

Geçen yıl bir ticaret fuarında, bir alıcının bana doğru eğilip fısıldadığını izledim, “O, fren presi diyor. Pres freninden farklı mı?”
İki stant. İki 10 fitlik makine. Aynı 135 tonluk kapasite. Aynı darbe. Aynı arka ölçüm. Tek farklılık yan paneldeki etiket.
O, o kelime etrafında bir kısa liste oluşturmaya hazırdı.
İşte bu yüzden sahipler para kaybeder.

Eğer mekanik bir fark olsaydı, size dökümü, ramı, sürücüyü gösterirdim. Yağlı bir parmakla işaret edebileceğiniz bir şey.
Yok.
Bir pres freni, bir kalıba bir yumruğu iterek sac metalini büken bir makinedir. Hepsi bu. Ona fren presi deyin, bükme presi deyin, çelik umursamaz. Ram hala aşağı doğru hareket eder. Malzeme hala çekme limitinde şekil alır. Bükme açısı hala tonaj, alet ve darbe kontrolüne bağlıdır.
1924“te Cincinnati'nin patenti buna ”pres freni“ dedi. Hidroliklerin ortaya çıkmasından on yıllar önce, bu etiket mekanik flywheel makinelerine yapıştı. Ama ondan bile önce, atölyeler, korniş ve çatı bükmek için manuel ”frenler” kullanıyordu. Kelimeler örtüştü çünkü işlev örtüştü.
Bu Ford ile Chevy değil.
Kaput üzerindeki amblem hakkında tartışmak, altında yatan motoru görmezden gelmek gibidir. Ve birinin ambleme odaklandığında ne olduğunu gördüm. Yıllar önce bir spesifikasyon sayfası meraklısı, broşürdeki etiketine göre farklı olduğunu iddia ettiği “yeni stil” bir ünite sipariş etti. Aynı çerçeve, farklı boya. Makinenin varsaydığı gibi tekrar derinliği kontrol edemediğini geç fark ettiğinde $18,000 değerinde paslanmaz panelleri hurdaya çıkardık.
Metal başarısız olmadı. Düşünce başarısız oldu.
Peki, eğer kelimeler makineleri ayırmıyorsa, ne ayırır?
Eski atölyelerden geçerken “pres freni” terimini daha sık duyacaksınız. Bu, teknik olarak üstün olduğu için değil. Üreticilerin, güçlendirilmiş makineler manuel yaprak frenlerini değiştirdikten sonra bu ifadeye göre katalogları ve patentleri standartlaştırması nedeniyle.
1900'lerin başı ve ortalarında mekanik flywheel üniteleri pres freni olarak satıldı. İsim, 1950'ler ve 60'larda hidrolikler devraldığında yanına geldi. Satış sayfaları, eğitim kılavuzları, parça kitapları - hepsi pres freni diyordu. Sektör alışkanlığı oluştu.
Ama “fren presi” asla ölmedi çünkü eski ustalar önce “fren” diyerek büyüdü. Çatı ve HVAC alanında “fren” kelimesi “pres”ten önce geldi. Bölgesel alışkanlıklar kalıcıdır. Atölye argosu daha da kalıcıdır.
Hiçbir terim çerçeve tasarımını işaret etmez. Hiçbiri ramın bir flywheel, hidrolik silindirler veya bir servo motor tarafından mı çalıştırıldığını söylemez.
Aynı alet sınıfı iki lehçe giyiyor.
Peki, alıcılar hala neden saatlerce tartışıyor?
Çünkü bu, gerekli özeni gösteriyormuşsunuz gibi hissettiriyor.
Yeni olduğunuz için. Görünüşte bir tire-kicker gibi görünmek istemiyorsunuz. Bu yüzden kelimelerdeki gizli farklılıkları arıyorsunuz, içeriden birinin bildiği bir şeyi keşfettiğinizi düşünüyorsunuz. Bu arada, tekrar edilebilirliği gerçekten kontrol eden şeyin ne olduğunu sormadınız: sürücü sistemi ve gücü ile pozisyonu nasıl yönettiği.
Bir keresinde bir satın alma müdürünün üç toplantı boyunca bir tedarikçinin “fren presinin” farklı bir bükme yöntemi kullanıp kullanmadığını netleştirmeye çalıştığını izledim. Ram senkronizasyon toleransını hiç sormadı. Makine, düşük tonajda hidrolik kayma sorunlarıyla geldi. Açı tutarsızlığını haftalarca takip ettik. İki sözleşme kaybettik.
ATÖLYE KURALI: Eğer bir soru fiziksel bir bileşene veya ölçülebilir bir özelliğe işaret ederek cevaplanamıyorsa, paranızı korumaz.
Terminoloji, yük altındaki döngü hızını size söylemeyecek. Boşta enerji çekimini size söylemeyecek. Ram’in 0.001 inçte ne kadar hassas durduğunu size söylemeyecek.
Sürücü sistemleri söyleyecek.
Ve gerçek karşılaştırmanın başladığı yer burası.
İki kış önce bir demo sırasında, 110 tonluk bir hidrolik pres frenin ana beslemesinde bir kelepçe ölçer asılıydı. Boğazda malzeme yoktu. Ram, üst ölü merkezde park halindeydi. Motor, sistem basıncını yükseltmek için sabit akım çekmeye devam ediyordu. Yağ dolaşıyordu. Pompa vızıldıyordu. Para yanıyordu.
Aynı hafta, farklı bir atölyede, 100 tonluk servo-elektrik. Ram boşta. Güç çekimi döngüler arasında neredeyse sıfıra düştü. Operatör pedala bastığında, çift servomotorlar top vida sistemlerini döndürdü, ram’i aşağı itti, bir kuruş gibi durdu, sonra tekrar sessizleşti.
İşte motor kaputun altında.
Yan paneldeki isim önemli değilse, bu önemlidir. Sürücü sistemi, gücün nasıl üretildiğini, pozisyonun nasıl kontrol edildiğini, ne kadar enerji ödediğinizi ve ne sıklıkla bakım yapmak zorunda kaldığınızı belirler, parçaları bükmek yerine. Hidrolik ve servo-elektrik, ciddi modern rakiplerdir. Mekanik, birazdan değineceğimiz eski savaş atıdır.
Bir kelime satın almıyorsunuz. Ram’in nasıl hareket ettiğini satın alıyorsunuz.
Ve bu hareket, size para kazandıran veya kaybettiren şeydir.
Bunu, yağlı bir parmakla işaret edebileceğiniz parçalara indirgemek için çıkaralım.
