

La primavera pasada vi cómo se aprobaba un paquete de utillaje de $180,000 en menos de diez minutos.
Sin hoja de ROI. Sin análisis de cuellos de botella. Solo una frase del vicepresidente: “Somos una casa TRUMPF.”
He firmado muchos cheques en mi vida, pero nunca he confundido la lealtad a una marca con el rendimiento. Entonces, ¿qué es exactamente lo que compramos cuando llamamos a algo el “valor seguro”?
Haz primero las cuentas. Si un conjunto comparable de WILA o Promecam cuesta $130,000 y TRUMPF cuesta $180,000, esos $50,000 adicionales deben justificarse. Con un margen bruto de 20%, necesitas $250,000 en ingresos adicionales solo para alcanzar el punto de equilibrio de la prima. Eso son dobleces reales, horas reales de mano de obra, tiempo real de máquina.
Ahora viene la parte incómoda: las prensas plegadoras hidráulicas aún mantienen la mayor cuota de ingresos en el mercado, pero más de la mitad de los compradores están eligiendo otra cosa. Los sistemas servo están creciendo casi el doble de rápido que la categoría general. Los talleres están votando con capital basándose en la carga de trabajo, no en los logotipos.
Si tu cuello de botella no es la integración de automatización o el espacio libre para geometrías de caja profunda, esa prima del 40% no te protege. Está sentada en tu balance sin hacer nada.
Entonces, ¿qué estamos realmente pagando?
Ecosistema cerrado significa un único responsable. Utillaje, control, software, célula de automatización—todo de la misma marca, todo integrado, todo familiar para tus programadores. Cuando una secuencia de plegado falla a las 2 a. m., llamas a un solo número.
Esa comodidad vale algo.
Pero la comodidad no es capacidad. La mayoría de los talleres que visito trabajan con soportes de volumen medio, paneles y canales conformados en acero dulce y aluminio. Sin células robóticas. Sin turnos lights-out. Cambios de herramienta manuales, montados fuera de línea. Para esa carga de trabajo, una herramienta WILA o Promecam rectificada con precisión se asienta, alinea y repite dentro de tolerancia perfectamente.
No estás eliminando el riesgo. Estás eliminando la ansiedad.
Compra el ecosistema cerrado si estás trabajando con células de plegado automatizadas donde el tiempo de inactividad de la integración cuesta cinco cifras por hora. De lo contrario, estás pagando el precio de un camión de lujo para transportar cargas de media tonelada.
Entonces, ¿estás comprando precisión, o solo durmiendo mejor?
He visto operadores doblar con una repetibilidad de ±0.0015 pulgadas en herramientas que no son TRUMPF todo el día—porque la plegadora estaba ajustada y el material era consistente. La precisión está en el sistema: paralelismo del ariete, exactitud del abombado, repetibilidad del tope trasero, control de la variación del material.

El utillaje importa. No hace milagros.
La historia del “valor seguro” dice: si algo sale mal, al menos nadie puede culpar a la elección del utillaje. Eso no es lógica de rendimiento. Eso es lógica de protección de carrera.
El seguro contra el arrepentimiento cuesta dinero. En este caso, alrededor de un 30–40%.
Compra herramientas premium cuando desbloqueen una capacidad que actualmente no puedes lograr: espacio libre profundo, identificación automatizada de herramientas, integración robótica sin interrupciones. Si no cambia tu restricción, no es una mejora. Es decoración para la reputación.
¿Y qué ocurre cuando fuerzas ese ecosistema en una máquina que no fue diseñada en torno a él?
Imagina una prensa que no es TRUMPF adaptada para “mantenerse estándar”. Adaptadores. Abrazaderas modificadas. Cuñas personalizadas. Ahora, tu tiempo de preparación aumenta porque la geometría no es nativa. Tu operador lidia con un punzón de 40 libras que no encaja como el control espera. Pequeñas fricciones, en cada turno.
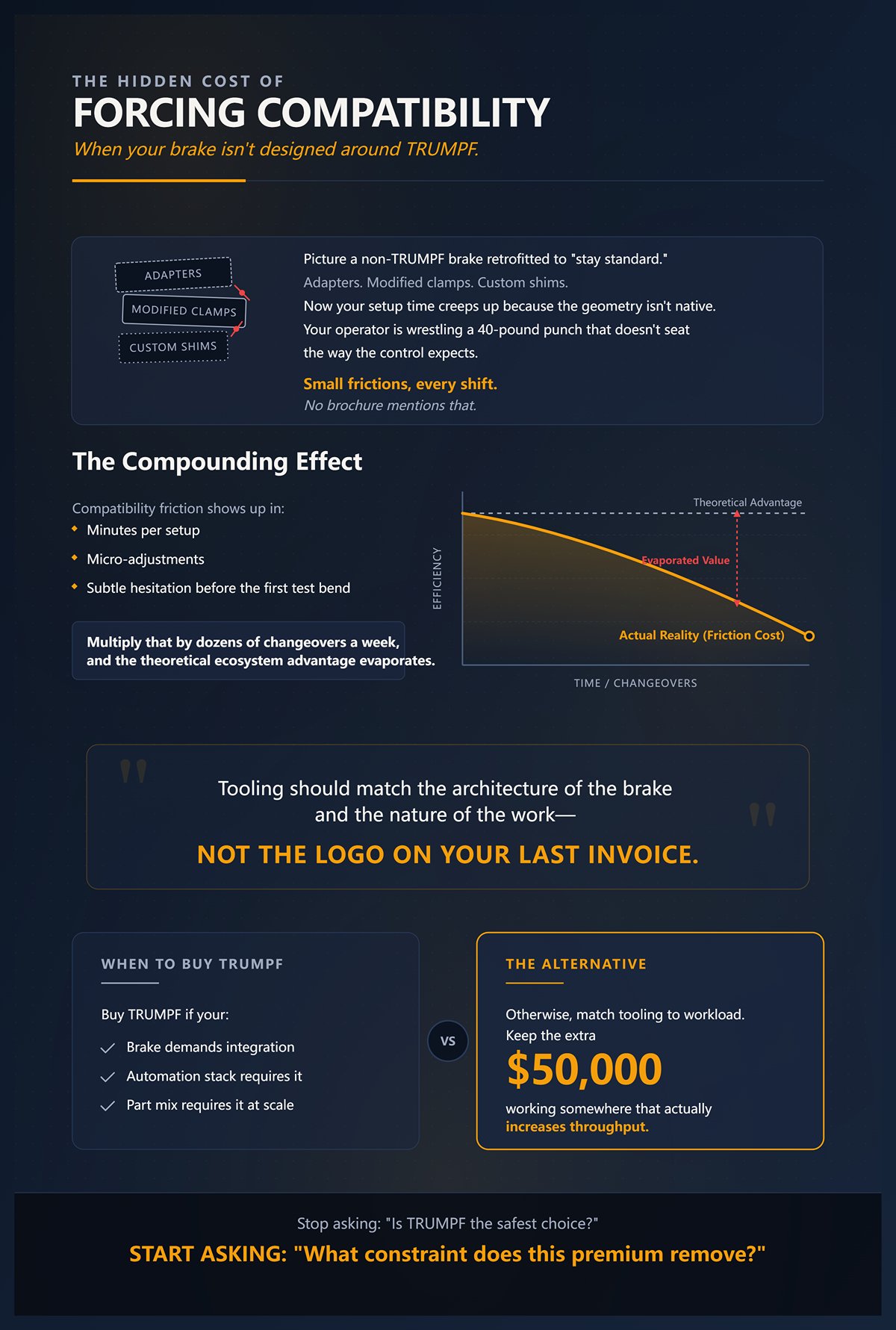
Ningún folleto menciona eso.
La fricción de compatibilidad se manifiesta en minutos por preparación, en microajustes, en esa leve vacilación antes del primer doblez de prueba. Multiplica eso por docenas de cambios de trabajo por semana y la ventaja teórica del ecosistema se evapora.
