

Bir abkant pres sac metali bükerken, zımba sadece “onu şekle zorlamaz.” Malzeme boyunca gerilimin dikkatle dengelenmiş yeniden dağıtımını yönetir. Altındaki V kalıp, bu gerilim desenini tanımlar. Zımba aşağı inerken, bükümün iç tarafı sıkışır, dış tarafı ise gerilir—gerilimin neredeyse sıfıra düştüğü nötr bir eksenle ayrılır. Bu geometrinin önemi büyüktür: iç yarıçap ne kadar dar olursa, yerel gerilimler o kadar yüksek ve gereken tonaj o kadar fazla olur. Operatörler, kalıp açıklık genişliğinin bükme kuvvetiyle doğrudan ilişkisini anladığında, yanlış kalıp seçmenin neden sonuçları tutarsız hale getirebileceği—ya da doğru bükmeyi tamamen engelleyebileceği—açıkça görülür.
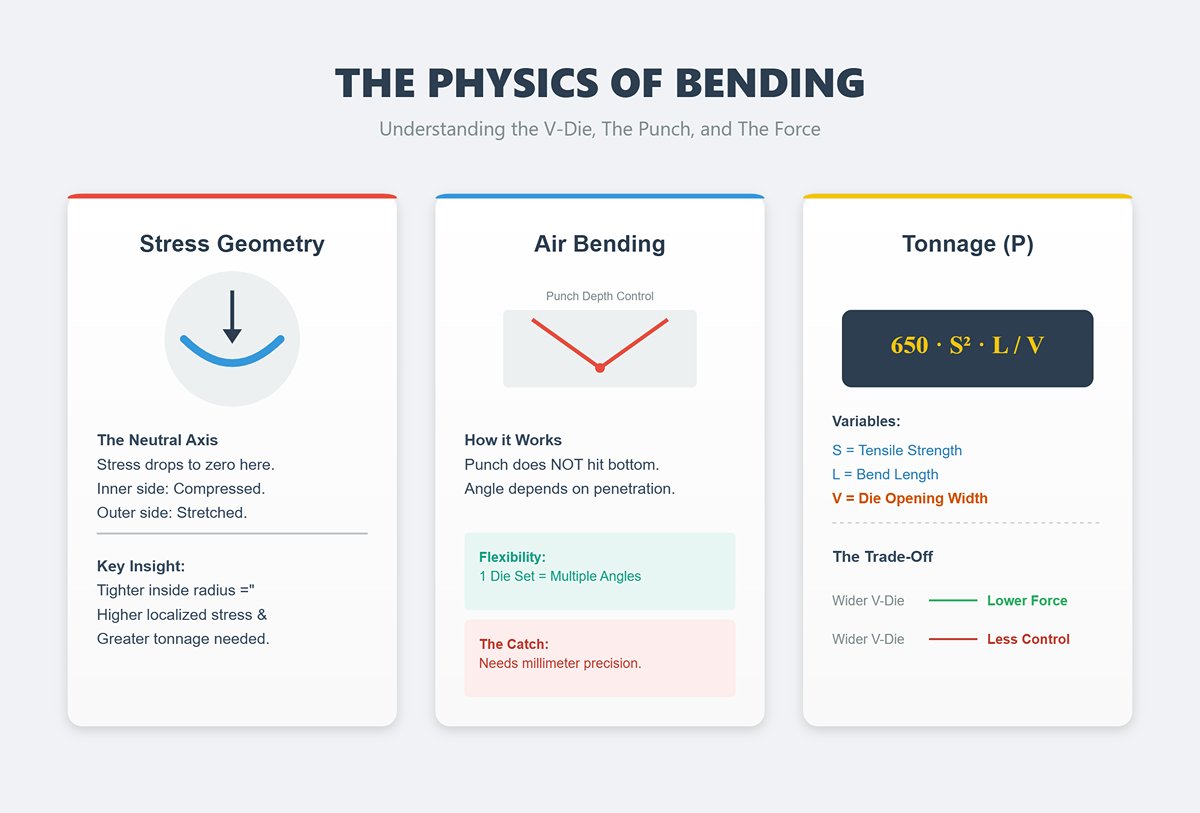
En sık kullanılan teknik olan hava bükmede, zımba kalıbın dibine temas etmeden durur. Ortaya çıkan bükme açısı, kalıp tarafından değil, zımbanın ne kadar derine girdiğiyle belirlenir. Bu yaklaşım esneklik sağlar: tek bir zımba ve kalıp seti, sadece derinlik ayarlanarak birden fazla açı üretebilir. Ancak işin püf noktası hassasiyettir—zımba hareketindeki milimetre kadar küçük değişiklikler bile nihai açıyı fark edilir şekilde değiştirebilir.
Gerekli bükme kuvveti bir sır değildir. Malzeme kalınlığı (T), bükme uzunluğu (L) ve çekme dayanımı (S) arasındaki yapısal ilişkileri izler ve bunlar birlikte gereken tonajı (F) belirler. Yumuşak çelik için yaygın olarak kullanılan bir yaklaşım şudur: P = 650 × S² × L / V, burada V kalıp açıklık genişliğidir. V’yi artırmak gerekli tonajı düşürür ancak kontrolü de azaltır—bu, yeni başlayanların sıkça hafife aldığı bir dengedir.
Bükme, aynı anda iki davranışı birleştirir: elastik ve plastik deformasyon. Elastik deformasyon geçicidir—basınç kaldırıldığında metal eski haline döner. Plastik deformasyon ise kalıcıdır—nihai şekli belirler. Abkant pres işlemlerinde bu ikisi örtüşür ve kalan elastik toparlanma, bitmiş açının serbest bırakıldıktan sonra zımba formuyla tam olarak eşleşmemesini açıklar.
