

Le printemps dernier, j’ai vu un paquet d’outillage de $180 000 approuvé en moins de dix minutes.
Pas de feuille de ROI. Pas d’analyse de goulot d’étranglement. Juste une phrase du vice-président : “ Nous sommes une maison TRUMPF. ”
J’ai signé beaucoup de chèques dans ma vie, mais je n’ai jamais confondu la fidélité à une marque avec le débit de production. Alors, qu’achetons-nous exactement quand nous appelons quelque chose le “ choix sûr ” ?
Faites d’abord le calcul. Si un ensemble comparable WILA ou Promecam arrive à $130 000 et que TRUMPF est à $180 000, l’extra $50 000 doit se rentabiliser. Avec une marge brute de 20 %, il vous faut $250 000 de revenus supplémentaires juste pour atteindre le seuil de rentabilité du premium. Ce sont de vrais pliages, de vraies heures de travail, de vraies heures-machine.
Et voici la partie inconfortable : les presses plieuses hydrauliques détiennent encore la plus grande part de revenus sur le marché, mais plus de la moitié des acheteurs choisissent autre chose. Les systèmes servo croissent presque deux fois plus vite que l’ensemble de la catégorie. Les ateliers investissent sur la base de la charge de travail, pas des logos.
Si votre goulot d’étranglement n’est pas l’intégration automatisée ou la marge de dégagement pour les boîtes profondes, le premium de 40 % ne vous protège pas. Il reste sur votre bilan sans rien faire.
Alors, qu’achetons-nous vraiment ?
Un écosystème fermé signifie un seul coupable à blâmer. Outils, commande, logiciel, cellule d’automatisation — tous de la même marque, tous intégrés, tous familiers pour vos programmeurs. Quand une séquence de pliage se comporte mal à 2 h du matin, vous appelez un seul numéro.
Ce confort vaut quelque chose.
Mais le confort n’est pas la capacité. La plupart des ateliers que je visite produisent des supports à volume moyen, des panneaux et des canaux formés en acier doux et aluminium. Pas de cellules robotisées. Pas d’équipes en veille. Changements d’outils manuels, préparés hors ligne. Pour cette charge de travail, un outil WILA ou Promecam rectifié avec précision s’installe, s’aligne et répète dans les tolérances sans problème.
Vous ne supprimez pas le risque. Vous supprimez l’anxiété.
Achetez l’écosystème fermé si vous exploitez des cellules de pliage automatisées où les arrêts d’intégration coûtent cinq chiffres par heure. Sinon, vous payez le prix d’un camion de luxe pour transporter des charges d’une demi-tonne.
Alors, achetez-vous de la précision — ou juste une meilleure nuit de sommeil ?
J’ai vu des opérateurs plier avec une répétabilité de ±0,0015 pouce sur de l’outillage non-TRUMPF toute la journée — parce que la presse plieuse était bien réglée et le matériau consistant. La précision vit dans le système : parallélisme du coulisseau, exactitude du bombage, répétabilité du butoir arrière, maîtrise de la variation du matériau.

Les outils comptent. Ils ne font pas de miracles.
L’histoire du “ choix sûr par défaut ” dit : si quelque chose se passe mal, au moins personne ne pourra blâmer le choix de l’outillage. Ce n’est pas de la logique de performance. C’est de la logique de protection de carrière.
L’assurance contre les regrets coûte de l’argent. Dans ce cas, environ 30–40 %.
Achetez un outillage haut de gamme lorsqu’il débloque une capacité que vous ne pouvez actuellement pas atteindre—dégagement profond de boîtes, identification automatique des outils, intégration robotique fluide. Si cela ne change pas votre contrainte, ce n’est pas une amélioration. C’est du matelassage de réputation.
Et que se passe-t-il lorsque vous imposez cet écosystème à une machine qui n’a pas été conçue autour de celui-ci ?
Imaginez une presse plieuse non-TRUMPF rétrofitée pour “ rester standard ”. Adaptateurs. Brides modifiées. Cales sur mesure. Maintenant, votre temps de réglage augmente parce que la géométrie n’est pas native. Votre opérateur lutte avec un poinçon de 18 kilos qui ne s’installe pas comme le contrôle l’attend. De petites frictions, à chaque poste.
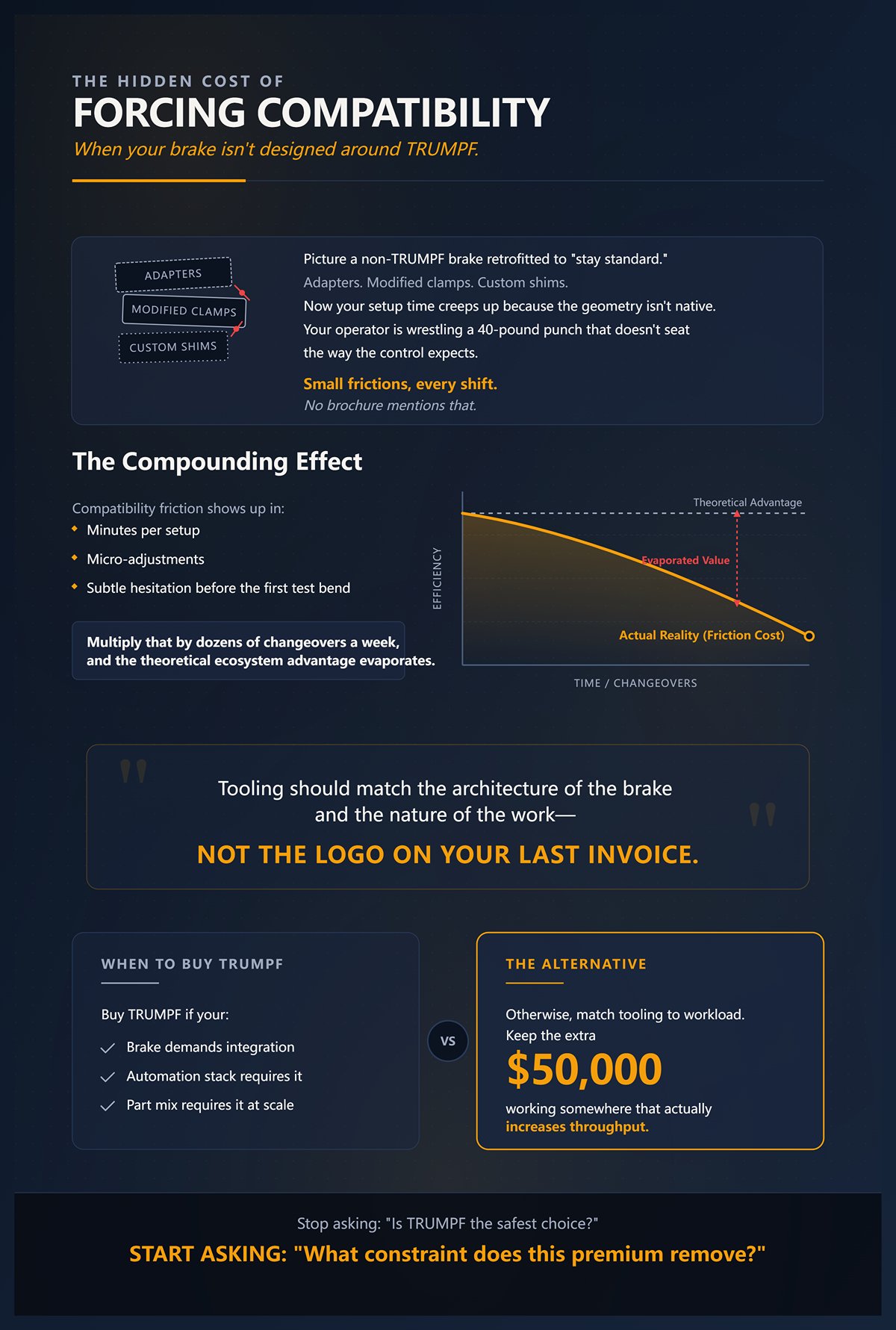
Aucune brochure ne mentionne cela.
La friction de compatibilité se manifeste en minutes par réglage, en micro-ajustements, en cette hésitation subtile avant le premier pli test. Multipliez cela par des dizaines de changements par semaine et l’avantage théorique de l’écosystème s’évapore.
