

À 14 h 17, un opérateur principal a essayé d’insérer une soie américaine de 0,50 pouce dans un serre-outil de style européen de 13 mm sur une presse plieuse CNC. Elle ne verrouillait pas. Il l’a tapotée. Il a juré. Puis il a demandé pourquoi la pointe “standard” du catalogue ne s’adaptait pas à sa machine “standard”.
Ce PDF semblait simple. Rangées de poinçons. Rangées de matrices. Dessins au trait nets comme un menu de restaurant. Choisissez votre profil, ajoutez au panier, passez à autre chose.
Sauf que votre presse plieuse n’a pas faim de formes. Elle est conçue pour un ADN de serrage précis et une force spécifique par pouce. Ignorez cela, et le catalogue vous offrira avec le sourire des dons pour la benne à ferraille.
Un catalogue d’outillage est un test de compatibilité déguisé en brochure. Il suppose que vous connaissez déjà l’architecture de serrage de votre machine, la longueur utile, la pression maximale par pouce, et la méthode de pliage. Il ne prend pas le temps de vérifier vos prérequis.
C’est là le piège.
La mise en page vous incite à parcourir par géométrie : poinçon à 30 degrés, col de cygne, matrice pour ourlage, ouverture en V de 1,000, rayon intérieur de 0,062. Vous commencez avec la pièce en tête. Le catalogue veut que vous commenciez avec la machine sous vos pieds.
Si vous ne renversez pas cet ordre, chaque page devient un champ de mines. Alors que cherchez-vous vraiment à acheter ?

Imaginez un support en acier doux de 0,125 pouce avec un petit retour. Vous cherchez les poinçons à col de cygne. Le voilà — dégagement parfait, pointe acérée, semble pouvoir atteindre l’angle intérieur sans problème.
Mais quel serre-outil équipe votre presse ?
Si vous utilisez un système conventionnel à l’américaine avec une soie de 0,50 pouce et une surface de serrage limitée, chaque changement d’outil dégrade légèrement la répétabilité. Cette zone de contact réduite signifie moins de pression de serrage, plus de risques de jeu vertical. À force de changer d’outils, votre ±0,010 devient ±0,020, et vous commencez à accuser les opérateurs au lieu du matériel.
Comparez cela à une soie européenne de 13 mm logée dans un serre-outil de précision sur toute la longueur. Plus de surface de contact. Pression de serrage plus élevée. Conçu pour la répétabilité CNC. Même profil de pliage sur le papier. Comportement totalement différent dans la machine.
Le catalogue présente les deux comme “poinçons à 90°”. Il ne vous indique pas lequel votre presse plieuse est née pour tenir.
Alors achetez-vous une forme, ou quelque chose que votre serre-outil peut réellement contrôler ?
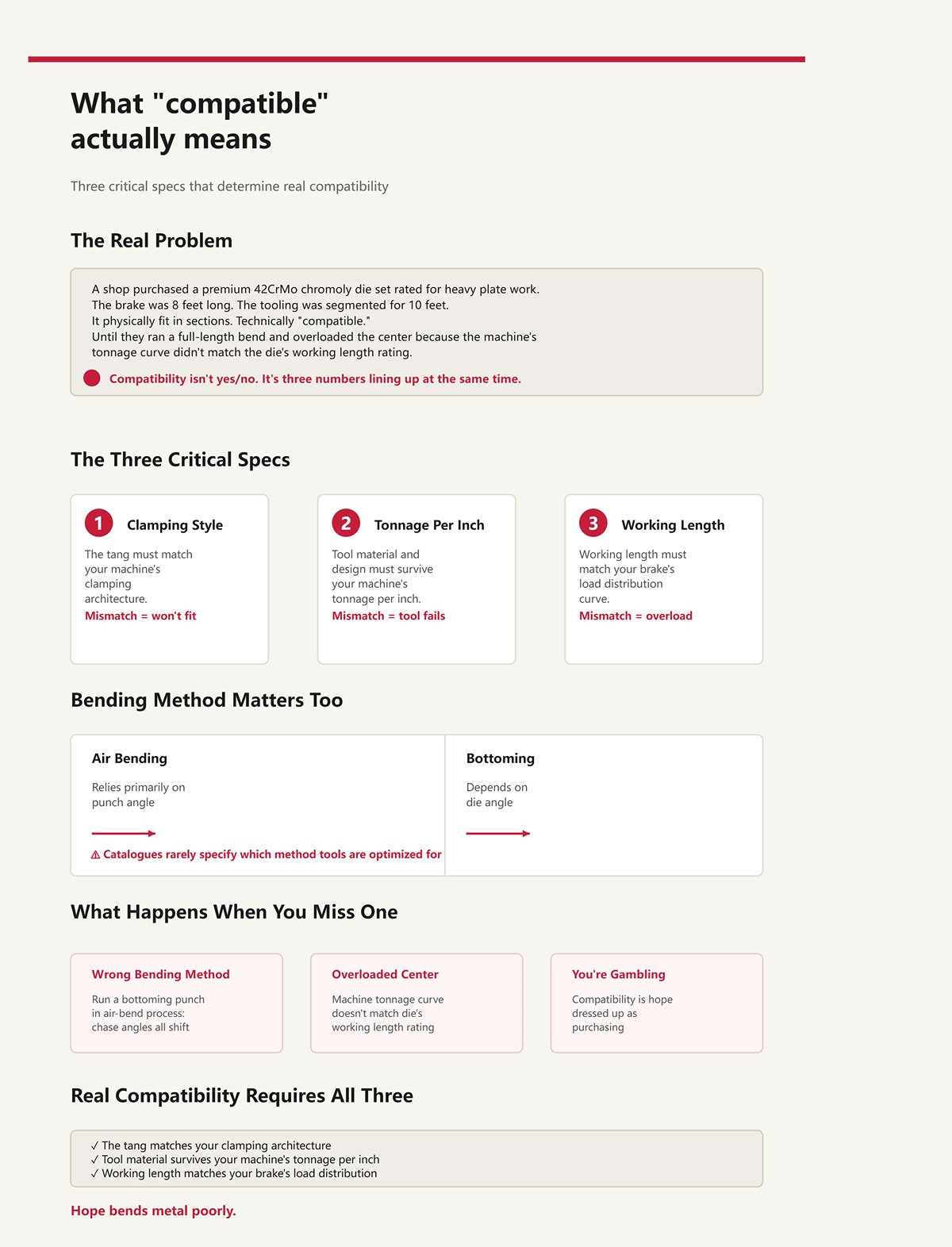
J’ai vu un atelier acheter un jeu complet de matrices prévu pour de la tôle épaisse. Magnifique acier chromoly 42CrMo. Traité thermiquement. Semblait indestructible.
