

Lors d’un salon professionnel l’année dernière, j’ai vu un acheteur se pencher vers moi et murmurer : “ Celle-ci dit plieuse presse. Est-ce différent d’une presse plieuse ? ”
Deux stands. Deux machines de 3 mètres. Même capacité de 135 tonnes. Même course. Même butée arrière. La seule différence, c’était le logo sur le panneau latéral.
Il était prêt à établir une liste restreinte sur la base de ce libellé.
C’est ainsi que les propriétaires perdent de l’argent.

S’il y avait une différence mécanique, je vous montrerais le bâti, le coulisseau, le système d’entraînement. Quelque chose que vous pourriez pointer du doigt avec un doigt plein d’huile.
Il n’y en a pas.
Une presse plieuse est une machine qui plie la tôle en pressant un poinçon dans une matrice. C’est tout. Appelez-la plieuse presse, appelez-la presse à cintrer, l’acier s’en fiche. Le coulisseau descend toujours. Le matériau atteint toujours sa limite de traction. L’angle du pli dépend toujours de la tonnage, des outils et du contrôle de la course.
En 1924, le brevet de Cincinnati l’appelait “ press brake ”. Des décennies avant l’apparition de l’hydraulique, cette appellation s’était imposée pour les machines mécaniques à volant. Mais même avant cela, les ateliers utilisaient des “ brakes ” manuels pour plier les corniches et les toitures. Les mots se sont chevauchés parce que la fonction se chevauchait.
Ce n’est pas Ford contre Chevy.
C’est se disputer sur le badge du capot tout en ignorant le moteur en dessous. Et j’ai vu ce qui se passe quand quelqu’un se concentrer sur le badge. Il y a des années, un maniaque des fiches techniques a commandé une unité “ nouveau style ” qu’il jurait différente à cause de la façon dont elle était présentée dans la brochure. Même châssis, peinture différente. Nous avons mis au rebut 18 000 $ de panneaux inox quand il s’est rendu compte trop tard que la machine ne pouvait pas contrôler la profondeur répétée comme il le supposait.
Le métal n’a pas échoué. C’est la réflexion qui a échoué.
Alors, si les mots ne séparent pas les machines, qu’est-ce qui le fait ?
Parcourez les ateliers plus anciens et vous entendrez plus souvent “ presse plieuse ”. Ce n’est pas parce que c’est techniquement supérieur. C’est parce que les fabricants ont standardisé leurs catalogues et brevets autour de cette formulation une fois que les machines motorisées ont remplacé les freins manuels à feuilles.
Les unités mécaniques à volant du début et du milieu du 20e siècle étaient vendues comme presses plieuses. Le nom a suivi lorsque l’hydraulique a pris le dessus dans les années 1950 et 1960. Les fiches de vente, les manuels de formation, les catalogues de pièces – tous mentionnaient la presse plieuse. L’habitude industrielle s’est formée.
Mais “ plieuse presse ” n’a jamais disparu parce que les anciens artisans ont grandi en disant “ plieuse ” en premier. En couverture et en CVC, le mot “ plieuse ” venait avant “ presse ”. Les habitudes régionales restent. L’argot d’atelier reste encore plus.
Aucun terme n’indique la conception du châssis. Aucun ne vous dit si le coulisseau est entraîné par un volant, des vérins hydrauliques ou un moteur servo.
C’est la même catégorie d’outil portant deux dialectes.
Alors pourquoi les acheteurs continuent-ils à brûler des heures à en débattre ?
Parce que cela donne l’impression de faire preuve de diligence raisonnable.
Vous êtes nouveau. Vous ne voulez pas passer pour quelqu’un qui ne fait que regarder sans acheter. Alors vous traquez les différences cachées dans la formulation, pensant avoir découvert quelque chose que les initiés savent. Pendant ce temps, vous n’avez pas demandé ce qui contrôle réellement la répétabilité : le système d’entraînement et la façon dont il gère la force et la position.
J’ai vu un responsable des achats passer trois réunions à clarifier si la “ presse plieuse ” d’un fournisseur utilisait une méthode de pliage différente. Il n’a jamais demandé la tolérance de synchronisation du coulisseau. La machine est arrivée avec des problèmes de dérive hydraulique à faible tonnage. Nous avons couru après l’incohérence des angles pendant des semaines. Perdu deux contrats.
RÈGLE D’ATELIER : Si une question ne peut pas être répondue en indiquant un composant physique ou une spécification mesurable, elle ne protégera pas votre argent.
La terminologie ne vous dira pas la vitesse de cycle sous charge. Elle ne vous dira pas la consommation d’énergie au ralenti. Elle ne vous dira pas à quelle précision le coulisseau s’arrête à 0,001 pouce.
Les systèmes d’entraînement le feront.
Et c’est là que commence la véritable comparaison.
Lors d’une démonstration il y a deux hivers, j’avais un pince‑ampèremétrique accroché à l’alimentation principale d’une presse plieuse hydraulique de 110 tonnes. Pas de matériau dans la gorge. Coulisseau garé au point mort haut. Le moteur tirait toujours un ampérage constant juste pour maintenir la pression du système. Huile circulant. Pompe ronronnant. Argent brûlé.
La même semaine, dans un autre atelier, presse plieuse servo-électrique de 100 tonnes. Coulisseau au repos. La consommation d’électricité chutait à presque rien entre les cycles. Quand l’opérateur appuyait sur la pédale, deux servomoteurs faisaient tourner des vis à billes, entraînaient le coulisseau vers le bas, s’arrêtaient net, puis redevenaient silencieux.
C’est le moteur sous le capot.
Si le nom sur le panneau latéral n’a pas d’importance, ceci en a. Le système d’entraînement détermine comment la force est générée, comment la position est contrôlée, combien d’électricité vous payez, et combien de fois vous êtes les mains dans la maintenance au lieu de plier des pièces. Hydraulique et servo-électrique sont les deux seuls prétendants modernes sérieux. La mécanique est le vieux cheval de bataille dont nous parlerons dans un instant.
Vous n’achetez pas un mot. Vous achetez une façon dont le coulisseau se déplace.
Et ce mouvement est ce qui vous fait gagner ou perdre de l’argent.
Passons aux pièces que vous pouvez désigner du doigt plein de graisse.
