

Auf einer Messe letztes Jahr lehnte sich ein Käufer zu mir und flüsterte: “Da steht Bremsenpresse. Ist das etwas anderes als eine Abkantpresse?”
Zwei Stände. Zwei 10-Fuß-Maschinen. Gleiche 135-Tonnen-Bewertung. Gleicher Hub. Gleicher Hinteranschlag. Das einzige, was unterschiedlich war, war das Logo auf der Seitenverkleidung.
Er war bereit, eine Shortlist allein aufgrund dieser Formulierung zu erstellen.
So verlieren Eigentümer Geld.

Wenn es einen mechanischen Unterschied gäbe, würde ich Ihnen das Gussteil, den Stößel, den Antrieb zeigen. Etwas, auf das Sie mit einem öligen Finger zeigen könnten.
Gibt es nicht.
Eine Abkantpresse ist eine Maschine, die Blech durch Einpressen eines Stempels in eine Matrize biegt. Das ist alles. Nennen Sie es Bremsenpresse, nennen Sie es Biegepresse – dem Stahl ist das egal. Der Stößel fährt trotzdem herunter. Das Material gibt immer noch an seiner Zugfestigkeitsgrenze nach. Der Biegewinkel hängt immer noch von Tonnage, Werkzeug und Hubsteuerung ab.
1924 nannte Cincinnatis Patent sie “Press Brake”. Jahrzehnte bevor Hydraulik aufkam, haftete dieser Begriff an mechanischen Schwungradmaschinen. Aber schon davor nutzten Werkstätten manuelle “Bremsen”, um Gesimse und Dächer zu biegen. Die Worte überschnitten sich, weil die Funktionen sich überschnitten.
Das ist nicht Ford gegen Chevy.
Es ist, als würde man über das Emblem auf der Motorhaube streiten und dabei den Motor darunter ignorieren. Und ich habe gesehen, was passiert, wenn jemand sich auf das Emblem konzentriert. Vor Jahren bestellte ein Datenblatt-Fanatiker ein “neues Modell”, von dem er schwor, es sei anders, weil es im Prospekt anders bezeichnet wurde. Gleicher Rahmen, andere Lackierung. Wir verschrotteten Edelstahlpaneele im Wert von $18.000, als er zu spät merkte, dass die Maschine die Wiederholgenauigkeit der Tiefe nicht so steuern konnte, wie er angenommen hatte.
Das Metall versagte nicht. Das Denken tat es.
Also, wenn die Worte Maschinen nicht unterscheiden – was tut es?
Gehen Sie durch ältere Werkstätten und Sie werden häufiger “Press Brake” hören. Das liegt nicht daran, dass es technisch überlegen ist. Es liegt daran, dass Hersteller Kataloge und Patente um diese Formulierung standardisierten, sobald motorbetriebene Maschinen die manuellen Blattbremsen ersetzten.
Mechanische Schwungradmaschinen in den frühen und mittleren 1900er Jahren wurden als Press Brakes verkauft. Der Name blieb, als Hydraulik in den 1950er und 60er Jahren übernahm. Verkaufsunterlagen, Schulungsmanuale, Ersatzteilkataloge – alle sagten Press Brake. Branchengewohnheit entstand.
Aber “Brake Press” starb nie, weil ältere Handwerker es gewohnt waren, “Brake” zuerst zu sagen. Im Dach- und HVAC-Bereich kam das Wort “Brake” vor “Press”. Regionale Gewohnheiten bleiben. Werkstattslang bleibt noch stärker.
Kein Begriff signalisiert die Rahmenkonstruktion. Keiner sagt Ihnen, ob der Stößel von einem Schwungrad, Hydraulikzylindern oder einem Servomotor angetrieben wird.
Es ist dieselbe Werkzeugklasse, die zwei Dialekte trägt.
Warum verschwenden Käufer also immer noch Stunden damit, darüber zu diskutieren?
Weil es sich wie sorgfältige Prüfung anfühlt.
Du bist neu. Du willst nicht wie ein Zeitverschwender wirken. Also suchst du nach verborgenen Unterschieden in der Wortwahl und denkst, du hättest etwas entdeckt, das nur Insider wissen. Währenddessen hast du noch nicht gefragt, was tatsächlich die Wiederholgenauigkeit bestimmt: das Antriebssystem und wie es Kraft und Position steuert.
Ich habe einmal gesehen, wie ein Einkaufsleiter in drei Meetings klärte, ob die “Abkantpresse” eines Anbieters ein anderes Biegeverfahren verwendete. Er fragte nie nach der Synchronisationstoleranz des Stößels. Die Maschine kam mit hydraulischen Driftproblemen bei niedriger Tonnage. Wir jagten wochenlang der Winkelkonstanz hinterher. Zwei Aufträge verloren.
REGEL FÜR DIE WERKSTATT: Wenn eine Frage nicht beantwortet werden kann, indem man auf ein physisches Bauteil oder eine messbare Spezifikation zeigt, schützt sie dein Geld nicht.
Terminologie sagt dir nichts über die Zyklusgeschwindigkeit unter Last. Sie sagt dir nichts über den Energieverbrauch im Leerlauf. Sie sagt dir nichts darüber, wie genau der Stößel bei 0,001 Zoll stoppt.
Antriebssysteme schon.
Und dort beginnt der eigentliche Vergleich.
Bei einer Vorführung vor zwei Wintern hatte ich eine Stromzange am Hauptanschluss einer 110‑Tonnen‑hydraulischen Abkantpresse hängen. Kein Material im Werkzeugspalt. Stößel in oberem Totpunkt geparkt. Der Motor zog trotzdem konstant Strom, nur um den Systemdruck aufrechtzuerhalten. Öl zirkulierte. Pumpe summte. Geld verbrannt.
In derselben Woche, in einer anderen Werkstatt, eine 100‑Tonnen‑Servo‑Elektromaschine. Stößel im Leerlauf. Leistungsaufnahme zwischen den Zyklen fast null. Als der Bediener das Pedal trat, drehten die Doppelservomotoren die Kugelgewindespindeln, bewegten den Stößel nach unten, stoppten millimetergenau und wurden dann wieder leise.
Das ist der Motor unter der Haube.
Wenn der Name auf der Seitenwand keine Rolle spielt, dann das hier. Das Antriebssystem bestimmt, wie Kraft erzeugt wird, wie Position gesteuert wird, wie viel Strom du bezahlst und wie oft du bis zum Ellenbogen in der Wartung steckst, anstatt Teile zu biegen. Hydraulik und Servo‑Elektro sind die einzigen beiden ernstzunehmenden modernen Wettbewerber. Mechanisch ist das alte Arbeitspferd, zu dem wir gleich kommen.
Du kaufst kein Wort. Du kaufst die Art und Weise, wie sich der Stößel bewegt.
Und diese Bewegung ist es, die dir Geld einbringt oder kostet.