Leur presse faisait 8 pieds de long. L’outillage était segmenté pour 10 pieds.
Physiquement, cela s’assemblait par sections. Techniquement “compatible”. Jusqu’à ce qu’ils réalisent un pli en pleine longueur et qu’ils surchargent le centre parce que la courbe de tonnage de la machine ne correspondait pas à la capacité en longueur de la matrice. La compatibilité n’est pas une question de oui/non. C’est trois nombres qui s’alignent en même temps : type de serrage, tonnage par pouce, longueur utile.
En oublier un, c’est jouer à quitte ou double.
Puis il y a la méthode de pliage. Le pliage à l’air repose principalement sur l’angle du poinçon ; le matriçage dépend de l’angle de la matrice. Les catalogues montrent des profils, mais ils ne précisent que rarement clairement pour quelle méthode ils sont optimisés. Utilisez un poinçon de matriçage dans un processus de pliage à l’air et vous passerez tout le quart à courir après les angles.
“ Compatible ” signifie :
Tout ce qui est inférieur, c’est de l’espoir déguisé en achat.
Et l’espoir plie mal le métal.
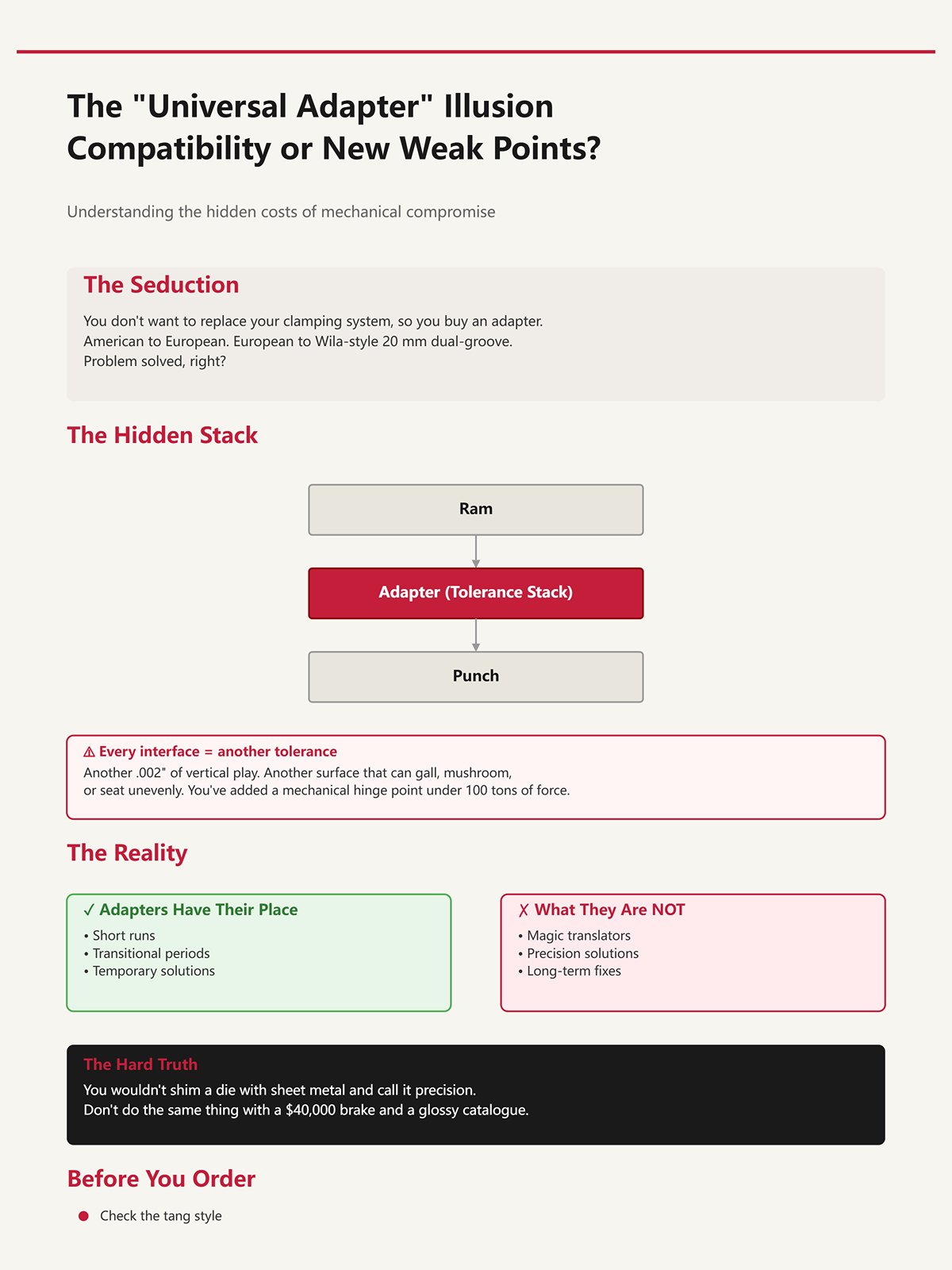
C’est là que ça devient séduisant.
Vous ne voulez pas remplacer votre système de serrage, alors vous achetez un adaptateur. Américain vers Européen. Européen vers style Wila à double rainure de 20 mm. Problème résolu, non ?
