

昨年の展示会でのこと、あるバイヤーが私に身を乗り出し、こう囁きました。「あれには『ブレーキプレス』と書いてある。プレスブレーキとは違うのか?」“
2つのブース。2台の10フィート機械。どちらも135トンの定格。ストロークも同じ。バックゲージも同じ。唯一の違いは、サイドパネルに貼られたデカールの表記だけでした。.
彼はその言葉の違いを根拠に、導入候補を絞り込もうとしていたのです。.
経営者が損をするのは、まさにこういう時です。.

もし機械的な違いがあるのなら、私は鋳物やラム、駆動部をお見せするでしょう。油で汚れた指で指し示せるような、何らかの違いを。.
そんなものはありません。.
プレスブレーキとは、パンチをダイに押し付けて板金を曲げる機械です。それだけのことです。「ブレーキプレス」と呼ぼうが「ベンディングプレス」と呼ぼうが、鋼材には関係ありません。ラムは変わらず下降し、材料は変わらず引張強度の限界で降伏します。曲げ角度は依然としてトン数、金型、ストローク制御に依存します。.
1924年、シンシナティ社の特許では「プレスブレーキ」と呼ばれていました。油圧式が登場する何十年も前、その名称は機械式のフライホイール機に定着していました。しかしそれ以前から、現場ではコーニスや屋根材を曲げるために手動の「ブレーキ」が使われていました。機能が重なっていたため、言葉も混在したのです。.
これはフォード対シボレーのような話ではありません。.
ボンネットのエンブレムについて議論しながら、中のエンジンを無視しているようなものです。私は、エンブレムばかりに注目した人がどうなるかを見てきました。何年も前、スペック表ばかりを気にするある担当者が、カタログの表記が違うという理由だけで「新型」の機械を注文しました。フレームは同じで、塗装が違うだけでした。彼がその機械では想定していたような繰り返し深さの制御ができないと気づいた時には、すでに1万8000ドル分のステンレスパネルがスクラップになっていました。.
失敗したのは金属ではありません。考え方です。.
では、言葉で機械を区別できないのなら、何で区別すべきなのでしょうか?
古い工場を歩けば、「プレスブレーキ」という言葉を耳にすることが多いでしょう。それは技術的に優れているからではありません。手動のリーフブレーキが動力付きの機械に置き換わった際、メーカーがカタログや特許の表記をその言葉で標準化したからです。.
1900年代前半から中盤にかけての機械式フライホイール機は、プレスブレーキとして販売されていました。1950年代から60年代にかけて油圧式が主流になっても、その名称は引き継がれました。販売資料、トレーニングマニュアル、パーツリスト、すべてがプレスブレーキと表記されていたため、業界の習慣として定着したのです。.
しかし、「ブレーキプレス」という呼び名が消えることはありませんでした。年配の職人たちは「プレス」よりも先に「ブレーキ」という言葉に親しんできたからです。屋根工事や空調設備(HVAC)の分野では、「プレス」よりも「ブレーキ」という言葉が先にありました。地域の習慣は根強く、現場の専門用語はさらに消えにくいのです。.
どちらの用語もフレーム設計を示すものではありません。ラムがフライホイール、油圧シリンダー、サーボモーターのどれで駆動されているかさえ教えてくれません。.
それは、2つの異なる方言を話す同じ種類の道具に過ぎないのです。.
では、なぜバイヤーたちは今もなお、その議論に時間を浪費しているのでしょうか?
なぜなら、それがデューデリジェンス(適正評価)のように感じられるからです。.
あなたは初心者です。冷やかし客のように見られたくはありません。そのため、業界関係者だけが知っている何かを見つけ出したつもりで、言葉の隠れた違いを探し回ります。その一方で、再現性を実際に左右するもの、つまり駆動システムと、それがどのように力と位置を制御しているかについては質問していません。.
以前、ある購買マネージャーが、ベンダーの「ブレーキプレス」が異なる曲げ方法を使用しているかどうかを明確にするために3回も会議を開くのを見たことがあります。彼はラムの同期公差については一度も質問しませんでした。搬入された機械には、低トン数時に油圧のドリフト問題が発生しました。私たちは数週間にわたって角度の不一致を追いかけることになり、2件の契約を失いました。.
現場のルール:物理的なコンポーネントや測定可能な仕様を指し示すことで答えられない質問は、あなたの資金を守ることはありません。.
専門用語では、負荷がかかった状態でのサイクル速度はわかりません。アイドリング時のエネルギー消費量もわかりません。ラムが0.001インチの精度でどれだけ正確に停止するかもわかりません。.
駆動システムなら、それがわかります。.
そして、そこからが本当の比較の始まりです。.
2年前の冬、デモンストレーションで、110トンの油圧プレスブレーキの主電源にクランプメーターを取り付けました。スロートには材料はなく、ラムは上死点で停止していました。システム圧力を維持するためだけに、モーターは依然として一定の電流を消費していました。オイルは循環し、ポンプは唸りを上げ、金が燃えていました。.
同じ週、別の工場で100トンのサーボ電動式プレスブレーキを見ました。ラムはアイドリング状態で、サイクル間の消費電力はほぼゼロまで低下しました。オペレーターがペダルを踏むと、2つのサーボモーターがボールねじを回転させ、ラムを下降させ、ピタリと停止し、再び静かになりました。.
それがボンネットの下にあるエンジンです。.
サイドパネルに書かれた名前よりも、こちらの方が重要です。駆動システムは、力の発生方法、位置の制御方法、支払う電力コスト、そして部品を曲げる代わりにどれだけ頻繁にメンテナンスに追われるかを決定します。油圧式とサーボ電動式が、現代における唯一の真剣な競合相手です。機械式は、後ほど説明する古参の馬車馬です。.
あなたは言葉を買うのではありません。ラムの動き方を買うのです。.
そして、その動きこそが、利益を生むか失うかを決めるのです。.
油まみれの指で指し示せる部品まで、分解してみましょう。.
