثني بالهواء يجعل الزوايا النهائية خاضعة لعوامل خارجة عن السيطرة الكاملة مثل اختلاف سماكة الصفائح، وقوة المواد، وليونتها، ومدى ارتداد المعدن بعد التحرير. حتى مع اختيار زوايا اللكمة والقالب بعناية، يمكن أن تظهر نتائج غير متناسقة عند العمل مع سبائك مختلفة أو دفعات من موردين متنوعين. في المهام التي تتطلب تفاوتات دقيقة، تتحول هذه اللايقينية إلى عيب بدلاً من ميزة.
فحص سريع: إذا كانت كل عملية تشغيل تتطلب تحققًا متكررًا من الزوايا أو تعديلات مستمرة للتعويض عن الارتداد، فقد تكون وفورات الثني بالهواء المزعومة تكلفك وقتًا ضائعًا ودقةً أقل.
في عملية الثني السفلي، تُضغط الصفيحة المعدنية داخل قالب الـ V حتى تلامس جدران القالب الجانبية تماسًا كاملاً. ولتحقيق الدقة، يجب أن تتطابق زوايا اللكمة والقالب مع زاوية الثني المطلوبة تمامًا، كما يجب أن تتناسب الأدوات مع سماكة المادة المحددة. وبمجرد أن تستقر الصفيحة بالكامل، يطبق مكبح الضغط قوة كافية فقط لدفع المعدن قليلًا إلى ما بعد نقطة الخضوع، مما يثبت الزاوية مع ارتداد مرن طفيف جدًا.
الميزة هنا هي الدقة. لأن زاوية الثني تُحدد بواسطة الهندسة الثابتة للكمة والقالب بدلاً من الاعتماد فقط على عمق الاختراق، يتم التحكم في الارتداد بفاعلية دون الحاجة إلى إعادة ضبط مستمرة. وهذا يجعل الثني السفلي مثاليًا لعمليات الإنتاج التي تعتبر الدقة المتكررة فيها أمرًا أساسيًا، مثل التجميعات التي تتطلب تطابقًا تامًا. أما العيب فهو انخفاض المرونة: فأي تغيير في الزاوية أو سماكة المادة يتطلب أدوات مختلفة، مما يبطئ الإنتاج ويزيد التكاليف. بالنسبة للورشات التي تنتج قطعًا مخصصة أو تُدخل تغييرات تصميم متكررة، قد تفوق تلك الصرامة مزايا الدقة التي تقدمها.
في الاستخدام اليومي، يوفر الثني السفلي حلًا وسطًا — فهو أكثر دقة من الثني بالهواء، ويستهلك طاقة أقل بكثير من عملية السك، لكنه يظل مقيدًا بالحاجة إلى أدوات تتوافق مع نطاق منتجاتك المحدد.
تأخذ عملية السك الثني إلى مستوى آخر عبر تطبيق ضغط مضبوط على المادة. تدفع اللكمة الصفيحة المعدنية إلى داخل القالب بعمق يتراوح بين 10–15% أكثر من عمق ملف الثني النهائي المطلوب، مما يطبع شكل رأس اللكمة في قطعة العمل. هذا الاختراق العميق يتطلب قوة تعادل ثلاثة إلى خمسة أضعاف القوة المستخدمة في الثني بالهواء — فإذا احتاجت المهمة إلى 50 طنًا للثني بالهواء، فانتظر أن تحتاج إلى 150–250 طنًا لعملية السك للمادة نفسها.
العائد النهائي هو القضاء التام على الارتداد. بعد عملية التشكيل، يبقى زاوية الانحناء دقيقة، بغض النظر عن صلابة المعدن أو اختلافات السماكة، لأن المادة قد أعيد تشكيلها بشكل بلاستيكي لتطابق هندسة الأدوات. وهذا يجعل التشكيل بالغ الأهمية للأجزاء عالية الدقة والحيوية—مثل حوامل الطائرات، والهياكل المعقدة، أو مكونات العزل—حيث يمكن أن تؤدي أي انحراف طفيف في الزاوية إلى تقويض الأداء أو الملاءمة.
