

Um 14:17 Uhr versuchte ein leitender Bediener, einen 0,50-Zoll-American-Tang in eine 13-mm-Europäisch-Style-Klemme einer CNC-Biegemaschine einzusetzen. Er ließ sich nicht arretieren. Er klopfte drauf. Er fluchte. Dann fragte er, warum der “Standard”-Stempel aus dem Katalog nicht in seine “Standard”-Maschine passte.
Dieses PDF sah einfach aus. Reihen von Stempeln. Reihen von Matrizen. Saubere Strichzeichnungen wie eine Restaurantkarte. Profil auswählen, in den Warenkorb legen, weitergehen.
Nur ist Ihre Pressenbiegemaschine nicht hungrig nach Formen. Sie ist auf eine spezifische Klemm-DNA und eine bestimmte Tonnage pro Zoll ausgelegt. Ignorieren Sie das, und der Katalog wird Ihnen mit einem Lächeln Beiträge für die Schrottkiste liefern.
Ein Werkzeugkatalog ist ein Kompatibilitätstest, getarnt als Broschüre. Er setzt voraus, dass Sie bereits die Klemmarchitektur Ihrer Maschine, die Arbeitslänge, die maximale Tonnage pro Zoll und die Biegemethode kennen. Er hält nicht inne, um Ihre Hausaufgaben zu überprüfen.
Das ist die Falle.
Das Layout animiert dazu, nach Geometrie zu stöbern: 30-Grad-Stempel, Schwanenhals, Bördelmatrize, 1.000 V-Öffnung, 0,062 Innenradius. Sie beginnen mit dem Teil im Kopf. Der Katalog möchte, dass Sie mit der Maschine unter Ihren Füßen beginnen.
Wenn Sie diese Reihenfolge nicht umkehren, wird jede Seite zum Minenfeld. Also, wonach kaufen Sie tatsächlich?

Stellen Sie sich eine 0,125-Zoll-Mildstahlhalterung mit enger Rückkante vor. Sie blättern zu den Schwanenhals-Stempeln. Da ist er — perfekte Freiheit, scharfe Spitze, sieht aus, als würde er die Innenkante sauber küssen.
Aber welche Klemme hat Ihre Biegemaschine?
Wenn Sie ein konventionelles American-Style-System mit einem 0,50-Zoll-Tang und einer begrenzten Klemmfläche betreiben, verschlechtert sich die Wiederholgenauigkeit bei jedem Werkzeugwechsel leicht. Die reduzierte Kontaktfläche bedeutet weniger Klemmkraft und mehr Möglichkeit für vertikales Spiel. Wechseln Sie genug Werkzeuge, und Ihr ±0,010 wird zu ±0,020, und Sie beginnen, die Bediener statt der Hardware verantwortlich zu machen.
Vergleichen Sie das nun mit einem 13-mm-Europäischen Tang, der in einer präzisen Voll-Längen-Klemme sitzt. Mehr Kontaktfläche. Höhere Klemmkraft. Entwickelt für CNC-Wiederholgenauigkeit. Gleicher Biegeprofil auf dem Papier. Völlig unterschiedliches Verhalten in der Maschine.
Der Katalog zeigt beide als “90°-Stempel”. Er sagt Ihnen nicht, welchen Ihre Maschine von Geburt an halten sollte.
Also kaufen Sie eine Form, oder kaufen Sie etwas, das Ihre Klemme tatsächlich kontrollieren kann?
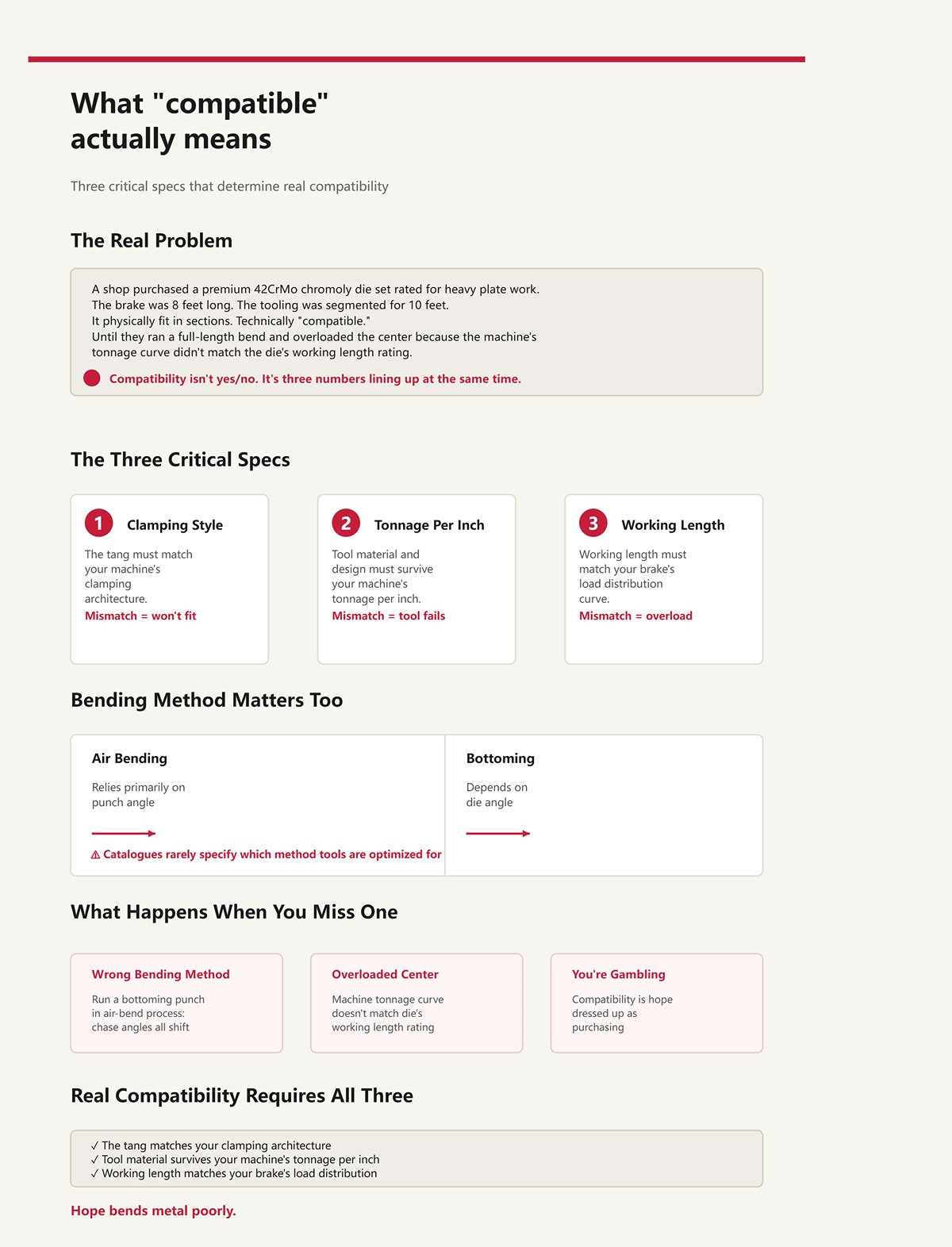
Ich habe einmal zugesehen, wie eine Werkstatt ein komplettes Matrizenset kaufte, ausgelegt für Schwerplattenarbeit. Wunderschöner 42CrMo Chromoly. Wärmebehandelt. Sah unzerstörbar aus.