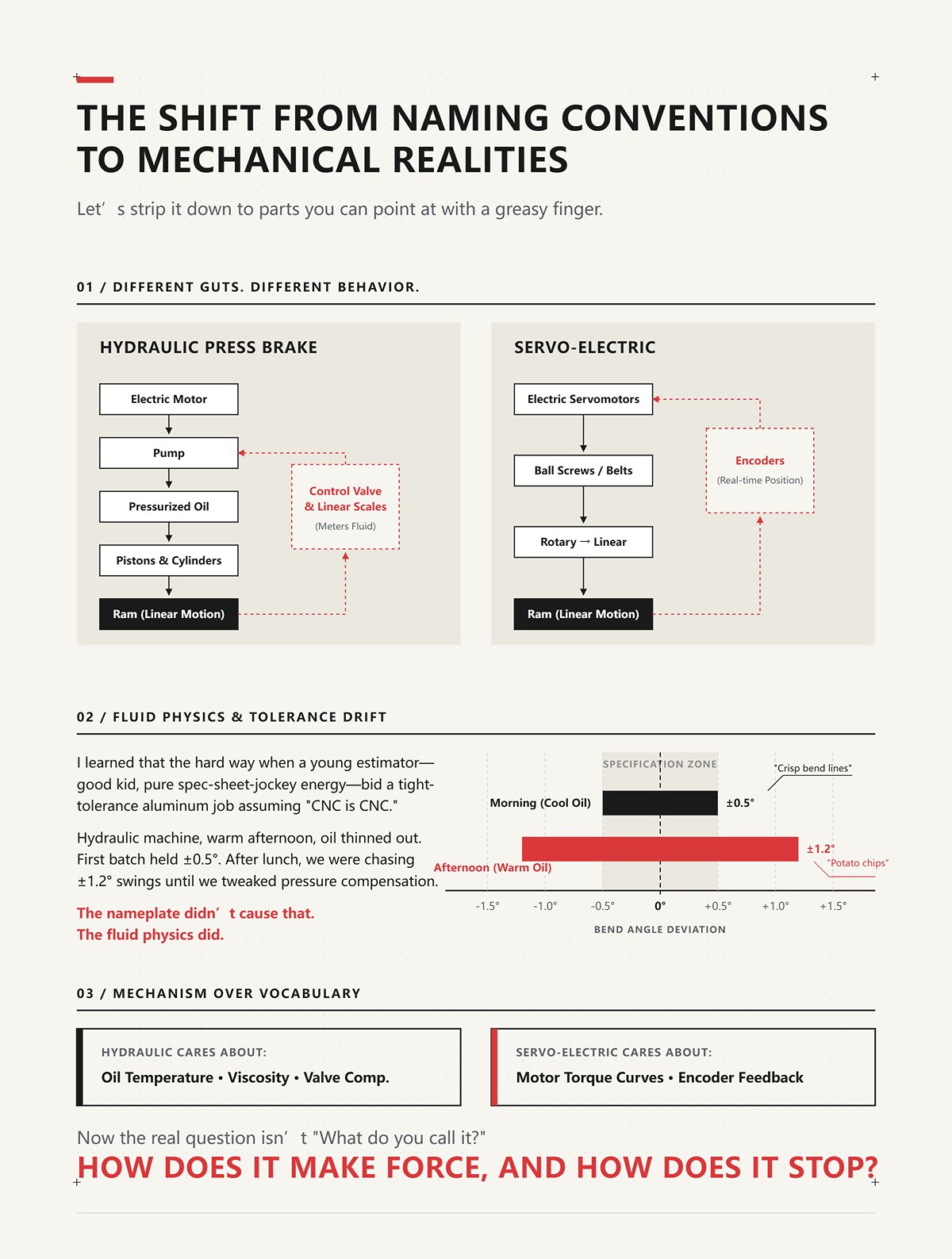
Une presse plieuse hydraulique utilise un moteur électrique pour faire tourner une pompe. Cette pompe met l’huile sous pression. L’huile pousse les pistons dans les cylindres. Les cylindres déplacent le coulisseau. La position est surveillée à l’aide de règles linéaires, et une vanne de contrôle dose le fluide pour atteindre la profondeur programmée.
Un servo-électrique se passe d’huile. Les servomoteurs électriques entraînent des vis à billes ou des systèmes à courroie directement reliés au vérin. Le mouvement rotatif devient mouvement linéaire. Des encodeurs suivent la position en temps réel. Lorsque le moteur s’arrête, le vérin s’arrête.
Différents entrailles. Différent comportement.
Je l’ai appris à mes dépens quand un jeune estimateur — bon gamin, pur énergie de “spécifications sur fiche technique” — a soumis un devis pour un travail sur aluminium à tolérance serrée en supposant que “CNC, c’est CNC.” Machine hydraulique, après-midi chaud, huile fluidifiée. Premier lot à ±0,5°. Après le déjeuner, nous luttions contre des variations de ±1,2° jusqu’à ce que nous ajustions la compensation de pression. Nous avons mis au rebut une pile de panneaux qui ressemblaient à des chips de pomme de terre avec des lignes de pli nettes.
Ce n’est pas la plaque signalétique qui a causé ça. C’est la physique du fluide.
L’huile hydraulique change de viscosité avec la température. Une huile plus fluide circule différemment dans les valves, ce qui change la précision avec laquelle le vérin s’arrête, à moins que le système ne compense efficacement. Le servo-électrique ne se soucie pas de la température de l’huile — puisqu’il n’y en a pas. Il se préoccupe des courbes de couple moteur et du retour des encodeurs.
Voyez comment la conversation vient de passer du vocabulaire au mécanisme ?
La vraie question n’est plus “Comment l’appeler ?” mais “Comment produit-il la force, et comment s’arrête-t-il ?”

Imaginez un quart de 10 heures à plier des pièces variées — petits supports, puis longs panneaux de 3 mètres en acier doux, puis retour à de petites pièces en acier inoxydable.
Sur une machine hydraulique, la pompe fonctionne souvent en continu pendant les heures de production. Même lorsque vous ne pliez pas, elle maintient la pression afin que le vérin puisse répondre instantanément. Cela signifie un tirage d’énergie constant. Vous payez pour ce temps d’attente. Sur une année, dans un atelier fonctionnant en simple équipe, cette différence seule peut se traduire par des milliers d’euros en électricité.
Les machines servo-électriques consomment la majeure partie de leur énergie pendant le cycle de pliage réel. Entre les coups, les moteurs sont au ralenti. Moins de chaleur, moins de bruit, généralement pas d’unité de refroidissement d’huile. Température ambiante plus basse autour de la machine.
Mais l’énergie n’est qu’une colonne du tableau.
La précision est là où le type d’entraînement frappe plus fort.
