

На выставке в прошлом году я наблюдал, как покупатель наклонился ко мне и прошептал: “Это говорит о тормозном прессе. Чем он отличается от пресса для гибки?”
Два стенда. Два 10-футовых станка. Один и тот же рейтинг в 135 тонн. Один и тот же ход. Один и тот же задний упор. Единственное, что отличалось, это наклейка на боковой панели.
Он был готов составить краткий список на основе этой формулировки.
Вот так владельцы теряют деньги.

Если бы существовало механическое различие, я бы показал вам отливку, поршень, привод. Что-то, на что можно было бы указать грязным пальцем.
Но его нет.
Пресс для гибки — это машина, которая сгибает листовой металл, нажимая штамп в матрицу. Вот и всё. Называйте это тормозным прессом, называйте это прессом для гибки, стали всё равно. Поршень всё равно движется вниз. Материал всё равно поддается при достижении предела прочности. Угол изгиба всё равно зависит от тоннажа, инструмента и управления ходом.
В 1924 году патент Цинциннати называл это “прессом для гибки”. За десятилетия до появления гидравлики эта метка закрепилась за механическими маховичными машинами. Но даже до этого в мастерских использовались ручные “тормоза” для сгибания карнизов и кровли. Слова пересекались, потому что функции пересекались.
Это не Форд против Шевроле.
Это спор о значке на капоте, игнорируя двигатель под ним. И я видел, что происходит, когда кто-то сосредотачивается на значке. Годы назад человек, который занимался спецификациями, заказал “новый стиль” устройства, которое, как он клялся, было другим из-за того, как оно было обозначено в брошюре. Одна и та же рама, другая краска. Мы утилизировали панели из нержавеющей стали на сумму $18,000, когда он понял слишком поздно, что машина не могла контролировать повторяемую глубину так, как он предполагал.
Металл не подвел. Подвело мышление.
Так если слова не разделяют машины, что же делает?
Пройдитесь по старым мастерским, и вы чаще услышите “пресс для гибки”. Это не потому, что он технически превосходит. Это потому, что производители стандартизировали каталоги и патенты вокруг этой формулировки, как только мощные машины заменили ручные листовые тормоза.
Механические маховичные устройства в начале и середине 1900-х годов продавались как прессы для гибки. Название сохранилось, когда гидравлика взяла верх в 1950-х и 60-х годах. Листовки по продажам, учебные пособия, книги по запчастям — все говорили "пресс для гибки". Сложилась отраслевая привычка.
Но “тормозной пресс” никогда не исчез, потому что более старые мастера выросли, говоря сначала “тормоз”. В кровельных и ОВК-работах слово “тормоз” появилось раньше, чем “пресс”. Региональные привычки сохраняются. Сленг в мастерских сохраняется ещё сильнее.
Ни один из терминов не указывает на конструкцию рамы. Ни один из них не говорит вам, приводится ли поршень в движение маховиком, гидравлическими цилиндрами или сервомотором.
Это один и тот же класс инструментов, говорящий на двух диалектах.
Так почему же покупатели всё ещё тратят часы на споры об этом?
Потому что это кажется должной осмотрительностью.
Вы новички. Вы не хотите выглядеть как человек, который просто тратит время. Поэтому вы ищете скрытые различия в формулировках, думая, что вы раскрыли что-то, что знают только инсайдеры. Тем временем вы не спросили, что на самом деле контролирует повторяемость: силовую систему и то, как она управляет силой и положением.
Однажды я наблюдал, как менеджер по закупкам тратил три заседания на уточнение, использует ли “тормозной пресс” поставщика другой метод гибки. Он никогда не спрашивал о допуске синхронизации поршня. Машина пришла с проблемами гидравлического дрейфа при низком тоннаже. Мы искали несоответствие угла в течение нескольких недель. Потеряли два контракта.
ПРАВИЛО ПРОИЗВОДСТВЕННОГО ПОЛА: Если на вопрос нельзя ответить, указав на физический компонент или измеряемую спецификацию, он не защитит ваши деньги.
Терминология не скажет вам скорость цикла под нагрузкой. Она не скажет вам потребление энергии в режиме ожидания. Она не скажет вам, насколько точно поршень останавливается на 0,001 дюйма.
Силовые системы скажут.
И вот здесь начинается настоящее сравнение.
На демонстрации два зимы назад у меня был клещевой амперметр, висящий на главном питании гидравлического пресс-ножа на 110 тонн. В горле не было материала. Поршень был припаркован в верхней мертвой точке. Двигатель продолжал потреблять стабильный ток, чтобы поддерживать давление в системе. Масло циркулировало. Насос гудел. Деньги сгорали.
В ту же неделю, в другом магазине, 100-тонный сервопривод. Поршень в режиме ожидания. Потребление энергии упало до почти нуля между циклами. Когда оператор нажал на педаль, два сервомотора вращали шариковые винты, опускали поршень, останавливались на месте, а затем снова становились тихими.
Вот двигатель под капотом.
Если имя на боковой панели не имеет значения, то это имеет значение. Силовая система определяет, как генерируется сила, как контролируется положение, сколько энергии вы платите и как часто вы погружены по локти в обслуживание вместо того, чтобы гнуть детали. Гидравлические и сервоприводные системы — это единственные два серьезных современных претендента. Механические — это старая лошадь, к которой мы вернемся через минуту.
Вы не покупаете слово. Вы покупаете способ, которым движется поршень.
И это движение — то, что приносит вам деньги или убыточно.
Давайте разберем это на части, на которые можно указать грязным пальцем.