Ihre Biegemaschine war 8 Fuß lang. Die Werkzeuge waren für 10 Füße segmentiert.
Es passte physisch in Abschnitten. Technisch “kompatibel”. Bis sie eine Voll-Längen-Biegung durchführten und den Mittelbereich überlasteten, weil die Tonnagekurve der Maschine nicht zur Arbeitslängenbewertung der Matrize passte. Kompatibilität ist keine Ja/Nein-Frage. Es geht darum, dass drei Zahlen gleichzeitig übereinstimmen: Klemmstil, Tonnage pro Zoll, Arbeitslänge.
Verpassen Sie eine, und Sie spielen Glücksspiel.
Dann gibt es die Biegemethode. Luftbiegen beruht in erster Linie auf dem Stempelwinkel; Gesenkbiegen hängt vom Matrizenwinkel ab. Kataloge zeigen Profile, aber sie schreien selten, für welche Methode sie optimiert sind. Verwenden Sie einen Gesenkbiegestempel in einem Luftbiegeprozess und Sie jagen den ganzen Schichtwinkel hinterher.
“Kompatibel” bedeutet:
Alles andere ist Hoffnung, die als Kauf getarnt ist.
Und Hoffnung biegt Metall schlecht.
Hier wird es verführerisch.
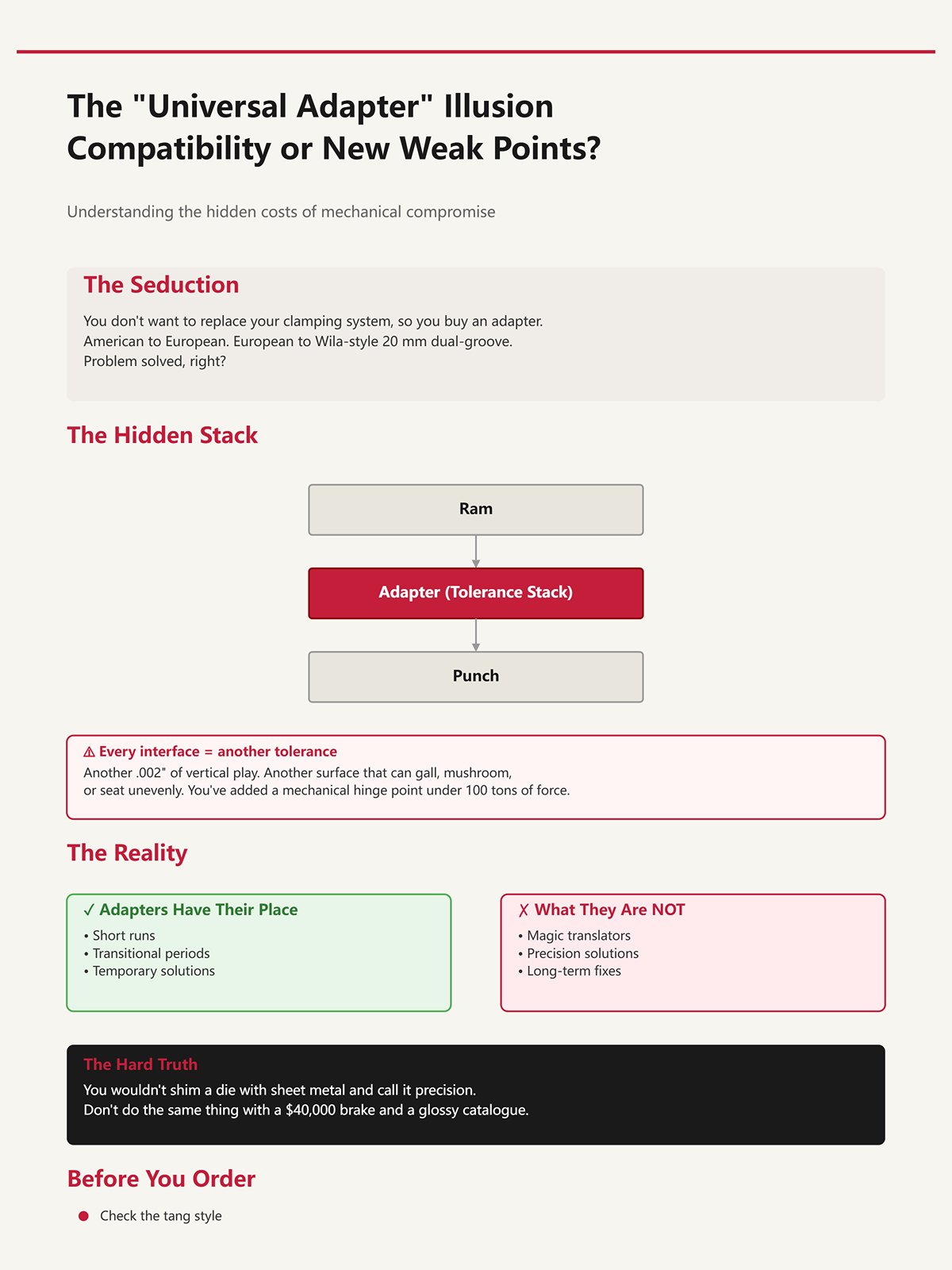
Sie wollen Ihr Spannsystem nicht ersetzen, also kaufen Sie einen Adapter. Amerikanisch auf Europäisch. Europäisch auf Wila-Style mit 20 mm Doppelnut. Problem gelöst, oder?
Jetzt stapeln Sie es im Kopf: Ram → Adapter → Stempel.
Jede Schnittstelle ist eine weitere Toleranz. Eine weitere Gelegenheit für 0,002 Zoll vertikales Spiel. Eine weitere Fläche, die verschleißen, aufpilzen oder ungleichmäßig sitzen kann. Sie haben Bequemlichkeit hinzugefügt – und einen mechanischen Scharnierpunkt – zwischen 100 Tonnen Kraft und Ihrer Biegekante.
Ja, Adapter haben ihren Platz. Kurzläufe. Übergangsphasen. Aber sie sind keine magischen Übersetzer. Sie sind Abstandshalter unter Last.
Sie würden eine Matrize nicht mit Blech unterlegen und es Präzision nennen. Machen Sie nicht dasselbe mit einer $40,000 Abkantpresse und einem glänzenden Katalog.
