

3/8 inçlik levha işleyen 10 metrelik bir abkant, yeni bir operatör. İnternette bulduğu “benzer model” kullanım kılavuzuna dayanarak bir program yükler. İlk çevrimde, arka dayama parmakları V kalıbından temiz bir şekilde geçemez. Ucuz cıvatalar gibi koparlar.
Rakamların eşleştiğine yemin eder.
Eşleşmişlerdi. Ama kendi makinesine değil.
Kullandığı kılavuz yanlış değildi. Sadece farklı bir seri numarasına göre hassas hazırlanmıştı.
Aynı marka ve aynı renge sahip abkant presler farklı silindirler, farklı strok sınırları, farklı denetleyici revizyonları taşıyabilir. Birinde 7 inç açık yükseklik bulunur, diğerinde 8. Birinde yaklaşımda 0.5 inç dayama geri çekmesi mümkündür, diğerinde 1.2 gerekir. Kâğıt üzerinde bu farklar küçük görünür. Sahada ise kırılmış takımlar ve bükülmüş dayama raylarıyla ölçülür.
Genel bir PDF kullanmak, bir sayfa eksik okumak gibi değildir. Kokpit “aşağı yukarı doğru” görünüyor diye yanlış uçuş kılavuzuyla bir uçağı bakım yapmak gibidir. Tehlike sınırların içinde yaşar. Peki o tehlike önce nerede kendini gösterir?
Yaklaşım mesafesi parametresi “yeterince yakın” bir kılavuzdan kopyalandığı için, 6 eksenli bir arka dayamanın 2 inçlik V kalıbına doğrudan sürülüşünü izledim. O model dayamayı sessiz sinyale 0.200 inç kala otomatik olarak geri çekiyordu. Bizimki çekmiyordu. Bizimkine dizilimde açık bir geri çekme komutu gerekiyordu.
Denetleyiciye dokunmadan önce mekanik zarfı doğrulamış olmalısınız: açık yükseklik, gün ışığı mesafesi, dayama hareket sınırları, parmak uzunluğu, kalıp yüksekliği. İnternetin söylediklerine göre değil. Makinenizin söylediklerine göre.
Çarpışma Uyarısı: Tek bir arka dayama çarpması lineer rayları yamultabilir ve bilyeli vidaları hizadan çıkarabilir. Bu $300’lük bir hata değil. Bu, üretimin kaçan sevkiyatların açıklamasını yaparken günlerce durmasına ve beş haneli yedek parça masraflarına yol açar.
İki makine on adım mesafeden aynı görünüyorsa, operatörler başka nelerin değiştirilebilir olduğunu varsayıyor olabilir?
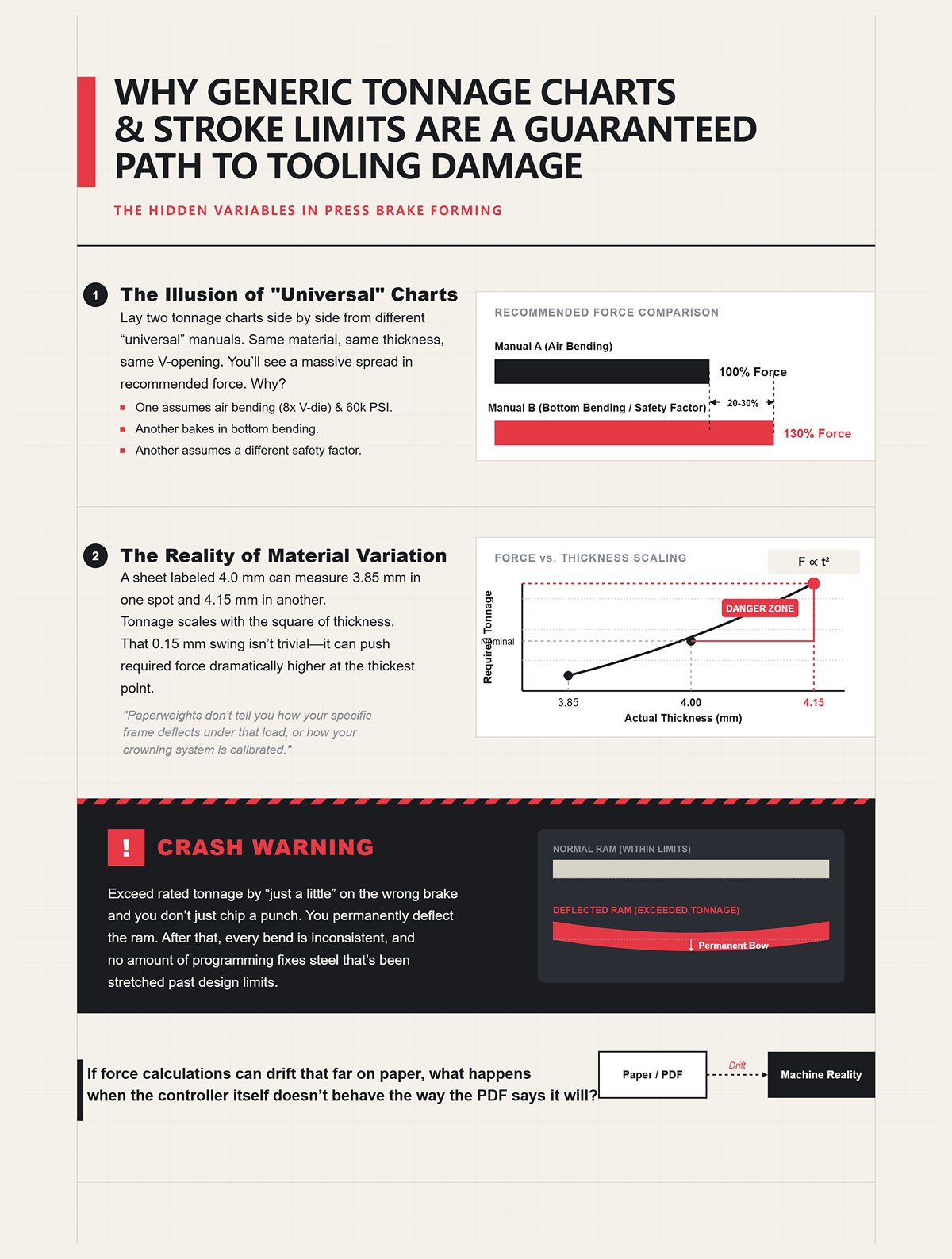
Farklı “evrensel” kılavuzlardan alınmış iki tonaj çizelgesini yan yana koyun. Aynı malzeme, aynı kalınlık, aynı V açıklığı. Tavsiye edilen kuvvette 20–30 % fark göreceksiniz. Neden? Biri 8x V kalıp kuralı ve 60.000 PSI yumuşak çelik ile hava bükmeyi varsayar. Diğeri dip bükmeyi hesaba katar. Bir başkası farklı bir güvenlik faktörü içerir.
