

At a trade show last year, I watched a buyer lean toward me and whisper, “That one says brake press. Is it different from a press brake?”
Two booths. Two 10-foot machines. Same 135-ton rating. Same stroke. Same backgauge. The only thing different was the decal on the side panel.
He was ready to build a shortlist around that wording.
That’s how owners lose money.

If there were a mechanical difference, I’d show you the casting, the ram, the drive. Something you could point at with an oily finger.
There isn’t.
A press brake is a machine that bends sheet metal by pressing a punch into a die. That’s it. Call it a brake press, call it a bending press, the steel doesn’t care. The ram still travels down. The material still yields at its tensile limit. The bend angle still depends on tonnage, tooling, and stroke control.
In 1924, Cincinnati’s patent called it a “press brake.” Decades before hydraulics showed up, that label stuck to mechanical flywheel machines. But even before that, shops were using manual “brakes” to bend cornice and roofing. The words overlapped because the function overlapped.
This isn’t Ford versus Chevy.
It’s arguing about the badge on the hood while ignoring the engine underneath. And I’ve seen what happens when someone focuses on the badge. Years ago a spec-sheet-jockey ordered a “new style” unit he swore was different because of how it was labeled in the brochure. Same frame, different paint. We scrapped $18,000 worth of stainless panels when he realized too late the machine couldn’t control repeat depth the way he assumed.
The metal didn’t fail. The thinking did.
So if the words don’t separate machines, what does?
Walk through older shops and you’ll hear “press brake” more often. That’s not because it’s technically superior. It’s because manufacturers standardized catalogs and patents around that phrasing once powered machines replaced manual leaf brakes.
Mechanical flywheel units in the early and mid-1900s were sold as press brakes. The name rode along when hydraulics took over in the 1950s and 60s. Sales sheets, training manuals, parts books—all said press brake. Industry habit formed.
But “brake press” never died because older tradesmen grew up saying “brake” first. In roofing and HVAC, the word “brake” came before “press.” Regional habits stick. Shop slang sticks harder.
Neither term signals frame design. Neither tells you whether the ram is driven by a flywheel, hydraulic cylinders, or a servo motor.
It’s the same tool class wearing two dialects.
So why do buyers still burn hours debating it?
Because it feels like due diligence.
You’re new. You don’t want to look like a tire-kicker. So you hunt for hidden differences in wording, thinking you’ve uncovered something insiders know. Meanwhile, you haven’t asked what actually controls repeatability: the drive system and how it manages force and position.
I once watched a purchasing manager spend three meetings clarifying whether a vendor’s “brake press” used a different bending method. He never asked about ram synchronization tolerance. The machine arrived with hydraulic drift issues at low tonnage. We chased angle inconsistency for weeks. Lost two contracts.
SHOP FLOOR RULE: If a question can’t be answered by pointing to a physical component or a measurable spec, it won’t protect your money.
Terminology won’t tell you cycle speed under load. It won’t tell you energy draw at idle. It won’t tell you how precisely the ram stops at 0.001 inch.
Drive systems will.
And that’s where the real comparison starts.
At a demo two winters ago, I had a clamp meter hanging on the main feed of a 110‑ton hydraulic press brake. No material in the throat. Ram parked at top dead center. The motor was still pulling steady amperage just to keep system pressure up. Oil circulating. Pump humming. Money burning.
Same week, different shop, 100‑ton servo-electric. Ram idle. Power draw dropped to almost nothing between cycles. When the operator hit the pedal, twin servomotors spun ball screws, drove the ram down, stopped on a dime, then went quiet again.
That’s the engine under the hood.
If the name on the side panel doesn’t matter, this does. The drive system determines how force is generated, how position is controlled, how much power you pay for, and how often you’re elbow-deep in maintenance instead of bending parts. Hydraulic and servo-electric are the only two serious modern contenders. Mechanical is the old warhorse we’ll get to in a minute.
You don’t buy a word. You buy a way the ram moves.
And that movement is what makes or loses you money.
