

Pada pukul 14:17, seorang operator utama mencoba memasukkan tang Amerika berukuran 0,50 inci ke dalam clamp gaya Eropa 13 mm pada rem CNC. Tidak mau terkunci. Dia mengetuknya. Dia memakinya. Lalu dia bertanya mengapa punch “standar” dari katalog tidak cocok dengan mesin “standar”-nya.
PDF itu terlihat sederhana. Baris-baris punch. Baris-baris die. Gambar garis yang bersih seperti menu restoran. Pilih profil, masukkan ke keranjang, lanjutkan.
Kecuali rem press Anda bukan lapar akan bentuk. Ia dirancang untuk DNA penjepitan tertentu dan tonase tertentu per inci. Abaikan itu, dan katalog akan memberi Anda donasi ke tempat sampah dengan senyum.
Katalog perkakas adalah tes kompatibilitas yang menyamar sebagai brosur. Ia mengasumsikan Anda sudah tahu arsitektur penjepitan mesin Anda, panjang kerja, tonase maksimum per inci, dan metode pembengkokan. Ia tidak berhenti untuk memeriksa pekerjaan rumah Anda.
Itulah jebakannya.
Tata letaknya mendorong Anda untuk menjelajah berdasarkan geometri: punch 30 derajat, gooseneck, die hemming, bukaan V 1.000, radius dalam 0.062. Anda memulai dengan bagian di kepala Anda. Katalog ingin Anda memulai dengan mesin di bawah kaki Anda.
Jika Anda tidak membalik urutannya, setiap halaman menjadi ladang ranjau. Jadi, sebenarnya apa yang sedang Anda beli?

Bayangkan sebuah bracket baja lunak 0,125 inci dengan flange kembali yang rapat. Anda membalik ke punch gooseneck. Di situ — jarak bebas sempurna, ujung tajam, terlihat seperti akan menyentuh sudut dalam itu dengan bersih.
Tapi clamp apa yang ada di rem Anda?
Jika Anda menjalankan sistem gaya Amerika konvensional dengan tang 0,50 inci dan permukaan penjepitan terbatas, setiap pergantian perkakas sedikit menurunkan repeatability. Area kontak yang berkurang berarti tekanan penjepitan lebih rendah, lebih banyak peluang untuk pergerakan vertikal. Tukar perkakas cukup sering dan toleransi ±0.010 menjadi ±0.020, dan Anda mulai menyalahkan operator daripada perangkat keras.
Sekarang bandingkan dengan tang Eropa 13 mm yang dipasang pada clamp presisi sepanjang penuh. Area kontak lebih luas. Tekanan penjepitan lebih tinggi. Dirancang untuk repeatability CNC. Profil bengkok yang sama di atas kertas. Perilaku yang sama sekali berbeda di mesin.
Katalog menunjukkan keduanya sebagai “punch 90°.” Ia tidak memberi tahu Anda yang mana yang lahirnya untuk dipegang oleh rem Anda.
Jadi apakah Anda membeli bentuk, atau sesuatu yang benar-benar bisa dikontrol oleh clamp Anda?
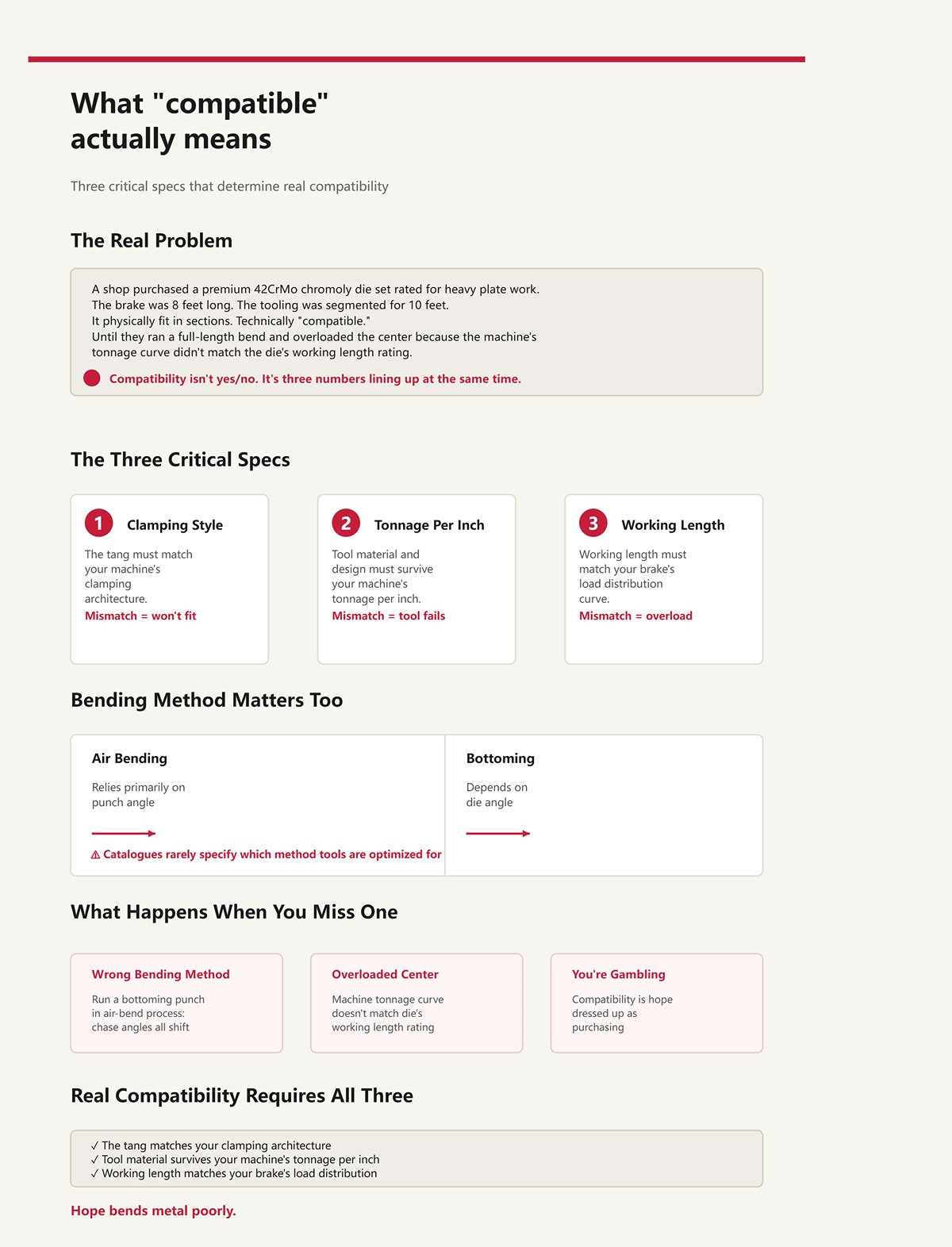
Saya pernah melihat sebuah bengkel membeli satu set die lengkap yang diberi rating untuk pekerjaan plat berat. Indah 42CrMo chromoly. Dipanaskan untuk memperkuat. Tampak tak tertandingi.
