

Last spring I watched a $180,000 tooling package get approved in under ten minutes.
No ROI sheet. No bottleneck analysis. Just one sentence from the VP: “We’re a TRUMPF house.”
I’ve signed plenty of checks in my life, but I’ve never confused brand loyalty with throughput. So what exactly are we buying when we call something the “safe default”?
Run the math first. If a comparable WILA or Promecam setup lands at $130,000 and TRUMPF is $180,000, that extra $50,000 has to earn its keep. At 20% gross margin, you need $250,000 in additional revenue just to break even on the premium. That’s real bends, real labor hours, real machine time.
Now here’s the uncomfortable part: hydraulic press brakes still hold the largest revenue share in the market, but more than half of buyers are choosing something else. Servo systems are growing nearly twice as fast as the overall category. Shops are voting with capital based on workload, not logos.
If your bottleneck isn’t automation integration or deep-box geometry clearance, that 40% premium isn’t protecting you. It’s sitting on your balance sheet doing nothing.
So what are we really paying for?
Closed ecosystem means one throat to choke. Tooling, control, software, automation cell—all branded, all integrated, all familiar to your programmers. When a bend sequence misbehaves at 2 a.m., you call one number.
That comfort is worth something.
But comfort isn’t capability. Most shops I walk into are running mid-volume brackets, panels, and formed channels in mild steel and aluminum. No robotic cells. No lights-out shifts. Manual tool changes, staged offline. For that workload, a precision-ground WILA or Promecam tool seats, aligns, and repeats within tolerance just fine.
You’re not removing risk. You’re removing anxiety.
Buy the closed ecosystem if you are running automated bending cells where integration downtime costs five figures per hour. Otherwise, you’re paying luxury-truck money to haul half-ton loads.
So are you buying accuracy—or just sleeping better?
I’ve seen operators bend ±0.0015 inch repeatability on non-TRUMPF tooling all day long—because the brake was dialed in and the material was consistent. Precision lives in the system: ram parallelism, crowning accuracy, backgauge repeatability, material variation control.

Tooling matters. It doesn’t perform miracles.
The “safe default” story says: if something goes wrong, at least no one can blame the tooling choice. That’s not performance logic. That’s career protection logic.
Insurance against regret costs money. In this case, about 30–40%.
Buy premium tooling when it unlocks a capability you currently cannot achieve—deep-box clearance, automated tool ID, seamless robotic integration. If it doesn’t change your constraint, it’s not an upgrade. It’s reputation padding.
