

Na primavera passada, vi um pacote de ferramentas de $180.000 ser aprovado em menos de dez minutos.
Sem folha de ROI. Sem análise de estrangulamento. Apenas uma frase do VP: “Somos uma casa TRUMPF.”
Já assinei muitos cheques na minha vida, mas nunca confundi lealdade à marca com produtividade. Então, o que exatamente estamos a comprar quando chamamos algo de “opção segura por defeito”?
Faça primeiro as contas. Se um conjunto comparável WILA ou Promecam fica em $130.000 e TRUMPF custa $180.000, esse extra de $50.000 tem de se justificar. Com uma margem bruta de 20%, precisa de $250.000 em receita adicional só para cobrir o premium. São dobras reais, horas de trabalho reais, tempo de máquina real.
Agora a parte desconfortável: as quinadeiras hidráulicas ainda detêm a maior fatia de receita no mercado, mas mais de metade dos compradores estão a escolher outra coisa. Os sistemas servo estão a crescer quase o dobro da velocidade da categoria geral. As oficinas estão a votar com capital com base na carga de trabalho, não nos logótipos.
Se o seu estrangulamento não é integração de automação ou folga para geometrias de caixa profunda, esse premium de 40% não o está a proteger. Está apenas a ficar na sua folha de balanço sem fazer nada.
Então, o que estamos mesmo a pagar?
Ecossistema fechado significa um único responsável. Ferramentas, controlo, software, célula de automação—tudo com marca, tudo integrado, tudo familiar aos seus programadores. Quando uma sequência de dobra se comporta mal às 2 da manhã, liga para um único número.
Esse conforto vale alguma coisa.
Mas conforto não é capacidade. A maioria das oficinas em que entro estão a fabricar suportes, painéis e canais formados em aço macio e alumínio, de volume médio. Sem células robóticas. Sem turnos lights-out. Trocas de ferramentas manuais, preparadas offline. Para essa carga de trabalho, uma ferramenta de precisão WILA ou Promecam assenta, alinha e repete dentro da tolerância perfeitamente.
Não está a remover risco. Está a remover ansiedade.
Compre o ecossistema fechado se estiver a operar células de quinagem automatizadas onde o tempo de inatividade da integração custa dezenas de milhares por hora. Caso contrário, está a pagar dinheiro de carrinha de luxo para transportar cargas de meia tonelada.
Então, está a comprar precisão—ou apenas a dormir melhor?
Já vi operadores fazerem dobras com repetibilidade ±0,0015 polegadas em ferramentas não-TRUMPF o dia inteiro—porque a quinadeira estava afinada e o material era consistente. A precisão vive no sistema: paralelismo do carro, precisão do coroamento, repetibilidade do backgauge, controlo de variação do material.

Ferramentas importam. Não fazem milagres.
A história da “opção segura por defeito” diz: se algo correr mal, pelo menos ninguém poderá culpar a escolha da ferramenta. Isso não é lógica de desempenho. É lógica de proteção de carreira.
O seguro contra arrependimento custa dinheiro. Neste caso, cerca de 30–40%.
Compre ferramentas premium quando desbloquearem uma capacidade que atualmente não consegue alcançar—espaço livre de caixa profunda, identificação automática de ferramenta, integração robótica perfeita. Se não mudar a sua restrição, não é uma melhoria. É apenas reforço de reputação.
E o que acontece quando força esse ecossistema numa máquina que não foi concebida para ele?
Imagine um travão não-TRUMPF adaptado para “manter o padrão”. Adaptadores. Grampos modificados. Calços personalizados. Agora o tempo de configuração aumenta porque a geometria não é nativa. O operador luta com uma punção de 18 quilos que não encaixa da forma que o controlo espera. Pequenos atritos, em cada turno.
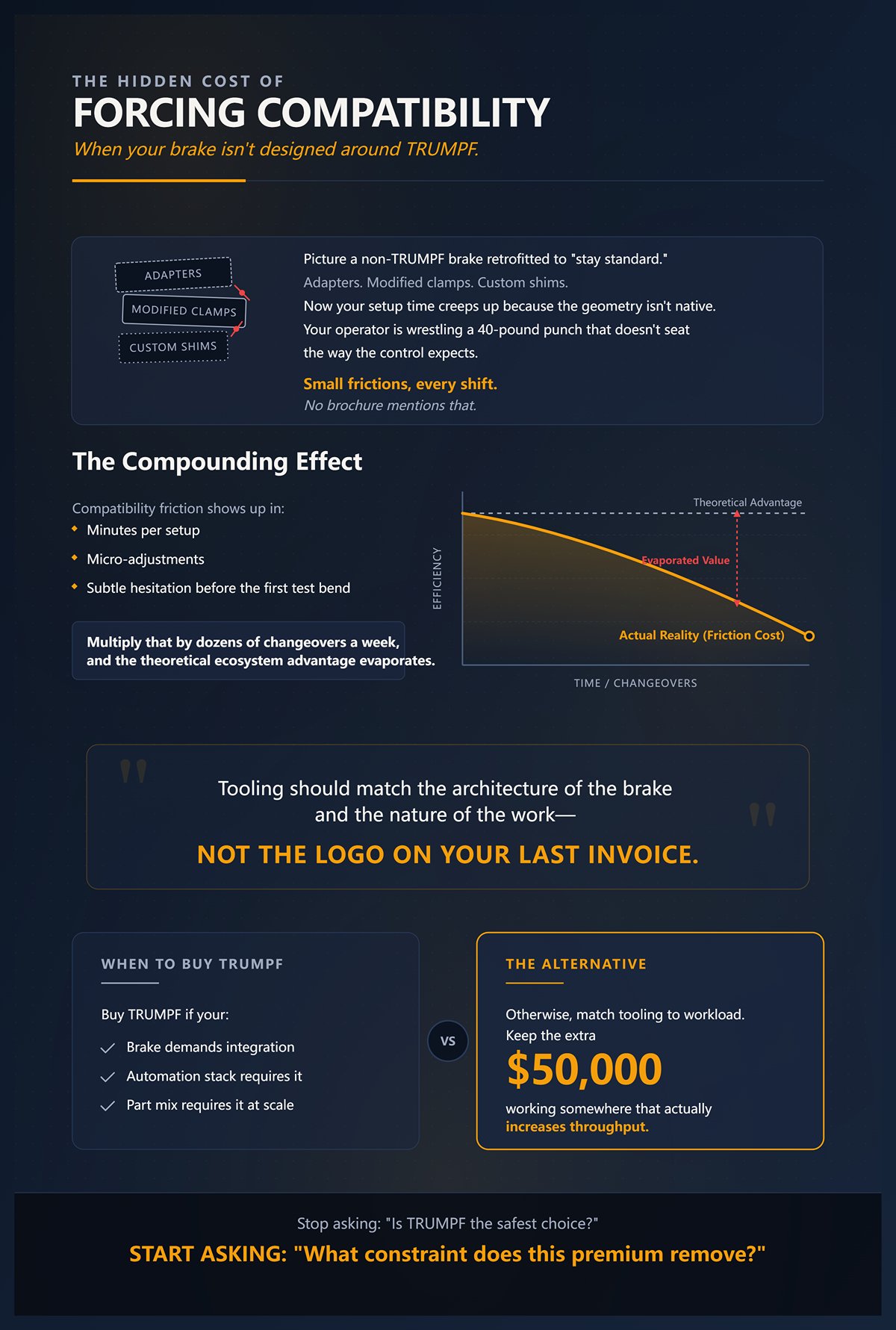
Nenhuma brochura menciona isso.