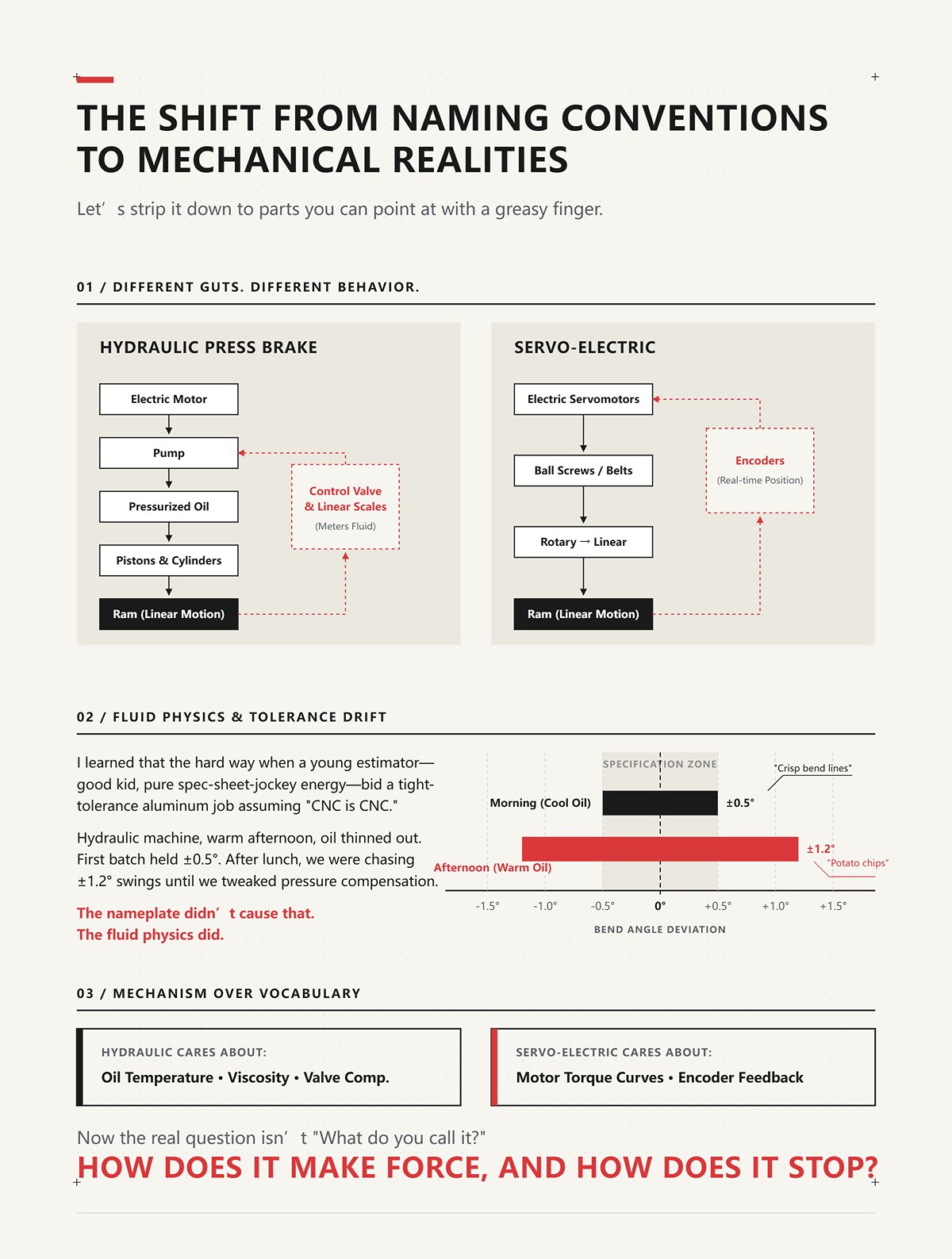
油圧プレスブレーキは、電気モーターでポンプを回転させます。そのポンプがオイルを加圧します。オイルがシリンダー内のピストンを押し、シリンダーがラムを動かします。位置はリニアスケールで監視され、制御バルブが流体を計量してプログラムされた深さに到達させます。.
サーボ電動式はオイルを使いません。電気サーボモーターが、ラムに直接接続されたボールねじやベルトシステムを駆動します。回転運動が直線運動に変換されます。エンコーダーがリアルタイムで位置を追跡します。モーターが停止すれば、ラムも停止します。.
中身が違えば、挙動も違います。.
若い見積担当者――いい奴で、スペックシートの数字を鵜呑みにするようなタイプだったが――が、「CNCならどれも同じだろう」と高をくくって、厳しい公差のアルミ加工案件を受注したとき、私は身をもってその難しさを学んだ。油圧機械で、午後の暖かい時間帯、油の粘度が下がった。最初のバッチは±0.5度を維持していたが、昼食後には油圧の補正を調整するまで±1.2度の振れを追いかける羽目になった。結局、ポテトチップスのように歪み、曲げ線だけがくっきり残ったパネルの山を廃棄することになった。.
ネームプレート(銘板)のせいではない。流体力学のせいだ。.
作動油は温度によって粘度が変化する。油が薄くなるとバルブを通る流れ方が変わり、システムが適切に補正しない限り、ラムの停止精度に影響が出る。サーボ電気式なら油の温度など関係ない。そもそも油がないからだ。サーボが気にするのは、モーターのトルク曲線とエンコーダーのフィードバックだけだ。.
会話が単なる用語の定義から、メカニズムの話に変わったのがわかるだろうか?
今や真の問いは「それを何と呼ぶか」ではなく、「どうやって力を生み出し、どうやって止めるか」なのだ。“

10時間のシフトで、小さなブラケット、10フィートの軟鋼パネル、そしてまた短いステンレス部品へと、多品種を曲げ続ける現場を想像してみてほしい。.
油圧機械では、生産時間中ポンプが稼働し続けることが多い。曲げ加工をしていないときでも、ラムが即座に反応できるよう圧力を維持しているからだ。つまり、常に電力を消費している。その待機時間にもコストがかかる。1シフトの工場で1年を通せば、その差だけで数千ドルの電気代になることもある。.
サーボ電気式機械は、実際の曲げ工程中に電力の大部分を消費する。加工の合間、モーターはアイドリング状態になる。熱も騒音も少なく、通常はオイルクーラーも不要だ。機械周辺の作業環境温度も低く抑えられる。.
だが、エネルギーはスプレッドシートの一項目に過ぎない。.
精度こそ、駆動方式が真価を発揮する分野だ。.
油圧は滑らかに力を生み出し、長いベッド全体で高トン数を出すのに優れている。クローズドループ制御と(ベッドのたわみを補正する)クラウニングを備えた最新システムなら、適切にメンテナンスされていれば一日中厳しい角度を維持できる。流体圧が力を均等に分散させるため、厚板加工にも寛容だ。.