Les systèmes hydrauliques génèrent la force en douceur et excellent à haute tonnage sur de longs bancs. Les systèmes modernes avec contrôles en boucle fermée et couronnement (système qui compense la déformation du banc) peuvent maintenir des angles serrés toute la journée — s’ils sont bien entretenus. Ils sont indulgents sur les travaux de plaques épaisses car la pression du fluide répartit la force uniformément.
Les servo-électriques brillent par leur répétabilité et leur contrôle de vitesse du vérin. Parce que les servomoteurs peuvent contrôler précisément l’accélération et la décélération, vous obtenez des vitesses d’approche programmables, des vitesses de formation lentes, et des retours rapides avec un contrôle positionnel très fin. Pour les petites séries et les pièces complexes, cette réactivité réduit le temps de réglage et les ajustements de première pièce.
J’ai vu un jour un atelier passer d’un ancien hydraulique à un servo-électrique pour un travail en acier inoxydable de faible épaisseur. Même outillage. Même opérateur. L’unité servo lui a permis d’atteindre le point mort bas par petits incréments sans dépassement. Les déchets ont chuté de manière notable sur les premières pièces.
Travail différent, résultat différent.
C’est là que les acheteurs novices se trompent : ils supposent que “plus précis” équivaut toujours à “plus rentable.” C’est une logique de curieux mal renseignés. Si vous produisez des supports en plaque de 3/8 pouces par milliers, jour après jour, la stabilité brute et le coût initial plus faible d’une machine hydraulique bien construite peuvent battre un servo en retour sur investissement.
RÈGLE D’ATELIER : Adaptez le type d’entraînement à votre profil de travail dominant, pas à votre ego ou à la pièce de démonstration que plie le vendeur.
Avantages de l’hydraulique :
Avantages du servo-électrique :
La capacité n’est pas une marque. C’est la physique plus la charge de travail.
Alors, avant de encercler un modèle dans un catalogue, répondez à ceci : Êtes-vous un atelier à haute variété, faible volume, cherchant des changements rapides ? Ou une usine de production fabriquant la même pièce 20 000 fois ?
Parce qu’un entraînement récompense la flexibilité. L’autre récompense la force soutenue.
Et cela laisse le vieux fer.
Revenons en 1924. Les premiers modèles de presses plieuses de Cincinnati étaient mécaniques — volant d’inertie, embrayage, manivelle. L’énergie était stockée dans une masse en rotation. Engagez l’embrayage, et cette énergie emmagasinée faisait descendre le vérin sur une course fixe.
Simple. Violent. Efficace.
Les entraînements mécaniques sont tombés en désuétude pour la fabrication générale, car le contrôle de la course est limité et les systèmes de sécurité sont plus difficiles à intégrer par rapport aux conceptions hydraulique et servo modernes. On ne dispose pas de la même flexibilité programmable. La course est liée à la géométrie de la manivelle.
Mais les qualifier de “ morts ”, c’est parler comme quelqu’un qui n’a jamais passé sa journée dans une usine à emboutir le même support.
Un système à volant d’inertie stocke efficacement l’énergie cinétique. Une fois lancé, il fournit une force constante cycle après cycle. Dans de véritables applications à grand volume répétitif où la course et le matériau ne changent pas, les presses mécaniques peuvent surpasser en débit et en efficacité énergétique par pièce.
Il y a des années, j’ai vu une série de production passer d’une unité mécanique à une “ mise à niveau ” hydraulique plus récente. Sur le papier, cela semblait moderne. En pratique, le temps de cycle s’est allongé et les coûts énergétiques ont augmenté parce que le système hydraulique fonctionnait en continu. La machine mécanique avait été optimisée pour ce travail unique. Nous avons plié une pile de languettes en acier à haute teneur en carbone hors tolérance pendant la transition, tandis que les opérateurs réapprenaient le timing.
La vieille technologie n’a pas échoué. L’application a changé.
Cela dit, pour la plupart des ateliers de fabrication — ateliers de sous-traitance, travaux sur mesure, épaisseur variable — le mécanique est trop rigide. Pas de programmation de course. Adaptabilité limitée. Les rétrofits de sécurité deviennent coûteux.
Voici donc la hiérarchie en termes simples :
Le débat n’a jamais été presse plieuse contre plieuse presse.
C’est moteur contre moteur.
Et si vous êtes sur le point de signer un bon de commande, le seul “vs” qui compte est celui du système d’entraînement qui correspond au travail qui paie réellement vos factures.
L’hiver dernier, je me suis tenu à côté de deux devis sur le bureau d’un propriétaire. L’un concernait une hydraulique de 110 tonnes à un prix qui ne ferait pas sourciller la banque. L’autre était une servo-électrique de 100 tonnes coûtant presque deux fois plus. Le propriétaire fabrique des équerres en acier doux de calibre 10 trois jours par semaine et des boîtiers fins en inox les deux autres. Il m’a regardé et m’a posé la seule question qui compte : “ Laquelle me rapporte le plus d’argent sur cinq ans ? ”
Pas celle qui semble moderne. Pas celle que le vendeur a polie le plus.
Celle qui correspond au travail qui paye réellement les factures.
Vous connaissez déjà la physique — pression de fluide contre vis à billes ou courroies entraînées par moteur. Maintenant, appliquons cette physique à votre variété de travaux, votre cycle de service, vos tolérances et votre facture d’électricité. Car le type d’entraînement ne change pas seulement la manière dont le coulisseau se déplace. Il change aussi la manière dont l’argent circule.
Imaginez un lit de 14 pieds pliant une plaque de 3/8 pouce avec un poinçon sur toute la longueur. Vous vous situez dans la moitié supérieure du tableau des tonnages. Le bâti fléchit ; c’est normal. Le bombage — pour compenser cette flexion — maintient l’angle constant sur toute la longueur. Un système hydraulique pousse de manière uniforme sur les deux cylindres, et l’huile ne se soucie pas du caractère brutal de la charge. Elle transmet simplement la pression.
C’est là que les hydrauliques se justifient : tonnage élevé soutenu, lits longs, matériaux épais. Vous pouvez acheter 175, 250, 400 tonnes en hydraulique sans que la courbe de prix ne devienne verticale comme cela arrive souvent pour la servo-électrique dans ces plages. Les composants — pompes, vannes, cylindres — sont éprouvés. Chaque technicien dans un rayon de 200 miles sait refaire le joint d’un cylindre.
J’ai appris cette leçon de manière bruyante. Il y a des années, nous avons essayé de produire des goussets lourds sur une machine plus légère parce que la fiche technique disait que le tonnage était “ presque suffisant ”. Nous avons courbé un poinçon juste assez pour que chaque pièce ait une erreur d’un demi-degré. Ce poinçon ressemblait à une banane quand nous l’avons roulé sur l’établi. Métal ruiné, et c’était de notre faute d’avoir flirté avec la limite.