O atrito de compatibilidade manifesta-se em minutos por configuração, em microajustes, naquela hesitação subtil antes do primeiro teste de dobra. Multiplique isso por dezenas de trocas por semana e a vantagem teórica do ecossistema evapora.
As ferramentas devem corresponder à arquitetura do travão e à natureza do trabalho—não ao logótipo na sua última fatura.
Compre TRUMPF se o seu travão, sistema de automação e mistura de peças exigirem essa integração em escala. Caso contrário, combine as ferramentas com a carga de trabalho e mantenha os $50.000 extras a trabalhar em algo que realmente aumente o rendimento.
No final disto, a mudança deve ser simples: pare de perguntar “O TRUMPF é a escolha mais segura?” e comece a perguntar “Que restrição é que este premium remove?”
Vamos repetir os cálculos feitos anteriormente, mas desta vez assumindo que o premium realmente funciona.
Está a olhar para a diferença de $50.000 entre um pacote hidráulico TRUMPF e um conjunto WILA ou Promecam comparável. Com uma margem bruta de 20%, isso requer $250.000 de receitas adicionais para atingir o ponto de equilíbrio. Se o seu travão faturar a $120 por hora, precisa de pouco mais de 2.000 horas produtivas recuperadas ou criadas para justificar a diferença.
Isto não é uma discussão sobre a marca. É uma discussão sobre capacidade.
Portanto, a única questão que importa é esta: o sistema hidráulico TRUMPF remove a sua principal restrição ou apenas faz com que as trocas de ferramentas pareçam mais suaves? Porque se não deslocar um gargalo, nenhuma folha de ROI o salvará de possuir conforto caro.
Onde é que realmente faz a diferença?
Imagine uma célula robótica a trocar ferramentas superiores entre trabalhos a cada 20 minutos. O robô não “sente” o encaixe. Depende de força de aperto consistente, identificação automática de ferramenta e posicionamento vertical repetível sem calços manuais. Um grampo hidráulico superior aplica pressão uniforme ao longo da lingueta, compensa tolerâncias ligeiras e encaixa a ferramenta com altura Z consistente em cada vez.
Isso resolve um problema mecânico real: variabilidade humana removida da interface de aperto.
Num travão manual, contudo, esse mesmo grampo hidráulico ainda exige que o operador prepare e alinhe a ferramenta. Se não estiver a utilizar coroamento automático ligado ao controlo, se não tiver segurança integrada como o BendGuard, se as trocas forem agrupadas e preparadas offline, então a função adaptativa não está a remover o ajuste humano—apenas está a alterar a forma como a ferramenta é bloqueada.
E aqui está a parte que os folhetos não enfatizam: acima de certas tonelagens — digamos acima de 200 toneladas por metro — o fator limitante não é o estilo de fixação. É a geometria do suporte, o aço da ferramenta e a capacidade estrutural da prensa. Os suportes estilo Promecam podem atingir o limite mais cedo devido à espessura da chapa. Mas, quando se entra no território de conformação pesada, a estrutura da máquina e a classe das ferramentas ditam o que é possível. A fixação hidráulica não aumenta magicamente a capacidade de conformação.
A precisão vive no sistema: paralelismo do carro, precisão da compensação, repetibilidade do batente traseiro, controlo da variação do material. A fixação garante o assento repetível. Não corrige um carro gasto ou a inconsistência na espessura do material.
Compre o sistema hidráulico da TRUMPF se a automação ou trocas de ferramentas de alta frequência forem a sua restrição. Se o seu gargalo for a validação da primeira peça ou a variabilidade do material, a fixação não vai resolver.
Então, onde é que a TRUMPF realmente permite dobragens que outros não conseguem?
Pegue numa caixa de aço inoxidável com 25 cm de profundidade e flanges internas em três lados. Está a formar a quarta parede. Um punção de altura padrão chega ao fundo contra a parede lateral antes de a dobra atingir o ângulo. O corpo do punção colide fisicamente com a geometria da peça.