El utillaje debe coincidir con la arquitectura de la prensa y la naturaleza del trabajo, no con el logotipo de tu última factura.
Compra TRUMPF si tu prensa, tu conjunto de automatización y tu mezcla de piezas requieren esa integración a gran escala. De lo contrario, adapta el utillaje a la carga de trabajo y mantén ese $50,000 trabajando en algo que realmente aumente el rendimiento.
Al final de todo esto, el cambio debería ser simple: deja de preguntar “¿Es TRUMPF la opción más segura?” y empieza a preguntar “¿Qué restricción elimina esta versión premium?”
Hagamos los mismos cálculos que antes, pero esta vez asumiendo que la versión premium realmente funciona.
Estás mirando esa diferencia de $50,000 entre un paquete hidráulico TRUMPF y una configuración comparable de WILA o Promecam. Con un margen bruto del 20%, eso equivale a $250,000 en ingresos adicionales necesarios para alcanzar el punto de equilibrio. Si tu prensa factura $120 por hora, necesitas recuperar o generar poco más de 2,000 horas productivas de máquina para justificar la diferencia.
Eso no es una discusión de marca. Es una discusión de capacidad.
Así que la única pregunta que importa es esta: ¿el sistema hidráulico de TRUMPF elimina tu restricción principal o solo hace que los cambios de herramienta se sientan más suaves? Porque si no elimina un cuello de botella, ninguna hoja de ROI te salvará de poseer una comodidad costosa.
¿Dónde realmente marca la diferencia?
Imagina una celda robótica que intercambia herramientas superiores entre trabajos cada 20 minutos. El robot no “siente” el encaje. Depende de una fuerza de sujeción constante, identificación automática de herramientas y una posición vertical repetible sin cuñas manuales. Una abrazadera hidráulica superior aplica una presión uniforme a lo largo del vástago, compensa pequeñas tolerancias y asienta la herramienta con una altura Z constante cada vez.
Eso resuelve un problema mecánico real: la variabilidad humana eliminada de la interfaz de sujeción.
Sin embargo, en una prensa manual, esa misma abrazadera hidráulica todavía requiere que el operador prepare y alinee la herramienta. Si no utilizas una compensación automática vinculada al control, si no tienes seguridad integrada como BendGuard, si tus cambios se agrupan y preparan fuera de línea, entonces la función adaptativa no elimina el ajuste humano: simplemente cambia la forma en que la herramienta se bloquea.
Y aquí está la parte que los folletos no enfatizan: por encima de ciertas toneladas —digamos más de 200 toneladas por metro— el factor limitante no es el tipo de sujeción. Es la geometría del soporte, el acero de la herramienta y la capacidad estructural de la prensa. Los soportes estilo Promecam pueden alcanzar su límite antes debido al grosor de la placa. Pero una vez que estás en el territorio de conformado pesado, el marco de la máquina y la clase de utillaje dictan lo que es posible. La sujeción hidráulica no aumenta mágicamente la capacidad de conformado.
La precisión reside en el sistema: paralelismo del ariete, exactitud de la compensación, repetibilidad del tope trasero, control de variaciones del material. La mordaza garantiza un asiento repetible. No corrige un ariete desgastado ni un espesor de material inconsistente.
Compre el sistema hidráulico de TRUMPF si su limitación es la automatización o los cambios de herramienta de alta frecuencia. Si su cuello de botella es la validación de la primera pieza o la variabilidad del material, la mordaza no lo solucionará.
Entonces, ¿dónde permite realmente TRUMPF realizar dobleces que otros no pueden?
Tome una carcasa de acero inoxidable de 10 pulgadas de profundidad con bridas internas en tres lados. Está formando la cuarta pared. Un punzón de altura estándar toca fondo contra la pared lateral antes de que el doblez alcance el ángulo. El cuerpo del punzón choca físicamente con la geometría de la pieza.