Bevor Sie eine einzige Teilenummer einkreisen, gehen Sie zu Ihrer Maschine. Überprüfen Sie den Schaftstil. Bestätigen Sie den Spanntyp. Verifizieren Sie die Tonnage pro Zoll und die Arbeitslänge.
Fangen Sie dort an.
Ein Mechaniker versuchte einmal “es passend zu machen”, indem er einen 0,500-Zoll-amerikanischen Schaft in eine 13-mm-europäische Präzisionsspannvorrichtung einführte. Auf dem Papier sind 0,500 Zoll 12,7 mm. Nah genug, oder?
Er zog den Hebel. Er wollte nicht einrasten. Also klopfte er den Schaft mit einem Messinghammer. Nach drei Schlägen pilzte die obere Kante um etwa 0,015 Zoll. Jetzt passte er auch nicht mehr in seinen alten amerikanischen Halter. Ein glänzender Stempel. Zwei Maschinen. Null nutzbares Werkzeug.
Das passiert, wenn man Standards wie Vorschläge behandelt, statt wie Geometrie.
Sie fragen nach Schritt-für-Schritt-Prüfungen, bevor Sie Werkzeuge bestellen. Gut. Hier sind sie, und sie beginnen mit Messschiebern, nicht mit Katalogen:
Das tun Sie, bevor Sie sich ein einziges Stempelprofil anschauen. Denn dem Stößel ist egal, welche Form Sie möchten. Es interessiert ihn, was er physisch greifen kann.
Erst messen. Dann entscheiden.
Lassen Sie uns konkret werden.
Ein amerikanischer Stempel hat typischerweise einen 0,500 Zoll breiten Vorsprung mit flacher Rückseite, gehalten durch Stellschrauben oder manuelle Klemmen, die horizontal drücken. Die Kontaktfläche ist begrenzt – oft ein schmaler Streifen entlang der Vorsprungfläche. Das bedeutet, die Spannkraft konzentriert sich auf kleine Bereiche. Gut für ältere mechanische Pressen. Weniger verzeihend für CNC-Wiederholgenauigkeit.
Ein europäischer Vorsprung ist in der Regel 13 mm breit, höher, mit einer definierten Schulter und einer Sicherheitsnut nahe der Oberseite. Er sitzt in einer durchgehenden Präzisionsklemme, die das Werkzeug nach oben in Position zieht. Mehr Oberflächenkontakt. Konsistenter vertikaler Sitz. Deshalb bevorzugen CNC-Maschinen ihn.
Promecam? Hier wird oft mit der Terminologie geschludert.
Die originale Promecam-Geometrie beinhaltet ein spezifisches Schulterprofil und die exakte Position der Sicherheitskerbe, die mit ihrer speziellen Klemme zusammenpasst. Der Unterschied ist nicht nur kosmetisch. Der Abstand von der Schulter zur Nut kann um ein oder zwei Millimeter variieren im Vergleich zu generischen “europäischen” Werkzeugen. Dieser Millimeter entscheidet, ob der Sicherheitsstift greift oder völlig verfehlt.
Verfehlen Sie ihn, und die Schwerkraft ist Ihre einzige Absicherung.
Sehen Sie sich nun die Auflagegeometrie an.
Amerikanische Werkzeuge hängen oft leicht, bevor die Stellschrauben greifen. Nach dem Festziehen bewegen sie sich je nach Verschleiß um .003 bis .010 Zoll vertikal. Europäische Präzisionsklemmen sind dafür konstruiert, dieses Spiel zu eliminieren, indem sie das Werkzeug nach oben in eine geschliffene Referenzfläche ziehen.
Gleicher Stempelwinkel. Gleiche 30-Grad-Spitze. Vollkommen unterschiedliche Auflagemechanik.
Dieser Unterschied zeigt sich in der Biegekonsistenz über eine Länge von 96 Zoll.
Wenn ein Katalog “Europäisch/Promecam kompatibel” angibt, ist es Ihre Aufgabe zu fragen: Welche Schulterhöhe? Welche Nutposition? Welche Richtung zieht die Klemme an? Wenn Sie diese Maße nicht mit Ihrem Stößel abgleichen, spielen Sie mit Stahl und Hydraulik.
Raten Sie nicht bei Schnittstellen, die auf Tausendstel gemessen werden. Überprüfen Sie sie.
Ich bin in Werkstätten gekommen, in denen hochpräzise geschliffene Werkzeuge mit einer Höhentoleranz von ±0,01 mm im Einsatz waren, und habe gesehen, wie Bediener sie mit Fühlerlehren unterlegten, weil die Spannvorrichtung kein Nullausrichtungssystem war.
Das ist das schmutzige Geheimnis, das sich hinter dem Wort “europäisch” verbirgt.”
Es gibt allgemeine 13-mm-Europäische-Schaft-Werkzeuge. Und dann gibt es präzisionsgeschliffene Werkzeuge, die für selbstjustierende hydraulische Spannsysteme konstruiert sind. Sie sind nicht einfach austauschbar, nur weil die Schaftbreite übereinstimmt.
Angenommen, Ihre Presse hat eine ältere manuelle Spannvorrichtung im europäischen Stil ohne automatische vertikale Ausrichtung. Sie installieren präzisionsgeschliffene Stempel in der Erwartung perfekter Wiederholbarkeit. Aber die Spannvorrichtung zieht leicht außerhalb der Achse. Nun ist die auf ±0,01 mm geschliffene Höhe irrelevant, weil das Werkzeug um 0,05 mm schief sitzt.
Sie geben dem Werkzeughersteller die Schuld.
Das Problem war eine mechanische DNA-Fehlanpassung.
Selbst innerhalb von “europäisch” unterscheiden sich Schulterradien, Nuttiefen und Schafthöhen zwischen Herstellern. Einige sind auf die klassische Promecam-Geometrie ausgelegt, andere auf neuere Präzisionssysteme. Wenn der Sicherheitsstift Ihrer Spannvorrichtung 2,0 mm höher sitzt als die Nut an Ihrem neuen Stempel, wird er nicht greifen. Das Werkzeug kann trotzdem Teile biegen – bis es bei einem Werkzeugwechsel herunterfällt.
Geographie ist ein Marketingetikett. Geometrie ist eine mechanische Tatsache.
Wenn also jemand sagt: “Es ist europäisch, es passt”, sollte Ihre nächste Frage sein: Passt zu welcher Spannvorrichtung genau?
Wenn Sie diese Frage nicht mit einem Maß beantworten können, stoppen Sie den Bestellvorgang.
Jetzt wollen wir das Werkstatt-Argument angehen.
“Ich habe jahrelang europäische Oberwerkzeuge mit amerikanischen Untermatrizen benutzt. Keine Katastrophen.”
Sie liegen nicht falsch – unter bestimmten Bedingungen.