Şimdi gerçeği ekleyin. 4.0 mm etiketli bir sac, bir noktada 3.85, başka bir noktada 4.15 ölçülebilir. Tonaj kalınlığın karesiyle ölçeklenir. O 0.15 mm’lik sapma önemsiz değildir—en kalın noktada gereken kuvveti ciddi biçimde artırabilir. Tutucu yaklaşım, birden çok noktayı ölçmek ve maksimum değeri kullanmaktır. Genel çizelgeler bunu söyler. Kâğıt ağırlıkları sizin özel gövdenizin o yük altında nasıl sapma yaptığını veya tepe ayar sisteminizin nasıl kalibre edildiğini söylemez.
Çarpışma Uyarısı: Yanlış abkantta nominal tonajı “çok az” aşmak, sadece zımba ucunu çatlatmakla kalmaz. Koç başını kalıcı olarak eğer. Ondan sonra her büküm tutarsız olur ve hiçbir programlama, tasarım sınırlarını aşarak uzamış çeliği düzeltmez.
Kuvvet hesapları kâğıt üzerinde bu kadar sapabiliyorsa, kontrolörün kendisi PDF’de söylendiği gibi davranmadığında ne olur?
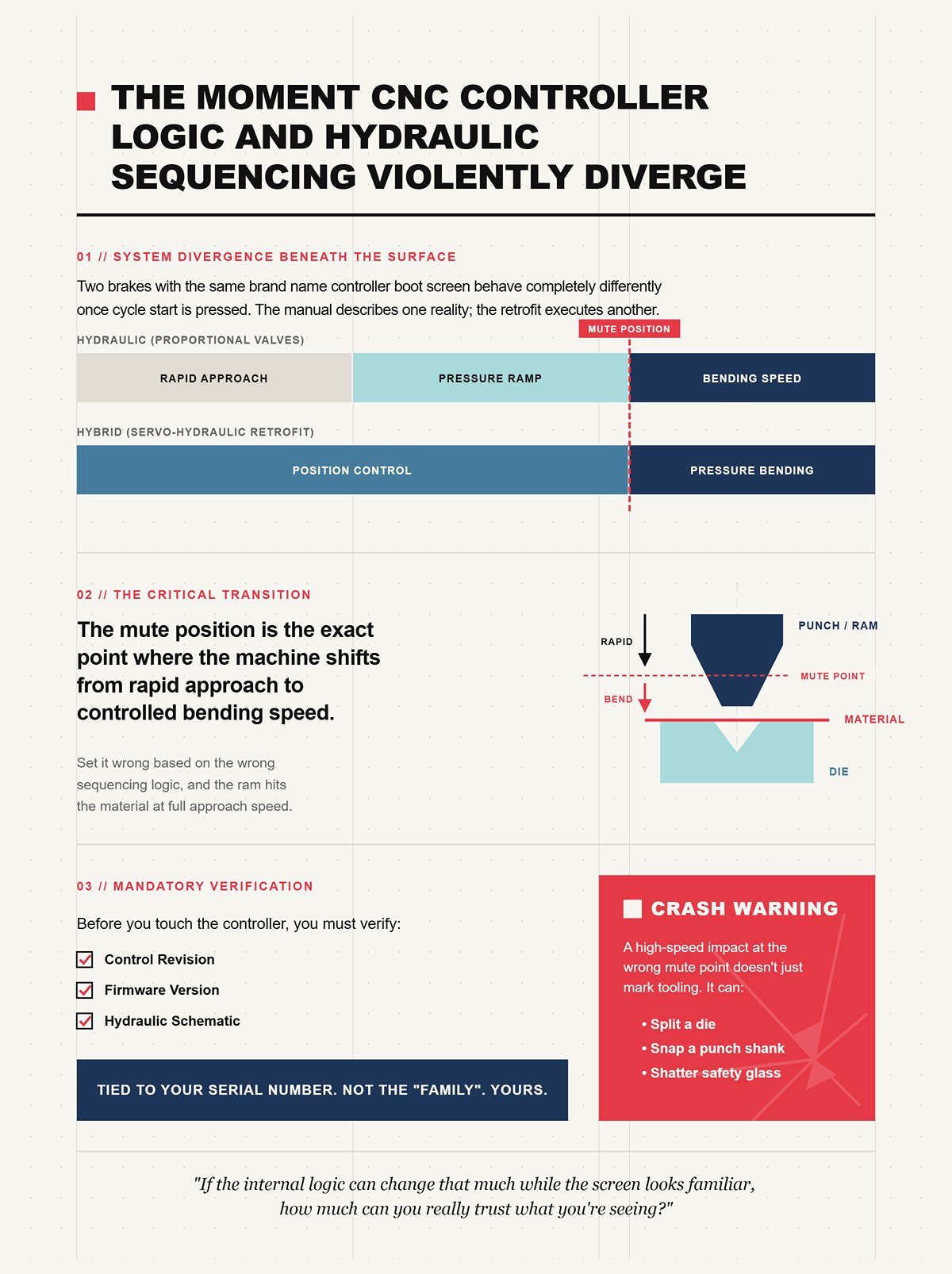
Aynı marka denetleyici açılış ekranına sahip iki abkantın, döngü başlatıldığında tamamen farklı davrandığını gördüm. Biri orantılı valfli hidrolikti. Diğeri hibrit servo-hidrolik bir yenilemeydi. Genel kılavuz yaklaşım sırasında bir basınç rampası tarif ediyordu. Yenilenen yapı ise sessiz sinyale kadar konum kontrolü kullanıyor, sonra basınca geçiyordu.
Bu fark, sessiz konumunu ayarlarken önemlidir—makinenin hızlı yaklaşmadan bükme hızına geçtiği nokta. Yanlış sıralama mantığına göre yanlış ayarlarsanız, koç malzemeye tam yaklaşma hızında çarpar.
Kontrolöre dokunmadan önce, seri numaranıza bağlı kontrol revizyonunu, ürün yazılımını ve hidrolik şemasını doğrulamalısınız. “Makine ailesi”ni değil. Sizinkini.
Çarpışma Uyarısı: Yanlış sessiz noktada yüksek hızda bir darbe sadece takımı işaretlemekle kalmaz. Kalıbı çatlatabilir veya zımba sapını kırabilir. Parçaların güvenlik camına örümcek ağı gibi çatlatacak kadar sert vurduğunu gördüm.
Ekran tanıdık görünürken iç mantık bu kadar değişebiliyorsa, gördüğünüze gerçekten ne kadar güvenebilirsiniz?
Operatörler tanıdık olan şeye güvenirler. Aynı yumuşak tuşlar. Aynı menü ağacı. Aynı parametre adları.