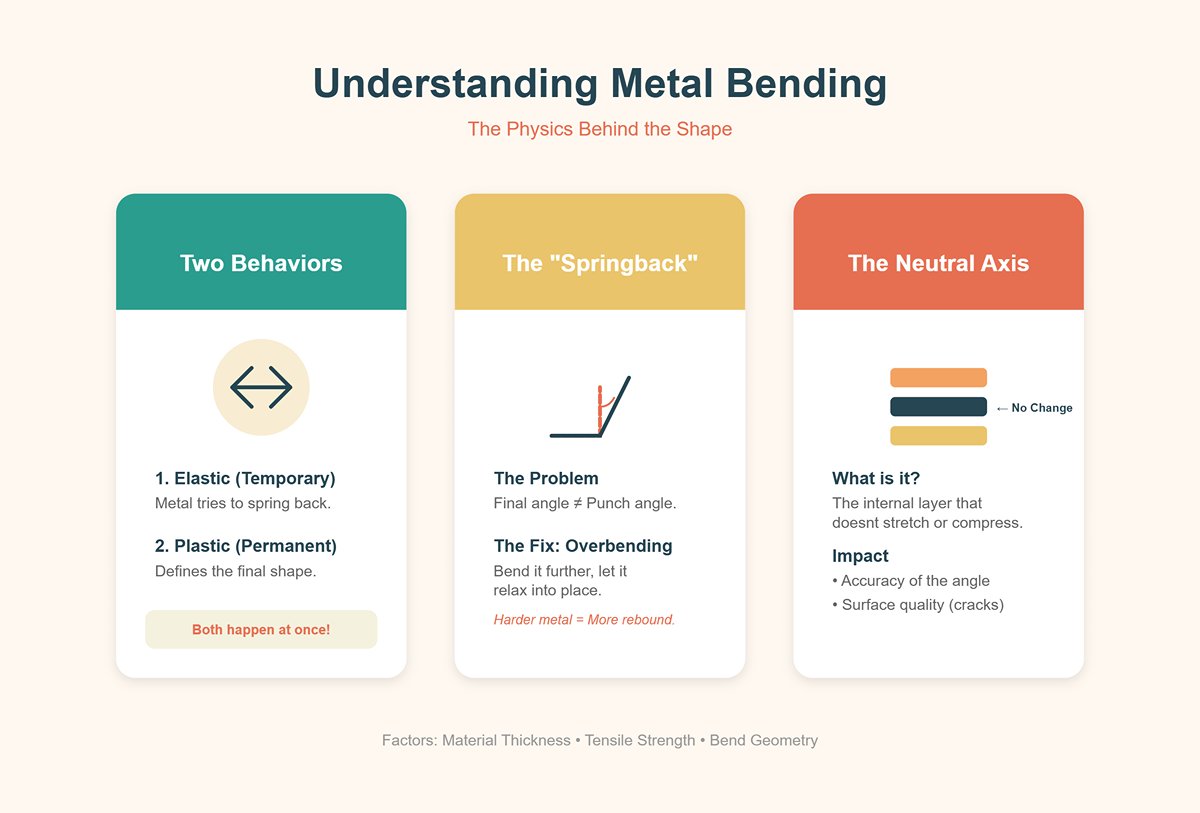
Geri esneme tahmin edilebilir ve yönetilebilir. Daha yüksek çekme dayanımına sahip malzemeler, yumuşak metallere göre daha güçlü şekilde geri esner. Standart çözüm kontrollü fazla bükmedir—parçayı istenen açıdan biraz daha fazla bükerek, gevşeyip spesifikasyona dönmesini sağlamak. Deneyimli operatörler, kalınlık, malzeme dayanımı ve hatta partiye göre değişiklikleri dikkate alarak her kurulum için bu fazla bükme payını hassas şekilde ayarlar.
Nötr eksen—büküm içinde uzunluğu değişmeyen gizli bir katman—bükme mekaniğinin temel unsurudur. Konumu, malzemenin özelliklerine ve bükme geometrisinin ayrıntılarına bağlı olarak değişir, gerilme ve sıkışma arasındaki dengeyi belirler. Bu değişimler, yalnızca nihai açının doğruluğunu değil, aynı zamanda yüzeyin görsel kalitesini de etkiler; çünkü aşırı gerilim, dış yüzeyde görünür kusurlara veya hatta çatlaklara neden olabilir.
Abkant pres bükme, zımba ile kalıp arasındaki yerel, doğrusal bir noktada gerilimi yoğunlaştırır. Buna karşılık yuvarlama, metalin döner kalıplardan geçerken kademeli olarak şekillendirilmesidir; deformasyonu daha eşit dağıtarak keskin açılar yerine düzgün eğriler üretir. Katlama ise iş parçasını belirli bir hat boyunca sabitler ve bükmeyi oluşturmak için sıkıştırma kirişini döndürür; bu yöntem geri esnemeyi en aza indirir ancak açı aralığını ve karmaşıklığı sınırlar.