Isso não é tolerância. É física.
Ferramentas altas estilo TRUMPF e punções para caixas profundas proporcionam iluminação adicional e folga lateral. O aumento da altura do punção e os ombros aliviados permitem que o carro se desloque sem que o corpo do punção entre em contacto com as paredes formadas. Nesses cenários, uma ferramenta mais curta estilo Promecam simplesmente não consegue completar a dobra sem deslocamentos especiais ou soluções segmentadas.
Sim, pode por vezes redesenhar a sequência de dobragem. Sim, pode usar punções pescoço-de-ganso. Mas cada solução alternativa adiciona complexidade na configuração, aumenta o risco de deflexão ou obriga a impactos adicionais.
Agora, aqui está a nuance: se o seu trabalho envolver suportes de chapa de 14 gauge, canais em forma de chapéu e flanges de 7,5 cm, essa altura extra do punção nunca entra em jogo. Está a pagar por uma folga que nunca utiliza.
A vantagem da caixa profunda é binária. Ou a sua geometria precisa dela, ou não. Não há meio-termo.
Compre ferramentas TRUMPF se a sua gama de peças incluir regularmente caixas profundas ou caixas com múltiplas flanges que atinjam fisicamente o fundo dos punções padrão. Se 80% das suas dobragens passarem com alturas convencionais, está a comprar um camião articulado para entregar envelopes.
O que nos leva ao argumento que todos usam — tempo de configuração.
Vamos construir um cenário realista.
Prensa manual. Dois operadores. Dez trocas por turno. Cada troca de fixação tradicional leva, digamos, 6–8 minutos, incluindo desapertar, deslizar, alinhar, dobrar de teste e microajustar. Vamos considerar 7 minutos de média. Isso é 70 minutos por turno em tempo de troca.
Agora suponha que a fixação hidráulica reduz 2 minutos por troca porque o assento é mais rápido e o alinhamento mais repetível. Poupa 20 minutos por turno. Ao longo de 250 dias úteis, isso dá aproximadamente 83 horas por ano.
A $120 por hora de máquina, isso representa pouco menos de $10.000 em capacidade recuperada anualmente.
Precisa de cinco anos para amortizar um prémio de $50.000 — e isso assumindo que realmente reaproveita essas 83 horas em trabalho faturável.
E essa poupança de 2 minutos pressupõe que o sistema hidráulico está integrado de forma limpa com o controlo da prensa e que os seus operadores estão treinados para o explorar. Sem integração automática de compensação ou bibliotecas digitais de ferramentas, grande parte do ganho teórico é consumido pela verificação da primeira peça.
A fixação hidráulica destaca-se quando as trocas são frequentes, não assistidas e integradas à lógica de automação. Em produções manuais de volume médio, as poupanças são incrementais — não transformacionais.
Compre fixação hidráulica TRUMPF se realiza trocas frequentes em produções de grande variedade, onde minutos se acumulam em verdadeira capacidade. Se o seu trabalho é feito em lotes e as configurações são preparadas com antecedência, a WILA ou a Promecam oferecerão igual qualidade de dobra com retorno mais rápido.
Portanto, depois de tudo isto, a linha torna-se mais nítida: quantas das suas peças exigem realmente integração com automação ou folga profunda — e quantas são apenas dobras padrão com um selo de prestígio?
Recolha os seus dados de dobras dos últimos 12 meses. Não os orçamentos — os registos reais de produção. Ordene por altura da ferramenta usada, profundidade da aba e família de peças. Quando faço isso na maioria das oficinas, de 70–85 % dos golpes totais são dobras a 90° em aço macio de 10–14 gauge, abas inferiores a 4 pol., compensações comuns, perfis em “chapéu”. Nada exótico. Apenas volume.
Agora faça uma pergunta mais difícil: ao longo de 10 000 golpes nessas peças, a TRUMPF mantém o ângulo ou a dimensão de forma mensuravelmente melhor que a WILA?
É aí que o nevoeiro das brochuras se dissipa.
Considere uma execução hipotética — mas realista: A36 de 12 gauge, comprimento de dobra de 3 pés, dobra a 90° por ar com abertura em V de 8 x padrão. Produz 2 000 peças por semana durante cinco semanas. Mesmo punção, mesmo matriz. 10 000 ciclos.
A TRUMPF anuncia superfícies endurecidas a laser com tolerâncias iniciais extremamente apertadas. A WILA maquina e retifica para precisão angular e de altura comparável e incorpora compensação de ângulo adaptativa ao nível do controlo. O que nenhuma delas publica são os dados de taxa de desgaste em produção de alto ciclo.
Portanto, olhamos para o mecanismo em vez do marketing.
O desgaste na dobra por ar ocorre em três pontos: raio da ponta do punção, ombros da matriz e interface de fixação. Se a ponta do punção se arredonda ou os ombros da matriz se desgastam, o raio interno aumenta e o ângulo varia. Se a ferramenta não se assenta de forma consistente, a altura Z altera-se e a profundidade da dobra muda.
A interface de fixação é controlada — em ambos os sistemas — por linguetas retificadas com precisão e suportes repetíveis. Uma vez encaixada, o paralelismo do veio da prensa e o sistema de compensação determinam a consistência. A precisão reside no sistema: paralelismo do veio, exatidão da compensação, repetibilidade do batente traseiro, controlo da variação do material. A fixação garante um encaixe repetível. Não impede o desgaste do aço.
Em produção de dobras a 90° retas, a taxa de desgaste é mais influenciada pela tonelagem por pé e pela escala do material do que pelo facto de a lingueta dizer TRUMPF ou WILA. Se ambos forem devidamente endurecidos e não estiver a exceder a tonelagem recomendada, não deverá observar uma diferença mensurável de deriva angular ao longo de 10 000 golpes que não possa ser corrigida com um ajuste rotineiro de profundidade.
