

Saat 14:17“de, baş operatör bir CNC pres bükücüsünde 13 mm Avrupa tipi mengeneye 0,50 inç Amerikan tırnağını oturtmaya çalıştı. Kilitlenmedi. Hafifçe vurdu. Söylendi. Sonra katalogdaki ”standart“ kalemin neden ”standart” makinesine uymadığını sordu.
O PDF basit görünüyordu. Sırayla zımbalar. Sırayla kalıplar. Restoran menüsü gibi temiz çizimlerle. Profilini seç, sepete ekle, devam et.
Ama pres bükücünüz şekillere aç değildir. O, belirli bir mengene DNA’sı ve belirli bir inç başına tonaj için tasarlanmıştır. Bunu yok sayarsanız, katalog size gülümseyerek hurdalık bağışları verir.
Bir takım kataloğu, broşür kılığında bir uyumluluk testidir. Makinenizin mengeneli yapısını, çalışma uzunluğunu, inç başına maksimum tonajını ve bükme yöntemini zaten bildiğinizi varsayar. Ödevinizi kontrol etmek için yavaşlamaz.
İşte tuzak bu.
Yerleşim düzeni sizi geometriye göre gezinmeye teşvik eder: 30 derece zımba, boyunlu tip (gooseneck), katlama kalıbı, 1.000 V-açıklığı, 0,062 iç yarıçap. Siz kafanızdaki parçayla başlarsınız. Katalog ise ayaklarınızın altındaki makineyle başlamanızı ister.
Eğer bu sıralamayı tersine çevirmezseniz, her sayfa bir mayın tarlasına dönüşür. Peki, aslında ne satın alıyorsunuz?

0,125 inç yumuşak çelikten sıkı dönüşlü flanşı olan bir braketi hayal edin. Boyunlu zımba sayfasını açarsınız. İşte orada — mükemmel boşluk, keskin uç, iç köşeye tam değecek gibi görünüyor.
Ama presinizde hangi mengeneler var?
Eğer 0,50 inç tırnaklı geleneksel Amerikan tipi bir sistem ve sınırlı mengene yüzeyi kullanıyorsanız, her takım değişimi tekrar edilebilirliği biraz daha azaltır. Bu azalan temas alanı, daha az mengene basıncı ve daha fazla dikey boşluk ihtimali demektir. Yeterince takım değiştirirseniz ±0,010 hassasiyetiniz ±0,020 olur ve suçu donanıma değil operatörlere atmaya başlarsınız.
Şimdi bunu tam boy hassas mengeneye oturtulmuş 13 mm Avrupa tırnağıyla karşılaştırın. Daha fazla temas alanı. Daha yüksek mengene basıncı. CNC tekrar edilebilirliği için tasarlanmış. Kağıt üzerinde aynı bükme profili. Makinede tamamen farklı davranış.
Katalog her ikisini de “90° zımba” olarak gösterir. Hangisinin presinizin doğuştan tutacağı olduğunu söylemez.
Yani bir şekil mi alıyorsunuz, yoksa mengeninizin gerçekten kontrol edebileceği bir şey mi?