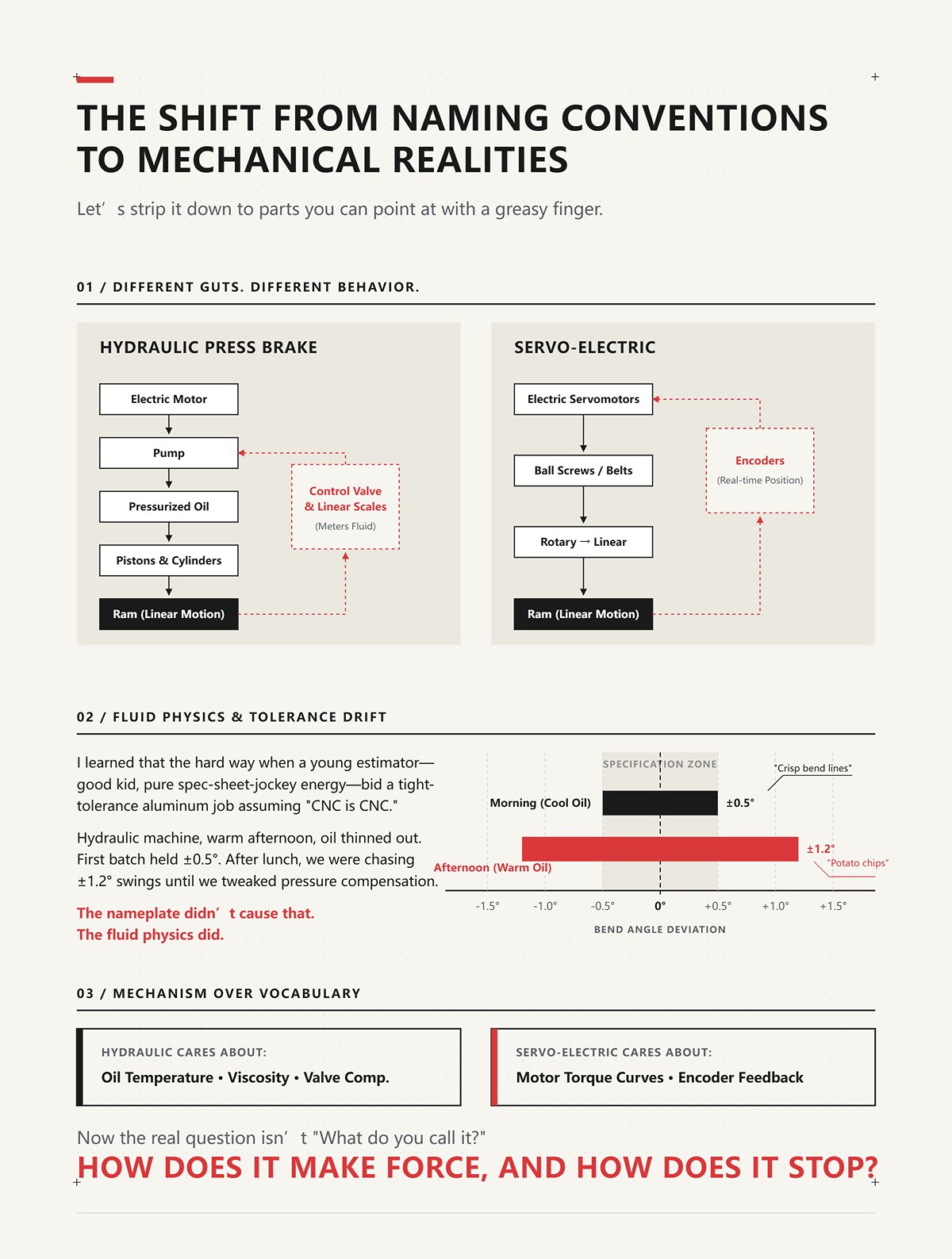
Гидравлический пресс-нож использует электрический двигатель для вращения насоса. Этот насос создает давление масла. Масло толкает поршни в цилиндрах. Цилиндры двигают поршень. Положение контролируется с помощью линейных шкал, а управляющий клапан регулирует поток жидкости, чтобы достичь заданной глубины.
Сервопривод пропускает масло. Электрические сервомоторы приводят в действие шариковые винты или ременные системы, непосредственно соединенные с поршнем. Вращательное движение становится линейным движением. Кодеры отслеживают положение в реальном времени. Когда двигатель останавливается, поршень останавливается.
Разные внутренности. Разное поведение.
Я узнал это на собственном опыте, когда молодой оценщик — хороший парень, с чистой энергией специалиста по спецификациям — сделал ставку на работу с алюминием с жесткими допусками, предполагая, что “ЧПУ — это ЧПУ”. Гидравлическая машина, теплый послеобеденный час, масло стало более жидким. Первая партия держала ±0,5°. После обеда мы гонялись за колебаниями ±1,2°, пока не настроили компенсацию давления. Мы утилизировали стопку панелей, которые выглядели как картофельные чипсы с четкими линиями изгиба.
Название на табличке не стало причиной этого. Причиной стали физические свойства жидкости.
Гидравлическое масло меняет вязкость с температурой. Более жидкое масло течет по-разному через клапаны, что изменяет точность остановки поршня, если система не компенсирует это должным образом. Сервоэлектрические машины не заботятся о температуре масла — потому что его нет. Они заботятся о кривых крутящего момента мотора и обратной связи от энкодера.
Видите, как разговор только что переключился с лексики на механизм?
Теперь настоящий вопрос не в том, “Как это называется?”, а в том, “Как оно создает силу и как останавливается?”

Представьте себе 10-часовую смену, сгибая смешанные детали — маленькие скобки, затем длинные панели из мягкой стали длиной 10 футов, затем снова короткие детали из нержавеющей стали.
На гидравлической машине насос часто работает непрерывно в течение рабочего времени. Даже когда вы не сгибаете, он поддерживает давление, чтобы поршень мог мгновенно реагировать. Это означает постоянное потребление энергии. Вы платите за это время простоя. За год в мастерской с одной сменой эта разница может составить тысячи за электричество.
Сервоэлектрические машины потребляют большую часть своей энергии во время фактического цикла сгибания. Между ударами моторы находятся в режиме ожидания. Меньше тепла, меньше шума, обычно нет системы охлаждения масла. Более низкая температура в мастерской вокруг машины.
Но энергия — это всего лишь один столбец в таблице.
Точность — это то, где тип привода бьет сильнее.