サーボ電気式は、再現性とラムの速度制御で輝きを放つ。サーボモーターは加減速を精密に制御できるため、プログラム可能なアプローチ速度、低速での成形、そして非常に細かい位置制御を伴う高速な戻り動作が可能だ。小ロットや複雑な部品の場合、その応答性が段取り時間と初品調整の時間を短縮する。.
以前、ある工場が薄板ステンレスの仕事を古い油圧機からサーボ電気式に切り替えるのを見たことがある。金型は同じ。オペレーターも同じ。サーボ機では、オーバーシュートすることなく、わずかな増分で下死点まで微調整することができた。初品の廃棄率は目に見えて低下した。.
仕事が変われば、結果も変わる。.
ここで初心者が陥る罠がある。「より高精度」=「より高収益」だと決めつけてしまうことだ。それは単なる冷やかし客の論理だ。もし3/8インチのプレートブラケットを毎日何千個も作るなら、堅牢な油圧機械の安定性と低い初期投資額の方が、サーボ機よりも投資回収率で勝る可能性がある。.
現場の鉄則:駆動方式は、自分のプライドや営業マンが見せるデモ部品ではなく、自社の主力となる仕事のプロファイルに合わせて選べ。.
油圧式の利点:
サーボ電動式の利点:
能力とはブランドのことではない。物理学と作業負荷のことだ。.
カタログのモデルに丸をつける前に、こう自問してほしい。あなたは多品種少量生産で素早い段取り替えを求めているのか? それとも、同じ部品を2万個作り続ける生産工場なのか?
なぜなら、一方の駆動方式は柔軟性に報い、もう一方は持続的な力に報いるからだ。.
そして、そこに「古い鉄」の存在が残る。.
1924年に遡ってみよう。シンシナティの初期のプレスブレーキ設計は、フライホイール、クラッチ、クランクを用いた機械式だった。回転する質量にエネルギーを蓄える仕組みだ。クラッチを繋ぐと、蓄えられたエネルギーがラムを駆動し、固定されたストロークで加工を行う。.
シンプルで、強烈で、効果的だ。.
機械式駆動は、ストローク制御が限定的であり、現代の油圧式やサーボ式に比べて安全システムの統合が難しいため、一般的な板金加工の現場では敬遠されるようになった。プログラムによる柔軟な制御ができないからだ。ストロークはクランクの形状に縛られてしまう。.
しかし、それを「死んだ」技術と呼ぶなら、それは一日中同じブラケットをプレスし続ける工場の現場を知らない者の言葉だ。.
フライホイールシステムは運動エネルギーを効率的に蓄える。一度回転してしまえば、サイクルごとに安定した力を発揮する。ストロークや材料が変わらない真の大量生産・反復作業においては、機械式プレスの方がスループットや部品あたりのエネルギー効率で勝る場合がある。.
数年前、ある生産ラインが機械式から新しい油圧式の「アップグレード」機に変更されるのを見た。紙の上では最新に見えたが、実際にはサイクルタイムが延び、油圧システムが常時稼働するためエネルギーコストも上昇した。機械式マシンはその一つの仕事のために最適化されていたのだ。移行期間中、オペレーターがタイミングを再学習する間、高炭素鋼のタブを許容範囲外で大量に曲げてしまった。.
古い技術が失敗したのではない。用途が変わったのだ。.
とはいえ、ほとんどの板金加工工場(ジョブショップ、特注品、厚みが変動する加工など)にとって、機械式はあまりに硬直的だ。ストロークのプログラム機能はなく、適応性も限られている。安全装置の後付けも高くつく。.
結論として、ヒエラルキーを平易な言葉でまとめるとこうなる:
議論の焦点は、決してプレスブレーキ対ブレーキプレスという言葉の定義ではありません。.
それはエンジン対エンジンの問題です。.
そして、もしあなたが今まさに発注書にサインしようとしているのなら、唯一重要な「対決」は、どの駆動システムが実際にあなたの利益を生み出す仕事に適しているかということです。.
昨年の冬、私はあるオーナーのデスクに置かれた2枚の見積書の横に立っていました。1枚は110トンの油圧式で、銀行が驚くような価格ではありませんでした。もう1枚は100トンのサーボ電気式で、価格はほぼ2倍でした。そのオーナーは、週に3日は10ゲージの軟鋼製ブラケットを、残りの2日は薄いステンレス製の筐体を製造しています。彼は私を見て、唯一重要な質問をしました。「5年間でどちらがより多くの利益をもたらしてくれるのか?」“
どちらが現代的に聞こえるかではありません。どちらをセールスマンが一生懸命売り込んでいるかでもありません。.
実際に請求書の支払いに貢献する仕事に、どちらが適しているかということです。.
物理的な仕組みはすでにご存知でしょう。流体圧力か、モーター駆動のボールねじやベルトか。今、私たちはその物理学を、あなたの仕事の組み合わせ、稼働サイクル、公差、そして電気代という観点から検証します。なぜなら、駆動方式はラムの動きを変えるだけではないからです。それはキャッシュフローを変えるのです。.
14フィートのベッドで3/8インチのプレートをフルレングスのパンチで曲げる場面を想像してください。トン数チャートの上半分に近づいています。フレームはたわみますが、それは正常です。そのたわみを補正するクラウニングによって、全長にわたって角度を一定に保ちます。油圧システムは両方のシリンダーに均等に圧力をかけ、オイルは負荷が過酷であっても関係ありません。ただ圧力を伝達するだけです。.
これこそが油圧式の真骨頂です。持続的な高トン数、長いベッド、厚い材料。油圧式なら175トン、250トン、400トンといった機械を、サーボ電気式のように価格曲線が急上昇することなく購入できます。ポンプ、バルブ、シリンダーといったコンポーネントは成熟しており、半径200マイル以内のすべての技術者がシリンダーのシール交換方法を知っています。.
私はその教訓を痛いほど学びました。何年も前、トン数の仕様が「ほぼ十分」という理由だけで、軽量な機械で重いガセットを加工しようとしたことがあります。パンチをわずかに曲げてしまい、すべての部品に0.5度の誤差が生じました。ベンチの上で転がすと、そのパンチはバナナのように見えました。金属を無駄にし、限界ギリギリを攻めた私たちの責任でした。.