المقابل هو زيادة التآكل والإجهاد الميكانيكي. الطاقات العالية المستمرة تقلل من العمر التشغيلي لكل من مكبس الانحناء والأدوات المستخدمة. يتطلب التشكيل ليس فقط استثماراً في القدرة الإنتاجية، بل أيضاً في الصيانة الدقيقة، وفولاذ الأدوات عالي الجودة، والتخطيط لرعاية المعدات على المدى الطويل. وهو الأقل تسامحاً مع أخطاء الإعداد—أي خطأ تحت أحمال التشكيل يمكن أن يسبب ضرراً فورياً لكل من الماكينة وقطعة العمل.
طريقة فعالة لزيادة دقة الانحناء دون إجراء استثمار كبير في الأدوات هي تكييف إعداد الانحناء الهوائي لتقليد الانحناء السفلي عند الحاجة إلى حدود تحمل أكثر إحكاماً. إذا كان زاوية انحناء معينة تعاني باستمرار من الارتداد، اختر مجموعة لكمة وقالب تطابق زاوية الهدف وسماكة المادة بدقة. ثم، ضيق فتحة الـ V بشكل متناسب لزيادة الدقة. على سبيل المثال، إذا كنت عادةً تستخدم فتحة V تساوي ثمانية أضعاف سماكة المادة في الانحناء الهوائي، قللها إلى ستة أضعاف وعمق الضربة حتى تستقر المادة بإحكام على كلا كتفي القالب.
هكذا يبدو التنفيذ الناجح: أول قطعة اختبار تحقق زاوية الهدف دون أي تعديل لاحق، وتكرر القطع التالية نفس النتيجة باستمرار. تكشف القياسات عن ارتداد بسيط، مع تجارب أقل ومحاولات أقل، وتوحيد أكبر عبر المجموعة. هذا التعديل المبسط يسمح لك برؤية ما إذا كانت موثوقية الانحناء السفلي تفوق عبء إعداد الأدوات—قبل أن تلتزم بتغيير العملية بأكملها.
يبدأ الانحناء الدقيق قبل أن يلتقي المعدن بالمكبس—من خلال الحسابات الدقيقة. قطعة تبدو مثالية على نموذج CAD يمكن أن تخرج من المكبس أقصر أو أطول بمقدار مليمتر إذا كانت حسابات النمط المسطح أو اختيار الأدوات غير صحيحة. تعتمد النتائج المتوقعة والمتكررة على الاستخدام المنضبط للصيغ والعوامل المثبتة. هذه ليست نظريات مدرسية—بل هي ضمانات ضد انقسام الحواف المنحنية، وتلف الأدوات، وخروج القطع النهائية عن المواصفات.
كل انحناء يستهلك قدراً محدداً من المادة أثناء التفافها حول القالب. هذا الجزء—المعروف باسم مقدار الانحناء—يأتي من الهندسة المباشرة وطريقة تدفق المعدن أثناء الانحناء. العنصر الأساسي في حسابه هو عامل K, ، الذي يحدد موقع انتقال محور التعادل في الصفيحة أثناء تشكيل الانحناء.
غالباً ما تستخدم الإرشادات القياسية عامل K حوالي 0.33 للفولاذ الطري، مما يضع محور التعادل تقريباً على ثلث السماكة من السطح الداخلي. يعرف المشغلون ذوو الخبرة أن حتى الانحرافات الطفيفة عن هذه القيمة يمكن أن تخلق نتائج ملحوظة. عملياً، قد يتراوح عامل K بين 0.30 إلى 0.45، متأثراً بعوامل مثل عرض القالب، نصف قطر الانحناء الداخلي، وما إذا كان الانحناء يتم في الهواء أو من خلال التشكيل الكامل. إذا كان الرقم خاطئاً، ستتراكم الأخطاء البُعدية بسرعة—فمجرد انحراف بمقدار 0.3 مم لكل انحناء يمكن أن يؤدي إلى انحراف كامل بمقدار مليمتر في حامل بثلاث أضلاع.
أسرع طريقة لتحديد القيمة الصحيحة هي استخدام قطعة اختبار بثلاث انحناءات. قطع قطعة مسطحة للاختبار، وبرمجها باستخدام عامل K المفترض، وقم بثلاثة انحناءات بطول ثابت، ثم قس الأبعاد الخارجية النهائية. اعكس الحساب لتحديد عامل K الفعلي الذي أنتج هذه القياسات. بمجرد تسجيل هذا الرقم، يصبح مدخلاً موثوقاً كلما عملت مع نفس المادة ومجموعة الأدوات. الورش التي تستثمر بضع دقائق في هذا المعايرة تقلل باستمرار من تعديلات القطعة الأولى وتخفض معدلات الفاقد.