Гидравлика генерирует силу плавно и превосходит по высокому тоннажу на длинных столах. Современные системы с замкнутыми контролями и компенсацией (система, которая компенсирует прогиб стола) могут удерживать жесткие углы весь день — если за ними хорошо ухаживать. Они прощают ошибки при работе с толстыми плитами, потому что давление жидкости равномерно распределяет силу.
Сервоэлектрические машины блестят в повторяемости и контроле скорости поршня. Поскольку сервомоторы могут точно контролировать ускорение и замедление, вы получаете программируемые скорости подхода, медленные скорости формовки и быстрые возвраты с очень точным позиционным контролем. Для коротких серий и сложных деталей такая отзывчивость сокращает время настройки и регулировки первой детали.
Однажды я наблюдал, как мастерская переключила работу с тонкой нержавеющей стали с более старой гидравлической машины на сервоэлектрическую. Одни и те же инструменты. Один и тот же оператор. Сервоединица позволила ему медленно подойти к нижней мертвой точке маленькими шагами без перетаскивания. Количество отходов заметно уменьшилось на первых изделиях.
Разная работа, разный результат.
Вот где зеленые покупатели спотыкаются: они предполагают, что “более точное” всегда означает “более прибыльное”. Это логика тех, кто просто интересуется. Если вы производите скобки из плиты 3/8 дюйма тысячами, день за днем, хорошо построенная гидравлическая машина с ее грубой стабильностью и более низкой первоначальной стоимостью может превзойти серво по возврату на инвестиции.
ПРАВИЛО МАСТЕРСКОЙ: Соответствуйте тип привода вашему доминирующему профилю работы, а не вашему эго или демонстрационной детали, которую гнет продавец.
Преимущества гидравлики:
Преимущества сервоэлектрики:
Возможности — это не брендинг. Это физика плюс рабочая нагрузка.
Так что прежде чем обвести модель в каталоге, ответьте на это: вы высокомиксированная, малосерийная мастерская, стремящаяся к быстрой смене продукции? Или производственный дом, который штампует одну и ту же деталь 20 000 раз?
Потому что один привод вознаграждает гибкость. Другой вознаграждает устойчивую силу.
А это оставляет старый металл.
Вернемся в 1924 год. Ранние конструкции пресс-ножниц Cincinnati были механическими — маховик, сцепление, кривошип. Энергия, накопленная в вращающейся массе. Включите сцепление, и эта накопленная энергия приводила поршень через фиксированный ход.
Просто. Насильственно. Эффективно.
Механические приводы вышли из моды для общего производства, потому что управление ходом ограничено, а системы безопасности сложнее интегрировать по сравнению с современными гидравлическими и серво-дизайнами. Вы не получаете такую же программируемую гибкость. Ход связан с геометрией кривошипа.
Но называть их “мертвыми” — это говорить как человек, который никогда не стоял на заводе, штампующем один и тот же кронштейн весь день.
Система маховика эффективно накапливает кинетическую энергию. Как только она начинает вращаться, она обеспечивает постоянную силу цикл за циклом. В настоящих высокообъемных, повторяющихся приложениях, где ход и материал не меняются, механические прессы могут превзойти по производительности и энергоэффективности на деталь.
Несколько лет назад я видел, как производственный процесс перенесли с механического устройства на более новое гидравлическое “обновление”. На бумаге это выглядело современно. На практике время цикла увеличилось, а затраты на энергию возросли, потому что гидравлическая система работала непрерывно. Механическая машина была оптимизирована для этой одной работы. Мы согнули кучу высокоуглеродных табуляторов вне допуска во время перехода, пока операторы заново обучались таймингу.
Старая технология не провалилась. Изменилось применение.
Сказав это, для большинства фабрик — производственных мастерских, индивидуальных работ, переменной толщины — механические решения слишком жесткие. Нет программируемости хода. Ограниченная адаптивность. Модернизация систем безопасности становится дорогой.
Итак, вот иерархия простыми словами:
Дебаты никогда не были о пресс-ножницах против прессов.
Это двигатель против двигателя.
И если вы собираетесь подписать заказ на покупку, единственное “против”, которое имеет значение, это какая система привода подходит для работы, которая действительно оплачивает ваши счета.
Прошлой зимой я стоял рядом с двумя предложениями на столе владельца. Одно было на 110-тонный гидравлический пресс по цене, которая не заставила бы банк моргнуть. Другое было на 100-тонный сервоэлектрический пресс, который стоил почти вдвое дороже. Владелец обрабатывает скобы из мягкой стали 10-го калибра три дня в неделю и тонкие нержавеющие корпуса остальные два. Он посмотрел на меня и задал единственный вопрос, который имеет значение: “Какой из них принесет мне больше денег за пять лет?”
Не тот, который звучит современно. Не тот, который продавец полировал сильнее всего.
Какой из них подходит для работы, которая действительно оплачивает счета.
Вы уже знаете физику — давление жидкости против моторных шариковых винтов или ремней. Теперь мы применяем эту физику к вашему миксу работ, вашему рабочему циклу, вашим допускам и вашему счету за электроэнергию. Потому что тип привода меняет не только то, как движется поршень. Он меняет и то, как движутся деньги.
Представьте себе 14-футовый стол, который изгибает пластину толщиной 3/8 дюйма с полным длинным штампом. Вы флиртуете с верхней половиной графика тоннажа. Рама деформируется; это нормально. Кронирование — компенсация за эту деформацию — сохраняет угол постоянным по всей длине. Гидравлическая система равномерно подает давление на оба цилиндра, и маслу не важно, что нагрузка жесткая. Оно просто передает давление.
Вот где гидравлика оправдывает свои затраты: устойчивый высокий тоннаж, длинные столы, толстый материал. Вы можете купить 175, 250, 400 тонн в гидравлике, не сталкиваясь с резким увеличением цены, как это часто бывает с сервоэлектрикой в этих диапазонах. Компоненты — насосы, клапаны, цилиндры — зрелые. Каждый техник в радиусе 200 миль знает, как заново запечатать цилиндр.