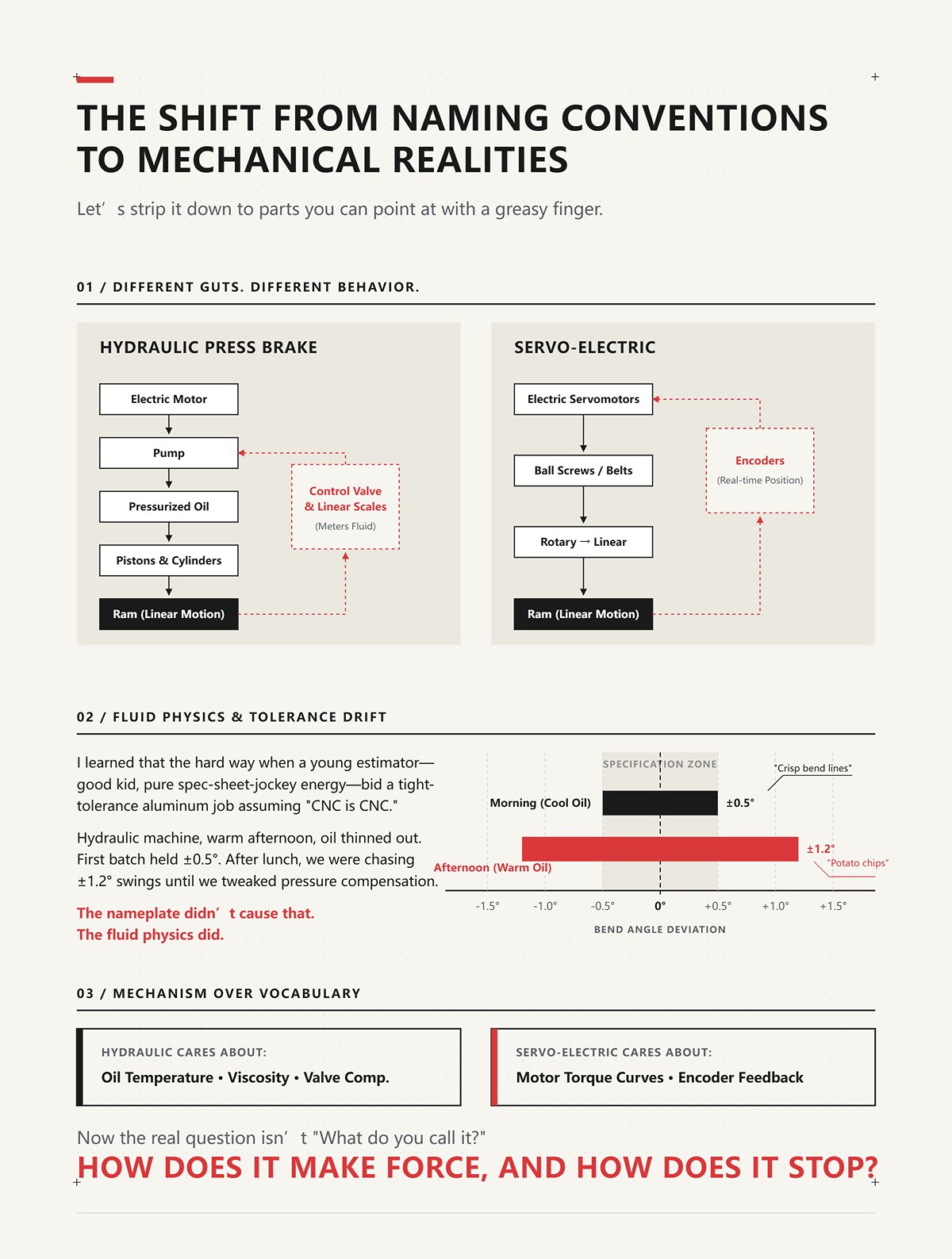
Bir hidrolik pres freni, bir pompayı döndürmek için bir elektrik motoru kullanır. O pompa yağı basınçlandırır. Yağ, silindirlerdeki pistonları iter. Silindirler ram’i hareket ettirir. Pozisyon, lineer ölçeklerle izlenir ve bir kontrol vanası, programladığınız derinliğe ulaşmak için sıvıyı ölçer.
Bir servo-elektrik yağı atlar. Elektrik servomotorları, ram’e doğrudan bağlı top vidaları veya kayış sistemlerini sürer. Dönüş hareketi, lineer harekete dönüşür. Kodlayıcılar, pozisyonu gerçek zamanlı olarak takip eder. Motor durduğunda, ram durur.
Farklı iç yapılar. Farklı davranışlar.
Genç bir tahminci—iyi bir çocuk, saf spesifikasyon kağıdı enerjisi—“CNC CNC’dir” varsayımıyla sıkı toleranslı bir alüminyum işi teklif ettiğinde bunu zor yoldan öğrendim. Hidrolik makine, sıcak bir öğleden sonra, yağ inceldi. İlk parti ±0.5° tutuyordu. Öğle yemeğinden sonra, basınç telafisini ayarlayana kadar ±1.2° dalgalanmalarla uğraşıyorduk. Patates cipsi gibi kıvrım hatları olan bir yığın paneli hurdaya çıkardık.
Plaka bunu neden olmadı. Akışkan fiziği neden oldu.
Hidrolik yağ, sıcaklıkla viskozitesini değiştirir. İnce yağ, valflerden farklı akar, bu da sistem iyi telafi etmedikçe ramın ne kadar hassas durduğunu değiştirir. Servo-elektrik yağ sıcaklığını umursamaz—çünkü hiç yoktur. Motor tork eğrileri ve enkoder geri bildirimleri ile ilgilenir.
Görüyor musun, konuşma nasıl kelimelerden mekanizmaya kaydı?
Şimdi gerçek soru “Buna ne diyorsun?” değil. “Bu nasıl kuvvet üretiyor ve nasıl duruyor?”

Karışık parçaları bükerek geçen 10 saatlik bir vardiyayı hayal et—küçük braketler, sonra uzun 10 fitlik hafif çelik paneller, sonra tekrar kısa paslanmaz parçalar.
Hidrolik bir makinede, pompa genellikle üretim saatleri boyunca sürekli çalışır. Bükme yapmadığınızda bile, ramın anında tepki verebilmesi için basıncı korur. Bu, sürekli enerji çekimi anlamına gelir. O boşta geçen zaman için ödeme yaparsınız. Yılda, tek vardiya çalışan bir atölyede, bu fark tek başına binlerce dolara çıkabilir.
Servo-elektrik makineler, güçlerinin çoğunu gerçek bükme döngüsü sırasında çeker. Vuruşlar arasında, motorlar boşta kalır. Daha az ısı, daha az gürültü, genellikle yağ soğutma ünitesi yoktur. Makinenin etrafındaki ortam sıcaklığı daha düşüktür.
Ama enerji sadece bir sütun.
Hassasiyet, sürücü tipinin daha sert vurduğu yerdir.
Hidrolikler kuvveti pürüzsüz bir şekilde üretir ve uzun yataklar boyunca yüksek tonajda mükemmel performans gösterir. Kapalı döngü kontrol sistemleri ve yatak defleksiyonunu telafi eden sistemler (taçlandırma) iyi bakıldığında tüm gün sıkı açıları tutabilir. Kalın levha işlerinde affedicidir çünkü akışkan basıncı kuvveti eşit dağıtır.
Servo-elektrikler tekrar edilebilirlik ve ram hız kontrolünde parlayarak öne çıkar. Servomotorlar ivmeyi ve yavaşlamayı hassas bir şekilde kontrol edebildiğinden, programlanabilir yaklaşım hızları, yavaş şekillendirme hızları ve çok ince konum kontrolü ile hızlı geri dönüşler elde edersiniz. Kısa üretimler ve karmaşık parçalar için, bu tepki süresi kurulum süresini ve ilk parça ayarını kısaltır.