Les hydrauliques pardonnent beaucoup — mais pas le sous-dimensionnement.
RÈGLE D’ATELIER : Si vos travaux principaux dépassent 60–70 tonnes de tonnage nominal pendant des heures, choisissez la masse et l’huile, pas le marketing.
Mais cette force brute entraîne quelque part un compteur qui tourne dans le bâtiment, n’est-ce pas ?
Entrez dans un atelier équipé d’une presse plieuse hydraulique ancienne à 14 h. La machine ne travaille pas. Pourtant, vous l’entendez : le bourdonnement constant du moteur entraînant la pompe, maintenant la pression afin que le vérin puisse réagir instantanément. Ce moteur peut représenter plusieurs dizaines de chevaux-vapeur. Même à charge partielle, il consomme une puissance réelle.
Voici le mécanisme : les systèmes hydrauliques font souvent tourner la pompe en continu pendant la production. L’huile circule, cisaillée à travers les valves, et accumule de la chaleur. La chaleur exige un système de refroidissement — par air ou par huile. Le refroidissement consomme encore plus d’électricité. Rien de tout cela n’apparaît dans la mention “ 110 tonnes ” mise en avant sur la fiche.”
Un servo‑électrique, c’est différent. Le servomoteur consomme beaucoup d’énergie pendant la phase de pliage — accélération, formage, décélération. Entre les coups, il reste au ralenti avec une faible consommation. Pas de circulation d’huile constante. Pas de fluide hydraulique chauffant l’atelier en juillet.
Dans un environnement de travail variable, sur un seul quart de production — pliage, mesure, ajustement, attente du chariot élévateur, puis à nouveau pliage — cette différence s’accumule au fil de l’année. J’ai vu les factures d’électricité chuter sensiblement après avoir remplacé une hydraulique à fonctionnement continu par une servo‑électrique dans un atelier à production mixte. Rien de magique. Juste moins d’heures à faire tourner une pompe sans activité réelle à l’outillage.
Et la chaleur ne concerne pas seulement le confort. L’huile chaude change de viscosité. Ces variations peuvent affecter la répétabilité si la maintenance n’est pas rigoureuse. Nous avons déjà perdu une demi‑journée à chercher pourquoi l’angle variait avant de découvrir que le ventilateur de refroidissement de l’unité hydraulique était en panne. La température de l’huile a grimpé, les angles ont dérivé, les pièces inox se sont empilées dans la benne de rebut, marquées d’une légère teinte bleue le long du pli. Du métal ruiné parce que personne n’avait regardé le thermomètre.
La fiche technique nous donnait la force nominale. Elle ne nous avertissait pas des lois de la thermodynamique.
Alors, si les systèmes hydrauliques coûtent plus cher à faire fonctionner, pourquoi quelqu’un accepterait‑il de payer le double à l’achat pour une servo‑électrique plutôt que de simplement assumer la facture énergétique ?
Placez‑vous devant une servo‑électrique pendant un travail de courte série. Le vérin s’avance rapidement, ralentit précisément avant le contact, se positionne progressivement au point mort bas par incréments programmables, puis remonte d’un coup. Ce mouvement est contrôlé par des servomoteurs reliés à des vis à billes ou à des courroies convertissant le mouvement rotatif en force linéaire. La position est surveillée en boucle fermée — une rétroaction constante ajuste en temps réel.
Vous payez pour ce contrôle. Les moteurs, les variateurs, les systèmes de retour d’information — tout cela a un coût. À des tonnages moyens, il est courant de voir un surcoût initial important par rapport à une hydraulique.
Où est le retour sur investissement ?
Premièrement, sur l’énergie durant les faibles cycles d’utilisation. Si vos opérateurs passent autant de temps à préparer et à vérifier qu’à plier, la servo ne consomme presque rien lorsqu’elle ne travaille pas.
Deuxièmement, par la réduction des systèmes auxiliaires. Pas de changement d’huile hydraulique. Pas de remplacement de filtres. Moins de points de fuite. Cela signifie moins d’heures de maintenance et moins de risques de contamination sur les pièces à finition esthétique.
Troisièmement, la vitesse entre les pliages. Les systèmes servo peuvent atteindre des vitesses d’approche et de retour élevées avec un contrôle de position très précis. Sur des petites pièces ou des flasques courts, gagner même une seconde par cycle sur des milliers de pièces se traduit par une réelle amélioration du rendement.
Mais voici le piège pour les adeptes des chiffres de fiches techniques : croire que payer plus signifie forcément gagner plus. Si votre atelier travaille deux pièces épaisses toute la journée avec très peu d’ajustement, les économies d’énergie et la précision accrue ne compenseront peut‑être jamais le prix d’achat supérieur.
J’ai vu des acheteurs allonger leur financement pour une servo‑électrique parce qu’elle semblait “ préparer l’avenir ”, puis fabriquer des plaques épaisses en faible volume où ses avantages comptaient peu. Pendant ce temps, la trésorerie se resserre. C’est ainsi que de bons ateliers commencent à s’inquiéter.
Alors, à quel moment ce contrôle précis cesse‑t‑il d’être un luxe pour devenir une nécessité ?
Prenons un capot en acier inoxydable de 0,060 pouce d’épaisseur comportant quatre plis successifs qui doivent s’emboîter dans un châssis découpé au laser. La tolérance sur l’ensemble final laisse peut‑être ± 0,5° par pli avant que des écarts ne soient visibles. Sur une machine hydraulique sans contrôle minutieux de la température ni réglage constant, vous risquez de dériver entre la première et la cinquantième pièce à mesure que les conditions changent.
Un servo-électrique, avec un contrôle de position direct et une variabilité thermique minimale, peut atteindre des profondeurs programmées de manière répétée avec une très grande régularité. Cela réduit les ajustements sur le premier article et les corrections en cours de production. Dans des environnements à grande diversité—nouvelles références de pièces chaque jour—cette stabilité réduit le temps de réglage. Le temps de réglage, c’est du travail. Le travail, c’est du coût.
Mais si vous pliez des supports A36 de 1/4 de pouce qui sont soudés dans un cadre avec un ajustement généreux, ±1° peut être parfaitement acceptable. Payer pour une répétabilité au micron dans ce cas, c’est comme acheter un micromètre pour mesurer des poteaux de clôture.