And what happens when you force that ecosystem onto a machine that wasn’t designed around it?
Picture a non-TRUMPF brake retrofitted to “stay standard.” Adapters. Modified clamps. Custom shims. Now your setup time creeps up because the geometry isn’t native. Your operator is wrestling a 40-pound punch that doesn’t seat the way the control expects. Small frictions, every shift.
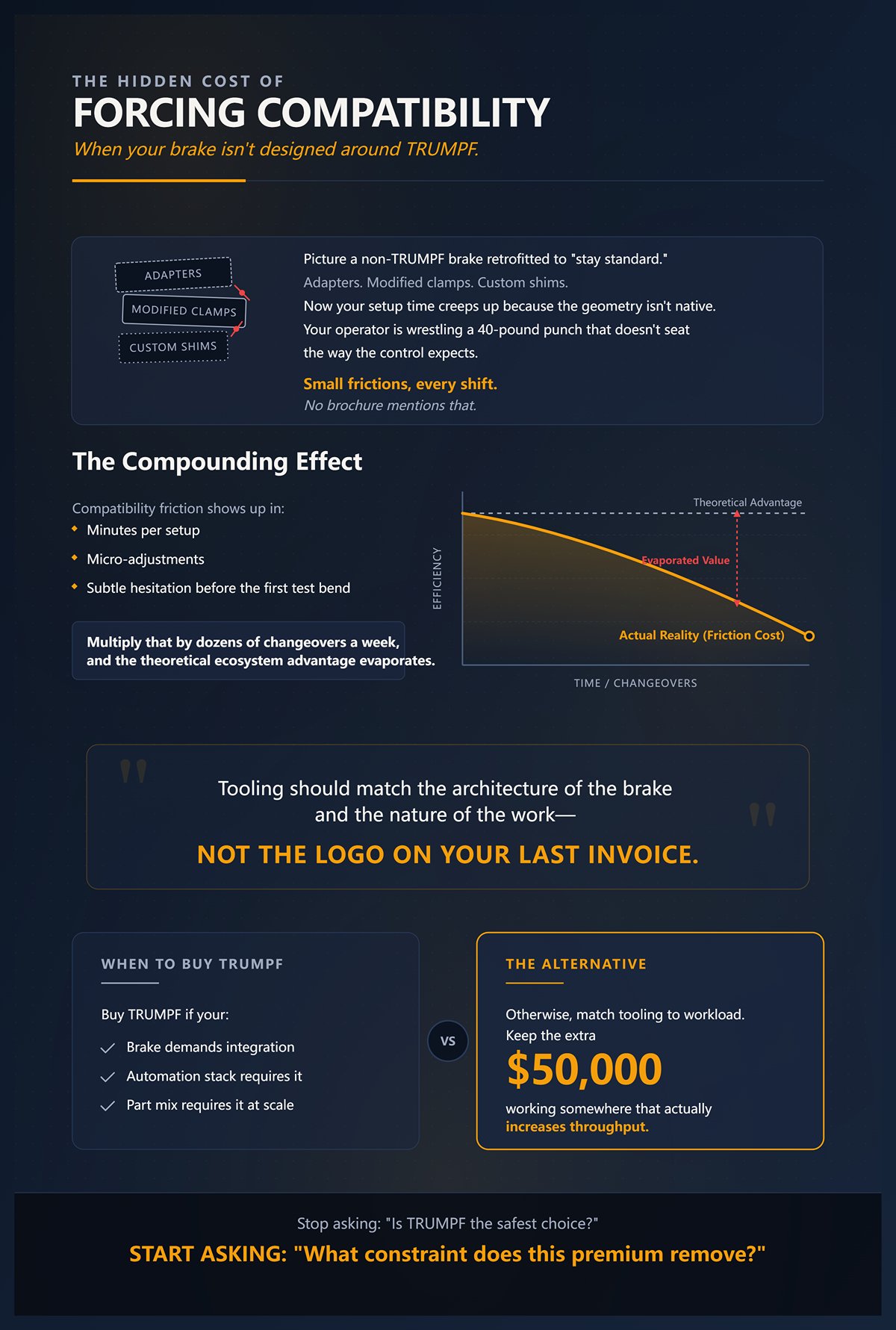
No brochure mentions that.
Compatibility friction shows up in minutes per setup, in micro-adjustments, in that subtle hesitation before the first test bend. Multiply that by dozens of changeovers a week and the theoretical ecosystem advantage evaporates.
Tooling should match the architecture of the brake and the nature of the work—not the logo on your last invoice.
Buy TRUMPF if your brake, automation stack, and part mix demand that integration at scale. Otherwise, match tooling to workload and keep the extra $50,000 working somewhere that actually increases throughput.
By the end of this, the shift should be simple: stop asking, “Is TRUMPF the safest choice?” and start asking, “What constraint does this premium remove?”
Let’s run the same math we ran before, but this time assume the premium actually works.
You’re staring at that $50,000 delta between a TRUMPF hydraulic package and a comparable WILA or Promecam setup. At 20% gross margin, that’s $250,000 in additional revenue required to break even. If your brake bills at $120 per hour, you need just over 2,000 productive machine hours recovered or created to justify the difference.
That’s not a branding discussion. That’s a capacity discussion.
So the only question that matters is this: does TRUMPF’s hydraulic system remove your primary constraint, or just make tool changes feel smoother? Because if it doesn’t move a bottleneck, No ROI sheet will save you from owning expensive comfort.
Where does it actually move the needle?
Picture a robotic cell swapping upper tools between jobs every 20 minutes. The robot doesn’t “feel” seating. It relies on consistent clamping force, automatic tool ID, and repeatable vertical positioning without manual shimming. A hydraulic upper clamp applies uniform pressure across the tang, compensates for minor tolerances, and seats the tool with consistent Z-height every time.
That solves a real mechanical problem: human variability removed from the clamping interface.
On a manual brake, though, that same hydraulic clamp still requires the operator to stage and align the tool. If you’re not running automatic crowning tied to the control, if you don’t have integrated safety like BendGuard, if your changeovers are batched and staged offline, then the adaptive feature isn’t removing human adjustment—it’s just changing how the tool locks in.