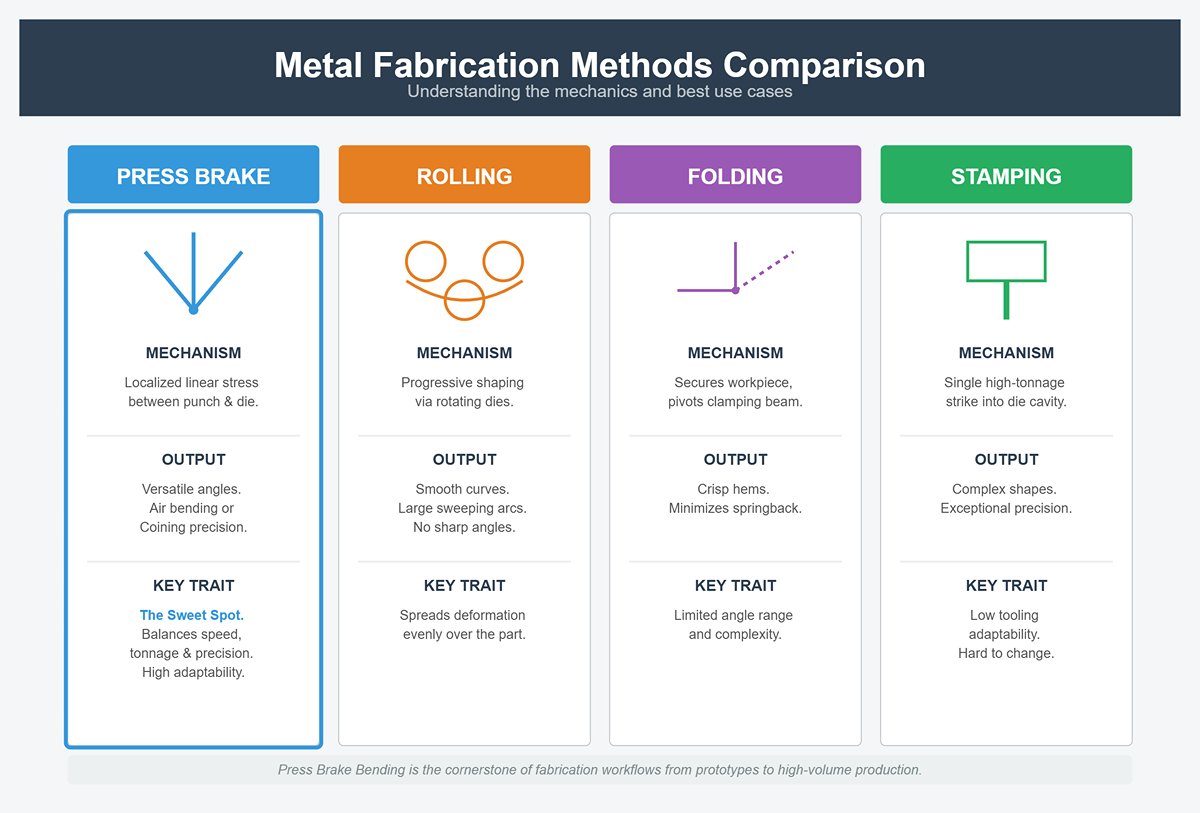
Baskı tamamen farklı bir gerilim profili altında çalışır—tüm parça şeklini tek seferde, yüksek tonajlı bir darbe ile kalıp boşluğuna zorlar. Bu olağanüstü hassasiyet sağlar ancak takım uyarlanabilirliğini azaltır. Buna karşılık abkant presler, hava bükme sırasında takım değiştirmeden bükme açılarını ayarlayabilir veya kuvvet ve nüfuz derinliğini değiştirerek alt bükme veya para basma yöntemiyle sıkı toleranslar sağlayabilir.
Yuvarlama geniş ve yumuşak yaylar için, katlama ise net kenarlar için idealdir; abkant pres bükme ise doğruluk ve çok yönlülük arasında tatlı noktayı yakalar. Hız, tonaj ve hassasiyet dengesini sağlayabilme yeteneği, onu tek seferlik prototiplerden yüksek hacimli üretime kadar imalat iş akışlarının temel taşı yapar.
Üç ana bükme tekniği, operasyonel ortamı tanımlar:
Hava bükme en düşük tonajı gerektirir ve tek bir takım setiyle birden fazla açı elde etmeye olanak tanır. Kontrollü nüfuz derinliği sayesinde çok yönlülük sunarken, geri esneme dalgalanmaları nedeniyle açı tutarlılığı değişebilir ve hassasiyet orta seviyede kalır.
Alt bükme daha yüksek tonaj ve kalıpla daha fazla yüzey teması kullanarak iş parçasını daha derine yerleştirir. Bu yaklaşım, biraz esneklikten ödün vererek doğruluğu ve geri esneme tutarlılığını artırır, bu da onu sıkı toleranslı hassas işler için uygun hale getirir.
Madeni Para Presleme en yüksek kuvveti uygular, metali tamamen kalıba bastırarak bükme açısını malzemeye işler. Bu, geri esnemeyi neredeyse tamamen ortadan kaldırır ve ultra yüksek hassasiyet sağlar, ancak esnekliği sınırlar ve takım aşınmasını hızlandırır.
| Yöntem | Tonaj Gereksinimi | Hassasiyet Seviyesi | Takım Aşınması | Operasyonel Esneklik |
|---|---|---|---|---|
| Hava Bükme | Düşük | Orta | Düşük | Yüksek |
| Alt Bükme | Orta | Yüksek | Orta | Orta |
| Madeni Para Presleme | Yüksek | Olağanüstü | Yüksek | Düşük |
Bu faktörleri fark etmek, bükmeyi rutin bir mekanik işlemden stratejik bir karar verme sürecine dönüştürür. Operatör sadece metali şekillendirmiyor—kuvveti, takım geometrisini ve malzemenin doğal “hafızasını” dengeleyerek teorik tasarım ile güvenilir, tekrarlanabilir üretim arasındaki hassas kesişim noktasını tutarlı bir şekilde yakalamaya çalışıyor.
Hava bükme yalnızca 1970’lerde yaygınlık kazansa da, o zamandan beri birçok imalat ortamında tercih edilen pres freni yöntemi haline geldi. Bu işlemde, zımba ucu sac metali V-kalıbın içine iter ancak kalıp duvarları boyunca tam temas noktasına ulaşmadan durur. Sonuç olarak, yalnızca zımba ucu ve kalıp omuzları malzeme ile temas eder ve bükme açısı, kalıp geometrisinden ziyade nüfuz derinliği ile belirlenir. Bu sınırlı temas, gereken tonajı—çoğu zaman alt bükmenin yarısından daha azına—düşürür ve tek bir 85° V-kalıp, zımba strok derinliğini ayarlayarak çeşitli açılar üretebilir.
Bu çok yönlülük, hava bükmenin maliyet verimliliği ve hızlı değişimlerdeki üstünlüğünü açıklar. Daha az kalıp satın alındığında takım masrafları düşük kalır ve operatörler bileşen değiştirmeden bükme açılarını ayarlayabilir. Ancak hassasiyet azalır. Hava bükme, nihai açıları tam kontrol edilemeyen faktörlerden güçlü şekilde etkilenir: sac kalınlığındaki değişiklikler, malzeme mukavemeti, süneklik ve metalin serbest bırakıldıktan sonra ne kadar geri yaylandığı. Özenle seçilmiş zımba ve kalıp açıları bile, farklı alaşımlar veya çeşitli tedarikçilerden gelen partilerle çalışırken tutarsız sonuçlar verebilir. Sıkı tolerans gerektiren işler için bu öngörülemezlik, esnekliği dezavantaja dönüştürür.