Ancak bir revizyon alt ölü merkezi kodlayıcının mekanik sıfırından tanımlayabilir. Başka bir revizyon, referansı ev konumundan sonra yazılım ofsetinden tanımlar. Ekranda hâlâ “BDC” yazar. Sayı hâlâ joystikle hareket ettirdiğinde değişir. Ancak altta, koçun nerede durduğunu belirleyen matematik farklıdır.
Bu şekilde, bir makinede güvenli çalışan bir program, başka bir makinede zımbayı kalıba gömebilir—çünkü sıfır referansı bir milimetre kaymıştır ve kimse revizyonlar arasındaki referans sıfırlama rutininin değiştiğini fark etmemiştir.
Genel bir pres bükme makinesi kılavuzu PDF’si tehlikeli hissettirmez. Kullanışlı hissedilir. İşte sorun bu. Yeterince doğru bilgi vererek sizi özgüvenli kılar, ama yeterince yanlışlıkla sizi hatalı kılar.
Çoğu operatör bunu fark ettiğinde, çarpışma çoktan gerçekleşmiştir.
Elinizdeki kılavuzun gerçekten önünüzdeki makineye ait olduğunu nasıl kanıtlayacağınızı bilmek istersiniz.
Çerçeveye cıvatalanmış isim plakasından başlayın. Satış broşüründen değil. Kontrol panelindeki etiketten değil. Modeli, seri numarasını, voltajı ve yılı listeleyen makine gövdesine damgalı plaka. Bu seri numarası makinenin parmak izi gibidir; diğer her şey sadece aile benzerliğidir.
Çerçevedeki seri numarası dokümantasyonla eşleşmiyorsa, tahmin yürütüyorsunuz demektir.
Ve tahmin yapmak, arka dayanakların yeniden inşa edilmesinin yoludur.
Kontrolöre dokunmadan önce, makinenin belirttiği üç şeyi tam olarak yazın: tam model tanımı, seri numarası ve açılış ekranındaki kontrolör markası ile sürüm bilgisi. Sonra üreticiye veya distribütöre çağrı yapın ve o seri numarasına bağlı dokümantasyonu isteyin — “o model” veya “o seri” değil, o numara. Size bir PDF gönderirlerse, ilk sayfada sizin seri numaranız veya en azından üretim partisi aralığınız referans alınmalıdır. Eğer alınmadıysa, geri itirsiniz.
Çarpışma Uyarısı: Bir atölyenin “aynı model” kılavuzunun makinelerini kapsadığını varsaydığını, açık yükseklik spesifikasyonunda 1 inç farkı kaçırdığını ve yüksek bir kalıp setini doğrudan koç yatağına sürdüğünü gördüm. Sertleştirilmiş çeliği dökme demire fazla zorladığınızda, ucuz cıvatalar gibi tertemiz koparlar.
Peki bu numaralardan hangisi makineyi nasıl kuracağınızı gerçekten belirler?
Model numarası size makine sınıfını söyler.
Seri numarası size tam olarak hangi üretim olduğunu söyler.
Kontrolör tipi size nasıl düşündüğünü söyler.
Sonuncusu çoğu kişinin gafil avlandığı noktadır. Bir NC pres freni yalnızca X (arka cetvel) ve tek bir Y derinliğini kontrol edebilir. Bir CNC pres freni ise Y1, Y2, X, R, Z1, Z2“nin yanı sıra taçlama kontrol edebilir. Aynı boya. Tamamen farklı kalibrasyon mantığı. Genel bir ”NC pres freni” kılavuzu, çift Y eksenini doğrusal enkoderlerle nasıl senkronize edeceğinizi açıklamayacaktır çünkü NC makineleri genellikle zorunlu senkronizasyon için mekanik burulma çubukları kullanır. Farklı mimari, farklı arıza türleri, farklı kurulum adımları.
Ve işler daha sıkı hale gelir. 13:1 veya 15:1 silindir oranına sahip CNC makineler, eski 6:1 veya 8:1 tasarımlardan daha hızlı iner. Bu, yaklaşma hızını, susturma zamanlamasını ve bir şeyler yanlış gittiğinde tepki sürenizi değiştirir. Bu teknik özellikler önemsiz değildir. Susturma pozisyonunuzun muhafazakâr mı yoksa yıkıcı mı olacağını belirlerler.
Kontrolöre dokunmadan önce doğrulayın: Bu somun-durdurma hidrolik mi yoksa senkro hidrolik mi? Senkronizasyon mekanik mi yoksa enkoder geri bildirimi ile valf kontrollü mü? Bu cevaplar OEM dokümantasyonunun hangi bölümlerinin size uyacağını belirler.
Çarpışma Uyarısı: Bir burulma çubuklu makinede CNC enkoder prosedürü kullanarak Y1/Y2 paralelliğini kalibre ederseniz, “ince ayar” yapmış olmazsınız. Çubuğu teknik özellik dışına bükersiniz ve aylarca konik büküm kovalamakla, hurdaların birikmesiyle uğraşırsınız.
Model ve kontrolör bu kadar farklı olabilirken, makine orijinal konfigürasyonunda bile değilse ne olur?
İşte kağıt ağırlıklarının gerçekten lakabını kazandığı yer.
Bir makine fabrikadan NC olarak, mekanik senkronizasyon ile çıkabilir, sonra on yıl sonra CNC kontrolör ve orantılı valflerle retrofitle güncellenebilir. Çerçevedeki seri numarası değişmez. Makinenin ruhu değişir.
Artık “orijinal OEM kılavuzunuz” durakları ve açıölçer ile manuel derinlik ayarını açıklarken, önünüzdeki makine elektronik referans alma ve enkoder sıfırlama bekler. Ya da tam tersi — kapalı döngü geri besleme için tasarlanmış bir çerçevede aşağı düzey kontrol. PDF yalnızca eksik değil. Aktif olarak yanıltıcıdır.
Kontrolöre dokunmadan önce, kurulu olanı fiziksel olarak doğrulayın: kram kenarlarında doğrusal enkoder var mı bakın, valf bloğu tipini belirleyin, arka tarafta bir burulma çubuğu olup olmadığını kontrol edin. Varsaymayın. Denetleyin.
Çarpışma Uyarısı: Bir atölyenin, bir valf arızasından sonra kısmen mekanik senkronizasyona geri döndürülmüş bir pres freni üzerinde orijinal CNC dokümantasyonuna güvenmesini izledim. Artık aktif geri besleme olmayan bir sistemde elektronik Y ekseni kalibrasyonu yapmaya çalıştılar. Sonuç, ilk tam tonajlı vuruşta parça parça bir kalıbı çatlatan, eşit olmayan şekilde tabana oturan bir kram oldu.
Kullanılmış demir geçmiş taşır. Onu PDF’lerde değil, çelikte okumanız gerekir.
Peki üretici işbirliği yapmadığında ve distribütör umursamadığında ne yaparsınız?