Я усвоил этот урок на собственном опыте. Годы назад мы пытались обрабатывать тяжелые углы на машине с меньшей нагрузкой, потому что спецификация говорила, что тоннаж “достаточно близок”. Мы согнули штамп так, что он коснулся каждой детали с ошибкой в полградуса. Этот штамп выглядел как банан, когда мы катали его на верстаке. Порченый металл, и это была наша вина за флирт с краем.
Гидравлика многое прощает — но не недоразмер.
ПРАВИЛО МАСТЕРСКОЙ: Если ваши основные работы находятся выше 60–70% номинального тоннажа в течение нескольких часов подряд, покупайте массу и масло, а не маркетинг.
Но эта грубая сила имеет счетчик, который где-то в здании вращается, не так ли?
Зайдите в мастерскую со старым гидравлическим прессом в 14:00. Машина не работает. Вы все равно слышите его — равномерный гул мотора, приводящего насос, поддерживающего давление, чтобы поршень мог реагировать мгновенно. Этот мотор может иметь десятки лошадиных сил. Даже при частичной нагрузке он потребляет реальную мощность.
Вот механизм: гидравлические системы часто работают насосом непрерывно в процессе производства. Масло циркулирует, проходит через клапаны, накапливает тепло. Тепло требует охлаждения — воздушные или масляные охладители. Охлаждение требует больше электроэнергии. Ничто из этого не отражается в заголовке “110 тонн”.”
Сервоэлектрическая система отличается. Серводвигатель потребляет значительную мощность во время изгиба — ускорение, формирование, замедление. Между ударами он работает на низком уровне потребления. Нет постоянной циркуляции масла. Нет гидравлической жидкости, нагревающей цех в июле.
В односменном, переменном рабочем процессе — изгиб, измерение, корректировка, ожидание погрузчика, снова изгиб — эта разница накапливается за год. Я видел, как счета за электроэнергию заметно снижались после замены постоянно работающего гидравлического насоса на сервоэлектрический в цехе с большим ассортиментом. Это не магия. Просто меньше часов работы насоса без каких-либо действий на инструменте.
А тепло — это не только комфорт. Горячее масло меняет вязкость. Изменения вязкости могут повлиять на повторяемость, если обслуживание запущено. Однажды мы искали отклонение угла полдня, прежде чем поняли, что вентилятор охлаждения на гидравлическом блоке вышел из строя. Температура масла поднялась, углы изменились, нержавеющие детали скопились в мусорном контейнере с едва заметной синей линией закалки вдоль изгиба. Порченый металл, потому что никто не смотрел на термометр.
Технические характеристики говорили нам о тоннаже. Они не предупреждали нас о термодинамике.
Так если гидравлика может стоить дороже в эксплуатации, почему кто-то заплатит вдвое больше заранее за сервоэлектрическую систему, вместо того чтобы просто смириться с счетом за электроэнергию?
Встаньте перед сервоэлектрической системой во время короткой серии работ. Плунжер быстро приближается, точно замедляется перед контактом, плавно опускается в нижнюю мертвую точку в программируемых интервалах, а затем резко поднимается обратно. Это движение контролируется серводвигателями, связанными с шариковыми винтами или ремнями, преобразующими вращательное движение в линейную силу. Позиция контролируется в замкнутом контуре — постоянная обратная связь, корректирующая в реальном времени.
Вы платите за этот контроль. Двигатели, приводы, системы обратной связи — они недешевы. При умеренных тоннажах часто можно увидеть значительную предоплату по сравнению с гидравлическими системами.
Где это возвращается?
Во-первых, энергия в циклах с низкой нагрузкой. Если ваши операторы тратят столько же времени на настройку и проверку, сколько на изгиб, серво не потребляет энергию просто чтобы быть готовым.
Во-вторых, сокращение вспомогательных систем. Нет замены гидравлического масла. Нет замены фильтров. Меньше точек утечки. Это меньше часов обслуживания и меньший риск загрязнения косметических деталей.
В-третьих, скорость между изгибами. Серво-системы могут достигать высоких скоростей быстрого подхода и возврата с точным позиционным контролем. На коротких фланцах и маленьких деталях сокращение даже одной секунды за цикл на тысячах деталей — это реальная производительность.
Но вот ловушка для тех, кто смотрит на технические характеристики: предположение, что премия равна прибыли. Если ваш цех работает с двумя толстыми деталями весь день с минимальной корректировкой, экономия энергии и точные функции могут никогда не компенсировать более высокую цену покупки.
Я видел, как покупатели растягивают свое финансирование для сервоэлектрических систем, потому что это казалось “будущим”, а затем обрабатывают тяжелые пластины в умеренном объеме, где сильные стороны машины едва имели значение. Тем временем денежный поток сжался. Так хорошие цеха начинают нервничать.
Так когда этот тонкий контроль перестает быть роскошью и начинает быть необходимостью?
Возьмите тонкую нержавеющую крышку толщиной 0,060 дюйма с четырьмя последовательными изгибами, которые должны встраиваться в лазерно вырезанный шасси. Допуск на окончательной сборке оставляет, возможно, ±0,5° на изгиб, прежде чем появятся зазоры. На гидравлической машине без тщательного контроля температуры и постоянной настройки вы можете отклониться от первой детали до пятидесятой по мере изменения условий.
Сервоэлектрическая система с прямым позиционным контролем и минимальной тепловой изменчивостью может многократно достигать заданных глубин с очень высокой последовательностью. Это сокращает корректировку первой детали и исправление в процессе. В условиях высокого ассортимента — новые номера деталей ежедневно — эта стабильность сокращает время настройки. Время настройки — это труд. Труд — это затраты.
Но если вы изгибаете скобы из A36 толщиной 1/4 дюйма, которые будут сварены в раму с щедрой подгонкой, ±1° может быть вполне приемлемым. Платить за повторяемость на уровне микрона в этом случае — все равно что покупать микрометр для измерения столбов забора.
Мы однажды утилизировали партию косметических алюминиевых панелей из-за вариации угла, накопленной на нескольких изгибах. Части качались на ровном столе. Клиент их отклонил. Эта работа должна была выполняться на машине с более строгим позиционным контролем. Вместо этого мы заставили ее работать на оборудовании, предназначенном для более тяжелых задач. Снова испорченный металл — но на этот раз ошибка заключалась не в тоннаже. Это было несоответствие допусков.