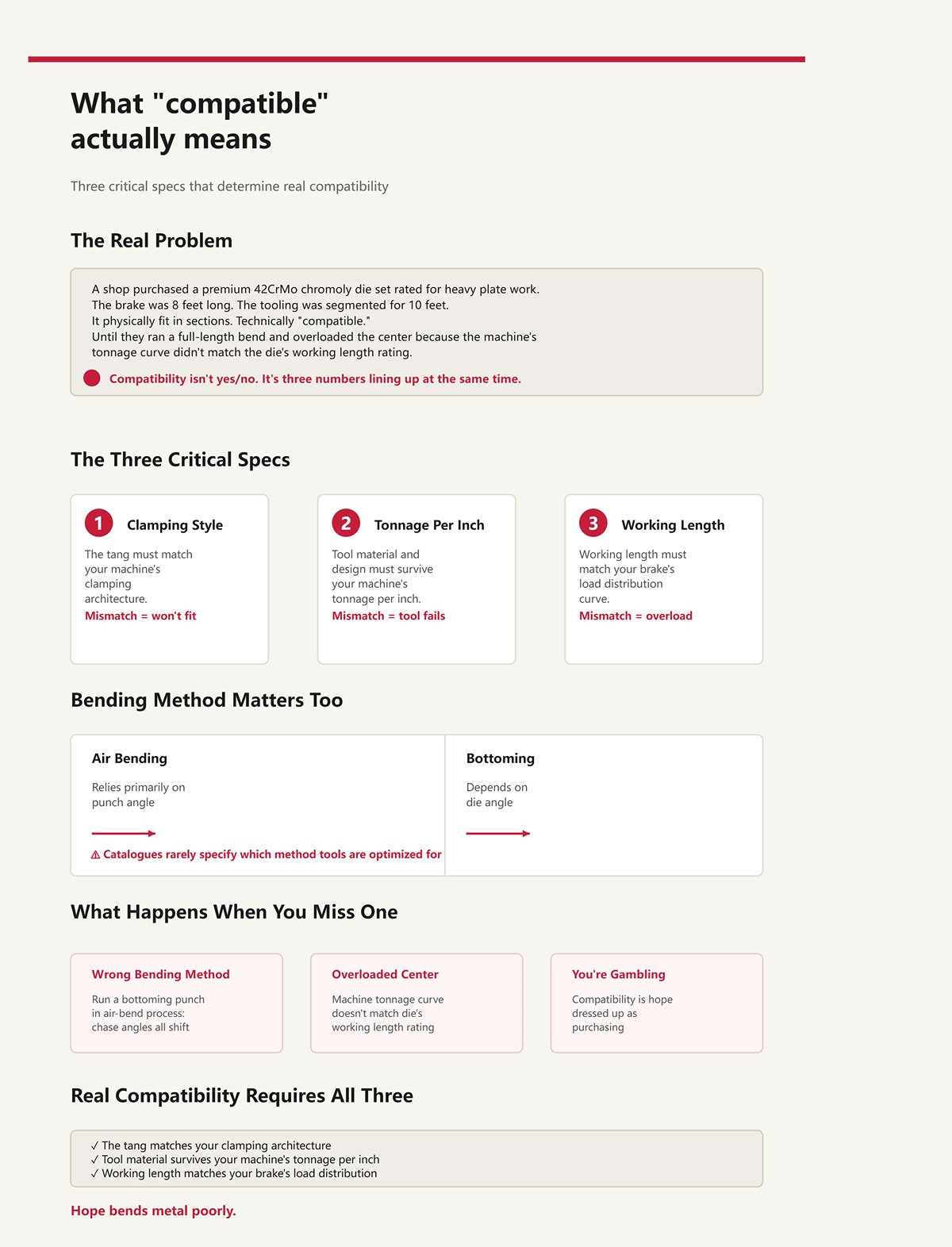
Bir keresinde bir atölyenin ağır levha işi için derecelendirilmiş tam bir kalıp seti satın aldığını gördüm. Güzel 42CrMo krom molibden çelik. Isıl işlem görmüş. Yok edilemez gibi görünüyordu.
Presleri 8 fit uzunluğundaydı. Takımlar 10 fit için bölümlendirilmişti.
Fiziksel olarak parça parça sığdı. Teknik olarak “uyumlu” idi. Ancak tam boy bir bükme yaptıklarında, makinenin tonaj eğrisi kalıbın çalışma uzunluğu değerine uymadığı için orta kısım aşırı yüklendi. Uyum, evet/hayır sorusu değildir. Aynı anda hizalanması gereken üç rakam vardır: mengeneli tip, inç başına tonaj, çalışma uzunluğu.
Birini kaçırın ve kumar oynamış olursunuz.
Sonra bükme yöntemi var. Hava bükme esas olarak zımba açısına dayanır; tabanlama, kalıp açısına bağlıdır. Kataloglar profilleri gösterir, ama hangi yönteme optimize edildiklerini pek belli etmezler. Bir tabanlama zımbasını hava bükme sürecinde kullanırsanız, bütün vardiya boyunca açıyı kovalamak zorunda kalırsınız.
“Uyumlu” demek:
Bunun altı, satın alma kılığına girmiş umut demektir.
Ve umut metali kötü büküyor.
İşte burası cazip olmaya başlıyor.