Nous avons déjà mis au rebut un lot de panneaux en aluminium à aspect esthétique parce que la variation d’angle s’est accumulée sur plusieurs plis. Les pièces oscillaient sur une table plane. Le client les a rejetées. Ce travail aurait dû être réalisé sur une machine avec un contrôle de position plus précis. Au lieu de cela, nous l’avons forcé sur un équipement conçu pour des travaux plus lourds. Métal ruiné encore—mais cette fois, l’erreur n’était pas la capacité en tonnage. C’était un problème de tolérance.
RÈGLE D’ATELIER : La précision ne rapporte que lorsque le processus en aval sanctionne l’inexactitude.
Alors voici comment décider, apprenti.
Si votre chiffre d’affaires repose sur des matériaux épais, de longues tables et un tonnage élevé soutenu, l’hydraulique vous donne de la force par dollar et une durabilité éprouvée.
Si votre chiffre d’affaires provient de travaux à grande diversité, à tôles fines, avec des tolérances serrées, des réglages fréquents et des périodes d’inactivité, le servo-électrique transforme le contrôle et les économies d’énergie en marge.
Pas l’insigne sur le capot. Pas le terme qui sonne bien.
Que montrent vraiment vos registres de travail des 12 derniers mois—et avez-vous le courage d’acheter en fonction de cela plutôt que de la pièce de démonstration au salon professionnel ?
L’hiver dernier, je me suis assis à une table de salle de repos marquée de coups avec un propriétaire d’atelier qui avait deux devis devant lui : un hydraulique à $118 000 et un servo-électrique à $147 000. Il ne cessait de tapoter sur l’écart de $29 000 comme s’il s’agissait d’un fil électrique sous tension.
“ Sur cinq ans, ” m’a-t-il demandé, “ lequel me rapporte vraiment plus d’argent ? ”
Bien. C’est la seule question qui compte.
Voici comment je l’ai amené à y répondre avec ses propres chiffres :
Pas la fantaisie de la fiche technique. Vos registres. Votre facture d’électricité. Vos arrêts réels.
Un simple curieux s’arrêtera à la première ligne. Un propriétaire qui prévoit de rester ouvert regarde les cinq.
Je l’ai appris à la dure lorsqu’on a gardé une vieille machine hydraulique “ parce qu’elle était payée ”. La quatrième année, un tuyau a éclaté pendant une série en inox décoratif. L’huile a brouillé la tôle. On a essayé d’essuyer et de sauver la pièce. Ça a bavé. Nous avons tout mis au rebut. Du métal ruiné valant plus qu’un paiement trimestriel sur une nouvelle machine. C’est là qu’on comprend que le prix sur la facture n’a jamais été le vrai chiffre.
Alors, quelle ligne influence réellement le plus la décision sur cinq ans ?
Prenons un exemple théorique simple. Deux machines :
Ce delta de $30 000 semble énorme parce qu’il est immédiat. Les banques et les propriétaires ressentent tous les deux cette immédiateté.
Étendons maintenant cela sur cinq ans.
Supposons une capacité de production similaire pour la charge réelle de l’atelier. D’après les analyses de cycles de vie que j’ai vues, les hydrauliques finissent souvent avec environ 60 % de leur coût de possession lié à la maintenance et au service, tandis que les servo-électriques se situent plutôt autour de 30 %. Dans une analyse comparative, cela se traduisait par environ $12 000 par an de différence en maintenance et en énergie combinées. Sur cinq ans, cela représente $60 000.
Soudain, votre prime de $30 000 est couverte deux fois.
Mais voici où le maniaque de la fiche technique se met en difficulté : ces chiffres ne tiennent que si les points forts de la machine sont réellement utilisés. Si vous travaillez de la tôle épaisse toute la journée à charge constante, une hydraulique moderne avec variateur de fréquence (VFD) ajustant la vitesse de la pompe pendant les périodes d’inactivité peut réduire l’écart énergétique. Vos économies annuelles peuvent diminuer. Le retour sur investissement s’allonge.
Le coût total de possession n’est pas un slogan. C’est un modèle sensible à la charge de travail.
RÈGLE D’ATELIER : Si vous ne pouvez pas expliquer d’où viennent les économies sur le plan mécanique, ne les comptez pas sur le plan financier.
Alors, d’où viennent réellement ces économies : de l’énergie ou de la maintenance ?
| Catégorie | Machine hydraulique | Machine servo-électrique |
|---|---|---|
| Prix d’achat initial | $120,000 | $150 000 (25 % de plus à l’achat) |
| Différence de prix initiale | — | $30,000 prime |
| Capacité de revenu (supposée) | Comparable pour le travail donné | Comparable pour le travail donné |
| Part de maintenance et service du coût de possession | ~60% du coût total de possession | ~30% du coût total de possession |
| Différence annuelle estimée en maintenance + énergie | Plus élevé | ~$12,000 de moins par an (économies combinées) |
| Impact maintenance + énergie sur 5 ans | — | ~$60,000 d’économies totales sur cinq ans |
| Récupération de la prime sur 5 ans | — | Prime $30,000 effectivement couverte deux fois |
| Remarque sur l’efficacité énergétique | Les systèmes modernes avec VFD peuvent réduire l’utilisation d’énergie à vide et réduire l’écart | Généralement plus économes en énergie par conception |
| Sensibilité à la charge de travail | Performance élevée sous charges lourdes constantes | Les économies dépendent de la charge de travail exploitant les forces de la machine |
| Facteur de risque | Coût initial plus faible mais dépenses potentielles plus élevées à long terme | Coût initial plus élevé ; les économies dépendent de l’utilisation réelle |
| Principe clé | Le coût total de possession (TCO) dépend des conditions réelles d’exploitation | Les économies doivent pouvoir être expliquées mécaniquement pour être financièrement valides |
| Règle de l’atelier | Si vous ne pouvez pas expliquer d’où viennent les économies sur le plan mécanique, ne les comptabilisez pas sur le plan financier | Le même principe s’applique |
Imaginez un quart de huit heures sur une machine hydraulique sans contrôle avancé de la pompe. Le moteur tourne. L’huile circule. Même lorsque l’opérateur mesure des pièces ou attend un chariot élévateur, la pompe consomme de l’énergie et chauffe le fluide.
À mesure que la température de l’huile augmente, l’efficacité baisse. J’ai vu des analyses montrant environ une baisse d’efficacité de 1% par heure à mesure que le fluide chauffe lors d’un fonctionnement prolongé, descendant en dessous d’une efficacité élevée de 80% en fin de quart si le refroidissement n’est pas parfait. Ce n’est pas seulement un problème de puissance — c’est de la chaleur que vous avez payé pour produire.