Eso no es tolerancia. Eso es física.
Las herramientas altas al estilo TRUMPF y los punzones para cajas profundas proporcionan mayor luz libre y espacio lateral. El aumento de la altura del punzón y los hombros aligerados permiten que el ariete se desplace sin que el cuerpo del punzón contacte las paredes formadas. En esos escenarios, una herramienta más corta al estilo Promecam simplemente no puede completar el doblez sin compensaciones especiales o soluciones segmentadas.
Sí, a veces puede rediseñar la secuencia de doblez. Sí, puede usar punzones cuello de cisne. Pero cada solución alternativa añade complejidad de preparación, aumenta el riesgo de deflexión o exige golpes adicionales.
Ahora, aquí está el matiz: si su carga de trabajo son soportes de calibre 14, canales en sombrero y bridas de 3 pulgadas, esa altura extra del punzón nunca entra en juego. Está pagando por una holgura que nunca usa.
La ventaja de la caja profunda es binaria. O su geometría la requiere, o no. No hay puntos intermedios.
Compre herramientas TRUMPF si su mezcla de piezas incluye regularmente recintos profundos o cajas con múltiples bridas que hacen que los punzones estándar toquen fondo físicamente. Si el 80 % de sus dobleces se despejan con alturas convencionales, está comprando un tráiler para entregar sobres.
Lo que nos lleva al argumento en el que todos se apoyan: el tiempo de preparación.
Construyamos un escenario realista.
Freno manual. Dos operarios. Diez cambios por turno. Cada cambio con mordaza tradicional tarda, digamos, entre 6 y 8 minutos incluyendo aflojar, deslizar, alinear, probar el doblez y microajustar. Promediemos en 7 minutos. Eso son 70 minutos por turno en tiempo de cambio.
Ahora supongamos que el amarre hidráulico recorta 2 minutos por cambio porque el asiento es más rápido y la alineación más repetible. Ha ahorrado 20 minutos por turno. En 250 días laborables, eso son aproximadamente 83 horas al año.
A 120 $ por hora máquina, eso es algo menos de 10 000 $ en capacidad recuperada anualmente.
Necesita cinco años para amortizar una prima de 50 000 $ —y eso suponiendo que realmente reasigne esas 83 horas a trabajo facturable.
Y ese ahorro de 2 minutos asume que el sistema hidráulico está integrado limpiamente con el control del freno y que sus operarios están capacitados para aprovecharlo. Sin integración de compensación automática o bibliotecas digitales de herramientas, gran parte de la ganancia teórica se consume en la verificación de la primera pieza.
El amarre hidráulico brilla cuando los cambios son frecuentes, sin asistencia y vinculados a la lógica de automatización. En corridas manuales de volumen medio, el ahorro es incremental, no transformador.
Compre el sistema de sujeción hidráulica TRUMPF si está realizando cambios de alta mezcla y alta frecuencia, donde los minutos se convierten en verdadera capacidad. Si sus trabajos se ejecutan en lotes y los ajustes se preparan con antelación, WILA o Promecam le darán la misma calidad de doblado con una recuperación de la inversión más rápida.
Así que después de todo esto, la línea se hace más clara: ¿cuántas de sus piezas realmente requieren integración de automatización o espacio libre para cajas profundas, y cuántas son simplemente dobleces estándar luciendo una etiqueta de primera?
Extraiga los últimos 12 meses de datos de doblado. No las cotizaciones. Los registros reales de producción. Ordene por la altura de herramienta utilizada, profundidad de ala y familia de piezas. Cuando hago eso en la mayoría de los talleres, entre el 70–85 % del total de golpes son ángulos de 90° en acero dulce calibre 10–14, alas de menos de 4 pulgadas, desplazamientos comunes, canales en forma de sombrero. Nada exótico. Solo volumen.
Ahora plantee una pregunta más difícil: en más de 10 000 golpes en esas piezas, ¿TRUMPF mantiene el ángulo o la dimensión de forma mediblemente mejor que WILA?
Ahí es donde se disipa la niebla del folleto.
Tome un caso hipotético —pero realista—: calibre 12 A36, longitud de doblado de 3 pies, doblado al aire de 90° con una abertura en V estándar de 8x. Usted produce 2 000 piezas por semana durante cinco semanas. El mismo punzón, la misma matriz. 10 000 ciclos.
TRUMPF anuncia superficies endurecidas por láser con tolerancias iniciales extremadamente ajustadas. WILA mecaniza y rectifica con una precisión angular y de altura comparable y añade compensación angular adaptativa a nivel de control. Lo que ninguno publica son datos de la tasa de desgaste en producción de alto ciclo.
Así que observamos el mecanismo en lugar del marketing.
El desgaste en el doblado al aire ocurre en tres puntos: el radio de la punta del punzón, los hombros de la matriz y la interfaz de sujeción. Si la punta del punzón se aplasta o los hombros de la matriz se redondean, su radio interior aumenta y su ángulo varía. Si la herramienta se asienta de forma inconsistente, su altura Z cambia y la profundidad del doblado se modifica.
La interfaz de sujeción está controlada —en ambos sistemas— por lengüetas rectificadas con precisión y soportes repetibles. Una vez asentada, el paralelismo del ariete de la prensa y el sistema de coronado dictan la consistencia. La precisión reside en el sistema: paralelismo del ariete, exactitud del coronado, repetibilidad del tope trasero, control de la variación del material. La sujeción garantiza un asiento repetible. No evita que el acero se desgaste.
En producción de ángulos rectos de 90°, la tasa de desgaste está más influida por el tonelaje por pie y la cascarilla del material que por si la lengüeta dice TRUMPF o WILA. Si ambos están correctamente endurecidos y no se excede el tonelaje recomendado, no debería verse una deriva angular medible en 10 000 golpes que no pueda corregirse con un ajuste rutinario de profundidad.
