

Letzten Frühling sah ich zu, wie ein Werkzeugpaket im Wert von $180.000 in weniger als zehn Minuten genehmigt wurde.
Kein ROI-Blatt. Keine Engpassanalyse. Nur ein Satz vom VP: “Wir sind ein TRUMPF-Haus.”
Ich habe in meinem Leben viele Schecks unterschrieben, aber ich habe Markentreue nie mit Durchsatz verwechselt. Also, was genau kaufen wir, wenn wir etwas den “sicheren Standard” nennen?
Rechnen Sie zuerst. Wenn eine vergleichbare WILA- oder Promecam-Ausrüstung bei $130.000 liegt und TRUMPF bei $180.000, dann muss der zusätzliche $50.000 seinen Wert beweisen. Bei einer Bruttomarge von 20% brauchen Sie $250.000 zusätzlichen Umsatz, nur um das Premium auszugleichen. Das sind echte Biegungen, echte Arbeitsstunden, echte Maschinenzeit.
Und jetzt kommt der unbequeme Teil: Hydraulische Abkantpressen halten immer noch den größten Umsatzanteil am Markt, aber mehr als die Hälfte der Käufer entscheidet sich für etwas anderes. Servosysteme wachsen fast doppelt so schnell wie die gesamte Kategorie. Werkstätten investieren Kapital basierend auf der Auslastung, nicht auf Logos.
Wenn Ihr Engpass nicht die Automatisierungsintegration oder die Fre clearance für Deep-Box-Geometrien ist, schützt Sie das 40% Premium nicht. Es liegt einfach auf Ihrer Bilanz und tut nichts.
Also, wofür bezahlen wir wirklich?
Geschlossenes Ökosystem bedeutet: ein Hals zum Zudrücken. Werkzeug, Steuerung, Software, Automatisierungszelle – alles gebrandet, alles integriert, alles Ihren Programmierern vertraut. Wenn sich eine Biegefolge um 2 Uhr morgens unartig verhält, rufen Sie eine Nummer an.
Dieser Komfort ist etwas wert.
Aber Komfort ist keine Fähigkeit. Die meisten Werkstätten, in die ich hineingehe, fertigen mittelhohe Stückzahlen von Halterungen, Paneelen und geformten Kanälen aus Baustahl und Aluminium. Keine Roboterzellen. Keine Schichten ohne Personal. Manuelle Werkzeugwechsel, offline vorbereitet. Für diese Arbeitslast sitzt, richtet und wiederholt ein präzisionsgeschliffenes WILA- oder Promecam-Werkzeug innerhalb der Toleranz völlig in Ordnung.
Sie entfernen kein Risiko. Sie entfernen nur die Angst.
Kaufen Sie das geschlossene Ökosystem, wenn Sie automatisierte Biegezellen betreiben, bei denen Integrationsstillstand fünfstellige Beträge pro Stunde kostet. Andernfalls zahlen Sie Luxus-Lastwagen-Geld, um halbe-Tonnen-Ladungen zu transportieren.
Also kaufen Sie Genauigkeit – oder nur besseren Schlaf?
Ich habe Bediener gesehen, die den ganzen Tag Wiederholgenauigkeit von ±0,0015 Zoll mit Nicht-TRUMPF-Werkzeug gebogen haben – weil die Presse genau eingestellt war und das Material konsistent war. Präzision lebt im System: Ramparallelität, Genauigkeit der Bombierung, Wiederholgenauigkeit des Hinteranschlags, Kontrolle von Materialschwankungen.

Werkzeug ist wichtig. Es vollbringt keine Wunder.
Die “sichere Standard”-Geschichte besagt: Wenn etwas schiefgeht, kann zumindest niemand die Wahl des Werkzeugs dafür verantwortlich machen. Das ist keine Leistungslogik. Das ist Karriere-Schutz-Logik.
Versicherung gegen Reue kostet Geld. In diesem Fall etwa 30–40 %.
Kaufe Premium-Werkzeuge, wenn sie eine Fähigkeit freischalten, die du derzeit nicht erreichen kannst – tiefe Boxfre clearance, automatische Werkzeug-ID, nahtlose Robotik-Integration. Wenn es deine Einschränkung nicht verändert, ist es kein Upgrade. Es ist Rufpolsterung.
Und was passiert, wenn du dieses Ökosystem auf eine Maschine zwingst, die nicht dafür konstruiert wurde?
Stell dir eine Nicht-TRUMPF-Presse vor, die nachträglich ausgestattet wurde, um “Standard zu bleiben”. Adapter. Modifizierte Spannbacken. Spezielle Unterlagen. Jetzt steigt deine Rüstzeit, weil die Geometrie nicht native ist. Dein Bediener ringt mit einem 18-Kilo-Stempel, der sich nicht so setzt, wie es die Steuerung erwartet. Kleine Reibungen, jede Schicht.
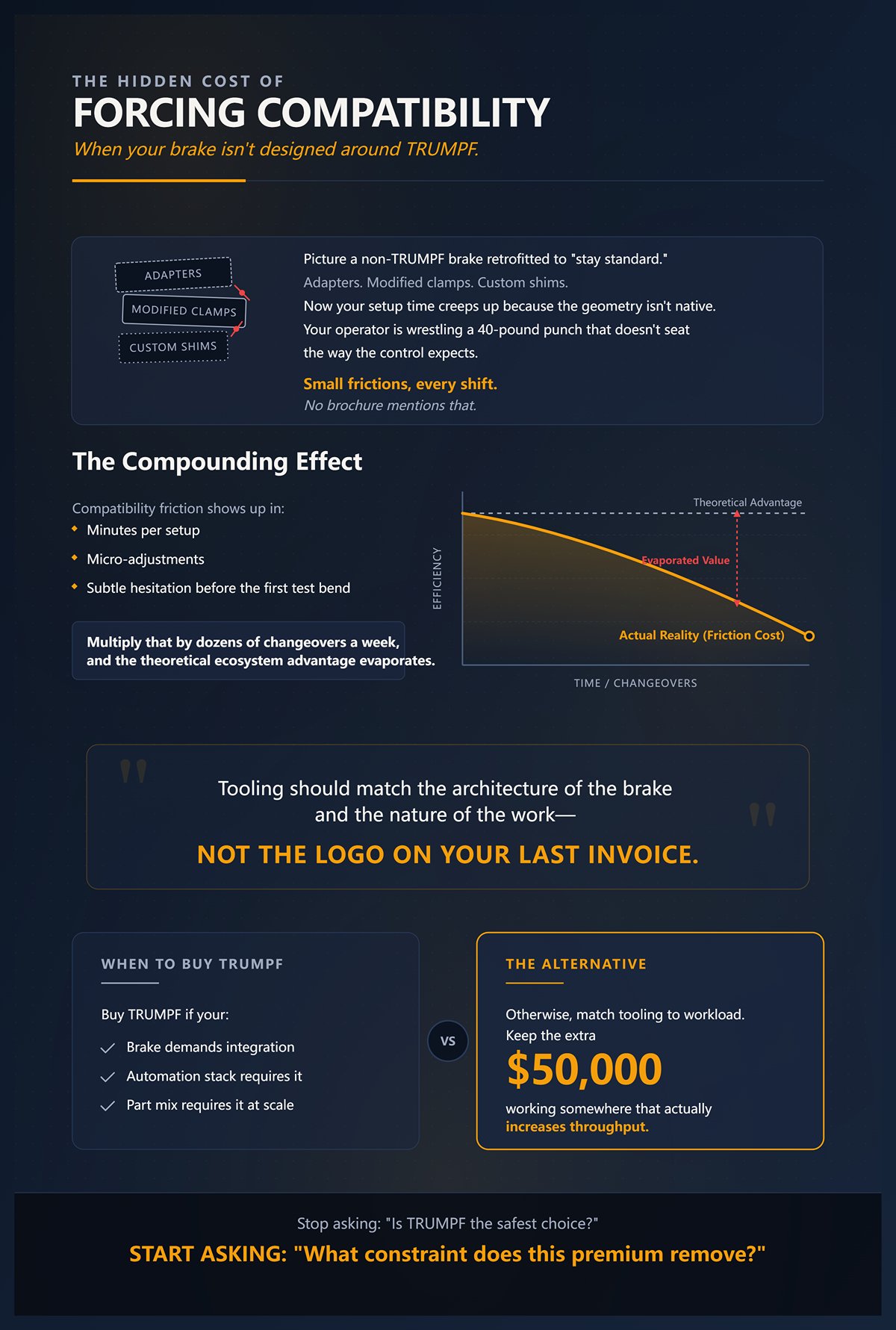
Kein Prospekt erwähnt das.