Die Untermatrize sitzt normalerweise in einem einfachen Halter oder einer Matrizenschiene. Solange die Matrizenbreite zum Halter passt und die Belastbarkeit die Last übertrifft, ist das Mischen von Unterstilen bei einfachem Luftbiegen oft mechanisch irrelevant.
Die Gefahr zeigt sich oben.
Stellen Sie sich vor, die Hälfte Ihres Bettes ist mit Stempeln im amerikanischen Schaft in Stellschraubenspannern bestückt und die andere Hälfte mit Stempeln im europäischen Schaft in nachgerüsteten Adaptern. Unter Last – sagen wir 80 Tonnen über 8 Fuß – unterscheiden sich die Durchbiegungseigenschaften. Ein Abschnitt könnte nach dem Festziehen 0,004 niedriger sitzen. Der Adapterstapel könnte mikroskopisch komprimieren. Nun variiert Ihr Biegewinkel von links nach rechts.
Sie versuchen es mit Bombiereinstellungen auszugleichen.
Schlimmster Fall? Ein Abschnitt ist für 20 Tonnen pro Fuß ausgelegt, ein anderer für 30. Sie setzen eine 0,250-Zoll-Platte über beide ab. Der schwächere Abschnitt gibt zuerst nach. So erzeugen Sie einen dauerhaften 0,003-Zoll-Vertikalversatz in einem Werkzeug, das früher gerade war.
Diese Abweichung verschwindet nie. Sie produziert einfach weiter Ausschuss.
Und Adapter? Jede zusätzliche Schnittstelle ist ein weiterer Toleranzstapel. Ram → Adapter → Stempel. Sie haben Komfort hinzugefügt – und einen mechanischen Drehpunkt – zwischen 100 Tonnen Kraft und Ihrer Biegelinie. Unter wiederholter Belastung kann dieser Stapel verstemmt, aufgerieben oder verschoben werden.
Explodiert das Mischen immer die Maschine? Nein.
Verringert es still und leise Genauigkeit, Wiederholbarkeit und Werkzeuglebensdauer, wenn man die Kraftflusswege und Unterschiede in der Auflage nicht berücksichtigt? Jede Woche.
Standardisieren Sie Ihre obere Spannarchitektur über die gesamte Maschinenlänge, wann immer möglich. Passen Sie die Zapfen-Geometrie genau an die Spannvorrichtung an. Bestätigen Sie einheitliche Tonnagewerte über alle belasteten Segmente hinweg.
Denn sobald der Ram herunterkommt, entscheidet die Physik – nicht das Marketing – was überlebt.
Sichern Sie die Schnittstelle, bevor Sie sich überhaupt um den Biegewinkel kümmern.
Vor ein paar Wintern versuchte ein leitender Bediener, einen Auftrag aus 0,125er Baustahl mit einer 0,472 V-Matrize zu spannen, weil “das benutzen wir immer”. Er wechselte vom Luftbiegen zum Durchdrücken, um die Winkelkonstanz bei einer ±0,5° Zeichnung zu erreichen. Gleicher Stempel. Gleiche Matrize. Andere Methode. Der Ram schlug unten auf, die Tonnage stieg über 85 Tonnen auf einem 6-Fuß-Abschnitt, und die Schultern der Matrize bekamen dauerhaft einen 0,003-Krönung. Diese Matrize gehört jetzt zum Ausschussumlauf für “grobe Arbeiten”.”
Mit dem Zapfen war nichts falsch. Mit der Spannvorrichtung war nichts falsch.
Die Methode änderte den Kraftfluss.
Beim Luftbiegen schwebt das Material zwischen Stempelspitze und Matrizeschultern. Beim Durchdrücken wird die Stempelspitze ins Material getrieben, bis sie den Matrizenwinkel berührt. Dieser Unterschied allein schreibt Ihre Werkzeuganforderungen neu – Freiräume, Radien, Tonnagebewertung, sogar Stempelhöhe. Wenn Sie entscheiden, welchen Spannstandard Sie langfristig übernehmen, beginnen Sie nicht mit der Marke. Sie beginnen damit, welche Biegemethode Ihr Arbeitsmix zu 70% der Zeit erfordert. Wählen Sie falsch, und Sie verbringen das nächste Jahrzehnt damit, die Physik zu kompensieren, statt sie zu kontrollieren.
Bestimmen Sie Ihre dominante Biegemethode, bevor Sie eine einzige Spannvorrichtung standardisieren.
Nehmen Sie zwei Kataloge. Einer bewertet eine 1,000 V-Matrize mit 30 Tonnen pro Fuß. Ein anderer listet ein fast identisches Profil mit 24 Tonnen pro Fuß. Keiner lügt. Einer berechnet die Bewertung bei 90° im Luftbiegen. Der andere geht von nahezu unterer Hubposition aus.
Durchdrücken ist nicht “ein bisschen mehr Druck”. Es bedeutet vollen Kontakt entlang des Matrizenwinkels. Das Material wird zwischen Stempel- und Matrizenflächen zusammengedrückt, und jede Winkeldifferenz zwischen Stempel und Matrize – sagen wir 0,5° – zeigt sich nicht als Variation der Rückfederung. Sie zeigt sich als lokalisierte Spannung.
Stellen Sie sich nun einen 90°-Stempel vor, der mit einer Matrize kombiniert wird, die auf 88,5° geschliffen ist. Beim Luftbiegen ist dieser Winkeldurchmesser kaum relevant; das Material formt sich, bevor voller Flächenkontakt entsteht. Beim Durchdrücken versucht der Stempel, sich in eine zu enge Kavität zu verkeilen. Die Last konzentriert sich an den oberen Matrizen-Ecken. So sprengen Sie eine gehärtete Matrize mit 42–48 HRC, die “eigentlich” innerhalb der Bewertung hätte liegen sollen.
Kataloge gehen von idealer Winkelpassung und perfekter Ausrichtung aus. Ihre Maschine erreicht vielleicht ±0,2° – aber nur mit eingestellter Rückfederungskompensation und gleichbleibenden Materialchargen. Durchdrücken entfernt diesen Spielraum. Jetzt summieren sich Matrizenwinkel-Toleranz, Stempelwinkel-Toleranz und Ram-Parallelität direkt zu Druckspannung an den Matrizeschultern.
Deshalb zwingt Durchdrücken zu enger geschliffenen Matrizen, verifizierter Winkelpassung und Spannsystemen, die echtes vertikales Zuziehen gewährleisten. Ein vertikaler Auflagefehler von 0,05 mm, der beim Luftbiegen harmlos war, wird beim Durchdrücken zu ungleichmäßigem Flächenkontakt über segmentiertes Werkzeug. Ein Segment trägt mehr Last. Ein Segment gibt zuerst nach.
Wenn Sie routinemäßig durchdrücken wollen, kaufen Sie Werkzeuge und Spannvorrichtungen so, als ob Ausrichtungsfehler einem Spannungsmultiplikator gleichkämen – denn genau das tun sie.