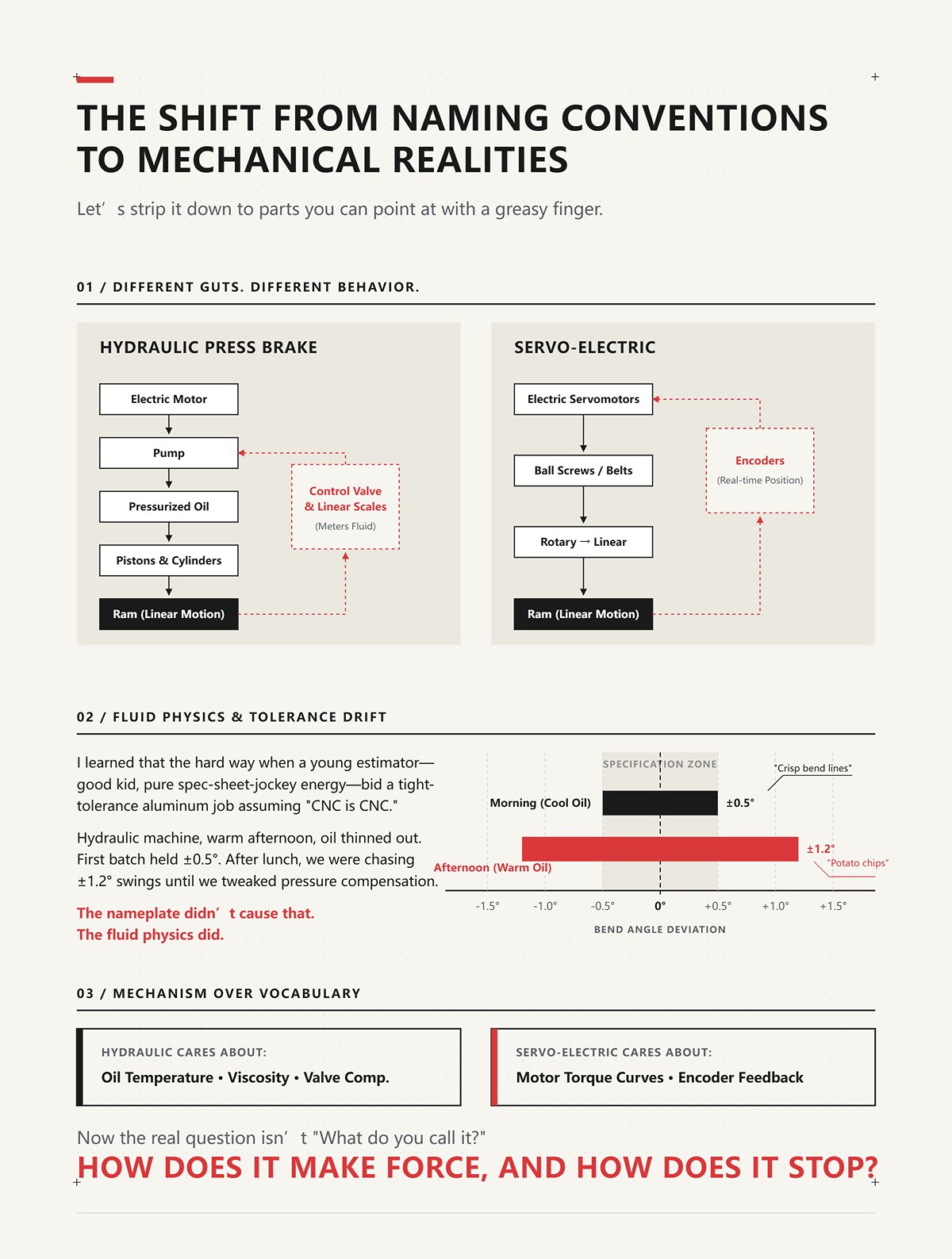
Let’s strip it down to parts you can point at with a greasy finger.
A hydraulic press brake uses an electric motor to spin a pump. That pump pressurizes oil. The oil pushes pistons in cylinders. The cylinders move the ram. Position is monitored with linear scales, and a control valve meters fluid to hit your programmed depth.
A servo-electric skips the oil. Electric servomotors drive ball screws or belt systems directly connected to the ram. Rotary motion becomes linear motion. Encoders track position in real time. When the motor stops, the ram stops.
Different guts. Different behavior.
I learned that the hard way when a young estimator—good kid, pure spec-sheet-jockey energy—bid a tight-tolerance aluminum job assuming “CNC is CNC.” Hydraulic machine, warm afternoon, oil thinned out. First batch held ±0.5°. After lunch, we were chasing ±1.2° swings until we tweaked pressure compensation. We scrapped a stack of panels that looked like potato chips with crisp bend lines.
The nameplate didn’t cause that. The fluid physics did.
Hydraulic oil changes viscosity with temperature. Thinner oil flows differently through valves, which changes how precisely the ram stops unless the system compensates well. Servo-electric doesn’t care about oil temperature—because there isn’t any. It cares about motor torque curves and encoder feedback.
See how the conversation just shifted from vocabulary to mechanism?