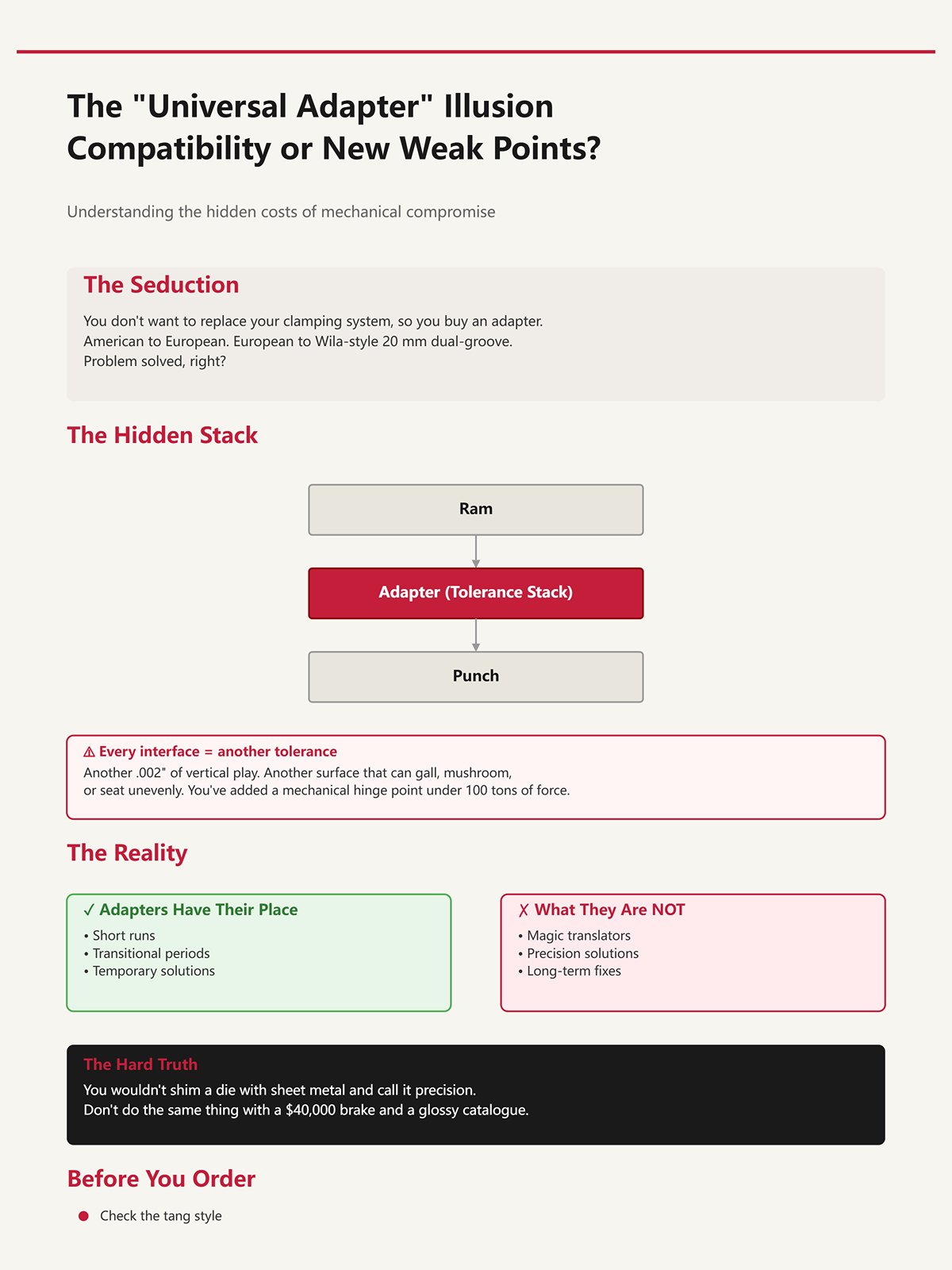
Sıkıştırma sisteminizi değiştirmek istemezsiniz, bu yüzden bir adaptör alırsınız. Amerikan’dan Avrupa’ya. Avrupa’dan Wila tarzı 20 mm çift olukluya. Sorun çözüldü, değil mi?
Şimdi kafanızda sıralayın: koç → adaptör → zımba.
Her bağlantı bir başka toleranstır. 0.002 inç dikey boşluk için bir başka şans. Yüzeyin aşınma, kabarma veya düzensiz oturma ihtimali. 100 tonluk kuvvet ile bükme hattınız arasına bir kolaylık—ve bir mekanik menteşe noktası—eklediniz.