L’outillage doit correspondre à l’architecture de la presse plieuse et à la nature du travail—pas au logo sur votre dernière facture.
Achetez TRUMPF si votre presse plieuse, votre pile d’automatisation, et votre mélange de pièces exigent cette intégration à grande échelle. Sinon, adaptez l’outillage à la charge de travail et gardez les 150 000 € supplémentaires pour quelque chose qui augmente réellement le rendement.
À la fin, le changement devrait être simple : arrêtez de demander “ TRUMPF est-il le choix le plus sûr ? ” et commencez à demander “ Quelle contrainte ce produit premium supprime-t-il ? ”
Refaisons le même calcul qu’avant, mais cette fois en supposant que le produit premium fonctionne réellement.
Vous regardez cette différence de 150 000 € entre un package hydraulique TRUMPF et un équipement comparable WILA ou Promecam. Avec une marge brute de 20 %, cela représente 250 000 € de revenus supplémentaires nécessaires pour atteindre le seuil de rentabilité. Si votre presse plieuse est facturée à 120 € par heure, il vous faut un peu plus de 2 000 heures machine productives récupérées ou créées pour justifier la différence.
Ce n’est pas une discussion de marque. C’est une discussion de capacité.
Donc la seule question qui compte est : est-ce que le système hydraulique de TRUMPF supprime votre contrainte principale, ou rend simplement les changements d’outils plus fluides ? Parce que si cela ne déplace pas un goulot d’étranglement, aucune feuille de ROI ne vous sauvera d’un confort coûteux.
Où cela fait-il vraiment la différence ?
Imaginez une cellule robotisée changeant les outils supérieurs entre les travaux toutes les 20 minutes. Le robot ne “ sent ” pas l’installation. Il s’appuie sur une force de serrage constante, une identification automatique des outils, et un positionnement vertical répétitif sans calage manuel. Un serrage hydraulique supérieur applique une pression uniforme sur la languette, compense de petites tolérances, et installe l’outil avec une hauteur Z cohérente à chaque fois.
Cela résout un vrai problème mécanique : la variabilité humaine est supprimée de l’interface de serrage.
Sur une presse plieuse manuelle, cette même bride hydraulique nécessite toujours que l’opérateur prépare et aligne l’outil. Si vous ne disposez pas d’un système de compensation automatique lié au contrôle, si vous n’avez pas de sécurité intégrée comme BendGuard, si vos changements d’outils sont regroupés et préparés hors ligne, alors la fonction adaptative ne supprime pas l’ajustement humain — elle change simplement la manière dont l’outil est verrouillé.
Et voici la partie que les brochures n’insistent pas : au-dessus de certains tonnages — disons plus de 200 tonnes par mètre — le facteur limitant n’est pas le style de serrage. C’est la géométrie du porte-outil, l’acier de l’outil et la capacité structurelle de la presse. Les porte-outils de style Promecam peuvent atteindre leur limite plus tôt en raison de l’épaisseur des plaques. Mais une fois dans le domaine du formage lourd, le bâti de la machine et la classe de l’outillage dictent ce qui est possible. Le serrage hydraulique n’augmente pas magiquement la capacité de formage.
La précision réside dans le système : parallélisme du coulisseau, exactitude de la compensation, répétabilité du butoir arrière, contrôle de la variation du matériau. La bride garantit un positionnement répétable. Elle ne corrige pas un coulisseau usé ou une épaisseur de matériau incohérente.
Achetez le système hydraulique de TRUMPF si l’automatisation ou les changements d’outils fréquents sont votre contrainte. Si votre goulot d’étranglement est la validation de la première pièce ou la variabilité du matériau, la bride ne le résoudra pas.
Alors, où TRUMPF permet-il réellement des pliages impossibles pour les autres ?
Prenez un boîtier en acier inoxydable de 25 cm de profondeur avec des brides internes sur trois côtés. Vous formez le quatrième mur. Un poinçon standard arrive en butée contre la paroi latérale avant que le pli atteigne l’angle souhaité. Le corps du poinçon entre physiquement en collision avec la géométrie de la pièce.