Si observa deriva, revise la variación del espesor del material y la calibración del coronado antes de culpar a la marca del punzón.
Compre TRUMPF para mantener la tolerancia solo si puede demostrar, con datos SPC, que las herramientas WILA en su máquina derivan más allá de su Cp/Cpk aceptable en corridas largas. Si ambos mantienen la especificación con ajustes periódicos de profundidad, la prima no le está comprando piezas más precisas.
Pero quizá la verdadera ventaja no sea la estabilidad del ángulo. Quizá sea la velocidad.
Imagine a un operario cambiando un juego segmentado de punzones de 3 pies entre trabajos de soportes. Con la sujeción hidráulica TRUMPF, prepara los segmentos, pisa el pedal y el sistema sujeta de forma uniforme. Limpio. Rápido. Repetible.
Ahora coloque a ese mismo operario en un sistema mecánico de cambio rápido WILA New Standard con pasadores de seguridad. Engancha la lengüeta, gira a la posición, bloquea con la palanca. Sin pernos. Sin calces. Sin martillo.
Cronométralo.
En herramientas de longitud estándar de menos de 12,5 kg por segmento, la diferencia es de segundos, no de minutos. El sistema hidráulico elimina el trabajo con llave dinamométrica. El cambio rápido mecánico también lo elimina. Ambos eliminan el antiguo baile de tornillo y deslizamiento de Promecam.
Donde lo hidráulico muestra sus dientes es en la automatización: carga robótica, identificación automática de herramientas, integración con la lógica de control. Pero para una persona colocando herramientas en una prensa manual o semiautomática, el cambio rápido mecánico te da 90% de la velocidad sin tuberías, bombas, sellos y otro punto de fallo.
Y aquí está el punto de fricción que nadie presupone: mantenimiento. Las abrazaderas hidráulicas tienen sellos. Los sellos envejecen. El aceite se fuga. Los sistemas mecánicos se desgastan, pero no sangran en el suelo del taller a las 2 a.m.
Si tus cambios se hacen por lotes—produces 500 piezas y luego cambias—la diferencia entre 3 minutos y 4 minutos por cambio no mueve la capacidad anual lo suficiente como para justificar un ecosistema hidráulico.
Compra sujeción hidráulica TRUMPF si tus registros muestran cambios de alta frecuencia y lotes pequeños donde la automatización o el funcionamiento sin supervisión dependen de la integración de la abrazadera. Si un operador capacitado realiza cambios estándar unas pocas veces por turno, el cambio rápido mecánico WILA se mantiene al día sin la sobrecarga.
Con la velocidad resuelta, llegamos a la parte que realmente me importa.
Asume una diferencia premium—máquina y ecosistema de herramientas combinados—superior a $40,000 para pasar a una integración hidráulica completa al estilo TRUMPF sobre una prensa equipada con WILA. Estás produciendo piezas de baja variedad y largas tiradas: soportes agrícolas, montajes de telecomunicaciones, componentes HVAC. Las mismas herramientas permanecen en los portaherramientas durante días.
¿Qué capacidad desbloquea ese capital extra en esos trabajos?
No cajas más profundas—estás por debajo de las pestañas de 4 pulgadas. No ángulos más precisos—ambos sistemas mantienen la especificación dentro de la corrección normal de la máquina. No cambios dramáticamente más rápidos—cambias dos veces por turno.
Así que el retorno tiene que venir del tiempo de actividad, reducción de desperdicio o reducción de mano de obra.
Si tu tasa de desperdicio en largas tiradas se debe a variación en la bobina de material o a operadores inexpertos que miden mal las piezas, el tipo de abrazadera no lo solucionará. Si tus pérdidas de tiempo de actividad provienen de esperar el corte láser aguas arriba, la prensa no es la restricción. Estás poniendo dinero premium en un activo que no es cuello de botella.
Esto es matemática de flota. No compres un tráiler completamente equipado con todas las opciones de fábrica si la mayoría de tus entregas son trabajos de camioneta de media tonelada. El capital debe perseguir las restricciones, no la comodidad.
Haz los cálculos desde tu propio ERP: porcentaje de dobleces que requieren herramientas altas, porcentaje que requieren identificación automática de herramientas, cambios promedio por turno, causas de desperdicio codificadas por razón raíz. Si menos del 20% de tus ingresos depende de características únicas del ecosistema integrado de TRUMPF, entonces el 80% de tu carga de trabajo producirá piezas idénticas con WILA a un menor costo de capital.
Compra WILA si tu pan de cada día son dobleces rectos, desplazamientos comunes y lotes predecibles donde la precisión está gobernada por la máquina y el control del proceso—no por una interfaz hidráulica propietaria.