Evet, adaptörlerin yeri var. Kısa üretimlerde. Geçiş dönemlerinde. Ama onlar sihirli çeviriciler değildir. Yük altında ara parçalardır.
Bir kalıbı sac metalle takozlayıp ona hassasiyet demezsiniz. $40,000 fren ve parlak katalogla aynı şeyi yapmayın.
Tek bir parça numarasını işaretlemeden önce, makinenize gidin. Tırnak stilini kontrol edin. Sıkıştırma tipini doğrulayın. İnç başına tonajı ve çalışma uzunluğunu teyit edin.
Oradan başlayın.
Bir mekanikçi, 0,500 inçlik Amerikan tırnağı 13 mm Avrupa tarzı hassas sıkıştırma yuvasına “uydurmaya” çalıştı. Kağıt üzerinde, 0,500 inç 12,7 mm’dir. Yeterince yakın, değil mi?
Kolu çekti. Kilitlenmedi. Bu yüzden tırnağı pirinç çekiçle vurdu. Üç vuruş sonrası üst kenar yaklaşık 0,015 inç kabardı. Artık eski Amerikan tutucuya da sığmıyordu. Bir parlak zımba. İki makine. Sıfır kullanılabilir takım.
Standartları geometrinin yerine tavsiye gibi düşündüğünüzde olan budur.
Takım siparişi vermeden önce adım adım kontrol istemeniz iyi. İşte burada, ve kataloglarla değil kumpasla başlıyor:
Bunu herhangi bir punch profilini görmeden önce yapın. Çünkü koç, istediğiniz şekle aldırmaz. Fiziksel olarak neyi kavrayabileceğine bakar.
Önce ölçün. Sonra karar verin.
Hadi somut konuşalım.
Amerikan tarz punch genellikle 0,500 inç genişliğinde düz arkalı bir tırnağa sahiptir, yatay itme yapan set vidaları veya manuel kelepçelerle tutulur. Temas alanı sınırlıdır—çoğu zaman tırnak yüzü boyunca dar bir şerit. Bu, sıkıştırma kuvvetinin küçük bölgelerde yoğunlaşması demektir. Eski mekanik presler için uygundur. CNC tekrarlanabilirliği için daha az hoşgörülüdür.
Avrupa tarz tırnak genellikle 13 mm genişliğinde, daha uzun, belirgin bir omuza ve üstte bir güvenlik kanalına sahiptir. Takımı yukarı çeken tam uzunlukta hassas bir kelepçeye oturur. Daha fazla yüzey teması. Daha tutarlı dikey konum. Bu yüzden CNC makineler bunu tercih eder.
Promecam? İşte insanlar terminoloji konusunda burada dikkatsizleşir.
Orijinal Promecam geometrisi, özel bir omuz profili ve özel kelepçesiyle eşleşen güvenlik çentiği konumunu içerir. Fark kozmetik değildir. Omuz ile kanal arasındaki mesafe, genel “Avrupa” takıma göre bir veya iki milimetre farklı olabilir. O milimetre güvenlik pimini tutup tutmayacağını belirler.
Tutmazsa, tek yedek gücünüz yer çekimidir.
Şimdi oturma geometrisine bakın.
Amerikan takımlar genellikle set vidaları tutmadan önce biraz sarkar. Sıkıştırdığınızda, aşınmaya bağlı olarak dikeyde .003 ila .010 kayar. Avrupa hassas kelepçeler, takımı taşlanmış referans yüzeyine çekerek bu boşluğu ortadan kaldıracak şekilde tasarlanmıştır.
Aynı punch açısı. Aynı 30 derece uç. Tamamen farklı oturma mekanikleri.
Bu fark, 96 inçlik bir süreçte bükme tutarlılığında ortaya çıkar.
Bir katalog “Avrupa/Promecam uyumlu” dediğinde sizin göreviniz şu soruları sormaktır: hangi omuz yüksekliği? Hangi kanal konumu? Hangi kelepçe yukarı çekme yönü? Bu ölçüleri koçunuza göre teyit etmezseniz, çelik ve hidrolikle kumar oynuyorsunuz demektir.
