

去年の春、私は$180,000の工具パッケージが10分以内で承認されるのを見ました。.
ROIシートなし。ボトルネック分析なし。副社長からの一言だけ:「うちはTRUMPFだ。」“
私も人生で多くの小切手に署名してきましたが、ブランドへの忠誠心とスループットを混同したことはありません。それでは、「安全なデフォルト」と呼ぶときに私たちは一体何を買っているのでしょうか?
まず計算をしてください。同等のWILAやPromecamのセットアップが$130,000で、TRUMPFが$180,000なら、その余分な$50,000は元を取らなければなりません。20%の粗利益なら、プレミアム分を損益分岐点にするには追加で$250,000の収益が必要です。それは実際の曲げ加工、実際の労働時間、実際の機械稼働時間です。.
さて、ここからが厄介な部分です:油圧式ベンダーは依然として市場で最大の収益シェアを持っていますが、購入者の半数以上は別のものを選んでいます。サーボシステムはカテゴリー全体のほぼ2倍の速度で成長しています。工場はロゴではなく作業負荷に基づいて資本を投じています。.
あなたのボトルネックが自動化統合や深箱形状のクリアランスではないなら、その40%のプレミアムはあなたを守っていません。単に貸借対照表に載っているだけです。.
では私たちは本当に何のためにお金を払っているのでしょうか?
クローズドエコシステムとは、一つの窓口で全て対応できるという意味です。工具、制御、ソフトウェア、自動化セル—すべてブランド統一され、統合され、プログラマーに馴染みがあります。午前2時に曲げシーケンスがおかしくなったら、一本の電話で済みます。.
その安心感には価値があります。.
しかし、安心感は能力ではありません。私が訪れるほとんどの工場は、中量のブラケット、パネル、軽鋼やアルミの成形チャンネルを製造しています。ロボットセルなし。24時間操業なし。手動工具交換、オフラインでの段取り。そうした負荷には、精密研削されたWILAやPromecamの工具でも、位置決め、調整、繰り返し精度は十分に許容範囲内です。.
リスクを取り除いているわけではありません。不安を取り除いているだけです。.
自動曲げセルを運用し、統合ダウンタイムが1時間あたり5桁のコストになる場合はクローズドエコシステムを買うべきです。それ以外の場合は、半トンの荷を運ぶために高級トラックの価格を払っているようなものです。.
では、あなたは精度を買っているのか—それともただよく眠るためなのか?
私は±0.0015インチの繰り返し精度で非TRUMPF工具を1日中曲げるオペレーターを見たことがあります—それはベンダーが適切に調整され、材料が一貫していたからです。精度はシステムに宿ります:ラムの平行度、クラウニング精度、バックゲージの繰り返し精度、材料変動の制御。.

工具は重要です。奇跡を起こすわけではありません。.
「安全なデフォルト」という話はこうだ。何かがうまくいかなくても、少なくとも工具選択を責められることはない。これは性能の論理ではなく、キャリア保護の論理だ。.
後悔に対する保険はお金がかかる。この場合、約30〜40%だ。.
プレミアム工具を買うのは、今できない能力を解放するとき—深いボックスクリアランス、自動工具識別、シームレスなロボット統合—だ。制約を変えないなら、それはアップグレードではなく、評判のためのパディングにすぎない。.
そして、そのエコシステムを、そのために設計されていない機械に強制するとどうなるか?
TRUMPF以外のブレーキを「標準を維持する」ために後付けした様子を想像してほしい。アダプター、改造クランプ、カスタムシム。幾何学形状が元から適していないためセットアップ時間がじわじわ伸びる。オペレーターは制御が予期する座り方をしない40ポンドのパンチと格闘する。小さな摩擦が毎シフトで積み重なる。.