İşte nasıl savuşturulmayı durduracağınız.
“kılavuz” istemeyi bırakıyorsunuz.”
Seri numaranıza bağlı dokümantasyonu talep ediyorsunuz; buna hidrolik şema revizyonu, elektrik şema revizyonu, kontrolör yazılım uyumluluk listesi ve silindir oranı ile nominal açık yüksekliği listeleyen mekanik teknik özellik sayfası dahildir. Belirli isimlere sahip belirli belgeler. Kesin olarak sorduğunuzda, ne konuştuğunuzu bildiğinizi gösterir.
Eğer genel kılavuzun ünitenizi kapsadığını iddia ederlerse, silindir oranının, senkronizasyon yönteminin ve eksen konfigürasyonunun PDF ile eşleştiğini yazılı olarak onaylamalarını isteyin. Çoğu, doğru olmadıkça buna bahse girmez.
Kontrolöre dokunmadan önce, isim levhası, kontrolör açılış ekranı, valf bloğu ve piston kenarlarının fotoğraflarını çekin ve talebinize ekleyin. Onların manevra alanını ortadan kaldırıyorsunuz. Diyorsunuz ki: Bu makine; bana bu makineyi tanımlayan belgeleri gönderin.
Çarpma Uyarısı: “Yakın” olduğu için uyumsuz yazılım ve parametre tablolarıyla freni çalıştırmak, eksen limitlerini bozabilir. Arka ölçer fazla yol alıp raylarının sonuna çarptığında, teknik destekle tartışmıyorsunuz — yeni bilyalı vidaların fiyatını çıkarıyorsunuz.
Ağırlıklar size belirli çerçevenizin yük altında nasıl esnediğini veya taçlama sisteminizin nasıl kalibre edildiğini söylemez. Kesin OEM belgeleri bunları söyler — eğer onu elinize zorla alırsanız.
Onu aldıktan sonra gerçek iş başlar.
Çünkü doğru PDF masaüstünde açılmadan duruyorsa, bu sadece başka bir kâğıt ağırlığıdır ve bir sonraki soru, o seri numarasına özel teknik özellikleri, çeliği kırmak yerine bükmeye devam ettiren bir kurulum dizisine nasıl çevireceğinizdir.
Artık doğru kılavuza sahipsiniz — seri numarası isim levhasıyla eşleşiyor, kontrolör yazılımı açılış ekranıyla eşleşiyor, hidrolikler çerçeveye bağlı olanla aynı.
Güzel.
Şimdi onu okuma materyali gibi değil, sizi eğilmiş bir pistondan koruyan bir kontrol listesi gibi kullanmaya başlıyorsunuz.
Doğru OEM PDF’sini indirip sonra makineyi “her zaman yaptıkları gibi” ayarlayan operatörleri gördüm. Yağ iyi görünüyor. Göstergeler iyi görünüyor. Manuel olarak aşağı hareket ettir, ne olduğunu gör. İşte böyle doğru belgeleri başka bir kâğıt ağırlığına dönüştürürsünüz. Kılavuzu seri numaranıza bağlamanın tüm amacı tahmin yürütmeyi ortadan kaldırmaktı. O halde soru şu: çelik aletlere temas etmeden önce bu özellikleri fiziksel doğrulamalara nasıl dönüştürürsünüz?
Getirdiğimiz 175 tonluk bir makinede, depo üzerindeki plaka ISO 46 hidrolik yağ öneriyordu. Önceki atölyenin kullandığı genel kılavuz ise ISO 32 olarak listelenmişti. Yeterince yakın sanmışlardı. Değildi.
ISO 32, çalışma sıcaklığında daha ince akar. O makinede — 15:1 silindir oranı, hızlı yaklaşma — valfler ISO 46’nın viskozite eğrisine göre ayarlanmıştı. Depoda 32 olduğunda, piston yaklaşma sırasında daha hızlı indi ve yavaşlama noktasını aştı. Sessizleşme zamanlaması değişmedi. Yağ değişti. Böylece hiç programlamadığınız bir kalıp temasını elde edersiniz.
Kontrolöre dokunmadan önce, seri numarasına özel kılavuzunuzu açın ve karşınızdaki metale karşı üç şeyi doğrulayın:
Sonra ölçüm portuna kalibre edilmiş bir manometre takın ve emniyet ayarının teknik özellik sayfasına uyduğunu doğrulayın. Panel ekranına güvenmeyin. Ekranda “makinenizin söylediği” yazılım. Emniyet basıncı ise fiziktir.
Çarpma Uyarısı: Makine 3.000 psi için ayarlanmışken “iyi büküyor” diye 3.300’de çalıştırırsanız hasarı hemen görmezsiniz. Bağlama çubuklarını esnetir ve contaları aşırı zorlar, ta ki bir sabah piston eşit olmayan şekilde düşüp $6,000 parçalı kalıp setini burarak kırana kadar. Yan yüklemede ucuz cıvatalar gibi tertemiz koparlar.
Yağ viskozitesi, valf tepkisini etkiler. Valf tepkisi, piston kontrolünü etkiler. Piston kontrolü, programlanan derinliğinizin gerçek mi yoksa teorik mi olduğunu belirler. Dolayısıyla hidrolikler doğrulandıktan sonra, pistonu çeliğin tolere edebileceğinden daha fazla hareket etmesini ne engeller?
Bir keresinde kontrolörde Y1 ve Y2 pozisyonlarının üç ondalık basamağa kadar birebir aynı olduğunu gösteren bir makine ölçmüştüm. Parçada ise sekiz fit boyunca 0,5 derecelik bir koniklik vardı. Sayılar uyuşuyordu. Çelik uyuşmuyordu.
İşte nedeni.
Seri numaranıza özel doküman şunları listeler:
Kontrolöre dokunmadan önce, ayar modunda koçu aşağı doğru jog yapın ve el kitabınızda açıklanan mekanik referansa karşı alt ölü noktayı fiziksel olarak doğrulayın. Burulma çubuklu bir makinede bu, durma cıvatası temasını doğrulamak anlamına gelebilir. Kapalı döngü sisteminde ise, doğru homing döngüsünden sonra enkoder sıfırını doğrulamak anlamına gelir — kontrolörünüzün gerektirdiği tam döngü, başka bir markadan hatırladığınız değil.
Sonra kullanılabilir stroku haritalayın. Sadece “8 inç aşağı iniyor” değil. Maksimum strok ve açıklık değerine göre takım yüksekliği artı malzeme kalınlığının bükümü nereye yerleştirdiğini doğrulayın. El kitabınız 18 inç açık yükseklik listeliyorsa ve siz 17,5 inç tüketen yüksek bir kalıp yerleştiriyorsanız, sapma veya yanlış ayarlanmış mute için hiçbir toleransınız yoktur.