Binlik hassasiyetlerde ölçülen arayüzlerde tahmin yürütmeyin. Doğrulayın.
Yüksek kaliteli, hassas taşlanmış takım kullanan—±0,01 mm yükseklik toleransına sahip—atölyelere girdim ve operatörlerin sıfır hizalama sistemi olmayan mengene yüzünden hissi ölçü plakaları ile şim yaptıklarını gördüm.
Bu, “Avrupa” kelimesinin ardında saklanan kirli sırdır.”
Genel 13 mm Avrupa tırnaklı takım vardır. Bir de kendi kendini oturtan hidrolik mengeneler için tasarlanmış hassas taşlanmış takım vardır. Tırnak genişliği uyuşuyor diye bunlar birbirinin yerine geçmez.
Freninizin otomatik dikey hizalama özelliği olmayan, eski tip el ile çalışan Avrupa tarzı mengenesi olduğunu varsayalım. Kusursuz tekrarlanabilirlik bekleyerek hassas taşlanmış punch’ları monte ediyorsunuz. Fakat mengene hafifçe eksen dışına çekiyor. Artık ±0,01 mm taşlanmış yükseklik anlamsız hale geliyor çünkü takım 0,05 mm eğri oturuyor.
Takım tedarikçisini suçlarsınız.
Sorun mekanik DNA uyumsuzluğuydu.
“Avrupa” içinde bile omuz yarıçapları, kanal derinlikleri ve tırnak yükseklikleri üreticiler arasında farklıdır. Bazıları eski Promecam geometrisine göre üretilmiştir. Bazıları ise daha yeni hassas sistemlere göre. Mengenenizin güvenlik pimi yeni punch’ınızdaki kanalın 2,0 mm üzerinde konumlanmışsa, devreye girmez. Takım yine parça bükebilir—ta ki değişim sırasında düşene kadar.
Coğrafya bir pazarlama etiketidir. Geometri ise mekanik bir gerçektir.
Birisi “Avrupa, uyacak” dediğinde, bir sonraki sorunuz şu olmalıdır: tam olarak hangi mengeneye uyacak?
Bunu bir ölçüyle cevaplayamıyorsanız, satın alma siparişini durdurun.
Şimdi atölye tartışmasını ele alalım.
“Yıllardır Avrupa üst takımları Amerikan alt kalıplarla kullandım. Hiç felaket olmadı.”
Belli koşullar altında yanlış değiller.
Alt kalıp genellikle basit bir tutucu veya kalıp rayında durur. Kalıp genişliği tutucuya uyduğu ve tonaj değeri yükten yüksek olduğu sürece, alt stilleri karıştırmak temel hava bükme için çoğunlukla mekanik olarak önemsizdir.
Tehlike üst tarafta ortaya çıkar.
Yatağın yarısı set vidalı mengenelerde Amerikan tırnaklı punch’larla, diğer yarısı adaptörlü Avrupa tırnaklı punch’larla yüklü olduğunu hayal edin. 8 feet boyunca 80 ton yük altında, sapma özellikleri farklıdır. Bir bölüm sıkma sonrası .004 daha düşük oturabilir. Adaptör istifi mikroskobik olarak sıkışabilir. Şimdi bükme açınız soldan sağa değişir.
Bunu denge ayarlarıyla kovalar durursunuz.
Daha kötü durum? Bir bölüm foot başına 20 ton için derecelendirilmiş, diğeri 30 ton için. 0,250 inçlik bir plakayı ikisinin üzerinde tam temasla büküyorsunuz. Zayıf bölüm önce akma yapar. İşte bu, eskiden düz olan bir takımda kalıcı .003 inçlik dikey uyumsuzluk oluşturma şeklinizdir.
O uyumsuzluk asla kaybolmaz. Sadece hurda üretmeye devam eder.
Peki ya adaptörler? Eklenen her arayüz başka bir tolerans yığınıdır. Koç → adaptör → zımba. 100 tonluk kuvvet ile bükme hattınız arasına kolaylık — ve mekanik bir menteşe noktası — eklemiş olursunuz. Tekrarlanan yük altında bu yığın vurma, aşınma veya kayma yapabilir.
Karıştırma her zaman makineyi patlatır mı? Hayır.
Yük yollarını ve oturma farklarını hesaba katmadığınızda doğruluğu, tekrarlanabilirliği ve takım ömrünü sessizce aşındırır mı? Her hafta.