Ce n’est pas une question de tolérance. C’est une question de physique.
Les outils hauts et les poinçons pour caisson profond de style TRUMPF offrent plus de dégagement vertical et latéral. La hauteur accrue du poinçon et les épaulements allégés permettent au coulisseau de se déplacer sans que le corps du poinçon touche les parois formées. Dans ces scénarios, un outil plus court de style Promecam ne peut tout simplement pas réaliser le pli sans décalages spéciaux ou solutions segmentées.
Oui, vous pouvez parfois revoir la séquence de pliage. Oui, vous pouvez utiliser des poinçons à col de cygne. Mais chaque solution de contournement ajoute de la complexité à la configuration, augmente le risque de déformation ou nécessite des coups supplémentaires.
Voici toutefois la nuance : si votre charge de travail consiste en équerres en tôle de 14, profilés chapeau et brides de 7,5 cm, cette hauteur de poinçon supplémentaire n’entre jamais en jeu. Vous payez pour un dégagement que vous n’utilisez jamais.
L’avantage du caisson profond est binaire. Soit votre géométrie le nécessite, soit non. Il n’y a pas de bénéfice partiel.
Achetez l’outillage TRUMPF si votre gamme de pièces inclut régulièrement des boîtiers profonds ou des caissons multi-brides qui mettent en butée les poinçons standards. Si 80% de vos pliages passent avec des hauteurs conventionnelles, vous achetez un semi-remorque pour livrer des enveloppes.
Ce qui nous amène à l’argument sur lequel tout le monde s’appuie — le temps de configuration.
Construisons un scénario réaliste.
Presse plieuse manuelle. Deux opérateurs. Dix changements d’outils par poste. Chaque changement avec bride traditionnelle prend, disons, 6 à 8 minutes incluant desserrage, déplacement, alignement, pliage d’essai, micro-ajustement. Disons 7 minutes en moyenne. Cela représente 70 minutes par poste en temps de changement.
Supposons maintenant que le serrage hydraulique réduit de 2 minutes chaque changement grâce à un positionnement plus rapide et un alignement plus répétable. Vous avez économisé 20 minutes par poste. Sur 250 jours ouvrables, cela équivaut à environ 83 heures par an.
À $120 par heure-machine, cela représente un peu moins de $10 000 de capacité récupérée annuellement.
Il vous faut cinq ans pour amortir une prime de $50 000 — et cela suppose que vous réaffectiez réellement ces 83 heures à du travail facturable.
Et cette économie de 2 minutes suppose que le système hydraulique soit intégré proprement au contrôle des freins et que vos opérateurs soient formés pour en tirer parti. Sans intégration automatique du bombage ou bibliothèques d’outils numériques, une grande partie du gain théorique est engloutie par la vérification de la première pièce.
Le serrage hydraulique brille lorsque les changements sont fréquents, non assistés et intégrés à la logique d’automatisation. Lors d’exécutions manuelles de volume moyen, les économies sont incrémentales — pas transformantes.
Achetez le serrage hydraulique TRUMPF si vous effectuez des changements fréquents et variés à haut mélange, où les minutes s’additionnent en véritable capacité. Si vos travaux sont exécutés en lots et que les réglages sont préparés, WILA ou Promecam offriront une qualité de pliage équivalente avec un retour sur investissement plus rapide.
Alors, après tout cela, la question devient plus précise : combien de vos pièces nécessitent réellement l’intégration à l’automatisation ou le dégagement profond — et combien ne sont que des plis standards arborant un badge haut de gamme ?
Extrayez vos 12 derniers mois de données de pliage. Pas les devis. Les journaux d’exécution réels. Triez par hauteur d’outil utilisée, profondeur de bride, et famille de pièces. Quand je fais cela dans la plupart des ateliers, 70–85% des frappes totales sont des plis à 90° droits dans de l’acier doux de calibre 10 à 14, brides de moins de 4 pouces, décalages communs, profil « chapeau ». Rien d’exotique. Juste du volume.
Posez maintenant une question plus difficile : sur plus de 10 000 frappes de ces pièces, TRUMPF maintient-il l’angle ou la dimension de façon mesurable mieux que WILA ?
C’est là où le brouillard des brochures se dissipe.
Prenons un exemple hypothétique — mais réaliste : A36 calibre 12, longueur de pli de 3 pieds, pliage à l’air à 90° avec ouverture en V standard 8x. Vous exécutez 2 000 pièces par semaine pendant cinq semaines. Même poinçon, même matrice. 10 000 cycles.
TRUMPF annonce des surfaces durcies au laser avec des tolérances initiales extrêmement serrées. WILA usine et rectifie avec une précision angulaire et de hauteur comparable, et intègre une compensation adaptative d’angle au niveau du contrôle. Ce qu’aucun ne publie, ce sont des données sur le taux d’usure en production à cycles élevés.
Nous examinons donc le mécanisme plutôt que le marketing.
L’usure en pliage à l’air se produit en trois endroits : le rayon de pointe du poinçon, les épaules de la matrice et l’interface de serrage. Si la pointe du poinçon s’écrase ou si les épaules de la matrice s’arrondissent, votre rayon intérieur augmente et votre angle dérive. Si l’outil est mal assis, votre hauteur Z change et la profondeur de pli évolue.
L’interface de serrage est contrôlée — sur les deux systèmes — par des languettes rectifiées avec précision et des supports répétables. Une fois assis, le parallélisme du coulisseau de la presse et le système de bombage dictent la constance. La précision réside dans le système : parallélisme du coulisseau, exactitude du bombage, répétabilité du butoir arrière, contrôle des variations de matériau. Le serrage assure un positionnement répétable. Il n’empêche pas l’acier de s’user.
En production droite à 90°, le taux d’usure est davantage influencé par le tonnage par pied et l’état de surface du matériau que par le nom TRUMPF ou WILA sur la languette. Si les deux sont correctement durcis et que vous ne dépassez pas le tonnage recommandé, vous ne devriez pas constater de dérive angulaire mesurable sur 10 000 frappes qui ne puisse être corrigée par un réglage de profondeur routinier.