Rem mereka panjangnya 8 kaki. Perkakasnya disegmentasi untuk 10 kaki.
Secara fisik muat dalam bagian-bagian. Secara teknis “kompatibel.” Sampai mereka menjalankan pembengkokan penuh dan membebani tengah karena kurva tonase mesin tidak sesuai rating panjang kerja die. Kompatibilitas bukan pertanyaan ya/tidak. Itu adalah tiga angka yang harus sejajar pada waktu yang sama: gaya penjepitan, tonase per inci, panjang kerja.
Lewatkan satu, dan Anda sedang berjudi.
Lalu ada metode pembengkokan. Air bending terutama bergantung pada sudut punch; bottoming bergantung pada sudut die. Katalog menunjukkan profil, tetapi jarang menunjukkan dengan jelas metode mana yang dioptimalkan untuknya. Jalankan punch bottoming dalam proses air-bend dan Anda akan mengejar sudut sepanjang shift.
“Compatible” berarti:
Apa pun yang kurang dari itu hanyalah harapan yang disamarkan sebagai pembelian.
Dan harapan membengkokkan logam dengan buruk.
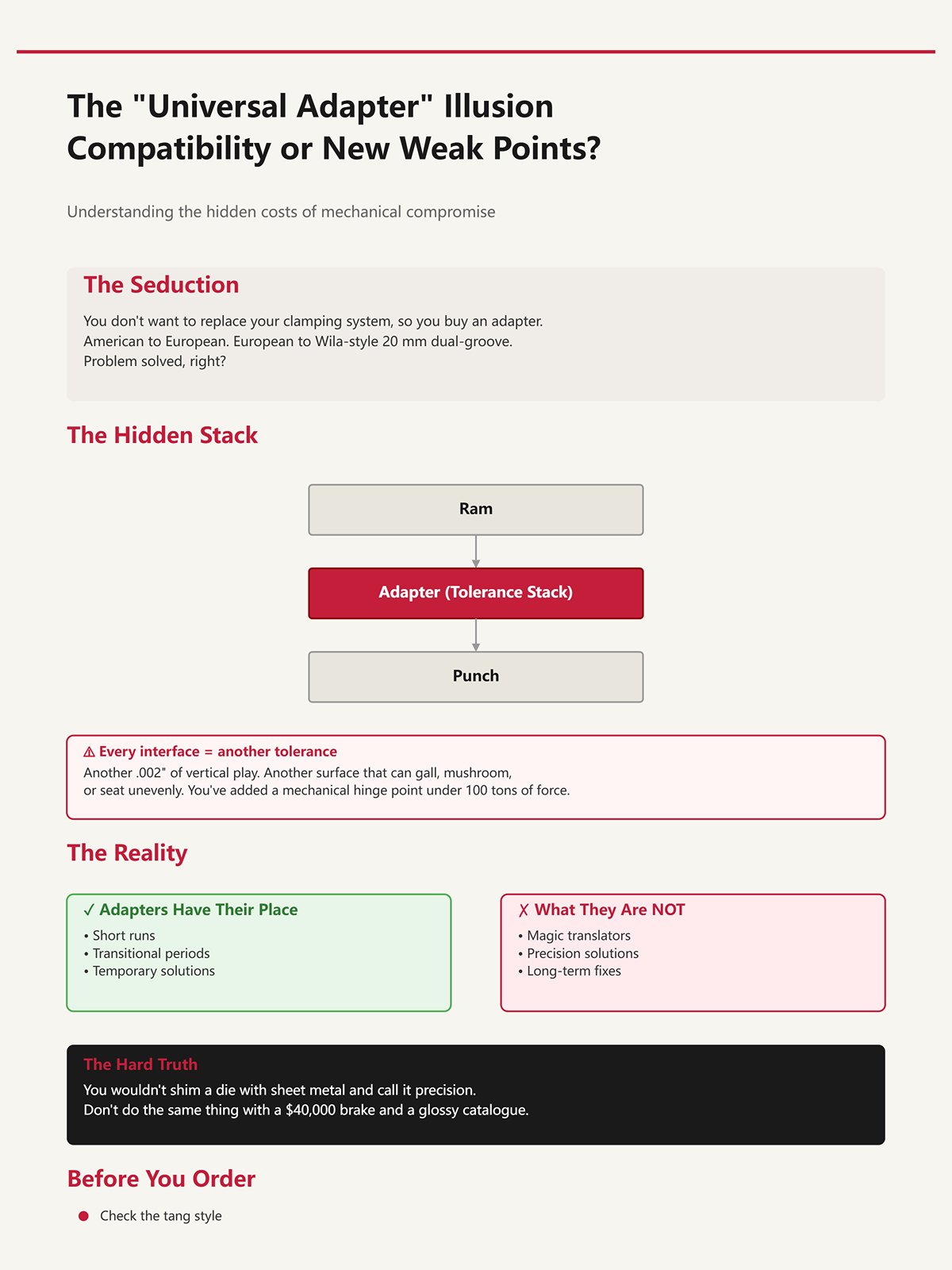
Inilah saatnya menjadi menggoda.