Gehe zu deiner Presse und biege 0,125 A36 im Luftbiegeverfahren über eine 1,000-V-Öffnung mit einer scharfen 0,031-Stempelspitze. Miss den Innenradius. Du wirst ungefähr 0,156 bis 0,170 ablesen, je nach Materialcharge.
Nicht 0,031.
Beim Luftbiegen ist der Innenradius in erster Linie eine Funktion der V-Matrizenöffnung – üblicherweise etwa 1⁶₁ₜₚ₃ₜ der V-Öffnung für Baustahl. Die Stempelspitze muss nur scharf genug sein, um ein vorzeitiges Abflachen des Radius zu vermeiden. Sie “erzeugt” den Innenradius nicht, es sei denn, du bodenst.
Ich habe Werkstätten dabei beobachtet, wie sie engere Innenradien erreichen wollten, indem sie 0,015 scharfe Stempel bestellten, aber weiterhin eine 1,000-V-Matrize verwendeten. Sie bearbeiteten die falsche Variable. Die Matrizenöffnung bestimmte den Radius die ganze Zeit über.
Jetzt wechseln wir zum Bodenbiegen. Der Stempelspitzenradius wird in das Material gedrückt, bis es sich dem Winkel der Matrize anpasst. In diesem Fall wird der Stempelradius zur maßgeblichen Geometrie. Gleiche Werkzeugprofile auf dem Papier. Ein völlig anderes bestimmendes Maß, sobald du die Methode änderst.
Hier unterläuft der Katalog dem ahnungslosen Käufer einen Streich. Er listet Stempelspitzenradien auf, als wären sie immer entscheidend. Das sind sie nicht. Beim Luftbiegen bestimmen deine V-Öffnung die Innenradien, die Tonnage pro Fuß und die minimale Flanschlänge. Beim Bodenbiegen dominieren Stempelradius und die Abstimmung der Matrizengrade.
Wenn du also Werkzeuge standardisierst, frage dich: Kontrollieren wir den Radius hauptsächlich durch die Matrizenauswahl oder durch die Stempelgeometrie? Deine Antwort bestimmt, ob du in eine breite Matrizenbibliothek oder in ein engeres Sortiment an Stempelradien investierst.
Bestelle keine scharfen Stempel, um ein Matrizenproblem zu beheben.
Stell dir ein System mit fester Stempelhöhe vor – sagen wir eine Gesamthöhe von 5,984, einheitlich für Schwanenhälse und spitze Stempel. Diese einheitliche Höhe ermöglicht es einer Hydraulikspannvorrichtung, jedes Segment ohne Unterlegen auf denselben Bezugspunkt zu ziehen. Die Rüstzeit sinkt. Stufenbiegen wird vorhersehbar.
Nun lade eine 2,000-V-Matrize unter diesen Stempel, um 0,250 Blech im Luftbiegen zu biegen. Dein Lichtspalt verschwindet schnell. Wenn deine offene Höhe grenzwertig ist, kann der Stößel mechanisch am Ende seines Hubs anschlagen, bevor du die berechnete Tonnage erreichst. Oder schlimmer: Die Stempelschultern kollidieren mit den Matrizen-Schultern, weil der Stempel nie für eine so breite V-Öffnung gedacht war.
Die V-Öffnung betrifft nicht nur Radius und Tonnage. Sie bestimmt die Eindringtiefe für einen bestimmten Winkel. Eine breitere V bedeutet einen tieferen Stempelhub, um 90° zu erreichen. Ein tieferer Hub bedeutet mehr Belastung durch Stößeldurchbiegung, höhere Anforderungen an die Bombierung und ein größeres Risiko für ungleichmäßigen Kontakt, wenn dein Spannsystem nicht wirklich selbstzentrierend ist.
Ich habe Winkelabweichungen von 0,4° über 96 Zoll gemessen, nur weil eine Werkstatt von einer 0,472 V auf eine 0,630 V umgestiegen ist, ohne die Eindringtiefe neu zu berechnen und die Stößelparallelität unter Last zu überprüfen. Nichts “falsch” an den Werkzeugen. Die Geometrie hat das Maschinenverhalten verändert.
Die Stempelhöhe ist in gleicher Weise entscheidend. Zu kurz, und du stapelst Zwischenstücke – was eine weitere Schnittstelle zwischen Stößel und Stempel hinzufügt. Du hast Bequemlichkeit geschaffen – und einen mechanischen Gelenkpunkt – zwischen 100 Tonnen Kraft und deiner Biegelinie. Zu hoch, und du verlierst den nötigen Lichtspalt für hohe Flansche oder Kastenbauteile.
Die Methode bestimmt die V-Öffnung. Die V-Öffnung bestimmt die Eindringtiefe. Die Eindringtiefe bestimmt die erforderliche Stempelhöhe und Spannrigidität. Diese Kette entscheidet, ob deine Presse Teile mit ±0,2° liefert – oder den Schrottbehälter stetig füttert.
Bevor du einen Spannstandard einführst oder deine Presse nachrüstest, kartiere deine dominierenden Materialstärken, Zielradien und Biegemethode. Berechne dann V-Öffnungen und Eindringtiefen. Lass diese Zahlen dir sagen, welche Stempelhöhen und Spannpräzision du brauchst.
Rechne nach, bevor du den Stößel laufen lässt.
Eine Werkstatt, die ich letzten Winter besucht habe, hatte eine 100‑Tonnen‑, 10‑Fuß‑Presse, die 0,236 Chrom‑Molybdän über eine 1,890‑V‑Öffnung bog. Der Bediener war stolz darauf. “Wir sind nur bei 92 Tonnen”, sagte er und zeigte auf den Bildschirm.
Die Maschine lag unter ihrer Nennleistung. Das Werkzeug nicht.
Wenn Sie einen Spannstandard wählen wollen, der langfristig Bestand hat, beginnen Sie nicht mit Tang-Stil oder Markenloyalität. Sie beginnen mit dieser Mathematik. Die V-Öffnung bestimmt den Innenradius und die Tonnage pro Fuß. Die Zugfestigkeit des Materials multipliziert diese Tonnage. Die Biegemethode entscheidet, ob diese Zahl eine Empfehlung oder eine feste Grenze ist. Ihr Spann- und Werkzeugsystem muss die schlimmste Kombination, die Sie routinemäßig fahren, überstehen – nicht den durchschnittlichen Dienstagnachmittagsauftrag.
Bevor Sie also etwas standardisieren, beantworten Sie eine Frage: Was ist das höchste Tonnage-pro-Zoll-Szenario, das Ihre vorherrschende Biegemethode auf dieser Maschine jemals sehen wird?
Wenn Sie das verpassen, wird Ihr “Standard” zur Belastung. Berechnen Sie die Zahlen, bevor Sie Hardware auswählen.