Si vous constatez une dérive, examinez la variation d’épaisseur du matériau et la calibration du bombage avant de blâmer le nom sur le poinçon.
Achetez TRUMPF pour la tolérance durable seulement si vous pouvez démontrer, à l’aide de données SPC, que les outils WILA sur votre machine dérivent au-delà de votre Cp/Cpk acceptable sur de longues séries. Si les deux respectent les spécifications avec des ajustements périodiques de profondeur, la prime ne vous procure pas des pièces plus précises.
Mais peut-être que le véritable avantage n’est pas la stabilité angulaire. Peut-être que c’est la vitesse.
Imaginez un opérateur échangeant un jeu de poinçons segmentés de 3 pieds entre des travaux de supports. Avec le serrage hydraulique TRUMPF, il prépare les segments, appuie sur la pédale, et le système serre uniformément. Propre. Rapide. Répétable.
Maintenant, mettez ce même opérateur sur un système WILA New Standard à changement rapide mécanique avec goupilles de sécurité. Il accroche le tenon, pivote en position, verrouille avec le levier. Pas de boulons. Pas de calage. Pas de marteau.
Chronométrez-le.
Sur des outils de longueur standard pesant moins de 12,5 kg par segment, le delta se compte en secondes, pas en minutes. Le système hydraulique supprime le travail à la clé dynamométrique. Le changement rapide mécanique l’élimine aussi. Les deux suppriment la vieille danse de boulonnage et glissement de type Promecam.
Là où l’hydraulique montre ses atouts, c’est dans l’automatisation—chargement robotisé, identification automatique des outils, intégration avec la logique de commande. Mais pour un opérateur qui dispose les outils sur une presse plieuse manuelle ou semi-automatique, le changement rapide mécanique vous offre 90% de la vitesse sans plomberie, pompes, joints, et un autre point de défaillance.
Et voici le point de friction que personne ne budgétise : la maintenance. Les brides hydrauliques ont des joints. Les joints vieillissent. L’huile fuit. Les systèmes mécaniques s’usent, mais ils ne saignent pas sur le sol de l’atelier à 2h du matin.
Si vos changements d’outils sont regroupés—faire 500 pièces, puis changer—la différence entre 3 minutes et 4 minutes par changement ne modifie pas suffisamment la capacité annuelle pour justifier un système hydraulique.
Achetez un bridage hydraulique TRUMPF si vos relevés montrent des changements fréquents en petites séries où l’automatisation ou le fonctionnement sans surveillance dépend de l’intégration du bridage. Si un opérateur formé effectue des échanges standards une poignée de fois par poste, le changement rapide mécanique WILA tient le rythme sans les frais supplémentaires.
Une fois la vitesse réglée, nous arrivons à la partie qui m’importe vraiment.
Supposons un delta de prix premium—machine et écosystème d’outillage combinés—supérieur à $40 000 pour passer à une intégration hydraulique complète façon TRUMPF par rapport à une presse plieuse équipée WILA. Vous produisez des pièces à faible diversité et longues séries : supports agricoles, montures de télécommunications, composants CVC. Les mêmes outils restent dans les porte-outils pendant des jours.
Quelle capacité ce capital supplémentaire débloque-t-il sur ces travaux ?
Pas de boîtes plus profondes—vous êtes sous des rebords de 4 pouces. Pas d’angles plus serrés—les deux systèmes maintiennent la spécification dans les limites de correction normale de la machine. Pas de changements nettement plus rapides—vous changez deux fois par poste.
Donc le retour doit venir du temps de fonctionnement, de la réduction de rebut ou de la réduction de main-d'œuvre.
Si votre taux de rebut sur de longues séries est causé par une variation de bobine de matériau ou des opérateurs inexpérimentés qui mesurent mal les pièces, le type de bridage ne le corrigera pas. Si vos pertes de disponibilité proviennent d’attentes liées à la découpe laser en amont, la presse plieuse n’est pas le facteur limitant. Vous investissez de l’argent premium dans un actif qui n’est pas un goulot d’étranglement.
C’est du calcul de flotte. N’achetez pas un semi-remorque entièrement équipé avec toutes les options d’usine si la plupart de vos livraisons sont des chargements de pick-up d’une demi-tonne. Le capital doit cibler les contraintes, pas le confort.
Faites les calculs à partir de votre propre ERP : pourcentage de plis nécessitant un outillage haut, pourcentage nécessitant une identification d’outil automatisée, changements moyens par poste, causes de rebut codées par raison principale. Si moins de 20% de votre chiffre d’affaires dépend de fonctionnalités propres à l’écosystème intégré de TRUMPF, alors 80% de votre charge de travail produira des pièces identiques avec WILA pour un investissement en capital inférieur.
Achetez WILA si votre cœur d’activité ce sont des plis droits, des décalages courants et des séries prévisibles où la précision est assurée par la machine et le contrôle du procédé—pas par une interface hydraulique propriétaire.