Now the real question isn’t “What do you call it?” It’s “How does it make force, and how does it stop?”

Picture a 10-hour shift bending mixed parts—small brackets, then long 10-foot mild steel panels, then back to short stainless pieces.
On a hydraulic machine, the pump often runs continuously during production hours. Even when you’re not bending, it maintains pressure so the ram can respond instantly. That means constant energy draw. You pay for that idle time. Over a year, in a shop running single shift, that difference alone can show up as thousands in electricity.
Servo-electric machines draw most of their power during the actual bend cycle. Between hits, motors idle. Less heat, less noise, typically no oil cooling unit. Lower ambient shop temperature around the machine.
But energy is just one column on the spreadsheet.
Precision is where drive type punches harder.
Hydraulics generate force smoothly and excel at high tonnage across long beds. Modern systems with closed-loop controls and crowning (a system that compensates for bed deflection) can hold tight angles all day—if maintained well. They’re forgiving on thick plate work because fluid pressure distributes force evenly.
Servo-electrics shine in repeatability and ram speed control. Because servomotors can precisely control acceleration and deceleration, you get programmable approach speeds, slow forming speeds, and rapid returns with very fine positional control. For short runs and complex parts, that responsiveness cuts setup time and first-piece dialing.
I once watched a shop switch a thin-gauge stainless job from an older hydraulic to a servo-electric. Same tooling. Same operator. The servo unit let him creep into bottom dead center in tiny increments without overshoot. Scrap dropped noticeably on first articles.
Different job, different result.
Here’s where green buyers trip: they assume “more precise” always equals “more profitable.” That’s tire-kicker logic. If you’re running 3/8-inch plate brackets by the thousand, day after day, a well-built hydraulic machine’s brute stability and lower upfront cost can beat a servo on return on investment.
SHOP FLOOR RULE: Match drive type to your dominant job profile, not your ego or the demo part the salesman bends.
Hydraulic advantages:
Servo-electric advantages:
Capability isn’t branding. It’s physics plus workload.
So before you circle a model in a catalog, answer this: Are you a high-mix, low-volume shop chasing quick changeovers? Or a production house hammering out the same part 20,000 times?
Because one drive rewards flexibility. The other rewards sustained force.
And that leaves the old iron.
Go back to 1924. Cincinnati’s early press brake designs were mechanical—flywheel, clutch, crank. Energy stored in a spinning mass. Engage the clutch, and that stored energy drove the ram through a fixed stroke.
Simple. Violent. Effective.
Mechanical drives fell out of favor for general fabrication because stroke control is limited and safety systems are harder to integrate compared to modern hydraulic and servo designs. You don’t get the same programmable flexibility. The stroke is tied to the crank geometry.
But call them “dead,” and you’re talking like someone who’s never stood in a plant stamping the same bracket all day.
A flywheel system stores kinetic energy efficiently. Once spinning, it delivers consistent force cycle after cycle. In true high-volume, repetitive applications where the stroke and material don’t change, mechanical presses can outperform in throughput and energy efficiency per part.
Years back, I saw a production run moved off a mechanical unit onto a newer hydraulic “upgrade.” On paper, it looked modern. In practice, cycle time stretched, and energy costs rose because the hydraulic system ran continuously. The mechanical machine had been optimized for that one job. We bent a pile of high-carbon tabs out of tolerance during the transition while operators relearned timing.
Old technology didn’t fail. The application changed.
That said, for most fabrication shops—job shops, custom work, variable thickness—mechanical is too rigid. No stroke programmability. Limited adaptability. Safety retrofits get expensive.
So here’s the hierarchy in plain terms:
The debate was never press brake versus brake press.
It’s engine versus engine.
And if you’re about to sign a purchase order, the only “vs” that matters is which drive system fits the work that actually pays your bills.
Last winter I stood next to two quotes on an owner’s desk. One was for a 110-ton hydraulic at a price that wouldn’t make the bank blink. The other was a 100-ton servo-electric that cost almost twice as much. The owner runs 10-gauge mild steel brackets three days a week and thin stainless enclosures the other two. He looked at me and asked the only question that matters: “Which one makes me more money over five years?”
Not which one sounds modern. Not which one the salesman polished hardest.
Which one fits the work that actually pays the invoices.
You already know the physics—fluid pressure versus motor-driven ball screws or belts. Now we push that physics through your job mix, your duty cycle, your tolerances, and your power bill. Because drive type doesn’t just change how the ram moves. It changes how cash moves.