Nehmen Sie 0,236 (6 mm) Baustahl mit 60.000 PSI Zugfestigkeit. Die alte Regel sagt 8× Stärke für Luftbiegen, also etwa eine 1,890 V-Öffnung. Die Basistonniert kann bei ungefähr 117 Tonnen über 10 Fuß liegen. Handhabbar auf einer 130‑Tonnen-Abkantpresse. Daher stammt die Regel – Baustahl, vorhersehbare Zugfestigkeit, Luftbiegen.
Nun tauschen Sie das Material gegen hochfeste Chrom-Molybdän-Legierung aus. Gleiche Stärke. Gleiche 1,890 V. Der Zugfestigkeits-Multiplikator springt – ungefähr 2,0 im Vergleich zu Baustahl. Diese 117 Tonnen werden zu 234 Tonnen über dieselbe Länge.
An der “8×”-Regel hat sich nichts geändert. Die Physik schon.
Es gibt eine gängige Formel: P = 650 × S² × L × (Zugfestigkeit / 60.000) / V
S ist Stärke, L ist Biegelänge, V ist Matrizenöffnung. Der entscheidende Faktor ist das Verhältnis der Zugfestigkeit. Wenn Sie etwas wie Raex 500 biegen – etwa 232.000 PSI Zugfestigkeit – sehen Sie nahezu die vierfache Kraft von Baustahl bei gleicher Geometrie. Vierfache Kraft. Ihre V-Öffnung wurde nicht schmaler. Ihre Maschine wurde nicht schwächer. Die Belastung in der Matrize wurde sicher höher.
Und hier werden Kataloge still zum Verräter. Sie drucken V-Öffnungsdiagramme unter Annahme von 60.000 PSI Material. Vielleicht erwähnen sie Edelstahl mit 1,5×. Selten schreien sie, dass moderne verschleißfeste Platten 3×–4× erreichen können. Also folgen Sie der “8× Stärke”-Regel, bleiben unter der 150‑Tonnen-Nennleistung Ihrer Maschine und wundern sich, warum Ihre Matrize mit 42–48 HRC anfängt, Haarrisse an den Schultern zu bekommen.
Die Regel berücksichtigte nicht die Materialentwicklung. Sie ging von einem genetischen Code aus, den Ihre Werkstatt vielleicht nicht mehr teilt.
Wenn Ihre Hauptarbeit hochfest ist, ist die 8× Regel nicht falsch – sie ist unvollständig. Entweder Sie verbreitern die V-Öffnung, um die Tonnage pro Fuß zu senken, oder Sie vergrößern Abkantpresse und Werkzeug, um den Multiplikator zu überstehen. Das sind die einzigen ehrlichen Optionen.
Lassen Sie nicht zu, dass ein Baustahl-Diagramm Matrizen für einen 200.000 PSI Auftrag dimensioniert.
Stellen Sie sich ein Teil mit einem 0,472‑Flansch in 0,125 A36 vor. Die richtige Luftbiegematrize gemäß der 8× Regel ist eine 1,000 V. Die minimale Flanschlänge für diese Matrize liegt je nach Stempelspitze und Material ungefähr bei 0,600–0,650.
Aber der Bediener will nicht auf eine schmalere Matrize wechseln. Er schließt auf eine 0,630 V, die bereits in der Maschine eingespannt ist. Nun fällt die minimale Flanschlänge näher an 0,400–0,450. Das kurze Bein wird geformt. Auftrag geht weiter. Alle sind zufrieden.
Nur ist die Tonnage pro Fuß gerade gestiegen.
Die Luftbiegkraft ist umgekehrt proportional zur V-Öffnung. Kleine V, höhere Kraft. Dieselbe 0,125 Baustahl über 1,000 V könnte ungefähr 12–14 Tonnen pro Fuß erfordern. Über 0,630 V drücken Sie mehr als 20 Tonnen pro Fuß. Dasselbe Teil. Dasselbe Material. Andere Matrize. Anderer Lastpfad.
Nun fügen Sie reale Variablen hinzu. Stärkentoleranz +0,010. Zugfestigkeit 75.000 statt der angenommenen 60.000. Reibung höher, weil Zunderschicht nicht entfernt wurde. Eine gängige Praxis in der Branche ist, 15.000 PSI Sicherheitsmarge zur veröffentlichten minimalen Zugfestigkeit hinzuzufügen. Allein das kann die Kraft merklich erhöhen. Die komfortablen 20 Tonnen pro Fuß werden zu 24 oder 26.
Und wenn dieser Biegevorgang statt als Luftbiegen als Biegen mit Aufsetzen durchgeführt wird? Dann können Sie bei der vierfachen Luftbiege-Tonnage liegen. Ich habe Luftbiegetabellen für Aufsetzbiegungen verwendet gesehen, nur weil die Katalogseite ähnlich aussah. Das ist kein Rundungsfehler. So verwandelt man eine Matrize in zwei Stücke.
Sie haben einen Werkzeugwechsel vermieden. Sie haben die lokale Belastung erhöht, die Lebensdauer der Matrize verringert und möglicherweise die Zugkraft überschritten, die Ihre Spannvorrichtung zum Geradeziehen vorgesehen hat.
V-Öffnungen nicht zusammendrücken, um Rüstzeit zu sparen, es sei denn, Sie haben Kraft- und Flanschgrenzen für genau diese Materialcharge neu berechnet.
Hier ist der Punkt, der Werkzeug ohne Vorwarnung zum Reißen bringt.
Eine 100‑Tonnen-Bremse, die ein 36‑Zoll-Teil bei insgesamt 30 Tonnen biegt, sieht auf dem Bildschirm sicher aus. Sie liegen bei 30% der Maschinenkapazität. Keine Warnungen. Keine Dramen.
Aber machen Sie die Rechnung.
Dreißig Tonnen auf 36 Zoll sind 0,83 Tonnen pro Zoll. Unproblematisch — wenn Ihre Matrize für beispielsweise 1,5 Tonnen pro Zoll in dieser V-Öffnung ausgelegt ist.
Ändern Sie nun das Szenario. Gleiche 30 Tonnen, aber das Teil ist nur 12 Zoll lang und zentriert. Das sind 2,5 Tonnen pro Zoll. Wenn die Matrize für diese schmale V-Öffnung auf 2,0 Tonnen pro Zoll ausgelegt ist, überlasten Sie sie — während die Maschine gemütlich bei 30% läuft.
Das ist das Problem der lokalen Tonnage. Maschinen werden in Gesamttonnen bewertet. Werkzeuge leben und sterben nach Tonnen pro Zoll.
Kataloge drucken gern die maximale Maschinen-Tonnage-Kompatibilität. Sie sind zurückhaltender bei der Verteilung der Last pro Zoll und bei Matrizenwerten für bestimmte V-Öffnungen. Eine schmale V in gehärtetem Werkzeug kann pro Zoll deutlich niedriger bewertet sein als eine breite V derselben Serie. Überschreiten Sie dies, und das erste Anzeichen ist oft ein feiner Riss an der Schulter der Matrize — dann ein plötzlicher Bruch während des Laufs.