ПРАВИЛО МАСТЕРСКОЙ: Точность оправдана только тогда, когда последующий процесс наказывает за неточность.
Итак, вот как ты решаешь, ученик.
Если ваш доход зависит от толстого материала, длинных столов и устойчивого высокого тоннажа, гидравлика дает вам силу за доллар и проверенную долговечность.
Если ваш доход поступает от работ с высоким разнообразием, тонким металлом и строгими допусками с частыми настройками и простоями, сервопривод превращает контроль и экономию энергии в прибыль.
Не значок на капоте. Не то, какой термин звучит правильно.
Что на самом деле показывает ваш журнал работ за последние 12 месяцев — и достаточно ли у вас смелости покупать на основе этого, а не на основе демонстрационной детали на выставке?
Прошлой зимой я сидел за изуродованным столом в комнате отдыха с владельцем мастерской, у которого перед ним было два предложения: гидравлическая машина за 118,000 и сервоприводная за 147,000. Он продолжал стучать по разнице в 29,000, как будто это был живой провод.
“За пять лет,” спросил он меня, “какая из них действительно принесет мне больше денег?”
Хорошо. Это единственный вопрос, который имеет значение.
Вот как я заставил его ответить на него с помощью его собственных цифр:
Не фантазия из спецификаций. Ваши журналы. Ваши счета за коммунальные услуги. Ваш фактический простой.
Тот, кто просто интересуется, остановится на первой строке. Владелец, который планирует оставаться на рынке, смотрит на все пять.
Я узнал это дорогим способом, когда мы продолжали использовать старую гидравлическую машину “потому что она была оплачена”. На четвертом году она порвала шланг во время косметической работы с нержавеющей сталью. Масло распылилось на лист. Мы пытались вытереть и спасти. Это размазалось. Мы утилизировали всю партию. Испорченный металл, который стоил больше, чем квартальный платеж за новую машину. Вот тогда вы понимаете, что цена счета никогда не была реальной цифрой.
Итак, какой пункт в строке на самом деле влияет на решение сильнее всего за пять лет?
Давайте рассмотрим чистый гипотетический случай. Два станка:
Этот дельта в $30,000 кажется огромным, потому что он немедленный. И банки, и владельцы ощущают эту немедленность.
Теперь растянем это на пять лет.
Мы предположим схожую способность к получению дохода для фактической нагрузки магазина. По данным о жизненном цикле, которые я видел, гидравлика часто оказывается около 60% своих затрат на владение, связанных с обслуживанием и сервисом, в то время как сервоэлектрические машины ближе к 30%. В одном сравнительном анализе это переводилось примерно в разницу в $12,000 в год в совокупности за обслуживание и энергию. За пять лет это составляет $60,000.
Вдруг ваша премия в $30,000 покрывается дважды.
Но вот где спецификацийщик попадает в беду: эти цифры действуют только если сильные стороны машины действительно используются. Если вы работаете с тяжелыми листами весь день при постоянной нагрузке, современная гидравлика с приводом переменной частоты (VFD), регулирующая скорость насоса в режиме ожидания, может сократить разрыв в потреблении энергии. Ваши годовые сбережения могут уменьшиться. Срок окупаемости растягивается.
Общая стоимость владения — это не слоган. Это модель, чувствительная к нагрузке.
ПРАВИЛО МАСТЕРСКОЙ: Если вы не можете объяснить, откуда берутся сбережения механически, не считайте их финансовыми.
Так откуда на самом деле берутся эти сбережения — от энергии или обслуживания?
| Категория | Гидравлическая машина | Сервоэлектрическая машина |
|---|---|---|
| Начальная цена | $120,000 | $150,000 (25% выше начальной цены) |
| Разница в начальной цене | — | Премия в $30,000 |
| Способность к получению дохода (предполагаемая) | Сравнимо для данной нагрузки | Сравнимо для данной нагрузки |
| Доля затрат на обслуживание и сервис в стоимости владения | ~60% от общей стоимости владения | ~30% от общей стоимости владения |
| Оценка годовых затрат на обслуживание + разница в энергии | Больше | ~$12,000 меньше в год (совокупная экономия) |
| Влияние на обслуживание + энергозатраты за 5 лет | — | ~$60,000 общая экономия за пять лет |
| Возврат премии за 5 лет | — | $30,000 премия фактически покрыта дважды |
| Примечание по энергоэффективности | Современные системы с VFD могут снизить потребление энергии в режиме ожидания и сократить разрыв | Как правило, более энергоэффективны по конструкции |
| Чувствительность к нагрузке | Хорошо работает при постоянных тяжелых нагрузках | Экономия зависит от нагрузки, использующей сильные стороны машины |
| Фактор риска | Низкие первоначальные затраты, но потенциально более высокие долгосрочные расходы | Высокие первоначальные затраты; экономия зависит от фактического использования |
| Ключевой принцип | Общая стоимость владения (TCO) зависит от реальных условий эксплуатации | Сбережения должны быть механически объяснимыми, чтобы быть финансово обоснованными |
| Правило цеха | Если вы не можете объяснить, откуда берутся сбережения механически, не учитывайте их финансово | Тот же принцип применяется |
Представьте себе восьмичасовую смену на гидравлике без современного управления насосом. Двигатель вращается. Масло циркулирует. Даже когда оператор измеряет детали или ждет погрузчика, насос потребляет энергию и нагревает жидкость.
По мере повышения температуры масла эффективность падает. Я видел анализы, показывающие около 1% падения эффективности в час, когда жидкость нагревается во время длительной работы, опускаясь ниже высокой эффективности 80% к концу смены, если охлаждение не идеальное. Это не просто проблема с энергией — это тепло, за которое вы заплатили.
Сервоэлектрические системы меняют картину. Высокое потребление во время сгибания. Низкое потребление между ударами. В мастерских с высоким разнообразием — сгибание, проверка, регулировка, разговор с программистом — эта разница в простое имеет значение.