حتى القطع ذات السماكة المتطابقة يمكن أن تنتج نتائج مختلفة بشكل ملحوظ عند انحنائها باستخدام قوالب مختلفة. على سبيل المثال، الفولاذ الطري بسماكة 3 مم عند انحنائه في قالب V بعرض 24 مم مقابل قالب V بعرض 32 مم سيظهر اختلافات لأن الفتحة الأكبر تدفع محور التعادل للخارج، مما يجعل القطعة النهائية أقصر. الانحناء الهوائي يزيد من هذا التأثير، حيث أن نصف القطر الداخلي يرتبط بحجم القالب—عادة بنسبة 0.16–0.20 × فتحة الـ V للفولاذ—مما يغير مقدار الانحناء أيضاً. أما التشكيل، من ناحية أخرى، فيضغط الألياف الداخلية عبر السماكة الكاملة حتى تYield، مما يثبت نصف قطر داخلي قريب من سماكة المادة ويكرر بدقة عالية. هذا المستوى من الاتساق هو سبب بقاء التشكيل الخيار الأمثل عندما تكون الحدود شديدة الضيق.
من دون معرفة عامل K الحقيقي لأدواتك، فأنت لا تتحكم فعلياً في أبعادك—بل تترك أطوال النمط المسطح للصدفة.
حجم فتحة قالب V يحدد بشكل مباشر نصف قطر الانحناء، الطاقات المطلوبة، وإنهاء الحواف—all في قرار واحد. عادة ما توصي جداول الطاقات القياسية بـ V = 8 × T (حيث T هو سُمك المادة) لصلب خفيف في عملية الثني بالهواء. هذه النسبة تعطي نصف قطر داخلي يبلغ حوالي 1.5–2 × T، وتوفر تحكمًا جيدًا في الزاوية، وتحافظ على الحمل ضمن مستوى يمكن التحكم به. ومع ذلك، فإن اتباعها دون تساؤل أمر محفوف بالمخاطر؛ عاجلاً أم آجلاً يمكن أن يؤدي هذا الافتراض إلى تلف.
تتطلب الظروف الواقعية دائمًا بعض التعديلات الدقيقة. بالنسبة للصفائح الرقيقة أو المعادن غير الحديدية اللينة مثل الألمنيوم والنحاس، يمكنك غالبًا تقليل النسبة إلى حوالي 6 × T, نظرًا لأن هذه المواد تقدم مقاومة أقل وتتميز بارتداد نابضي بسيط. ومن ناحية أخرى، تتطلب الفولاذات المقاومة للصدأ والصفائح عالية القوة أو المقاومة للتآكل فتحة أوسع—عادةً 10–12 × T—لإبقاء الحمولة ضمن نطاق يمكن التحكم به وتقليل احتمال التشقق. المفاضلة الأساسية لا تتغير أبدًا: قوالب V الأصغر تزيد التحكم دقةً لكنها تتسبب في ارتفاع كبير في القوة المطلوبة. على سبيل المثال، ثني لوح فولاذي خفيف بسماكة 5 ملم وطول 3 متر قد يحتاج نحو 108 طن باستخدام قالب بفتحة 45 ملم (≈9 × T)، في حين يتجاوز الحمل 180 طن عند استخدام قالب ضيق بفتحة 25 ملم. العديد من حالات فشل الأدوات التي تبدو غير مفهومة تعود في الأصل إلى تجاهل هذه العلاقة.
هناك أوقات لا تنطبق فيها قاعدة 8× على الإطلاق. إذا كانت أطوال الحواف أقل من فتحة القالب، فقد يسقط الجزء في التجويف، مما يسحق الزوايا أو يسبب التواء الحافة. في هذه الحالة، يكون القالب الأصغر أو القالب المخصص هو الحل الوحيد. وعلى العكس، عندما ينص الرسم على نصف قطر داخلي يساوي سُمك المادة، فلن يحقق أي قالب 8× ذلك. إجبار الثني سيؤدي فقط إلى تحميل زائد على الأدوات. الحل هو تقليل فتحة القالب مع حساب الحمولة بدقة—أو التحول إلى الثني السفلي أو الضغط الكامل، حيث تحدد الهندسة، وليس القوة البحتة، الزاوية النهائية.
إتقان اختيار القالب لا يتعلق بحفظ النسب، بل بفهم اللحظة التي تتوقف فيها هذه النسب عن ضمان سلامة العملية.