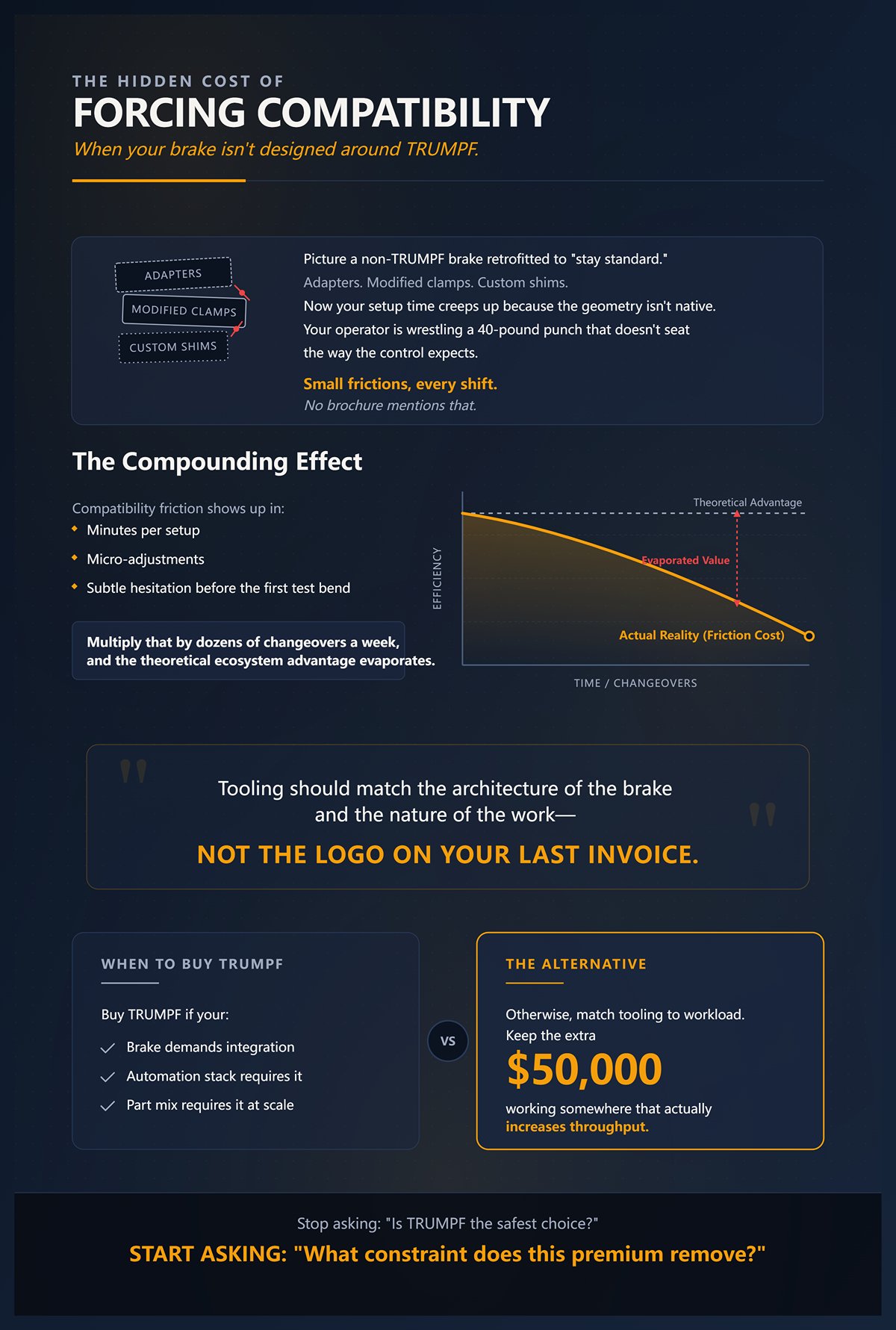
カタログにはそんなことは書かれていない。.
互換性の摩擦は、セットアップごとの数分、微調整、最初の試し曲げの前の微妙なためらいとして現れる。それを週に何十回もある段替えに掛け合わせれば、理論上のエコシステム利点は消える。.
工具はブレーキの構造と作業の性質に合うべきであり、最後の請求書のロゴに合わせるべきではない。.
ブレーキ、オートメーション構成、部品構成がその統合を大規模に必要とするならTRUMPFを買えばいい。そうでなければ、工具を作業負荷に合わせて、余分な150,000ドルは実際にスループットを増やす場所で働かせるべきだ。.
これを終えるまでに、シフトはシンプルになるべきだ。「TRUMPFは最も安全な選択か?」ではなく、「このプレミアムはどんな制約を取り除くのか?」と問うように変えること。“
以前と同じ計算をもう一度やろう。ただし今回はプレミアムが実際に機能するという仮定だ。.
TRUMPFの油圧パッケージと同等のWILAやPromecam構成との間の150,000ドルの差を見ている。粗利益が20%なら、損益分岐に必要なのは250,000ドルの追加収入だ。ブレーキが時給120ドルで稼働するなら、差額を正当化するには2,000時間強の生産的な機械稼働時間を回復または創出する必要がある。.
それはブランドに関する議論ではない。それは能力に関する議論だ。.
だから唯一重要な質問はこれだ。TRUMPFの油圧システムは主要な制約を取り除くのか、それとも工具交換を滑らかに感じさせるだけなのか?ボトルネックを動かさないなら、ROIの表は高価な快適さを所有することから救ってはくれない。.
それは実際にどこで効果を発揮するのか?
20分ごとにジョブ間で上工具を交換するロボットセルを想像してほしい。ロボットは座り具合を「感じる」ことはない。一定のクランプ力、自動工具識別、手動シムなしの繰り返し可能な垂直位置決めに依存する。油圧上クランプはタン全体に均一な圧力を加え、細かな公差を補正し、毎回一貫したZ高さで工具を座らせる。.
それは実際の機械的問題を解決する。つまり、クランプインタフェースから人間の変動を排除するということだ。.
しかし、手動ブレーキでは、その同じ油圧クランプでも、オペレーターが工具を準備し位置合わせする必要があります。制御に連動した自動クラウニングを使用していない場合、BendGuard のような安全機能を統合していない場合、段取り替えをバッチ化してオフラインで準備している場合、適応機能は人的調整を排除するものではなく、単に工具の固定方法を変えているだけです。.
そして、パンフレットではあまり強調されない部分があります。特定のトン数、例えば1メートルあたり200トンを超える場合、制限要因はクランプの種類ではありません。保持器の形状、工具鋼、そしてブレーキの構造容量です。Promecamスタイルの保持器は、プレートの厚さのため早めに限界に達するかもしれません。しかし重加工の領域に入ると、機械フレームと工具の分類が何が可能かを決定します。油圧クランプが成形能力を魔法のように増やすわけではありません。.
精度はシステムに宿ります。ラムの平行度、クラウニング精度、バックゲージの再現性、材料変動の制御。クランプは繰り返し安定して工具を座らせる役割を果たします。摩耗したラムや不均一な材料厚を修正することはありません。.
自動化や高頻度の工具交換が制約になっているなら、TRUMPFの油圧システムを購入すべきです。最初の製品検証や材料の変動がボトルネックなら、クランプでは解決できません。.