Se estiver a observar deriva, verifique a variação de espessura do material e a calibração da compensação antes de culpar a marca no punção.
Compre TRUMPF para tolerância sustentada apenas se conseguir demonstrar, com dados SPC, que as ferramentas WILA na sua máquina derivam para além do Cp/Cpk aceitável em produções longas. Se ambas mantêm a especificação com ajustes periódicos de profundidade, o preço premium não lhe está a oferecer peças mais precisas.
Mas talvez a verdadeira vantagem não seja a estabilidade angular. Talvez seja a velocidade.
Imagine um operador a trocar um conjunto segmentado de punções de 3 pés entre trabalhos de suportes. Com fixação hidráulica TRUMPF, ele prepara os segmentos, carrega no pedal e o sistema fixa de forma uniforme. Limpo. Rápido. Repetível.
Agora coloque o mesmo operador num sistema mecânico de mudança rápida WILA New Standard com pinos de segurança. Ele encaixa a lingueta, roda para a posição e bloqueia com a alavanca. Sem parafusos. Sem calços. Sem martelo.
Cronometra.
Em ferramentas de comprimento padrão com menos de 12,5 kg por segmento, a diferença é em segundos, não minutos. O sistema hidráulico elimina o trabalho da chave dinamométrica. O sistema mecânico de troca rápida também o elimina. Ambos eliminam a dança antiga de parafuso e deslize da Promecam.
Onde o hidráulico mostra os dentes é na automação—carregamento robótico, identificação automática da ferramenta, integração com a lógica de controlo. Mas para um humano a preparar ferramentas num travão manual ou semi-automático, a troca rápida mecânica dá-lhe 90% da velocidade sem canalizações, bombas, selos e mais um ponto de falha.
E aqui está o ponto de fricção que ninguém orçamenta: manutenção. As fixações hidráulicas têm selos. Os selos envelhecem. O óleo vaza. Os sistemas mecânicos desgastam-se, mas não sangram no chão da oficina às 2 da manhã.
Se as suas trocas são em lotes—produz 500 peças, depois muda—, a diferença entre 3 minutos e 4 minutos por mudança não altera a capacidade anual o suficiente para justificar um ecossistema hidráulico.
Compre fixações hidráulicas TRUMPF se os seus registos mostram mudanças de alta frequência e pequenos lotes onde a automação ou funcionamento sem supervisão dependem da integração da fixação. Se um operador treinado está a fazer trocas padrão algumas vezes por turno, a troca rápida mecânica WILA acompanha sem custos adicionais.
Velocidade definida, chegamos à parte que realmente me interessa.
Assuma um delta premium—máquina e ecossistema de ferramentas combinados—superior a $40.000 para entrar numa integração hidráulica completa ao estilo TRUMPF sobre um travão equipado com WILA. Está a produzir peças de baixo mix e longa série: suportes agrícolas, montagens de telecomunicações, componentes de HVAC. As mesmas ferramentas permanecem nos suportes por dias.
Que capacidade desbloqueia esse capital extra nesses trabalhos?
Não caixas mais fundas—está abaixo de flanges de 4 polegadas. Não ângulos mais apertados—ambos os sistemas mantêm a especificação dentro da correção normal da máquina. Não mudanças dramaticamente mais rápidas—muda duas vezes por turno.
Portanto, o retorno tem de vir do tempo de atividade, redução de desperdício ou redução de mão-de-obra.
Se a sua taxa de desperdício em longas séries é causada por variação da bobina de material ou operadores inexperientes a medir mal as peças, o tipo de fixação não vai resolver. Se as suas perdas de tempo de atividade vêm de esperar pelo corte a laser a montante, o travão não é o constrangimento. Está a colocar dinheiro premium num ativo que não é gargalo.
Isto é matemática de frota. Não compre um semi-reboque totalmente equipado com todas as opções de fábrica se a maioria das suas entregas são trabalhos de meio camião. O capital deve perseguir constrangimentos, não conforto.
Execute os números a partir do seu próprio ERP: percentagem de dobras que requerem ferramentas altas, percentagem que requer identificação automática da ferramenta, mudanças médias por turno, causas de desperdício codificadas por motivo raiz. Se menos de 20% da sua receita depende de características únicas do ecossistema integrado da TRUMPF, então 80% do seu trabalho produzirá peças idênticas com WILA a um custo de capital inferior.
Compre WILA se o seu pão e manteiga são dobras retas, deslocamentos comuns e lotes previsíveis onde a precisão é regida pela máquina e controlo de processo—não por uma interface hidráulica proprietária.