نادرًا ما تتعطل مكابح الضغط بسبب التآكل—بل تتعطل بسبب الافتراضات الخاطئة. فالمشغلون الذين يتبعون أسلوب “ثنية إضافية واحدة” دون التحقق من حسابات الحمولة يعرضون أنفسهم لخطر تكسير القوالب أو انثناء قاعدة الماكينة. يمكن العثور على حمولة الثني بالهواء في جداول الشركات المصنعة أو تقديرها باستخدام هذه الصيغة الصناعية القياسية:
T (طن/م) = (1.42 × قوة الشد × T²) / V
حيث T تمثل سُمك المادة (ملم) و هي طول الثني بالأمتار، و فتحة القالب (ملم). حتى تقدير سريع مفيد—إذ تزداد الحمولة بشكل يتناسب مع مربع السُمك، مما يعني أن مضاعفة سُمك الصفيحة يزيد القوة المطلوبة أربع مرات. ولهذا السبب قد ينتج عن عمل عرضي على فولاذ مقاوم للصدأ بسماكة 6 ملم أحمال يمكنها بسهولة سحق أدوات مصممة لصفائح فولاذ خفيف بسماكة 3 ملم.
تحقق دائمًا من تصنيف الماكينة لكل وحدة طول، وليس بإجمالي الحمولة. مكبح ضغط بقوة 135 طن على طول 3 متر يوفر فقط نحو 45 طن لكل متر قبل التعديلات. تركيز هذه القوة نفسها في إعداد قصير وبقالب ضيق يسبب زيادات محلية في الضغط تتجاوز السعة المقررة—وهي الوصفة المثالية لحدوث شقوق. ارجع إلى بيانات توزيع ضغط الحمل من موردي الأدوات، وليس فقط إلى لوحة بيانات المكبس، في كل مرة تُعد فيها تشغيل العمل.
يتعامل المشغلون المتمرسون مع الحمولة بنفس الطريقة التي يتعامل بها الميكانيكي مع عزم شد البرغي—شيء يجب التحقق منه بعناية قبل تطبيق المزيد من القوة. العملية مدروسة: اختر القالب المناسب، احسب القوة المطلوبة بدقة، تأكد من أنها ضمن سعة كل من الأداة والمكبس، ثم تابع الثني الأول فقط بعد ذلك. هذا النهج المنهجي يحمي ليس فقط أدواتك، بل أيضًا جدولك الإنتاجي.
قد لا يبدو تحليل الأرقام أمرًا مشوقًا، لكنه العمود الفقري للنتائج المتسقة. في عمل مكابح الثني، الهندسة هي التي تحدد النجاح أكثر من القوة البحتة. عندما تفهم عامل K الخاص بك، ونطاق قالب V الفعّال، وحدود حمولة الماكينة، تصبح الأخطاء خيارًا مدروسًا بدلاً من مفاجأة غير مرحب بها.
الارتداد الربيعي هو الارتداد الحتمي للمادة بعد الانحناء، والذي يحدث نتيجة تحرير الطاقة المرنة المخزنة بمجرد سحب القالب. يمكن للمشغلين تقليل تأثيراته، لكن باستخدام تقنيات الانحناء الهوائي القياسية لا يمكنهم إزالته بالكامل. الطريقة الوحيدة الحقيقية لإزالة الارتداد الربيعي — وهي عملية الصك — تتطلب قوى أكبر حتى ستة أضعاف الانحناء الهوائي. بالنسبة لصفائح الفولاذ المعتدل بسماكة 2–3 مم، يكون ذلك في حدود 100 طن لكل متر، مما يسرّع من تآكل الماكينة ويزيد من استهلاك الطاقة.
إحدى أكثر الطرق وضوحًا لتقليل الارتداد الربيعي هي تضييق فتحة قاعدة الـ V بالنسبة لسماكة الصفائح. الانخفاض من نسبة القاعدة إلى السماكة من 12:1 إلى 8:1 يمكن أن يقلل الارتداد الربيعي بما يصل إلى 40%، حيث تُدفع المادة أعمق في التشوه الدائم. وبالمثل، فإن الضغط السفلي — أي الضغط على القالب حتى يتطابق العمل تمامًا مع القاعدة — يكبح الارتداد الربيعي أكثر من خلال ترك طاقة مرنة ضئيلة لدفع المادة للخلف.