では、TRUMPFは実際に他社ができない曲げをどこで可能にしているのでしょうか?
深さ10インチのステンレス製エンクロージャーで、内側に3面のフランジがある場合を考えます。4番目の壁を成形していると、標準高さのパンチが側壁に突き当たり、曲げが角度に達する前にパンチ本体が部品形状と物理的にぶつかります。.
これは公差の問題ではなく、物理現象です。.
TRUMPFスタイルの背の高い工具や深箱用パンチは、より多くのデイライトと側面クリアランスを提供します。パンチ高さと肩部の逃げが増すことで、ラムがパンチ本体が成形済みの壁に接触することなく移動できます。こうした場合、短いPromecamスタイルの工具では特殊なオフセットや分割対応を使わない限り曲げを完了できません。.
はい、曲げ順序を再設計することも可能です。はい、グースネックパンチを使用することもできます。しかしどの回避策も段取りの複雑さを増し、たわみのリスクを高め、または追加打ちを強います。.
しかし、14ゲージのブラケットやハットチャンネル、3インチのフランジを主に扱うのであれば、その追加のパンチ高さは必要ありません。使わないクリアランスにお金を払っていることになります。.
深箱の利点は二択です。形状が必要とするか、しないか。中間はありません。.
部品構成が、標準パンチでは物理的に突き当たる深いエンクロージャーや多フランジボックスを頻繁に含むなら、TRUMPFの工具を購入すべきです。曲げの80%が通常高さでクリアできるなら、封筒を運ぶために大型トラックを買うようなものです。.
次に、誰もが主張する議論に移ります—段取り時間。.
現実的なシナリオを作りましょう。.
手動ブレーキ。作業員2人。シフトあたり10回の段取り替え。従来のクランプだと、緩める、スライドさせる、位置合わせ、試し曲げ、微調整まで含めると1回あたり6〜8分かかります。平均を7分とすると、シフトあたり70分の段取り時間です。.
ここで油圧クランプにすると、座りが早く位置合わせが安定するので1回あたり2分短縮されると仮定します。1シフトで20分節約です。年間250稼働日で、約83時間の節約になります。.
$120の機械時間単価で、年間ほぼ$10,000の回復容量になります。.
$50,000の追加費用を回収するには5年かかります—しかも、その83時間を実際に請求可能な作業に再投入できることが前提です。.
そして、その2分の時間短縮は、油圧システムがブレーキ制御ときれいに統合され、オペレーターがそれを活用するように訓練されていることを前提としています。自動クラウニング統合やデジタルツールライブラリがない場合、理論上の利得の多くは初品検証に食われてしまいます。.
油圧クランプは、段取り替えが頻繁で、補助なしで行われ、かつ自動化ロジックに組み込まれている場合に真価を発揮します。手動で中量生産を行う場合、節約は段階的なものであり、変革的ではありません。.
TRUMPFの油圧クランプを購入するのは、高品種・高頻度の段取り替えを行い、数分が積み重なって実質的な生産能力となる場合です。作業がバッチ単位で走り、セットアップが計画的に行われるのであれば、WILAやPromecamでも同等の曲げ品質を提供し、より早く投資回収が可能です。.
こうしてすべての分析を経た後には、より明確な線引きが見えてきます。あなたの部品のうち、自動化統合や深ボックスクリアランスを本当に必要とするものはどれだけあり、単なる標準曲げながら高級品のブランドを付けているものはどれだけありますか?
過去12か月の曲げデータを抽出してください。見積もりではなく、実際の稼働ログです。使用した工具高さ、フランジ深さ、部品ファミリーでソートします。私が多くのジョブショップでこれを行うと、総ヒット数の70〜85%は10〜14ゲージの軟鋼で、4インチ未満のフランジ、一般的なオフセット、ハットチャンネルなどの直角90°曲げです。特別なものはありません。単なるボリュームです。.
次に、難しい質問をしてください。それらの部品に10,000ヒットを加えた場合、TRUMPFはWILAよりも角度や寸法を顕著に保持できるのでしょうか?
ここでパンフレットの靄が晴れていきます。.
仮想的ですが現実的な例を考えます。12ゲージ A36、曲げ長さ3フィート、標準の8x V開口で90°エアベンド。1週間に2,000個を5週間生産。パンチもダイも同じ。10,000サイクルです。.
TRUMPFは、レーザー硬化表面と非常に厳しい初期公差を宣伝しています。WILAは、同等の角度と高さ精度で機械加工・研磨を行い、制御レベルで適応式角度補正を組み込んでいます。しかし、どちらも高サイクル生産における摩耗率データは公開していません。.
そこで、マーケティングではなくメカニズムを見ます。.
エアベンドにおける摩耗は、パンチの先端半径、ダイのショルダー、クランプインターフェースの3か所で発生します。パンチ先端がつぶれたり、ダイショルダーが丸くなると、内側の半径が大きくなり、角度が変動します。工具が一貫して座らない場合、Z高さが変わり、曲げ深さも変わります。.
クランプインターフェースは、両システムとも精密に研磨されたタンと再現性のあるホルダーによって制御されます。一度セットされれば、ブレーキのラム平行度とクラウニングシステムが一貫性を左右します。精度はシステム全体に依存します:ラム平行度、クラウニング精度、バックゲージの再現性、材料のばらつき管理。クランプは再現性のある着座を保証しますが、鋼の摩耗は止められません。.