Le servo-électrique inverse le schéma. Forte consommation pendant la course de pliage. Faible consommation entre les coups. Dans les ateliers à forte diversité — pliage, contrôle, réglage, discussions avec le programmeur — cette différence au ralenti compte.
Voici maintenant la contrepartie : par course, un servo-électrique peut consommer une puissance de pointe importante pour égaler la force d’une hydraulique. Dans les travaux à faible volume avec des coups lourds sporadiques, vous n’empilez pas des milliers de cycles par jour. Les économies d’énergie peuvent ne pas dominer l’équation. Et si votre fournisseur d’électricité facture des frais de demande pour la consommation de pointe, ces pics comptent.
C’est pourquoi je demande aux propriétaires de sortir les journaux de travail de l’année dernière. Combien de cycles par heure ? Combien de temps au ralenti ? Combien de pièces réellement à forte tonnage ?
L’énergie s’accumule. Mais seulement en proportion du mouvement.
Nous avons déjà cherché à corriger des angles incohérents lors d’une longue série sur aluminium et accusé l’outillage. À la sixième heure, l’huile était tellement chaude que la réponse du vérin semblait différente. Les angles ont dérivé. Nous avons ajusté en cours de production. Les 40 premières pièces et les 40 dernières ne correspondaient pas. La benne à rebut s’est remplie. Métal gâché encore une fois, grâce à la thermodynamique que personne n’avait budgétée.
Le coût énergétique est visible sur une facture. La variation due à la chaleur apparaît sous forme de rebuts.
Ce qui nous amène au coût qui n’apparaît jamais proprement dans un tableau.
Première année, l’hydraulique va bien. Deuxième année, toujours bien. Troisième année, les joints commencent à vieillir, les valves se bloquent, et les petites fuites deviennent “ on réparera au prochain arrêt ”.”
Les systèmes hydrauliques dépendent de la propreté du fluide, de l’intégrité des joints, de la santé de la pompe et de la réponse des valves. Chaque composant est un point d’usure. Pas catastrophique à chaque fois — mais probabilistique. Et les probabilités se cumulent.
Dans les comparaisons de cycle de vie que j’ai examinées, la part des coûts de maintenance dans le coût total de possession des systèmes hydrauliques était environ deux fois plus élevée que celle des servo-électriques. Moins de composants fluidiques en mouvement signifie moins de consommables. Pas de vidanges d’huile. Pas de remplacements de filtres. Moins de sources de fuites.
Mais testons-la sous contrainte.
Les systèmes hydrauliques modernes avec variateurs de fréquence et meilleur refroidissement réduisent l’écart énergétique et peuvent diminuer le stress thermique, ralentissant ainsi la dégradation. Un programme d’entretien rigoureux peut les maintenir fiables pendant des années. Si votre atelier gère déjà bien ses systèmes hydrauliques — huile propre, températures enregistrées, kits de joints programmés — vous ne verrez peut-être pas de différences spectaculaires en termes d’arrêts de production.
Cependant, si vous êtes du genre à dire “ nous changerons les filtres quand ça commencera à faire bizarre ”, vous signez statistiquement pour des pannes groupées après la troisième année.
Et l’arrêt de production ne se résume pas au coût de la réparation. Ce sont des livraisons manquées. Des expéditions en urgence. Des heures supplémentaires pour rattraper le retard. Des clients mécontents.
Nous avons autrefois perdu une semaine en attendant un bloc de soupapes hydrauliques propriétaire. La machine était à l’arrêt. Les opérateurs réaffectés. Les tâches reprogrammées. Un client a annulé des commandes futures. Ce n’est pas la facture de réparation qui a fait mal. C’est le planning vide deux mois plus tard. Le métal abîmé se recycle. La réputation abîmée, elle, s’accroche.
RÈGLE D’ATELIER : Le coût des arrêts de production équivaut à (la marge brute perdue par heure × les heures d’arrêt) + la main-d'œuvre de récupération. Si vous ne connaissez pas ce chiffre, vous devinez.
Vous avez donc maintenant les éléments : prix d’achat, profil énergétique, probabilité de maintenance, exposition aux temps d’arrêt.
La prochaine étape n’est pas de débattre entre hydraulique et servo-électrique comme s’il s’agissait d’une religion. Il s’agit d’élaborer une feuille de calcul sur cinq ans tenant compte de votre combinaison de tonnages, du nombre de cycles, du taux de main-d'œuvre et de vos plans de croissance — car une machine adaptée à aujourd’hui mais qui bloque votre prochain contrat est juste une façon plus lente de gaspiller $150 000.
Que disent réellement vos 12 derniers mois de pliage sur ce que vous devriez acheter ?
Vous voulez savoir comment utiliser les 12 derniers mois de données de pliage pour choisir la machine qui rapportera le plus sur cinq ans.
Parfait. C’est la seule question adulte dans tout ce cirque du “ press brake ” contre « brake press ».
Extrayez trois chiffres de vos relevés :
Maintenant, nous cessons de discuter du badge sur le capot et commençons à regarder le moteur.
Imaginez deux ateliers. Même chiffre d’affaires. Même surface au sol. L’un plie des équerres en tôle de 3/8″ toute la semaine — cycles réguliers, longues séries, fort tonnage. L’autre plie de l’inox de 14 g en lots de 12 pièces, puis change l’outillage, puis le matériau, puis d’avis. Si vous installez la même machine dans les deux, un propriétaire passe pour un génie. L’autre pour un amateur de fiches techniques ayant acheté la mauvaise courbe de puissance.
J’ai vu un jour un curieux insister pour un servo-électrique destiné à un contrat de languettes structurelles de 1/2″ toute la journée. Six mois plus tard, la machine allait bien — mais travaillait constamment à la limite de son tonnage. Chauffe dans les vis à billes. Cycles plus lents que prévu. Ils n’ont pas rebuté de pièces. Ils ont juste ralenti. Les bénéfices se sont évaporés en secondes par pli. Métal gâché ? Non. Marge ruinée.
RÈGLE DE L’ATELIER : Si vos données ne décrivent pas votre travail en bandes de tonnage et en schémas de cycle, vous n’êtes pas prêt à acheter une machine.
Alors, confrontons vos données à la réalité.
Si plus d’un tiers de vos revenus provient d’un tonnage nominal supérieur à 70%, l’hydraulique mérite un respect sérieux.
Les systèmes hydrauliques aiment la charge soutenue. L’huile sous pression ne se soucie pas si vous travaillez près du tonnage maximum tout l’après-midi. La force du vérin est douce, tolérante et modulable. Sur de grandes pièces—longs rebords, matériau épais—l’inertie du système aide en fait à stabiliser la course. Ce n’est pas du marketing. C’est la masse et la dynamique des fluides faisant ce qu’elles font depuis les années 1970, lorsque l’hydraulique a remplacé les machines mécaniques à volant d’inertie.