油圧式は多くのことを許容しますが、サイズ不足だけは許容しません。.
現場のルール: もしあなたの主力業務が、定格トン数の60〜70%を超える負荷で長時間稼働するようなものなら、マーケティングではなく、質量とオイル(油圧式)を購入してください。.
しかし、その圧倒的な力は、建物のどこかでメーターを回しているはずですよね?
午後2時に古い油圧ブレーキがある工場に入ってみてください。機械は稼働していません。それでも聞こえるはずです。ポンプを駆動し、ラムが即座に応答できるように圧力を維持するモーターの絶え間ない唸り声が。そのモーターは数十馬力にもなることがあります。部分負荷であっても、かなりの電力を消費するのです。.
その仕組みはこうです。油圧システムでは、生産中にポンプが常時稼働していることがよくあります。オイルは循環し、バルブを通る際にせん断され、熱を発生させます。熱が発生すれば、空冷式や油冷式のクーラーによる冷却が必要になります。冷却にはさらなる電力が必要です。しかし、「110トン」という見出しには、そうしたコストは一切反映されていません。“
サーボ電動式は異なります。サーボモーターは、曲げ加工中(加速、成形、減速)にのみ大きな電力を消費します。加工と加工の間の待機中は、消費電力を抑えたアイドル状態になります。オイルの常時循環はありません。7月に工場内を暑くするような油圧作動油もありません。.
曲げ、測定、調整、フォークリフト待ち、そして再び曲げ、といった変種変量生産のシフトにおいて、その差は1年を通して積み重なります。多品種少量生産の工場で、常時稼働していた油圧式をサーボ電動式に置き換えた後、電気代が目に見えて下がった例をいくつも見てきました。魔法ではありません。単に、工具が何もしていない時にポンプを回し続ける時間が減っただけのことです。.
また、熱の問題は快適さだけではありません。オイルが熱くなると粘度が変化します。メンテナンスを怠れば、粘度の変化が再現性に悪影響を及ぼす可能性があります。以前、油圧ユニットの冷却ファンが故障していたことに気づかず、半日かけて角度のズレを追いかけたことがありました。オイル温度が上昇し、角度が狂い、ステンレス部品がスクラップ箱に山積みになり、曲げ部分にはかすかな青い焼き色が付いていました。温度計を確認する人がいなかったために、金属を台無しにしてしまったのです。.
仕様書にはトン数は書かれていましたが、熱力学については何も警告してくれませんでした。.
では、油圧式の方が運用コストがかかる可能性があるのなら、なぜわざわざ高い電気代を受け入れるのではなく、初期費用を2倍払ってまでサーボ電動式を選ぶ人がいるのでしょうか?
小ロットの作業中にサーボ電動式の前に立ってみてください。ラムは高速で接近し、接触直前に正確に減速し、プログラムされた増分で下死点までゆっくりと押し込み、その後素早く戻ります。その動きは、回転運動を直線的な力に変換するボールねじやベルトに連結されたサーボモーターによって制御されています。位置はクローズドループで監視され、リアルタイムで絶えずフィードバックが調整されます。.
その制御に対して対価を支払うのです。モーター、ドライブ、フィードバックシステムは安くはありません。中程度のトン数であれば、油圧式に比べて大幅な初期費用の上乗せがあるのが一般的です。.
では、そのコストはどこで回収されるのでしょうか?
第一に、低負荷サイクルにおけるエネルギー効率です。作業者が曲げ加工と同じくらいの時間を段取りや確認に費やしている場合、サーボなら待機中に電力を浪費することはありません。.
第二に、周辺システムの削減です。油圧オイルの交換は不要。フィルター交換も不要。漏れ箇所も少なくなります。つまり、メンテナンス時間が減り、外観部品への油汚れのリスクも低減します。.
第三に、曲げ加工間のスピードです。サーボシステムは、高いアプローチ速度と戻り速度を実現しつつ、厳密な位置制御が可能です。短いフランジや小さな部品を数千個加工する場合、1サイクルあたりわずか1秒短縮するだけでも、スループットには大きな差が出ます。.
しかし、ここに仕様書だけを見る人の落とし穴があります。「プレミアム=利益」と思い込んでしまうことです。もしあなたの工場が、最小限の調整で済む厚手の部品を一日中加工しているなら、省エネや高精度機能が購入価格の差を埋めることはないかもしれません。.
「将来性がある」という理由で無理をしてサーボ電動式を導入し、実際にはマシンの強みがほとんど活かされないような厚板を中程度の量で加工しているバイヤーを見たことがあります。その結果、キャッシュフローが悪化しました。優良な工場が不安に陥るのは、そうした時です。.
では、その精密な制御が「贅沢」から「必要不可欠」へと変わるのはいつでしょうか?
レーザーカットされたシャーシにはめ込む必要がある、4回連続曲げ加工を施した0.060インチの薄いステンレスカバーを例に挙げます。最終組み立て時の公差は、隙間が出ないように曲げ1回あたり±0.5度程度しか許されません。温度管理や段取りが徹底されていない油圧マシンでは、条件の変化により、1個目から50個目にかけてズレが生じる可能性があります。.
直接的な位置制御を行い、熱による変動を最小限に抑えるサーボ電動式なら、プログラムされた深さに繰り返し非常に高い精度で到達できます。これにより、最初の製品の微調整や加工途中の修正が減ります。毎日新しい部品番号を扱う多品種少量生産の環境では、その安定性が段取り時間を短縮します。段取り時間は労働であり、労働はコストです。.
しかし、もしあなたが、余裕のある嵌合(かんごう)でフレームに溶接される1/4インチのA36ブラケットを曲げているなら、±1度の誤差は完全に許容範囲かもしれません。そこでミクロン単位の再現性にお金を払うのは、フェンスの柱を測るためにマイクロメーターを買うようなものです。.
以前、化粧アルミニウムパネルのバッチを廃棄したことがあります。複数の曲げ加工で角度の誤差が積み重なってしまったからです。部品を平らなテーブルに置くとガタつきました。顧客からは突き返されました。その仕事は、より精密な位置制御ができる機械で行うべきでした。それなのに、私たちはそれをより重い作業用に作られた設備で無理やり行いました。またしても金属を台無しにしてしまいましたが、今回のミスはトン数の問題ではありませんでした。公差の不一致だったのです。.