| Section | Points clés |
|---|---|
| Réalité de la charge de travail (70–85% Production) | La plupart des ateliers passent 70–85% de coups comme des plis droits à 90° dans de l’acier doux de 10 à 14 gauge, sous des rebords de 4 pouces, géométries standards. Le travail à gros volume et non exotique domine. |
| Question centrale | Sur plus de 10 000 pliages, TRUMPF conserve-t-il l’angle ou les dimensions de manière mesurable mieux que WILA en production standard ? |
| Scénario d’usure sur 10 000 cycles | Exemple : A36 calibre 12, pliage de 3 pieds, pliage à l’air à 90°, ouverture en V 8x, 10 000 cycles. Les deux marques proposent des outils durcis et rectifiés avec précision, mais aucune ne publie de données sur le taux d’usure à long terme. |
| Où l’usure se produit | Points d’usure : rayon de pointe du poinçon, épaules de la matrice, interface de serrage. La dérive d’angle résulte généralement de l’écrasement de la pointe, de l’arrondissement de la matrice ou d’un positionnement inconsistant. |
| Précision du système vs. précision de l’outillage | Le serrage assure un positionnement répétable ; la cohérence dépend du parallélisme du bélier, de la précision du bombage, de la répétabilité de la butée arrière et du contrôle des variations de matériau. Le serrage n’empêche pas l’usure de l’acier. |
| Tolérance sur 10 000 coups | En production droite à 90°, l’usure est davantage dictée par la force par pied et l’échelle du matériau que par la marque. Des outils correctement durcis ne devraient pas présenter de dérive angulaire mesurable au-delà des réglages de profondeur de routine. |
| Quand justifier TRUMPF pour la tolérance | Uniquement si les données SPC indiquent que l’outillage WILA dérive au-delà du Cp/Cpk acceptable pendant les longues séries. Si les deux respectent les spécifications avec des ajustements mineurs, le surcoût peut ne pas produire des pièces plus précises. |
| Comparaison de vitesse de changement d’outil | Serrage hydraulique TRUMPF : rapide, uniforme, activé par pédale. Changement rapide mécanique WILA : accrocher, tourner, verrouiller — pas de boulons ni de cales. Pour les segments standards (<12,5 kg), la différence se compte en secondes. |
| Avantage hydraulique vs. mécanique | L’hydraulique excelle en automatisation, intégration robotique et identification d’outil. Le changement rapide mécanique atteint environ ~90 % de la vitesse pour les environnements manuels/semi-automatisés sans complexité supplémentaire du système. |
| Considérations de maintenance | Les systèmes hydrauliques nécessitent l’entretien des joints et du fluide ; risque de fuites. Les systèmes mécaniques s’usent mais évitent les points de défaillance hydraulique. |
| Impact du changement sur la capacité | En cas de production par lots (par ex. séries de 500 pièces), 3 min contre 4 min par changement a un impact annuel minimal sur la capacité. L’hydraulique se justifie uniquement pour l’automatisation à haute fréquence de petits lots. |
| Analyse coût-capacité | Estimation d’un supplément de plus de $40 000 pour un écosystème hydraulique complet de style TRUMPF par rapport à un frein équipé de WILA. Pour un travail à faible diversité et longues séries, la capacité supplémentaire peut ne pas avoir d’impact sur la production. |
| Facteurs de retour sur investissement | Le ROI doit provenir du temps de fonctionnement, de la réduction des rebuts ou des économies de main-d’œuvre. Le style de serrage ne résout pas les variations de matériau, les erreurs d’opérateur ou les goulots d’étranglement en amont. |
| Principe de calcul pour la flotte | Le capital doit répondre aux contraintes de production, pas à la commodité. Évitez un investissement premium si le frein n’est pas le goulot d’étranglement. |
| Indicateurs d’évaluation ERP | Analysez : % plis nécessitant un outillage haut, % nécessitant une identification automatique des outils, changements par équipe, causes principales des rebuts. Si <20% du chiffre d’affaires dépend des fonctionnalités uniques de TRUMPF, 80% du travail donne des résultats identiques avec WILA. |
| Recommandation finale | Choisissez TRUMPF pour les environnements à forte automatisation et à changements fréquents. Choisissez WILA pour les plis droits, les lots prévisibles et la précision économique gouvernée par le contrôle machine/processus plutôt que par des hydraulics propriétaires. |
Un travail urgent sur un support aérospatial arrive sur votre bureau à 15 h 30. Il faut un col de cygne de 32 mm avec un épaulement allégé pour dégager un cordon de soudure oublié par le concepteur. Votre catalogue TRUMPF n’a pas ce profil exact. Délai : cinq jours ouvrables.
L’atelier Promecam de l’autre côté de la ville sort une ébauche standard à tenon européen de l’étagère, l’envoie à un rectificateur local, et a un poinçon modifié de retour sur le frein le lendemain matin.
C’est là que l’intégration cesse d’aider et commence à coûter.
Si TRUMPF ne surpasse WILA que dans l’automatisation et la géométrie des boîtes profondes, la véritable question devient : que se passe-t-il dans le désordonné 60–70% du travail qui n’est ni standard ni robotisé — supports étranges, rétrofits sur site, enceintes à courte série avec des dégagements “ presque standards ” ? C’est là que la modularité à la Promecam prouve sa valeur.
Et c’est pour ça que cette section est importante.
J’ai vu un atelier convertir trois freins en un écosystème entièrement intégré parce que “ la standardisation ” semblait propre. Six mois plus tard, ils modifiaient les pièces à la main pour s’adapter à l’outillage plutôt que de modifier l’outillage pour s’adapter aux pièces.
Les tenons Promecam sont simples : un segment de 150 mm, serrage mécanique, aucune géométrie de bouton propriétaire. Sur un frein de 3 mètres, vous avez environ 15 segments. Si un support est endommagé, vous remplacez une seule pièce. Vous ne jetez pas un assemblage monolithique. Cette simplicité n’est pas de la nostalgie. C’est de l’économie de réparation.
Il y a dix ans, le système de boutons de WILA était protégé par brevet. Si vous vouliez une extraction frontale avec une rétention correcte, vous deviez acheter l’original. Les poinçons du marché secondaire manquaient soit de boutons, soit utilisaient une rétention plus lente par goupille. Traduction : vous payiez le prix OEM ou acceptiez des changements plus lents. C’est le verrouillage silencieux que la plupart des acheteurs ne prennent pas en compte dans le premier bon de commande.
Un atelier de fabrication sur mesure vit grâce à la variabilité. Une semaine, ce sont des supports galvanisés avec des ourlets particuliers. La semaine suivante, c’est de l’acier inox de 5 mm avec une découpe de dégagement qui impose un épaulement de poinçon étroit. Les tenons de style européen vous permettent de sourcer auprès de plusieurs fabricants — ou de modifier en interne — sans craindre qu’une interface hydraulique ou une géométrie propriétaire rejette l’outil.
Oui, l’alignement manuel est plus lent. Vous accrochez le tenon, vous le mettez en place, vous confirmez visuellement l’alignement. Ce n’est pas un théâtre hydraulique à une main, en moins de 60 secondes. Mais la plupart des ateliers à forte diversité de production regroupent de petites séries. Ils ne changent pas toutes les 20 minutes toute la journée. La minute supplémentaire par changement est négligeable comparée à l’attente d’une livraison propriétaire.