Picture a 14-foot bed bending 3/8-inch plate with a full-length punch. You’re flirting with the top half of the tonnage chart. The frame deflects; that’s normal. Crowning—compensating for that deflection—keeps the angle consistent across the length. A hydraulic system pushes evenly across both cylinders, and the oil doesn’t care that the load is brutal. It just transmits pressure.
That’s where hydraulics earn their keep: sustained high tonnage, long beds, thick material. You can buy 175, 250, 400 tons in hydraulic without the price curve going vertical the way servo-electric often does at those ranges. The components—pumps, valves, cylinders—are mature. Every tech in a 200-mile radius knows how to reseal a cylinder.
I learned that lesson the loud way. Years ago we tried running heavy gussets on a lighter-duty machine because the spec sheet said the tonnage was “close enough.” We bowed a punch just enough to kiss every part with a half-degree error. That punch looked like a banana when we rolled it on the bench. Ruined metal, and it was our fault for flirting with the edge.
Hydraulics forgive a lot—but not undersizing.
SHOP FLOOR RULE: If your bread-and-butter jobs live above 60–70% of rated tonnage for hours at a time, buy mass and oil, not marketing.
But that brute force has a meter spinning somewhere in the building, doesn’t it?
Walk into a shop with an older hydraulic brake at 2 p.m. The machine isn’t cycling. You still hear it—the steady hum of the motor driving the pump, maintaining pressure so the ram can respond instantly. That motor can be tens of horsepower. Even at partial load, it draws real power.
Here’s the mechanism: hydraulic systems often run the pump continuously during production. Oil circulates, shears through valves, builds heat. Heat demands cooling—air or oil coolers. Cooling uses more electricity. None of that shows up in the headline “110 tons.”
A servo-electric is different. The servomotor draws significant power during the bend—accelerate, form, decelerate. Between hits, it idles at low draw. No constant oil circulation. No hydraulic fluid heating the shop in July.
In a single-shift, variable workflow—bend, measure, adjust, wait for forklift, bend again—that difference adds up over a year. I’ve seen utility bills drop noticeably after replacing a constantly running hydraulic with a servo-electric in a high-mix shop. Not magic. Just fewer hours of spinning a pump with nothing happening at the tooling.
And heat isn’t just comfort. Hot oil changes viscosity. Viscosity shifts can nudge repeatability if maintenance slips. We once chased angle drift for half a day before realizing the cooling fan on the hydraulic unit had failed. Oil temp climbed, angles wandered, stainless parts stacked up in the scrap bin with a faint blue temper line along the bend. Ruined metal because nobody looked at a temperature gauge.
The spec sheet told us tonnage. It didn’t warn us about thermodynamics.
So if hydraulics can cost more to run, why would anyone pay double upfront for servo-electric instead of just accepting the power bill?
Stand in front of a servo-electric during a short-run job. The ram approaches fast, slows precisely before contact, eases into bottom dead center in programmable increments, then snaps back up. That motion is controlled by servomotors tied to ball screws or belts converting rotary motion into linear force. Position is monitored in closed loop—constant feedback adjusting in real time.
You pay for that control. The motors, drives, feedback systems—they aren’t cheap. At moderate tonnages, it’s common to see a significant upfront premium over hydraulic.
Where does it come back?
First, energy in low-duty cycles. If your operators spend as much time setting up and checking as bending, the servo isn’t burning power just to stay ready.
Second, reduced auxiliary systems. No hydraulic oil changes. No filter replacements. Fewer leak points. That’s fewer maintenance hours and less risk of contamination on cosmetic parts.
Third, speed between bends. Servo systems can achieve high rapid approach and return speeds with tight positional control. On short flanges and small parts, shaving even a second per cycle over thousands of parts is real throughput.
But here’s the trap for the spec-sheet-jockey: assuming premium equals profit. If your shop runs two thick parts all day with minimal adjustment, the energy savings and precision features may never offset the higher purchase price.
I’ve seen buyers stretch their financing for servo-electric because it felt “future-proof,” then run heavy plate at modest volume where the machine’s strengths barely mattered. Meanwhile, cash flow tightened. That’s how good shops get nervous.
So when does that fine control stop being a luxury and start being a requirement?
Take a thin 0.060-inch stainless cover with four sequential bends that must nest into a laser-cut chassis. Tolerance on the final assembly leaves maybe ±0.5° per bend before gaps show. On a hydraulic machine without meticulous temperature control and consistent setup, you might drift from first part to fiftieth as conditions change.
A servo-electric, with direct positional control and minimal thermal variability, can hit programmed depths repeatedly with very tight consistency. That reduces first-article tweaking and mid-run correction. In high-mix environments—new part numbers daily—that stability shortens setup time. Setup time is labor. Labor is cost.