التكنولوجيا الحديثة تجعل التعويض الدقيق أمرًا ممكنًا. أنظمة تصحيح الارتداد الربيعي أثناء العملية (IPSCS) تقيس التغيّر الزاوي أثناء الانحناء وتضبط قوة الكباس في الوقت الفعلي. التحليل بالعناصر المحدودة (FEA) لعملية الانحناء يمكن أن يتنبأ بالارتداد الربيعي في حدود ±1°، مما يمكّن المشغلين من اختيار الأدوات المناسبة — مثل اختيار قالب بزاوية 83° عند توقع ارتداد حوالي 7° — لضمان وصول الزاوية النهائية إلى الموقع المطلوب بالضبط.
التفاوتات في خصائص المواد يمكن أن تضخم مشاكل الانحناء. حتى الصفائح التي تحمل نفس المواصفة قد تختلف في قوة الخضوع أو سماكة التحمل، مما يؤدي إلى ارتداد ربيعي غير متوقع من دفعة إلى أخرى. إدخال بيانات دقيقة خاصة بالدفعة في وحدة التحكم CNC، إلى جانب إجراء انحناءات تجريبية سريعة عند إدخال مخزون جديد، يساعد على الحفاظ على إعدادات التعويض بشكل ثابت. مثلما يطلق القوس السهم بشكل مختلف إذا تغير توتر وتره، فإن مكبس الانحناء يتفاعل مع التغيّرات الدقيقة في خصائص الفولاذ أو الألمنيوم — والمشغلون الذين لا يأخذون هذه التغيّرات في الاعتبار غالبًا ما يجدون أنفسهم يطاردون الزاوية الصحيحة باستمرار.
كل صفيحة مدحرجة تحمل اتجاه حبوب متأصل، ناتج عن ترتيب البلورات المعدنية أثناء عملية الدحرجة. هذا الاتجاه يؤثر على الليونة ومقاومة التشقق أثناء الانحناء. الانحناء عبر اتجاه الحبوب — بشكل عمودي على اتجاه الدحرجة — يسمح للمادة بالتمدد بشكل أكثر انتظامًا، مما ينتج عنه انحناءات أكثر نعومة ومقاومة أكبر للكسر. على النقيض، الانحناء مع اتجاه الحبوب يوجه الاستطالة على طول الحدود البلورية، مما يجعل المادة أكثر هشاشة ويزيد من احتمالية حدوث شقوق دقيقة.
نصف قطر الانحناء الأدنى مرتبط ارتباطًا وثيقًا باتجاه الحبوب. على سبيل المثال، قد تنحني صفيحة من الفولاذ المقاوم للصدأ 304 بسماكة 1.5 مم بأمان إلى نصف قطر مساوٍ لسماكتها عند الانحناء عبر الحبوب، لكن الانحناء مع الحبوب قد يتطلب نصف قطر أكبر بمقدار 1.5–2× السماكة لتجنب التشقق. في سبائك الألمنيوم عالية القوة، يمكن أن يدفع الانحناء الموازٍ للحبوب المادة إلى حد الإجهاد الحرج حتى عند أنصاف أقطار أكبر، مما يسبب تبييض الإجهاد أو حتى الانشقاق عند قمة الانحناء.
في التصنيع الدقيق، يبدأ أخذ اتجاه الحبوب في الاعتبار بكيفية ترتيب الصفيحة. قم بمحاذاة خطوط الانحناء لزيادة الليونة إلى الحد الأقصى وراعي قيود اتجاه الحبوب عند ترتيب القطع لأعمال القطع بالليزر. إذا كانت ظروف الإنتاج تستلزم الانحناء مع اتجاه الحبوب، فقم بتقليل المخاطر عن طريق زيادة نصف قطر الانحناء، تعديل شكل القالب، أو، لبعض السبائك، التشكيل في درجات حرارة أعلى. تجاهل اتجاه الحبوب يشبه قطع الخشب دون مراعاة حبوبه الطبيعية — تفقد السيطرة، وتصبح النتيجة غير متوقعة.
عندما تختلف زاوية الانحناء على طول القطعة، غالبًا ما يشير ذلك إلى توزيع ضغط غير متساوٍ بين الكباس والقاعدة في مكبس الانحناء. الجاني المعتاد هو نقص التاج — التعويض الذي يحد من انحراف الماكينة الطبيعي تحت الحمل. بدون هذا التصحيح، يطبق الكباس قوة أكبر قليلًا قرب نهاياته مقارنة بالوسط، مما يجعل القسم الأوسط من الانحناء ينفتح.