| Secção | Pontos-chave |
|---|---|
| Realidade da Carga de Trabalho (Produção 70–85%) | A maioria das oficinas executa 70–85% de golpes como dobras retas a 90° em aço macio de calibre 10–14, abaixo de flanges de 4 polegadas, geometrias padrão. Trabalho de alto volume e não exótico domina. |
| Questão Central | Em mais de 10.000 dobras, a TRUMPF mantém o ângulo ou dimensão significativamente melhor que a WILA na produção padrão? |
| Cenário de Desgaste de 10.000 Ciclos | Exemplo: A36 de calibre 12, dobra de 3 pés, dobra de ar a 90°, abertura em V 8x, 10.000 ciclos. Ambas as marcas oferecem ferramentas endurecidas e retificadas com precisão, mas nenhuma publica dados de taxa de desgaste de longo prazo. |
| Onde Ocorre o Desgaste | Pontos de desgaste: raio da ponta do punção, ombros da matriz, interface de fixação. A deriva angular normalmente resulta de deformação da ponta, arredondamento da matriz ou assentamento inconsistente. |
| Precisão do Sistema vs. Ferramentas | A fixação garante o assentamento repetível; a consistência depende do paralelismo do veio, precisão do arqueamento, repetibilidade do batente traseiro e controlo da variação do material. A fixação não evita o desgaste do aço. |
| Tolerância ao Longo de 10.000 Golpes | Na produção direta de 90°, o desgaste é mais influenciado por tonelagem/pé e condição do material do que pela marca. Ferramentas devidamente endurecidas não devem apresentar deriva angular mensurável para além dos ajustes de profundidade de rotina. |
| Quando Justificar TRUMPF pela Tolerância | Apenas se os dados SPC mostrarem que as ferramentas WILA derivam para além de Cp/Cpk aceitáveis durante longas séries. Se ambas mantiverem especificações com ajustes menores, o prémio pode não resultar em peças mais precisas. |
| Comparação da Velocidade de Troca de Ferramentas | Fixação hidráulica TRUMPF: rápida, uniforme, acionada por pedal. Troca rápida mecânica WILA: encaixar, rodar, bloquear—sem parafusos ou calços. Para segmentos padrão (<12,5 kg), a diferença é de segundos. |
| Vantagem Hidráulica vs. Mecânica | O hidráulico destaca-se na automação, integração robótica e identificação de ferramentas. A troca rápida mecânica alcança ~90% da velocidade para ambientes manuais/semi-automáticos sem complexidade adicional do sistema. |
| Considerações de Manutenção | Sistemas hidráulicos requerem manutenção de vedantes e fluídos; risco de fugas. Sistemas mecânicos desgastam-se, mas evitam pontos de falha hidráulicos. |
| Impacto da Troca na Capacidade | Se em lotes (ex.: séries de 500 peças), 3 contra 4 minutos por troca tem impacto anual mínimo na capacidade. Hidráulico justificado apenas para automação de pequenos lotes de alta frequência. |
| Análise de Custo-Capacidade | Estimativa de prémio de $40.000+ para um ecossistema hidráulico completo estilo TRUMPF em relação a uma prensa equipada com WILA. Para trabalho de baixo mix e longa série, a capacidade acrescentada pode não impactar a produção. |
| Fatores de Retorno sobre o Investimento | O ROI deve resultar do tempo de atividade, da redução de desperdício ou da poupança de mão de obra. O estilo de fixação não resolve variações de material, erro do operador ou estrangulamentos a montante. |
| Princípio de Matemática de Frota | O capital deve abordar as restrições de produção, não a conveniência. Evite o investimento premium se a prensa não for o gargalo. |
| Métricas de Avaliação de ERP | Analise: dobras % que exigem ferramentas altas, % que necessitam de identificação automática de ferramenta, trocas por turno, causas-raiz de desperdício. Se <20% da receita depender de características exclusivas da TRUMPF, 80% do trabalho produz resultados idênticos com a WILA. |
| Recomendação Final | Escolha a TRUMPF para ambientes fortemente automatizados com trocas de ferramentas de alta frequência. Escolha a WILA para dobras retas, lotes previsíveis e precisão económica governada pelo controlo da máquina/processo, em vez de hidráulica proprietária. |
Um trabalho urgente de suporte aeroespacial chega à sua secretária às 15h30. Precisa de um pescoço de ganso de 32 mm com um ombro aliviado para evitar uma junta de soldadura que o projetista se esqueceu. O seu catálogo TRUMPF não tem exatamente esse perfil. Prazo de entrega: cinco dias úteis.
A oficina Promecam do outro lado da cidade tira uma peça padrão com encaixe europeu da prateleira, envia-a ao afiador local e tem um punção modificado de volta na prensa na manhã seguinte.
É aí que a integração deixa de ajudar e começa a custar-lhe.
Se a TRUMPF só supera a WILA em automação e geometria de caixas profundas, a verdadeira questão passa a ser: o que acontece nos 60–70% de trabalhos que não são padrão nem robóticos — suportes estranhos, retrabalhos em campo, invólucros de curta duração com folgas “quase padrão”. É aí que a modularidade ao estilo Promecam demonstra o seu valor.
E é por isso que esta secção é importante.
Vi uma oficina converter três prensas para um ecossistema totalmente integrado porque “padronização” soava bem. Seis meses depois, estavam a modificar peças à mão para se ajustarem às ferramentas em vez de modificar as ferramentas para se ajustarem às peças.
Os encaixes Promecam são simples: um segmento de 150 mm, fixação mecânica, sem geometria de botões proprietária. Numa prensa de 3 metros, tem cerca de 15 segmentos. Se um suporte se danificar, substitui uma peça. Não precisa descartar um conjunto monolítico. Essa simplicidade não é saudosismo. É economia de reparação.
Há dez anos, o sistema de botões da WILA estava protegido por patente. Se queria extração frontal com retenção adequada, comprava original. Os punções de reposição ou não tinham botões, ou usavam retenção por pino mais lenta. Tradução: pagava preço de fabricante original ou aceitava trocas mais lentas. Esse é o tipo de dependência silenciosa que a maioria dos compradores não contabiliza no primeiro pedido.
Uma oficina de fabrico personalizada vive de variabilidade. Numa semana, são suportes galvanizados com dobras incomuns. Na seguinte, é inox de 5 mm com um recorte que obriga a um ombro de punção estreito. Os encaixes ao estilo europeu permitem abastecer-se de vários fabricantes — ou modificar internamente — sem se preocupar se uma interface hidráulica ou geometria proprietária irá rejeitar a ferramenta.
Sim, o alinhamento manual é mais lento. Encaixa o pino, assenta-o e confirma visualmente o alinhamento. Não é o espetáculo hidráulico de uma só mão e menos de 60 segundos. Mas a maioria das oficinas de alta variedade faz corridas pequenas. Não estão a trocar ferramentas de 20 em 20 minutos o dia todo. O minuto extra por troca é ruído comparado com a espera por um envio proprietário.