Bir keresinde bir atölyenin ince ölçülü paslanmaz bir işi eski bir hidrolikten servo-elektriğe geçişine tanık oldum. Aynı aletler. Aynı operatör. Servo ünitesi, aşırıya kaçmadan, onu küçük artışlarla alt ölü merkezine sokmasına izin verdi. İlk makalelerde hurda miktarı belirgin şekilde düştü.
Farklı iş, farklı sonuç.
İşte yeşil alıcıların takıldığı yer: “daha hassas”ın her zaman “daha kârlı” olduğu varsayımında bulunurlar. Bu, lastik kontrolü mantığıdır. Eğer her gün binlerce 3/8 inç levha braket üretiyorsanız, iyi yapılmış bir hidrolik makinenin kaba stabilitesi ve daha düşük başlangıç maliyeti, yatırım getirisi açısından bir servoyu geçebilir.
ATÖLYE KAT KURALI: Sürücü tipini egonuzla veya satıcının bükmeye çalıştığı demo parça ile değil, baskın iş profilinizle eşleştirin.
Hidrolik avantajlar:
Servo-elektrik avantajları:
Yetenek markalama değildir. Fizik ve iş yükü bir araya gelir.
Bu yüzden bir katalogda bir modeli işaretlemeden önce, şunu cevaplayın: Hızlı değişim arayan yüksek karışım, düşük hacimli bir atölye misiniz? Yoksa aynı parçayı 20.000 kez üreten bir üretim evi mi?
Çünkü bir tahrik esnekliği ödüllendirir. Diğeri ise sürekli kuvveti ödüllendirir.
Ve bu eski demiri geride bırakır.
1924 yılına geri dönün. Cincinnati'nin erken pres fren tasarımları mekanikti—flywheel, debriyaj, krank. Dönme kütlesinde depolanan enerji. Debriyajı devreye alın, ve o depolanan enerji, ram'i sabit bir strokla hareket ettiriyordu.
Basit. Şiddetli. Etkili.
Mekanik tahrikler, genel imalat için popülerliğini yitirdi çünkü strok kontrolü sınırlıdır ve güvenlik sistemleri modern hidrolik ve servo tasarımlara kıyasla entegre edilmesi daha zordur. Aynı programlanabilir esnekliği elde edemezsiniz. Strok, krank geometrisine bağlıdır.
Ama onlara “ölü” derseniz, tüm gün aynı braketin damgalandığı bir tesiste hiç durmamış biri gibi konuşuyorsunuz.
Bir flywheel sistemi kinetik enerjiyi verimli bir şekilde depolar. Bir kez döndüğünde, her döngüde tutarlı bir kuvvet sağlar. Gerçek yüksek hacimli, tekrarlayan uygulamalarda, strok ve malzeme değişmediğinde, mekanik presler, parçabaşı verimlilik ve enerji verimliliği açısından daha iyi performans gösterebilir.
Yıllar önce, bir üretim çalışmasının mekanik bir birimden daha yeni bir hidrolik “yükseltmeye” taşındığını gördüm. Kağıt üzerinde modern görünüyordu. Pratikte, döngü süresi uzadı ve enerji maliyetleri arttı çünkü hidrolik sistem sürekli çalışıyordu. Mekanik makine o tek iş için optimize edilmişti. Geçiş sırasında operatörler zamanlamayı yeniden öğrenirken, tolerans dışı yüksek karbonlu parçalar büküldü.
Eski teknoloji başarısız olmadı. Uygulama değişti.
Bununla birlikte, çoğu imalat atölyesi için—iş atölyeleri, özel işler, değişken kalınlık—mekanik çok katıdır. Strok programlanabilirliği yok. Sınırlı uyum sağlama. Güvenlik yenilemeleri pahalı hale geliyor.
İşte basit terimlerle hiyerarşi:
Tartışma asla pres freni ile fren presi arasında olmadı.
Bu motor ile motor arasındaki bir karşılaştırma.
Ve eğer bir satın alma siparişi imzalamak üzereyseniz, önemli olan tek “vs” hangi sürüş sisteminin faturalarınızı gerçekten ödeyen işe uyduğudur.
Geçen kış, bir sahibin masasında iki teklifin yanında durdum. Biri bankayı şaşırtmayacak bir fiyatla 110 tonluk hidrolik içindi. Diğeri ise neredeyse iki katı fiyatla 100 tonluk servo-elektrikti. Sahibi, haftada üç gün 10-gauge yumuşak çelik braketler ve diğer iki günde ince paslanmaz kutular çalıştırıyor. Bana baktı ve önemli olan tek soruyu sordu: “Hangisi beş yılda daha fazla para kazandırır?”
Hangisinin modern göründüğü değil. Hangisinin satıcısının en çok parlatmaya çalıştığı değil.
Hangisi faturaları gerçekten ödeyen işe uyuyor.
Zaten fiziği biliyorsunuz—sıvı basıncı ile motorla çalışan top vidaları veya kayışlar arasında. Şimdi bu fiziği iş karışımınıza, görev döngünüze, toleranslarınıza ve enerji faturanıza uyguluyoruz. Çünkü sürüş tipi, ramın nasıl hareket ettiğini değiştirmekle kalmaz. Aynı zamanda nakit akışını da değiştirir.
Tam boy bir delici ile 3/8 inç plaka bükülen 14 fitlik bir yatağı hayal edin. Tonaj grafiğinin üst yarısında flirt ediyorsunuz. Çerçeve sapar; bu normaldir. Taçlama—o sapmayı telafi etme—açıyı uzunluk boyunca tutar. Hidrolik bir sistem, her iki silindire de eşit şekilde basınç uygular ve yağ yükün sert olduğunu umursamaz. Sadece basıncı iletir.
Hidrolikler burada kendilerini kanıtlar: sürdürülebilir yüksek tonaj, uzun yataklar, kalın malzeme. 175, 250, 400 tonluk hidrolik sistemler alabilirsiniz, fiyat eğrisi servo-elektrik sistemlerin bu aralıklarda genellikle dikleştiği gibi dikleşmeden. Bileşenler—pompa, valf, silindir—olgunlaşmıştır. 200 mil çapındaki her teknisyen bir silindiri yeniden sızdırmaz hale getirmeyi bilir.
Bu dersi yüksek sesle öğrendim. Yıllar önce, spesifikasyon sayfası tonajın “yakın” olduğunu söylediği için daha hafif bir makinede ağır destek parçaları çalıştırmayı denedik. Bir delgeci, her parçayı yarım derece hata ile öpecek kadar büküldü. O delgeci masanın üzerinde yuvarladığımızda bir muz gibi görünüyordu. Mahvolmuş metal, ve kenarla flirt ettiğimiz için bizim hatamızdı.
Hidrolikler birçok şeyi affeder—ama küçük boyutlandırmayı affetmez.
ATÖLYE KURALI: Eğer ekmek kapısı işleriniz, saatlerce 60–70%'lik nominal tonajın üzerinde yaşıyorsa, pazarlama değil, kütle ve yağ satın alın.
Ama o kaba kuvvetin binada bir yerlerde bir sayaç döndürüyor, değil mi?