“ Mais même avant cela, les ateliers utilisaient des ‘freins’ manuels pour plier corniches et toiture. ” Exactement. La puissance n’était pas le miracle. La force contrôlée l’était. Les plats lourds exigent une force contrôlée sur toute la distance.
Si votre registre montre de longues séries de matériaux épais avec peu de changements d’outils, les pics d’énergie du servo-électrique ne vous aident pas beaucoup. Les économies à l’arrêt se réduisent car vous ne vous arrêtez pas—vous travaillez. Et faire tourner un servo-électrique constamment près du tonnage maximum, c’est comme conduire un pickup au régime de pointe en remorquant une caravane toute l’année. Il le fera. Mais ce n’est pas sa vie la plus agréable.
J’ai vu une équerre de 3/4″ passée sur une unité électrique sous-dimensionnée où l’opérateur a dû diviser les plis et avancer les angles lentement pour éviter les défauts de surcharge. Les pièces sont passées. À peine. Le travail a doublé. La plaque n’a pas fissuré—mais le planning, si. Métal ruiné ? Pas cette fois. Débit ruiné.
Ici, l’hydraulique n’est pas dépassé. Elle est appropriée.
Alors, quand cette logique s’inverse-t-elle ?
Maintenant regardez votre deuxième chiffre : moyenne de plis par travail.
Si vous vivez dans des lots de moins de 25 pièces, le jeu change.
Le servo-électrique brille sur de courts moments—approche rapide, arrêt précis, pas de pompe qui tourne pendant que l’opérateur vérifie l’angle ou marche vers le rack. Le moteur tire fort pendant le pliage, puis dort pratiquement. Dans un atelier où la moitié du poste est consacrée aux réglages, inspections et ajustements, ce sommeil compte. Tout comme la répétabilité de la course un à la course 200 sans dérive de température d’huile.
Dans le travail à mélange élevé, le vrai ennemi n’est pas le tonnage. C’est le mouvement inutile.
Les systèmes servo vous offrent également un contrôle plus précis du positionnement du vérin, ce qui raccourcit la “ danse d’approche ” lors du réglage de nouveaux matériaux. Moins de progression lente. Moins de coups d’essai. Si votre registre montre des centaines de réglages par mois, gagner même deux minutes par réglage s’additionne rapidement.
J’ai vu un atelier passer de l’hydraulique au servo dans un environnement de prototypes—inox mince, changements d’outils constants. Ils ne se sont pas vantés des économies d’énergie. Ils se sont vantés de la précision de la première pièce. Les rebuts ont diminué car les trois premières pièces ont cessé d’être des offrandes sacrificielles aux dieux de l’angle. Une mauvaise semaine avant le changement avait rempli un bac de panneaux esthétiques déformés à cause de corrections excessives. Un métal ruiné que vous pouviez voir. Une confiance ruinée que vous ne pouviez pas.
Mais laissez-moi tester cette logique : si votre “ mélange élevé ” inclut toujours des plis fréquents proches de la capacité, et que vous choisissez l’électrique uniquement pour la vitesse, vous feriez mieux de confirmer le tonnage disponible à la longueur de travail de la machine. Sinon, vous êtes un passionné de fiche technique qui chasse les millisecondes tout en manquant de force.
RÈGLE DE L’ATELIER : Dans les ateliers à mélange élevé, calculez le profit par heure de réglage—pas par pli.
Ce qui nous laisse avec le scénario inconfortable.
Et si vos données montrent que vous êtes entre les deux ?
C’est là que la plupart des propriétaires se mentent à eux-mêmes.
Vos 12 derniers mois indiquent que 80 % de votre travail est de calibre moyen, sous 50 % de tonnage, avec un mélange élevé. Le servo-électrique semble être le choix évident. Mais votre pipeline commercial montre un entrepreneur qui s’intéresse à des pièces structurelles plus épaisses. Ou bien vous soumettez des offres pour des assemblages nécessitant des lèvres plus longues.
Si la croissance implique d’augmenter l’épaisseur et la taille des pièces, une machine adaptée à aujourd’hui mais limitant demain devient un plafond que vous avez payé.
L’hydraulique vous offre de la marge pour évoluer en tonnage à un coût initial inférieur par tonne. Le servo-électrique vous donne vitesse et précision dans le mélange que vous maîtrisez déjà. Le mauvais choix ne concerne pas les travaux d’aujourd’hui — il concerne les contraintes de demain.
J’ai audité un atelier qui avait acheté une petite machine électrique parce que “ c’est ce dont notre travail actuel a besoin ”. Deux ans plus tard, ils ont décroché un contrat pour des cadres plus épais. La machine pouvait techniquement le faire — de justesse. Les temps de cycle ont explosé. Ils ont sous-traité le surplus à faible marge juste pour respecter les délais. Les pièces étaient correctes. Le coût d’opportunité, lui, ne l’était pas. Métal ruiné ? Non. Croissance ruinée.
Voici donc l’expérience de pensée que je propose à chaque propriétaire :
Si votre plus gros client doublait demain son travail le plus épais, votre machine sourirait-elle ou suerait-elle ?
Cette réponse compte plus que ce que dit la brochure.
Vous avez maintenant le cadre :
Cessez de demander si c’est une « presse plieuse » ou un « plieuse presse ».
Commencez à demander quel système d’entraînement correspond à la façon dont votre atelier gagne réellement de l’argent à chaque équipe — et lequel reste pertinent quand votre meilleur client change la donne.
Vous regardez deux devis. Les deux indiquent 110 tonnes. Les deux plient 10 pieds. L’un bourdonne toute la journée grâce à la pression hydraulique. L’autre se réveille, frappe fort, puis se tait. Si vous comparez encore les noms en haut de la page, vous êtes sur le point de prendre une décision à six chiffres avec l’esprit d’un adepte des fiches techniques.
Nous avons déjà cartographié votre revenu par tranches de tonnage, fréquence des configurations, et direction de la croissance. Maintenant, reculez d’un clic supplémentaire. Une presse plieuse n’est pas un achat de machine. C’est un achat de contrainte. Vous achetez la chose qui dira le plus souvent “ non ” dans votre atelier — non à l’épaisseur, non à la vitesse, non aux dérives de précision, non à l’expansion. Le profit réside dans la rareté de ces refus pendant les heures rémunérées.