Kompatibilitätsreibungen zeigen sich in Minuten pro Rüstung, in Mikro-Einstellungen, in diesem subtilen Zögern vor dem ersten Proverbiegungstest. Multipliziere das mit Dutzenden Umrüstungen pro Woche und der theoretische Vorteil des Ökosystems löst sich in Luft auf.
Werkzeuge sollten zur Architektur der Presse und zur Art der Arbeit passen – nicht zum Logo auf deiner letzten Rechnung.
Kaufe TRUMPF, wenn deine Presse, dein Automations-Stack und deine Teile-Mischung diese Integration im großen Maßstab verlangen. Andernfalls stimme das Werkzeug auf das Arbeitspensum ab und lasse die zusätzlichen 150.000 € dort arbeiten, wo sie tatsächlich den Durchsatz erhöhen.
Am Ende sollte die Umstellung einfach sein: Hör auf zu fragen “Ist TRUMPF die sicherste Wahl?” und fang an zu fragen “Welche Einschränkung entfernt dieser Aufpreis?”
Lass uns dieselbe Rechnung wie zuvor machen, aber diesmal annehmen, dass der Aufpreis tatsächlich funktioniert.
Du siehst diesen Unterschied von 150.000 € zwischen einem TRUMPF-Hydraulikpaket und einer vergleichbaren WILA- oder Promecam-Ausrüstung. Bei 20 % Bruttomarge sind das 250.000 € zusätzliches Einkommen, das nötig ist, um auf null zu kommen. Wenn deine Presse mit 120 € pro Stunde abrechnet, brauchst du etwas über 2.000 produktive Maschinenstunden, die wiedergewonnen oder geschaffen werden müssen, um den Unterschied zu rechtfertigen.
Das ist keine Marken-Diskussion. Das ist eine Kapazitäts-Diskussion.
Die einzige Frage, die wirklich zählt, ist: Entfernt TRUMPFs Hydrauliksystem deine Haupteinschränkung oder macht es nur Werkzeugwechsel angenehmer? Denn wenn es keinen Engpass verschiebt, wird dich kein ROI-Dokument davor bewahren, teuren Komfort zu besitzen.
Wo bewegt es tatsächlich den Zeiger?
Stell dir eine Roboterzelle vor, die alle 20 Minuten Oberwerkzeuge zwischen Jobs tauscht. Der Roboter “fühlt” die Werkzeuge nicht. Er verlässt sich auf gleichmäßige Spannkraft, automatische Werkzeug-ID und wiederholbare vertikale Positionierung ohne manuelles Unterlegen. Eine hydraulische Oberklemme übt gleichmäßigen Druck über den Bund aus, kompensiert kleine Toleranzen und setzt das Werkzeug jedes Mal mit konstanter Z-Höhe ein.
Das löst ein echtes mechanisches Problem: Menschliche Variabilität wird aus der Spann-Schnittstelle entfernt.
Bei einer manuellen Abkantpresse erfordert dieselbe hydraulische Klemmung dennoch, dass der Bediener das Werkzeug positioniert und ausrichtet. Wenn du keine automatische Bombierung hast, die mit der Steuerung verbunden ist, keine integrierte Sicherheit wie BendGuard verfügst und deine Umrüstungen gebündelt und offline vorbereitet werden, dann beseitigt die adaptive Funktion keine menschliche Justierung – sie ändert nur, wie das Werkzeug eingerastet wird.
Und hier ist der Punkt, den Broschüren nicht betonen: Ab einer bestimmten Tonnage – sagen wir über 200 Tonnen pro Meter – ist der begrenzende Faktor nicht der Klemmenstil. Es geht um die Geometrie des Halters, den Werkzeugstahl und die strukturelle Kapazität der Maschine. Promecam-Halter können aufgrund ihrer Plattendicke früher an ihre Grenzen stoßen. Doch sobald man im Bereich des Schwerformens ist, bestimmen Maschinenrahmen und Werkzeugklasse, was möglich ist. Hydraulische Klemmung erhöht die Umformkapazität nicht auf magische Weise.
Präzision steckt im System: Parallelität des Stößels, Genauigkeit der Bombierung, Wiederholgenauigkeit des Hinteranschlags, Kontrolle von Materialschwankungen. Die Klemme sorgt für wiederholtes, sicheres Einsetzen. Sie korrigiert jedoch keinen verschlissenen Stößel oder ungleichmäßige Materialstärken.
Kaufe TRUMPFs Hydrauliksystem, wenn Automatisierung oder häufige Werkzeugwechsel deine Einschränkung sind. Wenn dein Engpass jedoch in der Erstteilfreigabe oder Materialvariabilität liegt, wird die Klemme das Problem nicht lösen.
Wo also ermöglicht TRUMPF tatsächlich Biegungen, die andere nicht schaffen?
Nehmen wir ein 10 Zoll tiefes Edelstahlgehäuse mit Innenflanschen an drei Seiten. Du formst die vierte Wand. Ein Standardstempel stößt gegen die Seitenwand, bevor der Biegewinkel erreicht ist. Der Stempelkörper kollidiert physisch mit der Werkstückgeometrie.
Das ist keine Toleranz. Das ist Physik.
TRUMPF-typische hohe Werkzeuge und Tiefkasten-Stempel bieten zusätzlichen Durchgang und seitliche Freiräume. Die erhöhte Stempelhöhe und die abgesetzten Schultern ermöglichen es dem Stößel, sich zu bewegen, ohne dass der Stempelkörper die geformten Wände berührt. In solchen Fällen kann ein kürzeres Promecam-Werkzeug die Biegung einfach nicht vollenden, ohne auf Sonderversätze oder segmentierte Umgehungslösungen zurückzugreifen.
Ja, man kann manchmal die Biegenreihenfolge neu gestalten. Ja, man kann Schwanenhalsstempel verwenden. Aber jede Umgehung erhöht die Einrichtkomplexität, steigert das Risiko von Durchbiegung oder erfordert zusätzliche Hübe.