Saat 14:00'te eski bir hidrolik frenin bulunduğu bir atölyeye girin. Makine döngü yapmıyor. Hala duyuyorsunuz—pompayı çalıştıran motorun sürekli vızıltısı, ramın anında yanıt verebilmesi için basıncı koruyor. O motor onlarca beygir gücünde olabilir. Kısmi yükte bile, gerçek güç çekiyor.
İşte mekanizma: hidrolik sistemler genellikle üretim sırasında pompayı sürekli çalıştırır. Yağ dolaşır, valflerden geçer, ısı birikir. Isı soğutma talep eder—hava veya yağ soğutucuları. Soğutma daha fazla elektrik kullanır. Bunların hiçbiri “110 ton” başlığında görünmez.”
Servo-elektrik farklıdır. Servomotor, bükme sırasında önemli bir güç çeker—hızlanma, şekil verme, yavaşlama. Vuruşlar arasında, düşük çekişte bekler. Sürekli yağ dolaşımı yoktur. Temmuz ayında atölyeyi ısıtan hidrolik sıvı yoktur.
Tek vardiyalı, değişken iş akışında—bük, ölç, ayarla, forklift bekle, tekrar bük—bu fark bir yıl içinde birikir. Sürekli çalışan bir hidrolik sistemi servo-elektrikle değiştirdikten sonra enerji faturalarının belirgin şekilde düştüğünü gördüm. Bu sihir değil. Sadece aletlerde hiçbir şey olmadan pompa döndürme saatlerinin daha az olması.
Ve ısı sadece konfor değildir. Sıcak yağ viskozitesini değiştirir. Viskozite kaymaları, bakım aksarsa tekrar edilebilirliği etkileyebilir. Bir zamanlar, hidrolik ünitedeki soğutma fanının arızalandığını fark etmeden önce bir gün boyunca açı kaymasını takip ettik. Yağ sıcaklığı yükseldi, açılar kaydı, paslanmaz parçalar büküm boyunca soluk mavi bir temper çizgisiyle atık kutusuna yığıldı. Kimse bir sıcaklık göstergesine bakmadığı için metal mahvoldu.
Özellik sayfası bize tonajı söyledi. Termodinamik hakkında bizi uyarmadı.
Eğer hidrolikler çalıştırmak için daha pahalıysa, neden biri servo-elektrik için önceden iki kat ödemeyi kabul etsin, sadece enerji faturasını kabul etmek yerine?
Kısa bir iş sırasında bir servo-elektrik önünde durun. Ram hızlı bir şekilde yaklaşır, temasta tam olarak yavaşlar, programlanabilir artışlarla alt ölü merkezine yavaşça girer, sonra geri fırlar. Bu hareket, döner hareketi lineer kuvvete dönüştüren bilyalı vidalar veya kayışlarla bağlı servomotorlar tarafından kontrol edilir. Pozisyon kapalı döngüde izlenir—sürekli geri bildirim gerçek zamanlı olarak ayarlanır.
Bu kontrol için ödeme yaparsınız. Motorlar, sürücüler, geri bildirim sistemleri—ucuz değiller. Orta tonajlarda, hidrolik sistemlere göre önemli bir ön ödeme primine sahip olmak yaygındır.
Nereden geri gelir?
Öncelikle, düşük yük döngülerindeki enerji. Operatörleriniz bükme kadar kurulum ve kontrol ile zaman harcıyorsa, servo sadece hazır kalmak için enerji harcamaz.
İkincisi, azaltılmış yardımcı sistemler. Hidrolik yağ değişimi yok. Filtre değişimleri yok. Daha az sızıntı noktası. Bu, daha az bakım saati ve kozmetik parçalarda daha az kontaminasyon riski demektir.
Üçüncüsü, bükümler arasındaki hız. Servo sistemleri, sıkı pozisyon kontrolü ile yüksek hızlı yaklaşım ve geri dönüş hızlarına ulaşabilir. Kısa flanşlar ve küçük parçalar üzerinde, binlerce parça başına bir saniyeden bile tasarruf etmek gerçek bir verimlilik sağlar.
Ama işte burada özellik sayfası meraklıları için tuzak: primin kâr anlamına geldiğini varsaymak. Eğer atölyeniz tüm gün boyunca minimum ayarlama ile iki kalın parça çalıştırıyorsa, enerji tasarrufları ve hassasiyet özellikleri asla daha yüksek satın alma fiyatını dengelemeyebilir.
Servo-elektrik için finansmanlarını uzatan alıcılar gördüm çünkü bu “geleceğe dayanıklı” gibi hissettiriyordu, sonra makinenin güçlü yönlerinin pek önemli olmadığı mütevazı hacimde ağır levha çalıştırdılar. Bu arada, nakit akışı sıkıştı. İyi atölyelerin nasıl endişelendiği budur.
Peki, o ince kontrol ne zaman bir lüks olmaktan çıkıp bir gereklilik haline gelir?
Dört ardışık büküm ile bir lazer kesim şasisine yerleştirilmesi gereken ince 0.060 inç paslanmaz bir kapak alın. Nihai montaj üzerindeki tolerans, boşluklar görünmeden önce her büküm için ±0.5° bırakır. Titiz sıcaklık kontrolü ve tutarlı kurulum olmayan bir hidrolik makinede, koşullar değiştikçe ilk parçadan ellinci parçaya kayabilirsiniz.
Doğrudan pozisyon kontrolü ve minimal termal değişkenlik ile bir servo-elektrik, programlanmış derinlikleri tekrar tekrar çok sıkı bir tutarlılıkla vurabilir. Bu, ilk makale ayarlamalarını ve orta çalışma düzeltmelerini azaltır. Yüksek karışımlı ortamlarda—günlük yeni parça numaraları—bu istikrar kurulum süresini kısaltır. Kurulum süresi iş gücüdür. İş gücü maliyettir.
Ama eğer 1/4 inç A36 braketlerini büküyorsanız ve bunlar cömert bir montaj ile bir çerçeveye kaynaklanıyorsa, ±1° tamamen kabul edilebilir olabilir. Orada mikron seviyesinde tekrar edilebilirlik için ödeme yapmak, çit direklerini ölçmek için bir mikrometre satın almak gibidir.
Bir zamanlar, açısal varyasyonun birden fazla büküm boyunca yığılması nedeniyle bir grup kozmetik alüminyum paneli hurdaya çıkardık. Parçalar düz bir masada sallanıyordu. Müşteri bunları reddetti. O iş, daha sıkı konum kontrolüne sahip bir makinede olmalıydı. Bunun yerine, daha ağır işler için yapılmış bir ekipmana zorladık. Yine mahvolmuş metal - ama bu sefer hata tonaj değildi. Tolerans uyumsuzluğuydu.
ATÖLYE KURALI: Hassasiyet, aşağı akış süreci yanlışlığı cezalandırdığında yalnızca kazandırır.
İşte, çırak, nasıl karar vereceksin.
Eğer geliriniz kalın malzeme, uzun yataklar ve sürekli yüksek tonajdan geliyorsa, hidrolik size dolar başına güç ve kanıtlanmış dayanıklılık sunar.