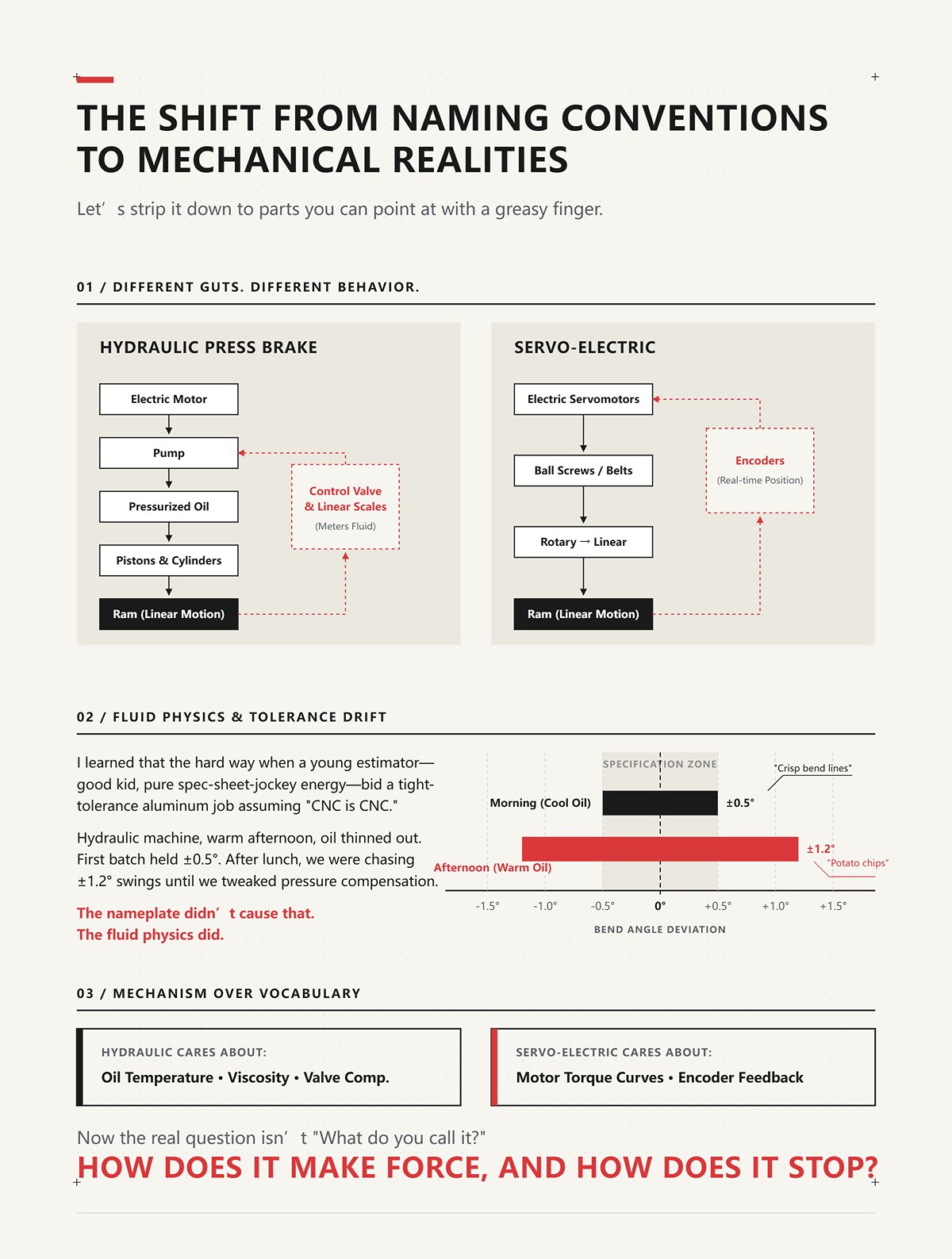
Lass uns das auf Teile reduzieren, auf die du mit einem ölverschmierten Finger zeigen kannst.
Eine hydraulische Abkantpresse verwendet einen Elektromotor, um eine Pumpe anzutreiben. Diese Pumpe setzt Öl unter Druck. Das Öl drückt Kolben in Zylindern. Die Zylinder bewegen den Stößel. Die Position wird mit Linearmaßstäben überwacht, und ein Steuerventil dosiert die Flüssigkeit, um die programmierte Tiefe zu erreichen.
Eine servo‑elektrische Presse verzichtet auf Öl. Elektrische Servomotoren treiben Kugelgewindespindeln oder Riemensysteme an, die direkt mit dem Stößel verbunden sind. Drehbewegung wird zu Linearbewegung. Encoder verfolgen die Position in Echtzeit. Wenn der Motor stoppt, stoppt auch der Stößel.
Andere Innereien. Anderes Verhalten.
Das habe ich auf die harte Tour gelernt, als ein junger Kalkulator – guter Junge, reine Datenblattenergie – einen Aluminiumauftrag mit enger Toleranz annahm, im Glauben, “CNC ist CNC”. Hydraulikmaschine, warmer Nachmittag, das Öl verdünnt. Die erste Charge hielt ±0,5°. Nach dem Mittagessen kämpften wir mit ±1,2°-Schwankungen, bis wir die Druckkompensation anpassten. Wir verschrotteten einen Stapel Paneele, die wie Kartoffelchips mit scharfen Biegelinien aussahen.
Das Typenschild war nicht die Ursache. Die Fluidphysik war es.
Hydrauliköl ändert seine Viskosität mit der Temperatur. Dünneres Öl fließt anders durch Ventile, was beeinflusst, wie genau der Stößel stoppt, sofern das System nicht gut kompensiert. Servoelektrik kümmert sich nicht um Öltemperatur – weil es kein Öl gibt. Sie kümmert sich um Motordrehmomentkurven und Encoder-Rückmeldungen.
Siehst du, wie sich das Gespräch gerade vom Vokabular zum Mechanismus verschoben hat?
Die eigentliche Frage ist jetzt nicht “Wie nennt man das?”, sondern “Wie erzeugt es Kraft und wie stoppt es?”

Stell dir eine 10-Stunden-Schicht mit gemischten Teilen vor – kleine Halterungen, dann lange 3-Meter-Paneele aus Baustahl, dann wieder kurze Edelstahlteile.
Bei einer Hydraulikmaschine läuft die Pumpe während der Produktionsstunden oft durchgehend. Selbst wenn man nicht biegt, hält sie den Druck aufrecht, damit der Stößel sofort reagieren kann. Das bedeutet einen konstanten Energieverbrauch. Für diese Leerlaufzeit zahlst du. Über ein Jahr gesehen, bei einer Werkstatt mit Ein-Schichtbetrieb, kann dieser Unterschied allein Tausende an Stromkosten ausmachen.
Servoelektrische Maschinen verbrauchen den größten Teil ihrer Energie während des tatsächlichen Biegevorgangs. Zwischen den Hüben laufen die Motoren im Leerlauf. Weniger Wärme, weniger Lärm, normalerweise kein Ölkühlsystem. Niedrigere Umgebungstemperatur in der Nähe der Maschine.
Aber Energie ist nur eine Spalte in der Tabelle.
Präzision ist der Punkt, an dem der Antriebstyp stärker durchschlägt.
Hydraulik erzeugt Kraft gleichmäßig und glänzt bei hoher Tonnage über lange Bänke hinweg. Moderne Systeme mit Regelkreisen und Bombierung (ein System, das die Durchbiegung des Betts kompensiert) können den ganzen Tag über enge Winkel halten – wenn sie gut gewartet werden. Sie sind nachsichtig bei dickem Blech, weil der Fluiddruck die Kraft gleichmäßig verteilt.
Servoelektrik glänzt in Wiederholgenauigkeit und Steuerung der Abwärtsgeschwindigkeit. Da Servomotoren Beschleunigung und Verzögerung präzise steuern können, erhält man programmierbare Annäherungsgeschwindigkeiten, langsame Formgeschwindigkeiten und schnelle Rückläufe mit sehr feiner Positionskontrolle. Bei Kleinserien und komplexen Teilen reduziert diese Reaktionsfähigkeit die Einrichtzeit und das Feintuning des ersten Teils.