直角90°生産では、摩耗率はタンにTRUMPFとWILAの名前があるかではなく、1フィートあたりのトン数と材料のスケールによって左右されます。両者が適切に硬化され、推奨トン数を超えない限り、10,000ヒットで測定可能な角度変動の差は、定期的な深さ調整で補正可能な範囲に収まります。.
もし変動が見られる場合は、パンチのブランドを疑う前に、材料厚さのばらつきやクラウニングの校正を確認してください。.
長期的に公差を維持するためにTRUMPFを購入するのは、SPCデータで、あなたの機械でのWILA工具が許容Cp/Cpkを超えてドリフトすることを実証できる場合だけです。どちらも定期的な深さ調整で仕様を維持できるなら、プレミアムはより厳しい部品をもたらすものではありません。.
しかし、真の利点は角度の安定性ではないかもしれません。むしろスピードです。.
オペレーターがブラケットジョブ間で3フィートの分割パンチセットを交換する様子を想像してください。TRUMPFの油圧クランプでは、セグメントを準備し、フットペダルを踏むと、システムが均一にクランプします。きれいで、速く、再現性があります。.
同じオペレーターをWILAニュー・スタンダードの安全ピン付きメカニカル・クイックチェンジに置いてみる。彼はタンを引っ掛け、所定の位置に回し、レバーでロックする。ボルト不要。シム不要。ハンマー不要。.
時間を計れ。.
12.5kg以下の標準長さ工具の場合、差は分ではなく秒だ。油圧システムはトルクレンチ作業を省く。メカニカル・クイックチェンジも同様だ。どちらも旧式のPromecamのボルト&スライド作業を排除する。.
油圧が真価を発揮するのは自動化の場合――ロボットによる積載、自動工具ID、制御ロジックとの統合。しかし、人が手動または半自動ブレーキで工具を段取りする場合、メカニカル・クイックチェンジは配管、ポンプ、シール、そして新たな故障ポイントなしで90%の速度を提供する。.
そして誰も予算に入れない摩擦ポイントがある:メンテナンス。油圧クランプにはシールがある。シールは劣化する。油が漏れる。メカニカル・システムも摩耗するが、午前2時に工場床に油をこぼすことはない。.
段取り替えがバッチ処理の場合――500個作ってから切り替える――1回の交換が3分か4分かという差は、年間の能力を油圧システム導入に見合うほどには動かさない。.
TRUMPFの油圧クランプは、ログに高頻度・小ロットの段取り替えがあり、自動化または無人運転がクランプ統合に依存する場合に購入すべきだ。訓練されたオペレーターが標準交換を1シフトに数回行うだけなら、WILAのメカニカル・クイックチェンジはオーバーヘッドなしで対応できる。.
速度の決着がついたら、私が本当に気にしている部分に移ろう。.
WILA搭載ブレーキから、TRUMPFスタイルの完全油圧統合に踏み込むには、機械と工具のエコシステムを合わせて$40,000以上のプレミアム差額を仮定する。農業用ブラケット、通信マウント、HVAC部品など、低ミックス・長期ランの部品を製造している。同じ工具が数日間ホルダーに収まったままだ。.
その余分な資本はその作業にどんな能力をもたらすのか?
深い箱ではない――4インチ以下のフランジ。精度の厳しい角度ではない――どちらのシステムも通常の機械補正範囲内で仕様を保持する。劇的に早い段取り替えでもない――1シフトに2回の交換だ。.
だから、投資回収は稼働時間、スクラップ削減、または労働削減から得る必要がある。.
長期ランでのスクラップ率が材料コイルのばらつきや未熟なオペレーターによる測定ミスに起因する場合、クランプの種類では改善しない。稼働時間の損失が上流レーザー切断を待つことに起因するなら、ブレーキは制約ではない。あなたは非ボトルネック資産にプレミアム資金を投じている。.
これはフリート計算だ。ほとんどの配送がハーフトンピックアップで済むなら、工場オプション満載の大型セミを買うべきではない。資本は快適さではなく制約を追うべきだ。.
自社ERPから数字を出せ:高い工具を必要とする曲げの割合、自動工具IDを必要とする割合、1シフト当たりの平均段取り替え回数、原原因別にコード化されたスクラップ原因。TRUMPFの統合システム固有の機能に依存する収益が20%未満なら、80%の作業はWILAで同じ部品をより低資本負担で生産できる。.
直角曲げ、一般的なオフセット、精度が機械とプロセス制御によって決定される予測可能なバッチが主力商品であるなら、専用油圧インターフェースに頼らなくてもWILAを買うべきだ。.