Теперь контрудар: за один удар сервоэлектрическая система может потреблять значительную пиковую мощность, чтобы соответствовать гидравлическому тоннажу. В работах с низким объемом и спорадическими тяжелыми ударами вы не накапливаете тысячи циклов в день. Энергетические сбережения могут не доминировать в уравнении. И если ваша коммунальная служба взимает плату за пиковое потребление, эти пики имеют значение.
Вот почему я заставляю владельцев вытаскивать журналы работ за прошлый год. Сколько циклов в час? Сколько простоя? Сколько настоящих тяжелых деталей?
Энергия накапливается. Но только пропорционально движению.
Однажды мы искали непостоянные углы на длинной алюминиевой линии и винили инструменты. К шестому часу масло стало достаточно горячим, чтобы реакция поршня ощущалась иначе. Углы начали изменяться. Мы отрегулировали в процессе. Первые 40 деталей и последние 40 не совпадали. Коробка для отходов заполнилась. Снова испорченный металл, благодаря термодинамике, на которую никто не закладывал бюджет.
Стоимость энергии видна в счете. Изменения, связанные с теплом, проявляются в виде отходов.
Что приводит нас к стоимости, которая никогда не появляется аккуратно в таблице.
В первый год гидравлика в порядке. Во второй год все еще в порядке. На третьем году начинают стареть уплотнения, клапаны заедают, а небольшие утечки превращаются в “мы починим это на следующем простое”.”
Гидравлические системы зависят от чистоты жидкости, целостности уплотнений, состояния насосов и реакции клапанов. Каждый компонент является точкой износа. Не катастрофично каждый раз — но вероятностно. И вероятности накапливаются.
В сравнении жизненных циклов, которые я рассмотрел, доля обслуживания в общей стоимости владения для гидравлики была примерно вдвое выше, чем для сервоэлектрических систем. Меньше движущихся жидкостных компонентов означает меньше расходных материалов. Нет замены масла. Нет замены фильтров. Меньше путей утечек.
Но давайте проведем стресс-тест.
Современная гидравлика с VFD и лучшим охлаждением сокращает разрыв в потреблении энергии и может снизить тепловое напряжение, что замедляет деградацию. Дисциплинированная программа обслуживания может сделать их надежными на долгие годы. Если ваша мастерская уже хорошо работает с гидравликой — чистое масло, зарегистрированные температуры, запланированные комплекты уплотнений — вы, возможно, не увидите резких различий в простое.
Если, однако, вы тот тип операции, который говорит: “мы будем менять фильтры, когда они начнут вести себя странно”, вы статистически подписываетесь на кластерные сбои после третьего года.
А простой — это не только стоимость ремонта. Это пропущенные отгрузки. Ускоренные грузоперевозки. Сверхурочные для того, чтобы наверстать упущенное. Разъяренные клиенты.
Однажды мы потеряли неделю, ожидая запатентованный гидравлический клапанный блок. Машина простаивала. Операторов перераспределили. Работы перенесли. Один клиент отменил будущие заказы. Счет за ремонт не был тем, что причиняло боль. Пустое расписание через два месяца стало настоящей проблемой. Металл, который я могу переработать, испорчен. Испорченная репутация остается.
ПРАВИЛО МАСТЕРСКОЙ: Стоимость простоя равна (потерянная валовая маржа в час × часы простоя) + затраты на восстановление. Если вы не знаете это число, вы просто догадываетесь.
Итак, теперь у вас есть все данные: цена покупки, энергетический профиль, вероятность обслуживания, подверженность простоям.
Следующий шаг — это не спорить о гидравлике против сервоэлектрики, как будто это религия. Это создание пятилетнего рабочего листа, связанного с вашим смешением тоннажа, подсчетом циклов, ставкой труда и планами роста — потому что машина, которая подходит сегодня, но мешает вашему следующему контракту, это просто более медленный способ потратить $150,000.
Что говорят ваши последние 12 месяцев гибки о том, что вам следует купить?
Вы хотите знать, как использовать последние 12 месяцев данных о гибке, чтобы выбрать машину, которая принесет наибольшую прибыль за пять лет.
Хорошо. Это единственный взрослый вопрос во всем этом цирке “гидравлический пресс против тормозного пресса”.
Вытащите три числа из ваших журналов:
Теперь мы прекращаем спорить о значке на капоте и начинаем смотреть на двигатель.
Представьте два цеха. Один и тот же доход. Одна и та же площадь. Один работает с пластинами 3/8″ всю неделю — стабильные удары, длинные запуски, высокий тоннаж. Другой сгибает нержавеющую сталь 14-го калибра партиями по 12 деталей, затем меняет инструмент, затем меняет материал, затем передумывает. Если вы поместите одну и ту же машину в оба, один владелец будет выглядеть гением. Другой будет выглядеть как специалист по спецификациям, который купил неправильную кривую мощности.
Однажды я наблюдал, как один покупатель настаивал на сервоэлектрике для контракта, который заключался в 1/2″ структурных табах весь день. Через шесть месяцев машина была в порядке — но работала на пределе своего тоннажа. Нагрев в шариковых винтах. Более медленные циклы, чем было заявлено. Они не утилизировали детали. Они просто ползли. Прибыль утекала в секундах на изгиб. Испорченный металл? Нет. Испорченная маржа.
ПРАВИЛО ЦЕХА: Если ваши данные не описывают вашу работу в тоннажных диапазонах и циклических паттернах, вы не готовы купить машину.
Итак, давайте сопоставим ваши данные с реальностью.
Если более трети вашего дохода приходится на грузоподъемность выше 70%, гидравлика заслуживает серьезного уважения.
Гидравлические системы любят постоянную нагрузку. Масло под давлением не заботится о том, сидите ли вы рядом с максимальной грузоподъемностью весь день. Сила поршня плавная, прощающая и масштабируемая. На больших деталях — длинных фланцах, толстом материале — инерция системы на самом деле помогает стабилизировать ход. Это не маркетинг. Это масса и динамика жидкости делают то, что они делали с 1970-х годов, когда гидравлика заменила механические маховики.