Hier kommt die Feinheit ins Spiel: Wenn deine Arbeit hauptsächlich aus 14-Gauge-Halterungen, Hutprofilen und 3-Zoll-Flanschen besteht, kommt die zusätzliche Stempelhöhe nie zum Einsatz. Du bezahlst für Freiraum, den du nie nutzt.
Der Tiefkasten-Vorteil ist binär. Entweder deine Geometrie erfordert ihn – oder nicht. Es gibt keine Teilgutschrift.
Kaufe TRUMPF-Werkzeuge, wenn dein Teilespektrum regelmäßig tiefe Gehäuse oder Mehrfachflansch-Boxen umfasst, bei denen Standardstempel physisch anschlagen. Wenn 80% deiner Biegungen mit konventioneller Höhe auskommen, kaufst du im Grunde einen Sattelschlepper, um Briefe zu liefern.
Damit kommen wir zu dem Argument, auf das sich alle stützen – die Rüstzeit.
Bauen wir ein realistisches Szenario.
Manuelle Abkantpresse. Zwei Bediener. Zehn Umrüstungen pro Schicht. Jeder herkömmliche Klemmenwechsel dauert etwa 6–8 Minuten – einschließlich Lösen, Verschieben, Ausrichten, Probenbiegen, Feineinstellung. Nehmen wir 7 Minuten im Schnitt. Das ergibt 70 Minuten Rüstzeit pro Schicht.
Nehmen wir nun an, hydraulische Klemmung spart 2 Minuten pro Wechsel, weil das Einsetzen schneller und die Ausrichtung reproduzierbarer ist. Du sparst 20 Minuten pro Schicht. Über 250 Arbeitstage sind das rund 83 Stunden pro Jahr.
Bei $120 pro Maschinenstunde ergibt das knapp unter $10.000 jährlich an zurückgewonnener Kapazität.
Du brauchst fünf Jahre, um einen Aufpreis von $50.000 wieder einzuspielen – und das setzt voraus, dass du diese 83 Stunden tatsächlich in abrechenbare Arbeit umwandelst.
Und diese Einsparung von 2 Minuten setzt voraus, dass das Hydrauliksystem sauber in die Bremsensteuerung integriert ist und Ihre Bediener darin geschult sind, es zu nutzen. Ohne automatische „Crowning“-Integration oder digitale Werkzeugbibliotheken wird ein Großteil des theoretischen Gewinns durch die Erstmusterprüfung aufgezehrt.
Hydraulisches Spannen zeigt seine Stärken, wenn häufige Umrüstungen stattfinden, ohne Unterstützung, und in die Automatisierungslogik eingebunden sind. Bei manuellen Einsätzen mit mittlerem Volumen sind die Einsparungen schrittweise – nicht transformativ.
Kaufen Sie TRUMPF Hydraulikspannsystem, wenn Sie hochgemischte, hochfrequente Umrüstungen durchführen, bei denen sich Minuten zu echter Kapazität summieren. Wenn Ihre Aufträge in Chargen laufen und die Rüstungen gestaffelt sind, liefern WILA oder Promecam Ihnen gleiche Biegequalität mit schnellerer Amortisation.
Also wird nach all dem die Linie schärfer: Wie viele Ihrer Teile erfordern wirklich eine Automationsintegration oder tiefen Kastenfreiraum – und wie viele sind nur Standardbiegen mit einem Premiumabzeichen?
Ziehen Sie Ihre Biegedaten der letzten 12 Monate. Nicht die Angebote. Die tatsächlichen Produktionsprotokolle. Sortieren Sie nach eingesetzter Werkzeughöhe, Flanschtiefe und Teilefamilie. Wenn ich das in den meisten Werkstätten mache, sind 70–85% der gesamten Hübe gerade 90° in 10–14 Gauge Weichstahl, Flansche unter 4 Zoll, übliche Versätze, Hutprofile. Nichts Exotisches. Nur Volumen.
Stellen Sie nun eine schwierigere Frage: Über 10 000 Hübe bei diesen Teilen – hält TRUMPF den Winkel oder die Abmessung messbar besser als WILA?
Hier lichtet sich der Prospektnebel.
Nehmen Sie einen hypothetischen – aber realistischen – Lauf: 12 Gauge A36, 3 Fuß Biegelänge, 90° Luftbiegen mit einer Standard-8x-V-Öffnung. Sie fertigen 2 000 Stück pro Woche über fünf Wochen. Gleicher Stempel, gleiche Matrize. 10 000 Zyklen.
TRUMPF wirbt mit lasergehärteten Oberflächen mit extrem engen Anfangstoleranzen. WILA bearbeitet und schleift zu vergleichbarer Winkel- und Höhenpräzision und integriert adaptive Winkelkompensation auf Steuerungsebene. Was keiner veröffentlicht, sind Verschleißraten unter Hochzyklusproduktion.
Also betrachten wir den Mechanismus statt das Marketing.
Verschleiß beim Luftbiegen tritt an drei Stellen auf: der Spitzenradius des Stempels, die Schultern der Matrize und die Spannschnittstelle. Wenn die Stempelspitze aufpilzt oder die Matrizeschultern abgerundet werden, wächst Ihr Innenradius und Ihr Winkel driftet. Wenn das Werkzeug uneinheitlich sitzt, verschiebt sich Ihre Z-Höhe und Ihre Biegetiefe verändert sich.
Die Spannschnittstelle wird – bei beiden Systemen – durch präzisionsgeschliffene Ansätze und wiederholbare Halterungen gesteuert. Ist das Werkzeug einmal gesetzt, bestimmen die Parallelität des Pressenrams und das „Crowning“-System die Konsistenz. Präzision liegt im System: Parallelität des Rams, „Crowning“-Genauigkeit, Wiederholbarkeit des Hinteranschlags, Kontrolle der Materialvariation. Die Spannvorrichtung gewährleistet wiederholbares Setzen. Sie verhindert nicht den Stahlverschleiß.
In der Produktion von geraden 90°-Biegungen wird die Verschleißrate mehr durch das Tonnage-pro-Fuß- und Materialmaß bestimmt als durch die Frage, ob der Ansatz TRUMPF oder WILA trägt. Wenn beide ausreichend gehärtet sind und Sie die empfohlene Tonnage nicht überschreiten, sollten Sie über 10 000 Hübe keinen messbaren Winkeldriftunterschied sehen, der nicht mit routinemäßiger Tiefeneinstellung korrigiert werden kann.
Wenn Sie Drift feststellen, prüfen Sie die Materialdickenschwankungen und die „Crowning“-Kalibrierung, bevor Sie den Namen auf dem Stempel verantwortlich machen.
Kaufen Sie TRUMPF für dauerhaft enge Toleranzen nur, wenn Sie mit SPC-Daten nachweisen können, dass WILA-Werkzeuge auf Ihrer Maschine über lange Läufe außerhalb Ihres akzeptablen Cp/Cpk driften. Wenn beide mit periodischen Tiefenanpassungen die Spezifikation halten, bringt Ihnen der Aufpreis keine genaueren Teile.
Aber vielleicht liegt der wahre Vorteil nicht in der Winkelstabilität. Vielleicht ist es die Geschwindigkeit.
Stellen Sie sich einen Bediener vor, der ein 3-Fuß-gestuftes Stempelset zwischen Halterungsaufträgen wechselt. Mit TRUMPF-Hydraulikspannsystem richtet er die Segmente aus, tritt auf das Fußpedal, und das System spannt gleichmäßig. Sauber. Schnell. Wiederholbar.