Anda tidak ingin mengganti sistem penjepit, jadi Anda membeli adapter. Dari Amerika ke Eropa. Dari Eropa ke gaya Wila 20 mm alur ganda. Masalah selesai, bukan?
Sekarang bayangkan urutannya di kepala Anda: ram → adapter → punch.
Setiap antarmuka adalah toleransi tambahan. Satu peluang lagi untuk .002 inci permainan vertikal. Satu permukaan lagi yang bisa tergores, membentuk tonjolan, atau duduk tidak merata. Anda telah menambahkan kenyamanan — dan titik engsel mekanis — di antara 100 ton gaya dan garis tekukan Anda.
Ya, adapter memiliki tempatnya. Untuk produksi singkat. Masa transisi. Tetapi mereka bukan penerjemah ajaib. Mereka adalah pengganjal di bawah beban.
Anda tidak akan mengganjal dies dengan lembaran logam lalu menyebutnya presisi. Jangan lakukan hal yang sama dengan rem $40,000 dan katalog mengkilap.
Sebelum Anda memberi tanda pada satu nomor bagian pun, berjalanlah menuju mesin Anda. Periksa gaya tang. Konfirmasi tipe penjepit. Verifikasi tonase per inci dan panjang kerja.
Mulailah dari situ.
Seorang mekanik pernah mencoba “membuatnya bekerja” dengan memaksa tang Amerika 0,500 inci masuk ke penjepit presisi gaya Eropa 13 mm. Secara teori, 0,500 inci adalah 12,7 mm. Cukup dekat, bukan?
Dia menarik tuas. Tidak terkunci. Jadi dia mengetuk tang dengan palu kuningan. Setelah tiga ketukan, tepi atas membentuk tonjolan sekitar .015 inci. Kini tidak muat kembali ke holder lama gaya Amerika miliknya. Satu punch mengkilap. Dua mesin. Nol peralatan yang bisa digunakan.
Itulah yang terjadi ketika Anda memperlakukan standar sebagai saran, bukan geometri.
Anda meminta pemeriksaan langkah demi langkah sebelum memesan peralatan. Bagus. Berikut ini, dan dimulai dengan kaliper, bukan katalog:
Lakukan itu sebelum Anda melihat profil punch satu pun. Karena ram tidak peduli bentuk yang Anda inginkan. Yang penting baginya adalah apa yang secara fisik bisa dijepit.
Ukur dulu. Lalu putuskan.
Mari kita konkretkan.
Punch gaya Amerika biasanya memiliki tang selebar 0,500 inci dengan bagian belakang rata, ditahan oleh set screw atau penjepit manual yang mendorong secara horizontal. Luas kontak terbatas—sering kali hanya garis sempit di sepanjang permukaan tang. Artinya gaya penjepit terkonsentrasi pada zona kecil. Baik untuk brake mekanik lama. Kurang toleran untuk pengulangan CNC.
Tang gaya Eropa biasanya selebar 13 mm, lebih tinggi, dengan bahu yang jelas dan alur pengaman dekat bagian atas. Tang ini duduk di dalam penjepit presisi sepanjang penuh yang menarik perkakas ke atas hingga posisinya. Lebih banyak keterlibatan permukaan. Lokasi vertikal lebih konsisten. Itulah sebabnya mesin CNC lebih memilihnya.
Promecam? Di sinilah orang sering ceroboh dalam terminologi.
Geometri Promecam asli mencakup profil bahu tertentu dan lokasi takik pengaman yang sesuai dengan penjepit khususnya. Perbedaannya bukan kosmetik. Jarak dari bahu ke alur bisa berbeda satu atau dua milimeter dibanding perkakas “Eropa” generik. Milimeter itu menentukan apakah pin pengaman mengait atau terlewat seluruhnya.
Lewat, dan gravitasi adalah satu-satunya cadangan Anda.
Sekarang lihat geometri pemasangan.
Perkakas Amerika sering menggantung sedikit sebelum set screw menggigit. Saat Anda mengencangkan, mereka bergeser 0,003 hingga 0,010 secara vertikal tergantung keausan. Penjepit presisi Eropa dirancang untuk menghilangkan gerakan itu dengan menarik perkakas ke atas ke permukaan referensi yang digiling.
Sudut punch sama. Ujung 30 derajat sama. Mekanika pemasangan benar-benar berbeda.
Perbedaan itu muncul pada konsistensi tekukan sepanjang 96 inci.
Jadi ketika katalog mengatakan “kompatibel Eropa/Promecam,” tugas Anda adalah bertanya: tinggi bahu mana? posisi alur mana? arah tarikan penjepit mana? Jika Anda tidak memverifikasi dimensi itu terhadap ram Anda, Anda sedang berjudi dengan baja dan hidrolik.
Jangan menebak pada antarmuka yang diukur dalam ribuan inci. Verifikasi.
Saya pernah masuk ke toko yang menggunakan peralatan pemotongan tanah kelas atas—toleransi tinggi ±0,01 mm—dan melihat operator menyisipkannya dengan bahan feeler karena penjepitnya bukan sistem penyelarasan nol.
Itulah rahasia kotor yang tersembunyi di balik kata “Eropa.”
Ada peralatan tang Eropa generik 13 mm. Lalu ada peralatan yang digiling presisi yang dirancang untuk penjepit hidrolik yang dapat menyetel sendiri. Mereka tidak dapat dipertukarkan hanya karena lebar tangnya sama.
Misalkan rem Anda memiliki penjepit gaya Eropa manual lama tanpa penyelarasan vertikal otomatis. Anda memasang punch yang digiling presisi dengan harapan pengulangan sempurna. Tetapi penjepit menarik sedikit keluar dari sumbu. Sekarang tinggi ±0,01 mm yang sudah digiling itu menjadi tidak relevan karena alat terpasang miring sebesar 0,05 mm.
Anda menyalahkan penjual peralatan.
Masalahnya adalah ketidakcocokan DNA mekanis.
Bahkan dalam “Eropa,” radius bahu, kedalaman alur, dan tinggi tang berbeda antara produsen. Beberapa dibuat berdasarkan geometri Promecam warisan. Yang lain berdasarkan sistem presisi yang lebih baru. Jika pin pengaman penjepit Anda diposisikan 2,0 mm lebih tinggi daripada alur pada punch baru Anda, maka tidak akan mengait. Alat tersebut mungkin masih dapat membengkokkan bagian—hingga jatuh saat pergantian.