Ve geometriyi görmezden gelmeyin. Paralellik tek noktalı bir kontrol değildir. Hafif temas konumunda orta ve her iki ucun yakınında koç-yatak mesafesini ölçün. Dokümanınız tolerans belirtiyorsa — çoğu uzunluk boyunca 0,05–0,10 mm aralığında belirler — üretim tonajından önce bunu doğrulayın. Y = 0,000 kontrolör okuması, bir taraf mekanik olarak geride kalıyorsa hiçbir anlam ifade etmez.
Çarpma Uyarısı: Uzun bir kalıpla ve doğrulanmamış alt referansla strok derinliğini “yaklaşarak” ayarlarsanız, ilk tam tonajlı vuruş zımbanın omzunu kalıp yarıçapına sürebilir. Onu ufalamazsınız. Onu çukura dönüştürürsünüz.
Y derinliğiniz gerçek. Limitleriniz biliniyor. Koç, el kitabında belirtildiği gibi duruyor. Şimdi parçanın her çevrimde aynı yerde olması gerekiyor, bu bizi arka dayamaya getiriyor.
Bir atölye beni tutarlı bir 2 mm flanş hatasıyla ilgili aradı. Aynı program. Aynı malzeme. Aynı operatör. Arka dayamayı kontrolörün genel homing rutinine göre sıfırlamışlardı. X ekseni referans plakasında 0,000 okumuştu.
Sorun dijital değil, mekanikti.
O makinede, her durma parmağı bir vida ile mikro ayarlanabilirdi. Taşıyıcı kare olmasına rağmen bir parmak ayarı 2 mm yanlış hizalanmıştı. Kontrolör taşıyıcıyı sıfırlıyordu, parmakları değil. Seri numarasına bağlı el kitabı bireysel parmak kalibrasyonunu açıklıyordu. Genel kontrolör kitabı açıklamıyordu.
Kontrolöre dokunmadan önce, makinenizin şunlardan hangisini kullandığını doğrulayın:
Her mimarinin farklı bir sıfırlama dizisi vardır. Bazı sistemlerde, arka dayama DURDURMA devresini arka mekanik ayarlamaları yapmadan önce kilitlemeniz gerekir. Diğerlerinde ise, yüksek takımlarla çarpışmayı önlemek için sıfırlama, koç tamamen yukarıdayken yapılmalıdır. Seri numaranıza özel belgeler bunu açıkça belirtir çünkü güvenlik kilitleri modele göre farklılık gösterir.
Ve eğer manuel bir arka dayama kullanıyorsanız — ki bu küçük partiler için hâlâ yaygındır — OEM pim konfigürasyonu önemlidir. Bazıları yerine itilerek konumlandırılır; diğerleri farklı şekilde tutulur. Yanlış stili yük altında çekerseniz, parça çevrim ortasında kayar. Makine “sıfırı kaybetmedi.” Donanımı yanlış anladınız.
Çarpışma Uyarısı: Ayarlanabilir durdurma parmakları olan bir makinede, yalnızca elektronik sıfıra güvenirseniz, boyutsal hataların peşinden koşarsınız ve sonunda biri büküm derinliğini artırarak telafi etmeye çalışır. İşte o zaman zımba, kalıpta dibe vurur ve çat sesi duyarsınız.
Arka dayama, parçanın konumunu tanımlar. Koç, büküm açısını tanımlar. Takım ise kuvvetin ikisi arasında nasıl aktarıldığını tanımlar. En pahalı hataların çoğu da işte burada gizlenir.
Bir milimetreden az dışarıda duran 12 ayak uzunluğunda Avrupa tipi bir zımbayı gördüm çünkü pabuç altında biriken pislik vardı. Oturmuş gibi görünüyordu. Oturmamıştı.
Yük altında, o küçük boşluk şiddetle kapandı. Zımba yana kaydı ve partinin her parçasında iz bıraktı.
Seri numaranıza özel kılavuz, sıkma stilini belirtecektir:
Kontrolöre dokunmadan önce, sıkma yüzeylerini temizleyin ve OEM prosedürüne göre yerleşimi doğrulayın. Avrupa sistemleri tam uzunluk boyunca pabuç bağlantısı gerektirir. Amerikan sistemleri, yerel kalkmayı önlemek için eşit cıvata torku ister. Eğer hidrolik sıkma kullanılıyorsa, ışığın yeşil olmasının yeterli olmadığını, sıkma basıncının spesifikasyona uyduğunu doğrulayın.
Takım yüksekliği de önemlidir. 2. Adımdaki açık yükseklik ve strok haritalamanız yalnızca monte edilen zımba ve kalıp, ayar sayfanızdaki varsayılan yüksekliklerle eşleşiyorsa koruma sağlar. Programlanandan 1 inç daha uzun bir kalıp, etkin olarak 1 inç gün ışığını ortadan kaldırır. Yüksek kalıp setlerinin koç muhafazalarına girmesinin nedeni budur.
Çarpışma Uyarısı: “Uyuyor” diye Amerikan ve Avrupa takımlarını uygun adaptör olmadan karıştırırsanız, sıkma elemanını yana yüklersiniz. 100 tonun altında bu uyumsuzluk bükülmez — fırlar.
Bu noktada, hidrolikler doğrulandı, Y limitleri haritalandı, arka dayama mekanik olarak doğru, ve takım gerçekten yerinde — varsayıldığı gibi değil.
Artık makine bükmeye hazır.
Ve bir sonraki soru bugünkü kurulumla ilgili değil. 10.000 çevrimden sonra, aşınma, ısı ve sapmanın aynı doğrulanmış değerleri spesifikasyon dışına itmeye başladığında ne olacağı ile ilgilidir.