Ich habe einmal gesehen, wie eine Werkstatt einen Auftrag mit dünnem Edelstahlblech von einer älteren Hydraulikmaschine auf eine servoelektrische umstellte. Gleiches Werkzeug. Gleicher Bediener. Die Servoeinheit ließ ihn in winzigen Schritten bis zum unteren Totpunkt fahren, ohne zu überschießen. Der Ausschuss bei den ersten Teilen sank merklich.
Anderer Auftrag, anderes Ergebnis.
Hier stolpern viele neue Käufer: Sie nehmen an, “präziser” bedeute immer “profitabler”. Das ist Schaufensterlogik. Wenn man jeden Tag Tausende von 10-mm-Stahlhalterungen produziert, kann die rohe Stabilität und der geringere Anschaffungspreis einer gut gebauten Hydraulikmaschine in der Kapitalrendite besser abschneiden als ein Servo.
WERKSTATTREGEL: Wähle den Antriebstyp passend zu deinem dominanten Arbeitsprofil – nicht zu deinem Ego oder dem Demo-Teil, das der Verkäufer biegt.
Hydraulik-Vorteile:
Servo-elektrische Vorteile:
Fähigkeit ist kein Branding. Es ist Physik plus Arbeitslast.
Also bevor Sie ein Modell im Katalog einkreisen, beantworten Sie diese Frage: Sind Sie eine High-Mix-, Low-Volume-Werkstatt, die schnelle Umrüstungen sucht? Oder ein Produktionsbetrieb, der dasselbe Teil 20.000 Mal fertigt?
Denn ein Antrieb belohnt Flexibilität. Der andere belohnt anhaltende Kraft.
Und das lässt das alte Eisen übrig.
Gehen Sie zurück ins Jahr 1924. Cincinnatis frühe Abkantpressen-Designs waren mechanisch – Schwungrad, Kupplung, Kurbel. Energie gespeichert in einer rotierenden Masse. Kupplung einrasten, und die gespeicherte Energie trieb den Stößel durch einen festen Hub.
Einfach. Gewaltig. Effektiv.
Mechanische Antriebe gerieten für die allgemeine Fertigung in Ungnade, weil die Hubsteuerung begrenzt ist und Sicherheitssysteme schwieriger zu integrieren sind als bei modernen hydraulischen und servo-elektrischen Designs. Man bekommt nicht dieselbe programmierbare Flexibilität. Der Hub ist an die Kurbelgeometrie gebunden.
Aber nennen Sie sie “tot”, dann reden Sie wie jemand, der noch nie den ganzen Tag in einer Fabrik gestanden und dasselbe Halterteil gestanzt hat.
Ein Schwungradsystem speichert kinetische Energie effizient. Einmal in Bewegung liefert es Zyklus für Zyklus konstante Kraft. Bei echten Hochvolumen-, wiederholten Anwendungen, bei denen Hub und Material sich nicht ändern, können mechanische Pressen in Durchsatz und Energieeffizienz pro Teil überlegen sein.
Vor Jahren sah ich, wie eine Produktionsserie von einer mechanischen Einheit auf ein neueres hydraulisches “Upgrade” verlegt wurde. Auf dem Papier sah es modern aus. In der Praxis verlängerte sich die Zykluszeit, und die Energiekosten stiegen, weil das Hydrauliksystem kontinuierlich lief. Die mechanische Maschine war für diesen einen Job optimiert. Wir bogen einen Stapel hochkohlenstoffhaltiger Laschen außerhalb der Toleranz während der Umstellung, während die Bediener das Timing neu erlernten.
Alte Technologie hat nicht versagt. Die Anwendung hat sich geändert.
Das gesagt, ist mechanisch für die meisten Fertigungsbetriebe – Werkstätten, kundenspezifische Arbeiten, variable Dicken – zu starr. Keine programmierbare Hubsteuerung. Begrenzte Anpassungsfähigkeit. Sicherheitsnachrüstungen werden teuer.
Hier also die Hierarchie in einfachen Worten:
Die Diskussion war niemals Abkantpresse versus Bremspresse.
Es ist Motor gegen Motor.
Und wenn Sie kurz davor sind, einen Kaufauftrag zu unterschreiben, ist das einzige “vs”, das zählt, welches Antriebssystem zur Arbeit passt, die tatsächlich Ihre Rechnungen bezahlt.
Letzten Winter stand ich neben zwei Angeboten auf dem Schreibtisch eines Besitzers. Eines war für eine 110-Tonnen-Hydraulik zu einem Preis, der die Bank nicht zum Blinzeln bringen würde. Das andere war eine 100-Tonnen-Servo-Elektrik, die fast doppelt so viel kostete. Der Besitzer fertigt drei Tage die Woche 10-Gauge-Baustahlhalterungen und die anderen zwei dünne Edelstahlgehäuse. Er schaute mich an und stellte die einzige Frage, die zählt: “Welche bringt mir über fünf Jahre mehr Geld?”
Nicht welche modern klingt. Nicht welche der Verkäufer am meisten poliert hat.
Welche zur Arbeit passt, die tatsächlich die Rechnungen bezahlt.
Sie kennen die Physik bereits – Fluiddruck versus motorgetriebene Kugelspindeln oder Riemen. Jetzt lassen wir diese Physik durch Ihre Auftragsmischung, Ihren Arbeitszyklus, Ihre Toleranzen und Ihre Stromrechnung laufen. Denn der Antriebstyp verändert nicht nur, wie sich der Stößel bewegt. Er verändert, wie sich das Geld bewegt.
Stellen Sie sich ein 14-Fuß-Bett vor, das eine 3/8-Zoll-Platte mit einem durchgehenden Stempel biegt. Sie bewegen sich im oberen Bereich der Tonnagetabelle. Der Rahmen biegt sich; das ist normal. Die Bombierung – das Ausgleichen dieser Durchbiegung – hält den Winkel über die Länge hinweg konstant. Ein hydraulisches System drückt gleichmäßig über beide Zylinder, und das Öl kümmert sich nicht darum, dass die Belastung brutal ist. Es überträgt einfach den Druck.
Hier verdienen Hydrauliken ihr Geld: anhaltend hohe Tonnage, lange Betten, dickes Material. Sie können Hydraulik mit 175, 250, 400 Tonnen kaufen, ohne dass die Preiskurve so steil wird wie bei Servo-Elektrik in diesen Bereichen. Die Komponenten – Pumpen, Ventile, Zylinder – sind ausgereift. Jeder Techniker im Umkreis von 200 Meilen weiß, wie man einen Zylinder neu abdichtet.
Diese Lektion habe ich auf die laute Art gelernt. Vor Jahren haben wir versucht, schwere Laschen auf einer leichteren Maschine zu fahren, weil das Datenblatt sagte, die Tonnage sei “fast ausreichend”. Wir haben einen Stempel gerade so weit durchgebogen, dass jedes Teil einen halben Grad Fehler hatte. Dieser Stempel sah aus wie eine Banane, als wir ihn auf der Werkbank rollten. Verformtes Metall, und es war unsere Schuld, weil wir mit der Grenze gespielt haben.
Hydrauliken verzeihen viel – aber keine Unterdimensionierung.
WERKSTATT-REGEL: Wenn Ihre Brot-und-Butter-Jobs über 60–70 % der Nenn-Tonnage für Stunden am Stück liegen, kaufen Sie Masse und Öl, nicht Marketing.
Aber diese brutale Kraft lässt irgendwo im Gebäude ein Zählwerk laufen, oder?
Betreten Sie eine Werkstatt mit einer älteren hydraulischen Abkantpresse um 14 Uhr. Die Maschine taktet nicht. Sie hören sie trotzdem – das gleichmäßige Brummen des Motors, der die Pumpe antreibt, um den Druck aufrechtzuerhalten, damit der Stößel sofort reagieren kann. Dieser Motor kann mehrere Dutzend Pferdestärken haben. Selbst bei Teillast zieht er spürbar Strom.