And here’s the part brochures don’t emphasize: above certain tonnages—say north of 200 tons per meter—the limiting factor isn’t clamping style. It’s holder geometry, tool steel, and the brake’s structural capacity. Promecam-style holders may cap out earlier due to plate thickness. But once you’re into heavy forming territory, the machine frame and tooling class dictate what’s possible. Hydraulic clamping doesn’t magically increase forming capacity.
Precision lives in the system: ram parallelism, crowning accuracy, backgauge repeatability, material variation control. The clamp ensures repeatable seating. It does not correct a worn ram or inconsistent material thickness.
Buy TRUMPF’s hydraulic system if automation or high-frequency tool swaps are your constraint. If your bottleneck is first-piece validation or material variability, the clamp won’t fix it.
So where does TRUMPF actually enable bends others can’t?
Take a 10-inch-deep stainless enclosure with internal flanges on three sides. You’re forming the fourth wall. A standard-height punch bottoms out against the sidewall before the bend reaches angle. The punch body physically collides with the part geometry.
That’s not tolerance. That’s physics.
TRUMPF-style tall tooling and deep-box punches provide additional daylight and side clearance. The increased punch height and relieved shoulders allow the ram to travel without the punch body contacting the formed walls. In those scenarios, a shorter Promecam-style tool simply cannot complete the bend without specialty offsets or segmented workarounds.
Yes, you can sometimes redesign the bend sequence. Yes, you can use gooseneck punches. But every workaround adds setup complexity, increases deflection risk, or forces additional hits.
Now, here’s the nuance: if your workload is 14-gauge brackets, hat channels, and 3-inch flanges, that extra punch height never comes into play. You’re paying for clearance you never use.
The deep-box advantage is binary. Either your geometry requires it, or it doesn’t. There’s no partial credit.
Buy TRUMPF tooling if your part mix regularly includes deep enclosures or multi-flange boxes that physically bottom out standard punches. If 80% of your bends clear with conventional heights, you’re buying a semi to deliver envelopes.
Which brings us to the argument everyone leans on—setup time.
Let’s build a realistic scenario.
Manual brake. Two operators. Ten changeovers per shift. Each traditional clamp change takes, say, 6–8 minutes including loosening, sliding, aligning, test bending, micro-adjusting. Call it 7 minutes average. That’s 70 minutes per shift in changeover time.
Now assume hydraulic clamping trims 2 minutes per change because seating is faster and alignment is more repeatable. You’ve saved 20 minutes per shift. Over 250 working days, that’s roughly 83 hours per year.
At $120 per machine hour, that’s just under $10,000 in recovered capacity annually.
You need five years to pay back a $50,000 premium—and that assumes you actually redeploy those 83 hours into billable work.
And that 2-minute savings assumes the hydraulic system is integrated cleanly with the brake control and your operators are trained to exploit it. Without automatic crowning integration or digital tool libraries, much of the theoretical gain gets eaten by first-piece verification.
Hydraulic clamping shines when changeovers are frequent, unassisted, and tied into automation logic. On manual, mid-volume runs, the savings are incremental—not transformational.
Buy TRUMPF hydraulic clamping if you are running high-mix, high-frequency changeovers where minutes compound into real capacity. If your jobs run in batches and setups are staged, WILA or Promecam will give you equal bend quality at a faster payback.
So after all this, the line gets sharper: how many of your parts truly demand automation integration or deep-box clearance—and how many are just standard bends wearing a premium badge?
Pull your last 12 months of bend data. Not the quotes. The actual run logs. Sort by tool height used, flange depth, and part family. When I do that in most job shops, 70–85% of total hits are straight 90s in 10–14 gauge mild steel, flanges under 4 inches, common offsets, hat channels. Nothing exotic. Just volume.
Now ask a harder question: over 10,000 hits on those parts, does TRUMPF hold angle or dimension measurably better than WILA?
That’s where the brochure fog clears.
Take a hypothetical—but realistic—run: 12-gauge A36, 3-foot bend length, 90° air bend with a standard 8x V-opening. You run 2,000 pieces per week for five weeks. Same punch, same die. 10,000 cycles.
TRUMPF advertises laser-hardened surfaces with extremely tight initial tolerances. WILA machines and grinds to comparable angular and height precision and builds in adaptive angle compensation at the control level. What neither publishes is wear-rate data over high-cycle production.
So we look at mechanism instead of marketing.
Wear in air bending happens at three places: punch tip radius, die shoulders, and clamping interface. If the punch tip mushrooms or the die shoulders round over, your inside radius grows and your angle floats. If the tool seats inconsistently, your Z-height shifts and your bend depth changes.