Hızlı kontrol: Her çalışmada açının tekrar tekrar doğrulanması veya geri yaylanma için sürekli ayarlamalar gerekiyorsa, hava bükmeden elde edilen sözde tasarruflar size kaybedilen zaman ve düşen doğruluk olarak daha pahalıya mal olabilir.
Alt bükmede, sac metal V-kalıbın içine preslenir ve kalıbın yan duvarlarıyla tamamen temas edene kadar bastırılır. Hassasiyet için zımba ve kalıp açıları istenen bükme ile tam olarak eşleşmeli ve takım, belirli malzeme kalınlığına uygun olmalıdır. Sac tamamen oturduğunda, pres freni metali akma noktasının biraz ötesine itmek için yeterli kuvvet uygular, böylece açı minimum elastik geri yaylanma ile sabitlenir.
Avantajı hassasiyettir. Bükme açısı, yalnızca nüfuz derinliğine dayanmak yerine zımba ve kalıbın sabit geometrisi tarafından belirlendiğinden, geri yaylanma sürekli yeniden ayarlama gerektirmeden etkili bir şekilde kontrol edilir. Bu, alt bükmeyi, tam uyum gerektiren montajlar gibi tutarlı doğruluğun kritik olduğu üretim serileri için ideal kılar. Dezavantajı ise uyarlanabilirliğin azalmasıdır: açı veya malzeme kalınlığındaki herhangi bir değişiklik farklı takım gerektirir, bu da üretimi yavaşlatır ve maliyetleri artırır. Sık sık özel parçalar üreten veya tasarım değişiklikleri yapan atölyeler için bu katılık, hassasiyet avantajlarını gölgede bırakabilir.
Günlük kullanımda alt bükme, hava bükmeden daha doğru, madeni para basmadan (coining) çok daha az tonaj tüketen, ancak ürün yelpazenize uygun takım gereksinimi ile sınırlı bir orta yol sunar.
Madeni para basma, bükmeyi bir adım öteye taşıyarak malzemeye kontrollü sıkıştırma uygular. Zımba, sacı bitmiş bükme profilinin gerektirdiğinden 10–15% daha derine sürerek zımba ucunu iş parçasına damgalar. Bu derin nüfuz, hava bükmede kullanılan tonajın üç ila beş katını gerektirir—bir iş hava bükme için 50 ton gerektiriyorsa, aynı malzeme için madeni para basmada 150–250 ton bekleyin.
Yay geri tepmesinin tamamen ortadan kaldırılması kesin bir kazançtır. Baskılama işleminden sonra bükme açısı, metalin sertliği veya kalınlık değişikliklerinden bağımsız olarak tam olarak sabit kalır, çünkü malzeme kalıpların geometrisine uyacak şekilde plastik olarak yeniden şekillendirilmiştir. Bu, baskılamayı, en ufak açısal sapmanın bile performansı veya uyumu bozabileceği havacılık bağlantı parçaları, karmaşık muhafazalar veya sızdırmazlık bileşenleri gibi yüksek hassasiyetli, kritik parçalar için paha biçilmez kılar.
Dezavantajı ise artan aşınma ve mekanik zorlanmadır. Sürekli yüksek tonaj, hem abkant presin hem de kalıpların kullanım ömrünü kısaltır. Baskılama yalnızca kapasiteye yatırım değil, aynı zamanda titiz bakım, birinci sınıf takım çelikleri ve uzun vadeli ekipman bakım planlaması gerektirir. Kurulum hatalarına en az tolerans gösteren yöntemdir—baskılama yükleri altında yapılan herhangi bir hata hem makineye hem de iş parçasına anında zarar verebilir.
Büyük bir kalıp yatırımı yapmadan bükme hassasiyetini artırmanın verimli bir yolu, daha dar toleranslar gerektiğinde hava bükme konfigürasyonunu alt bükmeyi taklit edecek şekilde uyarlamaktır. Belirli bir bükme açısı sürekli olarak yaylanma sorunu yaşıyorsa, hedef açı ve malzeme kalınlığına tam olarak uyan bir zımba ve kalıp seti seçin. Ardından, hassasiyeti artırmak için V-açıklığını orantılı olarak daraltın. Örneğin, hava bükmede normalde malzeme kalınlığının sekiz katı V-açıklığı kullanıyorsanız, bunu altı kata düşürün ve malzeme her iki kalıp omzuna da sıkıca oturana kadar stroku derinleştirin.
Başarılı uygulama şöyle görünür: İlk deneme parçası, sonradan düzeltme yapmadan hedef açıyı tutturur ve sonraki parçalar bu sonucu tutarlı şekilde tekrarlar. Ölçümler minimum yaylanma gösterir, daha az deneme-yanılma çalışması yapılır ve partiler arasında daha fazla tutarlılık sağlanır. Bu basit ayarlama, tüm süreci değiştirmeye karar vermeden önce alt bükmenin güvenilirliğinin ek kalıp kurulumuna değip değmediğini görmenizi sağlar.
Gerçek hassas bükme, metal presle buluşmadan çok önce başlar—doğru hesaplamalarla başlar. CAD modelinde kusursuz görünen bir parça, düz desen matematiği veya takım seçimi yanlışsa presden bir milimetre kısa veya uzun çıkabilir. Öngörülebilir, tekrarlanabilir sonuçlar, kanıtlanmış formüller ve faktörlerin disiplinli kullanımına bağlıdır. Bunlar sınıf teorileri değil—bükülmüş kenarların çatlamasını, takımların zarar görmesini ve bitmiş parçaların spesifikasyon dışına çıkmasını önleyen güvenlik önlemleridir.
Her bükme, kalıp etrafında kıvrılırken belirli miktarda malzeme kullanır. Bükme payı olarak bilinen bu kısım, basit geometriden ve metalin bükme sırasında akış şeklinden gelir. Bunu hesaplamanın merkezinde K-faktör, vardır; bu, bükme oluşurken sacın nötr ekseninin nereye kaydığını tanımlar.