Und wenn Ihr Spannsystem nicht gleichmäßig zieht — wenn ein Segment 0,05 mm tiefer sitzt — trägt dieses Segment mehr als seinen Anteil. Ein Zoll sieht 3,0 Tonnen, während der Durchschnitt 2,5 sagt. So wird ein einzelnes Segment zur Spende für den Schrottbehälter, während der Rest makellos aussieht.
Sie können unter der 100‑Ton-Bewertung der Maschine bleiben und trotzdem eine Matrize zerstören, weil ein 12‑Zoll-Abschnitt seine pro-Zoll-Grenze überschritten hat. Das ist kein Pech. Das ist ignorierte Mathematik.
Wenn Sie einen Katalog bewerten, hören Sie auf, zuerst auf die Gesamttonnen zu schauen. Fragen Sie: Wie hoch ist die pro-Zoll-Bewertung der Matrize bei dieser V-Öffnung, und wie vergleicht sie sich mit meinem schlimmsten Material, meiner Dicke, Länge und Biegemethode?
Beantworten Sie das schriftlich, bevor Sie das Werkzeug überhaupt einlegen.
Sie starren auf worst-case-Tonnen-pro-Zoll-Zahlen, die eine Matrize reißen können, während der Maschinenbildschirm sagt, Sie seien “nur bei 40%”. Gut. Das ist die richtige Art von Paranoia.
Hier ist nun der Schritt, den die meisten Werkstätten verpassen: Sie beginnen einen Katalog nicht, indem Sie sich Formen anschauen. Sie beginnen, indem Sie eine Kompatibilitätsmatrix erstellen — vier Zeilen auf Papier:
Solange diese vier Punkte nicht aufgeschrieben sind, ist der Katalog eine Falle, die als Bequemlichkeit verkleidet ist.
Ein Werkzeugkatalog ist keine Speisekarte. Es ist ein genetischer Screening-Test. Ihre Abkantpresse hat eine Klemm-DNA und eine Belastungsgrenze, kodiert in Eisen und Hydraulik. Jedes Werkzeug, das nicht zu diesem Code passt, wird gewaltsam abgelehnt.
Also, wie liest man das Ding tatsächlich, ohne Werkzeuge in den Schrott zu spenden?
Es ist mir egal, welcher Markenname an der Seite steht. Mich interessiert, was unter dem Stößel steckt.
Ist es ein echter europäischer Stil mit einer 13-mm-Auflage und einer frontgeladenen Nut? Amerikanischer Stil mit zweiteiligem Aufbau und getrenntem Stempelhalter? Promecam-Profil mit einer bestimmten Schulterbreite? Messen Sie es. Nehmen Sie es nicht an. Ich habe erlebt, dass ein leitender Bediener versucht hat, einen 0,500“-Zapfen in einen metrischen Schlitz zu setzen, weil ”es im Grunde das Gleiche ist.“ War es nicht. Die Klemmung hat dafür bezahlt.
Die Klemmgeometrie bestimmt, wie die Last vom Stößel auf den Stempel übertragen wird. Ein enger, vollflächiger Zapfen verteilt die Last. Ein Schnellwechselsystem mit Nocken oder Keil erzeugt einen Gelenkpunkt. Sie haben Bequemlichkeit — und einen mechanischen Gelenkpunkt — zwischen 100 Tonnen Kraft und Ihrer Biegelinie hinzugefügt.
Aber welche Klemmung hat Ihre Presse — und wie ist sie tatsächlich pro Zoll bewertet?
Nicht Prospektangabe. Echte Bewertung.
Wenn Ihre Presse 150 Tonnen über 10 Fuß hat, sind das durchschnittlich 15 Tonnen pro Fuß — 1,25 Tonnen pro Zoll — bei perfekter Verteilung. Sehen Sie sich nun Ihren vorherigen schlimmsten Fall an: schmales V, hohe Zugfestigkeit, 12-Zoll-Teil zentriert. Lokal könnten Sie 2,5–3,0 Tonnen pro Zoll drücken.
Wenn Ihr Klemm- und Stempelhaltersystem nur bei kontinuierlichen 2,0 Tonnen pro Zoll komfortabel arbeitet, haben Sie bereits das schwächste Glied ausgewählt.
Notieren Sie Ihre maximal sichere Tonnen pro Zoll, basierend auf dem schlimmsten Materialfall und der kürzesten Biegelänge, die Sie fahren. Wenn Sie es nicht wissen, rufen Sie den Maschinenbauer an und fragen Sie. Raten Sie nicht.
Sie definieren die Obergrenze, die Ihre Werkzeuge überleben müssen. Tun Sie das, bevor Sie auch nur ein einziges Stempelprofil vergleichen.
Luftbiegen, Gesenkbiegen, Prägen — das sind keine kosmetischen Unterschiede. Es sind unterschiedliche Lastpfade.
Luftbiegen gibt Ihnen einen Radius als Funktion der V-Öffnung. Gesenkbiegen drückt das Material in die Gesenk-Schultern. Prägen komprimiert es über die Dicke hinaus durch die Fließgrenze. Jeder Schritt nach oben multipliziert die Tonnage. Sie haben bereits gesehen, was das mit Tonnen pro Zoll macht.
Also fragen Sie sich: welchen Innenradius wollen Sie tatsächlich erreichen?
Wenn Ihre Zeichnungen einen Innenradius von 0,062 bei 0,125 Material verlangen und Sie planen, Luftbiegen einzusetzen, wird dieser Radius hauptsächlich durch die V-Öffnung gesteuert — grob etwa 16% der V für Weichstahl als Ausgangspunkt. Das bedeutet, Ihre Gesenkwahl ist zunächst Radiuskontrolle, der Stempelkopf erst an zweiter Stelle.
Aber wenn Sie beim “Feststellen” des Winkels auf Anschlag biegen, wird der Radius der Stempelnase dominant, und die Tonnage steigt stark gegen die Schultern der Matrize.
Andere Methode. Andere Spannungsverteilung. Gleiche Katalogseite.
Kataloge listen Stempelprofile nach Spitzenwinkel und Nasenradius, als wären es Modeoptionen. Das sind sie nicht. Es handelt sich um strukturelle Entscheidungen, die bestimmen, ob Ihre Spannvorrichtung eine gleichmäßig verteilte Belastung oder einen konzentrierten Druckschlag erfährt.
Definieren Sie die Biegemethode und den Zielradius in Schrift. Eliminieren Sie dann jede Stempel- und Matrizen-Kombination, die Sie zu einer höheren Tonnage-Methode zwingt, als Ihre Spannvorrichtung verträgt.
Lassen Sie sich nicht von einer hübschen Schnittzeichnung in einen Lastfall hineinreden, den Ihre Maschinengene nicht überleben können.