Compre ferramentas no estilo Promecam se a sua receita depende de dizer “sim” a peças estranhas amanhã, e não de executar o mesmo setup sem supervisão esta noite.
Imagine um invólucro em aço inoxidável de 4 mm com uma aba de retorno de 6 polegadas. A ferramenta padrão Promecam não consegue passar. Os sistemas mais altos da TRUMPF e WILA conseguem. Isso é capacidade real.
Mas agora imagine uma caixa mais rasa — aba de 3 polegadas — mas com um reforço interno que obriga a um nariz de punção aliviado. Não é alta. É simplesmente estranha.
Com a geometria Promecam, pode comprar uma peça em bruto de um fornecedor, fazer um alívio, e estar a dobrar em 48 horas. Sem compatibilidade hidráulica para manter. Sem tolerâncias de botão para corresponder. Sem preocupação de que o punção modificado interfira com um sensor de pressão da braçadeira.
A integração da TRUMPF parte do princípio de que fica dentro do ecossistema. Esse é o objetivo. Fixação hidráulica, identificação automática de ferramentas, integração de controlo — esses sistemas dependem da conformidade dimensional. Quando começa a fazer alívios personalizados ou adquirir variantes de terceiros, arrisca ter encaixes inconsistentes ou perder o reconhecimento automatizado. O sistema, de forma discreta, leva-o de volta ao fornecimento OEM.
Isso é ótimo numa célula robótica onde a repetibilidade e a rastreabilidade justificam a barreira. É fricção numa oficina onde o desenho de amanhã é diferente do de hoje.
Já aprovei pacotes de ferramentas $180,000 em dez minutos quando eliminaram uma restrição. Não vou aprovar um prémio que nos faça esperar cinco dias por um punção modificado que poderíamos fazer localmente por uma fração do custo.
Entre num ecossistema integrado se precisar de identificação de ferramentas, feedback de fixação automática e conformidade garantida em células robóticas. Se a sua vantagem competitiva é a resposta rápida personalizada, mantenha-se onde o fornecimento de pós-venda é um ativo, não uma ameaça.
Vamos pôr isto à prova.
As linguetas de estilo europeu exigem alinhamento manual. Mesmo com grampos de mola ou alavancas, o operador tem de colocar e confirmar visualmente. Num ambiente de trocas de alta frequência — digamos 20 mudanças por turno — esse passo manual acumula. Ao longo de um ano, isso é mão-de-obra mensurável.
E os sistemas mais altos TRUMPF/WILA ganham absolutamente na geometria de caixas profundas. Se 25–30% da sua receita envolve abas de 8–10 polegadas em inox, o Promecam obrigará a soluções personalizadas ou operações secundárias. Isso não é teórico. Isso é geometria.
Então, o que está realmente a escolher?
Promecam dá prioridade à compatibilidade entre máquinas e reparação modular. Uma oficina pode emprestar ferramentas a outra. Vários fornecedores podem apresentar propostas para o mesmo padrão de lingueta. Segmentos danificados são substituídos individualmente. A consistência de precisão continua a residir no travão: paralelismo do ram, precisão de compensação, repetibilidade do batente, controlo da variação do material. O estilo da braçadeira não substitui esses fundamentos.
Sistemas integrados priorizam conformidade e prontidão para automação. Ganha capacidade de profundidade e reconhecimento de ferramentas sem fricção. Perde fornecimento aberto e fácil modificação.
Aqui não há almoço grátis.
Se a sua restrição é profundidade geométrica ou rendimento robótico, a integração vence e justifica o seu prémio. Se a sua restrição é a capacidade de resposta a geometria imprevisível e de baixo volume, a modularidade multiplica valor de formas que uma folha de ROI não captará.
Compre TRUMPF quando a automação ou ferramentas altas gerarem lucro. Compre ferramentas no estilo Promecam quando a flexibilidade e o fornecimento entre oficinas forem o que mantém a sua agenda cheia.
E, se não tem a certeza de qual é o seu caso, a próxima pergunta é inevitável: em que momento a integração total passa de “bom de ter” para “obrigatório”?
No meu piso, a linha entre “opcional” e “intransigente” apareceu às 1:47 da manhã.
Foi quando o robô parou porque não conseguiu verificar se uma punção estava encaixada. Sem operador. Ninguém para ajustar a lingueta, limpar uma aparas, voltar a encaixar e carregar no botão de início de ciclo. Apenas uma célula de seis dígitos parada enquanto o relógio continuava a correr. Quando o primeiro turno o encontrou, tínhamos perdido seis horas de capacidade não assistida.
Esse é o limiar.
Quando espera que uma prensa funcione sem supervisão, a colocação das ferramentas, a confirmação da força de fixação e a identificação das ferramentas deixam de ser conveniências e passam a ser parte da folha de pagamento. Se o seu plano assume 6–8 horas não assistidas por noite, cinco noites por semana, já não está a comprar ferramentas — está a comprar seguro contra um robô parado. É aí que a integração total do ecossistema merece atenção.
Qualquer coisa aquém disso, e ainda está no território da escolha.
Aproxime-se de uma célula robótica TRUMPF e observe uma troca de ferramenta. O êmbolo sobe. A fixação hidráulica liberta. O robô extrai a punção verticalmente usando uma interface definida — lingueta ranhurada de 20 mm, geometria de botão endurecido, pontos de recolha repetíveis. O controlo regista o ID da ferramenta. A pressão da fixação é monitorizada. Se a ferramenta não estiver totalmente encaixada, a máquina dá erro antes de tocar no material.
Esse ciclo fechado é o ponto.