現場のルール: 精度が利益を生むのは、後工程で不正確さが許されない場合だけです。.
見習い諸君、判断基準はこうだ。.
もし収益が厚板、長いベッド、持続的な高トン数に依存しているなら、油圧式の方がコストあたりの力と実証済みの耐久性を得られる。.
もし収益が多品種少量、薄板、厳しい公差の仕事で、頻繁な段取り替えやアイドリング時間があるなら、サーボ電動式の方が制御性とエネルギー節約を利益に変えてくれる。.
ボンネットのエンブレムではない。響きの良い用語でもない。.
過去12ヶ月の作業日誌には実際に何が記録されているか。そして、展示会のデモ用部品のためではなく、その記録のために機械を買う勇気があるか?
昨年の冬、私は休憩室の傷だらけのテーブルで、ある工場主と向かい合っていました。彼の前には2つの見積もりがありました。11万8000ドルの油圧式と、14万7000ドルのサーボ電動式です。彼はまるで感電しそうなものに触れるかのように、2万9000ドルの差額を指で叩いていました。.
“「5年間で、どちらが実際に多くの利益を生むのか?」と彼は私に尋ねました。”
良い質問です。それこそが唯一重要な問いなのです。.
私が彼に、彼自身の数字を使って答えを出させた方法は以下の通りです。
スペックシートの空想ではない。あなたの記録、あなたの光熱費、あなたの実際のダウンタイムだ。.
冷やかしの客は1行目で立ち止まる。経営を続けようとするオーナーは、その5つすべてを見る。.
私はそれを、「完済済みだから」という理由で古い油圧式を使い続けた際に、高い授業料を払って学びました。4年目に、化粧ステンレスの加工中にホースが破裂したのです。オイルがシートに霧状にかかりました。拭き取って救おうとしましたが、汚れが広がっただけでした。結局、すべて廃棄しました。新しい機械の四半期ごとの支払い額よりも高い金属を台無しにしたのです。その時、請求書の金額が本当のコストではないと気づかされました。.
では、5年間という期間で見た場合、最終的な判断を最も大きく左右する項目は何でしょうか?
分かりやすい仮定の例を挙げてみましょう。2台の機械があります。
この30,000ドルの差額は、即座に発生するため非常に大きく感じられます。銀行もオーナーも、この即時性を重視するからです。.
では、これを5年間で考えてみましょう。.
工場の実際の作業負荷において、収益能力は同等であると仮定します。私がこれまで見てきたライフサイクルの内訳では、油圧式はその所有コストの約60%がメンテナンスやサービスに関連する費用であるのに対し、サーボ電動式は約30%に留まります。ある比較分析では、これはメンテナンスとエネルギーを合わせて年間約12,000ドルの差に相当しました。5年間では60,000ドルになります。.
すると、30,000ドルの割増分は2倍になって回収されることになります。.
しかし、スペック表だけを見る担当者が陥りやすい罠があります。これらの数値は、機械の長所が実際に活用された場合にのみ有効なのです。もし一日中一定の負荷で厚板を加工する場合、アイドル時にポンプ速度を調整する可変周波数ドライブ(VFD)を備えた最新の油圧式機械であれば、エネルギー消費の差を縮めることができます。その結果、年間の節約額は減少し、投資回収期間は延びることになります。.
総所有コスト(TCO)は単なるスローガンではありません。作業負荷に左右されるモデルなのです。.
現場のルール: 機械的にどこで節約が生まれるのかを説明できないのであれば、それを財務上の計算に含めてはいけません。.
では、その節約分は具体的にどこから来るのでしょうか。エネルギーでしょうか、それともメンテナンスでしょうか?
| カテゴリー | 油圧式機械 | サーボ電動式機械 |
|---|---|---|
| 初期費用 | $120,000 | 150,000ドル(初期費用が25%高い) |
| 初期価格差 | — | 30,000ドルの割増分 |
| 収益能力(仮定) | 特定のワークロードに対する比較対象 | 特定のワークロードに対する比較対象 |
| 所有コストにおける保守・サービス費用の割合 | 総所有コストの約60% | 総所有コストの約30% |
| 年間保守・エネルギー費用の推定差額 | より高い | 年間約12,000ドル削減(合計節約額) |
| 5年間の保守・エネルギー費用への影響 | — | 5年間で合計約60,000ドルの節約 |
| 5年間でのプレミアム回収 | — | 30,000ドルのプレミアムを実質2回分回収 |
| エネルギー効率に関する注記 | VFD(可変周波数駆動)を備えた最新システムは、待機時のエネルギー消費を削減し、差を縮めることができる | 設計上、一般的にエネルギー効率が高い |
| ワークロードに対する感度 | 一定の重負荷下で良好なパフォーマンスを発揮する | 節約額は、機械の強みを活かしたワークロードに依存する |
| リスク要因 | 初期費用は低いが、長期的な費用が高くなる可能性がある | 初期費用は高いが、節約額は実際の使用状況に依存する |
| 重要な原則 | 総所有コスト(TCO)は、実際の稼働条件に左右されます。 | コスト削減は、財務的に有効であるためには、機械的な根拠によって説明可能でなければなりません。 |
| 現場ルール | もし、その削減がどこから生じているのかを機械的に説明できないのであれば、財務上の利益として計算に入れてはいけません。 | 同じ原則が適用されます。 |
高度なポンプ制御を備えていない油圧機械での8時間シフトを想像してみてください。モーターは回転し、オイルは循環します。オペレーターが部品を測定している時やフォークリフトを待っている時でさえ、ポンプは電力を消費し、作動油を加熱し続けています。.
油温が上昇すると、効率は低下します。私は、継続的な稼働中に流体が加熱されることで、1時間あたり約1%の効率低下が見られるという分析結果をいくつも見てきました。冷却が完璧でなければ、シフトの後半には効率が80%台後半を下回ることさえあります。これは単なる電力の問題ではなく、あなたがコストを支払って作り出した「熱」の問題なのです。.
サーボ電動式は、このパターンを覆します。曲げ工程では高い電力を消費しますが、ヒット(曲げ動作)の間は消費電力が低くなります。曲げ、確認、調整、プログラマーとの打ち合わせといった作業が混在する工場では、この待機時の消費電力の差が重要になります。.