Setzen Sie denselben Bediener nun auf einen WILA New Standard mechanischen Schnellwechsel mit Sicherheitsstiften. Er hakt den Schaft ein, dreht in Position, verriegelt mit dem Hebel. Keine Schrauben. Kein Unterlegen. Kein Hammer.
Stoppen Sie die Zeit.
Bei Standardwerkzeugen unter 12,5 kg pro Segment beträgt die Differenz Sekunden, nicht Minuten. Das Hydrauliksystem beseitigt die Arbeit mit dem Drehmomentschlüssel. Der mechanische Schnellwechsel erledigt das ebenfalls. Beide eliminieren den altmodischen Promecam-Schraub-und-Schiebe-Tanz.
Wo die Hydraulik ihre Zähne zeigt, ist bei der Automatisierung – robotergestützte Bestückung, automatische Werkzeugidentifikation, Integration in Steuerlogik. Aber für einen Menschen, der Werkzeuge an einer manuellen oder halbautomatischen Abkantpresse bereitstellt, liefert der mechanische Schnellwechsel 90% der Geschwindigkeit ohne Rohrleitungen, Pumpen, Dichtungen und einen weiteren potenziellen Ausfallpunkt.
Und hier ist der Reibungspunkt, den niemand einkalkuliert: Wartung. Hydraulische Spannsysteme haben Dichtungen. Dichtungen altern. Öl tritt aus. Mechanische Systeme nutzen sich ab, aber sie bluten nicht um 2 Uhr morgens auf dem Werkstattboden.
Wenn Ihre Umrüstungen in Batches erfolgen – 500 Stück fertigen, dann wechseln – macht der Unterschied zwischen 3 und 4 Minuten pro Wechsel die Jahreskapazität nicht genug aus, um ein hydraulisches Ökosystem zu rechtfertigen.
Kaufen Sie TRUMPF-Hydraulikspannsysteme, wenn Ihre Aufzeichnungen häufige, kleinteilige Umrüstungen zeigen, bei denen Automatisierung oder unbeaufsichtigter Betrieb von der Integration der Spannsysteme abhängt. Wenn ein geschulter Bediener Standardwechsel einige Male pro Schicht durchführt, hält der WILA mechanische Schnellwechsel ohne den Overhead mit.
Nachdem die Geschwindigkeit geklärt ist, kommen wir zu dem Teil, der mir eigentlich wichtig ist.
Gehen Sie von einer Premiumdifferenz – Maschine und Werkzeug-Ökosystem kombiniert – von über $40.000 aus, um vollständig in die TRUMPF-typische hydraulische Integration gegenüber einer Abkantpresse mit WILA-Ausstattung einzusteigen. Sie fertigen Teile mit geringer Variantenvielfalt und langen Serien: landwirtschaftliche Halterungen, Telekommunikationshalterungen, HVAC-Komponenten. Dieselben Werkzeuge bleiben tagelang in den Haltern.
Welche Leistungsfähigkeit schaltet dieses zusätzliche Kapital bei diesen Aufträgen frei?
Keine tieferen Kästen – Sie arbeiten mit Flanschen unter 4 Zoll. Keine genaueren Winkel – beide Systeme halten die Spezifikation innerhalb normaler Maschinenkorrekturen. Keine dramatisch schnelleren Umrüstungen – Sie rüsten zweimal pro Schicht um.
Also muss sich die Rendite aus Betriebszeit, Ausschussreduzierung oder Personalreduzierung ergeben.
Wenn Ihre Ausschussrate bei langen Serien durch Materialcoil-Variation oder unerfahrene Bediener verursacht wird, die Teile falsch messen, wird die Spannart das nicht beheben. Wenn Ihre Ausfallzeiten durch das Warten auf vorgelagerte Laserschneidarbeiten entstehen, ist die Abkantpresse nicht der Engpass. Sie investieren Premiumgeld in ein nicht-Engpass-Asset.
Das ist Flottenlogik. Kaufen Sie keinen voll ausgestatteten Sattelzug mit jeder Werksoption, wenn die meisten Ihrer Lieferungen halbe Tonnen im Pickup-Bereich liegen. Kapital sollte Engpässe verfolgen, nicht Bequemlichkeit.
Ermitteln Sie die Zahlen aus Ihrem eigenen ERP: Prozentsatz der Biegungen, die hohe Werkzeuge erfordern, Prozentsatz, der automatische Werkzeugidentifikation erfordert, durchschnittliche Umrüstungen pro Schicht, Ausschussursachen nach Grund codiert. Wenn weniger als 20% Ihres Umsatzes von Merkmalen abhängt, die einzigartig für TRUMPFs integriertes Ökosystem sind, wird 80% Ihrer Arbeitslast identische Teile mit WILA zu geringeren Kapitalaufwendungen liefern.
Kaufen Sie WILA, wenn Ihr Tagesgeschäft aus geraden Biegungen, gängigen Versätzen und vorhersehbaren Batches besteht, bei denen Präzision durch Maschine und Prozesskontrolle bestimmt wird – nicht durch eine proprietäre Hydraulikschnittstelle.