| セクション | 重要ポイント |
|---|---|
| 作業負荷の現実(70–85% 生産) | ほとんどのジョブショップは、10~14ゲージの軟鋼で4インチ未満のフランジ、標準形状で、70–85%のヒットを直角90°曲げとして処理する。高ボリュームで非特殊な作業が主流を占める。. |
| 核心の質問 | 1万回以上の曲げ加工で、標準的な生産においてTRUMPFはWILAよりも角度または寸法を有意に保持しますか? |
| 1万サイクルの摩耗シナリオ | 例:12ゲージA36、3フィート曲げ、90°エア曲げ、8倍のV開口、1万サイクル。両ブランドとも硬化された高精度研磨工具を提供していますが、長期摩耗率データを公開していません。. |
| 摩耗が発生する箇所 | 摩耗ポイント:パンチ先端半径、ダイのショルダー、クランプのインターフェース。角度のずれは主に先端の潰れ、ダイの丸み、または不均一な固定によって発生します。. |
| システム精度と工具精度 | クランプは再現性のある固定を保証しますが、一貫性はラムの平行度、クラウニング精度、バックゲージの再現性、および材料のばらつき制御に依存します。クランプは鋼の摩耗を防ぐものではありません。. |
| 1万回の打撃後の公差 | 単純な90°生産では、摩耗はブランドよりもむしろトン数/フィートおよび材料のスケールにより左右されます。適切に焼入れされた工具では、通常の深さ調整を超える測定可能な角度のずれは発生しません。. |
| TRUMPFを公差目的で採用すべき場合 | 長期運転でWILA工具が許容Cp/Cpkを超えてドリフトしていることがSPCデータで示される場合のみ。両者が軽微な調整で仕様を維持できるなら、プレミアムを支払ってもより厳密な部品精度は得られません。. |
| 工具交換速度の比較 | TRUMPF油圧クランプ:迅速・均一・ペダル操作。WILA機械式クイックチェンジ:フック、回転、ロック—ボルトやシム不要。標準セグメント(<12.5 kg)では差は数秒です。. |
| 油圧式 vs. 機械式の優位性 | 油圧式は自動化、ロボット統合、工具IDに優れます。機械式クイックチェンジは、手動/半自動環境で追加システムの複雑さなしに約90%の速度を実現します。. |
| メンテナンス面の考慮事項 | 油圧システムはシールおよび作動油のメンテナンスが必要で、漏れのリスクがあります。機械式システムは摩耗しますが、油圧故障箇所が存在しません。. |
| 段取り替えが生産能力に与える影響 | バッチ生産(例:500個単位)であれば、1回の変更が3分対4分でも年間能力への影響は最小です。油圧式は高頻度の小ロット自動化生産でのみ正当化されます。. |
| コスト対性能分析 | 推定 $40,000+ のプレミアムが、WILA搭載のブレーキに対してフルTRUMPFスタイルの油圧エコシステムを導入する場合に必要です。低ミックスで長期ランの作業では、追加の能力が出力に影響しない可能性があります。. |
| 投資収益率(ROI)の要因 | ROIは、稼働時間、スクラップ削減、または労働節約から得る必要があります。クランプスタイルは、素材のばらつき、オペレーターのミス、または上流のボトルネックを解決しません。. |
| フリート数学の原則 | 資本は利便性ではなく、生産制約に対応すべきです。ブレーキがボトルネックでない場合、プレミアム投資は避けましょう。. |
| ERP評価指標 | 分析対象: 背の高い工具を必要とする%曲げ、工具ID自動化を必要とする%、シフトごとの段取り替え回数、スクラップの根本原因。もし収益の<20%がTRUMPF特有機能に依存しているなら、WILAでも80%の作業は同一結果を得られます。. |
| 最終推奨 | 自動化が多く、高頻度の段取り替え環境にはTRUMPFを選択してください。直線曲げ、予測可能なバッチ、機械/プロセス制御によるコスト効率的精度を求める場合はWILAを選択してください。専用油圧ではなく。. |
午後3時30分、急ぎの航空宇宙用ブラケット作業があなたの机に届きます。溶接シームを避けるための肩を逃がした32mmグースネックが必要ですが、設計者がそれを忘れていたのです。あなたのTRUMPFカタログにはその正確なプロファイルはありません。納期:5営業日。.
町の向こうにあるプロメカム工場は、棚から標準のヨーロッパ製タンブランクを取り出し、地元のグラインダーに送り、翌朝には改造したパンチをブレーキに戻します。.
そこで統合性は助けることをやめ、コストをかけ始めます。.
もしTRUMPFが自動化と深箱形状でのみWILAを上回るなら、実際の問いはこうなります:標準でもロボットでもない、汚れた60〜70%の作業、つまり奇妙なブラケット、現場改造、ほぼ標準のクリアランスを持つ短期エンクロージャではどうなるか。そこがプロメカムスタイルのモジュール性が価値を発揮する場です。.
そしてこれが、このセクションが重要である理由です。.
私は、ある工場が「標準化」がきれいに聞こえたため、3台のブレーキを完全統合エコシステムに改修するのを見ました。半年後、彼らは工具に適合させるためではなく、工具を部品に適合させるために部品を手改造していました。.
プロメカムタンは単純です:150mmセグメント、機械的クランプ、専用ボタン形状なし。3メートルのブレーキでは、およそ15セグメントがあります。もしホルダー1つが損傷したら、1つの部品だけを交換します。一体型アセンブリを廃棄する必要はありません。この単純さは懐古ではありません。それは修理経済です。.
10年前、WILAのボタンシステムは特許で保護されていました。正しい保持力を持つ正面取り外しを望むなら、オリジナル購入が必要でした。アフターマーケットのパンチはボタンがないか、または遅いピン保持を使用していました。つまり、OEM価格を支払うか、遅い段取り替えを受け入れることになります。これが最初の注文にほとんどのバイヤーが価格に反映しない静かな囲い込みです。.
カスタム製作工場は変動性で成り立っています。ある週は変わったヘム付きの亜鉛メッキブラケット、次の週は狭いパンチショルダーを強いるクリアランスカットアウト付きの5mmステンレス。ヨーロッパスタイルのタンは、複数のメーカーからの調達や社内改造を可能にし、油圧インターフェースや専用形状が工具を拒否する心配をなくします。.