Geografi adalah label pemasaran. Geometri adalah fakta mekanis.
Jadi ketika seseorang berkata, “Ini Eropa, akan pas,” pertanyaan Anda berikutnya seharusnya: pas ke penjepit yang mana, tepatnya?
Jika Anda tidak dapat menjawabnya dengan dimensi, hentikan pesanan pembelian.
Sekarang mari kita bahas argumen di lantai pabrik.
“Saya telah menggunakan alat atas Eropa dengan dies bawah Amerika selama bertahun-tahun. Tidak ada bencana.”
Mereka tidak salah—dalam kondisi tertentu.
Die bawah biasanya duduk di dudukan sederhana atau rel die. Selama lebar die sesuai dengan dudukan dan peringkat tonase melebihi beban, mencampur gaya die bawah sering kali tidak relevan secara mekanis untuk pembengkokan udara dasar.
Bahaya muncul di bagian atas.
Bayangkan setengah meja Anda terisi punch tang Amerika dalam penjepit sekrup set dan setengah lainnya dengan punch tang Eropa dalam adaptor retrofit. Di bawah beban—misalnya 80 ton di sepanjang 8 kaki—karakteristik defleksi berbeda. Satu bagian mungkin duduk 0,004 lebih rendah setelah dikencangkan. Tumpukan adaptor mungkin terkompresi secara mikroskopis. Sekarang sudut bengkok Anda bervariasi dari kiri ke kanan.
Anda mengejarnya dengan penyesuaian crowning.
Kasus terburuk? Satu bagian diberi nilai 20 ton per kaki, bagian lainnya 30. Anda mem-bottom pelat setebal 0,250 inci di keduanya. Bagian yang lebih lemah akan melengkung terlebih dahulu. Begitulah cara Anda membuat ketidakcocokan vertikal permanen 0,003 inci pada alat yang dulunya lurus.
Ketidakcocokan itu tidak pernah hilang. Ia hanya terus menghasilkan barang sisa.
Dan adaptor? Setiap antarmuka tambahan adalah tumpukan toleransi lainnya. Ram → adaptor → punch. Anda menambahkan kenyamanan — dan titik engsel mekanis — di antara 100 ton gaya dan garis tekukan Anda. Di bawah beban berulang, tumpukan itu dapat memukul, aus, atau bergeser.
Apakah pencampuran selalu membuat mesin meledak? Tidak.
Apakah itu diam-diam mengikis akurasi, keterulangan, dan umur alat ketika Anda tidak memperhitungkan jalur beban serta perbedaan posisi duduk? Setiap minggu.
Standarisasi arsitektur penjepitan atas Anda di seluruh meja sejauh mungkin. Cocokkan geometri tang secara tepat dengan penjepit. Pastikan peringkat tonase seragam di semua segmen yang terbebani.
Karena sekali ram turun, fisika—bukan pemasaran—yang menentukan apa yang bertahan.
Kunci antarmuka sebelum Anda pernah mengkhawatirkan sudut tekukan.
Beberapa musim dingin lalu, seorang operator senior mencoba memasang pekerjaan baja ringan 0,125 dengan V-die .472 karena “itu yang selalu kita gunakan.” Dia beralih dari air bending ke bottoming untuk mengejar konsistensi sudut pada cetakan ±0,5°. Punch yang sama. Die yang sama. Metode berbeda. Ram menyentuh dasar, tonase melonjak lebih dari 85 ton pada bagian 6 kaki, dan bahu die keluar dengan mahkota permanen .003. Die itu sekarang masuk dalam rotasi tempat sampah untuk “pekerjaan kasar.”
Tidak ada yang salah dengan tang. Tidak ada yang salah dengan penjepit.
Metodenya mengubah jalur beban.
Air bending membuat material melayang di antara ujung punch dan bahu die. Bottoming mendorong hidung punch ke material sampai kontak dengan sudut die. Perbedaan itu saja mengubah kebutuhan peralatan Anda—clearance, radius, peringkat tonase, bahkan tinggi punch. Jika Anda memutuskan standar penjepitan mana yang akan diadopsi jangka panjang, Anda tidak mulai dengan merek. Anda mulai dengan metode bending yang dibutuhkan oleh campuran pekerjaan Anda 70% dari waktu. Pilih yang salah, dan Anda akan menghabiskan dekade berikutnya mengimbangi fisika alih-alih mengendalikannya.
Tentukan metode bending dominan Anda sebelum Anda menstandarisasi satu penjepit pun.
Ambil dua katalog. Satu memberi peringkat V-die 1.000 pada 30 ton per kaki. Lainnya mencantumkan profil yang hampir identik pada 24 ton per kaki. Keduanya tidak berbohong. Yang satu menghitung peringkat pada 90° di air bending. Yang lain mengasumsikan kondisi stroke hampir ke dasar.
Bottoming bukan “sedikit lebih tekanan.” Ini adalah kontak penuh sepanjang sudut die. Material diperas di antara wajah punch dan die, dan setiap ketidakcocokan sudut antara punch dan die—katakanlah 0,5°—tidak muncul sebagai variasi springback. Itu muncul sebagai tegangan lokal.
Sekarang bayangkan punch 90° dipasangkan dengan die yang digiling pada 88,5°. Dalam air bending, perbedaan sudut itu hampir tidak masalah; material terbentuk sebelum kontak penuh pada wajah. Dalam bottoming, bahu punch mencoba menyelipkan diri ke rongga yang lebih sempit. Beban terkonsentrasi di sudut atas die. Begitulah cara Anda memecahkan die keras 42–48 HRC yang “seharusnya” berada dalam peringkat.
Katalog mengasumsikan pencocokan sudut ideal dan penyelarasan sempurna. Mesin Anda mungkin mencapai ±0,2°—tetapi hanya dengan kompensasi springback yang disetel dan batch material yang berperilaku. Bottoming menghilangkan toleransi itu. Sekarang toleransi sudut die, toleransi sudut punch, dan paralelisme ram menumpuk langsung menjadi tegangan tekan di bahu die.