Standart kılavuzlar, nötr ekseni iç yüzeyden kalınlığın yaklaşık üçte biri kadar uzaklıkta konumlandıran yaklaşık 0,33’lük bir K-faktörü kullanır. Deneyimli operatörler, bu değerden küçük sapmaların bile ölçülebilir sonuçlar doğurabileceğini bilir. Pratikte K-faktörü, kalıp genişliği, iç bükme yarıçapı ve bükmenin havada mı yoksa tamamen baskılanarak mı yapıldığı gibi faktörlerden etkilenerek 0,30 ile 0,45 arasında değişebilir. Yanlış değer kullanmak, boyutsal hataların hızla birikmesine yol açar—bükme başına sadece 0,3 mm’lik bir hata, üç flanşlı bir bağlantı parçasında tam 1 mm’lik hizalama hatasına neden olabilir.
Doğru değeri belirlemenin en hızlı yolu üç bükmeli prova parçası. ile çalışmaktır. Düz bir test parçası kesin, varsaydığınız K-faktörü ile programlayın, sabit uzunluklarda üç bükme yapın, ardından nihai dış boyutları ölçün. Bu ölçümleri üreten gerçek K-faktörünü belirlemek için hesaplamayı tersine çevirin. Bir kez kaydedildiğinde, bu değer, o belirli malzeme ve takım kombinasyonu ile çalıştığınızda güvenilir bir girdi haline gelir. Bu kalibrasyona birkaç dakika ayıran atölyeler, ilk parça düzeltmelerini tutarlı şekilde azaltır ve hurda oranlarını düşürür.
Aynı kalınlığa sahip parçalar, farklı kalıplarla büküldüğünde belirgin şekilde farklı sonuçlar verebilir. Örneğin, 3 mm yumuşak çelik, 24 mm V-kalıpta büküldüğünde, 32 mm V-kalıpta bükülene göre farklılık gösterir; çünkü daha büyük açıklık nötr ekseni dışa kaydırarak bitmiş parçayı kısaltır. Hava bükme bu etkiyi artırır, çünkü iç yarıçap kalıp boyutuyla orantılı olarak değişir—çelik için tipik olarak V-açıklığının 0,16–0,20 × kadarı—ve bu da bükme payını değiştirir. Baskılama ise iç lifleri tam kalınlık boyunca akma noktasına kadar sıkıştırarak, malzeme kalınlığına yakın bir iç yarıçapı sabitler ve yüksek doğrulukla tekrarlar. Bu tutarlılık seviyesi, toleransların son derece dar olduğu durumlarda baskılamanın tercih edilmesinin nedenidir.
Takımınız için gerçek K-faktörünü bilmeden boyutlarınızı gerçekten kontrol etmiyorsunuz—düz uzunluklarınızı şansa bırakıyorsunuz.
V-kalıp açıklığının boyutu, bükme yarıçapınızı, gerekli tonajı ve kenar bitişini doğrudan belirler—tek bir kararla. Standart tonaj tabloları genellikle V = 8 × T (nerede T hafif çelikte hava bükme işlemi için malzeme kalınlığıdır. Bu oran yaklaşık 1,5–2 × T iç yarıçap sağlar, iyi açı kontrolü sunar ve yükü yönetilebilir seviyede tutar. Ancak, sorgulamadan buna uymak risklidir; er ya da geç bu varsayım hasara yol açabilir.
Gerçek dünya koşulları her zaman ince ayar gerektirir. İnce sac veya alüminyum ve bakır gibi daha yumuşak, demir dışı metaller için oranı genellikle 6 × T, seviyesine düşürebilirsiniz, çünkü bu malzemeler daha az direnç gösterir ve minimum yaylanma yapar. Öte yandan, paslanmaz çelikler ve yüksek mukavemetli veya aşınmaya dayanıklı levhalar için genellikle 10–12 × Tgenişliğinde bir açıklık gerekir; bu, tonajı yönetilebilir tutar ve çatlama riskini azaltır. Temel denge değişmez: daha küçük V‑kalıplar kontrolü keskinleştirir ancak tonajı dramatik şekilde artırır. Örneğin, 5 mm hafif çelik paneli 3 m boyunca bükmek, 45 mm kalıpla (≈9 × T) yaklaşık 108 ton gerektirebilir, ancak sıkı 25 mm kalıpta zorlandığında yük 180 tonun üzerine çıkar. Görünüşte açıklanamaz birçok takım arızası, bu ilişkinin göz ardı edilmesinden kaynaklanır.
Bazı durumlarda 8× kuralı hiç geçerli olmaz. Eğer flanş uzunlukları kalıp açıklığının altına düşerse, iş parçası boşluğa düşerek köşeleri ezebilir veya flanşı bükebilir. Bu durumda, daha küçük bir V veya özel bir kalıp tek çözümdür. Tersine, bir çizim iç yarıçapın malzeme kalınlığına eşit olmasını belirtiyorsa, hiçbir 8× kalıp bunu başaramaz. Bükmeyi zorlamak yalnızca takımı aşırı yükler. Çözüm, V‑açıklığını azaltırken tam tonajı hesaplamak veya nihai açının kuvvet değil geometri ile belirlendiği alt bükme ya da para basma yöntemine geçmektir.
Kalıp seçimini ustalaşmak, oranları ezberlemek değil; bu oranların sürecinizi güvenli tutmayı bıraktığı anı fark etmektir.
Abkant presler nadiren aşınmadan dolayı bozulur—varsayımlardan dolayı bozulur. Yük hesaplarını kontrol etmeden “bir bükme daha” yaklaşımıyla çalışan operatörler, kırılmış kalıplar veya eğilmiş tabla riski taşır. Hava bükme tonajı, üretici tablolarında bulunabilir veya şu standart endüstri formülüyle tahmin edilebilir:
T (ton/m) = (1,42 × Çekme Mukavemeti × T²) / V
Burada T malzeme kalınlığı (mm) ve V kalıp açıklığıdır (mm). Hızlı bir tahmin bile yardımcı olur—tonaj kalınlığın karesiyle artar, yani levha kalınlığını iki katına çıkarmak gereken kuvveti dört katına çıkarır. Bu nedenle, ara sıra yapılan 6 mm paslanmaz iş, 3 mm hafif çelik için üretilmiş takımı kolayca ezebilecek yükler üretebilir.