Maintenant, empilez-le mentalement : coulisseau → adaptateur → poinçon.
Chaque interface est une tolérance supplémentaire. Une chance de plus pour 0,002 po de jeu vertical. Une surface supplémentaire qui peut gripper, s’écraser ou se mettre en place de manière inégale. Vous avez ajouté de la commodité — et un point de charnière mécanique — entre 100 tonnes de force et votre ligne de pliage.
Oui, les adaptateurs ont leur utilité. Petites séries. Périodes de transition. Mais ce ne sont pas des traducteurs magiques. Ce sont des entretoises sous charge.
Vous ne caleriez pas une matrice avec une tôle et appelleriez cela de la précision. Ne faites pas la même chose avec une presse plieuse $40 000 et un catalogue brillant.
Avant de cocher un seul numéro de pièce, allez à votre machine. Vérifiez le type de soie. Confirmez le type de serrage. Vérifiez le tonnage par pouce et la longueur utile.
Commencez par là.
Un mécanicien a un jour essayé de “ faire marcher ” un processus en forçant une soie américaine de 0,500 po dans un système de serrage de précision de style européen de 13 mm. Sur le papier, 0,500 po équivaut à 12,7 mm. Assez proche, non ?
Il a tiré le levier. Cela ne verrouillait pas. Alors il a tapé la soie avec un maillet en laiton. Après trois coups, le bord supérieur s’est écrasé d’environ 0,015 po. Elle ne rentrait plus non plus dans son ancien porte-poinçon américain. Un poinçon brillant. Deux machines. Zéro outillage utilisable.
Voilà ce qui arrive quand on traite les normes comme des suggestions au lieu de la géométrie.
Vous demandez des contrôles étape par étape avant de commander l’outillage. Bien. Les voici, et ça commence avec un pied à coulisse, pas avec un catalogue :
Faites cela avant de regarder le moindre profil de poinçon. Parce que le vérin se moque de la forme que vous voulez. Il se soucie de ce qu’il peut physiquement saisir.
Mesurez d’abord. Décidez ensuite.
Passons au concret.
Un poinçon de style américain a généralement une tige de 0,500 pouce de large avec un dos plat, retenue par des vis de blocage ou des pinces manuelles qui poussent horizontalement. La surface de contact est limitée — souvent une bande étroite le long de la face de la tige. Cela signifie que la force de serrage se concentre dans de petites zones. Bien pour les anciennes presses mécaniques. Moins tolérant pour la répétabilité sur CNC.
Une tige de style européen mesure généralement 13 mm de large, plus haute, avec un épaulement défini et une rainure de sécurité près du sommet. Elle s’insère dans une pince de précision sur toute la longueur qui attire l’outil vers le haut en position. Plus de surface d’engagement. Position verticale plus constante. C’est pourquoi les machines CNC la privilégient.
Promecam ? C’est là que les gens deviennent négligents avec la terminologie.
La géométrie Promecam d’origine comprend un profil d’épaulement spécifique et un emplacement de l’encoche de sécurité qui s’accouple avec sa pince dédiée. La différence n’est pas cosmétique. La distance entre l’épaulement et la rainure peut varier d’un millimètre ou deux par rapport à un outillage “ européen ” générique. Ce millimètre détermine si la goupille de sécurité s’enclenche ou passe totalement à côté.
Si elle manque, la gravité est votre seul recours.
Regardons maintenant la géométrie de mise en place.
Les outils américains pendent souvent légèrement avant que les vis de blocage mordent. En serrant, ils se déplacent verticalement de 0,003 à 0,010 pouce selon l’usure. Les pinces de précision européennes sont conçues pour éliminer ce flottement en tirant l’outil vers une surface de référence rectifiée.
Même angle de poinçon. Même pointe à 30 degrés. Mécanismes de mise en place complètement différents.
Cette différence se traduit par une constance de pliage sur une longueur de 96 pouces.
Alors, lorsqu’un catalogue indique “ compatible européen/Promecam ”, votre rôle est de demander : quelle hauteur d’épaulement ? Quelle position de rainure ? Quelle direction de traction de la pince ? Si vous ne vérifiez pas ces dimensions par rapport à votre vérin, vous jouez avec l’acier et l’hydraulique.
Ne devinez pas sur des interfaces mesurées en millièmes. Vérifiez-les.
Je suis entré dans des ateliers utilisant des outillages haut de gamme rectifiés — tolérance de hauteur ±0,01 mm — et j’ai vu des opérateurs les caler avec des cales d’épaisseur parce que le système de serrage n’était pas un système d’alignement automatique.
C’est le sale petit secret caché derrière le mot “ européen ”.”
Il existe des outillages européens standards avec tenon de 13 mm. Et il existe des outillages rectifiés de précision conçus pour des serre-outils hydrauliques à auto-alignement. Ils ne sont pas interchangeables simplement parce que la largeur du tenon correspond.
Supposons que votre presse plieuse dispose d’un ancien serre-outil manuel de style européen sans alignement vertical automatique. Vous installez des poinçons rectifiés de précision en vous attendant à une répétabilité parfaite. Mais le serrage tire légèrement de travers. Dès lors, la hauteur rectifiée à ±0,01 mm n’a plus d’importance car l’outil est assis de biais de 0,05 mm.
Vous blâmez le fournisseur d’outillage.
Le problème venait d’une incompatibilité de « gènes » mécaniques.
Même au sein de l“” européen », le rayon d’épaulement, la profondeur des gorges et la hauteur des tenons varient selon les fabricants. Certains sont basés sur la géométrie Promecam historique. D’autres sur des systèmes de précision plus récents. Si la goupille de sécurité de votre serre-outil est positionnée 2,0 mm plus haut que la gorge de votre nouveau poinçon, elle ne s’engagera pas. L’outil pourra tout de même plier des pièces — jusqu’à ce qu’il tombe lors d’un changement.
La géographie est une étiquette marketing. La géométrie est un fait mécanique.