يمكن للمشكلات الميكانيكية أن تضاعف عدم الاتساق. الكباس غير المصمم بدقة — أحيانًا بسبب الانتقال غير الصحيح بين النزول السريع وسرعة التشكيل — يمكن أن يجعل أحد جانبي القطعة بزاوية مختلفة عن الآخر. القوالب الـ V المتآكلة أو غير المحاذية جيدًا تغير هندسة الاتصال، في حين أن الأعطال الهيدروليكية مثل الهواء المحصور أو الصمامات الضعيفة تؤدي إلى حركة كباس غير مستقرة. وبالمثل، فإن القضبان الإرشادية التي تكون ضيقة جدًا أو مضبوطة بشكل غير متساوٍ تمنع الحركة النزولية المنتظمة، مما ينتج عنه قوى تشكيل غير متساوية على قطعة العمل.
تجنب العيوب المتعلقة بالتاج يتطلب دقة تقنية وصيانة ثابتة. تعتمد أنظمة التاج اليدوية على أشرطٍ مائلة تحت القاعدة لرفع وسطها قليلاً، بينما يضبط التاج المتحكم به عبر CNC الرفع تلقائيًا بناءً على الحمولة، طول القطعة، وخصائص المادة. أيًا كانت الطريقة المستخدمة، يبقى المعايرة أمرًا أساسيًا. تزييت الأدوات أسبوعيًا، فحص القضبان الإرشادية دوريًا، استبدال زيت النظام الهيدروليكي في الوقت المناسب، وفحص محاذاة القوالب بانتظام كلها تحافظ على دقة الماكينة طوال عمرها التشغيلي. مثلما يعتمد النجار على طاولة مستوية تمامًا للقطع بزوايا قائمة، فإن مكبس الانحناء يتطلب قاعدة صحيحة هندسيًا لتحقيق انحناءات موحدة من الطرف إلى الطرف.
عادة ما تشير الشقوق التي تظهر أثناء الانحناء إلى تجاهل نسبة نصف القطر إلى السماكة. عندما يكون نصف قطر الانحناء الداخلي ضيقًا جدًا بالنسبة لسماكة المادة، فإن الإجهاد الشدّي على السطح الخارجي يتجاوز حد استطالة المادة، مما يؤدي إلى كسور.
تختلف أنصاف أقطار الانحناء الدنيا المسموح بها حسب المادة. يمكن للفولاذ المعتدل غالبًا تحمل نصف قطر داخلي مساوٍ لسماكته، بينما قد يتطلب الفولاذ عالي الكربون نصف قطر أكبر بمقدار ضعفين إلى ثلاثة أضعاف لمنع التشقق. بالنسبة للألمنيوم 6061‑T6، قد يستلزم الانحناء مع الحبوب نصف قطر داخلي يصل إلى أربعة أضعاف السماكة — تجاهل هذا المبدأ غالبًا ما يسبب شقوق سطحية بيضاء أو فشل كامل. الصفائح ذات السماكات الأصغر تتحمل أنصاف أقطار أصغر، لكن الصلابة والمعالجة واتجاه الحبوب كلها تؤثر على الحد الآمن للانحناء.
يمكن لمشغلي مكبس الانحناء تقليل خطر التشقق عن طريق اختيار قوالب ذات نصف قطر مناسب لرأس القالب، وتوسيع فتحات الـ V لتقليل إجهاد التشكيل، أو معالجة بعض المعادن بالحرز قبل الانحناء. كلما اقتربت نسبة نصف القطر إلى السماكة من الحد الفيزيائي للمادة، يزيد الخطر بشكل حاد — ويمكن أن يؤدي تقليل نصف القطر قليلاً إلى مضاعفة احتمال الفشل فورًا. التعرف على هذه الحدود واحترامها أمر أساسي، خاصة في أعمال الطيران أو الطب أو الهياكل الحاملة حيث لا يمكن التنازل عن سلامة المنتج.
ينطبق نفس الحذر على جودة التشطيبات السطحية. حتى إذا ظل الانحناء سليمًا هيكليًا، فقد يضر الإجهاد الزائد بالطلاءات أو يؤدي إلى تشقق سطحي مرئي. تحقيق التوازن الصحيح بين نصف القطر والسماكة يحمي الأداء والمظهر على حد سواء.