| Sección | Puntos clave |
|---|---|
| Realidad de la carga de trabajo (Producción 70–85%) | La mayoría de los talleres realizan entre el 70–85% de golpes como dobleces rectos de 90° en acero dulce de calibre 10–14, con pestañas de menos de 4 pulgadas, geometrías estándar. El trabajo de alto volumen y no exótico domina. |
| Pregunta central | En 10,000 dobleces, ¿TRUMPF mantiene el ángulo o la dimensión de forma mediblemente mejor que WILA en producción estándar? |
| Escenario de desgaste de 10,000 ciclos | Ejemplo: calibre 12 A36, pliegue de 3 pies, pliegue al aire de 90°, apertura en V 8x, 10,000 ciclos. Ambas marcas ofrecen herramientas endurecidas y rectificadas con precisión, pero ninguna publica datos sobre la tasa de desgaste a largo plazo. |
| Dónde Ocurre el Desgaste | Puntos de desgaste: radio de la punta del punzón, hombros de la matriz, interfaz de sujeción. La deriva del ángulo suele deberse a la deformación de la punta, redondeo de la matriz o asiento inconsistente. |
| Precisión del Sistema vs. Herramienta | La sujeción asegura un asiento repetible; la consistencia depende del paralelismo del ariete, la precisión del abombado, la repetibilidad de la regla trasera y el control de la variación del material. La sujeción no evita el desgaste del acero. |
| Tolerancia en 10,000 Golpes | En producción recta de 90°, el desgaste está más influenciado por la tonelada/pie y la escala del material que por la marca. Las herramientas correctamente endurecidas no deberían mostrar una deriva angular medible más allá de los ajustes rutinarios de profundidad. |
| Cuándo Justificar TRUMPF por Tolerancia | Solo si los datos de SPC muestran que las herramientas WILA se desvían más allá del Cp/Cpk aceptable durante corridas largas. Si ambas mantienen la especificación con ajustes menores, la prima puede no resultar en piezas más precisas. |
| Comparación de Velocidad de Cambio de Herramienta | Sujeción hidráulica TRUMPF: rápida, uniforme, activada por pedal. Cambio rápido mecánico WILA: enganchar, girar, bloquear—sin pernos ni calces. Para segmentos estándar (<12.5 kg), la diferencia es de segundos. |
| Ventaja Hidráulica vs. Mecánica | La hidráulica sobresale en automatización, integración robótica e identificación de herramienta. El cambio rápido mecánico alcanza ~90 % de la velocidad en entornos manuales/semi-automáticos sin añadir complejidad al sistema. |
| Consideraciones de Mantenimiento | Los sistemas hidráulicos requieren mantenimiento de sellos y fluidos; riesgo de fugas. Los sistemas mecánicos se desgastan pero evitan puntos de falla hidráulicos. |
| Impacto del Cambio en la Capacidad | Si se trabaja por lotes (p. ej., corridas de 500 piezas), 3 vs. 4 minutos por cambio tiene un impacto anual mínimo en la capacidad. La hidráulica solo se justifica para automatización de alto volumen con lotes pequeños y frecuentes. |
| Análisis de Costo vs. Capacidad | Prima estimada de 1 %–4 % o más de 40,000 para un ecosistema hidráulico completo de estilo TRUMPF sobre una prensa equipada con WILA. Para trabajos de baja variedad y corridas largas, la capacidad adicional puede no impactar la producción. |
| Factores de Retorno de Inversión | El ROI debe provenir del tiempo de actividad, la reducción de desperdicio o el ahorro de mano de obra. El estilo de sujeción no resuelve la variación del material, el error del operador ni los cuellos de botella aguas arriba. |
| Principio de Matemática de Flota | El capital debe abordar las limitaciones de producción, no la conveniencia. Evite la inversión premium si la prensa no es el cuello de botella. |
| Métricas de Evaluación ERP | Analizar: dobleces % que necesitan herramientas altas, % que requieren identificación automática de herramientas, cambios por turno, causas raíz del desperdicio. Si <20% de los ingresos dependen de características únicas de TRUMPF, 80% del trabajo produce resultados idénticos con WILA. |
| Recomendación Final | Elija TRUMPF para entornos con mucha automatización y cambios de configuración de alta frecuencia. Elija WILA para dobleces rectos, lotes predecibles y precisión rentable gobernada por el control de máquina/proceso en lugar de hidráulicos propietarios. |
Un trabajo urgente de soporte aeroespacial llega a su escritorio a las 3:30 p.m. Necesita un cuello de ganso de 32 mm con un hombro aliviado para despejar una costura de soldadura que el diseñador olvidó. Su catálogo TRUMPF no tiene ese perfil exacto. Plazo de entrega: cinco días hábiles.
El taller Promecam al otro lado de la ciudad saca un blank estándar de lengüeta europea del estante, lo envía a un rectificador local y tiene un punzón modificado de vuelta en la prensa a la mañana siguiente.
Ahí es donde la integración deja de ayudar y empieza a costarle.
Si TRUMPF solo supera a WILA en automatización y geometría de caja profunda, la verdadera pregunta se convierte en esta: ¿qué pasa en el desordenado 60–70% del trabajo que no es estándar y no es robótico—soportes extraños, adaptaciones en campo, gabinetes de tiradas cortas con holguras “casi estándar”? Ahí es donde la modularidad estilo Promecam demuestra su valor.
Y por eso esta sección importa.
He visto un taller convertir tres prensas a un ecosistema totalmente integrado porque “estandarización” sonaba limpio. Seis meses después, estaban modificando piezas a mano para que encajaran en las herramientas en lugar de modificar las herramientas para que encajaran en las piezas.
Las lengüetas Promecam son simples: un segmento de 150 mm, sujeción mecánica, sin geometría de botón propietaria. En una prensa de 3 metros, tiene aproximadamente 15 segmentos. Si un soporte se daña, reemplaza una pieza. No desecha un ensamblaje monolítico. Esa simplicidad no es nostalgia. Es economía de reparación.
Hace diez años, el sistema de botones de WILA estaba protegido por patente. Si quería extracción frontal con retención adecuada, compraba original. Los punzones de posventa o carecían de botones o usaban retención por pasador más lenta. Traducción: pagaba precios OEM o aceptaba cambios más lentos. Ese es el bloqueo silencioso que la mayoría de los compradores no incluyen en el precio de la primera orden de compra.
Un taller de fabricación personalizada vive de la variabilidad. Una semana son soportes galvanizados con dobleces extraños. La siguiente semana es acero inoxidable de 5 mm con un recorte de holgura que obliga a un hombro de punzón estrecho. Las lengüetas de estilo europeo le permiten abastecerse de múltiples fabricantes—o modificar internamente—sin preocuparse de si una interfaz hidráulica o una geometría propietaria rechazará la herramienta.