Alors quand quelqu’un dit : “ C’est européen, ça ira ”, votre prochaine question devrait être : ça correspond à quel système de serrage, exactement ?
Si vous ne pouvez pas répondre à cette question par une dimension, stoppez le bon de commande.
Abordons maintenant l’argument de l’atelier.
“ J’utilise des outils supérieurs européens avec des matrices inférieures américaines depuis des années. Pas de désastres. ”
Ils n’ont pas tort — dans certaines conditions.
La matrice inférieure est généralement placée dans un simple support ou un rail. Tant que la largeur de la matrice correspond au support et que sa capacité en tonnage dépasse la charge, mélanger les styles inférieurs est souvent mécaniquement sans conséquence pour un pliage à l’air de base.
Le danger apparaît sur la partie supérieure.
Imaginez la moitié de votre lit équipée de poinçons à tenon américain dans des serre-outils à vis de pression et l’autre moitié de poinçons à tenon européen dans des adaptateurs ajoutés. Sous charge — disons 80 tonnes sur 8 pieds — les caractéristiques de flexion diffèrent. Une section peut être assise 0,004 po plus bas après serrage. L’empilement avec adaptateur peut se comprimer microscopiquement. Votre angle de pliage varie alors de gauche à droite.
Vous compensez avec des réglages de bombage.
Pire scénario ? Une section est prévue pour 20 tonnes par pied, une autre pour 30. Vous pliez en écrasement une plaque de 0,250 po sur les deux. La section la plus faible cède en premier. Voilà comment on obtient un décalage vertical permanent de 0,003 po dans un outil qui était auparavant droit.
Ce décalage ne disparaît jamais. Il continue simplement à produire de la ferraille.
Et les adaptateurs ? Chaque interface ajoutée est une pile de tolérances en plus. Bélière → adaptateur → poinçon. Vous avez ajouté de la commodité — et un point de charnière mécanique — entre 100 tonnes de force et votre ligne de pliage. Sous charge répétée, cette pile peut mater, gripper, ou se déplacer.
Mélanger provoque-t-il toujours l’explosion de la machine ? Non.
Est-ce que cela érode silencieusement la précision, la répétabilité et la durée de vie des outils quand on ne prend pas en compte les chemins de charge et les différences d’appui ? Chaque semaine.
Standardisez votre architecture de serrage supérieur sur toute la longueur du bâti chaque fois que possible. Faites correspondre exactement la géométrie de la queue d’aronde à la pince. Confirmez des capacités de tonnage uniformes sur tous les segments chargés.
Parce qu’une fois que le coulisseau descend, c’est la physique — pas le marketing — qui décide ce qui survit.
Verrouillez l’interface avant même de vous soucier de l’angle de pliage.
Il y a quelques hivers, un chef d’atelier a essayé d’installer un travail en acier doux de 0,125 avec une matrice en V de 0,472, parce que “ c’est celle qu’on utilise toujours ”. Il est passé du pliage à l’air au pliage en fond de matrice pour poursuivre la constance d’angle sur un plan à ±0,5°. Même poinçon. Même matrice. Méthode différente. Le coulisseau a touché le fond, le tonnage a dépassé 85 tonnes sur une section de 6 pieds, et les épaules de la matrice sont ressorties avec une flèche permanente de 0,003. Cette matrice fait maintenant partie de la rotation de la ferraille pour les “ gros travaux ”.”
Rien n’allait mal avec la queue d’aronde. Rien n’allait mal avec la pince.
La méthode a changé le chemin de charge.
Le pliage à l’air fait flotter le matériau entre la pointe du poinçon et les épaules de la matrice. Le pliage en fond de matrice enfonce le nez du poinçon dans le matériau jusqu’à ce qu’il entre en contact avec l’angle de la matrice. Cette différence à elle seule revoit vos besoins en outillage — jeux, rayons, capacité en tonnage, même hauteur de poinçon. Si vous décidez quelle norme de serrage adopter sur le long terme, vous ne commencez pas par la marque. Vous commencez par la méthode de pliage que votre mix de production exige 70 % du temps. Si vous vous trompez, vous passerez la prochaine décennie à compenser la physique au lieu de la maîtriser.
Décidez de votre méthode de pliage dominante avant de standardiser la moindre pince.
Prenez deux catalogues. L’un évalue une matrice en V de 1,000 à 30 tonnes par pied. Un autre liste un profil presque identique à 24 tonnes par pied. Aucun ne ment. L’un calcule la capacité à 90° en pliage à l’air. L’autre suppose des conditions proches du fond de course.
Le pliage en fond de matrice, ce n’est pas “ un peu plus de pression ”. C’est un contact total le long de l’angle de la matrice. Le matériau est pressé entre les faces du poinçon et de la matrice, et toute différence angulaire entre les deux — disons 0,5° — ne se traduit pas par une variation de retour élastique. Elle se traduit par des contraintes localisées.
Imaginez maintenant un poinçon à 90° s’accouplant avec une matrice affûtée à 88,5°. En pliage à l’air, cette différence angulaire importe peu ; le matériau se forme avant le contact complet des faces. En fond de matrice, les épaules du poinçon tentent de se loger dans une cavité plus étroite. La charge se concentre aux coins supérieurs de la matrice. C’est ainsi que vous fissurez une matrice trempée 42–48 HRC qui “ aurait dû ” rester dans les limites.
Les catalogues supposent un appariement d’angle idéal et un alignement parfait. Votre machine peut atteindre ±0,2° — mais seulement avec la compensation de retour élastique réglée et des lots de matériaux conformes. Le fond de matrice supprime cette tolérance. Les tolérances d’angle de matrice, de poinçon et le parallélisme du coulisseau s’additionnent désormais directement en contrainte de compression sur les épaules de matrice.
C’est pourquoi le fond de matrice vous oblige à recourir à des matrices rectifiées plus précisément, à un appariement d’angles vérifié, et à des systèmes de serrage qui garantissent un tirage vertical réel. Une erreur de positionnement vertical de 0,05 mm qui était anodine en pliage à l’air devient un contact de face inégal sur un outillage segmenté en fond de matrice. Un segment prend plus de charge. Un segment cède en premier.