Mümkün olduğunda tüm tabla boyunca üst sıkıştırma mimarinizi standartlaştırın. Tırnak geometrisini kelepçeye tam olarak uyacak şekilde eşleştirin. Yüklü tüm segmentlerde tek tip tonaj değerlerini doğrulayın.
Çünkü koç aşağı indiğinde, neyin hayatta kalacağına pazarlama değil, fizik karar verir.
Bükme açısını düşünmeden önce arayüzü sağlamlaştırın.
Birkaç kış önce, baş operatör 0,125 yumuşak çelik işini “her zaman kullandığımız” .472 V kalıp ile oturtmaya çalıştı. ±0,5° baskı toleransında açı tutarlılığını yakalamak için hava bükmeden bastırmaya geçti. Aynı zımba. Aynı kalıp. Farklı yöntem. Koç tabana vurdu, tonaj 6 ft’lik bölümde 85 tonun üzerine çıktı ve kalıp omuzlarında kalıcı .003 bombelenme oluştu. O kalıp şimdi “kaba işler” için hurda dönüşümünde yaşıyor.”
Tırnakta hiçbir sorun yoktu. Kelepçede hiçbir sorun yoktu.
Yöntem yük yolunu değiştirdi.
Hava bükmede malzeme zımba ucu ile kalıp omuzları arasında yüzdürülür. Bastırmada zımba ucu malzemeye, kalıp açısına temas edene kadar itilir. Bu fark tek başına takım gereksinimlerinizi yeniden yazar—boşluklar, radyüsler, tonaj değeri, hatta zımba yüksekliği. Hangi standart kelepçeyi uzun vadede benimseyeceğinize karar veriyorsanız, marka ile başlamazsınız. 70% oranında iş karışımınızın hangi bükme yöntemini gerektirdiği ile başlarsınız. Yanlış seçerseniz, fizik yerine kontrol etmek yerine, fizik telafi etmeye çalışarak on yıl geçirirsiniz.
Bir tek kelepçeyi standartlaştırmadan önce baskın bükme yönteminizi belirleyin.
İki katalog alın. Biri 1,000 V kalıbı ft başına 30 ton olarak derecelendirir. Diğeri neredeyse aynı profile ft başına 24 ton verir. Hiçbiri yalan söylemiyor. Biri derecelendirmeyi hava bükmede 90°’de hesaplıyor. Diğeri tabana yakın strok koşullarını varsayıyor.
Bastırma “biraz daha fazla basınç” değildir. Kalıp açısı boyunca tam temas sağlar. Malzeme zımba ve kalıp yüzleri arasında sıkıştırılır ve zımba ile kalıp arasındaki herhangi bir açısal uyumsuzluk — diyelim 0,5° — yaylanma farkı olarak görünmez, yerel gerilme olarak ortaya çıkar.
Şimdi 90° zımba ile 88,5°“ye taşlanmış bir kalıbın eşleştiğini hayal edin. Hava bükmede bu açısal fark pek önemli değildir; malzeme tam yüz temasından önce biçimlenir. Bastırmada, zımba omuzları daha dar bir boşluğa sıkışmaya çalışır. Yük üst kalıp köşelerine yoğunlaşır. İşte ”derece içinde” olması gereken sertleştirilmiş 42–48 HRC kalıbı böyle çatlatırsınız.
Kataloglar ideal açı eşleşmesi ve mükemmel hizalamayı varsayar. Makineniz ±0,2°’ye ulaşabilir—ama yalnızca yaylanma telafisi ayarlanmış ve malzeme partileri uyum gösterdiğinde. Bastırma bu toleransı ortadan kaldırır. Şimdi kalıp açı toleransı, zımba açı toleransı ve koç paralelliği doğrudan kalıp omuzlarında basınç gerilmesine eklenir.
Bu yüzden bastırma sizi daha sıkı taşlanmış kalıplara, doğrulanmış açı eşleşmesine ve gerçek dikey çekme sağlayan kelepçe sistemlerine yönlendirir. Hava bükmede zararsız olan 0,05 mm dikey oturma hatası, bastırmada segmentli takımlar arasında eşit olmayan yüz temasına dönüşür. Bir segment daha fazla yük alır. Bir segment önce teslim olur.