Sí, la alineación manual es más lenta. Engancha la lengüeta, la asienta, confirma visualmente la alineación. No es teatro hidráulico de una sola mano y menos de 60 segundos. Pero la mayoría de los talleres de alta mezcla agrupan tiradas pequeñas. No están cambiando cada 20 minutos todo el día. El minuto extra por cambio es ruido comparado con esperar un envío propietario.
Compre herramientas estilo Promecam si sus ingresos dependen de decir “sí” a piezas extrañas mañana, no de ejecutar la misma configuración sin supervisión esta noche.
Imagina una carcasa de acero inoxidable de 4 mm con un ala de retorno de 6 pulgadas. Las herramientas estándar Promecam no lo despejarán. Los sistemas más altos de TRUMPF y WILA sí lo harán. Eso es capacidad real.
Pero ahora imagina una caja más superficial—ala de 3 pulgadas—pero con un refuerzo interno que obliga a una punta de punzón aliviada. No es alta. Es simplemente incómoda.
Con la geometría Promecam, puedes comprar una pieza en blanco de un proveedor, rectificar un alivio y estar doblando en 48 horas. Sin necesidad de mantener compatibilidad hidráulica. Sin tolerancias de botones que igualar. Sin preocupación de que el punzón modificado afecte un sensor de presión de sujeción.
La integración de TRUMPF asume que te mantienes dentro del ecosistema. Ese es el punto. Sujeción hidráulica, identificación automática de herramientas, integración de control—estos sistemas dependen de la conformidad dimensional. Una vez que empiezas a rectificar alivios personalizados o a obtener variantes de terceros, arriesgas un asiento inconsistente o perder el reconocimiento automatizado. El sistema silenciosamente te empuja de vuelta al suministro OEM.
Eso está bien en una celda robótica donde la repetibilidad y la trazabilidad justifican la barrera. Es fricción en un taller donde el plano de mañana es diferente al de hoy.
He aprobado paquetes de herramientas $180,000 en diez minutos cuando eliminaban una restricción. No aprobaré una prima que nos haga esperar cinco días por un punzón modificado que podríamos rectificar localmente por una fracción del costo.
Invierte en un ecosistema integrado si necesitas identificación de herramientas, retroalimentación de sujeción automatizada y conformidad garantizada en celdas robóticas. Si tu ventaja competitiva es una respuesta personalizada rápida, mantente donde el suministro del mercado secundario es un activo, no una amenaza.
Vamos a poner esto a prueba.
Las lengüetas de estilo europeo requieren alineación manual. Incluso con abrazaderas de resorte o palancas, el operador debe asentar y confirmar visualmente. En un entorno de cambios de alta frecuencia—digamos 20 intercambios por turno—ese paso manual se acumula. En un año, eso es mano de obra medible.
Y los sistemas más altos TRUMPF/WILA ganan absolutamente en geometría de cajas profundas. Si el 25–30% de tus ingresos involucra alas de 8–10 pulgadas en acero inoxidable, Promecam obligará a soluciones personalizadas o operaciones secundarias. Eso no es teórico. Eso es geometría.
Entonces, ¿qué estás realmente eligiendo?
Promecam prioriza la compatibilidad entre máquinas y la reparación modular. Un taller puede pedir prestadas herramientas de otro. Múltiples proveedores pueden cotizar el mismo estándar de lengüeta. Los segmentos dañados se reemplazan individualmente. La consistencia de precisión aún reside en la prensa: paralelismo del ariete, precisión de la coronación, repetibilidad del tope trasero, control de variación del material. El estilo de sujeción no anula esos fundamentos.
Los sistemas integrados priorizan la conformidad y la preparación para la automatización. Ganas capacidad de profundidad y reconocimiento de herramientas sin fricción. Pierdes el abastecimiento abierto y la fácil modificación.
Aquí no hay almuerzo gratis.
Si tu restricción es la profundidad geométrica o el rendimiento robótico, la integración gana y justifica su prima. Si tu restricción es la capacidad de respuesta a geometrías impredecibles de bajo volumen, la modularidad multiplica el valor de maneras que una hoja de ROI no captará.
Compra TRUMPF cuando la automatización o las herramientas altas generan ganancias. Compra herramientas estilo Promecam cuando la flexibilidad y el abastecimiento entre talleres son lo que mantiene tu agenda llena.
Y si no estás seguro de en qué campo estás, la siguiente pregunta es inevitable: ¿dónde la integración total realmente pasa de “agradable de tener” a “no negociable”?
En mi planta, la línea entre “opcional” y “no negociable” apareció a la 1:47 a.m.
Fue cuando el robot se detuvo porque no pudo verificar que un punzón estuviera asentado. Sin operador. Nadie para empujar una lengüeta, limpiar una viruta, volver a asentar y pulsar inicio de ciclo. Solo una celda de seis cifras parada mientras el reloj seguía corriendo. Para cuando el primer turno lo encontró, habíamos perdido seis horas de capacidad sin supervisión.
Ese es el umbral.
Cuando esperas que una prensa funcione sin supervisión, la colocación de herramientas, la confirmación de la fuerza de sujeción y la identificación de herramientas dejan de ser comodidades y pasan a ser nómina. Si tu plan supone de 6 a 8 horas sin supervisión por noche, cinco noches a la semana, ya no estás comprando herramientas — estás comprando un seguro contra un robot detenido. Ahí es cuando la integración completa del ecosistema merece atención.
Cualquier cosa por debajo de eso, y todavía estás en el terreno de la elección.
Acércate a una celda robótica TRUMPF y observa un cambio de herramienta. El ariete sube. La abrazadera hidráulica se libera. El robot extrae el punzón verticalmente usando una interfaz definida — lengüeta ranurada de 20 mm, geometría de botón endurecido, puntos de recogida repetibles. El control registra la identificación de la herramienta. La presión de la abrazadera se monitorea. Si la herramienta no está completamente asentada, la máquina falla antes de tocar el material.
Ese bucle cerrado es el punto.