The clamping interface is controlled—on both systems—by precision-ground tangs and repeatable holders. Once seated, the brake’s ram parallelism and crowning system dictate consistency. Precision lives in the system: ram parallelism, crowning accuracy, backgauge repeatability, material variation control. The clamp ensures repeatable seating. It does not stop steel from wearing.
In straight 90° production, wear rate is driven more by tonnage per foot and material scale than by whether the tang says TRUMPF or WILA. If both are properly hardened and you’re not exceeding recommended tonnage, you should not see a measurable angular drift difference over 10,000 hits that can’t be corrected with routine depth adjustment.
If you are seeing drift, look at material thickness variation and crowning calibration before you blame the badge on the punch.
Buy TRUMPF for sustained tolerance only if you can demonstrate, with SPC data, that WILA tooling on your machine drifts beyond your acceptable Cp/Cpk over long runs. If both hold spec with periodic depth tweaks, the premium isn’t buying you tighter parts.
But maybe the real advantage isn’t angle stability. Maybe it’s speed.
Picture an operator swapping a 3-foot segmented punch set between bracket jobs. With TRUMPF hydraulic clamping, he stages the segments, hits the foot pedal, and the system clamps uniformly. Clean. Fast. Repeatable.
Now put that same operator on a WILA New Standard mechanical quick-change with safety pins. He hooks the tang, rotates into position, locks with the lever. No bolts. No shimming. No hammer.
Time it.
On standard-length tools under 12.5 kg per segment, the delta is seconds, not minutes. The hydraulic system removes torque wrench work. The mechanical quick-change removes it too. Both eliminate the old-school Promecam bolt-and-slide dance.
Where hydraulic shows its teeth is in automation—robotic loading, automatic tool ID, integration with control logic. But for a human staging tools on a manual or semi-automatic brake, mechanical quick-change gets you 90% of the speed without plumbing, pumps, seals, and another failure point.
And here’s the friction point nobody budgets: maintenance. Hydraulic clamps have seals. Seals age. Oil leaks. Mechanical systems wear, but they don’t bleed on the shop floor at 2 a.m.
If your changeovers are batched—run 500 pieces, then switch—the difference between 3 minutes and 4 minutes per change does not move annual capacity enough to justify a hydraulic ecosystem.
Buy TRUMPF hydraulic clamping if your logs show high-frequency, small-batch changeovers where automation or unattended running depends on clamp integration. If a trained operator is doing standard swaps a handful of times per shift, WILA mechanical quick-change keeps up without the overhead.
Speed settled, we get to the part I actually care about.
Assume a premium delta—machine and tooling ecosystem combined—north of $40,000 to step into full TRUMPF-style hydraulic integration over a WILA-equipped brake. You’re running low-mix, long-run parts: agricultural brackets, telecom mounts, HVAC components. Same tools live in the holders for days.
What capability does that extra capital unlock on those jobs?
Not deeper boxes—you’re under 4-inch flanges. Not tighter angles—both systems hold spec within normal machine correction. Not dramatically faster changeovers—you change twice a shift.
So the return has to come from uptime, scrap reduction, or labor reduction.
If your scrap rate on long runs is driven by material coil variation or inexperienced operators mis-gauging parts, the clamp style won’t fix it. If your uptime losses come from waiting on upstream laser cutting, the brake isn’t the constraint. You’re putting premium money into a non-bottleneck asset.
This is fleet math. Don’t buy a fully loaded semi with every factory option if most of your deliveries are half-ton pickup jobs. Capital should chase constraints, not comfort.
Run the numbers from your own ERP: percentage of bends requiring tall tooling, percentage requiring automated tool ID, average changeovers per shift, scrap causes coded by root reason. If less than 20% of your revenue depends on features unique to TRUMPF’s integrated ecosystem, then 80% of your workload will produce identical parts with WILA at a lower capital burden.