Si vous prévoyez de travailler en fond de matrice régulièrement, achetez vos outils et pinces comme si l’erreur d’alignement équivalait à un multiplicateur de contraintes — parce que c’est le cas.
Allez à votre presse plieuse et pliez à l’air une tôle A36 de 0,125 sur une ouverture de matrice en V de 1,000 avec un poinçon vif à pointe de 0,031. Mesurez le rayon intérieur. Vous obtiendrez environ 0,156 à 0,170 selon le lot de matériau.
Pas 0,031.
En pliage à l’air, le rayon intérieur est principalement fonction de l’ouverture de la matrice en V — couramment environ 16 % de l’ouverture en V pour l’acier doux. La pointe du poinçon doit seulement être assez vive pour éviter d’aplatir le rayon prématurément. Elle ne “crée” pas le rayon intérieur sauf en cas de pliage en frappe (bottoming).
J’ai vu des ateliers chercher à obtenir des rayons intérieurs plus serrés en commandant des poinçons vifs de 0,015 tout en utilisant toujours une matrice en V de 1,000. Ils réglaient la mauvaise variable. L’ouverture de la matrice dictait le rayon depuis le début.
Passons maintenant au pliage en frappe. Le rayon du nez du poinçon est forcé dans le matériau jusqu’à ce qu’il se conforme à l’angle de la matrice. Dans ce cas, le rayon du poinçon devient la géométrie déterminante. Même profil d’outillage sur le papier. Dimension de contrôle complètement différente dès que vous changez de méthode.
C’est là que le catalogue piège l’acheteur naïf. Il liste les rayons de pointe de poinçon comme s’ils étaient toujours décisifs. Ils ne le sont pas. En pliage à l’air, le choix de l’ouverture en V contrôle le rayon intérieur, la tonnage par pied, et la longueur minimale de rebord. En pliage en frappe, le rayon du poinçon et la concordance de l’angle de la matrice dominent.
Donc, lorsque vous standardisez l’outillage, demandez-vous : contrôlons-nous principalement le rayon avec la sélection de matrice ou avec la géométrie du poinçon ? Votre réponse déterminera si vous investissez dans une large bibliothèque de matrices ou dans un inventaire plus ciblé de rayons de poinçon.
N’achetez pas de poinçons vifs pour corriger un problème de matrice.
Imaginez un système de poinçons à hauteur fixe — disons 5,984 de hauteur totale, commun à la fois aux cols de cygne et aux poinçons aigus. Cette hauteur uniforme permet à une pince hydraulique de tirer chaque segment vers la même référence sans calage. Le temps de réglage diminue. Le pliage en série devient prévisible.
Chargez maintenant une matrice en V de 2,000 sous ce poinçon pour plier une tôle de 0,250 en pliage à l’air. Votre dégagement vertical disparaît rapidement. Si votre hauteur d’ouverture est limite, le coulisseau pourrait atteindre sa butée mécanique avant même d’atteindre le tonnage calculé. Ou pire, l’épaulement du poinçon entre en collision avec les épaulements de la matrice car le poinçon n’a jamais été conçu pour une ouverture en V aussi large.
L’ouverture en V ne concerne pas seulement le rayon et le tonnage. Elle définit la profondeur de pénétration pour un angle donné. Plus l’ouverture en V est large, plus la descente du poinçon est profonde pour atteindre 90°. Une descente plus profonde signifie plus d’exposition à la flexion du coulisseau, plus de besoin en bombage, et un risque accru de contact non parallèle si votre système de serrage n’est pas véritablement auto-alignant.
J’ai mesuré une variation d’angle de 0,4° sur 96 pouces simplement parce qu’un atelier est passé d’une ouverture de 0,472 à une ouverture de 0,630 sans recalculer la profondeur de pénétration et vérifier le parallélisme du coulisseau sous charge. Rien de “mauvais” avec les outils. La géométrie a changé le comportement de la machine.
La hauteur du poinçon compte de la même manière. Trop court, et vous empilez des rehausses — ajoutant une autre interface entre le coulisseau et le poinçon. Vous avez ajouté de la commodité — et un point de charnière mécanique — entre 100 tonnes de force et votre ligne de pliage. Trop haut, et vous sacrifiez le dégagement nécessaire pour des rebords hauts ou des pièces en caisson.
La méthode dicte l’ouverture en V. L’ouverture en V dicte la pénétration. La pénétration dicte la hauteur de poinçon requise et la rigidité du serrage. Cette chaîne détermine si votre presse plieuse produit des pièces à ±0,2° — ou des dons constants à la benne à rebut.
Avant d’adopter une norme de serrage ou de moderniser votre presse plieuse, établissez la carte de vos épaisseurs de matériaux dominantes, des rayons cibles, et de votre méthode de pliage. Calculez ensuite les ouvertures en V et les profondeurs de pénétration. Laissez ces chiffres vous indiquer les hauteurs de poinçon et la précision de serrage dont vous avez besoin.
Faites les calculs avant de faire descendre le coulisseau.
Un atelier que j’ai visité l’hiver dernier possédait une presse plieuse de 100 tonnes et 10 pieds, pliant du chrome-molybdène de 0,236 sur une ouverture en V de 1,890. L’opérateur en était fier. “ Nous ne sommes qu’à 92 tonnes ”, m’a-t-il dit, en montrant l’écran.
La machine était en dessous de sa capacité nominale. L’outillage ne l’était pas.
Si vous voulez choisir une norme de serrage qui dure à long terme, vous ne commencez pas par le style à tenon ou la loyauté envers une marque. Vous commencez par ces calculs. L’ouverture en V dicte le rayon intérieur et le tonnage par pied. La résistance à la traction du matériau multiplie ce tonnage. La méthode de pliage détermine si ce chiffre est une simple suggestion ou une limite infranchissable. Votre système de serrage et d’outillage doit résister à la pire combinaison que vous utilisez régulièrement — pas au travail moyen d’un mardi après-midi.