But if you’re bending 1/4-inch A36 brackets that get welded into a frame with generous fit-up, ±1° may be perfectly acceptable. Paying for micron-level repeatability there is like buying a micrometer to measure fence posts.
We once scrapped a batch of cosmetic aluminum panels because angle variation stacked across multiple bends. The parts rocked on a flat table. The customer rejected them. That job should have been on a machine with tighter positional control. Instead, we forced it onto equipment built for heavier work. Ruined metal again—but this time the mistake wasn’t tonnage. It was tolerance mismatch.
SHOP FLOOR RULE: Precision only pays when the downstream process punishes inaccuracy.
So here’s how you decide, apprentice.
If your revenue leans on thick material, long beds, and sustained high tonnage, hydraulic gives you force per dollar and proven durability.
If your revenue comes from high-mix, thin-gauge, tight-tolerance work with frequent setups and idle gaps, servo-electric converts control and energy savings into margin.
Not badge on the hood. Not which term sounds right.
What does your job log from the last 12 months actually show—and are you brave enough to buy for that instead of the demo part at the trade show?
Last winter I sat at a scarred breakroom table with a shop owner who had two quotes in front of him: a $118,000 hydraulic and a $147,000 servo-electric. He kept tapping the $29,000 gap like it was a live wire.
“Over five years,” he asked me, “which one actually makes me more money?”
Good. That’s the only question that matters.
Here’s how I made him answer it with his own numbers:
Not spec-sheet fantasy. Your logs. Your utility bill. Your actual downtime.
A tire-kicker will stop at line one. An owner who plans to stay open looks at all five.
I learned that the expensive way when we kept an aging hydraulic “because it was paid off.” In year four it popped a hose during a cosmetic stainless run. Oil misted the sheet. We tried to wipe and salvage. It smeared. We scrapped the lot. Ruined metal that cost more than a quarterly payment on a new machine. That’s when you realize the invoice price was never the real number.
So which line item actually swings the decision hardest over five years?
Let’s use a clean hypothetical. Two machines:
That $30,000 delta feels huge because it’s immediate. Banks and owners both feel immediacy.
Now stretch it over five years.
We’ll assume similar revenue capability for the shop’s actual workload. Over lifecycle breakdowns I’ve seen, hydraulics often end up around 60% of their ownership cost tied to maintenance and service, while servo-electrics sit closer to 30%. In one comparative analysis, that translated to roughly $12,000 per year difference in maintenance and energy combined. Over five years, that’s $60,000.
Suddenly your $30,000 premium is covered twice.
But here’s where the spec-sheet-jockey gets himself in trouble: those numbers only hold if the machine’s strengths are actually used. If you run heavy plate all day at steady load, a modern hydraulic with a variable frequency drive (VFD) throttling pump speed during idle can narrow the energy gap. Your annual savings might shrink. The payback stretches.
Total cost of ownership isn’t a slogan. It’s a model sensitive to workload.
SHOP FLOOR RULE: If you can’t explain where the savings come from mechanically, don’t count them financially.
So where do those savings actually come from—energy, or maintenance?
| Category | Hydraulic Machine | Servo-Electric Machine |
|---|---|---|
| Upfront Price | $120,000 | $150,000 (25% higher upfront) |
| Initial Price Difference | — | $30,000 premium |
| Revenue Capability (Assumed) | Comparable for given workload | Comparable for given workload |
| Maintenance & Service Share of Ownership Cost | ~60% of total ownership cost | ~30% of total ownership cost |
| Estimated Annual Maintenance + Energy Difference | Higher | ~$12,000 less per year (combined savings) |
| 5-Year Maintenance + Energy Impact | — | ~$60,000 total savings over five years |
| Premium Recovery Over 5 Years | — | $30,000 premium effectively covered twice |
| Energy Efficiency Note | Modern systems with VFD can reduce idle energy use and narrow the gap | Typically more energy-efficient by design |
| Sensitivity to Workload | Performs well under steady heavy loads | Savings depend on workload utilizing machine strengths |
| Risk Factor | Lower upfront cost but potentially higher long-term expenses | Higher upfront cost; savings depend on actual usage |
| Key Principle | Total Cost of Ownership (TCO) depends on real operating conditions | Savings must be mechanically explainable to be financially valid |
| Shop Floor Rule | If you can’t explain where the savings come from mechanically, don’t count them financially | Same principle applies |
Picture an eight-hour shift on a hydraulic without advanced pump control. The motor spins. Oil circulates. Even when the operator is measuring parts or waiting on a forklift, the pump is drawing power and heating fluid.