Buy WILA if your bread-and-butter is straight bends, common offsets, and predictable batches where precision is governed by the machine and process control—not by a proprietary hydraulic interface.
| Section | Key Points |
|---|---|
| Workload Reality (70–85% Production) | Most job shops run 70–85% of hits as straight 90° bends in 10–14 gauge mild steel, under 4-inch flanges, standard geometries. High-volume, non-exotic work dominates. |
| Core Question | Over 10,000 bends, does TRUMPF hold angle or dimension measurably better than WILA in standard production? |
| 10,000-Cycle Wear Scenario | Example: 12-gauge A36, 3-foot bend, 90° air bend, 8x V-opening, 10,000 cycles. Both brands offer hardened, precision-ground tooling, but neither publishes long-run wear-rate data. |
| Where Wear Occurs | Wear points: punch tip radius, die shoulders, clamping interface. Angle drift typically results from tip mushrooming, die rounding, or inconsistent seating. |
| System vs. Tooling Precision | Clamp ensures repeatable seating; consistency depends on ram parallelism, crowning accuracy, backgauge repeatability, and material variation control. The clamp does not prevent steel wear. |
| Tolerance Over 10,000 Hits | In straight 90° production, wear is driven more by tonnage/foot and material scale than brand. Properly hardened tools should not show measurable angular drift beyond routine depth adjustments. |
| When to Justify TRUMPF for Tolerance | Only if SPC data shows WILA tooling drifts beyond acceptable Cp/Cpk during long runs. If both hold spec with minor adjustments, premium may not yield tighter parts. |
| Tool Change Speed Comparison | TRUMPF hydraulic clamping: fast, uniform, pedal-activated. WILA mechanical quick-change: hook, rotate, lock—no bolts or shimming. For standard segments (<12.5 kg), difference is seconds. |
| Hydraulic vs. Mechanical Advantage | Hydraulic excels in automation, robotic integration, and tool ID. Mechanical quick-change achieves ~90% of speed for manual/semi-auto environments without added system complexity. |
| Maintenance Considerations | Hydraulic systems require seals and fluid maintenance; risk of leaks. Mechanical systems wear but avoid hydraulic failure points. |
| Changeover Impact on Capacity | If batching (e.g., 500-piece runs), 3 vs. 4 minutes per change has minimal annual capacity impact. Hydraulic justified only for high-frequency small-batch automation. |
| Cost-to-Capability Analysis | Estimated $40,000+ premium for full TRUMPF-style hydraulic ecosystem over WILA-equipped brake. For low-mix, long-run work, added capability may not impact output. |
| Return on Investment Factors | ROI must come from uptime, scrap reduction, or labor savings. Clamp style does not solve material variation, operator error, or upstream bottlenecks. |
| Fleet Math Principle | Capital should address production constraints, not convenience. Avoid premium investment if brake is not the bottleneck. |
| ERP Evaluation Metrics | Analyze: % bends needing tall tooling, % needing automated tool ID, changeovers per shift, scrap root causes. If <20% of revenue depends on TRUMPF-unique features, 80% of work yields identical results with WILA. |
| Final Recommendation | Choose TRUMPF for automation-heavy, high-frequency changeover environments. Choose WILA for straight bends, predictable batches, and cost-efficient precision governed by machine/process control rather than proprietary hydraulics. |
A rush aerospace bracket job lands on your desk at 3:30 p.m. It needs a 32 mm gooseneck with a relieved shoulder to clear a weld seam the designer forgot about. Your TRUMPF catalog doesn’t have that exact profile. Lead time: five business days.
The Promecam shop across town pulls a standard European tang blank off the rack, sends it to a local grinder, and has a modified punch back on the brake tomorrow morning.
That’s where integration stops helping and starts costing you.
If TRUMPF only outperforms WILA in automation and deep-box geometry, the real question becomes this: what happens in the messy 60–70% of work that isn’t standard and isn’t robotic—odd brackets, field retrofits, short-run enclosures with “almost standard” clearances. That’s where Promecam-style modularity earns its keep.
And that’s why this section matters.
I’ve watched a shop convert three brakes to a fully integrated ecosystem because “standardization” sounded clean. Six months later, they were hand-modifying parts to fit tooling instead of modifying tooling to fit parts.
Promecam tangs are simple: a 150 mm segment, mechanical clamping, no proprietary button geometry. On a 3-meter brake, you’ve got roughly 15 segments. If one holder gets dinged, you replace one piece. You don’t scrap a monolithic assembly. That simplicity is not nostalgia. It’s repair economics.
Ten years ago, WILA’s button system was patent-protected. If you wanted frontal extraction with proper retention, you bought original. Aftermarket punches either lacked buttons or used slower pin retention. Translation: you paid OEM pricing or accepted slower changeovers. That’s the quiet lock-in most buyers don’t price into the first PO.