Hier ist der Mechanismus: Hydraulische Systeme lassen die Pumpe während der Produktion oft kontinuierlich laufen. Öl zirkuliert, wird durch Ventile geschert, erzeugt Wärme. Wärme erfordert Kühlung – Luft- oder Ölkühler. Kühlung benötigt mehr Strom. Nichts davon taucht in der Schlagzeile “110 Tonnen” auf.”
Ein Servo-Elektro ist anders. Der Servomotor zieht während des Biegens erheblich Strom – beschleunigen, formen, abbremsen. Zwischen den Hüben hat er einen niedrigen Stromverbrauch im Leerlauf. Keine konstante Ölzirkulation. Keine Hydraulikflüssigkeit, die den Betrieb im Juli aufheizt.
In einem Ein-Schicht-Betrieb mit variablem Arbeitsablauf – biegen, messen, einstellen, auf den Gabelstapler warten, wieder biegen – summiert sich dieser Unterschied über ein Jahr. Ich habe gesehen, wie sich die Stromrechnungen merklich verringerten, nachdem eine ständig laufende Hydraulik in einer High-Mix-Werkstatt durch eine Servo-Elektro ersetzt wurde. Kein Zauber. Nur weniger Stunden, in denen eine Pumpe läuft, während am Werkzeug nichts passiert.
Und Wärme ist nicht nur Komfort. Heißes Öl verändert die Viskosität. Viskositätsschwankungen können die Wiederholgenauigkeit beeinträchtigen, wenn die Wartung vernachlässigt wird. Wir haben einmal einen halben Tag lang einen Winkelversatz verfolgt, bevor wir festgestellt haben, dass der Kühlventilator der Hydraulikeinheit ausgefallen war. Die Öltemperatur stieg, die Winkel drifteten, Edelstahlteile stapelten sich im Schrott mit einer schwachen blauen Anlassfarbe entlang der Biegung. Verlorenes Material, weil niemand auf das Temperaturmessgerät geschaut hat.
Das Datenblatt hat uns die Tonnage genannt. Es hat uns nicht vor Thermodynamik gewarnt.
Also, wenn Hydraulik mehr Betriebskosten verursachen kann, warum würde jemand doppelt so viel im Voraus für eine Servo-Elektro bezahlen, statt einfach die Stromrechnung zu akzeptieren?
Stellen Sie sich vor eine Servo-Elektro während eines Kurzlaufjobs. Der Stößel fährt schnell an, verlangsamt präzise vor dem Kontakt, fährt in programmierten Schritten sanft bis zum unteren Totpunkt und schnellt dann wieder hoch. Diese Bewegung wird von Servomotoren gesteuert, die über Kugelgewindespindeln oder Riemen Drehbewegung in lineare Kraft umwandeln. Die Position wird in einem geschlossenen Regelkreis überwacht – ständige Rückmeldung passt sich in Echtzeit an.
Für diese Kontrolle zahlen Sie. Die Motoren, Antriebe, Feedbacksysteme – sie sind nicht billig. Bei mittlerer Tonnage ist es üblich, einen erheblichen Aufpreis gegenüber Hydraulik im Anschaffungspreis zu sehen.
Wo holt man das wieder rein?
Erstens Energie bei niedrigen Belastungszyklen. Wenn Ihre Bediener genauso viel Zeit mit Einrichtung und Kontrolle verbringen wie mit Biegen, verbrennt die Servo keinen Strom nur um bereit zu sein.
Zweitens weniger Zusatzsysteme. Keine Hydraulikölwechsel. Keine Filterwechsel. Weniger Leckstellen. Das bedeutet weniger Wartungsstunden und geringeres Risiko der Kontamination bei optisch hochwertigen Teilen.
Drittens Geschwindigkeit zwischen den Biegungen. Servo-Systeme können hohe Schnellfahrgeschwindigkeiten für Annäherung und Rücklauf mit enger Positionskontrolle erreichen. Bei kurzen Flanschen und kleinen Teilen bedeuten selbst eingesparte Sekunden pro Zyklus über tausende Teile realen Durchsatz.
Aber hier ist die Falle für den Datenblatt-Fanatiker: anzunehmen, dass Aufpreis gleich Gewinn bedeutet. Wenn Ihre Werkstatt zwei dicke Teile den ganzen Tag mit minimaler Anpassung bearbeitet, werden die Energieeinsparungen und Präzisionsfunktionen den höheren Kaufpreis vielleicht nie ausgleichen.
Ich habe Käufer gesehen, die ihre Finanzierung für eine Servo-Elektro ausgedehnt haben, weil sie sich “zukunftssicher” anfühlte, dann jedoch schwere Platten in bescheidenem Umfang produzierten, wo die Stärken der Maschine kaum zum Tragen kamen. In der Zwischenzeit wurde der Cashflow enger. So geraten gute Werkstätten ins Schwitzen.
Wann hört diese feine Steuerung also auf, Luxus zu sein, und wird zu einer Notwendigkeit?
Nehmen Sie eine dünne 0,060-Zoll-Edelstahlabdeckung mit vier aufeinanderfolgenden Biegungen, die in ein lasergeschnittenes Gehäuse passen muss. Die Toleranz in der Endmontage lässt vielleicht ±0,5° pro Biegung zu, bevor Lücken sichtbar werden. Auf einer Hydraulikmaschine ohne sorgfältige Temperaturkontrolle und konsequente Einrichtung könnten Sie vom ersten bis zum fünfzigsten Teil abdriften, wenn sich die Bedingungen ändern.
Eine Servo-Elektro, mit direkter Positionskontrolle und minimaler thermischer Variabilität, kann programmierte Tiefen wiederholt mit sehr enger Konsistenz erreichen. Das reduziert die Erstteil-Anpassung und die Korrektur während des Laufs. In High-Mix-Umgebungen – täglich neue Teilenummern – verkürzt diese Stabilität die Einrichtungszeit. Einrichtungszeit ist Arbeitszeit. Arbeitszeit ist Kosten.
Aber wenn Sie 1/4-Zoll-A36-Bügel biegen, die in einen Rahmen mit großzügiger Passung geschweißt werden, kann ±1° völlig akzeptabel sein. Dafür mit Mikrometer-Wiederholgenauigkeit zu zahlen, ist wie einen Mikrometer zu kaufen, um Zaunpfosten zu messen.
Wir haben einmal eine Charge kosmetischer Aluminiumplatten verschrottet, weil sich die Winkelabweichungen über mehrere Biegungen aufsummierten. Die Teile wackelten auf einem flachen Tisch. Der Kunde lehnte sie ab. Dieser Auftrag hätte auf einer Maschine mit präziserer Positionskontrolle ausgeführt werden müssen. Stattdessen zwangen wir ihn auf ein Gerät, das für schwerere Arbeiten gebaut war. Wieder ruiniertes Metall – aber diesmal war der Fehler nicht die Presskraft. Es war eine Abweichung in der Toleranz.
WERKSTATT-REGEL: Präzision zahlt sich nur aus, wenn der nachgelagerte Prozess Ungenauigkeit bestraft.
Also, so entscheidest du, Lehrling.
Wenn dein Umsatz auf dickem Material, langen Betten und dauerhaft hoher Presskraft basiert, liefert Hydraulik Kraft pro Dollar und bewährte Haltbarkeit.