Itulah mengapa bottoming memaksa Anda menuju die yang digiling lebih presisi, pencocokan sudut yang diverifikasi, dan sistem penjepitan yang mempertahankan penarikan vertikal sejati. Kesalahan posisi duduk vertikal .05 mm yang tidak berbahaya pada air bending menjadi kontak wajah yang tidak merata di seluruh peralatan tersegmentasi pada bottoming. Satu segmen menerima beban lebih banyak. Satu segmen menyerah lebih dulu.
Jika Anda berencana untuk rutin melakukan bottoming, beli peralatan dan penjepit seolah kesalahan penyelarasan setara dengan pengganda tegangan—karena memang begitu.
Berjalanlah ke rem dan lakukan air bend 0,125 A36 pada bukaan V 1,000 dengan ujung punch tajam 0,031. Ukur radius bagian dalam. Anda akan membaca kira-kira 0,156 hingga 0,170 tergantung pada batch material.
Bukan 0,031.
Dalam air bending, radius bagian dalam terutama merupakan fungsi dari bukaan V-die—umumnya sekitar 16% dari bukaan V untuk baja lunak. Ujung punch hanya perlu cukup tajam untuk menghindari perataan radius secara prematur. Ia tidak “menciptakan” radius bagian dalam kecuali Anda melakukan bottoming.
Saya pernah melihat bengkel mengejar radius bagian dalam yang lebih ketat dengan memesan punch tajam 0,015 sementara masih menggunakan V-die 1,000. Mereka memecahkan variabel yang salah. Bukaan die yang menentukan radius selama ini.
Sekarang beralih ke bottoming. Radius hidung punch dipaksakan masuk ke material sampai sesuai dengan sudut die. Dalam kasus itu, radius punch menjadi geometri yang mengontrol. Profil tooling di atas kertas sama. Dimensi yang mengatur sama sekali berbeda begitu Anda mengubah metode.
Inilah tempat di mana katalog merusak pembeli yang naif. Ia mencantumkan radius ujung punch seolah-olah selalu menentukan. Padahal tidak. Dalam air bending, pilihan bukaan V Anda mengontrol radius bagian dalam, tonase per kaki, dan panjang flange minimum. Dalam bottoming, radius punch dan kecocokan sudut die yang mendominasi.
Jadi ketika Anda menstandarisasi tooling, tanyakan pada diri Anda: apakah kita terutama mengontrol radius dengan pemilihan die atau dengan geometri punch? Jawaban Anda menentukan apakah Anda berinvestasi pada perpustakaan die yang luas atau inventori radius punch yang lebih ketat.
Jangan pesan punch tajam untuk memperbaiki masalah die.
Bayangkan sistem punch dengan tinggi tetap—misalnya total tinggi 5,984, umum di antara goosenecks dan punch akut. Tinggi yang seragam memungkinkan clamp hidrolik menarik setiap segmen ke referensi yang sama tanpa shim. Waktu setup berkurang. Stage bending menjadi dapat diprediksi.
Sekarang pasang V-die 2,000 di bawah punch tersebut untuk menekuk plat 0,250 secara air bending. Daylight Anda hilang dengan cepat. Jika tinggi terbuka Anda marginal, ram dapat berhenti secara mekanis sebelum Anda mencapai tonase yang dihitung. Atau lebih buruk, bahu punch bertabrakan dengan bahu die karena punch tidak pernah dimaksudkan untuk bukaan V yang selebar itu.
Bukaan V bukan hanya soal radius dan tonase. Ia menentukan kedalaman penetrasi untuk sudut tertentu. Bukaan V yang lebih lebar berarti perjalanan punch yang lebih dalam untuk mencapai 90°. Perjalanan yang lebih dalam berarti lebih banyak paparan terhadap defleksi ram, lebih banyak permintaan pada crowning, dan risiko lebih besar kontak tidak paralel jika DNA clamping Anda tidak benar-benar self-seating.
Saya pernah mengukur variasi sudut sebesar 0,4° sepanjang 96 inci hanya karena sebuah bengkel beralih dari V 0,472 ke V 0,630 tanpa menghitung ulang kedalaman penetrasi dan memverifikasi paralelisme ram di bawah beban. Tidak ada yang “salah” dengan alatnya. Geometri mengubah perilaku mesin.
Tinggi punch penting dengan cara yang sama. Terlalu pendek, dan Anda menumpuk riser—menambahkan antarmuka lain antara ram dan punch. Anda telah menambahkan kemudahan — dan titik engsel mekanis — antara 100 ton gaya dan garis tekukan Anda. Terlalu tinggi, dan Anda mengorbankan daylight yang dibutuhkan untuk flange tinggi atau bagian kotak.
Metode menentukan bukaan V. Bukaan V menentukan penetrasi. Penetrasi menentukan tinggi punch yang diperlukan dan kekakuan clamp. Rantai ini menentukan apakah rem Anda menghasilkan bagian ±0,2°—atau menyumbang terus-menerus ke tempat sampah scrap.
Sebelum Anda mengadopsi standar clamping atau memodifikasi rem Anda, petakan ketebalan material dominan, radius target, dan metode pembengkokan Anda. Lalu hitung bukaan V dan kedalaman penetrasi. Biarkan angka-angka itu memberi tahu Anda tinggi punch dan presisi clamp yang Anda butuhkan.
Jalankan perhitungan sebelum Anda menjalankan ram.
Sebuah bengkel yang saya kunjungi musim dingin lalu memiliki rem 100 ton, panjang 10 kaki, membengkokkan 0,236 chrome moly pada bukaan V 1,890. Operatornya bangga dengan itu. “Kami hanya di 92 ton,” katanya, sambil menunjuk layar.
Mesinnya berada di bawah ratingnya. Tooling-nya tidak.
Jika Anda akan memilih standar penjepitan yang bertahan jangka panjang, Anda tidak memulai dengan gaya tang atau kesetiaan merek. Anda memulai dengan matematika ini. Bukaan-V menentukan radius dalam dan tonase per kaki. Kekuatan tarik material mengalikan tonase tersebut. Metode pembengkokan menentukan apakah angka itu hanya saran atau batas keras. Sistem penjepit dan peralatan Anda harus mampu bertahan pada kombinasi terburuk yang rutin Anda jalankan — bukan rata-rata pekerjaan pada Selasa sore.