Achetez des outils de style Promecam si votre chiffre d’affaires dépend de votre capacité à dire “ oui ” à des pièces inhabituelles demain, plutôt que de faire tourner la même configuration sans surveillance ce soir.
Imaginez un coffret en inox de 4 mm avec un retour de bride de 6 pouces. L’outillage standard Promecam ne pourra pas le dégager. Les systèmes plus hauts de TRUMPF et WILA le feront. C’est une vraie capacité.
Mais imaginez maintenant une boîte moins profonde — bride de 3 pouces — mais avec un renfort interne qui impose un nez de poinçon allégé. Ce n’est pas haut. C’est simplement encombrant.
Avec la géométrie Promecam, vous pouvez acheter un brut auprès d’un fournisseur, le meuler pour créer un dégagement, et être prêt à plier en 48 heures. Pas de compatibilité hydraulique à maintenir. Pas de tolérances de bouton à respecter. Pas de souci que le poinçon modifié perturbe un capteur de pression de serrage.
L’intégration TRUMPF suppose que vous restiez dans l’écosystème. C’est le but. Serrage hydraulique, identification automatique des outils, intégration au contrôle — ces systèmes dépendent de la conformité dimensionnelle. Une fois que vous commencez à meuler des dégagements personnalisés ou à vous approvisionner en variantes tierces, vous risquez un positionnement incohérent ou la perte de reconnaissance automatisée. Le système vous pousse discrètement à revenir à l’approvisionnement OEM.
C’est très bien dans une cellule robotisée où la répétabilité et la traçabilité justifient la protection. C’est une friction dans un atelier où le plan de demain est différent de celui d’aujourd’hui.
J’ai approuvé des packages d’outillage $180,000 en dix minutes lorsqu’ils supprimaient une contrainte. Je n’approuverai pas un surcoût qui nous fait attendre cinq jours pour un poinçon modifié que nous pourrions meuler localement pour une fraction du coût.
Adoptez un écosystème intégré si vous avez besoin d’identification des outils, de retour automatisé sur le serrage, et de conformité garantie dans plusieurs cellules robotisées. Si votre avantage compétitif est une réponse rapide sur mesure, restez là où l’approvisionnement aftermarket est un atout, pas une menace.
Testons la résistance à la contrainte.
Les tenons de style européen nécessitent un alignement manuel. Même avec des pinces à ressort ou leviers, l’opérateur doit mettre en place et confirmer visuellement. Dans un environnement de changements fréquents — disons 20 échanges par poste — cette étape manuelle s’accumule. Sur un an, c’est une main-d’œuvre mesurable.
Et les systèmes plus hauts TRUMPF/WILA gagnent absolument sur la géométrie des boîtes profondes. Si 25–30% de votre chiffre d’affaires implique des brides de 8–10 pouces en inox, Promecam forcera des solutions sur mesure ou des opérations secondaires. Ce n’est pas théorique. C’est de la géométrie.
Alors, que choisissez-vous vraiment ?
Promecam privilégie la compatibilité inter-machines et la réparation modulaire. Un atelier peut emprunter des outils à un autre. Plusieurs fournisseurs peuvent proposer le même standard de tenon. Les segments endommagés sont remplacés individuellement. La constance de précision reste dans la presse plieuse : parallélisme du bâti, précision du bombage, répétabilité du butoir arrière, contrôle des variations de matériau. Le style de serrage ne remplace pas ces fondamentaux.
Les systèmes intégrés privilégient la conformité et la préparation à l’automatisation. Vous gagnez en capacité de profondeur et en reconnaissance d’outil sans friction. Vous abandonnez l’approvisionnement ouvert et la modification facile.
Il n’existe pas de repas gratuit ici.
Si votre contrainte est la profondeur géométrique ou le débit robotisé, l’intégration l’emporte et justifie son surcoût. Si votre contrainte est la réactivité face à une géométrie imprévisible à faible volume, la modularité cumule de la valeur d’une manière qu’un tableau ROI ne saura pas refléter.
Achetez TRUMPF lorsque l’automatisation ou l’outillage haut génère le profit. Achetez un outillage de style Promecam lorsque la flexibilité et l’approvisionnement inter-ateliers sont ce qui maintient votre planning rempli.
Et si vous n’êtes pas sûr dans quel camp vous vous situez, la question suivante est inévitable : à partir de quand l’intégration complète passe de “ agréable à avoir ” à “ non négociable ” ?
Sur mon atelier, la ligne entre “ optionnel ” et “ non négociable ” est apparue à 1 h 47 du matin.
C’est là que le robot s’est arrêté parce qu’il ne pouvait pas vérifier qu’une matrice était correctement en place. Aucun opérateur. Personne pour pousser une languette, essuyer un copeau, repositionner et appuyer sur démarrage de cycle. Juste une cellule à six chiffres en valeur, au ralenti tandis que l’horloge tournait. Quand l’équipe du premier shift l’a découvert, nous avions perdu six heures de capacité sans surveillance.
C’est le seuil.
Quand vous attendez d’une presse plieuse qu’elle fonctionne sans surveillance, l’alignement des outils, la confirmation de la force de serrage et l’identification de l’outil cessent d’être des commodités et deviennent de la paie. Si votre plan part du principe de 6 à 8 heures sans surveillance par nuit, cinq nuits par semaine, vous n’achetez plus simplement des outils — vous achetez une assurance contre un robot à l’arrêt. C’est à ce moment que l’intégration complète de l’écosystème mérite d’être envisagée.
Tout en deçà de cela, vous êtes encore dans le domaine du choix.
Approchez-vous d’une cellule robotisée TRUMPF et regardez un changement d’outil. Le coulisseau remonte. Le serrage hydraulique se relâche. Le robot extrait la matrice verticalement en utilisant une interface définie — languette rainurée de 20 mm, géométrie de bouton trempé, points de prise reproductibles. Le contrôle enregistre l’ID de l’outil. La pression de serrage est surveillée. Si l’outil n’est pas totalement en place, la machine s’arrête avant même de toucher la matière.
Ce bouclage fermé est le point clé.