Bastırmayı rutin olarak planlıyorsanız, hizalama hatasının stres çarpanı olduğunu varsayarak takım ve kelepçe satın alın—çünkü öyledir.
Presine git ve 0.125 A36’yı keskin 0.031 punç ucu ile 1.000 V-açıklığında serbest bük. İç yarıçapı ölç. Malzeme partisine bağlı olarak yaklaşık 0.156 ile 0.170 arasında okuyacaksın.
0.031 değil.
Serbest bükmede iç yarıçap esasen V-kalıp açıklığının bir fonksiyonudur — yumuşak çelik için genellikle V-açıklığının 1“i civarında. Punç ucu sadece yarıçapın erken düzleşmesini önleyecek kadar keskin olmalıdır. Ancak malzemeyi tamamen oturttuğunda (bottoming) iç yarıçapı ”oluşturur.”.
Aynı V-die kullanarak 0.015 keskin punç siparişi vererek daha dar iç yarıçap kovalamaya çalışan atölyeler gördüm. Yanlış değişkeni çözmeye çalışıyorlardı. Yarıçapı belirleyen başından beri kalıp açıklığıydı.
Şimdi oturtma işlemine geç. Punç burun yarıçapı malzemeye zorlanır ve kalıp açısına uyana kadar şekillenir. Bu durumda, punç yarıçapı belirleyici geometridir. Kağıt üzerinde aynı takım profilleri. Yöntemi değiştirdiğinde tamamen farklı belirleyici boyut.
Katalog burada saf alıcıyı sabote eder. Punç uç yarıçaplarını sanki her zaman belirleyiciymiş gibi listeler. Değil. Serbest bükmede, V-açıklığı seçiminiz iç yarıçapı, ayak başına tonajı ve minimum flanş uzunluğunu kontrol eder. Oturtmada ise punç yarıçapı ve kalıp açı uyumu baskın gelir.
Dolayısıyla takım standardizasyonu yaparken kendinize sorun: yarıçapı esasen kalıp seçimi ile mi yoksa punç geometrisi ile mi kontrol ediyoruz? Cevabınız geniş bir kalıp kütüphanesine mi yoksa daha dar punç yarıçapı envanterine mi yatırım yapacağınızı belirler.
Kalıp sorununu çözmek için keskin punç siparişi vermeyin.
Sabit yükseklikli bir punç sistemi hayal edin — örneğin 5.984 toplam yükseklik, kaz boyunlarından akut punçlara kadar ortak. Bu uniform yükseklik, hidrolik kelepçenin her segmenti şimsiz olarak aynı referansa çekmesine imkan sağlar. Kurulum süresi azalır. Kademeli bükme tahmin edilebilir hale gelir.
Şimdi bu punç altında 0.250 levhayı serbest bükmek için 2.000 V-die yükleyin. Açık yükseklik hızla kaybolur. Açık yüksekliğiniz sınırda ise hesaplanan tonaja ulaşmadan mekanik olarak koç tamamen aşağı iner. Daha da kötüsü, punç omzu asla bu kadar geniş bir V için tasarlanmadığından kalıp omuzlarına çarpabilir.
V-açıklığı sadece yarıçap ve tonaj ile ilgili değildir. Belirli bir açı için penetrasyon derinliğini belirler. Daha geniş V, 90°'ye ulaşmak için daha derin punç hareketi demektir. Daha derin hareket; koç sapmasına daha fazla maruz kalma, taç ayarına daha fazla ihtiyaç ve kelepçeleme yapınız gerçekten kendi kendine oturmuyorsa paralel olmayan temas riski demektir.
Bir atölyenin 0.472 V’den 0.630 V’ye geçerken penetrasyon derinliğini yeniden hesaplamadan ve yük altında koç paralelliğini doğrulamadan, 96 inç boyunca 0.4° açı değişimi ölçtüm. Takımlarda “yanlış” bir şey yoktu. Geometri makinenin davranışını değiştirdi.
Punç yüksekliği aynı şekilde önemlidir. Çok kısa olursa yükseltici eklemeler yaparsınız — koç ile punç arasında başka bir ara yüz eklemek. 100 tonluk kuvvet ile bükme hattınız arasında bir mekanik menteşe noktası eklemiş olursunuz. Çok uzun olursa, yüksek flanşlar veya kutu parçalar için gereken açık yüksekliği feda edersiniz.