Não é que a WILA não possa encaixar fisicamente — pode. A geometria da lingueta “New Standard” significa que as punções WILA encaixarão num suporte TRUMPF e funcionarão. Na verdade, para muitas configurações automatizadas, a WILA é uma substituição legítima com custo de capital mais baixo. O aço não sabe de quem é o logótipo.
Onde os concorrentes começam a suar é nas extremidades: trocadores automáticos de ferramentas (ATC) concebidos em torno de massa específica, centro de gravidade e geometria de recolha. Os próprios dedos de ATC, os suportes de armazenamento e o feedback de fixação da TRUMPF são engenhados como um conjunto combinado. Quando o robô agarra um pescoço de ganso de 40 libras às 2 da manhã, está a agarrar um perfil conhecido com força de retenção conhecida.
Misture ferramentas de terceiros sem validar essas variáveis e introduz risco que o robô não consegue “sentir”. Um humano percebe desalinhamento. Um robô confia nas tolerâncias.
A WILA reduziu bastante essa diferença. O seu sistema Safety-Click e tolerâncias de fabrico de ±0,01 mm são impressionantes. Em muitas células, funcionam de forma indistinguível. Mas quando entra em geometria de caixa profunda com punções altas, segmentos pesados e trocas automáticas frequentes, o ecossistema OEM reduz o número de incógnitas no conjunto.
As incógnitas são o que mata turnos não assistidos.
Se está a construir ou operar uma célula robótica cercada com armazenamento automático de ferramentas e múltiplas trocas noturnas, manter-se dentro de um ecossistema validado reduz variáveis de integração. Se a sua “automação” é um cobot a carregar chapas enquanto um operador ainda troca ferramentas, essa vantagem desaparece rapidamente.
Sem folha de ROI, sem ordem de compra.
Vamos fazer uma hipótese limpa. Suponha que uma prensa robótica funciona dois turnos não assistidos por dia, cinco dias por semana — 80 horas de potencial sem supervisão. Durante esse período, realiza quatro trocas automáticas de ferramentas por turno. Trocas manuais levariam, de forma conservadora, 5 minutos cada com um operador presente — isto equivale a 40 minutos de trabalho por dia que teria de contratar ou perder.
Quarenta minutos por dia são 3,3 horas por semana. A uma taxa de trabalho total de $35 por hora, isto dá aproximadamente $6.000 por ano em mão-de-obra direta. Ainda não impressiona.
Mas essa é a lente errada.
O número real é o tempo de recuperação do fuso. Se cada hora sem supervisão produz $150 em margem de contribuição — não receita, margem — então seis horas poupadas por semana representam $46.800 por ano. Agora estamos a falar. De repente, um prémio de $40.000–$60.000 pela capacidade integrada de ATC tem um retorno de 12–18 meses.
É aí que muda.
Se a sua prensa de freio funciona um turno, alimentada manualmente, com talvez três trocas por dia, um trocador automático de ferramentas é um brinquedo brilhante. Está a poupar minutos, não a criar horas vendáveis. E ferramentas premium justificadas “para futura automação” tornam-se capital morto a render zero.
Mas conforto não é capacidade.
Já vi oficinas comprar ferramentas integradas porque parecem à prova de futuro, e depois utilizá-las durante cinco anos sem cercar a máquina. Pagaram por feedback de fixação hidráulica e identificação de ferramenta que nenhum robô alguma vez leu. Entretanto, a WILA ou mesmo a Promecam topo de gama teriam fornecido a mesma precisão de dobragem, porque a precisão vive no sistema: paralelismo do carro, precisão da compensação, repetibilidade do batente traseiro, controlo de variação do material.
O retorno do investimento em automação só se materializa quando a célula está realmente automatizada.
Imagine uma prensa de freio de 3 metros, operador à frente, carro de punções ao lado. Ele está a trocar um pescoço de ganso de 32 mm à mão. A fixação hidráulica permite fazê-lo com uma só mão. Bom. Sessenta segundos em vez de dois minutos com uma fixação de alavanca.
Ele ainda tem de caminhar até ao suporte. Ainda tem de verificar a orientação. Ainda tem de fazer uma dobra de teste.
Poupou 60 segundos.
Se essa máquina muda de ferramenta dez vezes por dia, ganhou dez minutos. Ao longo de um ano, talvez 40 horas. Isso é uma semana de trabalho de mão-de-obra. Se o prémio para permanecer no ecossistema TRUMPF foi de $50.000 em relação a um pacote WILA, acabou de gastar dinheiro de camião de luxo para transportar cargas de meia tonelada.
E aqui está o ponto fulcral: ambientes manuais são onde a flexibilidade paga mais. Fazer um alívio numa haste europeia. Pedir emprestado um segmento de outra prensa. Misturar fornecedores para cumprir um trabalho urgente. Ecossistemas integrados desencorajam ativamente esse comportamento porque a conformidade é a proposta de valor.
Portanto, não misture as linhas.
Compre ferramentas do ecossistema TRUMPF completo quando um robô estiver a fazer as trocas, o feedback da fixação estiver ligado ao seu controlo, e as horas sem supervisão fizerem parte da sua estratégia de margem. Compre WILA — ou Promecam topo de gama — quando um operador ainda estiver à frente da máquina e a flexibilidade crescer mais rápido do que a automação.
Se não sabe qual condição descreve a sua oficina, pare de ler brochuras e comece a auditar o seu gargalo. É mão-de-obra às 2h da manhã, ou é dizer “sim” à impressão estranha de amanhã?
Não responde a isto com uma brochura. Responde com um cronómetro e o histórico de trabalhos do mês passado.
Percorra o seu chão e faça uma pergunta desconfortável: onde é que a margem realmente estagna — na troca de ferramentas, na programação, na inspeção ou à espera que um humano apareça? Se a sua prensa estiver parada às 2h da manhã porque ninguém está lá para trocar um punção de 18 kg, a automação é o seu gargalo. Se estiver parada às 14h porque a engenharia acabou de lançar uma caixa única que precisa de um alívio no ombro, a flexibilidade é o seu gargalo.