تحقيق انحناء مثالي يتجاوز الحسابات البسيطة بكثير. يعتمد النجاح على التفاعل بين خصائص المادة، حالة الأدوات، ومعايرة الماكينة. الإتقان يعني فهم كيف سيغير الارتداد الربيعي الزاوية بعد التحرير، وكيف يؤثر اتجاه الحبوب على الليونة، وكيف يحافظ التاج الدقيق على الزوايا ثابتة عبر القطعة، وكيف تمنع نسب نصف القطر إلى السماكة الكسور. في عمل مكبس الانحناء، هذه ليست تفاصيل جانبية — بل هي عناصر التحكم الأساسية التي تحدد الدقة.
اعتبر شراء مكبس الثني مشروعًا كامل النطاق، وليس مجرد عملية شراء عادية. فمجرد عرض السعر البسيط يتجاهل المنظومة التي ستحتاجها لتشغيله بفعالية. عادة ما تنقسم الميزانية بنحو 55–65٪ للمكبس نفسه، و15–25٪ للأدوات، و5–8٪ للتركيب، و3–5٪ للتدريب، و7–10٪ للاحتياطي النقدي التشغيلي. تلك الآلة التي تظهر كأنها “80,000 دولار” يمكن أن تنمو بسهولة لتصبح استثمارًا بقيمة 120,000 دولار قبل إنتاج أي جزء نهائي واحد.
الأدوات هي في الأساس ماكينتك الثانية الخفية. قد تغطي القوالب واللكمات القياسية حوالي 80٪ من عملك، لكن الإنتاج الواقعي يجلب تدفقًا مستمرًا من الاستثناءات — قوالب للثني المزدوج (hemming dies)، ولكمات ذات عنق الإوزة، وقوالب على شكل V ضيق، وأنصاف أقطار مخصصة. كل قطعة فريدة أو وظيفة خاصة تتطلب أدوات فريدة، ومع مرور الوقت يمكن أن تقترب تكلفة هذه الأدوات من سعر المكبس الأصلي نفسه.
تحديد السعة بأقل من الحاجة خطأ مكلف. وفرت إحدى الورش 30,000 دولار في البداية باختيار مكبس ثني بقدرة أقل، لكنها خسرت 50,000 دولار سنويًا في تكاليف العمالة — إعدادات إضافية، وإعادة تشغيل، والاستعانة بمصادر خارجية للمواد السميكة. ما بدا “صفقة جيدة” انقلب إلى عائد سلبي خلال عام واحد فقط. في الواقع، تبين أن المكبس الأرخص كان عبئًا مكلفًا.
مع مرور الوقت، يتغير ميزان الأرباح والخسائر تحت وطأة تكاليف الطاقة والصيانة. فالمكابس الكهربائية بالكامل تستهلك طاقة أقل بنحو 67٪ في أوقات الذروة مقارنة بالأنظمة الهيدروليكية، مما يخفض حصة الطاقة من التكلفة طوال دورة حياة الآلة من 61٪ إلى 28٪. كما تنخفض متطلبات الصيانة بشكل كبير — فلا مضخات، ولا صمامات، ولا تسربات، ولا تدهور في الزيت — مما يوفر نحو 12,600 دولار سنويًا. بالنسبة للعديد من العمليات، هذا يعني أن فرق السعر الأعلى بحوالي 25٪ للمكبس الكهربائي بالكامل يسترد تكلفته خلال 2.3 عام فقط.
احذر من التكاليف الخفية للعلامات التجارية الرخيصة. فقد تبدو الواردات منخفضة التكلفة متطابقة على الورق، لكن غياب الخدمة المحلية الموثوقة يمكن أن يحول عطلًا بسيطًا إلى أيام من التوقف. هذا التأخير يعطل جداول الإنتاج، ويقلل من قيمة إعادة البيع، ويمكن أن يمحو بسرعة أي وفورات أولية. في هذا المجال، سرعة الاستجابة للخدمة تُعد أصلًا حقيقيًا — لكنها واحدة من النقاط التي من غير المحتمل أن يذكرها لك مندوب المبيعات بالأرقام.
تفوز المكابس اليدوية من حيث التكلفة الأولية المنخفضة. فهي مناسبة للمواد الرقيقة، والإنتاج القصير، والعمل الذي يسير وفق وتيرة المشغل. لكن زوايا الثني تعتمد بالكامل على الحكم البشري — لا على الدقة المقاسة — مما يجعل الجودة تعتمد على خبرة ونظرة أكثر عمالك مهارة. وعندما يغيب هذا الشخص، ترتفع نسبة الهدر وتتأخر الجداول الزمنية. النتيجة: المكابس اليدوية لا تُشكل المعدن فحسب، بل تُعيد تشكيل سير عملك حول فرد واحد.