As oil temperature rises, efficiency drops. I’ve seen analyses showing around a 1% efficiency decay per hour as fluid heats during sustained operation, dipping below high-80% efficiency by late shift if cooling isn’t perfect. That’s not just a power issue—it’s heat you paid to create.
Servo-electric flips the pattern. High draw during the bend stroke. Low draw between hits. In high-mix shops—bend, check, adjust, talk to the programmer—that idle difference matters.
Now the counterpunch: per stroke, a servo-electric can draw significant peak power to match hydraulic tonnage. In low-volume work with sporadic heavy hits, you’re not stacking thousands of cycles per day. Energy savings may not dominate the equation. And if your utility charges demand fees for peak draw, those spikes matter.
This is why I make owners pull last year’s job logs. How many cycles per hour? How much idle? How many true heavy-tonnage parts?
Energy adds up. But only in proportion to motion.
We once chased inconsistent angles on a long aluminum run and blamed tooling. By hour six the oil was hot enough that the ram response felt different. Angles crept. We adjusted mid-run. The first 40 parts and the last 40 didn’t match. Scrap bin filled. Ruined metal again, courtesy of thermodynamics nobody budgeted for.
Energy cost is visible on a bill. Heat-related variation shows up as scrap.
Which brings us to the cost that never appears neatly in a spreadsheet.
Year one, hydraulics are fine. Year two, still fine. Year three is when seals start aging, valves stick, and small leaks turn into “we’ll fix it next shutdown.”
Hydraulic systems depend on fluid cleanliness, seal integrity, pump health, valve response. Each component is a wear point. Not catastrophic every time—but probabilistic. And probabilities compound.
In lifecycle comparisons I’ve reviewed, maintenance share of total ownership cost for hydraulics has been roughly double that of servo-electrics. Fewer moving fluid components means fewer consumables. No oil changes. No filter replacements. Fewer leak paths.
But let’s stress-test it.
Modern hydraulics with VFDs and better cooling narrow the energy gap and can reduce heat stress, which slows degradation. A disciplined maintenance program can keep them reliable for years. If your shop already runs hydraulics well—clean oil, logged temps, scheduled seal kits—you may not see dramatic downtime differences.
If, however, you’re the kind of operation that says “we’ll change filters when it starts acting weird,” you are statistically signing up for clustered failures after year three.
And downtime is not just repair cost. It’s missed shipments. Expedited freight. Overtime to catch up. Angry customers.
We once lost a week waiting on a proprietary hydraulic valve block. Machine sat dead. Operators reassigned. Jobs rescheduled. One customer pulled future work. The repair invoice wasn’t what hurt. The empty schedule two months later did. Ruined metal I can recycle. Ruined reputation lingers.
SHOP FLOOR RULE: Downtime cost equals (lost gross margin per hour × hours down) + recovery labor. If you don’t know that number, you’re guessing.
So now you have the pieces: purchase price, energy pattern, maintenance probability, downtime exposure.
The next step isn’t arguing hydraulic versus servo-electric like it’s a religion. It’s building a five-year worksheet tied to your tonnage mix, cycle counts, labor rate, and growth plans—because a machine that fits today but chokes your next contract is just a slower way to waste $150,000.
What does your last 12 months of bending actually say you should buy?
You want to know how to use the last 12 months of bending data to pick the machine that makes the most money over five years.
Good. That’s the only adult question in this whole “press brake vs brake press” circus.
Pull three numbers from your logs:
Now we stop arguing about the badge on the hood and start looking at the engine.
Imagine two shops. Same revenue. Same floor space. One runs 3/8″ plate brackets all week—steady strokes, long runs, high tonnage. The other bends 14-gauge stainless in batches of 12 parts, then changes tooling, then changes material, then changes its mind. If you drop the same machine into both, one owner looks like a genius. The other looks like a spec-sheet-jockey who bought the wrong horsepower curve.
I once watched a tire-kicker insist on a servo-electric for a contract that was 1/2″ structural tabs all day. Six months in, the machine was fine—but living at the top of its tonnage range. Heat in the ball screws. Slower cycle times than advertised. They didn’t scrap parts. They just crawled. Profit leaked out in seconds per bend. Ruined metal? No. Ruined margin.
SHOP FLOOR RULE: If your data doesn’t describe your work in tonnage bands and cycle patterns, you are not ready to buy a machine.
So let’s break your data against reality.
If more than a third of your revenue lives above 70% of rated tonnage, hydraulic deserves serious respect.