Hier werden die meisten erfahrenen Bediener nachlässig.
Die Tabelle sagt 8× Materialstärke. Sie nicken. Sie haben es seit 15 Jahren so gemacht.
Aber diese Tabelle geht von etwa 60.000 PSI Zugfestigkeit aus, sofern nicht ausdrücklich etwas anderes angegeben ist. Sie haben bereits gesehen, was bei über 200.000+ passiert.
Wenn der Katalog also beispielsweise eine 1.000 V-Öffnung für 0,125 Material empfiehlt, ist das ein Geometrievorschlag – keine Überlebensgarantie.
Führen Sie die Tonnageformel mit Ihrer tatsächlichen Zugfestigkeit aus. Wenn Ihr dominantes Material 90.000 PSI hat, multiplizieren Sie entsprechend. Wenn Sie gelegentlich etwas über 180.000 bearbeiten, rechnen Sie das ebenfalls. Verwenden Sie den schlimmsten Fall.
Vergleiche dann:
Alle drei müssen übereinstimmen.
Wenn die Matrize für 2,0 Tonnen pro Zoll bei 1.000 V ausgelegt ist und Ihre schlimmste Berechnung 2,4 ergibt, ist diese Matrize nicht “knapp”. Sie ist falsch.
Hier leistet die Kompatibilitätsmatrix ihre Arbeit. Sie fragen nicht “Wird es biegen?” Sie fragen “Wird es meinen schwierigsten Auftrag an meinem kürzesten Teil in meinem härtesten Material überleben?”
Lassen Sie nicht zu, dass eine V-Tabelle für Weichstahl Ihre Werkzeuge für hochfeste Realität dimensioniert.
| Schritt | Titel | Wichtige Aktionen | Kritische Überlegungen | Erforderliche Prüfungen |
|---|---|---|---|---|
| Schritt 1 | Reverse-engineer den Klemmtyp Ihrer Maschine und die maximale Tonnage pro Zoll | Ermitteln Sie das tatsächliche Klemmsystem (Europäische Nase, Amerikanisches Zweiteiliges, Promecam usw.). Messen Sie die Geometrie physisch. Bestimmen Sie die tatsächliche Kapazität in Tonnen pro Zoll. Berechnen Sie die schlimmstmögliche lokale Tonnage basierend auf der kürzesten Biegelänge und dem Material mit der höchsten Zugfestigkeit. | Die Klemmgeometrie bestimmt die Kraftübertragung. Schnellwechselsysteme können Scharnierpunkte einführen. Prospektangaben sind nicht ausreichend. Lokalisierte Lasten können die durchschnittlichen Maschinenwerte übersteigen. | Bestätigen Sie den tatsächlichen Klemmtyp und die Abmessungen. Berechnen Sie die maximale Tonnage pro Zoll unter den schlimmstmöglichen Bedingungen. Überprüfen Sie die kontinuierliche Bewertung von Klemmung und Halter. Kontaktieren Sie bei Bedarf den Maschinenhersteller. |
| Schritt 2 | Definieren Sie Ihre Biegemethode und den Zielradius, bevor Sie auf Stempelprofile schauen | Entscheiden Sie über die Biegemethode (Luftbiegung, Setzbiegung, Prägen). Definieren Sie den benötigten Innenradius gemäß Zeichnung. Schließen Sie Werkzeugkombinationen aus, die die sichere Tonnage überschreiten. | Jede Biegemethode erzeugt unterschiedliche Kraftpfade und Tonnageanforderungen. Der Radius der Luftbiegung hängt hauptsächlich von der V-Öffnung ab. Setzbiegung und Prägen erhöhen die Tonnage erheblich. Die Stempelspitzenradius wird bei der Setzbiegung dominant. | Bestätigen Sie die Biegemethode schriftlich. Bestimmen Sie den Ziel-Innenradius. Vergewissern Sie sich, dass das Werkzeug keine höhere Tonnage erzwingt, als die Klemmkapazität zulässt. |
| Schritt 3 | Überprüfen Sie die Katalogempfehlungen zur V-Öffnung im Vergleich zur Zugfestigkeit Ihres Materials | Überprüfen Sie die Vorschläge zur V-Öffnung im Katalog. Berechnen Sie die Tonnage neu unter Verwendung der tatsächlichen Zugfestigkeit des Materials. Vergleichen Sie die berechneten Tonnen pro Zoll mit den Bewertungen von Matrize und Klemmung. | Standardtabellen gehen oft von ~60.000 PSI Zugfestigkeit aus. Hochfeste Materialien erhöhen die Tonnage drastisch. Geometrieempfehlungen sind keine Überlebensgarantie. | Berechnen Sie die schlimmstmögliche Tonnage pro Zoll. Bestätigen Sie die bewertete Kapazität der Matrize bei der gewählten V-Öffnung. Stellen Sie sicher, dass die berechnete Tonnage die sicheren Grenzen von Matrize oder Klemmung nicht überschreitet. |
Manchmal sagt die Matrix zu allem auf der Seite nein.
Langes Bett. Hohe Zugfestigkeit. Kleiner Radius. Kurze Lasche. Und ein Klemmsystem, das nicht für moderne, abriebfeste Platten entwickelt wurde.
Man kann herumprobieren — schmalere V-Öffnung, gestuftes Biegen, kreative Abfolge. Oder man kann die Wahrheit zugeben: Die Standardserie wurde nicht für Ihren Lastfall gebaut.
Dann ruft man den technischen Support an und sagt klar:
“Meine Maschinenklemmung ist auf X Tonnen pro Zoll ausgelegt. Mein schlimmster Biegungsfall ist Y Material bei Z Dicke über N Zoll. Ich brauche ein Matrizen- und Stempelprofil, das das übersteht, ohne A Tonnen pro Zoll zu überschreiten.”
Jetzt sprechen Sie deren Sprache.
Vielleicht ist die Lösung eine breitere Matrize mit höherer Bewertung pro Zoll. Vielleicht ist es eine speziell gehärtete Ausführung. Vielleicht ist es ein verstärkter Halter, der zu Ihrer Nase passt, aber die Last tiefer in den Stößel verteilt.
Oder vielleicht ist die ehrliche Antwort, dass Ihre Maschine das begrenzende Gen im System ist.
Das ist die Perspektive, die ich möchte, dass Sie beibehalten: Jede Werkzeugentscheidung ist eine Lastpfad-Entscheidung. Der Katalog ist rohes genetisches Material. Ihre Aufgabe ist es, ihn durch Spanngeometrie, Biegemethode, Zugfestigkeitsrealität und schlimmstenfalls Tonnen pro Zoll zu filtern, bevor Metall überhaupt Metall berührt.
Wenn Sie diese Matrix nicht zuerst erstellen, wählen Sie kein Werkzeug.
Sie spielen mit Kräften, die Sie nicht sehen können.


