L’hydraulique dit : “ Appuie-toi sur moi tout l’après-midi. ” Le servomoteur électrique dit : “ Change vite et atteins ton angle dès le premier coup. ” Ce ne sont pas des traits de personnalité. Ce sont les conséquences mécaniques de la façon dont la force est générée et contrôlée. L’huile sous pression tolère les charges soutenues. Les servomoteurs excellent dans le contrôle précis de position et la réponse rapide de la course. Forces différentes. Points de défaillance différents. Calculs de main-d’œuvre différents.
Il y a quelques années, j’ai audité un atelier qui avait acheté un modèle électrique parce que la démonstration semblait rapide. Leur répartition de travail s’est tranquillement déplacée vers des supports formés plus épais au fil de 18 mois. La machine pouvait les faire — à 80–90% de capacité. Les temps de cycle s’allongeaient. Les opérateurs scindaient les pliages pour éviter les alertes de surcharge. Les rebuts ont augmenté lorsque les estimations de retour élastique se sont avérées fausses sous charge presque maximale. Un vendredi, nous avons traîné une palette de pièces fissurées de 1/2″ jusqu’à la benne. Du métal gâché empilé jusqu’à la taille. La machine n’était pas défectueuse. Elle était mal adaptée.
Alors arrêtez de demander quelle commande est la “ meilleure ”. Demandez plutôt quel résultat vous optimisez : une production soutenue à forte charge, ou un débit de précision à haute mixité avec des temps morts minimaux. Ce changement de perspective donne une autre allure au tonnage, n’est-ce pas ?
Le tonnage est séduisant parce qu’il est clair. Gros chiffre. Comparaison facile. En 1974, une machine de 1500 tonnes faisait la une parce que la force brute était encore la frontière. À l’époque, l’expansion des capacités était l’histoire principale.
Aujourd’hui, le tonnage sans contexte n’est qu’une hauteur de plafond inscrite sur le papier.
Deux machines peuvent toutes deux être évaluées à 110 tonnes. L’une délivre cette force confortablement sur de longs cycles de travail avec stabilité thermique. L’autre la délivre avec précision — mais préfère ne pas y rester toute la journée. Même chiffre. Comportement différent sous répétition.
Et les débutants manquent la distinction la plus dangereuse : la précision hydraulique signifie souvent la constance sous charge, tandis que la précision d’un servomoteur se réfère au contrôle de la position du vérin (la poutre mobile qui entraîne le poinçon). Si votre travail échoue parce que les angles dérivent après 200 pliages à chaud, c’est un type de problème. S’il échoue parce que le positionnement de la première pièce n’est pas assez précis sur des prototypes en acier inoxydable mince, c’en est un autre. Le tonnage ne vous dit pas à quel risque vous vous exposez.
RÈGLE D’ATELIER : Ne comparez jamais le tonnage sans demander : “ À quel cycle de service, à quelle longueur de travail, et pendant combien de temps par poste ? ”
J’ai vu un jour un curieux se vanter d’avoir obtenu une machine de tonnage supérieur pour moins cher. Six mois plus tard, il se battait avec des angles incohérents sur de longues pièces structurelles parce que la déflexion du châssis à pleine longueur de travail n’était pas celle qu’il avait supposée. Les pièces respectaient techniquement le cahier des charges minimal — après retouche. Le premier lot de longues poutres s’est retrouvé tordu au point d’être irrécupérable. Du métal gâché qui semblait avoir été noué. Tonnage bon marché. Ignorance coûteuse.
Le tonnage initial est le moins important parce qu’il n’a de sens qu’à travers le prisme de votre modèle de production. Ce qui soulève la vraie question : avant même de demander un devis, que devriez-vous savoir avec assez de clarté pour que le mauvais système d’entraînement s’élimine de lui-même ?
La voici. Écrivez-la sur le tableau blanc.
Où mon atelier génère-t-il sa marge brute — sous haute charge soutenue, ou pendant les heures de réglage ?
Si l’argent est gagné pendant de longues séries à plus de 60–70% de capacité, l’hydraulique s’aligne sur votre flux de trésorerie. Elle supporte la chaleur, la répétition et le formage lourd sans broncher. Les économies d’énergie du servomoteur électrique ne compenseront pas la friction d’un fonctionnement proche du pic de charge toute la semaine.
Si l’argent est gagné dans de petits lots, avec des changements d’outils fréquents, des tolérances de première pièce serrées et du temps d’inactivité entre les pliages, le servomoteur électrique transforme les minutes mortes en production payée. Approche rapide. Arrêt précis. Le moteur dort quand vous ne travaillez pas. Cela compte dans les environnements à forte mixité où la moitié du poste n’est pas consacrée au pliage, mais aux réglages.
Ce n’est pas philosophique. Faites une simple hypothèse avec vos vrais chiffres :
Multipliez par votre taux de main-d’œuvre chargé. Multipliez par 240 jours ouvrables. Comparez maintenant cette différence annuelle de main-d’œuvre à la différence de prix et au schéma de maintenance prévu. Soudain, le compromis n’est plus émotionnel. C’est arithmétique.
J’ai audité un atelier axé sur les prototypes qui suivait cela honnêtement. Ils ont découvert que près de 30 % du temps payé sur la presse plieuse provenait du “creep” de réglage — ajustement progressif des angles. Après avoir changé de commande, l’acceptation des premières pièces s’est suffisamment améliorée pour que leur bac à rebuts cesse de se remplir de panneaux en inox décoratif, décalés d’un degré et inutilisables pour le client. Une semaine avant le changement, nous avons évacué un chariot de pièces rejetées à finition miroir dans lesquelles on pouvait se refléter. Du métal gâché, douloureux à regarder. La machine ne pliait pas seulement plus vite. Elle a cessé de gaspiller des cycles d’apprentissage.
RÈGLE D’ATELIER : Choisissez la commande qui protège les heures où votre marge naît, pas la spécification qui impressionne les visiteurs.
L’hydraulique domine depuis cinquante ans, car la plupart des ateliers travaillent en production soutenue avec des épaisseurs variables et ont besoin d’une force abordable par tonne. Le servo-électrique survit — et prospère — là où la précision par heure de réglage paie les factures. Aucun des deux n’est l’avenir. Ce sont tous deux des outils.
Alors, quand on vous remet deux devis et que quelqu’un commence à parler de savoir s’il faut dire “press brake” ou “brake press”, ignorez l’insigne sur le capot.
Demandez où se trouve réellement votre profit.
Le bon système d’entraînement est celui qui renforce cet endroit — et rend le mauvais type de travail assez inconfortable pour que vous ne vous y engagiez pas par accident.


