Her zaman makinenin metre başına kapasitesini kontrol edin, toplam tonajı değil. 3 m boyunca 135 tonluk bir pres, ayarlamalardan önce metre başına yalnızca yaklaşık 45 ton verir. Aynı kuvveti kısa, dar‑V kurulumuna yoğunlaştırmak, kapasitenin çok üzerinde yerel basınç artışlarına neden olur—çatlaklar için mükemmel bir tarif. Bir iş kurarken yalnızca presin plakasına değil, takım tedarikçilerinin basınç‑yük dağılım verilerine başvurun.
Deneyimli operatörler tonajı, bir mekanikerin cıvata torkunu kontrol etmesi gibi dikkatle kontrol eder. Süreç kasıtlıdır: doğru kalıbı seçmek, gereken kuvveti tam olarak hesaplamak, hem takımın hem de presin kapasitesi içinde olduğunu doğrulamak ve ancak o zaman ilk bükmeye geçmek. Bu metodik yaklaşım yalnızca takım varlıklarınızı değil, üretim programınızı da korur.
Rakamları hesaplamak heyecan verici gelmeyebilir, ancak tutarlı sonuçların bel kemiğidir. Abkant pres işinde, başarıyı kuvvetten çok geometri sağlar. Kendi K‑faktörünüzü, etkili V‑kalıp aralığınızı ve makinenizin tonaj limitlerini anladığınızda, hatalar hoş olmayan sürprizler yerine bilinçli tercihlere dönüşür.
Geri yaylanma, bükme işleminden sonra malzemenin kaçınılmaz olarak geri tepmesidir; bu, zımba geri çekildiğinde depolanmış elastik enerjinin serbest kalmasıyla oluşur. Operatörler etkilerini en aza indirebilir, ancak standart hava bükme tekniklerinde bunu tamamen ortadan kaldıramazlar. Geri yaylanmayı ortadan kaldırmanın tek gerçek yolu—coinleme—hava bükmeye göre altı kata kadar daha fazla kuvvet gerektirir. 2–3 mm kalınlığında yumuşak çelik levha için bu, metre başına yaklaşık 100 ton demektir; bu da makine aşınmasını hızlandırır ve enerji kullanımını artırır.
Geri yaylanmayı azaltmanın en basit yollarından biri, V-kalıp ağzını levha kalınlığına göre daraltmaktır. Kalıp-kalınlık oranını 12:1’den 8:1’e düşürmek, malzeme daha derin kalıcı deformasyona zorlandığı için geri yaylanmayı ’a kadar azaltabilir. Benzer şekilde, altlama—zımbayı iş parçası tamamen kalıba uyana kadar sıkıca bastırmak—geri yaylanmayı daha da azaltır, çünkü malzemeyi geri itmeye yetecek elastik enerji minimuma iner.
Modern teknoloji, nokta atışı telafiyi mümkün kılar. Süreç içi geri yaylanma düzeltme sistemleri (IPSCS), bükme sırasında açısal değişimi ölçer ve zımbanın kuvvetini gerçek zamanlı olarak ince ayar yapar. Bükme işleminin Sonlu Elemanlar Analizi (FEA), geri yaylanmayı ±1° hassasiyetle öngörebilir; böylece operatörler, yaklaşık 7° geri tepme bekleniyorsa 83° zımba seçmek gibi uygun takımları tercih ederek bitmiş açının tam istenen değerde olmasını sağlar.
Malzeme özelliklerindeki değişiklikler bükme sorunlarını büyütebilir. Aynı spesifikasyon altında etiketlenmiş levhalar bile akma dayanımı veya kalınlık toleransında farklılık gösterebilir; bu da bir partiden diğerine öngörülemeyen geri yaylanmaya yol açar. Yeni stok kullanırken CNC kontrolörüne partiye özgü hassas verileri girmek ve hızlı deneme bükmeleri yapmak, telafi ayarlarının tutarlılığını korur. Tıpkı yayı germe kuvveti değiştiğinde okun farklı şekilde fırlaması gibi, abkant pres de çelik veya alüminyum özelliklerindeki küçük değişimlere farklı tepki verir—ve bu değişiklikleri dikkate almayan operatörler, doğru açıyı tutturmak için sürekli uğraşmak zorunda kalır.
Her haddelenmiş levha, haddeleme sırasında metal kristallerinin hizalanmasıyla oluşan doğal bir tane yönüne sahiptir. Bu yönelim, bükme sırasında hem sünekliği hem de çatlama direncini etkiler. Tane yönüne dik bükme—yani haddeleme yönüne dik—malzemenin daha homojen şekilde uzamasına izin vererek daha pürüzsüz bükümler ve daha yüksek kırılma direnci sağlar. Buna karşılık, tane yönünde bükme uzamayı kristal sınırları boyunca yönlendirir, malzemeyi daha gevrek hale getirir ve mikro çatlak olasılığını artırır.
Minimum bükme yarıçapı, tane yönüyle yakından ilişkilidir. Örneğin, 1.5 mm kalınlığında 304 paslanmaz çelik levha, tane yönüne dik büküldüğünde kalınlığına eşit yarıçapa kadar güvenle bükülebilir; ancak tane yönünde bükmek, çatlamayı önlemek için kalınlığın 1.5–2 katı yarıçap gerektirebilir. Yüksek mukavemetli alüminyum alaşımlarında, tane paralel bükme, daha büyük yarıçaplarda bile malzemeyi kritik gerinim sınırına zorlayarak gerilim beyazlamasına veya büküm tepesinde yarılmaya neden olabilir.
Hassas imalatta, tane yönünü dikkate almak levhayı nasıl yerleştirdiğinizle başlar. Bükme çizgilerini sünekliği en üst düzeye çıkaracak şekilde hizalayın ve lazer kesim için parça yerleşiminde tane kısıtlamalarını hesaba katın. Üretim gereklilikleri tane yönünde bükmeyi zorunlu kılıyorsa, riski bükme yarıçapını artırarak, zımba geometrisini ayarlayarak veya bazı alaşımlar için daha yüksek sıcaklıklarda şekillendirerek azaltın. Tane yönünü göz ardı etmek, ahşabı doğal damarına dikkat etmeden kesmek gibidir—kontrol elinizden kayar ve sonuç öngörülemez hale gelir.