Doenças diferentes. Medicamentos diferentes.
A maioria das oficinas nunca separa as duas. Vêem “fixação rápida” e assumem que velocidade é igual a lucro. Mas conforto não é capacidade. A precisão vive no sistema: paralelismo do carro, precisão da compensação, repetibilidade do batente traseiro, controlo de variação do material. As ferramentas só justificam um prémio quando removem a restrição que realmente lhe está a custar horas vendáveis.
Então como é que tornas isso visível em vez de emocional?
Número concreto primeiro.
Pega na tonelagem total formada num turno e divide pelos minutos totais gastos na troca de ferramentas nesse turno. Essa é a tua tonelagem por minuto de preparação. Não é teórica. É real.
Exemplo hipotético: uma prensa dobradeira forma 400 toneladas num turno de 8 horas. Os operadores gastam um total de 40 minutos a trocar punções e matrizes. Isso dá 10 toneladas por minuto de preparação. Outra prensa forma 300 toneladas mas consome 90 minutos em trocas. Isso dá 3,3 toneladas por minuto de preparação.
Qual delas parece pronta para automatização?
Baixa tonelagem por minuto de preparação indica que a fricção na preparação está a comer a produção. Um valor alto indica que a máquina está a formar, não a atrapalhar-se. Se o teu número é baixo porque os trabalhos são pequenos e a geometria muda a cada hora, nenhum ecossistema hidráulico vai corrigir o teu modelo de negócio. Se é baixo porque trabalhas sempre na mesma família de peças e mesmo assim perdes tempo a alinhar segmentos, então um sistema de troca rápida premium começa a compensar.
Acompanha a métrica durante 30 dias. A tendência dir-te-á se o teu modelo de margem depende de eliminar o tempo de preparação humano — ou de lidar com o caos de forma económica.
Uma vez identificado o padrão, a decisão de encaminhamento torna-se direta.
Alta variedade significa cinco dobras disto, doze daquilo, um suporte urgente para a indústria aeroespacial às 15:30 que precisa de um ganso de 32 mm que ninguém tinha planeado.
A tua tonelagem por minuto de preparação vai parecer sempre mediana porque o próprio trabalho é fragmentado. A restrição não é a velocidade da fixação. É a adaptabilidade. Consegues fazer um alívio esta noite? Consegues pedir emprestado um segmento de outra prensa? Consegues obter um punção especial sem esperar pela referência de peça do fabricante original?
Ferramentas estilo Promecam vencem aqui porque têm geometria aberta. Tang de treze milímetros, fecho mecânico, grande mercado secundário. Existem adaptadores que permitem usar suportes de troca rápida nestas máquinas sem ter de investir num ecossistema fechado. Podes captar 80% de benefícios de troca rápida sem fazer um cheque do tamanho da TRUMPF.
Sem folha de ROI, sem ordem de compra.
Compra Promecam se a tua programação muda mais depressa do que o teu carrinho de ferramentas.
Imagem diferente. Trabalhas com suportes em A36 de 12‑gauge, 10.000 batidas por mês, mesmo programa de dobra, mesmo conjunto de ferramentas.
Agora os minutos de preparação são desperdício puro. Não estás a improvisar geometria; estás a proteger a repetibilidade. Fixação hidráulica ou mecânica forte com segmentos de precisão reduz deriva de alinhamento e evita que os operadores tenham de calçar e bater com um martelo de borracha às 6 da manhã.
A geometria New Standard da WILA funciona bem entre várias marcas de máquinas. Dá-te tolerâncias de fabrico de ±0,01 mm e retenção segura sem te prender a uma única arquitetura de controlo do fabricante. Para famílias repetidas de peças, essa estabilidade multiplica-se.
Não precisas de um ecossistema totalmente integrado. Precisas de assento consistente e trocas rápidas e fiáveis.
Compra WILA se a tua receita depende de produzir amanhã as mesmas peças que produziste ontem.
Agora voltámos às horas sem supervisão.
Se estiver a colocar uma vedação na quinadeira, a adicionar armazenamento automático de ferramentas, ou a agendar várias trocas de ferramentas durante a noite, o perfil de risco muda. O robô não consegue “sentir” um punção mal encaixado. Confia na geometria, peso e no retorno do sistema de fixação. O ecossistema da TRUMPF — dedos ATC, suportes de armazenamento, sensores de aperto — foi concebido como um conjunto compatível.
É aqui que o prémio deixa de ser vaidade e passa a ser seguro.
Sim, a WILA pode funcionar em muitas células robóticas. Sim, a compatibilidade cruzada confunde as linhas de marketing. Aço é aço. Mas quando o seu modelo de margem assume 80 horas semanais de produção sem supervisão, as variáveis de integração deixam de ser teóricas. Uma paragem às 01:47 que dura seis horas vai eliminar as poupanças que pensava ter alcançado ao misturar sistemas.
O retorno do investimento em automação só se materializa quando a célula está realmente automatizada.
Compre TRUMPF quando a produção sem supervisão não for um objetivo, mas sim um item na previsão da sua margem.
Aqui está a parte menos óbvia: a maioria das oficinas pensa que a questão é “Qual a ferramenta mais precisa?” Não é. A precisão reside no sistema. A verdadeira questão é “O que converte o meu próximo euro de capital nas horas mais vendáveis?”
Acompanhe a tonelagem por minuto de configuração. Compare-a com o número de minutos que ocorrem sem a presença humana. Quando visualizar essas duas linhas na mesma folha, a opção segura desaparece — e o camião certo para a sua rota de entrega torna-se evidente.


