はい、手動での位置合わせは遅いです。タンを引っ掛け、座らせ、目視で位置を確認します。片手で行える、60秒未満の油圧ショーではありません。しかし、多くの高混合工場では、小ロットをまとめて処理します。1日中20分ごとに交換するわけではありません。交換に余計な1分かかっても、専用部品の発送待ちに比べれば誤差の範囲です。.
明日変わった形状の部品に対応することが売上に直結するなら、今夜同じ段取りで無人運転するよりもPromecamスタイルの工具を購入してください。.
6インチの戻しフランジを持つ4mmステンレス製エンクロージャーを想像してください。標準のPromecam工具ではクリアできません。TRUMPFやWILAの高さのあるシステムなら対応できます。これが本当の能力です。.
しかし、今度は浅い箱—3インチのフランジ—で、内部ガセットがあり、緩和されたパンチ先端が必要なケースを想像してください。高さはありません。ただ扱いにくいだけです。.
Promecamジオメトリなら、ある仕入先からブランクを購入し、緩和加工をして48時間以内に曲げができます。油圧互換性を維持する必要なし。ボタンの許容差を合わせる必要なし。改造パンチがクランプ圧力センサーに影響することを心配する必要もありません。.
TRUMPFの統合設計は、エコシステムの中に留まることを前提としています。それが狙いです。油圧クランプ、自動工具識別、制御統合—これらのシステムは寸法の統一性に依存します。独自の緩和加工やサードパーティ製バリエーションを取り入れ始めると、着座の不一致や自動認識の喪失の危険があります。システムは静かにOEM供給に戻るよう促します。.
ロボットセルでは、反復性とトレーサビリティが囲いを正当化するのでそれで構いません。しかし、日々図面が変わるジョブショップでは摩擦になります。.
制約を取り除いた時には$180,000の工具パッケージを10分で承認したことがあります。しかし、地元で安く緩和加工できるパンチを、5日も待たされるようなプレミアムは承認しません。.
工具ID、自動クランプフィードバック、ロボットセル間で確実な統一性が必要なら統合されたエコシステムに投資してください。競争力が迅速なカスタム対応にあるなら、アフターマーケット供給が資産であり脅威でない環境に留まるべきです。.
ストレステストしてみましょう。.
ヨーロピアンスタイルのタンは手動の位置合わせが必要です。スプリングクランプやレバーがあっても、作業者は座らせて目視確認する必要があります。高頻度の段取り替え環境—例えば1シフトに20回交換—では、この手動工程が積み重なります。年間では計測可能な労働時間となります。.
そしてTRUMPF/WILAの高さのあるシステムは、深い箱のジオメトリでは確実に勝ちます。売上の25〜30%がステンレスの8〜10インチフランジに関係するなら、Promecamはカスタム対応や二次加工を強いられます。これは理論ではなくジオメトリです。.
では、何を本当に選択しているのでしょうか?
Promecamは機械間の互換性とモジュラー修理を優先します。ある工場が別の工場から工具を借りられます。複数の供給者が同じタン規格で見積もりできます。損傷したセグメントは個別に交換できます。精度の一貫性は依然としてブレーキに依存します:ラムの平行度、クラウニング精度、バックゲージの再現性、材料変動の制御。クランプスタイルがこれらの基本を覆すことはありません。.
統合システムは統一性と自動化対応を優先します。深さのある容量を得て、工具識別がスムーズになります。オープンソースと容易な改造を失います。.
ここに無料の昼食はありません。.
制約がジオメトリの深さやロボットによる生産性であれば、統合が勝ち、プレミアムを正当化します。制約が予測不可能な低量ジオメトリへの対応力なら、モジュール性はROIシートでは測れない価値を生み出します。.
自動化や高さのある工具が利益を生む場合はTRUMPFを購入してください。柔軟性と工場間の調達が予定を埋める力になる場合はPromecamスタイルの工具を購入してください。.
もし自分がどちらの陣営に属しているかわからないなら、次の問いは避けられません。「フル統合」が「あると便利」から「絶対必要」に切り替わるのは、どこなのか?
私の工場では、「任意」と「絶対必要」の境界線は午前1時47分に現れました。.
それは、ロボットがパンチが正しく装着されているか確認できずに停止した時です。オペレーターなし。タンをちょっと押す、人チップを拭く、再装着してサイクルスタートを押す人は誰もいない。ただ、時計が動き続ける中、6桁の金額のセルがアイドリング状態。最初のシフトが見つけた時には、無人運転の能力を6時間分失っていました。.
それが閾値です。.
ブレーキを無灯運転させる場合、工具の装着、クランプ力確認、工具IDは便利機能ではなく給与の一部になります。毎晩6〜8時間の無人運転を週5回行う計画であれば、工具を買っているのではなく、停止したロボットへの保険を買っていることになります。これが、フルエコシステム統合が真剣に検討される時です。.
それ以下なら、まだ選択の余地があります。.
TRUMPFのロボットセルに近づいて工具交換を見てください。ラムが上がる。油圧クランプが解除される。ロボットは定義されたインターフェイス(20 mmの溝付きタン、硬化ボタン形状、繰り返し可能なピックアップポイント)に基づいてパンチを垂直に取り出す。制御装置は工具IDを記録する。クランプ圧は監視される。工具が完全に装着されていない場合、素材に当たる前に機械は故障を検知します。.
そのクローズドループこそが重要です。.