حصلت المكابس الهيدروليكية التقليدية على سمعتها بفضل قدرتها على تقديم قوة انضغاط مرنة للصفائح السميكة، بأسعار متوسطة، تدعمها شبكة خدمة ناضجة. فهي قوية، مثبتة الكفاءة، ويمكن الاعتماد عليها. لكن التكلفة الخفية تكمن في استهلاك الطاقة المستمر. فالمضخات الهيدروليكية تعمل باستمرار — حتى عندما تكون الآلة في وضع الخمول — مما يضاعف نسبة تكاليف الطاقة في دورة الحياة مقارنة بالنماذج الكهربائية بالكامل. هذا الاستنزاف المستمر يتسلل إلى فواتير الكهرباء بصمت، بدلاً من أن يظهر كبند واضح في أمر الشراء.
تحول المكابس المجهزة بتحكم رقمي CNC العمليات بشكل جذري. فبفضل التحكم المبرمج في مؤخرة القياس، والتعويض عن الانحناء، وتسلسل الثني، وتصحيح الارتداد، تقدم نتائج متسقة. “الوصفات” الخاصة بكل عمل تقلل أوقات الإعداد وتحررك من الاعتماد على مهارة عامل واحد. يمكنها تقليص منحنى التعلم من شهور إلى أيام — بشرط أن تستثمر في التدريب المناسب. بدون ذلك، يصبح مكبس الـCNC مجرد لوحة تحكم معقدة، ويعود المشغلون إلى أسلوب التجربة والخطأ اليدوي.
ينبغي النظر إلى التأجير كخيار استراتيجي، لا كخطة بديلة فقط. بالنسبة للورش التي تعمل في أسواق سريعة التغير، يعمل التأجير كضمان ضد تقادم مكبسك أو ضعفه خلال بضع سنوات. كما يساعد في الحفاظ على تدفق نقدي صحي، مع جداول سداد يمكن ربطها بعقود محددة. وتتيح الترقيات المتكررة تجنب التقلبات الكبيرة في استهلاك الطاقة ونفقات الصيانة.
يمنحك الشراء السيطرة الكاملة — لا حدود على الاستخدام، ولا شروط للإرجاع، ولا غموض عند التجديد. الملكية هي الخيار الأنسب عندما تكون متطلبات الإنتاج مستقرة، وفريق الصيانة لديك مؤهل، وإنتاج الماكينة سيُستغل بكامل طاقته لسنوات قادمة. بالنسبة للمعدات المدمجة في خط إنتاج بأدوات وبرمجة خاصة بكل وظيفة، فإن الاضطراب التشغيلي الناتج عن تبديل الماكينات يمكن أن يفوق بسهولة أي وفورات قد يوفرها التأجير.
في كثير من الأحيان، يكون النهج الأكثر فعالية مزيجًا من الاستراتيجيتين: استئجار مكبس CNC عالي المواصفات للمشروعات الجديدة أو العقود ذات العمر غير المتوقع، وشراء مكبس هيدروليكي متعدد الاستخدامات للتعامل مع الحمل الأساسي طويل الأمد. هذا المزيج يحوّل قدرة الثني لديك إلى محفظة متنوعة — مرنة حيث تسود حالة عدم اليقين، وراسخة حيث تسود الاستقرار التشغيلي.
مكبس الثني ليس مجرد معدن وبرمجيات — إنه استثمار في منظومة إنتاج يمكن أن تضاعف الأرباح أو تستنزفها تدريجيًا. بعيدًا عن بريق التسويق، يكمن الخيار الأفضل عند تقاطع تكلفة دورة الحياة، واستقلالية المشغّل، وتنوع عبء العمل. قد يبيعك مندوب المبيعات قطعة من المعدات، لكنك في الحقيقة تحدد سرعة وموثوقية عمليات الثني المستقبلية بأكملها. في النهاية، كل جزء تنتجه سيعكس هذا القرار — لذا اختر المكبس الذي يمكنك تشغيله بشكل مستدام، وليس فقط الذي يمكنك شراؤه.


