No es que WILA no pueda encajar físicamente — puede. La geometría de lengüeta “New Standard” significa que los punzones WILA entrarán en un soporte TRUMPF y funcionarán. De hecho, para muchas configuraciones automatizadas, WILA es una opción legítima de sustitución con menor coste de capital. El acero no sabe de quién es el logotipo.
Donde los competidores empiezan a sudar es en los bordes: cambiadores automáticos de herramientas (ATC) diseñados alrededor de masa específica, centro de gravedad y geometría de recogida. Los propios dedos del ATC de TRUMPF, los bastidores de almacenamiento y la retroalimentación de la abrazadera están diseñados como un conjunto combinado. Cuando el robot agarra un cuello de ganso de 40 libras a las 2 a.m., está agarrando un perfil conocido con una fuerza de retención conocida.
Mezclar herramientas de terceros sin validar esas variables introduce un riesgo que el robot no puede “sentir”. Un humano percibe desalineación. Un robot confía en las tolerancias.
WILA ha reducido esa brecha considerablemente. Su retención Safety-Click y tolerancias de fabricación de ±0,01 mm no son broma. En muchas celdas, funcionan indistinguiblemente. Pero cuando entras en geometrías de caja profunda con punzones altos, segmentos pesados y cambios automáticos frecuentes, el ecosistema OEM reduce el número de incógnitas en la cadena.
Las incógnitas son lo que mata los turnos sin supervisión.
Si estás construyendo o manejando una celda robótica cercada con almacenamiento automático de herramientas y múltiples cambios nocturnos, permanecer dentro de un ecosistema validado reduce las variables de integración. Si tu “automatización” es un cobot cargando piezas mientras un operador todavía cambia herramientas, esa ventaja se reduce rápidamente.
Sin hoja de ROI, no hay orden de compra.
Hagamos un hipotético claro. Supongamos que una prensa robótica funciona dos turnos sin supervisión por día, cinco días a la semana — 80 horas de tiempo potencial sin supervisión. Durante ese período, realiza cuatro cambios automáticos de herramientas por turno. Los cambios manuales tomarían, conservadoramente, 5 minutos cada uno con un operador presente — eso son 40 minutos de trabajo por día que tendrías que cubrir o perder.
Cuarenta minutos al día son 3,3 horas a la semana. A una tarifa laboral totalmente cargada de $35 por hora, eso es aproximadamente $6,000 al año en mano de obra directa. Aún no impresiona.
Pero esa es la perspectiva equivocada.
El número real es el tiempo de husillo recuperado. Si cada hora sin supervisión produce $150 en margen de contribución — no ingresos, margen — entonces seis horas ahorradas por semana son $46,800 al año. Ahora sí hablamos. De repente, una prima de $40,000–$60,000 por capacidad ATC integrada tiene un retorno de inversión de 12–18 meses.
Ahí es cuando cambia.
Si tu prensa de freno funciona un turno, alimentada manualmente, con quizá tres cambios al día, un cambiador de herramientas automático es un juguete brillante. Estás ahorrando minutos, no creando horas vendibles. Y el utillaje premium justificado “para futura automatización” se convierte en capital muerto que no genera nada.
Pero la comodidad no es capacidad.
He visto talleres comprar utillaje integrado porque parece a prueba de futuro, y luego usarlo durante cinco años sin cercar la máquina. Pagaron por retroalimentación de sujeción hidráulica e identificación de herramienta que ningún robot leyó jamás. Mientras tanto, WILA o incluso Promecam de gama alta habrían entregado una precisión de doblado idéntica, porque la precisión vive en el sistema: paralelismo del ariete, exactitud del abombado, repetibilidad del tope trasero, control de variación del material.
El ROI de la automatización solo se materializa cuando la celda está realmente automatizada.
Imagina una prensa de freno de 3 metros, operador al frente, carrito de punzones al lado. Está cambiando un cuello de ganso de 32 mm a mano. La sujeción hidráulica lo hace posible con una sola mano. Bien. Sesenta segundos en lugar de dos minutos con una sujeción de palanca.
Todavía tiene que caminar hasta el estante. Todavía tiene que verificar la orientación. Todavía tiene que hacer una prueba de doblado.
Ahorraste 60 segundos.
Si esa máquina cambia herramientas diez veces al día, ganaste diez minutos. En un año, quizá 40 horas. Eso es una semana laboral de mano de obra. Si el sobreprecio para permanecer en el ecosistema TRUMPF fue de $50,000 sobre un paquete WILA, acabas de gastar dinero de camioneta de lujo para transportar cargas de media tonelada.
Y aquí está el detalle: los entornos manuales son donde la flexibilidad paga más. Rectificar un alivio en una espiga europea. Pedir prestado un segmento de otra prensa. Mezclar proveedores para cumplir un trabajo urgente. Los ecosistemas integrados desalientan activamente ese comportamiento porque la conformidad es su propuesta de valor.
Así que no difumines las líneas.
Compra utillaje de ecosistema completo TRUMPF cuando un robot esté haciendo el cambio, la retroalimentación de la sujeción esté vinculada a tu control y las horas sin supervisión formen parte de tu estrategia de margen. Compra WILA — o Promecam de gama alta — cuando un operador todavía esté frente a la máquina y la flexibilidad se acumule más rápido que la automatización.
Si no sabes qué condición describe tu taller, deja de leer folletos y empieza a auditar tu cuello de botella. ¿Es mano de obra a las 2 a.m., o es decir “sí” al plano extraño de mañana?
No respondes esto con un folleto. Lo respondes con un cronómetro y el historial de trabajos del mes pasado.
Recorre tu planta y haz una pregunta incómoda: ¿dónde se detiene realmente el margen — en el cambio de herramienta, en la programación, en la inspección o esperando a que aparezca un humano? Si tu prensa de freno está inactiva a las 2 a.m. porque no hay nadie para cambiar un punzón de 18 kilos, la automatización es tu cuello de botella. Si está inactiva a las 2 p.m. porque ingeniería acaba de liberar una carcasa única que necesita un alivio en el hombro rectificado, la flexibilidad es tu cuello de botella.