Eğer geliriniz yüksek karışım, ince ölçü, sıkı toleranslı işler ile sık kurulumlar ve boş bekleme sürelerinden geliyorsa, servo-elektrik kontrol ve enerji tasarrufunu kâr haline dönüştürür.
Kaput üzerindeki rozet değil. Hangi terimin doğru göründüğü değil.
Son 12 aydaki iş kaydınız gerçekten ne gösteriyor - ve bunun için, ticaret fuarındaki demo parçası yerine, onu satın almaya cesaretiniz var mı?
Geçen kış, önünde iki teklif olan bir atölye sahibinin yaralı bir mola odası masasında oturdum: $118.000 hidrolik ve $147.000 servo-elektrik. $29.000 boşluğuna canlı bir telmiş gibi dokunmaya devam etti.
“Beş yıl içinde,” bana sordu, “hangisi gerçekten daha fazla para kazandırıyor?”
İyi. Bu, önemli olan tek soru.
İşte onu kendi rakamlarıyla cevaplamasını sağladım:
Spec-sheet hayali değil. Senin kayıtların. Senin enerji faturaların. Senin gerçek duraklama sürelerin.
Bir tire-kicker birinci satırda durur. Açık kalmayı planlayan bir sahibi beşine de bakar.
Bunu pahalı bir şekilde öğrendim; yaşlanan bir hidrolik makineyi “çünkü ödemesi bitti” diye tuttuk. Dördüncü yılda, kozmetik paslanmaz bir çalışmada bir hortumu patladı. Yağ levhayı kapladı. Silmeye ve kurtarmaya çalıştık. Dağıldı. Tüm partiyi hurdaya çıkardık. Yeni bir makinenin üç aylık taksitinden daha pahalıya mal olan mahvolmuş metal. İşte o zaman, fatura fiyatının asla gerçek rakam olmadığını anlıyorsunuz.
Peki, hangi satır kalemi aslında beş yıl boyunca kararı en çok etkiliyor?
Temiz bir varsayım kullanalım. İki makine:
O $30,000 farkı büyük hissettiriyor çünkü hemen ortaya çıkıyor. Bankalar ve sahipler her ikisi de aciliyeti hissediyor.
Şimdi bunu beş yıla yayalım.
Atölyenin gerçek iş yükü için benzer gelir kapasitesi varsayalım. Gördüğüm yaşam döngüsü analizlerinde, hidrolikler genellikle sahip olma maliyetlerinin yaklaşık 60%'sinin bakım ve hizmete bağlı olduğunu gösterirken, servo-elektrikler 30% civarında kalıyor. Bir karşılaştırmalı analizde, bu bakım ve enerji toplamında yıllık yaklaşık $12,000 fark anlamına geliyordu. Beş yıl boyunca, bu $60,000 ediyor.
Aniden $30,000 priminiz iki katı karşılanmış oluyor.
Ama işte burada spesifikasyon sayfası meraklısı kendini zor durumda buluyor: bu rakamlar yalnızca makinenin güçlü yönleri gerçekten kullanıldığında geçerlidir. Eğer tüm gün ağır plaka çalıştırıyorsanız, boşta pompa hızını kısan değişken frekans sürücüsüne (VFD) sahip modern bir hidrolik, enerji farkını daraltabilir. Yıllık tasarruflarınız küçülebilir. Geri dönüş süresi uzar.
Toplam sahip olma maliyeti bir slogan değildir. İş yüküne duyarlı bir modeldir.
ATÖLYE KURALI: Eğer tasarrufların nereden geldiğini mekanik olarak açıklayamıyorsanız, onları finansal olarak saymayın.
Peki, bu tasarruflar aslında nereden geliyor - enerji mi, yoksa bakım mı?
| Kategori | Hidrolik Makine | Servo-Elektrik Makine |
|---|---|---|
| Ön Ödeme Fiyatı | $120,000 | $150,000 (25% daha yüksek ön ödeme) |
| Başlangıç Fiyatı Farkı | — | $30,000 prim |
| Gelir Kapasitesi (Varsayılan) | Verilen iş yükü için karşılaştırılabilir | Verilen iş yükü için karşılaştırılabilir |
| Bakım ve Hizmet Sahiplik Maliyeti Payı | ~60% toplam sahiplik maliyeti | ~30% toplam sahiplik maliyeti |
| Tahmini Yıllık Bakım + Enerji Farkı | Daha yüksek | Yılda ~$12,000 daha az (birleşik tasarruf) |
| 5 Yıllık Bakım + Enerji Etkisi | — | ~$60,000 beş yıl boyunca toplam tasarruf |
| 5 Yılda Premium Geri Kazanım | — | $30,000 premium etkili bir şekilde iki kez karşılandı |
| Enerji Verimliliği Notu | VFD'li modern sistemler, bekleme enerjisi kullanımını azaltabilir ve farkı daraltabilir | Genellikle tasarım itibarıyla daha enerji verimli |
| İş Yüküne Duyarlılık | Sürekli ağır yükler altında iyi performans gösterir | Tasarruf, makinenin güçlü yönlerini kullanan iş yüküne bağlıdır |
| Risk Faktörü | Daha düşük başlangıç maliyeti ancak potansiyel olarak daha yüksek uzun vadeli giderler | Daha yüksek başlangıç maliyeti; tasarruf gerçek kullanıma bağlıdır |
| Temel İlke | Toplam Sahip Olma Maliyeti (TCO) gerçek işletim koşullarına bağlıdır | Tasarruflar, finansal olarak geçerli olabilmesi için mekanik olarak açıklanabilir olmalıdır |
| Atölye Kuralı | Eğer tasarrufların nereden geldiğini mekanik olarak açıklayamıyorsanız, onları finansal olarak saymayın | Aynı ilke geçerlidir |
Gelişmiş pompa kontrolü olmayan bir hidrolik sistemde sekiz saatlik bir vardiyayı hayal edin. Motor döner. Yağ dolaşır. Operatör parçaları ölçerken veya bir forklift beklerken bile, pompa enerji çekiyor ve sıvıyı ısıtıyor.
Yağ sıcaklığı yükseldikçe, verimlilik düşer. Sürdürülen çalışmada sıvı ısındıkça saatte yaklaşık 1% verimlilik kaybı gösteren analizler gördüm; eğer soğutma mükemmel değilse, vardiyanın sonuna doğru yüksek-80% verimliliğin altına düşüyor. Bu sadece bir enerji sorunu değil—yaratmak için para ödediğiniz bir ısı.
Servo-elektrik, deseni değiştirir. Bükme darbesi sırasında yüksek çekim. Darbeler arasında düşük çekim. Yüksek karışımlı atölyelerde—bük, kontrol et, ayarla, programcıyla konuş—o boşta kalma farkı önemlidir.
Şimdi karşı hamle: her darbe başına, bir servo-elektrik, hidrolik tonajını karşılamak için önemli bir pik güç çekebilir. Düşük hacimli işlerde, ara sıra ağır darbelerle, günde binlerce döngü yığmıyorsunuz. Enerji tasarrufları denklemi domine etmeyebilir. Ve eğer enerji şirketiniz, pik çekim için talep ücretleri alıyorsa, o zirveler önemlidir.