Jadi sebelum Anda menstandarkan apapun, jawab satu pertanyaan: apa skenario tonase per inci tertinggi yang akan dialami metode pembengkokan dominan Anda pada mesin ini?
Jika Anda melewatkannya, “standar” Anda menjadi beban. Hitung angka sebelum memilih perangkat keras.
Ambil baja lunak 0,236 (6 mm) dengan kekuatan tarik 60.000 PSI. Aturan lama mengatakan 8× ketebalan untuk pembengkokan udara, jadi sekitar bukaan-V 1,890. Tonase dasar mungkin sekitar 117 ton untuk panjang 10 kaki. Masih dapat ditangani oleh mesin press brake 130 ton. Itulah asal aturan tersebut — baja lunak, kekuatan tarik yang dapat diprediksi, pembengkokan udara.
Sekarang ganti materialnya dengan chrome moly tarik tinggi. Ketebalan sama. Bukaan-V 1,890 sama. Faktor pengali tarik melonjak — sekitar 2,0 dibanding baja lunak. 117 ton menjadi 234 ton untuk panjang yang sama.
Tidak ada yang berubah pada aturan “8×”. Fisikanya yang berubah.
Ada rumus umum yang beredar: P = 650 × S² × L × (Tensile / 60.000) / V
S adalah ketebalan, L adalah panjang tekukan, V adalah bukaan-die. Istilah kunci adalah rasio tarik itu. Jika Anda membengkokkan sesuatu seperti Raex 500 — sekitar 232.000 PSI kekuatan tarik — Anda akan menghadapi hampir empat kali gaya baja lunak untuk geometri yang sama. Empat kali. Bukaan-V Anda tidak menjadi lebih sempit. Mesin Anda tidak menjadi lebih lemah. Tegangan di dalam die pasti menjadi lebih tinggi.
Dan di sinilah katalog diam-diam mengecewakan Anda. Mereka mencetak diagram bukaan-V dengan asumsi material 60.000 PSI. Mungkin menyebutkan stainless pada 1,5×. Jarang sekali menekankan bahwa pelat tahan abrasi modern bisa 3×–4×. Jadi Anda mengikuti “8× ketebalan,” tetap di bawah rating mesin 150 ton, dan bertanya-tanya kenapa die 42–48 HRC Anda mulai retak seperti jaring laba-laba di bahu.
Aturan tersebut tidak mempertimbangkan evolusi material. Aturan itu mengasumsikan kode genetik yang mungkin sudah tidak dimiliki bengkel Anda.
Jika pekerjaan utama Anda adalah baja tarik tinggi, aturan 8× bukan salah — hanya tidak lengkap. Anda bisa memperlebar V untuk menurunkan tonase per kaki, atau memperbesar press brake dan alat untuk bertahan terhadap faktor pengali. Itu satu-satunya pilihan yang jujur.
Jangan biarkan diagram baja lunak menentukan ukuran die untuk pekerjaan 200.000 PSI.
Bayangkan sebuah bagian dengan kebutuhan flens 0,472 pada 0,125 A36. Die pembengkokan udara yang benar menurut aturan 8× adalah bukaan-V 1,000. Panjang flens minimum untuk die tersebut sekitar 0,600–0,650 tergantung pada bentuk ujung punch dan material.
Tapi operator tidak mau mengganti ke die yang lebih sempit. Dia menggunakan bukaan 0,630 V yang sudah terpasang di mesin. Sekarang flens minimum turun mendekati 0,400–0,450. Kaki pendek terbentuk. Pekerjaan berjalan. Semua senang.
Kecuali tonase per kaki baru saja naik.
Gaya pembengkokan udara berbanding terbalik dengan bukaan-V. Memperkecil V, gaya naik. Baja lunak 0,125 yang sama di atas bukaan 1,000 V mungkin memerlukan sekitar 12–14 ton per kaki. Dengan bukaan 0,630 V, Anda mendorong lebih dari 20 ton per kaki. Bagian sama. Material sama. Die berbeda. Jalur beban berbeda.
Sekarang tambahkan variabel dunia nyata. Toleransi ketebalan +0,010. Kekuatan tarik 75.000 dibanding asumsi Anda 60.000. Gesekan lebih tinggi karena mill scale tidak dibersihkan. Praktik umum di industri adalah menambahkan margin keamanan 15.000 PSI pada kekuatan tarik minimum yang dipublikasikan. Itu saja sudah bisa menaikkan gaya secara signifikan. Tonase nyaman 20 ton per kaki menjadi 24 atau 26.
Dan jika tekukan tersebut dibottomingkan alih-alih dibengkokkan udara? Anda bisa mencapai empat kali tonase pembengkokan udara. Saya pernah melihat diagram udara digunakan untuk pekerjaan bottoming karena halaman katalog terlihat mirip. Itu bukan kesalahan pembulatan. Itulah cara Anda memecahkan die menjadi dua bagian.
Kamu menghindari pergantian alat. Kamu meningkatkan tegangan lokal, mengurangi umur cetakan, dan mungkin melebihi kapasitas tarikan lurus yang dirancang untuk penjepitmu.
Jangan mempersempit bukaan V untuk menghemat waktu pengaturan kecuali kamu sudah menghitung ulang batas gaya dan flensa untuk batch material yang tepat itu.
Inilah hal yang dapat membuat perkakas retak tanpa peringatan.
Rem press 100 ton yang menekuk bagian sepanjang 36 inci dengan total 30 ton terlihat aman di layar. Kamu berada di 30 % kapasitas mesin. Tidak ada alarm. Tidak ada drama.
Tapi lakukan pembagiannya.
Tiga puluh ton dibagi 36 inci sama dengan 0,83 ton per inci. Baik — jika cetakanmu memiliki rating, katakanlah, 1,5 ton per inci pada bukaan V itu.