Ce n’est pas que WILA ne puisse pas physiquement s’adapter — elle le peut. La géométrie de languette “ New Standard ” signifie que les matrices WILA entreront dans un porte-matrice TRUMPF et se comporteront correctement. En fait, pour de nombreuses configurations automatisées, WILA est un véritable remplacement à moindre coût en capital. L’acier ne sait pas quel logo il porte.
Là où les concurrents commencent à transpirer, c’est aux frontières : changeurs d’outils automatiques (ATC) conçus autour d’une masse spécifique, d’un centre de gravité et d’une géométrie de prise particuliers. Les doigts de l’ATC TRUMPF, les racks de stockage et le retour d’information sur le serrage sont conçus comme un ensemble assorti. Quand le robot saisit un col de cygne de 40 livres à 2 h du matin, il saisit un profil connu avec une force de retenue connue.
Mélanger des outils tiers sans valider ces variables, c’est introduire un risque que le robot ne peut pas “ ressentir ”. Un humain perçoit un désalignement. Un robot se fie aux tolérances.
WILA a fortement réduit cet écart. Leur système de rétention Safety-Click et leurs tolérances de fabrication de ±0,01 mm ne sont pas des plaisanteries. Dans de nombreuses cellules, ils offrent des performances indiscernables. Mais lorsque vous entrez dans des géométries de boîte profonde avec des matrices hautes, des segments lourds et des échanges automatiques fréquents, l’écosystème OEM réduit le nombre d’inconnues dans la pile.
Les inconnues sont ce qui tue les shifts sans surveillance.
Si vous construisez ou exploitez une cellule robotisée clôturée avec stockage automatique des outils et plusieurs changements nocturnes, rester dans un écosystème validé réduit les variables d’intégration. Si votre “ automatisation ” est un cobot chargeant des ébauches tandis qu’un opérateur change encore les outils, cet avantage s’amenuise rapidement.
Pas de feuille de ROI, pas de bon de commande.
Faisons une hypothèse simple. Supposons qu’une presse plieuse robotisée fonctionne deux shifts sans surveillance par jour, cinq jours par semaine — 80 heures de temps potentiellement sans surveillance. Pendant cette période, elle effectue quatre changements d’outil automatiques par shift. Les changements manuels prendraient, de façon conservatrice, 5 minutes chacun avec un opérateur présent — cela représente 40 minutes de travail par jour que vous devriez financer ou perdre.
Quarante minutes par jour, c’est 3,3 heures par semaine. À un taux horaire chargé entièrement de $35, cela représente environ $6 000 par an en travail direct. Pas encore impressionnant.
Mais ce n’est pas le bon objectif.
Le vrai chiffre, c’est le temps de broche récupéré. Si chaque heure non surveillée produit $150 en marge de contribution — pas en chiffre d’affaires, en marge — alors six heures économisées par semaine représentent $46 800 par an. Là, on parle sérieusement. Tout à coup, une prime de $40 000–$60 000 pour la capacité ATC intégrée a un retour sur investissement de 12 à 18 mois.
C’est là que tout change.
Si votre presse plieuse fonctionne un seul poste, alimentée manuellement, avec peut-être trois changements par jour, un changeur d’outils automatique est un gadget brillant. Vous gagnez des minutes, pas des heures vendables. Et l’outillage haut de gamme justifié “ pour une future automatisation ” devient un capital mort ne rapportant rien.
Mais le confort n’est pas la capacité.
J’ai vu des ateliers acheter un outillage intégré parce qu’il semblait à l’épreuve du futur, puis l’utiliser pendant cinq ans sans jamais encloisonner la machine. Ils ont payé pour un retour d’information sur le serrage hydraulique et une identification d’outil qu’aucun robot n’a jamais lue. Pendant ce temps, WILA ou même Promecam haut de gamme auraient fourni la même précision de pliage, car la précision réside dans le système : parallélisme du coulisseau, exactitude du bombage, répétabilité de la butée arrière, contrôle de la variation du matériau.
Le retour sur investissement de l’automatisation ne se matérialise que lorsque la cellule est réellement automatisée.
Imaginez une presse plieuse de 3 m, opérateur à l’avant, chariot de poinçons sur le côté. Il échange un col de cygne de 32 mm à la main. Le serrage hydraulique le rend manipulable d’une seule main. Sympa. Soixante secondes au lieu de deux minutes avec un serrage à levier.
Il doit toujours marcher jusqu’au rack. Il doit toujours vérifier l’orientation. Il doit toujours effectuer un pli test.
Vous avez économisé 60 secondes.
Si cette machine change d’outil dix fois par jour, vous avez gagné dix minutes. Sur un an, peut-être 40 heures. C’est une semaine de travail. Si la prime pour rester dans l’écosystème TRUMPF était de $50 000 par rapport à un pack WILA, vous venez de dépenser l’équivalent d’un camion de luxe pour transporter des charges d’une demi-tonne.
Et voici le clou du spectacle : les environnements manuels sont ceux où la flexibilité rapporte le plus. Meuler un épaulement sur une queue européenne. Emprunter un segment à une autre presse plieuse. Mixer les fournisseurs pour respecter un travail urgent. Les écosystèmes intégrés découragent activement ce comportement car la conformité est leur proposition de valeur.
Alors ne brouillez pas les frontières.
Achetez un outillage complet de l’écosystème TRUMPF lorsqu’un robot effectue les échanges, que le retour du serrage est connecté à votre commande, et que les heures non surveillées font partie de votre stratégie de marge. Achetez WILA — ou Promecam haut de gamme — lorsque l’opérateur est toujours devant la machine et que la flexibilité rapporte plus vite que l’automatisation.
Si vous ne savez pas quelle condition décrit votre atelier, arrêtez de lire les brochures et commencez à auditer votre goulot d’étranglement. Est-ce la main-d’œuvre à 2 h du matin, ou est-ce dire “ oui ” au plan imprévu de demain ?
Vous ne répondez pas à cela avec une brochure. Vous y répondez avec un chronomètre et l’historique des travaux du mois dernier.