Bu yüzden sahiplerin geçen yılın iş kayıtlarını çıkarmasını sağlıyorum. Saatte kaç döngü? Ne kadar boşta? Kaç tane gerçek ağır tonajlı parça?
Enerji birikir. Ama sadece hareketle orantılı olarak.
Bir zamanlar uzun bir alüminyum üretiminde tutarsız açılar peşinde koştuk ve aletleri suçladık. Altıncı saatte yağ o kadar sıcak oldu ki, ram tepkisi farklı hissettirdi. Açılar kaydı. Üretim ortasında ayarlama yaptık. İlk 40 parça ile son 40 parça eşleşmedi. Atık kutusu doldu. Yine bozulmuş metal, bütçelenmemiş termodinamiklerin hediyesi.
Enerji maliyeti bir faturada görünür. Isı ile ilgili varyasyon atık olarak ortaya çıkar.
Bu bizi, bir elektronik tabloya düzgün bir şekilde görünmeyen maliyete getiriyor.
Birinci yıl, hidrolikler iyidir. İkinci yıl, hâlâ iyidir. Üçüncü yıl, contalar yaşlanmaya başlar, valfler takılır ve küçük sızıntılar “bir sonraki duraklamada tamir ederiz” haline gelir.”
Hidrolik sistemler, sıvı temizliğine, conta bütünlüğüne, pompa sağlığına, valf tepkisine bağlıdır. Her bileşen bir aşınma noktasıdır. Her seferinde felaket olmayabilir—ama olasılıksaldır. Ve olasılıklar birikir.
Gözden geçirdiğim yaşam döngüsü karşılaştırmalarında, hidroliklerin toplam sahip olma maliyetinin bakım payı, servo-elektriklerin yaklaşık iki katıdır. Daha az hareketli sıvı bileşeni, daha az sarf malzemesi anlamına gelir. Yağ değişimi yok. Filtre değişimi yok. Daha az sızıntı yolu.
Ama bunu stres testine tabi tutalım.
VFD'ler ve daha iyi soğutma ile modern hidrolikler enerji farkını daraltır ve ısı stresini azaltabilir, bu da bozulmayı yavaşlatır. Disiplinli bir bakım programı, onları yıllarca güvenilir tutabilir. Eğer atölyeniz zaten hidrolikleri iyi çalıştırıyorsa—temiz yağ, kaydedilmiş sıcaklıklar, planlı conta kitleri—dramatik duraklama farkları görebilirsiniz.
Eğer, ancak, “filtreleri garip davranmaya başladığında değiştireceğiz” diyen bir işletmeyseniz, istatistiksel olarak üçüncü yıldan sonra kümelenmiş arızalara imza atıyorsunuz demektir.
Ve duruş süresi sadece onarım maliyeti değildir. Kaçırılan sevkiyatlar. Hızlandırılmış nakliye. Geriye yetişmek için fazla mesai. Kızgın müşteriler.
Bir keresinde, özel bir hidrolik valf bloğunu beklerken bir hafta kaybettik. Makine çalışmıyordu. Operatörler yeniden atandı. İşler yeniden planlandı. Bir müşteri gelecekteki işleri iptal etti. Onarım faturası canımı acıtmadı. İki ay sonra boş olan takvim canımı acıttı. Geri dönüştürebileceğim metal mahvoldu. Mahvolmuş itibar ise sürüyor.
ATÖLYE KURALI: Duruş süresi maliyeti, (kaybedilen brüt marj saati başına × duruş süresi saatleri) + kurtarma iş gücü eşittir. O sayıyı bilmiyorsanız, tahmin yapıyorsunuz demektir.
Artık parçalarınız var: satın alma fiyatı, enerji modeli, bakım olasılığı, duruş süresi maruziyeti.
Bir sonraki adım, hidrolik ile servo-elektrik arasında bir din gibi tartışmak değil. Tonaj karışımınıza, döngü sayınıza, iş gücü oranınıza ve büyüme planlarınıza bağlı beş yıllık bir çalışma sayfası oluşturmaktır - çünkü bugünkü ihtiyaçlarınıza uyan ama bir sonraki sözleşmenizi boğan bir makine, $150,000'i israf etmenin sadece daha yavaş bir yoludur.
Son 12 ayda bükme işlemleriniz aslında ne almanız gerektiğini söylüyor?
Son 12 ayda bükme verilerini nasıl kullanacağınızı ve beş yıl boyunca en çok para kazandıran makineyi seçmeyi öğrenmek istiyorsunuz.
İyi. Bu, “pres freni mi yoksa fren presi mi” sirkinde tek yetişkin sorusu.
Kayıtlarınızdan üç sayı çekin:
Artık kaput üzerindeki rozet hakkında tartışmayı bırakıyor ve motora bakmaya başlıyoruz.
İki atölye hayal edin. Aynı gelir. Aynı zemin alanı. Biri bütün hafta 3/8″ plaka braketleri çalıştırıyor - sabit vuruşlar, uzun süreli çalıştırmalar, yüksek tonaj. Diğeri 14-gauge paslanmaz çeliği 12 parçalık partiler halinde büküyor, sonra takımları değiştiriyor, sonra malzemeyi değiştiriyor, sonra fikrini değiştiriyor. Aynı makineyi her iki atölyeye de koyarsanız, bir sahibi dahi gibi görünür. Diğeri ise yanlış beygir gücü eğrisini satın alan bir teknik özellik kağıdı meraklısı gibi görünür.
Bir keresinde, bir sözleşme için gün boyunca 1/2″ yapısal parçalar için servo-elektrik ısrar eden birinin yanından geçtim. Altı ay sonra, makine iyiydi - ama tonaj aralığının en üstünde yaşıyordu. Top vida vidalarında ısı. Reklam edilenlerden daha yavaş döngü süreleri. Parçaları hurdaya atmadılar. Sadece yavaşladılar. Kar, her bükme başına saniyeler içinde sızdı. Mahvolmuş metal? Hayır. Mahvolmuş marj.
ATÖLYE KAT KURALI: Verileriniz tonaj bantları ve döngü desenleri ile işinizi tanımlamıyorsa, bir makine satın almaya hazır değilsiniz.
O halde verilerinizi gerçeklikle karşılaştıralım.
Eğer gelirinizin üçte birinden fazlası 70%'lik nominal tonajın üzerinde yaşıyorsa, hidrolik ciddi bir saygıyı hak ediyor.
Hidrolik sistemler sürekli yükü sever. Basınç altındaki yağ, tüm öğleden sonra maksimum tonajın yakınında oturup oturmamanızı umursamaz. Silindir kuvveti pürüzsüz, affedici ve ölçeklenebilir. Büyük parçalarda—uzun flanşlar, kalın malzeme—sistemin ataletinin aslında darbenin stabilize edilmesine yardımcı olduğunu görürsünüz. Bu pazarlama değil. Bu, hidroliklerin mekanik volan makinelerinin yerini aldığı 1970'lerden beri yaptığı kütle ve akışkan dinamikleri.
“Ancak ondan önce, atölyeler ‘frenler’ kullanarak korniş ve çatı büküyordu.” Kesinlikle. Güç sihirli olan değildi. Kontrol edilen kuvvetti. Ağır plaka, mesafe boyunca kontrol edilen kuvvet talep eder.