| Abschnitt | Wichtige Punkte |
|---|---|
| Arbeitslast-Realität (70–85% Produktion) | Die meisten Werkstätten fertigen 70–85% der Hübe als gerade 90°-Biegung in 10–14 Gauge Baustahl, unter 4-Zoll-Flanschen, Standardgeometrien. Hochvolumige, nicht exotische Arbeiten dominieren. |
| Kernfrage | Über 10.000 Biegungen hinweg – hält TRUMPF den Winkel oder das Maß messbar besser als WILA in der Standardproduktion? |
| Szenario für 10.000-Zyklen-Verschleiß | Beispiel: 12-Gauge A36, 3-Fuß-Biegung, 90° Luftbiegung, 8x V-Öffnung, 10.000 Zyklen. Beide Marken bieten gehärtetes, präzisionsgeschliffenes Werkzeug an, aber keine veröffentlicht Langzeit-Verschleißdaten. |
| Wo Verschleiß auftritt | Verschleißstellen: Stempelfußradius, Matrizen-Schultern, Klemm-Interface. Winkeldrift entsteht typischerweise durch Aufpilzung der Spitze, Abrundung der Matrizen oder ungleichmäßige Aufspannung. |
| System- vs. Werkzeugpräzision | Die Klemmung sorgt für wiederholbare Sitzposition; die Konsistenz hängt von Parallelität des Stößels, Genauigkeit der Bombierung, Wiederholgenauigkeit des Hinteranschlags und Kontrolle der Materialvariation ab. Die Klemmung verhindert keinen Stahlverschleiß. |
| Toleranz über 10.000 Stöße | Bei gerader 90°-Produktion wird der Verschleiß eher durch Tonnage pro Fuß und Materialbeschaffenheit als durch die Marke bestimmt. Richtig gehärtete Werkzeuge sollten keine messbare Winkeldrift zeigen, die über routinemäßige Tiefenanpassungen hinausgeht. |
| Wann TRUMPF für Toleranz rechtfertigen | Nur wenn SPC-Daten zeigen, dass WILA-Werkzeuge während langer Läufe über den akzeptablen Cp/Cpk driften. Wenn beide die Spezifikation mit kleinen Anpassungen halten, könnte der Aufpreis keine engeren Teile liefern. |
| Vergleich der Werkzeugwechselgeschwindigkeit | TRUMPF-Hydraulikklemmung: schnell, gleichmäßig, pedalbetätigt. WILA-Mechanischer Schnellwechsel: einhaken, drehen, verriegeln – keine Schrauben oder Unterlegen. Für Standardsegmente (<12,5 kg) beträgt der Unterschied Sekunden. |
| Hydraulischer vs. mechanischer Vorteil | Hydraulik überzeugt bei Automatisierung, robotischer Integration und Werkzeugidentifikation. Mechanischer Schnellwechsel erreicht ~90 % der Geschwindigkeit für manuelle/halbautomatische Umgebungen ohne zusätzliche Systemkomplexität. |
| Wartungsüberlegungen | Hydraulische Systeme benötigen Dichtungen und Flüssigkeitswartung; Risiko von Leckagen. Mechanische Systeme nutzen sich ab, vermeiden jedoch hydraulische Fehlerquellen. |
| Auswirkung des Wechsels auf die Kapazität | Beim Chargenbetrieb (z. B. 500 Stück pro Lauf) hat ein Unterschied von 3 zu 4 Minuten pro Wechsel nur minimale Auswirkungen auf die jährliche Kapazität. Hydraulik ist nur bei hochfrequenter Kleinchargenautomatisierung gerechtfertigt. |
| Kosten-Nutzen-Analyse | Geschätzte $40.000+ Aufpreis für ein vollständiges TRUMPF-ähnliches hydraulisches Ökosystem gegenüber einer mit WILA ausgestatteten Bremse. Bei Arbeiten mit geringer Variantenvielfalt und langen Laufzeiten könnte die zusätzliche Fähigkeit die Leistung nicht beeinflussen. |
| Return-on-Investment-Faktoren | Der ROI muss aus Betriebszeit, Ausschussreduzierung oder Arbeitseinsparungen stammen. Die Spannart löst keine Materialschwankungen, Bedienfehler oder Engpässe im vorgelagerten Prozess. |
| Flotten-Mathematik-Prinzip | Kapital sollte Produktionsengpässe adressieren und nicht Bequemlichkeit. Vermeiden Sie eine Premium-Investition, wenn die Bremse nicht der Engpass ist. |
| ERP-Bewertungsmetriken | Analysieren: %-Biegungen, die hohes Werkzeug erfordern, %-Biegungen mit automatischer Werkzeugidentifizierung, Umrüstungen pro Schicht, Ausschussursachen. Wenn <20% des Umsatzes von TRUMPF-spezifischen Funktionen abhängt, liefern 80% der Arbeit identische Ergebnisse mit WILA. |
| Endempfehlung | Wählen Sie TRUMPF für automatisierungsintensive Umgebungen mit hochfrequenten Umrüstungen. Wählen Sie WILA für gerade Biegungen, vorhersehbare Chargen und kosteneffiziente Präzision, die durch Maschinen-/Prozesskontrolle statt durch proprietäre Hydraulik bestimmt wird. |
Ein eiliger Auftrag für einen Luft- und Raumfahrtwinkel landet um 15:30 Uhr auf Ihrem Schreibtisch. Er benötigt einen 32-mm-Schwanenhals mit abgeschrägter Schulter, um eine Schweißnaht zu umgehen, die der Designer vergessen hat. Ihr TRUMPF-Katalog hat nicht genau dieses Profil. Lieferzeit: fünf Arbeitstage.
Die Promecam-Werkstatt in der Stadt zieht ein standardmäßiges europäisches Tang-Rohteil aus dem Regal, schickt es zu einem lokalen Schleifer und hat am nächsten Morgen ein modifiziertes Werkzeug zurück auf der Bremse.
Das ist der Punkt, an dem Integration aufhört zu helfen und anfängt, Geld zu kosten.
Wenn TRUMPF nur bei Automatisierung und Tiefkasten-Geometrie besser abschneidet als WILA, lautet die eigentliche Frage: Was passiert in den chaotischen 60–70% der Arbeit, die weder Standard noch robotergestützt ist – ungewöhnliche Halterungen, Feldnachrüstungen, Kleinseriengehäuse mit “fast standard” Abständen. Dort verdient sich die Modularität im Promecam-Stil ihren Platz.
Und deshalb ist dieser Abschnitt wichtig.
Ich habe gesehen, wie eine Werkstatt drei Bremsen auf ein vollständig integriertes Ökosystem umgestellt hat, weil “Standardisierung” sauber klang. Sechs Monate später modifizierten sie Teile per Hand, um das Werkzeug passend zu machen, statt das Werkzeug an die Teile anzupassen.
Promecam-Tangs sind einfach: ein 150-mm-Segment, mechanische Klemmung, keine proprietäre Knopfgeometrie. An einer 3-Meter-Bremse haben Sie etwa 15 Segmente. Wenn eine Halterung beschädigt wird, ersetzen Sie ein Stück. Sie verschrotten nicht eine monolithische Baugruppe. Diese Einfachheit ist keine Nostalgie. Es ist Reparaturwirtschaft.
Vor zehn Jahren war WILAs Knopfsystem patentrechtlich geschützt. Wenn Sie eine frontale Entnahme mit korrekter Halterung wollten, kauften Sie Originalteile. Nachrüstwerkzeuge hatten entweder keine Knöpfe oder verwendeten langsamere Stiftbefestigung. Übersetzung: Sie zahlten OEM-Preise oder akzeptierten langsamere Umrüstungen. Das ist die stille Bindung, die die meisten Käufer nicht in die erste Bestellung einpreisen.
Ein kundenspezifischer Fertigungsbetrieb lebt von Variabilität. Eine Woche sind es verzinkte Halterungen mit ungewöhnlichen Säumen. Die nächste Woche ist es 5-mm-Edelstahl mit einem Freischnitt, der eine schmale Werkzeugschulter erzwingt. Europäische Tangs ermöglichen die Beschaffung von mehreren Herstellern – oder Modifikationen im eigenen Haus – ohne sich Sorgen zu machen, ob eine hydraulische Schnittstelle oder proprietäre Geometrie das Werkzeug ablehnen wird.
Ja, manuelle Ausrichtung ist langsamer. Man hakt den Zapfen ein, setzt ihn ein, überprüft die Ausrichtung visuell. Es ist kein einhändiges, unter-60-Sekunden-hydraulisches Theater. Aber die meisten High-Mix-Werkstätten fertigen kleine Chargen. Sie wechseln nicht alle 20 Minuten den ganzen Tag. Die zusätzliche Minute pro Wechsel ist Lärm im Vergleich zum Warten auf eine proprietäre Lieferung.
Kaufen Sie Promecam-ähnliche Werkzeuge, wenn Ihr Umsatz davon abhängt, morgen “Ja” zu ungewöhnlichen Teilen zu sagen und nicht heute Abend denselben Aufbau unbeaufsichtigt laufen zu lassen.
Stellen Sie sich ein 4-mm-Edelstahlgehäuse mit einer 6-Zoll-Rückfalzung vor. Standard-Promecam-Werkzeuge werden es nicht freigeben. Die höheren Systeme von TRUMPF und WILA schon. Das ist echte Leistungsfähigkeit.