Donc, avant de standardiser quoi que ce soit, vous devez répondre à une question : quel est le scénario de tonnage par pouce le plus élevé que votre méthode de pliage principale rencontrera jamais sur cette machine ?
Si vous ratez cela, votre “ standard ” devient un handicap. Faites les calculs avant de choisir le matériel.
Prenez de l’acier doux de 0,236 (6 mm) à 60 000 PSI de traction. L’ancienne règle dit 8× l’épaisseur pour le pliage à l’air, donc une ouverture en V d’environ 1,890. Le tonnage de base pourrait se situer autour de 117 tonnes sur 10 pieds. Gérable sur une presse plieuse de 130 tonnes. C’est de là que vient la règle — acier doux, traction prévisible, pliage à l’air.
Maintenant, remplacez le matériau par du chrome‑molybdène à haute résistance. Même épaisseur. Même V de 1,890. Le multiplicateur de traction bondit — environ 2,0 contre l’acier doux. Les 117 tonnes deviennent 234 tonnes sur la même longueur.
Rien n’a changé dans la règle des “ 8× ”. La physique, elle, a changé.
Il existe une formule courante : P = 650 × S² × L × (Traction / 60 000) / V
S est l’épaisseur, L est la longueur de pli, V est l’ouverture de matrice. Le terme clé est ce ratio de traction. Si vous pliez quelque chose comme du Raex 500 — environ 232 000 PSI de traction — vous faites face à près de quatre fois la force de l’acier doux pour la même géométrie. Quatre fois. Votre ouverture en V n’a pas rétréci. Votre machine n’est pas devenue plus faible. Mais la contrainte à l’intérieur de la matrice, elle, est montée en flèche.
Et c’est là que les catalogues vous trahissent en silence. Ils impriment des tableaux d’ouverture en V en supposant un matériau à 60 000 PSI. Ils mentionnent parfois l’inox à 1,5×. Ils signalent rarement que les tôles modernes résistantes à l’abrasion peuvent être à 3×–4×. Ainsi, vous suivez la règle des “ 8× ”, restez sous la capacité de 150 tonnes de votre machine, et vous vous demandez pourquoi votre matrice de 42–48 HRC commence à se fissurer en toile d’araignée aux épaules.
La règle ne tenait pas compte de l’évolution des matériaux. Elle supposait un code génétique que votre atelier ne partage peut‑être plus.
Si votre travail principal concerne les matériaux à haute traction, la règle des 8× n’est pas fausse — elle est incomplète. Soit vous élargissez le V pour réduire le tonnage par pied, soit vous augmentez la taille de la presse plieuse et de l’outillage pour supporter le multiplicateur. Ce sont les seules options honnêtes.
Ne laissez pas un tableau d’acier doux dimensionner les matrices pour un travail à 200 000 PSI.
Imaginez une pièce avec un rebord requis de 0,472 en acier A36 de 0,125. La matrice correcte pour un pliage à l’air selon la règle des 8× est une ouverture en V de 1,000. La longueur minimale de rebord pour cette matrice est d’environ 0,600–0,650 selon le nez du poinçon et le matériau.
Mais l’opérateur ne veut pas passer à une matrice plus étroite. Il se rapproche d’une ouverture en V de 0,630 déjà montée sur la machine. Maintenant, le rebord minimum tombe plus près de 0,400–0,450. La petite patte se forme. Le travail avance. Tout le monde est content.
Sauf que le tonnage par pied vient d’augmenter.
La force de pliage à l’air est inversement proportionnelle à l’ouverture en V. Réduisez le V, la force augmente. Le même acier doux de 0,125 sur un V de 1,000 pourrait nécessiter environ 12–14 tonnes par pied. Sur un V de 0,630, vous dépassez les 20 tonnes par pied. Même pièce. Même matériau. Matrice différente. Chemin de charge différent.
Ajoutez maintenant des variables réelles. Tolérance d’épaisseur +0,010. Traction à 75 000 au lieu des 60 000 supposés. Friction plus élevée car la calamine n’a pas été nettoyée. Une pratique courante dans l’industrie est d’ajouter une marge de sécurité de 15 000 PSI à la traction minimale publiée. Cela seul peut augmenter sensiblement la force. Les 20 tonnes par pied confortables deviennent 24 ou 26.
Et si ce pli est réalisé en fond de matrice plutôt qu’en pliage à l’air ? Vous pouvez atteindre quatre fois la force de pliage à l’air. J’ai vu des tableaux de pliage à l’air utilisés pour des opérations de fond de matrice simplement parce que la page du catalogue se ressemblait. Ce n’est pas une erreur d’arrondi. C’est comme ça qu’on transforme une matrice en deux morceaux.
Vous avez évité un changement d’outil. Vous avez augmenté les contraintes localisées, réduit la durée de vie de la matrice, et peut-être dépassé ce pour quoi votre système de serrage était conçu afin de tirer droit.
Ne réduisez pas les ouvertures en V pour gagner du temps de réglage à moins d’avoir recalculé la force et les limites de rebord pour cette exacte série de matériau.
Voici celui qui fissure un outil sans prévenir.
Une presse plieuse de 100 tonnes pliant une pièce de 36 pouces à 30 tonnes au total semble sûre à l’écran. Vous êtes à 30 % de la capacité de la machine. Pas d’alarmes. Pas de drame.
Mais faites la division.
Trente tonnes sur 36 pouces, c’est 0,83 tonne par pouce. Parfait — si votre matrice est donnée pour, disons, 1,5 tonne par pouce dans cette ouverture en V.
Changeons maintenant le scénario. Toujours 30 tonnes, mais la pièce ne mesure que 12 pouces de long et est centrée. Cela fait 2,5 tonnes par pouce. Si la limite de la matrice pour ce V étroit est de 2,0 tonnes par pouce, vous la surchargez — alors que la machine travaille tranquillement à 30 %.