| Adım | Başlık | Temel Kontroller ve Eylemler | Doğrulanması Gereken Kritik Spesifikasyonlar | Çarpışma Uyarısı / Risk |
|---|---|---|---|---|
| Adım 1 | Başlatma öncesinde hidrolik yağ tipi, seviyesi ve basınç özelliklerini doğrulama | Seri numarasına özel kılavuza göre yağ tipini onaylayın; tank kapasitesini ve göz camı aralığını kontrol edin; test portunda kalibre edilmiş bir göstergeden sistem basıncını doğrulayın | Tam ISO yağ sınıfı (örneğin, ISO 46 veya ISO 32); tank kapasitesi ve doğru seviye aralığı; maksimum tahliye basıncı; çalışma şekillendirme basıncı | Yanlış yağ viskozitesi valf tepkisini ve koç hızını değiştirir, aşırı hareket ve kalıp hasarı oluşturur; aşırı basınç (örneğin, 3.300 psi yerine 3.000 psi) bağlantı millerini gerer, contaları aşırı zorlar ve dengesiz koç düşmesiyle takım arızasına neden olabilir |
| Adım 2 | Y ekseni sınırlarını haritalama ve strok derinliği ayarlama | Alt ölü noktayı mekanik referansa göre doğrulayın; uygun sıfırlama döngüsünü gerçekleştirin; koç ile tabla paralelliğini birden fazla noktada ölçün; takım yüksekliği ve malzeme kalınlığını dikkate alarak kullanılabilir stroku haritalayın | Maksimum açık yükseklik; maksimum strok; mekanik durdurma veya enkoder sıfır referansı; senkronizasyon yöntemi (burulma çubuğu veya kapalı çevrim); paralellik toleransı (örneğin, 0,05–0,10 mm) | Yanlış strok haritalama veya paralellik, zımbanın omzunu kalıp yarıçapına sürerek çukurluk veya ciddi takım hasarına neden olabilir |
| Adım 3 | Kontrolöre özgü arka dayama referansı ve sıfırlama | Arka dayama mimarisini belirleyin (X, R, Z1/Z2 veya manuel); bireysel durdurma parmak hizasını doğrulayın; seri numarasına özel sıfırlama sırasını izleyin; sıfırlama öncesinde uygun mekanik ayarlamaları sağlayın | Eksen konfigürasyonu; parmak kalibrasyon yöntemi; DURDURMA devre gereklilikleri; sıfırlama pozisyonu gereklilikleri (örneğin, koç tamamen yukarıda) | Hatalı hizalanmış durdurma parmakları veya yanlış sıfırlama, ölçümsel hatalara neden olur; bükmeyi derinleştirerek fazla telafi yapmak, zımbanın tabana vurmasına ve çatlamalara yol açabilir |
| Adım 4 | Takım yerleştirme prosedürleri (Avrupa vs. Amerikan sıkıştırma) | Sıkıştırma yüzeylerini temizleyin; OEM yöntemine göre tam oturmayı doğrulayın; sıkıştırma basıncını veya cıvata torkunu onaylayın; takım yüksekliğinin kurulum varsayımlarıyla eşleştiğinden emin olun | Sıkıştırma tipi (Avrupa/Promecam, Amerikan, hidrolik/mekanik bombe düzeltme); sıkıştırma basıncı; cıvata torku; zımba ve kalıp yüksekliği | Yanlış oturtulmuş veya uyuşmayan takımlar yük altında kayabilir, parçaları işaretleyebilir, kıskaçlara yan yük bindirebilir veya yüksek tonaj altında takımı fırlatabilir |
On bin çevrimlik bir üretim serisinde parçalar hâlâ “oldukça iyi” görünüyor. Açı yarım derece kayıyor. 3 metrelik bir sacda flanşlar bir milimetre değişiyor. Operatör derinliği 0,2 mm daha ayarlıyor ve devam ediyor.
Sürüklenme işte böyle sızar — bir patlamayla değil, hafif bir itmeyle.
Sen her şeyi ilk günde doğruladın. Y limitleri gerçekti. Arka ölçü mekanik olarak dürüsttü. Takımlar yerindeydi. Şimdi ısı yağı inceltti, contalar oturdu ve gövde binlerce kez yük altında esnedi. Kurduğun temel çizgi, onu koruma planın kadar sağlam. Ve o plan, senin seri numarana bağlı dokümantasyonda yaşar — şık bir kağıt ağırlığı gibi duran genel bir PDF’de değil.
Bakım, kutucuk işaretlemekle ilgili değildir. Kalibre edilmiş gerçeğin sessizce pahalı bir kurguya dönüşmesini önlemekle ilgilidir.
Genel tablo “tipik olarak ISO VG 46” dediği için ISO 46 yağ ile çalışan 175 tonluk bir pres freni kullanan bir atölyeye girdim. Pompa soğuk sabahlarda inliyordu. Hızlı yaklaşmada basınç gecikiyordu. Yağı saat gibi her 2.500 saatte bir değiştiriyorlardı.
Sorun şuydu: bu spesifik model fabrika çıkışı ISO 32 olarak ayarlanmıştı, daha sıkı valf boşlukları ve farklı bir ortam sıcaklık aralığı nedeniyle. Soğuk çalıştırmada daha kalın yağ, pompa girişinde daha yüksek emme direnci demektir. Daha yüksek emme direnci kavitasyon demektir — metal yüzeylere çökerek mikroskobik buhar kabarcıkları oluşturur. Ucuz cıvata gibi koparlar. Hemen fark etmezsin. Hafif bir uğultu olarak duyarsın.
Şimdi “standart” 500 saatlik hidrolik kontrolleri ekleyelim. Bazı makinelerde 500 saat uygundur. Ancak daha küçük rezervuarlara ve daha yüksek çalışma döngülerine sahip olanlarda yağ sıcaklığı daha hızlı yükselir, oksidasyon hızlanır ve servo valflerde vernik oluşur. Genel bir aralık ortalama yük, ortalama çevre, ortalama çalışma temposu varsayar. Pompanda ortalama diye bir şey yoktur.
Çarpışma Uyarısı: Spesifik valf bloğun için yanlış viskoziteyle çalıştır ve üreticinin kısa filtre aralığını göz ardı et — o zaman yalnızca basınç stabilitesini kaybetmezsin, pompa gövdesini çizersin. Bu beş haneli rakamlı bir onarım ve haftalarca duruş demektir, çünkü biri “tipik olarak” deyimine güvenmiştir.”
Yani kılavuzda 2.000–3.000 saat diyorsa, o aralık bir izin değil. Bir sınırdır. Seri numarana özel servis notları, o sınırın içinde makinenin nerede hayatta kalacağını söyler.
Ve hidrolik, hikâyenin sadece yarısı. Peki ya her döngüde metale sürtünen metal ne olacak?
Çalıştığımız bir modelde, ram kızak sisteminde sekiz gres noktası vardı — bunlardan ikisi sol dikmenin yakınındaki çıkarılabilir kapakların arkasına gizlenmişti. Onları kaçırırsan, ram o tarafta eşit olmayan şekilde aşınır. Altı ay kadar sonra, uzun parçaların sol flanş açıları sürekli olarak hatalı çıkmaya başladı.
Genel kılavuz “Ram kılavuzlarını haftalık olarak yağlayın” diyordu. Güzel. Neresi, tam olarak?
Modela özgü dokümantasyon sana gerçek haritayı gösterir: kızak vidaları, arka ölçüm doğrusal rayları, yataktaki taçlama vidaları. Bazı tasarımlar, muayene ve yağlama gerektiren ayar vidalarına sahip mekanik taçlama çubuklarına sahiptir. Diğerleri hidroliktir ve sızdırmazdır. Başka bir kılavuzda gördüğün için sızdırmaz bir sistemi greslersen, onu kirletirsin. PDF’inde bahsedilmediği için açık vidaları atlarsan, onlar paslanır ve sıkışır.