Sekarang ubah skenarionya. Masih 30 ton, tapi bagian hanya 12 inci dan dipusatkan. Itu berarti 2,5 ton per inci. Jika rating cetakan untuk V sempit itu adalah 2,0 ton per inci, maka kamu membebaninya berlebihan — sementara mesin tetap santai di 30 % kapasitas.
Itulah masalah tonase lokal. Mesin dinilai berdasarkan total ton. Perkakas hidup dan mati berdasarkan ton per inci.
Katalog senang mencetak kompatibilitas tonase maksimum mesin. Mereka lebih jarang membahas distribusi beban per inci dan rating cetakan pada bukaan V tertentu. V sempit pada perkakas keras bisa memiliki rating jauh lebih rendah per inci dibandingkan V lebar dalam seri yang sama. Jika terlampaui, tanda pertama sering berupa retakan halus di bahu cetakan — lalu patah tiba-tiba di tengah produksi.
Dan jika sistem penjepitmu tidak menarik secara seragam — jika satu segmen duduk 0,05 mm lebih rendah — segmen itu menanggung beban berlebih. Satu inci mengalami 3,0 ton sementara rata-ratanya 2,5. Itulah cara satu segmen berakhir di tempat sampah sementara yang lain tampak sempurna.
Kamu bisa tetap di bawah rating mesin 100 ton dan tetap merusak cetakan karena satu bagian 12 inci melebihi batas per-incinya. Itu bukan nasib buruk. Itu matematika yang diabaikan.
Saat mengevaluasi katalog, berhentilah melihat tonase total terlebih dahulu. Tanyakan: berapa rating ton per inci cetakan pada bukaan V ini, dan bagaimana perbandingannya dengan material terburukku, ketebalan, panjang, serta metode pembengkokan?
Jawablah itu dengan tinta sebelum kamu memasang alatnya.
Kamu sedang menatap angka ton per inci terburuk yang bisa membuat cetakan retak sementara layar mesin menunjukkan kamu “hanya pada 40 % kapasitas.” Bagus. Itulah jenis kewaspadaan yang benar.
Sekarang inilah langkah yang paling sering terlewat di bengkel: kamu tidak memulai katalog dengan melihat bentuk. Kamu memulai dengan membangun matriks kompatibilitas — empat baris di atas kertas:
Sampai keempat hal itu tertulis, katalog adalah jebakan yang menyamar sebagai kenyamanan.
Katalog perkakas bukanlah menu. Itu adalah tes penyaringan genetik. Press brake Anda memiliki DNA penjepit dan batas beban yang dikodekan dalam besi dan hidrolik. Setiap perkakas yang tidak cocok dengan kode itu akan ditolak secara keras.
Jadi bagaimana sebenarnya membaca benda itu tanpa menyumbangkan perkakas ke tempat rongsokan?
Saya tidak peduli merek apa yang tertera di sampingnya. Saya peduli dengan apa yang ada di bawah ram.
Apakah itu tang gaya Eropa sejati dengan dudukan 13 mm dan alur pemuatan depan? Gaya Amerika dua bagian dengan pemegang punch terpisah? Profil Promecam dengan lebar bahu tertentu? Ukur. Jangan berasumsi. Saya pernah melihat operator utama mencoba memasukkan tang 0.500 ke slot metrik karena “pada dasarnya sama.” Tidak. Penjepit yang membayar akibatnya.
Geometri penjepit menentukan bagaimana beban berpindah dari ram ke punch. Tang rapat dengan kontak penuh menyebarkan beban. Sistem quick-change dengan cam atau wedge memasukkan titik engsel. Anda telah menambahkan kenyamanan — dan titik engsel mekanis — di antara 100 ton gaya dan garis tekukan Anda.
Tapi penjepit apa yang ada di brake Anda — dan berapa sebenarnya nilai per inci?
Bukan nilai brosur. Nilai nyata.
Jika brake Anda 150 ton sepanjang 10 kaki, itu rata-rata 15 ton per kaki — 1,25 ton per inci — jika didistribusikan sempurna. Sekarang lihat kasus terburuk Anda sebelumnya: V sempit, tarik tinggi, bagian 12 inci di tengah. Anda mungkin mendorong 2,5–3,0 ton per inci secara lokal.
Jika sistem penjepit dan pemegang punch Anda hanya nyaman pada 2,0 ton per inci secara kontinu, Anda sudah memilih titik lemah.
Tuliskan tonase maksimum aman per inci berdasarkan material terburuk dan panjang tekukan terpendek yang Anda jalankan. Jika Anda tidak tahu, hubungi pembuat mesin dan tanyakan. Jangan menebak.
Anda menentukan batas atas yang harus mampu ditahan oleh perkakas Anda. Lakukan itu sebelum membandingkan satu profil punch pun.
Air bending, bottoming, coining — itu bukan perbedaan kosmetik. Itu adalah jalur beban yang berbeda.
Air bending memberi radius sebagai fungsi dari bukaan V. Bottoming mendorong material ke bahu die. Coining menekannya melewati batas yield melalui ketebalan. Setiap langkah naik melipatgandakan tonase. Anda sudah melihat apa yang hal itu lakukan terhadap tonase per inci.
Jadi tanyakan pada diri Anda: radius dalam berapa yang sebenarnya ingin Anda capai?
Jika gambar kerja Anda meminta radius dalam 0,062 pada material 0,125, dan Anda berencana air bending, radius itu sebagian besar dikontrol oleh bukaan V — kira-kira 16% dari V untuk baja ringan sebagai titik awal. Itu berarti pilihan die Anda adalah kontrol radius terlebih dahulu, punch nose kedua.
Namun jika Anda melakukan bottoming untuk “mengunci” sudut, radius punch nose menjadi faktor dominan, dan tonase melonjak tajam terhadap bahu die.
Metode berbeda. Peta tegangan berbeda. Halaman katalog yang sama.
Katalog mencantumkan profil punch berdasarkan sudut ujung dan radius hidung seolah-olah itu pilihan mode. Bukan. Itu adalah keputusan struktural yang menentukan apakah penjepit Anda menerima beban yang halus dan terdistribusi atau kejutan kompresi yang terkonsentrasi.