Voilà le problème du tonnage localisé. Les machines sont cotées en tonnes totales. Les outils vivent ou meurent selon les tonnes par pouce.
Les catalogues adorent imprimer la compatibilité avec le tonnage maximal de la machine. Ils restent plus discrets sur la répartition de la charge par pouce et les capacités de la matrice selon des ouvertures en V spécifiques. Un V étroit dans un outil trempé peut avoir une limite par pouce bien plus basse qu’un V large de la même série. La dépasser, et le premier signe est souvent une fissure capillaire à l’épaulement de la matrice — puis une fracture soudaine en cours de production.
Et si votre système de serrage ne tire pas de façon uniforme — si un segment se place 0,05 mm plus bas — ce segment prend plus que sa part. Un pouce encaisse 3,0 tonnes alors que la moyenne indique 2,5. C’est ainsi qu’un segment unique finit à la benne à ferraille pendant que le reste paraît intact.
Vous pouvez rester sous la cote de 100 tonnes de la machine et quand même détruire une matrice parce qu’une section de 12 pouces a dépassé sa limite par pouce. Ce n’est pas de la malchance. C’est ignorer les calculs.
Quand vous évaluez un catalogue, arrêtez de regarder d’abord le tonnage total. Demandez : quelle est la cote en tonnes par pouce de la matrice pour cette ouverture en V, et comment se compare-t-elle à mon pire cas en termes de matériau, d’épaisseur, de longueur et de méthode de pliage ?
Répondez à cela noir sur blanc avant même de charger l’outil.
Vous êtes face à des valeurs de tonnes par pouce en pire cas qui peuvent fissurer une matrice alors que l’écran de la machine indique que vous êtes “ seulement à 40 % ”. Bien. C’est le bon type de paranoïa.
Voici maintenant le geste que la plupart des ateliers omettent : on ne commence pas un catalogue en regardant les formes. On commence par créer une matrice de compatibilité — quatre lignes sur papier :
Tant que ces quatre éléments ne sont pas notés, le catalogue est un piège déguisé en commodité.
Un catalogue d’outillage n’est pas un menu. C’est un test de dépistage génétique. Votre presse plieuse possède un ADN de serrage et une limite de charge codés dans le fer et l’hydraulique. Tout outil qui ne correspond pas à ce code sera rejeté violemment.
Alors, comment lire réellement ce document sans offrir de l’outillage à la benne à ferraille ?
Je me fiche du nom de marque sur le côté. Ce qui m’importe, c’est ce qui se trouve sous le coulisseau.
Est-ce un véritable tenon de style européen avec une assise de 13 mm et une rainure de chargement frontal ? Un modèle américain en deux pièces avec un porte-poinçon séparé ? Un profil Promecam avec une largeur d’épaulement spécifique ? Mesurez-le. Ne supposez rien. J’ai vu un chef d’équipe tenter de loger un tenon de 0,500 dans une fente métrique en pensant que “ c’est à peu près pareil ”. Ce ne l’était pas. Le système de serrage en a payé le prix.
La géométrie de serrage détermine comment la charge est transférée du coulisseau au poinçon. Un tenon serré, en contact complet, répartit la charge. Un système à changement rapide avec une came ou un coin introduit un point de charnière. Vous avez ajouté de la commodité — et un point de charnière mécanique — entre 100 tonnes de force et votre ligne de pliage.
Mais quel système de serrage se trouve sur votre presse — et quelle est réellement sa capacité par pouce ?
Pas la valeur de la brochure. La vraie valeur.
Si votre presse fait 150 tonnes pour 10 pieds, cela donne en moyenne 15 tonnes par pied — soit 1,25 tonne par pouce — si la charge est parfaitement répartie. Maintenant, regardez votre pire scénario vu plus tôt : V étroit, traction élevée, pièce de 12 pouces centrée. Vous pourriez atteindre localement 2,5 à 3,0 tonnes par pouce.
Si votre système de serrage et votre porte-poinçon ne supportent confortablement que 2,0 tonnes par pouce en continu, vous avez déjà choisi le maillon faible.
Notez votre maximum sûr en tonnes par pouce basé sur le matériau le plus exigeant et la longueur de pli la plus courte que vous utilisez. Si vous ne le connaissez pas, appelez le constructeur de la machine et demandez-le. Ne devinez pas.
Vous définissez le plafond que votre outillage doit supporter. Faites cela avant de comparer un seul profil de poinçon.
Pliage à l’air, en fond de matrice, matriçage — ce ne sont pas des différences cosmétiques. Ce sont des chemins de charge différents.
Le pliage à l’air vous donne un rayon en fonction de l’ouverture en V. Le fond de matrice pousse le matériau contre les épaules de la matrice. Le matriçage le comprime au-delà de la limite d’élasticité sur toute l’épaisseur. Chaque étape en plus multiplie le tonnage. Vous avez déjà vu ce que cela fait aux tonnes par pouce.
Alors demandez-vous : quel rayon intérieur cherchez-vous réellement à atteindre ?
Si vos plans indiquent un rayon intérieur de 0,062 dans un matériau de 0,125, et que vous prévoyez un pliage à l’air, ce rayon est contrôlé principalement par l’ouverture en V — environ 16% de V pour l’acier doux comme point de départ. Cela signifie que votre choix de matrice est d’abord axé sur le contrôle du rayon, le nez du poinçon étant secondaire.
Mais si vous effectuez un pliage en butée pour “ verrouiller ” l’angle, le rayon de nez du poinçon devient dominant, et le tonnage grimpe fortement contre les épaules de la matrice.
Méthode différente. Carte des contraintes différente. Même page de catalogue.
Les catalogues listent les profils de poinçon par angle de pointe et rayon de nez comme s’il s’agissait d’options de mode. Ce n’est pas le cas. Ce sont des choix structurels qui déterminent si votre bride subit une charge lisse et répartie ou un choc compressif concentré.
Définissez la méthode de pliage et le rayon cible à l’encre. Puis éliminez toute combinaison poinçon/matrice qui vous oblige à utiliser une méthode à tonnage supérieur à ce que votre bride peut tolérer.