Wenn dein Umsatz aus vielseitigem, dünnem Material mit engen Toleranzen, häufigen Rüstungen und Leerlaufphasen stammt, wandelt Servo-Elektrik Kontrolle und Energieeinsparungen in Gewinnmarge um.
Nicht das Emblem auf der Haube. Nicht welcher Begriff sich richtig anhört.
Was zeigt dein Auftragsprotokoll der letzten 12 Monate tatsächlich – und bist du mutig genug, dafür zu kaufen statt für das Demoteil auf der Messe?
Letzten Winter saß ich an einem vernarbten Pausenraumtisch mit einem Werkstattbesitzer, der zwei Angebote vor sich hatte: eine $118.000 Hydraulik und eine $147.000 Servo-Elektrik. Er tippte immer wieder auf die $29.000 Lücke, als wäre es ein stromführender Draht.
“Über fünf Jahre”, fragte er mich, “welche bringt mir tatsächlich mehr Geld?”
Gut. Das ist die einzige Frage, die zählt.
So habe ich ihn dazu gebracht, sie mit seinen eigenen Zahlen zu beantworten:
Keine Datenblattfantasie. Deine Protokolle. Deine Stromrechnung. Deine tatsächlichen Ausfallzeiten.
Ein Schaulustiger hört bei Punkt eins auf. Ein Eigentümer, der langfristig bestehen will, betrachtet alle fünf.
Das habe ich auf die teure Art gelernt, als wir eine alternde Hydraulik behielten “weil sie abbezahlt war”. Im vierten Jahr platzte ein Schlauch während eines kosmetischen Edelstahlauftrags. Öl vernebelte das Blech. Wir versuchten zu wischen und zu retten. Es verschmierte. Wir verschrotteten die gesamte Charge. Ruiniertes Metall, das mehr kostete als eine vierteljährliche Rate für eine neue Maschine. Da wird einem klar, dass der Rechnungsbetrag nie die wahre Zahl war.
Welche Position beeinflusst also die Entscheidung über fünf Jahre hinweg am stärksten?
Nehmen wir ein einfaches hypothetisches Beispiel. Zwei Maschinen:
Diese $30.000 Differenz wirkt gewaltig, weil sie sofort spürbar ist. Banken und Eigentümer spüren beide diese Unmittelbarkeit.
Jetzt betrachten wir den Zeitraum von fünf Jahren.
Wir nehmen an, dass die Einnahmefähigkeit für die tatsächliche Arbeitslast der Werkstatt ähnlich ist. In Lebenszyklusanalysen, die ich gesehen habe, entfallen bei Hydraulikanlagen oft etwa 60 % der Eigentumskosten auf Wartung und Service, während Servoantriebe näher bei 30 % liegen. In einer Vergleichsanalyse entsprach das ungefähr einem Unterschied von $12.000 pro Jahr bei Wartung und Energie zusammen. Über fünf Jahre ergibt das $60.000.
Plötzlich ist Ihr Aufpreis von $30.000 doppelt wieder hereingeholt.
Aber hier gerät der „Datenblatt-Spezialist“ in Schwierigkeiten: Diese Zahlen gelten nur, wenn die Stärken der Maschine tatsächlich genutzt werden. Wenn Sie den ganzen Tag schwere Bleche unter gleichmäßiger Last verarbeiten, kann eine moderne Hydraulik mit einer drehzahlgeregelten Pumpe (VFD) während Leerlaufphasen den Energieunterschied verringern. Ihre jährliche Einsparung könnte schrumpfen. Die Amortisation zieht sich hin.
Gesamtkosten des Eigentums sind kein Schlagwort. Es ist ein modellabhängiges Konzept, das auf die Arbeitslast reagiert.
WERKSTATT-REGEL: Wenn Sie nicht mechanisch erklären können, woher die Einsparungen kommen, rechnen Sie sie nicht finanziell an.
Woher kommen diese Einsparungen also tatsächlich – aus Energie oder aus Wartung?
| Kategorie | Hydraulikmaschine | Servo-elektrische Maschine |
|---|---|---|
| Anschaffungspreis | $120,000 | $150.000 (25 % höherer Anschaffungspreis) |
| Anfängliche Preisdifferenz | — | $30.000 Aufpreis |
| Einnahmefähigkeit (angenommen) | Vergleichbar für die gegebene Arbeitslast | Vergleichbar für die gegebene Arbeitslast |
| Wartungs- und Serviceanteil der Besitzkosten | ~60 % der Gesamtbesitzkosten | ~30 % der Gesamtbesitzkosten |
| Geschätzter jährlicher Unterschied bei Wartung + Energie | Höher | ~12.000 weniger pro Jahr (kombinierte Einsparungen) |
| Auswirkung von Wartung + Energie über 5 Jahre | — | ~60.000 Gesamteinsparung über fünf Jahre |
| Prämienrückgewinnung über 5 Jahre | — | Eine Prämie von 30.000 wird effektiv zweimal gedeckt |
| Hinweis zur Energieeffizienz | Moderne Systeme mit Frequenzumrichter (VFD) können den Leerlaufenergieverbrauch senken und die Lücke verringern | In der Regel konstruktionsbedingt energieeffizienter |
| Empfindlichkeit gegenüber Arbeitslast | Arbeitsleistung gut bei konstant hohen Lasten | Einsparungen hängen von einer Arbeitslast ab, die die Maschinenstärken nutzt |
| Risikofaktor | Geringere Anschaffungskosten, aber möglicherweise höhere langfristige Ausgaben | Höhere Anschaffungskosten; Einsparungen hängen von der tatsächlichen Nutzung ab |
| Schlüsselprinzip | Die Gesamtkosten des Eigentums (TCO) hängen von den realen Betriebsbedingungen ab | Einsparungen müssen mechanisch erklärbar sein, um finanziell gültig zu sein |
| Werkstattregel | Wenn Sie mechanisch nicht erklären können, woher die Einsparungen kommen, zählen Sie sie nicht finanziell | Dasselbe Prinzip gilt |
Stellen Sie sich eine Acht-Stunden-Schicht an einer Hydraulik ohne fortgeschrittene Pumpensteuerung vor. Der Motor läuft. Öl zirkuliert. Selbst wenn der Bediener Teile misst oder auf einen Gabelstapler wartet, zieht die Pumpe Strom und erwärmt die Flüssigkeit.
Wenn die Öltemperatur steigt, sinkt die Effizienz. Ich habe Analysen gesehen, die etwa einen Effizienzabfall von 1% pro Stunde zeigen, wenn sich die Flüssigkeit während des Dauerbetriebs erwärmt, und gegen Ende der Schicht unter eine hohe Effizienz von 80% fällt, wenn die Kühlung nicht perfekt ist. Das ist nicht nur ein Stromproblem – es ist Wärme, die Sie bezahlt haben, um sie zu erzeugen.
Servo-elektrisch dreht das Muster um. Hoher Verbrauch während des Biegehubs. Geringer Verbrauch zwischen den Hüben. In Werkstätten mit hoher Vielfalt – biegen, prüfen, anpassen, mit dem Programmierer sprechen – macht dieser Leerlaufunterschied etwas aus.
Jetzt zum Gegenargument: Pro Hub kann ein Servo-elektrisches System erhebliche Spitzenleistungen ziehen, um die Hydraulik-Tonnage zu erreichen. Bei Arbeiten mit geringem Volumen und sporadischen schweren Hüben stapeln Sie nicht tausende Zyklen pro Tag. Energieeinsparungen können dabei nicht das dominierende Element sein. Und wenn Ihr Versorger Gebühren für Spitzenlasten erhebt, sind diese Spitzenwerte wichtig.