ここで反論を一つ。サーボ電動式は1ストロークあたり、油圧式のトン数に匹敵するために大きなピーク電力を消費することがあります。重いヒットが散発的に発生する少量生産の作業では、1日に何千回ものサイクルを繰り返すわけではありません。エネルギー節約が方程式の主役にはならない可能性があります。また、電力会社がピーク電力に対して需要料金を課している場合、そのスパイク(急激な電力消費)が問題になります。.
だからこそ、私は経営者に昨年のジョブログ(作業記録)を確認させるのです。1時間あたりのサイクル数は?待機時間はどれくらいか?実際に高トン数を必要とする部品はどれくらいあったか?
エネルギー消費は積み重なります。しかし、それは動作に比例する場合に限られます。.
以前、長いアルミ材の加工で角度が安定せず、金型のせいにしたことがありました。6時間も経つと、オイルはラムの反応が変わるほど熱くなっていました。角度が徐々にずれていき、途中で調整を余儀なくされました。最初の40個と最後の40個は一致せず、スクラップの箱は一杯になりました。誰も予算に入れていなかった熱力学のせいで、またしても金属を無駄にしたのです。.
エネルギーコストは請求書で目に見えます。熱に関連する変動は、スクラップ(廃棄物)として現れるのです。.
そこで、スプレッドシートにはきれいに現れないコストの話になります。.
1年目、油圧式は問題ありません。2年目も問題ありません。3年目になるとシールが劣化し始め、バルブが固着し、小さな漏れが「次のシャットダウンで直そう」という事態に変わります。“
油圧システムは、流体の清浄度、シールの完全性、ポンプの健全性、バルブの応答性に依存しています。各コンポーネントが摩耗点となります。毎回壊滅的な故障が起きるわけではありませんが、確率は存在します。そして、確率は積み重なるのです。.
私が検討したライフサイクル比較では、油圧式の総所有コストに占めるメンテナンス費用の割合は、サーボ電動式のほぼ2倍でした。流体を扱う可動部品が少ないということは、消耗品が少ないことを意味します。オイル交換も、フィルター交換も不要です。漏れの原因となる箇所も少なくなります。.
しかし、ストレステストをしてみましょう。.
VFD(可変周波数駆動装置)と優れた冷却機能を備えた最新の油圧式は、エネルギー消費の差を縮め、熱ストレスを軽減できるため、劣化を遅らせることができます。規律あるメンテナンスプログラムがあれば、長年にわたって信頼性を維持することも可能です。もしあなたの工場がすでに油圧式を適切に運用しているなら(オイルの清浄度管理、温度記録、計画的なシールキット交換など)、ダウンタイムに劇的な差は見られないかもしれません。.
しかし、もしあなたが「挙動がおかしくなったらフィルターを交換すればいい」と考えるような運営をしているのであれば、統計的に見て3年目以降に故障が多発する事態を自ら招いていることになります。.
ダウンタイムのコストは、修理費用だけではありません。出荷の遅延、緊急輸送費、遅れを取り戻すための残業代、そして怒れる顧客。これらすべてが含まれます。.
以前、独自の油圧バルブブロックを待つために1週間を無駄にしたことがあります。機械は完全に停止し、オペレーターは再配置され、仕事のスケジュールは組み直しとなりました。ある顧客は将来の仕事を打ち切りました。痛手だったのは修理の請求書ではありません。2ヶ月後の空白のスケジュールでした。ダメになった金属はリサイクルできますが、失った評判は長く尾を引きます。.
現場のルール: ダウンタイムのコスト=(1時間あたりの失われた粗利益 × 停止時間)+復旧のための人件費。この数字を把握していなければ、推測で経営しているのと同じです。.
さて、これで材料は揃いました。購入価格、エネルギー消費パターン、メンテナンスの確率、ダウンタイムのリスクです。.
次のステップは、油圧式かサーボ電動式かといった宗教論争をすることではありません。あなたの工場のトン数構成、サイクル数、人件費、成長計画に紐づいた5年間のワークシートを作成することです。なぜなら、今は適合していても次の契約で能力不足になる機械は、15万ドルを無駄にするためのより緩やかな手段に過ぎないからです。.
過去12ヶ月間の曲げ加工の実績は、実際に何を買うべきだと示唆していますか?
あなたは、過去12ヶ月間の曲げ加工データを使って、5年間で最も利益を生む機械を選ぶ方法を知りたいはずです。.
結構です。それこそが、この「プレスブレーキ対ブレーキプレス」という騒動の中で唯一、大人な問いかけです。.
ログから以下の3つの数字を抽出してください。
さあ、メーカーのロゴで議論するのはやめて、エンジン(中身)に目を向けましょう。.
2つの工場を想像してください。売上は同じ。床面積も同じ。一方は3/8インチのプレートブラケットを週中ずっと加工しており、ストロークは安定し、長時間の稼働で、高いトン数を必要とします。もう一方は14ゲージのステンレスを12個ずつ曲げ、その後金型を交換し、材料を交換し、さらに予定を変更します。同じ機械を両方に導入すれば、一方は天才に見え、もう一方は間違った馬力曲線を選んだスペックシートオタクに見えるでしょう。.
以前、ある客が1/2インチの構造用タブを一日中加工する契約のために、無理やりサーボ電動式を主張するのを見たことがあります。半年後、機械自体は問題ありませんでしたが、常にトン数範囲の上限で稼働していました。ボールねじは熱を持ち、サイクルタイムは公称値より遅くなりました。部品が不良品になったわけではありません。ただ、生産が停滞したのです。利益が1曲げあたり数秒ずつ漏れ出していきました。金属は無駄になりませんでしたが、利益が台無しになりました。.
現場の鉄則:データがあなたの仕事をトン数帯やサイクルパターンで記述できていないなら、機械を買う準備はできていません。.
それでは、あなたのデータを現実と照らし合わせて分析してみましょう。.
収益の3分の1以上が定格トン数の70%を超える作業で占められている場合、油圧式は真剣に検討する価値があります。.
油圧システムは持続的な負荷を好みます。加圧されたオイルは、午後中ずっと最大トン数に近い状態で作業していても影響を受けません。ラムの力は滑らかで、許容範囲が広く、拡張性があります。長いフランジや厚い材料といった大きな部品の場合、システムの慣性がストロークの安定化に役立ちます。これは宣伝文句ではありません。1970年代に油圧式が機械式フライホイールマシンに取って代わって以来、ずっとそうであった質量と流体力学の働きによるものです。.