物理的にWILAが装着できないわけではありません—できます。「ニュー・スタンダード」タン形状により、WILAのパンチはTRUMPFのホルダーに収まり、正常に動作します。実際、多くの自動化されたセットアップでは、WILAは低い資本コストで正当なドロップインです。鋼材は、どのロゴが刻印されているかを知りません。.
競合が苦労し始めるのは端の部分です:特定の質量、重心、ピックアップ形状を前提に設計された自動工具交換機(ATC)。TRUMPF独自のATCフィンガー、保管ラック、クランプフィードバックはセットとして設計・製造されています。ロボットが午前2時に40ポンドのグースネックを掴む時、それは既知の形状で既知の保持力を持ったものを掴んでいます。.
変数を検証せずにサードパーティ製工具を組み合わせると、ロボットが「感じ取れない」リスクを導入することになります。人間はずれを感じ取ります。ロボットは公差を信頼します。.
WILAはこの差を大幅に縮めました。彼らのSafety-Click保持機構と±0.01 mmの製造公差は侮れません。多くのセルで、それらは区別できないほどの性能を発揮します。しかし、背の高いパンチや重いセグメント、頻繁な自動交換を伴う深箱形状に取り組む場合、OEMエコシステムはスタック内の未知数を減らします。.
未知数こそが無人シフトを殺すのです。.
自動工具保管と複数回の夜間交換を備えたフェンス付きロボットセルを構築または運用している場合、検証済みエコシステム内にとどまることで統合変数を減らすことができます。あなたの「自動化」が、オペレーターが工具を交換する間にコボットがブランクを給材するものであれば、その優位性は急速に薄れます。.
ROI表なし、発注なし。.
単純な仮定を立ててみましょう。ロボットブレーキが1日に無人シフトを2回行い、週5日稼働すると仮定します—つまり80時間の無灯運転が可能です。この間、それはシフトごとに4回の自動工具交換を行います。手動交換では、慎重に見積もってもオペレーターがいる状態で1回につき5分かかります—つまり1日あたり40分の労働を確保するか放棄する必要があります。.
1日40分は週3.3時間です。完全負担労働単価が$35/時間だとすると、年間直接労働コストはおおよそ$6,000となります。まだ大したことはありません。.
でも、それは間違ったレンズです。.
本当の数字は回復したスピンドル稼働時間です。もしも無人稼働の1時間ごとに貢献利益が$150 — 売上ではなく利益 — 得られるなら、週に6時間節約することで年間$46,800になります。これは大きい話です。突然、統合ATC機能のために$40,000〜$60,000のプレミアムを払うことが、12〜18か月で元が取れる計算になります。.
そこで流れが変わるのです。.
もしブレーキプレスが1シフト稼働で、手動で給材され、1日あたりたった3回程度の段取り替えなら、自動工具交換機はただの輝くおもちゃです。節約するのは数分で、売れる時間を生み出すわけではありません。そして、「将来の自動化のために正当化された」高級工具は、何も稼げない死蔵資本になってしまいます。.
しかし、快適さは能力とは違います。.
私は工場が未来に備えていると感じるからという理由で統合工具を購入し、5年間も機械を囲わずに稼働させ続けるのを見てきました。油圧クランプのフィードバックや工具IDを搭載しても、ロボットがそれを読み取ることは一度もありません。その間に、WILAやハイエンドのPromecamなら同じ曲げ精度を提供していたでしょう。なぜなら精度はシステムに宿るからです:ラムの平行度、クラウニングの精度、バックゲージの再現性、材料変動の制御。.
自動化のROIは、セルが実際に自動化されたときだけ現れます。.
想像してください。10フィートのブレーキ、前に立つ作業員、横にはパンチのカート。彼は32mmのグースネックを手で交換しています。油圧クランプのおかげで片手でできます。いいですね。レバークランプなら2分かかるところを60秒です。.
しかし、彼はラックまで歩かなければなりません。向きを確認しなければなりません。試し曲げをしなければなりません。.
節約できたのは60秒です。.
もしその機械が1日に10回工具を変えるなら、得られる時間は10分。年間ではせいぜい40時間。それは労働1週間分です。WILAパッケージよりTRUMPFエコシステムを選ぶためのプレミアムが$50,000だったなら、あなたは半トンを運ぶために高級トラックを買ったようなものです。.
そして重要なのはこれです:手動環境こそ柔軟性が最も価値を生む場所です。ヨーロッパ仕様のタンにリリーフを削る。別のブレーキからセグメントを借りる。ベンダーを混ぜて急ぎの仕事をこなす。統合エコシステムは、その行動を積極的に抑制します。なぜなら一貫性こそが価値提案だからです。.
だから、線をぼかさないでください。.
ロボットが工具交換を行い、クランプフィードバックが制御に統合され、無人稼働時間が利益戦略の一部になっているときに、TRUMPFエコシステムのフル工具を購入してください。作業員がまだ機械の前にいて、柔軟性が自動化よりも早く利益を生むときには、WILAやハイエンドのPromecamを購入してください。.
もしどちらの条件があなたの工場に当てはまるかわからないなら、パンフレットを読むのをやめて、ボトルネックの監査を始めましょう。それは午前2時の労働なのか、明日の変わった図面に「はい」と答えることなのか?
これはパンフレットでは答えられません。ストップウォッチと先月の作業履歴で答えます。.
床を歩き回って、ひとつの厄介な質問をしてください:利益率が実際に止まる場所はどこか?工具交換、プログラミング、検査、人が現れるのを待つことのどれか?もしブレーキが午前2時に暇なのが、40ポンドのパンチを交換する人がいないためなら、自動化がボトルネックです。もし午後2時に暇なのが、設計部が肩リリーフ加工の必要な一品物を出したためなら、柔軟性がボトルネックです。.