Deshalb lasse ich die Eigentümer die Jobprotokolle des letzten Jahres durchsehen. Wie viele Zyklen pro Stunde? Wie viel Leerlauf? Wie viele echte Teile mit hoher Tonnage?
Energie summiert sich. Aber nur proportional zur Bewegung.
Wir haben einmal bei einem langen Aluminiumlauf inkonsistente Winkel gejagt und das Werkzeug beschuldigt. Bis zur sechsten Stunde war das Öl so heiß, dass sich der Hub anders anfühlte. Winkel drifteten. Wir passten während des Laufs an. Die ersten 40 Teile und die letzten 40 passten nicht zusammen. Schrottbehälter gefüllt. Wieder ruinierte Metallteile, courtesy of Thermodynamik, die niemand eingeplant hatte.
Energiekosten sind auf einer Rechnung sichtbar. Wärmeschwankungen zeigen sich als Ausschuss.
Damit kommen wir zu den Kosten, die nie ordentlich in einer Tabelle erscheinen.
Im ersten Jahr sind Hydrauliken in Ordnung. Im zweiten Jahr immer noch. Im dritten Jahr beginnen die Dichtungen zu altern, Ventile klemmen, und kleine Lecks werden zu “wir reparieren es beim nächsten Stillstand”.”
Hydrauliksysteme hängen von der Sauberkeit des Öls, der Integrität der Dichtungen, der Gesundheit der Pumpe und der Reaktion der Ventile ab. Jede Komponente ist ein Verschleißpunkt. Nicht jedes Mal katastrophal – aber probabilistisch. Und Wahrscheinlichkeiten summieren sich.
In Lebenszyklusvergleichen, die ich überprüft habe, lag der Wartungsanteil der Gesamtkosten für Hydrauliken etwa doppelt so hoch wie bei Servo-elektrischen Systemen. Weniger bewegliche Flüssigkeitskomponenten bedeuten weniger Verbrauchsmaterialien. Keine Ölwechsel. Keine Filterwechsel. Weniger Leckpfade.
Aber lassen Sie uns den Belastungstest machen.
Moderne Hydrauliken mit Frequenzumrichtern (VFDs) und besserer Kühlung verringern die Energielücke und können die Wärmestressbelastung senken, was den Verschleiß verlangsamt. Ein diszipliniertes Wartungsprogramm kann sie über Jahre hinweg zuverlässig halten. Wenn Ihre Werkstatt bereits hydraulische Systeme gut betreibt – sauberes Öl, protokollierte Temperaturen, geplante Dichtungssätze – sehen Sie möglicherweise keine dramatischen Unterschiede bei Ausfallzeiten.
Wenn Sie jedoch zu den Betrieben gehören, die sagen “wir wechseln die Filter, wenn es anfängt, sich seltsam zu verhalten”, dann melden Sie sich statistisch gesehen nach dem dritten Jahr für gehäufte Ausfälle an.
Und Ausfallzeit ist nicht nur Reparaturkosten. Es sind verpasste Lieferungen. Beschleunigte Fracht. Überstunden zum Aufholen. Verärgerte Kunden.
Wir haben einmal eine Woche verloren, während wir auf einen proprietären Hydraulik-Ventilblock gewartet haben. Die Maschine stand still. Bediener wurden umassigned. Aufträge wurden neu geplant. Ein Kunde zog zukünftige Arbeiten zurück. Die Reparaturrechnung war nicht das, was weh tat. Der leere Zeitplan zwei Monate später schon. Ruiniertes Metall kann ich recyceln. Ruinierter Ruf bleibt.
WERKSTATT-REGEL: Ausfallkosten = (verlorene Bruttomarge pro Stunde × Ausfallstunden) + Wiederherstellungsarbeit. Wenn Sie diese Zahl nicht kennen, raten Sie nur.
Jetzt haben Sie die Bestandteile: Kaufpreis, Energieverbrauchsmuster, Wartungswahrscheinlichkeit, Ausfallzeit-Risiko.
Der nächste Schritt ist nicht, Hydraulik gegen Servo-Elektro wie eine Religion zu diskutieren. Es ist, ein Fünf-Jahres-Arbeitsblatt zu erstellen, das mit Ihrem Tonnage-Mix, Zykluszahlen, Stundenlohn und Wachstumsplänen verknüpft ist—weil eine Maschine, die heute passt, aber Ihren nächsten Auftrag blockiert, nur ein langsamerer Weg ist, $150.000 zu verschwenden.
Was sagen Ihre letzten 12 Monate Biegen tatsächlich, was Sie kaufen sollten?
Sie wollen wissen, wie Sie die letzten 12 Monate Biegedaten nutzen, um die Maschine auszuwählen, die über fünf Jahre hinweg das meiste Geld einbringt.
Gut. Das ist die einzige erwachsene Frage in diesem ganzen “Abkantpresse vs. Press Brake”-Zirkus.
Holen Sie drei Zahlen aus Ihren Protokollen:
Jetzt hören wir auf, über das Emblem auf der Haube zu streiten, und beginnen, den Motor anzusehen.
Stellen Sie sich zwei Werkstätten vor. Gleicher Umsatz. Gleicher Platz. Die eine bearbeitet die ganze Woche 3/8″-Plattenhalterungen—gleichmäßige Hübe, lange Serien, hohe Tonnage. Die andere biegt 14-Gauge-Edelstahl in Chargen von 12 Teilen, wechselt dann das Werkzeug, wechselt dann das Material, ändert dann ihre Meinung. Wenn Sie in beide dieselbe Maschine stellen, sieht ein Besitzer aus wie ein Genie. Der andere wie ein Datenblatt-Fanatiker, der die falsche Leistungskurve gekauft hat.
Ich habe einmal gesehen, wie ein Zauderer auf einer Servo-Elektro bestand für einen Auftrag, der den ganzen Tag 1/2″-Struktur-Laschen beinhaltete. Nach sechs Monaten war die Maschine in Ordnung—aber am oberen Ende ihres Tonnagebereichs. Hitze in den Kugelgewindespindeln. Langsamere Zykluszeiten als angegeben. Sie haben keine Teile verschrottet. Sie sind einfach gekrochen. Gewinn floss in Sekunden pro Biegung davon. Ruiniertes Metall? Nein. Ruinierte Marge.
WERKSTATTREGEL: Wenn Ihre Daten Ihre Arbeit nicht in Tonnage-Bereiche und Zyklusmuster beschreiben, sind Sie nicht bereit, eine Maschine zu kaufen.
Also vergleichen wir Ihre Daten mit der Realität.
Wenn mehr als ein Drittel Ihres Umsatzes über 70 % der Nennlast liegt, verdient Hydraulik ernsthaften Respekt.
Hydraulische Systeme mögen Dauerbelastung. Öl unter Druck ist es egal, ob Sie den ganzen Nachmittag nahe der maximalen Tonnage arbeiten. Die Kolbenkraft ist gleichmäßig, verzeihend und skalierbar. Bei großen Teilen – lange Flansche, dickes Material – hilft die Trägheit des Systems tatsächlich, den Hub zu stabilisieren. Das ist kein Marketing. Das sind Masse und Fluiddynamik, die seit den 1970er Jahren dasselbe tun, als Hydraulik die mechanischen Schwungradmaschinen ablöste.
“Aber schon davor nutzten Werkstätten manuelle ‘Bremsen’, um Gesimse und Bedachungen zu biegen.” Genau. Leistung war nicht das Zauberwort. Kontrollierte Kraft war es. Schweres Blech verlangt kontrollierte Kraft über die Distanz.