Bir parçanın uzunluğu boyunca bükme açısı değişiyorsa, genellikle abkant presin zımbası ile tablası arasındaki basınç dağılımının eşit olmamasına işaret eder. En yaygın neden, yetersiz bombeli ayarıdır—bu, yük altında makinenin doğal sapmasını telafi eden düzeltmedir. Bu düzeltme olmadan, zımba uçlara merkezden biraz daha fazla kuvvet uygular ve bükümün orta kısmının açılmasına neden olur.
Mekanik sorunlar tutarsızlığı artırabilir. Yanlış hizalanmış bir zımba—bazen hızlı iniş ile şekillendirme hızı arasındaki hatalı geçişten kaynaklanır—parçanın bir tarafında diğerine göre farklı açı bırakabilir. Aşınmış veya kötü hizalanmış V-kalıplar temas geometrisini değiştirir; sıkışmış hava veya zayıf geri dönüş valfleri gibi hidrolik arızalar zımbanın düzensiz hareket etmesine yol açar. Aynı şekilde, çok sıkı veya dengesiz ayarlanmış kılavuz raylar, eşit olmayan aşağı hareketi engelleyerek iş parçasında asimetrik şekillendirme kuvvetleri oluşturur.
Bombeli kaynaklı kusurlardan kaçınmak hem teknik hassasiyet hem de düzenli bakım gerektirir. Manuel bombeli sistemler, yatağın ortasını hafifçe yükseltmek için altına konik takozlar yerleştirir; CNC kontrollü bombeli ise tonaj, parça uzunluğu ve malzeme özelliklerine göre otomatik olarak kaldırma ayarı yapar. Hangi yöntem kullanılırsa kullanılsın, kalibrasyon şarttır. Haftalık takım yağlaması, periyodik kılavuz ray kontrolleri, zamanında hidrolik yağ değişimi ve rutin kalıp hizalama kontrolleri, makinenin kullanım ömrü boyunca hassasiyeti korur. Nasıl ki bir marangoz, düzgün kesimler için mükemmel düz bir tezgaha ihtiyaç duyarsa, abkant pres de uçtan uca düzgün bükümler için geometrik olarak doğru bir yatağa ihtiyaç duyar.
Bükme sırasında çatlakların ortaya çıkması, genellikle yarıçap-kalınlık oranının göz ardı edildiğini gösterir. İç bükme yarıçapı, malzeme kalınlığına göre çok dar olduğunda, dış yüzeydeki çekme gerinimi malzemenin uzama sınırını aşar ve kırılmalara yol açar.
Minimum izin verilen bükme yarıçapı malzemeye göre değişir. Yumuşak çelik genellikle kalınlığına eşit bir iç yarıçapa dayanabilirken, yüksek karbonlu çeliklerde çatlamayı önlemek için kalınlığın iki ila üç katı yarıçap gerekebilir. Alüminyum 6061‑T6’da, tane yönünde bükme, iç yarıçapın kalınlığın dört katına kadar çıkmasını gerektirebilir—bu kuralı ihmal etmek, sıklıkla beyaz yüzey çatlaklarına veya tamamen kırılmaya neden olur. Daha ince saclar daha küçük yarıçaplara tolerans gösterebilir, ancak sertlik, temper ve tane yönü güvenli bükme sınırını etkiler.
Abkant pres operatörleri, uygun burun yarıçapına sahip zımba seçerek, V-kalıp ağzını genişleterek şekillendirme gerilimini azaltarak veya bazı metalleri bükmeden önce tavlama yoluyla ısıl işlem uygulayarak çatlama riskini azaltabilir. Bükme yarıçap-kalınlık oranı malzemenin fiziksel sınırına yaklaştıkça tehlike hızla artar—yarıçapta küçük bir azalma bile arıza olasılığını anında iki katına çıkarabilir. Bu sınırları tanımak ve saygı göstermek, özellikle havacılık, tıbbi veya yük taşıyan yapısal işlerde ürün bütünlüğünün vazgeçilmez olduğu durumlarda hayati önem taşır.
Aynı dikkat yüzey kaplama kalitesi için de geçerlidir. Bir büküm yapısal olarak sağlam kalsa bile, aşırı gerinim kaplamaları bozabilir veya görünür yüzey çatlamalarına yol açabilir. Doğru yarıçap-kalınlık dengesini sağlamak hem performansı hem de görsel çekiciliği korur.
Kusursuz bir bükme elde etmek, basit hesaplamaların çok ötesine geçer. Başarı, malzeme özellikleri, takım durumu ve makine kalibrasyonu arasındaki etkileşime bağlıdır. Ustalık, geri yaylanmanın serbest bırakıldıktan sonra açıyı nasıl değiştireceğini, tane yönünün sünekliği nasıl etkilediğini, hassas bombelinin açıyı parça boyunca nasıl tutarlı kıldığını ve doğru yarıçap-kalınlık oranlarının kırılmaları nasıl önlediğini anlamak demektir. Abkant pres işinde bunlar yan detaylar değil—hassasiyeti belirleyen kritik kontrol noktalarıdır.
Bir abkant pres satın almayı, sadece bir alışveriş değil, tam ölçekli bir proje başlatmak olarak düşünün. Basit bir fiyat teklifi, onu etkili şekilde çalıştırmak için ihtiyaç duyacağınız ekosistemi göz ardı eder. Bütçeler genellikle yaklaşık olarak –65“i presin kendisine, –25”i kalıplara, %5–8’i kuruluma, %3–5’i eğitime ve %7–10’u işletme sermayesi rezervlerine ayrılır. O “80.000” değerindeki makine, tek bir bitmiş parça üretmeden önce kolayca 120.000’lik bir yatırıma dönüşebilir.
Kalıplar aslında ikinci, gizli makinenizdir. Standart zımba ve kalıplar işinizin yaklaşık ’ini karşılayabilir, ancak gerçek dünya üretimi kaçınılmaz olarak istisnaların sürekli akışını getirir—kenetleme kalıpları, kaz boynu zımbalar, dar V kalıplar ve özel yarıçaplar. Her alışılmadık braket veya özel iş, benzersiz kalıplar gerektirir ve zamanla bu alımlar presin orijinal fiyatıyla yarışabilir.