Tentukan metode pembengkokan dan radius target dengan tinta. Kemudian singkirkan setiap kombinasi punch dan die yang memaksa Anda menggunakan metode dengan tonase lebih tinggi daripada yang dapat ditoleransi penjepit Anda.
Jangan biarkan gambar penampang yang indah membujuk Anda pada kasus beban yang DNA mesin Anda tidak dapat bertahan.
Inilah titik di mana sebagian besar operator berpengalaman menjadi lengah.
Grafik mengatakan 8× ketebalan. Anda mengangguk. Anda telah melakukannya selama 15 tahun.
Namun grafik itu mengasumsikan sekitar 60.000 PSI kekuatan tarik kecuali dinyatakan secara jelas sebaliknya. Anda sudah melihat apa yang terjadi pada 200.000+.
Jadi ketika katalog merekomendasikan, misalnya, V 1.000 untuk material 0.125, itu adalah saran geometris — bukan jaminan keselamatan.
Jalankan rumus tonase dengan kekuatan tarik aktual Anda. Jika material dominan Anda adalah 90.000 PSI, kalikan sesuai. Jika Anda kadang membengkokkan sesuatu di atas 180.000, jalankan juga. Gunakan kasus terburuk.
Kemudian bandingkan:
Ketiganya harus sepakat.
Jika die dinilai untuk 2,0 ton per inci pada V 1.000, dan perhitungan kasus terburuk Anda mengatakan 2,4, die itu bukan “dekat.” Itu salah.
Di sinilah matriks kompatibilitas bekerja. Anda tidak bertanya “Apakah bisa membengkokkan?” Anda bertanya “Apakah akan bertahan pekerjaan terburuk saya pada bagian terpendek saya di material terkeras saya?”
Jangan biarkan grafik V baja ringan menentukan tooling untuk realitas kekuatan tarik tinggi.
| Langkah | Judul | Tindakan Utama | Pertimbangan Kritis | Pemeriksaan yang Diperlukan |
|---|---|---|---|---|
| Langkah 1 | Rekayasa balik tipe penjepitan mesin Anda dan tonase maksimum per inci | Identifikasi sistem penjepit yang sebenarnya (European tang, American two-piece, Promecam, dll.). Ukur secara fisik geometri. Tentukan kapasitas ton per inci yang sebenarnya. Hitung beban tonase lokal terburuk berdasarkan panjang tekukan terpendek dan material dengan kekuatan tarik tertinggi. | Geometri penjepit menentukan transfer beban. Sistem pelepasan cepat dapat menimbulkan titik engsel. Nilai dalam brosur tidaklah cukup. Beban lokal dapat melampaui nilai rata-rata mesin. | Konfirmasi jenis dan dimensi penjepit yang sebenarnya. Hitung maksimum ton per inci dalam kondisi terburuk. Verifikasi peringkat berkelanjutan penjepit dan penahannya. Hubungi pembuat mesin jika diperlukan. |
| Langkah 2 | Tentukan metode penekukan dan radius target Anda sebelum melihat profil punch. | Putuskan metode penekukan (air bending, bottoming, coining). Tentukan radius dalam yang diperlukan dari gambar. Hilangkan kombinasi perkakas yang melampaui tonase aman. | Setiap metode penekukan menciptakan jalur beban dan kebutuhan tonase yang berbeda. Radius air bending terutama bergantung pada bukaan V. Bottoming dan coining secara signifikan meningkatkan tonase. Radius hidung punch menjadi dominan pada bottoming. | Konfirmasikan metode penekukan secara tertulis. Tentukan radius dalam target. Verifikasi perkakas tidak memaksa tonase lebih tinggi dari kapasitas penjepit. |
| Langkah 3 | Periksa silang rekomendasi bukaan V dari katalog dengan kekuatan tarik material Anda. | Tinjau saran bukaan V dalam katalog. Hitung ulang tonase menggunakan kekuatan tarik material yang sebenarnya. Bandingkan ton per inci yang dihitung dengan peringkat die dan penjepit. | Bagan standar sering mengasumsikan kekuatan tarik sekitar 60.000 PSI. Material dengan kekuatan tarik tinggi secara drastis meningkatkan tonase. Saran geometri bukanlah jaminan keselamatan. | Hitung tonase per inci terburuk. Konfirmasikan kapasitas terukur die pada bukaan V yang dipilih. Pastikan tonase yang dihitung tidak melampaui batas aman die atau penjepit. |
Kadang matriks menolak semuanya di halaman.
Ranjang panjang. Kekuatan tarik tinggi. Radius ketat. Flensa pendek. Dan sistem penjepit yang tidak dirancang untuk pelat tahan abrasi modern.
Anda bisa mencoba — bukaan V lebih sempit, penekukan bertahap, urutan kreatif. Atau Anda bisa mengakui kenyataan: seri standar tidak dibuat untuk kasus beban Anda.
Saat itulah Anda menghubungi dukungan teknis dan mengatakan dengan jelas:
“Penjepit mesin saya memiliki peringkat X ton per inci. Tekukan terburuk saya adalah material Y dengan ketebalan Z sepanjang N inci. Saya memerlukan profil die dan punch yang dapat bertahan tanpa melampaui A ton per inci.”
Sekarang Anda berbicara dalam bahasa mereka.
Mungkin jawabannya adalah die berbadan lebih lebar dengan peringkat per inci yang lebih tinggi. Mungkin itu adalah grade yang diperkeras khusus. Mungkin itu adalah penahan yang diperkuat yang cocok dengan tang Anda tetapi menyebarkan beban lebih dalam ke ram.
Atau mungkin jawaban jujurnya adalah bahwa mesin Anda adalah faktor pembatas dalam sistem.
Itulah lensa yang ingin saya gunakan ke depan: setiap keputusan peralatan adalah keputusan jalur beban. Katalog adalah data genetik mentah. Tugas Anda adalah menyaringnya melalui geometri penjepit, metode pembengkokan, realitas tarik, dan tonase terburuk per inci sebelum logam menyentuh logam.
Jika Anda tidak membuat matriks itu terlebih dahulu, Anda tidak sedang memilih peralatan.
Anda sedang berjudi dengan kekuatan yang tidak dapat Anda lihat.


