Kontrolöre dokunmadan önce, sürtünmenin nerede tasarlandığını ve nerede tasarlanmadığını bilmelisin. Bu evrensel değildir. Her çerçeveye özel olarak mühendislik çalışması yapılır.
Bir makinede geri kılavuz raylarının her gün silindiğini gördüm çünkü ince paslanmaz toz doğrusal rulmanları çizerdi. Aynı markanın bir diğer modelinde koruyucu körükler vardı ve bu sıklıkta bakım gerektirmiyordu. Aynı marka. Farklı yapı.
Çarpışma Uyarısı: Uzun yataklı bir makinede gizli bir yağlama noktasını görmezden gel, ram yük altında paralellikten sapmaya başlar. Y-derinliğiyle telafi etmeye devam edersen, bir gün kalıbı üç istasyonda birden çatlatacak kadar yana yük bindirirsin.
Ve bu bizi doğruluğun sessiz katiline getiriyor — paralellik kayması.
Yenilenmiş bir pres freni neredeyse yeni gibi çalışabilir — düzgün şekilde yeniden inşa edildiğinde hidrolik sızıntı farkı birkaç yüzde puan altına iner. Demir sabittir, ona saygı gösterirsen.
Ama kararlılık, kendiliğinden düzeltme anlamına gelmez.
Makinem 3 metrelik bir bükme boyunca sol ve sağ uçlar arasında sürekli 0,7 derecelik bir fark gösteriyordu. Operatör derinliği genel olarak ayarlamaya devam etti. Bu sadece problemi yer değiştirmiş oldu. Kontrolör, hem Y1 hem de Y2’nin senkronize olduğunu söylüyordu. Makinenizin söylediği, çeliğin yaptığıyla aynı değildir.
Bu seri numarası için fabrika kalibrasyon kılavuzu, hafif temasla kadran göstergesi kullanılarak üç noktada koç ile tabla arasındaki mesafenin kontrol edilmesini, uzunluk boyunca toleransın 0,05 mm olmasını belirtiyordu. Ayrıca mekanik ayarlama sırasını da detaylandırıyordu — Stroğun boyunca hata taşımamak için önce hangi tarafın düzeltilmesi gerektiğini.
Genel bir kontrolör kılavuzu size kodlayıcıları nasıl sıfırlayacağınızı söyler. Ancak o çerçeveye gömülü mekanik yanlılığı veya düzeltme sonrası kızak ayar cıvatalarının tork değerini söylemez. Kâğıt ağırlıkları, makinenizin o yük altında nasıl eğildiğini veya taçlama sisteminizin nasıl kalibre edildiğini anlatmaz.
Kaza Uyarısı: Mekanik paralellik kontrolünü atlayıp yalnızca elektronik senkronizasyona güvenirseniz, açı düzeltmek için bir tarafı daha derinleştirirsiniz. Tam tonaj altında, bu dengesiz yük koçu burar. Yeterince bükerseniz artık yeniden kalibrasyon yapmayacaksınız — değişim yapacaksınız.
Peki ya doğru servis şeması önünüzde yoksa ne olur?
Bir keresinde genç bir operatörün hidrolik göstergede hafif bir köpük çizgisini önemsemediğini izledim. “Seviye iyi,” dedi. Seviye iyiydi. Durum değildi.
Köpürme hava girişi anlamına gelebilir — gevşek emiş bağlantıları, bozulmuş contalar. Üstten dönüş hattı olan bir modelde bu köpük, alttan dönüş tasarımındakinden farklı bir şey anlatır. Servis şeması olmadan, bu desenin normal türbülans mı yoksa bir uyarı mı olduğunu bilemezsiniz.
Yağın koyulaşması mı? Bir makinede hafif kehribar rengi değişimi, yüksek çalışma sıcaklıklarından ötürü 1.000 saatte beklenirdi. Daha büyük rezervuar ve soğutucuya sahip başka bir makinede, bu kadar erken koyulaşma aşırı ısınma anlamına gelirdi. Aynı belirti. Farklı anlam.
Modern CNC presler kontrolde bakım hatırlatmalarını gösterir. Filtre saatleri. Pompa çalışma süresi. Sıcaklık eşikleri. Bunlar süs değil. Bu, yerleşik OEM bilgisinin size geri konuşmasıdır. Genel PDF’iniz “yılda bir kontrol edin” dese bile, kontrol paneli 1.200 saatte basınç filtresi diferansiyel alarmı verirse, makineyi dinlersiniz.
Kontrolöre dokunmadan önce, metale ve yağa bakın. Soğuk başlangıçta pompayı dinleyin. Gecikmeli basınç oluşumuna dikkat edin. Asimetrik silindir piston çubuğu parlaklığına bakın — diğerinden daha parlak olan yük dengesizliği konusunda ipucu verebilir.
Kaza Uyarısı: Yağ sıcaklığının yükseldiğini görmezden gelirseniz çünkü genel programa göre “henüz zamanınız gelmedi”, contaları yakarsınız. Bir silindir içten bypass yapmaya başladığında, açı tutarlılığı kaybolur ve parçalar hurda olana kadar nedenini bilmezsiniz.
Dokümantasyon temel çizgiyi belirler. Duyularınız eğilimi doğrular. Ancak işaretleri okumak yetmediği bir nokta vardır — sapma, alarmlar veya mekanik düzeltme, yalnızca üreticinin çözebileceği bir noktaya ulaştığında.
Ve işte o noktada kılavuz, yönlendirme olmaktan çıkar ve bir sınır haline gelir.
Temiz bir çizgi istersiniz. O noktayı durup telefonun ahizesini kaldırma zamanı.
İşte burada: durumu doğrulamaktan davranışı değiştirmeye geçtiğiniz an.
Yağlama, hizalama kontrolleri, filtre değişimleri — bunlar durum yönetimidir. Fabrikanın mühendisliğini koruyorsunuz. Ancak oransal valf eğimini, servo kazancını, basınç limitlerini veya gizli sistem parametrelerini değiştirmeyi düşündüğünüz anda, makinenin yük altında nasıl düşündüğünü ve tepki verdiğini yeniden yazıyorsunuz. Bu bakım değil. Bu ameliyattır.
En pahalı kazaları “Sadece küçük bir parametre ayarı” ile başlayanlarda gördüm.”
Seri numaranız için tam OEM kılavuzuna sahip olsanız bile, bazı bölümler sınırları tanımlamak için vardır, deneme daveti yapmak için değil. Bazı prosedürler fabrika ölçerleri, özel yazılım erişim seviyelerini veya sahip olmadığınız kalibrasyon düzeneklerini varsayar. Kılavuz size sırayı söyler. Size, o spesifik çerçevenin ısındığında nasıl davrandığını veya o nesil valflerin makara yuvasında korozyon başladığında nasıl takıldığını bilen deneyimli saha teknisyeninin hissini vermez.