A custom fab shop lives on variability. One week it’s galvanized brackets with odd hems. Next week it’s 5 mm stainless with a clearance cutout that forces a narrow punch shoulder. European-style tangs let you source from multiple manufacturers—or modify in-house—without worrying whether a hydraulic interface or proprietary geometry will reject the tool.
Yes, manual alignment is slower. You hook the tang, seat it, visually confirm alignment. It’s not one-handed, sub-60-second hydraulic theater. But most high-mix shops batch small runs. They’re not swapping every 20 minutes all day. The extra minute per change is noise compared to waiting on a proprietary shipment.
Buy Promecam-style tooling if your revenue depends on saying “yes” to weird parts tomorrow, not running the same setup unattended tonight.
Picture a 4 mm stainless enclosure with a 6-inch return flange. Standard Promecam tooling won’t clear it. TRUMPF and WILA’s taller systems will. That’s real capability.
But now imagine a shallower box—3-inch flange—but with an internal gusset that forces a relieved punch nose. It’s not tall. It’s just awkward.
With Promecam geometry, you can buy a blank from one supplier, grind a relief, and be bending in 48 hours. No hydraulic compatibility to maintain. No button tolerances to match. No concern that the modified punch will upset a clamp pressure sensor.
TRUMPF’s integration assumes you stay inside the ecosystem. That’s the point. Hydraulic clamping, automatic tool ID, control integration—those systems depend on dimensional conformity. Once you start grinding custom reliefs or sourcing third-party variants, you risk inconsistent seating or losing automated recognition. The system quietly pushes you back to OEM supply.
That’s fine in a robotic cell where repeatability and traceability justify the fence. It’s friction in a job shop where tomorrow’s print is different from today’s.
I’ve approved $180,000 tooling packages in ten minutes when they removed a constraint. I won’t approve a premium that makes us wait five days for a modified punch we could grind locally for a fraction of the cost.
Buy into an integrated ecosystem if you need tool ID, automated clamping feedback, and guaranteed conformity across robotic cells. If your competitive edge is rapid custom response, stay where aftermarket supply is an asset, not a threat.
Let’s stress-test this.
European-style tangs require manual alignment. Even with spring clamps or levers, the operator must seat and visually confirm. In a high-frequency changeover environment—say 20 swaps per shift—that manual step compounds. Over a year, that’s measurable labor.
And taller TRUMPF/WILA systems absolutely win on deep-box geometry. If 25–30% of your revenue involves 8–10 inch flanges in stainless, Promecam will force custom workarounds or secondary ops. That’s not theoretical. That’s geometry.
So what are you really choosing?
Promecam prioritizes cross-machine compatibility and modular repair. One shop can borrow tooling from another. Multiple suppliers can quote the same tang standard. Damaged segments get swapped individually. Precision consistency still lives in the brake: ram parallelism, crowning accuracy, backgauge repeatability, material variation control. The clamp style doesn’t override those fundamentals.
Integrated systems prioritize conformity and automation readiness. You gain depth capacity and frictionless tool recognition. You give up open sourcing and easy modification.
There is no free lunch here.
If your constraint is geometric depth or robotic throughput, integration wins and earns its premium. If your constraint is responsiveness to unpredictable, low-volume geometry, modularity compounds value in ways an ROI sheet won’t capture.
Buy TRUMPF when automation or tall tooling drives profit. Buy Promecam-style tooling when flexibility and cross-shop sourcing are what keep your schedule full.
And if you’re not sure which camp you’re in, the next question is unavoidable: where does full integration actually flip from “nice to have” to “non-negotiable”?
On my floor, the line between “optional” and “non‑negotiable” showed up at 1:47 a.m.
That’s when the robot stopped because it couldn’t verify a punch was seated. No operator. No one to nudge a tang, wipe a chip, reseat and hit cycle start. Just a six-figure cell idling while the clock kept running. By the time first shift found it, we’d burned six hours of unattended capacity.
That’s the threshold.
When you expect a brake to run lights‑out, tool seating, clamping force confirmation, and tool ID stop being conveniences and start being payroll. If your plan assumes 6–8 unattended hours per night, five nights a week, you’re not buying tooling anymore — you’re buying insurance against a stalled robot. That’s when full ecosystem integration earns a hearing.
Anything short of that, and you’re still in the land of choice.
Walk up to a TRUMPF robotic cell and watch a tool change. The ram comes up. Hydraulic clamp releases. The robot extracts the punch vertically using a defined interface — 20 mm grooved tang, hardened button geometry, repeatable pickup points. The control logs the tool ID. Clamp pressure is monitored. If the tool isn’t fully seated, the machine faults before it ever hits material.