Kapasiteyi düşük belirlemek pahalı bir hatadır. Bir atölye, daha düşük tonajlı bir abkant pres seçerek başlangıçta 30.000 tasarruf etti, ancak kalın malzemeleri işlemek için ekstra kurulumlar, yeniden işleme ve dış kaynak kullanımı nedeniyle yılda 50.000 kaybetti. Sözde “fırsat” sadece bir yıl içinde negatif geri dönüşe dönüştü. Gerçekte, ucuz pres pahalı bir yük haline geldi.
Zamanla, enerji ve bakım maliyetlerinin ağırlığı bilanço üzerinde etkisini gösterir. Tam elektrikli presler, hidrolik sistemlere kıyasla tepe yükte yaklaşık daha az güç tüketir, enerji maliyetinin ömür boyu giderlerdeki payını ’den ’e düşürür. Bakım gereksinimleri de önemli ölçüde azalır—pompa, valf, sızıntı veya yağ bozulması yoktur—yılda tahmini 12.600 tasarruf sağlar. Birçok işletme için bu, tam elektrikli presin yaklaşık daha yüksek satın alma fiyatının sadece 2,3 yılda kendini amorti etmesi anlamına gelir.
Ucuz markaların gizli maliyetlerine dikkat edin. Düşük maliyetli ithalatlar kağıt üzerinde aynı görünebilir, ancak güvenilir yerel servis eksikliği, rutin bir arızayı günlerce duruşa dönüştürebilir. Bu gecikme üretim planlarını bozar, ikinci el değerini düşürür ve başlangıçtaki tüm tasarrufları hızla yok edebilir. Bu işte hızlı servis yanıtı gerçek bir varlıktır—ancak satış temsilcinizin bunu ölçme olasılığı düşüktür.
Manuel presler, başlangıç maliyetinde avantaj sağlar. İnce malzemeler, kısa üretimler ve operatör temposuna uygun işler için uygundur. Ancak bükme açıları tamamen insan yargısına dayanır—ölçülü hassasiyet değil—bu da kaliteyi en yetenekli operatörünüzün gözleri ve uzmanlığına bağlar. O kişi olmadığında, hurda oranları artar ve zaman çizelgeleri kayar. Sonuç olarak: manuel presler sadece metali şekillendirmez, iş akışınızı tek bir kişiye bağımlı hale getirir.
Geleneksel hidrolik presler, daha ağır levhalar için çok yönlü tonaj sunarak, orta fiyat aralığında, olgun bir servis ağı desteğiyle ün kazanmıştır. Dayanıklıdır, kanıtlanmıştır ve güvenilirdir. Gizli maliyet mi? Sürekli enerji çekişi. Hidrolik pompalar, boşta olsa bile sürekli çalışır—bu da enerjiye bağlı yaşam döngüsü giderlerinin payını tam elektrikli modellere kıyasla ikiye katlar. Bu sürekli tüketim, satın alma siparişinde bir satır olarak görünmek yerine sessizce elektrik faturalarınıza sızar.
CNC donanımlı presler operasyonları dönüştürür. Geri dayama, taçlama, bükme dizileri ve geri yaylanma ayarları üzerinde programlanabilir kontrol ile tutarlı sonuçlar sağlarlar. İşe özel “tarifler” kurulum sürelerini azaltır ve tek bir operatörün becerisine bağımlılığınızı ortadan kaldırır. Doğru eğitim yatırımı yapıldığında, öğrenme süresini aylardan günlere indirebilirler. Ancak bu olmadan, CNC sadece karmaşık bir kontrol paneli olur ve operatörler manuel deneme-yanılma yöntemine geri döner.
Kiralamayı sadece yedek plan olarak değil, stratejik bir seçenek olarak görmek gerekir. Hızla değişen pazarlarda faaliyet gösteren atölyeler için, presinizin birkaç yıl içinde modası geçmesi veya yetersiz kalması riskine karşı sigorta görevi görür. Sağlıklı nakit akışını korumaya yardımcı olur, ödeme planları sözleşme sürelerine bağlanabilir. Sık yapılan yükseltmeler, enerji tüketimi ve bakım giderlerinde büyük dalgalanmaları da önlemenizi sağlar.
Satın almak size mutlak kontrol sağlar—kullanım sınırı yok, iade şartı yok, yenilemede belirsizlik yok. Üretim talepleri istikrarlı olduğunda, bakım ekibiniz yetkin olduğunda ve makinenin çıktısı yıllarca tam kapasite kullanılacaksa, sahiplik doğru tercihtir. İşe özel kalıp ve programlamayla üretim hattına entegre edilmiş ekipmanlarda, makine değişiminin yaratacağı operasyonel aksama, kiralamanın sağlayacağı tasarrufu kolayca gölgede bırakabilir.
Çoğu zaman en etkili yaklaşım her iki stratejiyi birleştirir: ömrü belirsiz yeni projeler veya sözleşmeler için yüksek özellikli CNC pres kiralayın, uzun vadeli, temel iş yükünü karşılamak için çok yönlü hidrolik pres satın alın. Bu kombinasyon, bükme kapasitenizi çeşitlendirilmiş bir portföy haline getirir—belirsizliğin yüksek olduğu durumlarda uyarlanabilir, operasyonların istikrarlı olduğu yerlerde sağlam şekilde sabitlenmiş.
Bir abkant pres sadece metal ve yazılım değildir—kârı artırabilecek veya yavaş yavaş eritebilecek bir üretim ekosistemine yapılan yatırımdır. Pazarlama parıltısından arındırıldığında, en iyi seçim yaşam döngüsü maliyeti, operatör bağımsızlığı ve iş yükü değişkenliğinin kesiştiği noktada yatar. Satış temsilcisi size bir ekipman satıyor olabilir, ancak gerçekte tüm bükme operasyonunuzun gelecekteki hızını ve güvenilirliğini belirliyorsunuz. Sonuçta, ürettiğiniz her parça bu kararı yansıtacaktır—bu yüzden yalnızca satın alabileceğiniz değil, sürdürülebilir şekilde çalıştırabileceğiniz presi seçin.


