Hydraulic systems like sustained load. Oil under pressure doesn’t care if you sit near max tonnage all afternoon. The ram force is smooth, forgiving, and scalable. On big parts—long flanges, thick material—the inertia of the system actually helps stabilize the stroke. That’s not marketing. That’s mass and fluid dynamics doing what they’ve done since the 1970s when hydraulics took over from mechanical flywheel machines.
“But even before that, shops were using manual ‘brakes’ to bend cornice and roofing.” Exactly. Power wasn’t the magic. Controlled force was. Heavy plate demands controlled force over distance.
If your log shows long runs of thick material with minimal tool changes, the energy spikes of servo-electric don’t help you much. The idle savings shrink because you’re not idling—you’re working. And running a servo-electric constantly near peak tonnage is like driving a pickup at redline towing a trailer all year. It’ll do it. But that’s not its happiest life.
I’ve seen a 3/4″ gusset run on an undersized electric unit where the operator had to split bends and creep angles to avoid overload faults. The parts passed. Barely. The labor doubled. The plate didn’t crack—but the schedule did. Ruined metal? Not this time. Ruined throughput.
Hydraulic is not old-fashioned here. It’s appropriate.
So when does that logic flip?
Now look at your second number: average bends per job.
If you’re living in batches under 25 parts, the game changes.
Servo-electric shines in short bursts—fast approach, precise stop, no pump running while the operator checks angle or walks to the rack. The motor draws hard during the bend, then practically sleeps. In a shop where half the shift is setup, inspection, and adjustment, that sleep matters. So does repeatability from stroke one to stroke 200 without oil temperature drift.
In high-mix work, the real enemy isn’t tonnage. It’s wasted motion.
Servo systems also give you tighter ram positioning control, which shortens the “sneak up on it” dance when dialing in new material. Less creeping. Fewer test hits. If your log shows hundreds of setups per month, shaving even two minutes per setup compounds fast.
I watched a shop swap from hydraulic to servo in a prototype environment—thin stainless, constant tool swaps. They didn’t brag about energy savings. They bragged about first-piece accuracy. Scrap dropped because the first three parts stopped being sacrificial offerings to the angle gods. One bad week before the switch had filled a bin with warped cosmetic panels from over-correction. Ruined metal you could see. Ruined confidence you couldn’t.
But let me stress-test this: if your “high mix” still includes frequent near-capacity bends, and you’re choosing electric purely for speed, you’d better confirm the machine’s available tonnage at working length. Otherwise you’re a spec-sheet-jockey chasing milliseconds while starving for force.
SHOP FLOOR RULE: In high-mix shops, calculate profit per setup hour—not per bend.
Which leaves the uncomfortable scenario.
What if your data shows you’re in between?
This is where most owners lie to themselves.
Your last 12 months say 80% of your work is mid-gauge, under 50% tonnage, high mix. Servo-electric looks like the obvious winner. But your sales pipeline shows a contractor sniffing around for thicker structural parts. Or you’re bidding assemblies that need longer flanges.
If growth means moving up in thickness and part size, a machine that fits today but caps tomorrow becomes a ceiling you paid for.
Hydraulic gives you expansion headroom in tonnage at lower upfront cost per ton. Servo-electric gives you speed and precision in the mix you already dominate. The wrong choice isn’t about today’s jobs—it’s about tomorrow’s constraints.
I once audited a shop that bought small and electric because “that’s what our current work needs.” Two years later they landed a contract for thicker frames. The machine could technically do it—at the edge. Cycle times ballooned. They outsourced overflow at thin margins just to keep delivery dates. The parts were fine. The opportunity cost wasn’t. Ruined metal? No. Ruined growth.
So here’s the thought experiment I give every owner:
If your biggest customer doubled their thickest job tomorrow, would your machine smile or sweat?
That answer matters more than what the sales brochure calls it.
You’ve got the framework now:
Stop asking whether it’s a press brake or a brake press.
Start asking which drive system matches the way your shop actually makes money every single shift—and which one still makes sense when your best customer changes the game.
You’re staring at two quotes. Both say 110 tons. Both bend 10 feet. One hums all day on hydraulic pressure. The other wakes up, hits hard, and goes quiet. If you’re still comparing the names at the top of the page, you’re about to make a six-figure decision with the brain of a spec-sheet-jockey.
We already mapped your revenue to tonnage bands, setup frequency, and growth direction. Now zoom out one more click. A press brake is not a machine purchase. It’s a constraint purchase. You are buying the thing that will most often say “no” in your shop—no to thickness, no to speed, no to precision drift, no to expansion. Profit lives in how rarely it says no during paid hours.