Aber stellen Sie sich jetzt eine flachere Box vor – 3-Zoll-Falz – aber mit einer inneren Verstrebung, die eine entlastete Stempelnase erzwingt. Sie ist nicht hoch. Sie ist einfach unhandlich.
Mit Promecam-Geometrie können Sie von einem Lieferanten einen Rohling kaufen, eine Entlastung einschleifen und innerhalb von 48 Stunden biegen. Keine hydraulische Kompatibilität, die gewahrt werden muss. Keine Knopf-Toleranzen, die passen müssen. Keine Sorge, dass der modifizierte Stempel einen Klemm-Drucksensor stören könnte.
Die Integration von TRUMPF geht davon aus, dass Sie im Ökosystem bleiben. Das ist der Punkt. Hydraulisches Spannen, automatische Werkzeug-ID, Steuerungsintegration – diese Systeme hängen von Maßgenauigkeit ab. Sobald Sie beginnen, individuelle Entlastungen einzuschleifen oder Drittvarianten zu beschaffen, riskieren Sie inkonsistentes Setzen oder den Verlust der automatischen Erkennung. Das System drängt Sie stillschweigend zurück zur OEM-Lieferung.
Das ist in einer Roboterzelle in Ordnung, wo Wiederholbarkeit und Rückverfolgbarkeit den Zaun rechtfertigen. Es ist Reibung in einer Werkstatt, in der der Plan von morgen anders ist als der von heute.
Ich habe Werkzeugpakete im Wert von $180.000 in zehn Minuten genehmigt, wenn sie eine Einschränkung aufgehoben haben. Ich werde keinen Aufpreis genehmigen, der uns fünf Tage warten lässt, um einen modifizierten Stempel zu erhalten, den wir vor Ort für einen Bruchteil der Kosten schleifen könnten.
Kaufen Sie in ein integriertes Ökosystem, wenn Sie Werkzeug-ID, automatisches Spannfeedback und garantierte Übereinstimmung in Roboterzellen benötigen. Wenn Ihr Wettbewerbsvorteil in schneller individueller Reaktion liegt, bleiben Sie dort, wo Nachrüstversorgung ein Vorteil ist und keine Bedrohung.
Lassen Sie uns einen Stresstest durchführen.
Europäische Zapfen erfordern manuelle Ausrichtung. Selbst mit Federklemmen oder Hebeln muss der Bediener einsetzen und visuell bestätigen. In einer Umgebung mit häufigen Wechseln – sagen wir 20 Wechsel pro Schicht – summiert sich dieser manuelle Schritt. Über ein Jahr hinweg ist das messbare Arbeitszeit.
Und höhere TRUMPF/WILA-Systeme gewinnen absolut bei Geometrien mit tiefen Kästen. Wenn 25–30% Ihres Umsatzes 8–10 Zoll Falze in Edelstahl betrifft, wird Promecam zu individuellen Umgehungen oder Sekundärbearbeitung zwingen. Das ist nicht theoretisch. Das ist Geometrie.
Was wählen Sie also wirklich?
Promecam priorisiert Maschinenübergreifende Kompatibilität und modulare Reparatur. Eine Werkstatt kann Werkzeuge von einer anderen ausleihen. Mehrere Lieferanten können denselben Zapfenstandard anbieten. Beschädigte Segmente werden einzeln ausgetauscht. Präzisionskonsistenz steckt immer noch in der Presse: Parallelität des Stößels, Genauigkeit der Bombierung, Wiederholgenauigkeit des Hinteranschlags, Kontrolle von Materialvariationen. Die Klemmart hebt diese Grundlagen nicht auf.
Integrierte Systeme priorisieren Konformität und Automatisierungsbereitschaft. Sie gewinnen an Tiefenkapazität und reibungsloser Werkzeugerkennung. Sie geben offene Beschaffung und einfaches Modifizieren auf.
Es gibt hier kein kostenloses Mittagessen.
Wenn Ihre Einschränkung geometrische Tiefe oder robotische Durchsatzleistung ist, gewinnt die Integration und rechtfertigt ihren Aufpreis. Wenn Ihre Einschränkung die Reaktionsfähigkeit auf unvorhersehbare, kleinteilige Geometrien ist, steigert Modularität den Wert auf Weisen, die ein ROI-Blatt nicht erfassen wird.
Kaufen Sie TRUMPF, wenn Automatisierung oder hohes Werkzeug Profit bringt. Kaufen Sie Promecam-ähnliche Werkzeuge, wenn Flexibilität und werkstattübergreifende Beschaffung Ihren Terminplan voll halten.
Und wenn Sie sich nicht sicher sind, zu welchem Lager Sie gehören, ist die nächste Frage unvermeidlich: Wann kippt die vollständige Integration tatsächlich von “schön zu haben” zu “nicht verhandelbar”?
Auf meiner Fertigungsfläche zeigte sich die Grenze zwischen “optional” und “nicht verhandelbar” um 1:47 Uhr morgens.
Da stoppte der Roboter, weil er nicht verifizieren konnte, dass ein Stempel richtig eingesetzt war. Kein Bediener. Niemand, der einen Steg anstößt, einen Span entfernt, neu einsetzt und den Zyklus startet. Nur eine sechsstellige Zelle, die im Leerlauf stand, während die Uhr weiterlief. Als die Frühschicht es fand, hatten wir sechs Stunden unbeaufsichtigte Kapazität verloren.
Das ist die Schwelle.
Wenn Sie erwarten, dass eine Abkantpresse „lights‑out“ läuft, hören Werkzeugeinsetzen, Klemmkraftbestätigung und Werkzeug‑ID auf, bloße Annehmlichkeiten zu sein, und werden zur Lohnabrechnung. Wenn Ihr Plan 6–8 unbeaufsichtigte Stunden pro Nacht, fünf Nächte pro Woche vorsieht, kaufen Sie kein Werkzeug mehr — Sie kaufen eine Versicherung gegen einen stehenden Roboter. Dann ist der Zeitpunkt, an dem die vollständige Integration ins Ökosystem Gehör verdient.
Alles darunter, und Sie sind noch im Land der Wahlmöglichkeiten.
Gehen Sie zu einer TRUMPF‑Roboterzelle und sehen Sie sich einen Werkzeugwechsel an. Der Stößel fährt hoch. Die Hydraulikklemme löst. Der Roboter zieht den Stempel vertikal heraus mittels einer definierten Schnittstelle — 20 mm gerillter Steg, gehärtete Knopfgeometrie, wiederholbare Aufnahmepunkte. Die Steuerung protokolliert die Werkzeug‑ID. Der Klemmdruck wird überwacht. Wenn das Werkzeug nicht vollständig eingesetzt ist, geht die Maschine in Störung, bevor sie je Material berührt.
Dieser geschlossene Kreislauf ist der Punkt.
Es ist nicht so, dass WILA physisch nicht passt — es passt. Die “New Standard”‑Steggeometrie bedeutet, dass WILA‑Stempel in einen TRUMPF‑Halter passen und funktionieren. Tatsächlich ist WILA für viele automatisierte Einrichtungen ein legitimer Drop‑in zu geringeren Investitionskosten. Dem Stahl ist egal, wessen Logo darauf steht.