“「しかしそれ以前から、工場ではコーニスや屋根材を曲げるために手動の『ブレーキ』が使われていたではないか」その通りです。魔法は動力ではなく、制御された力にありました。厚板の加工には、距離にわたって制御された力が必要なのです。.
もし作業記録に、最小限の工具交換で厚い材料を長時間加工する工程が多いのであれば、サーボ電気式のエネルギー節約効果はあまり期待できません。アイドリング時間がほとんどないため、待機電力の削減効果は薄れます。また、サーボ電気式を常にピークトン数近くで稼働させるのは、トレーラーを牽引して一年中レッドゾーンでピックアップトラックを走らせるようなものです。走ることは可能ですが、決して最適な状態とは言えません。.
私は、能力不足の電気式ユニットで3/4インチのガセットを加工している現場を見たことがあります。オペレーターは過負荷エラーを避けるために、曲げ工程を分割したり、角度を慎重に調整したりしなければなりませんでした。部品はなんとか合格しましたが、労働時間は倍増しました。金属は割れませんでしたが、スケジュールが崩壊しました。金属が台無しになったわけではありません。スループットが台無しになったのです。.
この場合、油圧式は時代遅れではありません。適切なのです。.
では、その論理が逆転するのはいつでしょうか?
次に、2つ目の数値である「ジョブあたりの平均曲げ回数」を見てみましょう。.
もし1バッチが25個以下の環境であれば、状況は一変します。.
サーボ電気式は、短時間の作業で真価を発揮します。高速アプローチ、正確な停止、そしてオペレーターが角度を確認したりラックへ移動したりする間、ポンプが稼働し続けることはありません。モーターは曲げ加工中にのみ大きな力を引き出し、それ以外は実質的に休止状態になります。シフトの半分がセットアップ、検査、調整に費やされる工場では、この「休止」が重要です。また、油温の変化による影響を受けず、1ストローク目から200ストローク目まで再現性が保たれることも大きな利点です。.
多品種生産において、真の敵はトン数ではなく、無駄な動きです。.
サーボシステムはラムの位置制御もより精密に行えるため、新しい材料を調整する際の「微調整」の時間を短縮できます。クリープ(微速移動)が減り、テスト曲げの回数も減ります。もし月間で数百回のセットアップを行っているなら、1セットアップあたりわずか2分短縮するだけでも、大きな積み重ねになります。.
ある工場が試作環境で油圧式からサーボ式へ切り替えるのを見ました。薄いステンレス材を扱い、頻繁に工具交換を行う現場でした。彼らはエネルギー節約を自慢したのではなく、初品精度の高さを自慢していました。最初の3つの部品を「角度の神への生贄」にする必要がなくなったため、スクラップが減少したのです。切り替える前のひどい週には、過修正によって歪んだ外装パネルがゴミ箱を埋め尽くしていました。目に見える形で金属が台無しになっていただけでなく、目に見えないところで信頼も損なわれていたのです。.
しかし、あえて厳しい見方をさせてください。もしあなたの「多品種」の中に頻繁に定格に近い曲げ加工が含まれており、単にスピードのために電気式を選ぼうとしているなら、その機械の「作業長における有効トン数」を確認したほうがいいでしょう。さもなければ、あなたは力を渇望しながらミリ秒を追いかける、スペックシート上の数字に踊らされる人になってしまいます。.
現場のルール:多品種生産の工場では、曲げ回数あたりではなく、セットアップ時間あたりの利益を計算すること。.
そして、厄介なシナリオが残ります。.
もしデータが、どちらとも言えない中間を示していたらどうすればよいでしょうか?
ここが、ほとんどの経営者が自分自身に嘘をつくポイントです。.
過去12ヶ月のデータを見ると、あなたの仕事の80%は中厚板、50%未満のトン数、多品種少量生産であることがわかります。サーボ電動式が明らかに有利に見えます。しかし、営業パイプラインを見ると、より厚い構造部品を求める請負業者が現れています。あるいは、より長いフランジが必要な組み立て品の入札を行っているかもしれません。.
もし成長が板厚や部品サイズの拡大を意味するなら、今日には適していても明日には限界となる機械は、高いお金を払って自ら天井を作っているようなものです。.
油圧式は、トン数あたりの初期費用を抑えつつ、拡張の余地をもたらします。サーボ電動式は、すでに得意としている分野でスピードと精度を発揮します。間違った選択とは、今日の仕事のことではなく、明日の制約のことなのです。.
以前、ある工場で監査をした際、「今の仕事に必要なのはこれだから」という理由で小型の電動式を購入したところがありました。2年後、彼らはより厚いフレームの契約を獲得しました。その機械でも技術的には可能でしたが、限界ギリギリでした。サイクルタイムは大幅に増大しました。彼らは納期を守るために、利益率の低い仕事を外部委託せざるを得なくなりました。部品自体は問題ありませんでした。しかし、機会損失は甚大でした。金属がダメになったわけではありません。成長がダメになったのです。.
そこで、私がすべてのオーナーに提案する思考実験がこれです:
もしあなたの最大の顧客が、明日、最も厚い仕事の量を倍に増やしたとしたら、あなたの機械は余裕を持って対応できますか、それとも悲鳴を上げますか?
その答えこそが、カタログに書かれている名称よりも重要なのです。.
これで枠組みは整いました:
プレスブレーキかブレーキプレスかという問いはやめる。.
あなたの工場が毎シフトで実際にどのように利益を上げているか、そして最大の顧客が状況を変えたときに、どちらの駆動システムなら納得できるかを問い始めること。.
あなたは2つの見積書を見つめています。どちらも110トン、どちらも10フィート曲げに対応しています。一方は油圧で一日中唸りを上げ、もう一方は起動して力強く打ち込み、静かになります。もしあなたがまだページ上部のメーカー名だけで比較しているなら、スペック表だけを見るような考え方で6桁の金額の決断を下そうとしていることになります。.
収益をトン数帯、段取り頻度、成長の方向性にマッピングしました。次はもう一段階視点を広げましょう。プレスブレーキの購入は、機械の購入ではありません。制約の購入です。あなたは、工場内で最も頻繁に「ノー」と言うもの、つまり厚み、スピード、精度のズレ、拡張に対して「ノー」と言うものを買おうとしているのです。利益は、稼働時間中にその機械がどれだけ「ノー」と言わないかにかかっています。.