That closed loop is the point.
It’s not that WILA can’t physically fit — it can. The “New Standard” tang geometry means WILA punches will drop into a TRUMPF holder and behave. In fact, for many automated setups, WILA is a legitimate drop‑in at lower capital cost. The steel doesn’t know whose logo is on it.
Where competitors start to sweat is at the edges: automatic tool changers (ATC) designed around specific mass, center of gravity, and pickup geometry. TRUMPF’s own ATC fingers, storage racks, and clamp feedback are engineered as a matched set. When the robot grabs a 40‑pound gooseneck at 2 a.m., it’s grabbing a known profile with known retention force.
Mix in third‑party tooling without validating those variables, and you introduce risk the robot can’t “feel.” A human senses misalignment. A robot trusts tolerances.
WILA has narrowed that gap hard. Their Safety-Click retention and ±0.01 mm manufacturing tolerances are no joke. In many cells, they perform indistinguishably. But when you get into deep-box geometries with tall punches, heavy segments, and frequent automatic swaps, the OEM ecosystem reduces the number of unknowns in the stack.
Unknowns are what kill unattended shifts.
If you’re building or running a fenced robotic cell with automatic tool storage and multiple nightly changeovers, staying inside a validated ecosystem reduces integration variables. If your “automation” is a cobot loading blanks while an operator still changes tools, that advantage thins out fast.
No ROI sheet, no purchase order.
Let’s run a clean hypothetical. Suppose a robotic brake runs two unattended shifts per day, five days a week — 80 hours of potential lights‑out time. During that window, it performs four automatic tool changes per shift. Manual changeovers would take, conservatively, 5 minutes each with an operator present — that’s 40 minutes of labor per day you’d have to staff or forfeit.
Forty minutes a day is 3.3 hours a week. At a fully burdened labor rate of $35 per hour, that’s roughly $6,000 per year in direct labor. Not impressive yet.
But that’s the wrong lens.
The real number is recovered spindle time. If each unattended hour produces $150 in contribution margin — not revenue, margin — then six hours saved per week is $46,800 per year. Now we’re talking. Suddenly a $40,000–$60,000 premium for integrated ATC capability has a 12–18 month payback.
That’s when it flips.
If your brake runs one shift, manually fed, with maybe three changeovers a day, an automatic tool changer is a shiny toy. You’re saving minutes, not creating sellable hours. And premium tooling justified “for future automation” becomes dead capital earning zero.
But comfort isn’t capability.
I’ve seen shops buy integrated tooling because it feels future‑proof, then run it for five years without fencing the machine. They paid for hydraulic clamping feedback and tool ID that no robot ever read. Meanwhile, WILA or even high-end Promecam would have delivered identical bend accuracy, because precision lives in the system: ram parallelism, crowning accuracy, backgauge repeatability, material variation control.
Automation ROI only materializes when the cell is actually automated.
Picture a 10‑foot brake, operator at the front, cart of punches to the side. He’s swapping a 32 mm gooseneck by hand. Hydraulic clamp makes it one‑handed. Nice. Sixty seconds instead of two minutes with a lever clamp.
He still has to walk to the rack. He still has to verify orientation. He still has to run a test bend.
You saved 60 seconds.
If that machine changes tools ten times a day, you gained ten minutes. Over a year, maybe 40 hours. That’s one workweek of labor. If the premium to stay in the TRUMPF ecosystem was $50,000 over a WILA package, you just spent luxury‑truck money to haul half‑ton loads.
And here’s the kicker: manual environments are where flexibility pays best. Grinding a relief on a European tang. Borrowing a segment from another brake. Mixing vendors to hit a rush job. Integrated ecosystems actively discourage that behavior because conformity is the value proposition.
So don’t blur the lines.
Buy full TRUMPF ecosystem tooling when a robot is doing the swapping, clamp feedback is tied into your control, and unattended hours are part of your margin strategy. Buy WILA — or high-end Promecam — when an operator is still in front of the machine and flexibility compounds faster than automation.
If you don’t know which condition describes your shop, stop reading brochures and start auditing your bottleneck. Is it labor at 2 a.m., or is it saying “yes” to tomorrow’s weird print?
You don’t answer this with a brochure. You answer it with a stopwatch and last month’s job history.