“Но даже до этого мастерские использовали ручные ‘тормоза’ для сгибания карнизов и кровли”. Именно. Сила не была волшебством. Контролируемая сила была. Тяжелая плита требует контролируемой силы на расстоянии.
Если ваш журнал показывает длинные прогоны толстого материала с минимальными сменами инструмента, энергетические всплески сервопривода не очень вам помогают. Экономия в простое уменьшается, потому что вы не находитесь в простое — вы работаете. И работа сервопривода постоянно близко к максимальной грузоподъемности — это как ездить на пикапе на предельных оборотах, буксируя прицеп весь год. Он справится. Но это не самая счастливая жизнь.
Я видел, как 3/4-дюймовый угловой элемент работал на недостаточно мощном электрическом устройстве, где оператору приходилось разбивать изгибы и ползти углы, чтобы избежать перегрузок. Детали прошли. Едва. Затраты на труд удвоились. Плита не треснула — но график сбился. Уничтоженный металл? Не в этот раз. Уничтоженная производительность.
Гидравлика здесь не устарела. Она уместна.
Так когда же эта логика меняется?
Теперь посмотрите на ваше второе число: среднее количество изгибов на заказ.
Если вы работаете с партиями менее 25 деталей, игра меняется.
Сервопривод блестит в коротких всплесках — быстрый подход, точная остановка, насос не работает, пока оператор проверяет угол или идет к стойке. Мотор сильно тянет во время изгиба, а затем практически засыпает. В мастерской, где половина смены уходит на настройку, проверку и регулировку, этот сон имеет значение. Также важна повторяемость от первого до двухсотого хода без колебаний температуры масла.
В высокоразнообразной работе настоящим врагом не является грузоподъемность. Это потраченные впустую движения.
Системы сервопривода также дают вам более точный контроль над позиционированием поршня, что сокращает “подход к нему” танец при настройке нового материала. Меньше ползания. Меньше тестовых ударов. Если ваш журнал показывает сотни настроек в месяц, экономия даже в две минуты на настройку быстро накапливается.
Я наблюдал, как мастерская перешла с гидравлики на сервопривод в прототипной среде — тонкая нержавейка, постоянные смены инструментов. Они не хвастались экономией энергии. Они хвастались точностью первой детали. Отходы снизились, потому что первые три детали перестали быть жертвами богам угла. Одна плохая неделя перед переключением заполнила контейнер искривленными косметическими панелями от чрезмерной коррекции. Уничтоженный металл, который вы могли видеть. Уничтоженная уверенность, которую вы не могли.
Но позвольте мне провести стресс-тест: если ваш “высокий ассортимент” все еще включает частые изгибы близкие к максимальной грузоподъемности, и вы выбираете электрический привод исключительно ради скорости, вам лучше подтвердить доступную грузоподъемность машины на рабочей длине. В противном случае вы будете гоняться за миллисекундами, испытывая нехватку силы.
ПРАВИЛО МАСТЕРСКОЙ: В мастерских с высоким ассортиментом рассчитывайте прибыль на час настройки — не на изгиб.
Что оставляет неудобный сценарий.
Что если ваши данные показывают, что вы находитесь между?
Здесь большинство владельцев обманывают себя.
Ваши последние 12 месяцев показывают, что 80% вашей работы — это средний диапазон, с тоннажем менее 50%, с высоким смешиванием. Сервоэлектрический, похоже, очевидный победитель. Но ваш коммерческий pipeline показывает, что подрядчик интересуется более толстыми конструкционными частями. Или вы делаете ставки на сборки, которые требуют более длинных фланцев.
Если рост означает переход к большей толщине и размеру деталей, то машина, которая подходит сегодня, но ограничивает завтра, становится потолком, за который вы заплатили.
Гидравлика дает вам возможность расширения по тоннажу при более низких первоначальных затратах на тонну. Сервоэлектрическая система дает вам скорость и точность в смеси, которую вы уже доминируете. Неправильный выбор не касается сегодняшних работ — это касается завтрашних ограничений.
Однажды я проводил аудит мастерской, которая купила маленькие и электрические машины, потому что “это то, что нужно нашей текущей работе”. Два года спустя они получили контракт на более толстые рамы. Машина могла технически это сделать — на пределе. Время цикла увеличилось. Они передавали избыточные объемы на аутсорсинг с низкими маржами, чтобы соблюсти сроки доставки. Части были в порядке. Возможные потери не были. Уничтоженный металл? Нет. Уничтоженный рост.
Итак, вот мыслительный эксперимент, который я предлагаю каждому владельцу:
Если ваш самый крупный клиент удвоит свой самый толстый заказ завтра, ваша машина будет улыбаться или потеть?
Этот ответ важнее, чем то, как это называется в рекламной брошюре.
У вас теперь есть структура:
Перестаньте спрашивать, является ли это прессом для гибки или гибочным прессом.
Начните спрашивать, какая система привода соответствует тому, как ваша мастерская на самом деле зарабатывает деньги каждую смену — и какая из них все еще имеет смысл, когда ваш лучший клиент меняет правила игры.
Вы смотрите на два предложения. Оба говорят 110 тонн. Оба гнут на 10 футов. Один работает весь день на гидравлическом давлении. Другой просыпается, бьет сильно и замолкает. Если вы все еще сравниваете названия вверху страницы, вы собираетесь принять решение на шесть цифр с мышлением, как у человека, изучающего спецификации.
Мы уже сопоставили ваш доход с тоннажными диапазонами, частотой установок и направлением роста. Теперь отдалитесь еще на один щелчок. Пресс для гибки — это не покупка машины. Это покупка ограничения. Вы покупаете то, что чаще всего скажет “нет” в вашей мастерской — нет толщине, нет скорости, нет точности, нет расширению. Прибыль заключается в том, как редко оно говорит «нет» в оплаченные часы.