油圧式は「午後中ずっと私に頼ってくれ」と言います。サーボ電動式は「素早く段取り替えをして、一発で角度を決めろ」と言います。これらは性格の違いではありません。力の発生と制御方法による機械的な結果です。圧力のかかったオイルは持続的な負荷に耐えます。サーボモーターは正確な位置制御と高速なストローク応答に優れています。強みも違えば、故障箇所も違います。労働コストの計算も異なります。.
数年前、デモで速いと感じたという理由で電動式を購入したある工場を監査しました。彼らの仕事の構成は、18ヶ月かけて徐々に厚いブラケットの成形へとシフトしていきました。機械は80〜90%の能力でそれらをこなすことはできました。サイクルタイムは伸びました。オペレーターは過負荷警告を避けるために曲げ工程を分割していました。最大負荷に近い状態でのスプリングバックの予測が外れ、不良品が増加しました。ある金曜日、私たちはひび割れた1/2インチの部品のパレットをゴミ捨て場に引きずっていきました。ダメになった金属が腰の高さまで積み上がっていました。機械に欠陥があったわけではありません。選定が間違っていたのです。.
だから、「どちらの駆動方式が優れているか」と聞くのはやめましょう。どちらの成果を最適化したいのかを問いましょう。持続的な高負荷生産なのか、それとも最小限の無駄で多品種を精密にこなす生産なのか。その視点の転換で、トン数の見え方が変わってくるはずです。
トン数は明確で分かりやすいため、人を惹きつけます。大きな数字であり、比較も容易です。1974年当時、1500トンの機械は、未加工の力が依然として最前線であったため、大きな話題となりました。当時は、能力の拡張こそが物語のすべてでした。.
今日、文脈のないトン数は、紙に書かれた天井の高さに過ぎません。.
2台の機械がどちらも110トンと評価されることがあります。一方は、熱安定性を保ちながら長いデューティサイクルにわたってその力を快適に発揮します。もう一方は、正確に力を発揮しますが、一日中その状態で稼働し続けることは好みません。数字は同じでも、繰り返し作業における挙動は異なります。.
そして初心者は、より危険な違いを見落としがちです。油圧の精度は多くの場合「負荷がかかった状態での一貫性」を意味しますが、サーボの精度は「ラム(パンチを駆動する可動ビーム)の位置制御」を意味します。200回の熱曲げ加工の後に角度がずれて作業が失敗する場合、それは一つの問題です。薄いステンレスの試作品で、最初のピースの位置決めが十分に厳密でないために失敗する場合、それは別の問題です。トン数は、あなたがどちらのリスクを購入しているのかを教えてくれません。.
現場のルール:「どのようなデューティサイクルで、どのような加工長さで、1シフトあたりどれくらいの時間稼働するのか」を尋ねずにトン数を比較してはならない。“
以前、より高いトン数の機械を安く手に入れたと自慢する人を見ました。6か月後、彼は長い構造部品の角度が安定しないことに苦しんでいました。フル加工長さでのフレームのたわみが、想定していたものと違っていたからです。部品は技術的には最低限の仕様を満たしていましたが、それは手直しをした後の話です。長い梁の最初のバッチは、修復不可能なほどねじれてしまいました。結び目を作ったかのように見える、無残な金属の山。安いトン数。高い無知。.
初期トン数が最も重要ではない理由は、それがあなたの作業負荷パターンを通してフィルターをかけた時にのみ意味を持つからです。そこで真の問題が浮上します。見積もりを依頼する前に、不適切な駆動システムを自ら排除できるほど、何を明確に理解しておくべきでしょうか?
これです。ホワイトボードに書き留めてください。.
自社の粗利益はどこで生まれているのか。持続的な高負荷の下か、それとも段取り時間の中か。
もし利益が60〜70%の容量を超える長時間の稼働で生まれているなら、油圧がキャッシュフローに適しています。油圧は熱、繰り返し、重い成形にひるむことなく耐えます。サーボ電気駆動による省エネ効果は、週を通してピーク負荷に近い状態で稼働させる摩擦を相殺することはできません。.
もし利益が小ロット、頻繁な工具交換、厳しい初品公差、そして曲げ加工の合間のオペレーターのアイドル時間で生まれているなら、サーボ電気駆動は無駄な時間を有給の生産時間に変えます。高速アプローチ。正確な停止。ストロークしていない間はモーターが休止します。これは、シフトの半分が曲げ加工ではなく調整に費やされるような、多品種少量生産の環境では重要です。.
これは哲学的な話ではありません。実際の数字を使って単純な仮説を立ててみてください。
これに負担労働率を掛けます。さらに240営業日を掛けます。そして、その年間労働コストの差額を、価格差や予想されるメンテナンスパターンと比較してください。突然、そのトレードオフは感情的なものではなく、算術的なものになります。.
私は、これを正直に追跡していた試作中心の工場を監査したことがあります。彼らは、プレスブレーキの有給時間の約30%が、角度を合わせるための「段取りの忍び寄り(微調整)」であることを発見しました。駆動方式を変更した後、初品の合格率が向上し、1度ずれて顧客にとって使い物にならない化粧ステンレスパネルでスクラップ箱が埋まることはなくなりました。変更の1週間前、私たちは自分の顔が映るほどの鏡面仕上げの不良品をカートで運び出しました。見るに堪えない、無残な金属の山でした。機械は単に速く曲げただけではありません。学習サイクルを浪費するのをやめたのです。.
現場のルール:訪問者を感心させるスペックではなく、自社の利益が生まれる時間を守る駆動方式を選べ。.
油圧式は50年もの間、市場を支配してきました。その理由は、多くの工場が可変厚の材料を扱う継続的な生産を行っており、トンあたりの手頃な力を必要としているからです。一方、サーボ電気式は、セットアップ時間あたりの精度が収益に直結する現場で生き残り、成功を収めています。しかし、どちらも未来そのものではありません。どちらもただのツールに過ぎないのです。.
ですから、2つの見積もりを提示され、誰かが「プレスブレーキ」と呼ぶべきか「ブレーキプレス」と呼ぶべきかという議論を始めたら、その呼び名など無視して構いません。.
あなたの利益が実際にどこで生まれているのかを問いかけてください。.
適切な駆動システムとは、その利益を生む場所をより強固にし、不適切な種類の作業をあえて避けるように促してくれるものです。.


