Enfermedades diferentes. Medicinas diferentes.
La mayoría de los talleres nunca separan las dos. Ven “sujeción rápida” y asumen que velocidad equivale a beneficio. Pero la comodidad no es capacidad. La precisión vive en el sistema: paralelismo del ariete, exactitud del abombado, repetibilidad del tope trasero, control de variación del material. El utillaje solo merece un sobreprecio cuando elimina la restricción que realmente te está costando horas vendibles.
Entonces, ¿cómo haces que eso sea visible en lugar de emocional?
Primero, un número concreto.
Toma el total de toneladas formadas en un turno y divídelo entre el total de minutos dedicados a cambiar herramientas en ese turno. Esa es tu tonelada por minuto de preparación. No teórico. Real.
Ejemplo hipotético: una prensa forma 400 toneladas en un turno de 8 horas. Los operadores pasan un total de 40 minutos cambiando punzones y matrices. Eso son 10 toneladas por minuto de preparación. Otra prensa forma 300 toneladas pero consume 90 minutos en cambios. Eso son 3,3 toneladas por minuto de preparación.
¿Cuál parece lista para automatización?
Una baja tonelada por minuto de preparación me indica que la fricción en la preparación está consumiendo la producción. Un número alto me indica que la máquina está formando, no titubeando. Si tu número es bajo porque los trabajos son pequeños y la geometría cambia cada hora, ningún ecosistema hidráulico solucionará tu modelo de negocio. Si es bajo porque estás haciendo la misma familia de piezas y aún pierdes tiempo alineando segmentos, entonces el sistema de cambio rápido premium empieza a justificar su coste.
Sigue la métrica durante 30 días. La tendencia te dirá si tu modelo de margen depende de eliminar el tiempo de preparación humano — o de manejar el caos de forma económica.
Una vez que veas el patrón, la decisión de enrutamiento se vuelve directa.
Alta variedad significa cinco dobleces de esto, doce de aquello, un soporte aeroespacial urgente a las 3:30 p.m. que necesita un cuello de ganso de 32 mm que nadie había previsto.
Tu tonelada por minuto de preparación siempre se verá mediocre porque el trabajo en sí está fragmentado. La limitación no es la velocidad de sujeción. Es la adaptabilidad. ¿Puedes rectificar un alivio esta noche? ¿Puedes tomar prestado un segmento de otra prensa? ¿Puedes conseguir un punzón especial sin esperar un número de pieza del fabricante?
El utillaje estilo Promecam gana aquí porque tiene geometría abierta. Lengüeta de trece milímetros, cierre mecánico, amplio mercado secundario. Existen adaptadores que te permiten usar portaherramientas de cambio rápido en estas máquinas sin entrar en un ecosistema cerrado. Puedes capturar 80% de beneficio de cambio rápido sin emitir un cheque del tamaño de TRUMPF.
Sin hoja de ROI, no hay orden de compra.
Compra Promecam si tu programación cambia más rápido que tu carro de herramientas.
Imagen diferente. Estás produciendo soportes A36 de calibre 12, 10.000 golpes al mes, mismo programa de doblado, misma configuración de herramientas.
Ahora los minutos de preparación son puro desperdicio. No estás improvisando geometría; estás protegiendo la repetibilidad. La sujeción hidráulica o mecánica fuerte con segmentos rectificados con precisión reduce la deriva de alineación y evita que los operadores tengan que calzar y golpear con un mazo a las 6 a.m.
La geometría New Standard de WILA funciona bien en múltiples marcas de máquinas. Te ofrece tolerancias de fabricación de ±0,01 mm y retención segura sin obligarte a usar una arquitectura de control de un único fabricante. Para familias repetidas de piezas, esa estabilidad se acumula.
No necesitas un ecosistema totalmente integrado. Necesitas asiento consistente y cambios rápidos y fiables.
Compra WILA si tus ingresos dependen de fabricar mañana las mismas piezas que fabricaste ayer.
Ahora volvemos a las horas sin supervisión.
Si estás cercando la prensa, añadiendo almacenamiento automático de herramientas, programando múltiples cambios de herramientas durante la noche, el perfil de riesgo cambia. El robot no puede “sentir” un punzón mal colocado. Confía en la geometría, el peso y la retroalimentación de las abrazaderas. El ecosistema de TRUMPF — dedos ATC, estantes de almacenamiento, sensores de abrazadera — está diseñado como un conjunto combinado.
Aquí es donde la prima deja de ser vanidad y empieza a ser un seguro.
Sí, WILA puede funcionar en muchas celdas robóticas. Sí, la compatibilidad cruzada enturbia las líneas de marketing. El acero es acero. Pero cuando tu modelo de margen supone 80 horas a la semana de conformado sin supervisión, las variables de integración no son académicas. Una parada a la 1:47 a.m. que permanece seis horas eliminará los ahorros que pensabas haber capturado al mezclar sistemas.
El ROI de la automatización solo se materializa cuando la celda está realmente automatizada.
Compra TRUMPF cuando la producción sin supervisión no sea un objetivo, sino una partida en tu previsión de márgenes.
Aquí está la parte no obvia: la mayoría de los talleres piensa que la pregunta es “¿Qué herramienta es más precisa?” No lo es. La precisión vive en el sistema. La verdadera pregunta es “¿Qué convierte mi próximo dólar de capital en la mayor cantidad de horas vendibles?”
Rastrea el tonelaje por minuto de configuración. Mapea esto contra cuántos de esos minutos ocurren sin presencia humana. Cuando veas esas dos líneas en la misma hoja, la opción segura desaparece — y el camión correcto para tu ruta de entrega se vuelve evidente.


