病気が違えば、薬も違います。.
ほとんどの工場はこの2つを分けて考えることはありません。「速いクランプ」と聞くと、スピード=利益と決めつけてしまいます。しかし、快適さは能力ではありません。精度はシステムの中に宿ります:ラムの平行度、クラウニング精度、バックゲージの再現性、材料変動の制御。工具が高い価値を持つのは、実際に販売可能な時間を奪っている制約を取り除くときだけです。.
では、感情ではなく目に見える形にするにはどうすればいいのでしょうか?
まずは具体的な数値から。.
シフト内で形成した総トン数を、そのシフトで工具を交換するのに費やした総分数で割ります。それがセットアップ分あたりのトン数です。理論ではありません。実測です。.
仮の例:あるブレーキは8時間シフトで400トンを形成。オペレーターはパンチやダイを交換する作業に合計40分を費やしています。つまり、1セットアップ分あたり10トン。別のブレーキは300トンを形成しますが、交換作業に90分を費やしています。これは1セットアップ分あたり3.3トンです。.
どちらが自動化に向いていると感じますか?
セットアップ分あたりのトン数が低いということは、セットアップの摩擦が生産を食っているということです。高い数字なら、機械は形成しており、手間取っていないことを意味します。もしこの数字が低いのが、ジョブが小さくて毎時間形状が変わるからなら、どんな油圧エコシステムでもビジネスモデルは改善できません。もし同じ部品群を作っているのに依然としてセグメントの調整に時間を浪費しているなら、高性能のクイックチェンジが価値を発揮し始めます。.
30日間計測してみてください。その傾向が、利益モデルが人間のセットアップ時間削減に依存しているのか、混乱を安く処理することに依存しているのかを教えてくれます。.
パターンを把握したら、ルーティングの判断は一気に単純になります。.
高混合とはつまり、これを5回曲げて、あれを12回曲げて、午後3時30分に突発で必要になった32mmグースネック航空宇宙用ブラケットなどの対応を意味します。.
セットアップ分あたりのトン数は常に中途半端に見えます。それは作業自体が断片的だからです。制約はクランプ速度ではなく、適応性です。今夜中に逃げ加工ができるか? 他のブレーキからセグメントを借りられるか? OEMの部品番号を待つことなく特殊パンチを調達できるか?
プロメカム仕様の工具はここで勝ちます。オープン形状、13mmタン、機械式ラッチ、広いアフターマーケット。ファストチェンジホルダーをこれらの機械で使用できるアダプターが存在し、閉じたエコシステムに縛られる必要がありません。TRUMPF級の大金を払わずに80%のクイックチェンジ効果を取り込めます。.
ROI表なし、発注なし。.
スケジュールが工具カートの更新より早く変わるなら、プロメカムを買いましょう。.
別の状況です。12ゲージA36ブラケットを月に10,000回打ち抜き、同じ曲げプログラム、同じ工具セットで稼働しています。.
この場合、セットアップ時間は純粋な浪費です。形状を即興で作るのではなく、再現性を守ることが重要です。精密研磨されたセグメントと油圧または強固な機械式クランプは、アライメントのズレを減らし、オペレーターが朝6時にシムやハンマーで叩く必要をなくします。.
WILAのニュー・スタンダード形状は複数の機械ブランドで相性が良く、±0.01mmの製造公差と確実な保持を提供し、単一OEMの制御体系に縛られません。同じ部品群の反復生産では、その安定性が複利効果を生みます。.
完全統合エコシステムは必要ありません。必要なのは、一貫した工具の座りと迅速、信頼性の高い交換です。.
あなたの収益が、昨日加工したのと同じ部品を明日も加工することに依存しているなら、WILAを購入してください。.
再び無人稼働の時間に戻ります。.
もしブレーキにフェンスを設置し、自動工具保管、夜間に複数の工具交換をスケジュールしているなら、リスクプロファイルは変わります。ロボットは正しく座っていないパンチを「感じる」ことはできません。形状、重量、クランプのフィードバックを信頼します。TRUMPFのエコシステム — ATCフィンガー、保管ラック、クランプセンサー — は、一揃いとして設計されています。.
ここで、プレミアムは虚飾でなくなり、保険となります。.
確かにWILAは多くのロボットセルで稼働できます。確かにクロス互換性はマーケティングの境界を曖昧にします。鋼は鋼です。しかし、あなたの利益モデルが週80時間の無人成形を前提としているなら、統合の変数は学術的なものではありません。午前1時47分の停止が6時間放置されれば、システムを混在させて得たと思っていた節約は一瞬で吹き飛びます。.
自動化のROIは、セルが実際に自動化されたときだけ現れます。.
無人生産が目標ではなく、利益予測の項目として存在するなら、TRUMPFを購入してください。.
ここからが意外な部分です:多くの工場は「どちらの工具がより精密か」という質問だと考えます。そうではありません。精度はシステムに宿ります。本当の質問は「次の資本投入が、最も売れる時間に変換されるのはどれか」です。“
セットアップ1分あたりのトン数を追跡してください。それを、人間が不在の状態で発生する分数と照らし合わせてください。その2本の線を同じシートで見れば、安全な標準は消え、あなたの配達ルートに最も合うトラックが明らかになります。.


