Wo Wettbewerber ins Schwitzen geraten, sind die Randbereiche: automatische Werkzeugwechsler (ATC), die auf spezifische Masse, Schwerpunkt und Aufnahmegeometrie ausgelegt sind. TRUMPFs eigene ATC‑Finger, Lagergestelle und Klemmenrückmeldung sind als aufeinander abgestimmtes Set konstruiert. Wenn der Roboter um 2 Uhr morgens einen 40‑Pfund‑Schwanenhals greift, greift er ein bekanntes Profil mit bekannter Haltekraft.
Wenn man Drittanbieter‑Werkzeuge ohne Validierung dieser Variablen einmischt, bringt man ein Risiko ein, das der Roboter nicht “fühlen” kann. Ein Mensch spürt eine Fehlstellung. Ein Roboter vertraut auf Toleranzen.
WILA hat diese Lücke stark geschlossen. Ihr Safety‑Click‑Haltesystem und die Fertigungstoleranzen von ±0,01 mm sind kein Spaß. In vielen Zellen arbeiten sie nicht unterscheidbar. Aber wenn Sie in Geometrien mit tiefen Kästen, hohen Stempeln, schweren Segmenten und häufigen automatischen Wechseln eintauchen, reduziert das OEM‑Ökosystem die Anzahl der Unbekannten im Stapel.
Unbekannte sind das, was unbeaufsichtigte Schichten killt.
Wenn Sie eine umzäunte Roboterzelle mit automatischer Werkzeuglagerung und mehreren nächtlichen Umrüstungen bauen oder betreiben, reduziert ein Verbleiben im validierten Ökosystem die Integrationsvariablen. Wenn Ihre “Automatisierung” ein Cobot ist, der Rohlinge lädt, während ein Bediener noch die Werkzeuge wechselt, schmilzt dieser Vorteil schnell dahin.
Kein ROI‑Blatt, keine Bestellung.
Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen. Angenommen, eine Roboter‑Abkantpresse läuft zwei unbeaufsichtigte Schichten pro Tag, fünf Tage die Woche — 80 Stunden potenzieller „lights‑out“‑Zeit. In diesem Zeitfenster führt sie vier automatische Werkzeugwechsel pro Schicht durch. Manuelle Umrüstungen würden konservativ je 5 Minuten mit Bediener dauern — das sind 40 Minuten Arbeit pro Tag, die Sie besetzen oder verlieren müssten.
Vierzig Minuten pro Tag sind 3,3 Stunden pro Woche. Bei einem voll belasteten Stundensatz von $35 entspricht das etwa $6.000 pro Jahr an direkten Arbeitskosten. Noch nicht beeindruckend.
Aber das ist die falsche Linse.
Die echte Zahl ist die wiedergewonnene Spindelzeit. Wenn jede unbeaufsichtigte Stunde einen Deckungsbeitrag von $150 bringt — nicht Umsatz, Deckungsbeitrag — dann sind sechs eingesparte Stunden pro Woche $46.800 pro Jahr. Jetzt reden wir. Plötzlich hat ein Aufpreis von $40.000–$60.000 für integrierte ATC‑Funktionalität eine Amortisationszeit von 12–18 Monaten.
Dann kippt das Ganze.
Wenn deine Abkantpresse in einer Schicht läuft, manuell beschickt wird und vielleicht drei Werkzeugwechsel am Tag hat, ist ein automatischer Werkzeugwechsler ein glänzendes Spielzeug. Du sparst Minuten, schaffst aber keine verkaufbaren Stunden. Und Premium‑Werkzeuge, die mit dem Argument “für zukünftige Automatisierung” gerechtfertigt werden, werden zu totem Kapital, das keinen Ertrag bringt.
Aber Komfort ist keine Leistungsfähigkeit.
Ich habe Werkstätten gesehen, die integrierte Werkzeuge kaufen, weil es sich zukunftssicher anfühlt, sie dann fünf Jahre lang betreiben, ohne die Maschine einzuzäunen. Sie bezahlten für hydraulisches Spannrückmeldesystem und Werkzeug‑ID, die kein Roboter je ausgelesen hat. Unterdessen hätten WILA oder sogar hochklassige Promecam identische Biegegenauigkeit geliefert, weil Präzision im System lebt: Stößelparallelität, Bombierung‑Genauigkeit, Anschlagwiederholgenauigkeit, Kontrolle der Materialschwankung.
Der ROI der Automatisierung materialisiert sich nur, wenn die Zelle tatsächlich automatisiert ist.
Stell dir eine 10‑Fuß‑Abkantpresse vor, Bediener vorne, ein Wagen mit Stempeln an der Seite. Er tauscht einen 32‑mm‑Gänsehals von Hand. Die hydraulische Spannvorrichtung macht es einhändig. Schön. Sechzig Sekunden statt zwei Minuten mit Hebelspannung.
Er muss trotzdem zum Regal gehen. Er muss trotzdem die Orientierung prüfen. Er muss trotzdem einen Probebiegen durchführen.
Du hast 60 Sekunden gespart.
Wenn diese Maschine zehnmal am Tag die Werkzeuge wechselt, hast du zehn Minuten gewonnen. Über ein Jahr gerechnet vielleicht 40 Stunden. Das ist eine Arbeitswoche Arbeitszeit. Wenn der Aufpreis, um im TRUMPF‑Ökosystem zu bleiben, $50.000 gegenüber einem WILA‑Paket betrug, hast du gerade Geld für einen Luxuslaster ausgegeben, um halbe‑Tonnen‑Lasten zu bewegen.
Und hier kommt der Clou: In manuellen Umgebungen zahlt sich Flexibilität am besten aus. Eine Entlastung an einem europäischen Tang einschleifen. Ein Segment von einer anderen Presse ausleihen. Anbieter mischen, um einen Eilauftrag zu bewältigen. Integrierte Ökosysteme entmutigen dieses Verhalten aktiv, weil Konformität ihr Wertversprechen ist.
Also verwische die Grenzen nicht.
Kaufe vollständige TRUMPF‑Ökosystem‑Werkzeuge, wenn ein Roboter den Wechsel durchführt, Spannrückmeldung in deine Steuerung eingebunden ist und unbeaufsichtigte Stunden Teil deiner Margenstrategie sind. Kaufe WILA — oder hochwertige Promecam — wenn ein Bediener noch vor der Maschine steht und Flexibilität sich schneller rechnet als Automatisierung.
Wenn du nicht weißt, welche Bedingung deine Werkstatt beschreibt, hör auf, Broschüren zu lesen, und beginne, dein Nadelöhr zu prüfen. Liegt es an der Arbeitskraft um 2 Uhr morgens oder daran, dass du “Ja” zu dem ungewöhnlichen Auftrag von morgen sagst?
Das beantwortest du nicht mit einer Broschüre. Du beantwortest es mit einer Stoppuhr und der Auftragschronik des letzten Monats.
Geh durch deine Werkstatt und stelle eine unangenehme Frage: Wo stockt die Marge tatsächlich — beim Werkzeugwechsel, bei der Programmierung, bei der Prüfung oder beim Warten auf einen Menschen? Wenn deine Abkantpresse um 2 Uhr morgens stillsteht, weil niemand da ist, um einen 40‑Pfund‑Stempel zu wechseln, ist Automatisierung dein Engpass. Wenn sie um 14 Uhr stillsteht, weil die Konstruktion gerade ein Einzelstück‑Gehäuse freigegeben hat, das eine abgeschliffene Schulterschräge benötigt, ist Flexibilität dein Engpass.