Hydraulic says, “Lean on me all afternoon.” Servo-electric says, “Change over fast and hit your angle on the first shot.” Those aren’t personality traits. They are mechanical consequences of how force is generated and controlled. Oil under pressure tolerates sustained load. Servo motors excel at precise position control and fast stroke response. Different strengths. Different failure points. Different labor math.
A few years back I audited a shop that bought electric because the demo felt fast. Their work mix quietly shifted toward thicker formed brackets over 18 months. The machine could do them—at 80–90% capacity. Cycle times stretched. Operators split bends to avoid overload warnings. Scrap climbed when springback guesses went wrong under near-max load. One Friday we dragged a pallet of cracked 1/2″ parts to the dumpster. Ruined metal stacked waist-high. The machine wasn’t defective. It was miscast.
So stop asking which drive is “better.” Ask which outcome you’re optimizing: sustained high-load production, or high-mix precision throughput with minimal idle waste. That shift makes tonnage look different, doesn’t it?
Tonnage is seductive because it’s clean. Big number. Easy comparison. In 1974, a 1500-ton machine was a headline because raw force was still the frontier. Back then, capacity expansion was the story.
Today, tonnage without context is just a ceiling height written on paper.
Two machines can both be rated 110 tons. One delivers that force comfortably across long duty cycles with thermal stability. The other delivers it precisely—but prefers not to live there all day. Same number. Different behavior under repetition.
And beginners miss the more dangerous distinction: hydraulic accuracy often means consistency under load, while servo precision means positional control of the ram (the moving beam that drives the punch). If your work fails because angles drift after 200 hot bends, that’s one kind of problem. If it fails because first-piece positioning isn’t tight enough on thin stainless prototypes, that’s another. Tonnage doesn’t tell you which risk you’re buying.
SHOP FLOOR RULE: Never compare tonnage without asking, “At what duty cycle, at what working length, and for how long per shift?”
I once watched a tire-kicker brag about snagging a higher-tonnage machine for less money. Six months later, he was fighting inconsistent angles on long structural parts because the frame deflection at full working length wasn’t what he assumed. The parts technically met minimum spec—after rework. The first batch of long beams ended up twisted beyond salvage. Ruined metal that looked like it had been tied in a knot. Cheap tonnage. Expensive ignorance.
Upfront tonnage is least important because it’s only meaningful when filtered through your workload pattern. Which raises the real issue: before you even ask for a quote, what should you know so clearly that the wrong drive system eliminates itself?
Here it is. Write it on the whiteboard.
Where does my shop make its gross margin—under sustained high load, or inside setup hours?
If the money is made during long runs above 60–70% capacity, hydraulic aligns with your cash flow. It tolerates heat, repetition, and heavy forming without flinching. Energy savings from servo-electric won’t offset the friction of running near peak load all week.
If the money is made in short batches, frequent tool changes, tight first-piece tolerances, and operator idle time between bends, servo-electric converts dead minutes into paid output. Fast approach. Precise stop. Motor sleeps when you’re not stroking. That matters in high-mix environments where half the shift isn’t bending—it’s adjusting.
This isn’t philosophical. Run a simple hypothetical with your real numbers:
Multiply by your burdened labor rate. Multiply by 240 working days. Now compare that annual labor delta to the price difference and expected maintenance pattern. Suddenly the trade-off isn’t emotional. It’s arithmetic.
I audited a prototype-heavy shop that tracked this honestly. They discovered nearly 30% of paid press brake time was setup creep—sneaking up on angles. After switching drives, first-piece acceptance improved enough that their scrap bin stopped filling with cosmetic stainless panels that were 1 degree off and useless to the customer. One week before the change, we hauled out a cart of mirror-finish rejects you could see your reflection in. Ruined metal that hurt to look at. The machine didn’t just bend faster. It stopped wasting learning cycles.
SHOP FLOOR RULE: Choose the drive that protects the hours where your margin is born, not the spec that impresses visitors.
Hydraulic has dominated for fifty years because most shops live in sustained production with variable thickness and need affordable force per ton. Servo-electric survives—and thrives—where precision per setup hour pays the bills. Neither is the future. Both are tools.
So when you’re handed two quotes and someone starts talking about whether it’s called a press brake or a brake press, ignore the badge on the hood.
Ask where your profit actually happens.
The right drive system is the one that makes that place stronger—and makes the wrong kind of work uncomfortable enough that you don’t drift into it by accident.


