Eğer kaydınız kalın malzeme ile uzun süreli çalışmaları ve minimum alet değişikliklerini gösteriyorsa, servo-elektriğin enerji zirveleri size pek yardımcı olmaz. Boşta tasarruflar küçülür çünkü boşta değilsiniz—çalışıyorsunuz. Ve bir servo-elektriği sürekli olarak zirve tonajına yakın çalıştırmak, bir römork çekerek pickup kullanmak gibidir; yıl boyunca kırmızı çizgide sürmek. Bunu yapar. Ama bu onun en mutlu hayatı değil.
Bir operatörün aşırı yük hatalarından kaçınmak için bükmeleri bölmesi ve açıları yavaşça ayarlaması gereken, yetersiz bir elektrikli ünite üzerinde 3/4″'lik bir destek parçası gördüm. Parçalar geçti. Zar zor. İşçilik iki katına çıktı. Plaka çatlamadı—ama program çatladı. Mahvolmuş metal? Bu sefer değil. Mahvolmuş verimlilik.
Hidrolik burada modası geçmiş değil. Uygun.
Peki bu mantık ne zaman tersine döner?
Şimdi ikinci sayınıza bakın: iş başına ortalama büküm sayısı.
Eğer 25 parçanın altında partilerle yaşıyorsanız, oyun değişir.
Servo-elektrik kısa patlamalarda parlayarak—hızlı yaklaşım, hassas duruş, operatör açıyı kontrol ederken veya rafın yanına yürürken pompa çalışmaz. Motor büküm sırasında güçlü bir şekilde çeker, sonra neredeyse uyur. Bir vardiyanın yarısı kurulum, muayene ve ayarlama ile geçiyorsa, bu uyku önemlidir. Ayrıca yağ sıcaklığı kayması olmadan birinci darbeden 200. darbeye kadar tekrarlanabilirlik de önemlidir.
Yüksek karışımlı işlerde gerçek düşman tonaj değil. İsraf hareketidir.
Servo sistemler ayrıca size daha sıkı silindir konumlandırma kontrolü sağlar, bu da yeni malzemeyi ayarlarken “ona yaklaşma” dansını kısaltır. Daha az yavaşlama. Daha az test vuruşu. Eğer kaydınız ayda yüzlerce kurulum gösteriyorsa, her kurulumda iki dakikayı bile kısaltmak hızlı bir şekilde birikir.
Bir atölyenin prototip ortamında hidrolikten servoya geçişini izledim—ince paslanmaz çelik, sürekli alet değişimleri. Enerji tasarruflarından bahsetmediler. İlk parça doğruluğundan bahsettiler. Atık azaldı çünkü ilk üç parça açı tanrılarının kurbanı olmaktan vazgeçti. Anahtarı değiştirmeden önceki bir kötü hafta, aşırı düzeltmeden dolayı deforme olmuş kozmetik panellerle dolu bir kutu doldurmuştu. Gözle görülen mahvolmuş metal. Görünmeyen mahvolmuş güven.
Ama bunu test etmek istiyorum: Eğer “yüksek karışım” hala sık sık kapasiteye yakın bükümler içeriyorsa ve elektrikli seçiminiz sadece hız içinse, makinenin çalışma uzunluğundaki mevcut tonajını doğrulamanız daha iyi olur. Aksi takdirde, milisaniyeleri kovalayan bir spesifikasyon sayfası peşinde koşan biri olursunuz, kuvvetten mahrum kalırsınız.
ATÖLYE KAT KURALI: Yüksek karışımlı atölyelerde, kurulum saati başına kârı hesaplayın—büküm başına değil.
Bu da rahatsız edici bir senaryo bırakıyor.
Ya verileriniz arada kalıyorsa ne olacak?
Bu, çoğu sahibin kendine yalan söylediği yerdir.
Son 12 ayınız, 80% işinizin orta ölçekli, 50% tonajın altında, yüksek karışımlı olduğunu söylüyor. Servo-elektrik, açıkça kazanan gibi görünüyor. Ancak satış boru hattınız, daha kalın yapısal parçalar için etrafta dolaşan bir müteahhit gösteriyor. Ya da daha uzun flanşlara ihtiyaç duyan montajlar için teklif veriyorsunuz.
Büyüme, kalınlık ve parça boyutunda yukarı doğru hareket etmek anlamına geliyorsa, bugün uyum sağlayan ama yarın sınırları belirleyen bir makine, ödediğiniz bir tavan haline gelir.
Hidrolik, tonajda daha düşük ön maliyetle genişleme alanı sağlar. Servo-elektrik, zaten hakim olduğunuz karışımda hız ve hassasiyet sunar. Yanlış seçim, bugünün işleriyle ilgili değildir - yarının kısıtlamalarıyla ilgilidir.
Bir zamanlar, “mevcut işimizin ihtiyaçları” nedeniyle küçük ve elektrikli satın alan bir atölyeyi denetledim. İki yıl sonra daha kalın çerçeveler için bir sözleşme aldılar. Makine teknik olarak bunu yapabiliyordu - sınırda. Döngü süreleri uzadı. Teslim tarihlerini korumak için ince marjlarla taşımayı dışarıya verdiler. Parçalar iyiydi. Fırsat maliyeti değildi. Mahvolmuş metal mi? Hayır. Mahvolmuş büyüme.
İşte her sahip için verdiğim düşünce deneyi:
Eğer en büyük müşteriniz yarın en kalın işini iki katına çıkarırsa, makineniz gülümser mi yoksa terler mi?
Bu cevap, satış broşürünün ne adlandırdığına göre daha önemlidir.
Artık çerçeveniz var:
Bu bir pres fren mi yoksa fren presi mi olduğunu sormayı bırakın.
Atölyenizin her vardiyada nasıl para kazandığını gerçekten yansıtan hangi sürücü sisteminin uyduğunu ve en iyi müşteriniz oyunu değiştirdiğinde hangi sistemin hala mantıklı olduğunu sormaya başlayın.
İki teklife bakıyorsunuz. İkisi de 110 ton diyor. İkisi de 10 feet büküyor. Biri tüm gün hidrolik basınçla çalışıyor. Diğeri uyanıyor, sert vuruyor ve sessizleşiyor. Eğer hala sayfanın üstündeki isimleri karşılaştırıyorsanız, altı haneli bir kararı, bir teknik veri sayfası meraklısının zihniyle vermek üzere olduğunuz anlamına geliyor.
Gelirinizi tonaj bantlarına, kurulum sıklığına ve büyüme yönüne zaten eşleştirdik. Şimdi bir tık daha geri zoom yapın. Bir pres fren, bir makine satın alma değildir. Bu, bir kısıtlama satın almadır. Atölyenizde en sık “hayır” diyecek şeyi satın alıyorsunuz - kalınlığa hayır, hıza hayır, hassasiyet kaymasına hayır, genişlemeye hayır. Kar, ücretli saatlerde ne kadar nadir "hayır" dediğiyle ilgilidir.