Görünmeyen kısım mı? Doğru kullanım kılavuzu sizi nitelikli yapmaz. Sadece size uçurumun nerede olduğunu söyler.
Peki o kenar tam olarak nerede?
Bir oransal valf, komut sinyaline bağlı olarak hidrolik akışı ölçer. Bir abkant presinde bu, silindirler arasındaki basıncın nasıl oluştuğunu ve dengelendiğini kontrol ettiği anlamına gelir. Eğimi veya kazancı değiştirirseniz, kuvvetin takım takımına nasıl ulaştığını değiştirirsiniz.
Teoride bunu ayarlamak, paralellik kayması veya basınç dengesizliği için düzgün bir çözüm gibi görünebilir. Teknik doküman belirli bir basınçta hedef voltaj veya akım aralığını listeleyebilir. Ölçülebilir görünür. Yönetilebilir görünür.
Ancak oransal valfler, diğer sorunlar gibi görünen şekillerde arızalanabilir. Mili içinde korozyon. Bir orifisin kısmen tıkanmasına neden olan parçacıklar. Hidrolik devrede sıkışıp kalan ve göremeyeceğiniz sıkıştırılabilirlik yaratan hava. Kılavuzu birebir takip edebilir, elektriksel hedeflere ulaşabilir ve yine de valf gövdesinin içinde mekanik bir tıkanma yaşayabilirsiniz.
Bunun üzerine telafi edersiniz.
Gecikmeyi “düzeltmek” için ayarı yükseltirsiniz. Basınç düzensiz artar. Yavaş taraf yetişir — tam tona ulaşana kadar, bu sırada tıkalı taraf aniden açılır ve yükselir.
Çarpışma Uyarısı: Oransal valf telafisini tahmini yaparsanız, yük altında bir silindiri diğerinin önüne geçirip, koç kolunu burkabilir ve çok istasyonlu segmentli bir zımba takımını kırabilirsiniz. Sanki ucuz civatalar gibi tertemiz koparlar.
İşte kritik sınır: Ayar, belgelenmiş kontrol toleranslarının ötesinde fabrika ayarlı oransal valf parametrelerini değiştirmeyi gerektiriyorsa — durun. Çözüm, statik ölçüm yerine dinamik yük altında davranışı yorumlamayı gerektiriyorsa — durun. Bu noktada üreticiyi ya da doğru test ekipmanına sahip sertifikalı bir hidrolik teknisyeni çağırmalısınız.
Çünkü soru “Bu vidayı çevirebilir miyim?” değil. “Göremediğim başka ne değişti, biliyor muyum?” sorusudur.”
Ve bu doğrudan kontrolör parametrelerine bağlanır.
Kontrolöre dokunmadan önce her şeyi belgelersiniz. Sadece büyük ve bariz sayıları değil. Her şeyi.
Y1/Y2 kazançları. Basınç set noktaları. Bombelme (crowning) ofsetleri. İvme rampaları. Erişiminizin izin verdiği gizli servis seviyesi parametreler. Bir anlık görüntü oluşturursunuz — gerekirse fotoğraf, dışa aktarma, el yazısı kayıtlar.
Neden?
Çünkü donanım sessizce bozulur. Tıkanmış hidrolik kanallar zamanla etkin basıncı azaltabilir. Sistemdeki hava, olması gerekenden fazla tepki (overshoot) gibi hissedilen bir sıçrama yaratabilir. Bir oransal valf sadece belirli bir basınç eşiğinin üzerinde tam tepki verir — yani hafif test bükmeleri, kovaladığınız durumu tetiklemez bile.
Kök sebebin elektriksel ayar mı yoksa hidrolik daralma mı olduğunu bilmeden kontrolör kazançlarını “hareketi yumuşatmak” için değiştirirseniz, çürümenin üzerine düzeltme inşa etmiş olursunuz.
Çarpışma Uyarısı: Yapışkan bir valfi maskelemek için servo kazanç ayarlarsanız, tam tonajda yapılacak ani bir derinlik düzeltmesi, alt ölü noktayı aşarak uzun bir kalıbı koç gövdesine çarpacak kadar sert olabilir.
Temel belgeleme tek kritik şeyi sağlar: Makinenin mi değiştiğini, yoksa sizin mi değiştiğinizi söyler.
Ama işte çoğu atölyenin gözden kaçırdığı çizgi şu — belgelenmiş OEM temel değerlerine geri döndürmek, makineyi kararlı ve tekrarlanabilir bir davranışa getirmiyorsa, artık ayar yapma ile uğraşmıyorsunuz. Bileşen arızası ya da yapısal kayma ile uğraşıyorsunuz. Bu bir PDF sorunu değil. Bu bir üretici sorunu.
Peki o sınıra fark etmeden ulaşmamak için ne yapabilirsiniz?
Çoğu operatör kılavuza yangın söndürücü gibi davranır. Sıcak bir koku aldığında camı kırar.
Bu tersine.
Seri numaranıza özel kılavuz makinenin yanında çalışan bir günlük olarak durmalıdır. Sadece yağlama aralıkları değil, kaydedilmiş yağ sıcaklığı eğilimleri de. Bilinen tonajda basınç okumaları. Belirli aralıklarla paralellik kontrolleri. Alakasız bir tamir sonrası notlar — pompa değişimi, conta değişimi, hatta makinenin taşınması.
Çünkü şu var: kâğıt ağırlıkları size o özel gövdenizin bu yük altında nasıl esnediğini veya taçlandırma sisteminizin nasıl kalibre edildiğini söylemez — ama kendi geçmiş verileriniz söyler.
Hidrolik sistemler yaşlanır. Orifisler yavaşça tıkanır. Contalar sertleşir. Bugün alınan bir temel değer, altı ay sonra aynı ayarlarda aynı şekilde davranmayabilir. Eğilim verilerini kaydederseniz, kaymayı erken fark edersiniz. Etmezseniz, ilk işaret hurda ya da bir patlama olur.
Ve işte gözle görünmeyen eşik: kayıtlı eğilimleriniz OEM toleransının ötesinde sapma gösterdiğinde ve belgelenmiş değerleri geri yüklemek eğriyi stabilize etmediğinde, PDF’yi kapatırsınız.
Başarısız olduğunuz için değil.
Çünkü artık kurum içi bakımın güvenle etkileyebileceği tasarım sınırına ulaşmışsınızdır.
Bundan aklınızda kalmasını istediğim tek şey şu: kılavuz, makinenin amaçlanan davranışının haritasıdır, onu yeniden tanımlama yetkisi değildir. Fabrika niyetini korumaktan, yük altındaki sistem dinamiklerini değiştirmeye geçtiğiniz an, artık bakım yapmıyorsunuz — mühendislik yapıyorsunuz.
Ve uçağı siz yapmadıysanız, uçuş kılavuzunu havada yeniden yazmazsınız.


