Unterschiedliche Krankheiten. Unterschiedliche Medizin.
Die meisten Werkstätten trennen die beiden Dinge nie. Sie sehen “Schnellspannvorrichtung” und nehmen an, Geschwindigkeit bedeute Gewinn. Aber Komfort ist nicht gleich Leistung. Präzision steckt im System: Stößelparallelität, genaue Bombierung, reproduzierbare Anschlagpositionen, Kontrolle von Materialschwankungen. Werkzeug verdient nur dann einen Aufpreis, wenn es die Einschränkung beseitigt, die Ihnen tatsächlich verkaufsfähige Stunden kostet.
Wie machen Sie das sichtbar statt emotional?
Zuerst harte Zahlen.
Nehmen Sie die Gesamttonnage, die in einer Schicht geformt wurde, und teilen Sie sie durch die Gesamtminuten, die in dieser Schicht für den Werkzeugwechsel aufgewendet wurden. Das ist Ihre Tonnage pro Rüstminute. Nicht theoretisch. Wirklich.
Hypothetisches Beispiel: Eine Presse formt 400 Tonnen in einer 8‑Stunden-Schicht. Bediener verbringen insgesamt 40 Minuten mit dem Austausch von Stempeln und Matrizen. Das sind 10 Tonnen pro Rüstminute. Eine andere Presse formt 300 Tonnen, benötigt aber 90 Minuten für Umrüstungen. Das sind 3,3 Tonnen pro Rüstminute.
Welche fühlt sich automatisierungsbereit an?
Eine niedrige Tonnage pro Rüstminute zeigt mir, dass Rüsthemmnisse die Produktion auffressen. Eine hohe Zahl zeigt mir, dass die Maschine formt, statt zu fummeln. Wenn Ihre Zahl niedrig ist, weil die Aufträge klein sind und sich die Geometrie jede Stunde ändert, wird kein Hydrauliksystem Ihr Geschäftsmodell reparieren. Wenn sie niedrig ist, weil Sie dieselbe Teilefamilie fertigen und trotzdem Zeit verschwenden beim Ausrichten von Segmenten, dann fängt ein Premium-Schnellwechsel an, sich zu lohnen.
Verfolgen Sie es 30 Tage lang. Der Trend wird Ihnen sagen, ob Ihr Margenmodell davon abhängt, menschliche Rüstzeit zu eliminieren – oder Chaos kostengünstig zu bewältigen.
Sobald Sie das Muster sehen, wird die Routing-Entscheidung klar.
Variantenreich bedeutet fünf Biegungen hiervon, zwölf davon, ein eiliges Luftfahrt-Bauteil um 15:30 Uhr, das einen 32-mm-Schwanenhals braucht, den niemand eingeplant hat.
Ihre Tonnage pro Rüstminute wird immer mittelmäßig aussehen, weil die Arbeit selbst fragmentiert ist. Die Einschränkung ist nicht die Spanngeschwindigkeit. Es ist die Anpassungsfähigkeit. Können Sie heute Abend Freischnitt schleifen? Können Sie ein Segment von einer anderen Presse leihen? Können Sie einen Spezialstempel beschaffen, ohne auf eine OEM-Teilenummer zu warten?
Werkzeuge im Promecam-Stil punkten hier, weil sie eine offene Geometrie haben. 13‑mm-Tang, mechanischer Verschluss, breiter Aftermarket. Es gibt Adapter, mit denen Sie Schnellwechselhalter auf diesen Maschinen betreiben können, ohne sich in ein geschlossenes Ökosystem einkaufen zu müssen. Sie können 80% an Schnellwechselvorteil erfassen, ohne einen TRUMPF-großen Scheck zu schreiben.
Kein ROI‑Blatt, keine Bestellung.
Kaufen Sie Promecam, wenn Ihr Produktionsplan schneller wechselt als Ihr Werkzeugsatz.
Anderes Bild. Sie fertigen 12‑Gauge A36-Bauteile, 10.000 Schläge im Monat, dasselbe Biegeprogramm, derselbe Werkzeugsatz.
Jetzt sind Rüstminuten reine Verschwendung. Sie improvisieren keine Geometrie; Sie schützen die Wiederholgenauigkeit. Hydraulische oder starke mechanische Spannsysteme mit präzisionsgeschliffenen Segmenten reduzieren Ausrichtungsabweichungen und verhindern, dass Bediener um 6 Uhr morgens mit Gummihammer und Unterlagen arbeiten müssen.
Die New Standard-Geometrie von WILA funktioniert gut über mehrere Maschinenmarken hinweg. Sie bietet ±0,01 mm Fertigungstoleranz und sicheren Halt, ohne Sie in eine einzige OEM-Steuerungsarchitektur zu zwingen. Für wiederkehrende Teilefamilien summiert sich diese Stabilität.
Sie brauchen kein vollständig integriertes Ökosystem. Sie brauchen konsistente Auflage und schnelle, zuverlässige Wechsel.
Kaufen Sie WILA, wenn Ihr Umsatz davon abhängt, morgen die gleichen Teile zu fertigen, die Sie gestern gefertigt haben.
Jetzt sind wir wieder bei unbeaufsichtigten Stunden.
Wenn Sie die Abkantpresse einzäunen, automatische Werkzeuglagerung hinzufügen, mehrere Werkzeugwechsel über Nacht planen, verändert sich das Risikoprofil. Der Roboter kann einen falsch eingesetzten Stempel nicht “fühlen”. Er vertraut auf Geometrie, Gewicht und Spannungsrückmeldung. TRUMPFs Ökosystem — ATC-Finger, Lageregale, Spannsensoren — ist als abgestimmtes Set konstruiert.
Hier hört der Aufpreis auf, Eitelkeit zu sein, und wird zu einer Versicherung.
Ja, WILA kann in vielen robotergestützten Zellen laufen. Ja, die Kreuzkompatibilität verwischt die Marketinggrenzen. Stahl ist Stahl. Aber wenn Ihr Margenmodell von 80 Stunden pro Woche im unbeaufsichtigten Betrieb ausgeht, sind Integrationsvariablen keine theoretische Frage. Ein Stopp um 1:47 Uhr, der sechs Stunden stillsteht, wird die Einsparungen zunichte machen, von denen Sie dachten, sie durch das Mischen von Systemen erzielt zu haben.
Der ROI der Automatisierung materialisiert sich nur, wenn die Zelle tatsächlich automatisiert ist.
Kaufen Sie TRUMPF, wenn unbeaufsichtigte Produktion kein Ziel, sondern ein Posten in Ihrer Margenprognose ist.
Hier ist der nicht offensichtliche Teil: Die meisten Werkstätten denken, die Frage sei “Welches Werkzeug ist präziser?” Das ist sie nicht. Präzision liegt im System. Die eigentliche Frage ist: “Was wandelt meinen nächsten investierten Kapitaldollar in die meisten verkaufbaren Stunden um?”
Verfolgen Sie Tonnen pro Rüstminute. Ordnen Sie dies dem Anteil dieser Minuten zu, die ohne menschliche Anwesenheit ablaufen. Wenn Sie diese beiden Linien auf demselben Blatt sehen, verschwindet die sichere Standardwahl — und das richtige Fahrzeug für Ihre Lieferroute wird offensichtlich.


