Hidrolik, “Bana tüm öğleden sonra dayan.” der. Servo-elektrik, “Hızla değiştir ve açını ilk atışta yakala.” der. Bunlar kişilik özellikleri değildir. Bunlar, kuvvetin nasıl üretildiği ve kontrol edildiğinin mekanik sonuçlarıdır. Basınç altındaki yağ, sürekli yükü tolere eder. Servo motorlar, hassas konum kontrolü ve hızlı strok tepkisi konusunda mükemmeldir. Farklı güçler. Farklı arıza noktaları. Farklı iş gücü hesapları.
Birkaç yıl önce, demo hızlı hissettiği için elektrikli satın alan bir atölyeyi denetledim. İş karışımları, 18 ay boyunca sessizce daha kalın şekillendirilmiş braketlere kaydı. Makine bunları yapabiliyordu - 80-90% kapasitesinde. Döngü süreleri uzadı. Operatörler aşırı yük uyarılarından kaçınmak için bükmeleri böldü. Yay geri dönüş tahminleri yanlış gittiğinde atık arttı. Bir Cuma, çatlamış 1/2″ parçaların bir paletini çöp kutusuna taşıdık. Belden yüksek yığılmış mahvolmuş metal. Makine arızalı değildi. Yanlış döküldü.
Bu yüzden hangi sürücünün “daha iyi” olduğunu sormayı bırakın. Hangi sonucu optimize ettiğinizi sorun: sürekli yüksek yük üretimi mi, yoksa minimum boşta atık ile yüksek karışım hassasiyeti mi. Bu değişim, tonajı farklı gösteriyor, değil mi?
Tonnaj çekici çünkü temizdir. Büyük bir sayı. Kolay karşılaştırma. 1974'te, 1500 tonluk bir makine manşetlerde yer aldı çünkü ham güç hala sınırları zorluyordu. O zamanlar, kapasite genişlemesi hikayenin ta kendisiydi.
Bugün, bağlam olmadan tonaj, sadece kağıda yazılmış bir tavan yüksekliğidir.
İki makine de 110 ton olarak derecelendirilebilir. Biri, uzun görev döngüleri boyunca termal stabilite ile o gücü rahatça sağlar. Diğeri ise tam olarak o gücü sağlar ama tüm gün orada kalmayı tercih etmez. Aynı sayı. Tekrar altında farklı davranış.
Ve acemiler daha tehlikeli ayrımı kaçırır: hidrolik hassasiyet genellikle yük altında tutarlılık anlamına gelirken, servo hassasiyeti, ramın (darbe yapan kirişin) konumsal kontrolünü ifade eder. Eğer işiniz 200 sıcak bükümden sonra açılar kaydığı için başarısız oluyorsa, bu bir tür problemdir. Eğer başarısız oluyorsa, çünkü ince paslanmaz prototiplerde ilk parça konumlandırması yeterince sıkı değilse, bu başka bir durumdur. Tonnaj, hangi riski satın aldığınızı size söylemez.
ATÖLYE KURALI: Tonnajı asla karşılaştırmayın, “Hangi görev döngüsünde, hangi çalışma uzunluğunda ve her vardiyada ne kadar süreyle?” diye sormadan.”
Bir zamanlar, daha az parayla daha yüksek tonajlı bir makine kapmayı övünen birini izledim. Altı ay sonra, çerçevenin tam çalışma uzunluğunda beklediği gibi olmadığını fark ederek uzun yapısal parçalarda tutarsız açılarla savaşıyordu. Parçalar teknik olarak minimum spesifikasyona uyuyordu—yeniden işleme sonrası. İlk uzun kiriş partisi, kurtarılamayacak kadar bükülmüş haldeydi. Bir düğümde bağlanmış gibi görünen bozuk metal. Ucuz tonaj. Pahalı cehalet.
Ön tonaj en önemsizdir çünkü yalnızca iş yükü deseninizle filtrelendiğinde anlam kazanır. Bu, gerçek meseleyi gündeme getirir: bir teklif istemeden önce, yanlış sürücü sisteminin kendini eleyeceği kadar net olarak neyi bilmelisiniz?
İşte bu. Beyaz tahtaya yazın.
Atölyem, brüt marjını nerede kazanıyor—sürekli yüksek yük altında mı, yoksa kurulum saatleri içinde mi?
Para, 60–70% kapasitesinin üzerinde uzun çalışmalarda kazanılıyorsa, hidrolik nakit akışınızla uyumlu hale gelir. Isıya, tekrara ve ağır şekillendirmeye dayanır. Servo-elektrikten elde edilen enerji tasarrufu, tüm hafta zirve yükün yakınında çalışmanın sürtünmesini dengelemez.
Para, kısa partilerde, sık alet değişikliklerinde, sıkı ilk parça toleranslarında ve bükümler arasında operatör bekleme süresinde kazanılıyorsa, servo-elektrik ölü dakikaları ücretli çıktıya dönüştürür. Hızlı yaklaşım. Kesin duruş. Motor, siz hareket etmediğinizde uyur. Bu, vardiyanın yarısının büküm yapmadığı—ayarlama yaptığı yüksek karışımlı ortamlarda önemlidir.
Bu felsefi değil. Gerçek sayılarınızla basit bir varsayım yapın:
Yükümlü iş gücü oranınızla çarpın. 240 çalışma günü ile çarpın. Şimdi bu yıllık iş gücü farkını fiyat farkı ve beklenen bakım desenine karşılaştırın. Aniden, takas duygusal olmaktan çıkıyor. Aritmetik hale geliyor.
Bu konuyu dürüstçe takip eden prototip ağırlıklı bir atölyeyi denetledim. Ödenen pres fren zamanı olarak neredeyse 30%'nin kurulum kayması olduğunu keşfettiler—açılara yaklaşarak. Sürücüleri değiştirdikten sonra, ilk parça kabulü o kadar iyileşti ki, atık kutuları 1 derece sapma ile müşteri için işe yaramaz olan kozmetik paslanmaz panellerle dolmayı bıraktı. Değişimden bir hafta önce, yansımanızı görebileceğiniz ayna finisajlı reddedilmiş parçaları taşıdık. Bakması acı veren bozuk metal. Makine sadece daha hızlı bükmedi. Öğrenme döngülerini israf etmeyi durdurdu.
ATÖLYE KURALI: Ziyaretçileri etkileyen spesifikasyon değil, marjınızın doğduğu saatleri koruyan sürücüyü seçin.
Hidrolik, değişken kalınlıkla sürekli üretimde yaşayan çoğu atölye için uygun ton başına güç ihtiyacı nedeniyle elli yıldır hakim durumda. Servo-elektrik, hassasiyetin kurulum saati başına faturaları ödediği yerlerde hayatta kalır ve gelişir. İkisi de gelecekte değil. Her ikisi de araçtır.
Size iki teklif verildiğinde ve birisi bunun bir pres fren mi yoksa fren presi mi olarak adlandırıldığını tartışmaya başladığında, kaput üzerindeki amblemi görmezden gelin.
Karınızın gerçekten nerede gerçekleştiğini sorun.
Doğru sürüş sistemi, o yeri daha güçlü hale getiren ve yanlış türdeki işlerin yeterince rahatsız edici olmasını sağlayan sistemdir, böylece kazara içine kaymazsınız.


