Wenn Ihr Protokoll lange Serien von dickem Material mit minimalen Werkzeugwechseln zeigt, helfen Ihnen die Energiespitzen von Servomotoren nicht viel. Die Leerlaufersparnis schrumpft, weil Sie nicht im Leerlauf sind – Sie arbeiten. Und einen Servo-Elektroantrieb ständig nahe der Spitzenlast zu betreiben, ist wie einen Pickup im roten Drehzahlbereich mit Anhänger das ganze Jahr zu fahren. Er macht es. Aber glücklich ist er dabei nicht.
Ich habe gesehen, wie ein 3/4″-Versteifungsblech auf einer unterdimensionierten elektrischen Einheit lief, bei der der Bediener die Biegungen aufteilen und die Winkel langsam anfahren musste, um Überlastfehler zu vermeiden. Die Teile bestanden den Test. Kaum. Der Arbeitsaufwand verdoppelte sich. Das Blech riss nicht – aber der Zeitplan. Verhauenes Metall? Dieses Mal nicht. Verhauenes Durchsatzvolumen.
Hier ist Hydraulik nicht altmodisch. Sie ist passend.
Also, wann kippt diese Logik?
Sehen Sie sich nun Ihre zweite Zahl an: durchschnittliche Biegungen pro Auftrag.
Wenn Sie sich in Chargen unter 25 Teilen bewegen, ändert sich das Spiel.
Servomotoren glänzen in kurzen Schüben – schnelles Anfahren, präziser Stopp, keine Pumpe läuft, während der Bediener den Winkel überprüft oder zum Regal geht. Der Motor zieht während der Biegung stark, schläft dann praktisch. In einer Werkstatt, in der die Hälfte der Schicht aus Rüsten, Prüfen und Anpassen besteht, zählt dieses Schlafen. Ebenso die Wiederholgenauigkeit vom ersten bis zum zweihundertsten Hub ohne Ölt temperaturdrift.
In Arbeit mit hoher Vielfalt ist der wahre Feind nicht die Tonnage, sondern verschwendete Bewegung.
Servosysteme bieten zudem eine präzisere Steuerung der Kolbenposition, was den “heranpirschen”-Tanz beim Einstellen neuen Materials verkürzt. Weniger Schleichen. Weniger Probeschläge. Wenn Ihr Protokoll Hunderte von Rüstungen pro Monat zeigt, summieren sich selbst zwei Minuten weniger pro Rüstung schnell.
Ich habe gesehen, wie eine Werkstatt von Hydraulik auf Servo in einer Prototypen-Umgebung wechselte – dünner Edelstahl, ständiger Werkzeugwechsel. Sie prahlten nicht mit Energieeinsparung. Sie prahlten mit Genauigkeit beim ersten Teil. Ausschuss sank, weil die ersten drei Teile nicht mehr als Opfergaben an die Winkelfeinde dienten. Eine schlechte Woche vor dem Wechsel hatte einen Behälter mit verzogenen Sichtblechen gefüllt, aufgrund Überkorrektur. Verhauenes Metall, das man sehen konnte. Verlorenes Vertrauen, das man nicht sehen konnte.
Aber lassen Sie mich das auf die Probe stellen: Wenn Ihr “hohe Vielfalt”-Bereich trotzdem häufige Biegungen nahe der Kapazität enthält, und Sie rein aus Geschwindigkeitsgründen elektrisch wählen, sollten Sie besser die verfügbare Tonnage bei Arbeitslänge bestätigen. Sonst sind Sie ein Datenblatt-Reiter, der Millisekunden jagt und dabei Kraft verhungern lässt.
REGEL FÜR DIE WERKSTATT: In Werkstätten mit hoher Vielfalt den Gewinn pro Rüststunde berechnen – nicht pro Biegung.
Damit bleibt das unangenehme Szenario.
Was ist, wenn Ihre Daten zeigen, dass Sie dazwischen liegen?
Hier belügen sich die meisten Inhaber selbst.
Ihre letzten 12 Monate zeigen, dass 80% Ihrer Arbeit mittelstark ist, unter 50% Tonnage, mit hoher Vielfalt. Servo-elektrisch scheint der offensichtliche Gewinner zu sein. Aber Ihre Vertriebspipeline zeigt einen Auftragnehmer, der sich für dickere Strukturteile interessiert. Oder Sie bieten Baugruppen an, die längere Flansche benötigen.
Wenn Wachstum bedeutet, in Dicke und Teilegröße aufzusteigen, wird eine Maschine, die heute passt, aber morgen begrenzt, zu einer Decke, für die Sie bezahlt haben.
Hydraulisch bietet Ihnen Erweiterungsspielraum bei der Tonnage zu niedrigeren Anschaffungskosten pro Tonne. Servo-elektrisch bietet Ihnen Geschwindigkeit und Präzision in der Mischung, die Sie bereits dominieren. Die falsche Wahl hat nichts mit den heutigen Aufträgen zu tun – sondern mit den Einschränkungen von morgen.
Ich habe einmal eine Werkstatt geprüft, die klein und elektrisch gekauft hat, weil “das unseren aktuellen Bedarf deckt.” Zwei Jahre später erhielten sie einen Auftrag für dickere Rahmen. Die Maschine konnte es technisch – am Limit. Zykluszeiten explodierten. Sie vergaben Überlauf extern zu dünnen Margen, nur um Liefertermine einzuhalten. Die Teile waren in Ordnung. Die Opportunitätskosten nicht. Ruiniertes Metall? Nein. Ruiniertes Wachstum.
Hier ist also das Gedankenexperiment, das ich jedem Inhaber gebe:
Wenn Ihr größter Kunde morgen seinen dicksten Auftrag verdoppeln würde, würde Ihre Maschine lächeln oder schwitzen?
Diese Antwort ist wichtiger als das, was die Verkaufsbroschüre dazu sagt.
Sie haben jetzt das Gerüst:
Hören Sie auf zu fragen, ob es eine Abkantpresse oder eine Press-Abkante ist.
Fangen Sie an zu fragen, welches Antriebssystem zur Art passt, wie Ihre Werkstatt tatsächlich in jeder einzelnen Schicht Geld verdient – und welches auch dann noch Sinn ergibt, wenn Ihr bester Kunde das Spiel verändert.
Sie starren auf zwei Angebote. Beide sagen 110 Tonnen. Beide biegen 3 Meter. Die eine summt den ganzen Tag bei hydraulischem Druck. Die andere wacht auf, schlägt hart zu und wird wieder still. Wenn Sie immer noch die Namen oben auf der Seite vergleichen, sind Sie dabei, eine sechsstellige Entscheidung mit dem Kopf eines Datenblatt-Jockeys zu treffen.
Wir haben Ihren Umsatz bereits den Tonnage-Bändern, der Rüstfrequenz und der Wachstumsrichtung zugeordnet. Jetzt zoomen Sie noch einen Klick weiter heraus. Eine Abkantpresse ist kein Maschinenkauf. Es ist ein Kauf einer Einschränkung. Sie kaufen das Ding, das am häufigsten “nein” in Ihrer Werkstatt sagt – nein zu Dicke, nein zu Geschwindigkeit, nein zu Präzisionsabweichung, nein zu Expansion. Gewinn lebt darin, wie selten es während bezahlter Stunden nein sagt.
Hydraulisch sagt: “Lehne dich den ganzen Nachmittag auf mich.” Servo-elektrisch sagt: “Rüste schnell um und triff deinen Winkel beim ersten Versuch.” Das sind keine Persönlichkeitseigenschaften. Es sind mechanische Konsequenzen davon, wie Kraft erzeugt und kontrolliert wird. Öl unter Druck toleriert Dauerlast. Servomotoren glänzen bei präziser Positionskontrolle und schneller Hubreaktion. Unterschiedliche Stärken. Unterschiedliche Ausfallpunkte. Unterschiedliche Arbeitskostenrechnung.