Ne laissez pas un joli dessin en coupe vous convaincre d’un cas de charge que l’ADN de votre machine ne peut pas supporter.
C’est ici que la plupart des opérateurs expérimentés deviennent complaisants.
Le tableau indique 8× l’épaisseur. Vous acquiescez. Vous le faites depuis 15 ans.
Mais ce tableau suppose environ 60 000 PSI de traction, sauf indication contraire. Vous avez déjà vu ce qui se passe à plus de 200 000.
Ainsi, lorsque le catalogue recommande par exemple un V de 1,000 pour un matériau de 0,125, c’est une suggestion de géométrie — pas une garantie de survie.
Appliquez la formule de tonnage avec votre traction réelle. Si votre matériau dominant est de 90 000 PSI, multipliez en conséquence. Si vous pliez occasionnellement quelque chose dépassant 180 000, calculez aussi. Utilisez le pire cas.
Puis comparez :
Les trois doivent correspondre.
Si la matrice est donnée pour 2,0 tonnes par pouce à un V de 1,000, et que votre calcul en pire cas donne 2,4, cette matrice n’est pas “ proche ”. Elle est inadaptée.
C’est là que la matrice de compatibilité fait son travail. Vous ne demandez pas “ Est-ce que ça pliera ? ”, vous demandez “ Est-ce que ça survivra à mon pire travail, sur ma pièce la plus courte, dans mon matériau le plus dur ? ”
Ne laissez pas un tableau d’ouverture en V pour acier doux dimensionner vos outils pour une réalité à haute traction.
| Étape | Titre | Actions clés | Considérations critiques | Contrôles requis |
|---|---|---|---|---|
| Étape 1 | Rétroconcevez le type de serrage de votre machine et la tonnage maximale par pouce | Identifiez le système de serrage réel (tang européen, deux-pièces américain, Promecam, etc.). Mesurez physiquement la géométrie. Déterminez la capacité réelle en tonnes par pouce. Calculez la tonnage locale dans le pire des cas en fonction de la longueur de pliage la plus courte et du matériau à la résistance à la traction la plus élevée. | La géométrie du serrage détermine le transfert de charge. Les systèmes à changement rapide peuvent introduire des points de charnière. Les valeurs des brochures ne suffisent pas. Les charges localisées peuvent dépasser les valeurs nominales moyennes de la machine. | Confirmez le type et les dimensions réels du serrage. Calculez la tonnage maximale par pouce dans les pires conditions. Vérifiez la capacité nominale continue du serrage et du porte-outil. Contactez le constructeur de la machine si nécessaire. |
| Étape 2 | Définissez votre méthode de pliage et le rayon cible avant de vous pencher sur les profils de poinçons | Décidez de la méthode de pliage (pliage à l’air, matriçage, marquage-coinage). Définissez le rayon intérieur requis à partir du plan. Éliminez les combinaisons d’outils qui dépassent la tonnage sécuritaire. | Chaque méthode de pliage génère des chemins de charge et des besoins en tonnage différents. Le rayon de pliage à l’air dépend principalement de l’ouverture en V. Le matriçage et le marquage-coinage augmentent considérablement la tonnage. Le rayon de nez du poinçon devient déterminant en matriçage. | Confirmez la méthode de pliage par écrit. Déterminez le rayon intérieur cible. Vérifiez que l’outillage n’impose pas une tonnage supérieure à la capacité du serrage. |
| Étape 3 | Recoupez les recommandations d’ouverture en V du catalogue avec la résistance à la traction de votre matériau | Examinez les suggestions d’ouverture en V du catalogue. Recalculez la tonnage en utilisant la résistance réelle à la traction du matériau. Comparez les tonnes par pouce calculées aux capacités nominales de la matrice et du serrage. | Les tableaux standards supposent souvent une traction d’environ 60 000 PSI. Les matériaux à haute résistance à la traction augmentent considérablement la tonnage. Les suggestions de géométrie ne garantissent pas la survie. | Calculez la tonnage par pouce dans le pire des cas. Confirmez la capacité nominale de la matrice à l’ouverture en V sélectionnée. Assurez-vous que la tonnage calculée ne dépasse pas les limites sécuritaires de la matrice ou du serrage. |
Parfois, le tableau rejette tout ce qui est sur la page.
Longue table. Haute résistance à la traction. Rayon serré. Court retour. Et un système de serrage qui n’a pas été conçu pour les tôles modernes résistantes à l’abrasion.
Vous pouvez ruser — V plus étroit, pliage en plusieurs passes, séquençage créatif. Ou admettre la vérité : la série standard n’a pas été conçue pour votre cas de charge.
C’est là que vous appelez l’assistance technique et que vous dites clairement :
“ Le serrage de ma machine est certifié à X tonnes par pouce. Mon pliage le plus contraignant est du matériau Y d’épaisseur Z sur N pouces. J’ai besoin d’une matrice et d’un profil de poinçon qui supportent cela sans dépasser A tonnes par pouce. ”
Vous parlez maintenant leur langage.
La réponse sera peut-être une matrice à corps plus large avec une capacité nominale plus élevée par pouce. Peut-être un acier trempé sur mesure. Ou peut-être un porte-outil renforcé qui correspond à votre tang mais répartit la charge plus profondément dans le bélier.
Ou peut-être que la réponse honnête est que votre machine est le goulot d’étranglement génétique du système.
C’est la perspective que je veux que vous gardiez à l’esprit : chaque décision concernant l’outillage est une décision sur le chemin de charge. Le catalogue est une donnée génétique brute. Votre travail consiste à le filtrer à travers la géométrie de serrage, la méthode de pliage, la réalité de la traction, et le pire cas en tonnes par pouce, avant que le métal ne touche le métal.
Si vous ne construisez pas d’abord cette matrice, vous ne choisissez pas un outillage.
Vous jouez avec une force que vous ne pouvez pas voir.


