Parcourez votre atelier et posez une question désagréable : où la marge ralentit-elle réellement — au changement d’outil, à la programmation, à l’inspection, ou en attendant qu’un humain se présente ? Si votre presse plieuse reste inoccupée à 2 h du matin parce que personne n’est là pour échanger un poinçon de 18 kg, l’automatisation est votre goulot d’étranglement. Si elle reste inoccupée à 14 h parce que le bureau d’études vient de finir un boîtier unique nécessitant un épaulement meulé, la flexibilité est votre goulot d’étranglement.
Maladies différentes. Médicaments différents.
La plupart des ateliers ne séparent jamais les deux. Ils voient “ serrage rapide ” et supposent que vitesse équivaut à profit. Mais le confort n’est pas la capacité. La précision vit dans le système : parallélisme du vérin, exactitude du bombage, répétabilité du butoir arrière, contrôle des variations de matériau. L’outillage ne mérite une prime que lorsqu’il supprime la contrainte qui vous coûte réellement des heures vendables.
Alors comment rendre cela visible plutôt qu’émotionnel ?
Nombre concret d’abord.
Prenez le tonnage total formé sur un poste et divisez-le par le nombre total de minutes passées à changer les outils pendant ce poste. C’est votre tonnage par minute de préparation. Pas théorique. Réel.
Exemple hypothétique : une presse plieuse forme 400 tonnes en un poste de 8 heures. Les opérateurs passent 40 minutes au total à échanger poinçons et matrices. Cela donne 10 tonnes par minute de préparation. Une autre plieuse forme 300 tonnes mais consomme 90 minutes sur les changements d’outils. Cela donne 3,3 tonnes par minute de préparation.
Laquelle semble prête pour l’automatisation ?
Un tonnage faible par minute de préparation me dit que la friction de préparation grignote la production. Un chiffre élevé me dit que la machine forme, et ne patauge pas. Si votre chiffre est faible parce que les tâches sont petites et que la géométrie change chaque heure, aucun système hydraulique ne corrigera votre modèle économique. Si c’est faible parce que vous fabriquez la même famille de pièces et perdez pourtant du temps à aligner les segments, alors le serrage rapide haut de gamme commence à être rentable.
Suivez-le pendant 30 jours. La tendance vous dira si votre modèle de marge dépend de l’élimination du temps de préparation humain — ou de la gestion du chaos à moindre coût.
Une fois que vous voyez le schéma, la décision d’orientation devient directe.
Fort mélange signifie cinq pliages de ceci, douze de cela, un support aéronautique urgent à 15h30 nécessitant un col de 32 mm qu’aucun planning n’avait prévu.
Votre tonnage par minute de préparation semblera toujours médiocre car le travail est lui-même fragmenté. La contrainte n’est pas la vitesse de serrage. C’est l’adaptabilité. Pouvez-vous meuler un relief ce soir ? Pouvez-vous emprunter un segment d’une autre plieuse ? Pouvez-vous obtenir un poinçon spécial sans attendre un numéro de pièce OEM ?
L’outillage de style Promecam gagne ici grâce à sa géométrie ouverte. Queue de 13 millimètres, verrou mécanique, large marché secondaire. Des adaptateurs existent qui permettent d’utiliser des porte-outils à changement rapide sur ces machines sans entrer dans un écosystème fermé. Vous pouvez capter 80% de bénéfice du changement rapide sans signer un chèque de la taille d’un TRUMPF.
Pas de feuille de ROI, pas de bon de commande.
Achetez Promecam si votre planning change plus vite que votre chariot à outils.
Un autre tableau. Vous fabriquez des supports en A36 calibre 12, 10 000 frappes par mois, même programme de pliage, même pile d’outils.
Maintenant, les minutes de préparation sont du pur gaspillage. Vous n’improvisez pas la géométrie ; vous protégez la répétabilité. Le serrage hydraulique ou mécanique robuste avec des segments rectifiés avec précision réduit la dérive d’alignement et évite aux opérateurs de caler et taper au maillet à 6 heures du matin.
La géométrie New Standard de WILA fonctionne bien sur plusieurs marques de machines. Elle offre des tolérances de fabrication de ±0,01 mm et une rétention sécurisée sans vous enfermer dans une seule architecture de commande OEM. Pour les familles répétées de pièces, cette stabilité se cumule.
Vous n’avez pas besoin d’un écosystème entièrement intégré. Vous avez besoin d’un positionnement constant et de changements rapides et fiables.
Achetez WILA si votre chiffre d’affaires dépend de faire tourner demain les mêmes pièces que celles que vous avez produites hier.
Nous revenons maintenant aux heures sans surveillance.
Si vous mettez une clôture autour de la presse, ajoutez un stockage automatique des outils, planifiez plusieurs changements d’outils pendant la nuit, le profil de risque change. Le robot ne peut pas “ sentir ” un poinçon mal positionné. Il se fie à la géométrie, au poids et au retour des vérins de serrage. L’écosystème TRUMPF — doigts ATC, racks de stockage, capteurs de serrage — est conçu comme un ensemble assorti.
C’est là que le supplément cesse d’être de la vanité et devient une assurance.
Oui, WILA peut fonctionner dans de nombreuses cellules robotisées. Oui, la compatibilité croisée brouille les lignes marketing. L’acier reste de l’acier. Mais lorsque votre modèle de marge suppose 80 heures par semaine de formage sans surveillance, les variables d’intégration ne sont pas théoriques. Un arrêt à 1 h 47 qui dure six heures va réduire à néant les économies que vous pensiez avoir réalisées en mélangeant les systèmes.
Le retour sur investissement de l’automatisation ne se matérialise que lorsque la cellule est réellement automatisée.
Achetez TRUMPF lorsque la production sans surveillance n’est pas un objectif mais une ligne dans votre prévision de marge.
Voici la partie non évidente : la plupart des ateliers pensent que la question est “ Quel outillage est le plus précis ? ” Ce n’est pas le cas. La précision réside dans le système. La vraie question est : “ Qu’est-ce qui transforme mon prochain dollar de capital en heures les plus vendables ? ”
Suivez le tonnage par minute de préparation. Comparez-le au nombre de ces minutes effectuées sans présence humaine. Lorsque vous voyez ces deux courbes sur la même feuille, le choix “par défaut” sûr disparaît — et le bon camion pour votre itinéraire de livraison devient évident.


