Vor einigen Jahren habe ich eine Werkstatt geprüft, die elektrisch gekauft hat, weil die Demo schnell wirkte. Ihre Arbeitsmischung verlagerte sich schleichend über 18 Monate hin zu dickeren, geformten Halterungen. Die Maschine konnte sie machen – bei 80–90% Kapazität. Zykluszeiten verlängerten sich. Bediener teilten Biegungen, um Überlastwarnungen zu vermeiden. Ausschuss stieg, wenn Rückfederungsschätzungen bei nahezu maximaler Belastung schiefgingen. An einem Freitag schleiften wir eine Palette gesprungener 1/2″-Teile zum Müllcontainer. Ruiniertes Metall stapelte sich hüfthoch. Die Maschine war nicht defekt. Sie war falsch eingesetzt.
Hören Sie also auf zu fragen, welcher Antrieb “besser” ist. Fragen Sie stattdessen, welches Ergebnis Sie optimieren: Dauerhaftige Hochlast-Produktion oder Hoch-Mix-Präzisionsdurchsatz mit minimalem Leerlauf. Durch diesen Perspektivwechsel wirkt Tonnage plötzlich anders, oder?
Tonnage ist verlockend, weil sie klar ist. Große Zahl. Einfacher Vergleich. 1974 war eine 1500-Tonnen-Maschine eine Schlagzeile, weil rohe Kraft noch die Grenze darstellte. Damals war Kapazitätserweiterung die Geschichte.
Heute ist Tonnage ohne Kontext nur eine Deckenhöhe auf Papier.
Zwei Maschinen können beide mit 110 Tonnen bewertet sein. Die eine liefert diese Kraft bequem über lange Einsatzzyklen mit thermischer Stabilität. Die andere liefert sie präzise – möchte aber nicht den ganzen Tag dort bleiben. Gleiche Zahl. Unterschiedliches Verhalten bei Wiederholung.
Und Anfänger übersehen den gefährlicheren Unterschied: Hydraulische Genauigkeit bedeutet oft Konsistenz unter Last, während Servopräzision die Positionskontrolle des Stößels (der beweglichen Traverse, die den Stempel antreibt) bedeutet. Wenn Ihre Arbeit scheitert, weil sich die Winkel nach 200 heißen Biegungen verschieben, ist das eine Art Problem. Wenn sie scheitert, weil die Erststückpositionierung bei dünnen Edelstahlprototypen nicht genau genug ist, ist das eine andere. Die Tonnage sagt Ihnen nicht, welches Risiko Sie kaufen.
WERKSHALLEN-REGEL: Vergleichen Sie niemals Tonnage, ohne zu fragen: “Bei welchem Arbeitszyklus, bei welcher Arbeitslänge und wie lange pro Schicht?”
Ich habe einmal einen Schaulustigen beobachtet, der damit prahlte, eine Maschine mit höherer Tonnage für weniger Geld ergattert zu haben. Sechs Monate später kämpfte er mit inkonsistenten Winkeln bei langen Strukturteilen, weil die Rahmendurchbiegung bei voller Arbeitslänge nicht dem entsprach, was er angenommen hatte. Die Teile erfüllten technisch die Mindestanforderungen – nach Nacharbeit. Die erste Charge langer Träger war so verdreht, dass sie nicht mehr zu retten war. Ruiniertes Metall, das aussah, als wäre es verknotet worden. Billige Tonnage. Teure Unwissenheit.
Die Vorab-Tonnage ist am wenigsten wichtig, weil sie nur dann aussagekräftig ist, wenn sie durch Ihr Arbeitsmuster gefiltert wird. Das wirft die eigentliche Frage auf: Was sollten Sie so klar wissen, dass sich das falsche Antriebssystem von selbst disqualifiziert, bevor Sie überhaupt ein Angebot anfordern?
Hier ist sie. Schreiben Sie sie an die Tafel.
Wo erzielt meine Werkstatt ihre Bruttomarge – unter dauerhaft hoher Belastung oder innerhalb der Rüstzeiten?
Wenn das Geld bei langen Läufen über 60–70% Kapazität verdient wird, passt Hydraulik zu Ihrem Cashflow. Sie toleriert Hitze, Wiederholung und schwere Formung ohne zu zucken. Energieeinsparungen durch Servo-Elektro werden den Reibungsverlust beim Betrieb nahe der Spitzenlast die ganze Woche nicht ausgleichen.
Wenn das Geld in kurzen Chargen, häufigen Werkzeugwechseln, engen Erststück-Toleranzen und Leerlaufzeiten des Bedieners zwischen den Biegungen verdient wird, verwandelt Servo-Elektro tote Minuten in bezahlte Leistung. Schneller Anlauf. Präziser Stopp. Der Motor ruht, wenn Sie nicht huben. Das ist wichtig in Umgebungen mit hoher Vielfalt, in denen die Hälfte der Schicht nicht biegt – sondern einstellt.
Das ist nicht philosophisch. Führen Sie eine einfache Hypothese mit Ihren echten Zahlen durch:
Multiplizieren Sie mit Ihrem kalkulierten Stundenlohn. Multiplizieren Sie mit 240 Arbeitstagen. Vergleichen Sie nun diese jährliche Arbeitsdifferenz mit dem Preisunterschied und dem erwarteten Wartungsmuster. Plötzlich ist der Kompromiss nicht mehr emotional. Er ist Arithmetik.
Ich habe eine prototypenlastige Werkstatt geprüft, die dies ehrlich erfasste. Sie stellte fest, dass fast 30% der bezahlten Abkantpressenzeit Rüstschleicherei war – das langsame Herantasten an Winkel. Nach dem Wechsel des Antriebs verbesserte sich die Erststückfreigabe so weit, dass ihr Schrottbehälter nicht mehr mit kosmetischen Edelstahlpaneelen gefüllt wurde, die um 1 Grad daneben lagen und für den Kunden unbrauchbar waren. Eine Woche vor der Umstellung zogen wir einen Wagen spiegelglatter Ausschussteile heraus, in denen man sein Spiegelbild sehen konnte. Ruiniertes Metall, das weh tat anzusehen. Die Maschine bog nicht nur schneller. Sie hörte auf, Lernzyklen zu verschwenden.
WERKSHALLEN-REGEL: Wählen Sie den Antrieb, der die Stunden schützt, in denen Ihre Marge entsteht, nicht die Spezifikation, die Besucher beeindruckt.
Hydraulik hat fünfzig Jahre lang dominiert, weil die meisten Werkstätten in kontinuierlicher Produktion mit variabler Blechdicke arbeiten und bezahlbare Kraft pro Tonne benötigen. Servo-elektrisch überlebt – und gedeiht – dort, wo Präzision pro Rüststunde die Rechnungen bezahlt. Keine von beiden ist die Zukunft. Beide sind Werkzeuge.
Wenn Sie also zwei Angebote erhalten und jemand anfängt darüber zu reden, ob es Pressbremse oder Bremsmaschine heißt, ignorieren Sie das Schild auf der Haube.
Fragen Sie, wo Ihr Gewinn tatsächlich entsteht.
Das richtige Antriebssystem ist dasjenige, das diesen Ort stärker macht – und die falsche Art von Arbeit so unangenehm macht, dass Sie nicht versehentlich in sie hineingeraten.


