Walk your floor and ask one ugly question: where does margin actually stall — at tool change, at programming, at inspection, or at waiting for a human to show up? If your brake sits idle at 2 a.m. because no one is there to swap a 40‑pound punch, automation is your bottleneck. If it sits idle at 2 p.m. because engineering just released a one-off enclosure that needs a relieved shoulder grind, flexibility is your bottleneck.
Different diseases. Different medicine.
Most shops never separate the two. They see “fast clamp” and assume speed equals profit. But comfort isn’t capability. Precision lives in the system: ram parallelism, crowning accuracy, backgauge repeatability, material variation control. Tooling only earns a premium when it removes the constraint that’s actually costing you sellable hours.
So how do you make that visible instead of emotional?
Hard number first.
Take total tons formed in a shift and divide it by total minutes spent changing tools in that shift. That’s your tonnage per setup minute. Not theoretical. Real.
Hypothetical example: one brake forms 400 tons in an 8‑hour shift. Operators spend 40 minutes total swapping punches and dies. That’s 10 tons per setup minute. Another brake forms 300 tons but burns 90 minutes on changeovers. That’s 3.3 tons per setup minute.
Which one feels automation-ready?
Low tonnage per setup minute tells me setup friction is eating production. High number tells me the machine is forming, not fumbling. If your number is low because jobs are tiny and geometry changes every hour, no hydraulic ecosystem will fix your business model. If it’s low because you’re doing the same family of parts and still wasting time aligning segments, then premium quick-change starts to earn its keep.
Track it for 30 days. The trend will tell you whether your margin model depends on eliminating human setup time — or on handling chaos cheaply.
Once you see the pattern, the routing decision gets blunt.
High-mix means five bends of this, twelve of that, a rush aerospace bracket at 3:30 p.m. that needs a 32 mm gooseneck nobody planned for.
Your tonnage per setup minute will always look mediocre because the work itself is fragmented. The constraint isn’t clamp speed. It’s adaptability. Can you grind relief tonight? Can you borrow a segment from another brake? Can you source a specialty punch without waiting for an OEM part number?
Promecam-style tooling wins here because it’s open geometry. Thirteen-millimeter tang, mechanical latch, broad aftermarket. Adapters exist that let you run fast-change holders on these machines without buying into a closed ecosystem. You can capture 80% of quick-change benefit without writing a TRUMPF-sized check.
No ROI sheet, no purchase order.
Buy Promecam if your schedule changes faster than your tool cart.
Different picture. You’re running 12‑gauge A36 brackets, 10,000 hits a month, same bend program, same tool stack.
Now setup minutes are pure waste. You aren’t improvising geometry; you’re protecting repeatability. Hydraulic or strong mechanical clamping with precision-ground segments reduces alignment drift and keeps operators from shimming and tapping with a dead blow at 6 a.m.
WILA’s New Standard geometry plays well across multiple machine brands. It gives you ±0.01 mm manufacturing tolerances and secure retention without locking you into a single OEM control architecture. For repeat families of parts, that stability compounds.
You don’t need a fully integrated ecosystem. You need consistent seating and fast, reliable swaps.
Buy WILA if your revenue depends on running the same parts tomorrow that you ran yesterday.
Now we’re back to unattended hours.
If you’re fencing the brake, adding automatic tool storage, scheduling multiple tool changes overnight, the risk profile shifts. The robot cannot “feel” a mis-seated punch. It trusts geometry, weight, and clamp feedback. TRUMPF’s ecosystem — ATC fingers, storage racks, clamp sensors — is engineered as a matched set.
This is where the premium stops being vanity and starts being insurance.
Yes, WILA can run in many robotic cells. Yes, cross-compatibility muddies the marketing lines. Steel is steel. But when your margin model assumes 80 hours a week of lights-out forming, integration variables are not academic. A 1:47 a.m. stoppage that sits for six hours will vaporize the savings you thought you captured by mixing systems.
Automation ROI only materializes when the cell is actually automated.
Buy TRUMPF when unattended production is not a goal but a line item in your margin forecast.
Here’s the non-obvious part: most shops think the question is “Which tooling is more precise?” It isn’t. Precision lives in the system. The real question is “What converts my next dollar of capital into the most sellable hours?”
Track tonnage per setup minute. Map it against how many of those minutes happen without a human present. When you see those two lines on the same sheet, the safe default disappears — and the right truck for your delivery route becomes obvious.


