Гидравлика говорит: “Опирайтесь на меня весь день”. Сервоэлектрическая система говорит: “Смените быстро и достигните угла с первого раза”. Это не личные качества. Это механические последствия того, как генерируется и контролируется сила. Масло под давлением выдерживает длительную нагрузку. Серво моторы превосходят в точном контроле позиции и быстром отклике на ход. Разные сильные стороны. Разные точки отказа. Разная трудозатратность.
Несколько лет назад я проводил аудит мастерской, которая купила электрические машины, потому что демонстрация казалась быстрой. Их рабочая смесь тихо сместилась к более толстым формованным кронштейнам за 18 месяцев. Машина могла их делать — при мощности 80–90%. Время цикла увеличилось. Операторы разделяли гибки, чтобы избежать предупреждений о перегрузке. Отходы увеличились, когда предположения о возврате пружины оказались неверными при почти максимальной нагрузке. В одну пятницу мы тащили поддон треснувших деталей толщиной 1/2 дюйма к мусорному контейнеру. Уничтоженный металл сложился в высоту до пояса. Машина не была дефектной. Она была неправильно использована.
Так что перестаньте спрашивать, какой привод “лучше”. Спросите, какой результат вы оптимизируете: устойчивое производство с высокой нагрузкой или высокомиксовый точный поток с минимальными простоями. Этот сдвиг делает тоннаж выглядеть иначе, не так ли?
Тоннаж соблазнителен, потому что он ясен. Большое число. Легкое сравнение. В 1974 году машина весом 1500 тонн была заголовком, потому что сырая сила все еще была на грани. В то время расширение мощностей было главной темой.
Сегодня тоннаж без контекста - это просто высота потолка, написанная на бумаге.
Две машины могут быть обе оценены в 110 тонн. Одна комфортно передает эту силу на длинных рабочих циклах с термической стабильностью. Другая передает ее точно, но предпочитает не находиться там весь день. Одно и то же число. Разное поведение при повторении.
И новички упускают более опасное различие: гидравлическая точность часто означает согласованность под нагрузкой, в то время как серво-точность означает позиционный контроль поршня (подвижной балки, которая приводит в действие пресс). Если ваша работа терпит неудачу, потому что углы смещаются после 200 горячих изгибов, это одна проблема. Если она терпит неудачу, потому что позиционирование первой детали недостаточно точное на тонких нержавеющих прототипах, это другая. Тоннаж не говорит вам, какой риск вы покупаете.
ПРАВИЛО МАСТЕРСКОЙ: Никогда не сравнивайте тоннаж, не спросив: “При каком рабочем цикле, при какой длине работы и сколько времени за смену?”
Однажды я наблюдал, как один покупатель хвастался тем, что купил машину с большим тоннажем за меньшие деньги. Через шесть месяцев он боролся с несогласованными углами на длинных конструктивных частях, потому что прогиб рамы на полной рабочей длине не соответствовал его предположениям. Части технически соответствовали минимальным требованиям — после доработки. Первая партия длинных балок оказалась скрученной до состояния, когда их нельзя было спасти. Порченый металл, который выглядел так, будто его завязали в узел. Дешевый тоннаж. Дорогая неосведомленность.
Первоначальная тоннажность наименее важна, потому что она имеет смысл только в контексте вашего рабочего графика. Что поднимает реальную проблему: прежде чем вы даже попросите о предложении, что вы должны знать так четко, чтобы неправильная система привода исключила себя?
Вот он. Напишите его на белой доске.
Где моя мастерская получает свою валовую прибыль — под устойчивой высокой нагрузкой или во время наладки?
Если деньги зарабатываются во время длительных запусков выше 60–70% мощности, гидравлика соответствует вашему денежному потоку. Она выдерживает тепло, повторения и тяжелую формовку, не моргнув. Энергосбережения от серво-электрических систем не компенсируют трение от работы вблизи пиковой нагрузки всю неделю.
Если деньги зарабатываются в коротких партиях, частых сменах инструмента, строгих допусках на первую деталь и времени простоя оператора между изгибами, серво-электрические системы превращают мертвые минуты в оплаченный выход. Быстрый подход. Точный стоп. Двигатель спит, когда вы не работаете. Это важно в средах с высоким разнообразием, где половина смены не изгибает — она настраивает.
Это не философия. Проведите простой гипотетический расчет с вашими реальными числами:
Умножьте на вашу ставку обремененного труда. Умножьте на 240 рабочих дней. Теперь сравните эту годовую разницу в трудозатратах с разницей в цене и ожидаемым графиком обслуживания. Вдруг компромисс становится не эмоциональным. Это арифметика.
Я провел аудит мастерской с большим количеством прототипов, которая честно отслеживала это. Они обнаружили, что почти 30% оплаченного времени пресс-ножниц было связано с наладкой — подкрадыванием к углам. После смены приводов, прием первой детали улучшился настолько, что их контейнер для отходов перестал заполняться косметическими нержавеющими панелями, которые были на 1 градус отклонения и бесполезны для клиента. За неделю до изменения мы вывезли тележку с зеркальными браком, в которой можно было увидеть свое отражение. Порченый металл, на который было больно смотреть. Машина не только изгибала быстрее. Она перестала тратить циклы обучения впустую.
ПРАВИЛО МАСТЕРСКОЙ: Выбирайте привод, который защищает часы, в которых рождается ваша прибыль, а не спецификацию, которая впечатляет посетителей.
Гидравлика доминировала на протяжении пятидесяти лет, потому что большинство мастерских работают в условиях постоянного производства с переменной толщиной и нуждаются в доступной силе на тонну. Сервоэлектрические системы выживают — и процветают — там, где точность за час настройки оплачивает счета. Ни один из них не является будущим. Оба являются инструментами.
Поэтому, когда вам предоставляют два предложения, и кто-то начинает говорить о том, как это называется: пресс-ножницы или ножницы-пресс, игнорируйте значок на капоте.
Спросите, где на самом деле происходит ваша прибыль.
Правильная система привода — это та, которая делает это место сильнее — и делает неправильный вид работы достаточно неудобным, чтобы вы не попали в него случайно.


