Yöntem V-açıklığını belirler. V-açıklığı penetrasyonu belirler. Penetrasyon gereken punç yüksekliğini ve kelepçe sağlamlığını belirler. Bu zincir presinizin ±0.2° parçalar üretip üretmeyeceğini — veya sürekli hurda kutusuna bağış yapacağını — belirler.
Bir kelepçeleme standardı benimsemeden veya presinizi yenilemeden önce, baskın malzeme kalınlıklarınızı, hedef yarıçaplarınızı ve bükme metodunuzu haritalayın. Sonra V-açıklıklarını ve penetrasyon derinliklerini hesaplayın. Bu rakamlar size hangi punç yüksekliğine ve kelepçe hassasiyetine ihtiyaç duyduğunuzu söylesin.
Koçu çalıştırmadan önce matematiği çalıştırın.
Geçen kış girdiğim bir atölyede 100 tonluk, 10 fitlik pres 0.236 krom moly’u 1.890 V-açıklığında büküyordu. Operatör bununla gururluydu. “Sadece 92 tondayız,” dedi, ekrana işaret ederek.
Makine kendi kapasitesinin altındaydı. Takımlar öyle değildi.
Uzun vadede dayanacak bir sıkma standardı seçecekseniz, işe tırnak tipinden ya da marka sadakatinden başlamazsınız. Bu matematikle başlarsınız. V-açıklığı, iç yarıçapı ve ayak başına tonajı belirler. Malzeme çekme dayanımı bu tonajı çarpar. Bükme yöntemi, bu sayının bir öneri mi yoksa aşılmayacak bir duvar mı olduğunu belirler. Sıkma ve takım sisteminiz, rutin olarak çalıştırdığınız en kötü kombinasyona dayanmak zorundadır — salı öğleden sonraki ortalama işe değil.
Yani herhangi bir standardizasyona gitmeden önce şu soruya cevap verirsiniz: Bu makinede, baskın bükme yönteminizin göreceği en yüksek inç başına tonaj senaryosu nedir?
Bunu atladığınızda, “standart”ınız bir yük haline gelir. Donanımı seçmeden önce hesap yapın.
0,236 inç (6 mm) yumuşak çeliği 60.000 PSI çekme dayanımıyla ele alalım. Eski kural, hava bükme için kalınlığın 8 katı der, yani yaklaşık 1,890 V-açıklığı. Temel tonaj 10 feet’te yaklaşık 117 ton civarında olabilir. 130 tonluk bir abkant pres için yönetilebilir. Kural buradan geliyor — yumuşak çelik, öngörülebilir çekme dayanımı, hava bükme.
Şimdi malzemeyi yüksek çekme dayanımlı krom-moly ile değiştirin. Aynı kalınlık. Aynı 1,890 V. Çekme katsayısı sıçrar — yumuşak çeliğe göre yaklaşık 2,0. O 117 ton, aynı uzunlukta 234 ton olur.
“8×” kuralında hiçbir şey değişmedi. Fizik değişti.
Ortalıkta dolaşan yaygın bir formül var: P = 650 × S² × L × (Çekme / 60.000) / V
S kalınlık, L bükme uzunluğu, V kalıp açıklığıdır. Kilit terim, o çekme oranıdır. Raex 500 gibi bir şeyi bükerseniz — yaklaşık 232.000 PSI çekme dayanımı — aynı geometriden yumuşak çeliğe göre neredeyse dört kat kuvvetle karşılaşırsınız. Dört kat. V-açıklığınız daralmadı. Makineniz zayıflamadı. Kalıbın içindeki gerilim kesinlikle arttı.
Ve katalogların sizi sessizce yarı yolda bıraktığı yer burasıdır. V-açıklığı tablolarını 60.000 PSI malzeme varsayımıyla basarlar. Belki paslanmazı 1,5× olarak belirtirler. Modern aşınmaya dirençli sacın 3×–4× olabileceğini nadiren yüksek sesle söylerler. Siz “8× kalınlık” kuralına uyar, makinenizin 150 tonluk kapasitesinin altında kalır, sonra da 42–48 HRC kalıbınızın omuzlarında neden örümcek ağı şeklinde çatlaklar oluştuğunu merak edersiniz.
Kural, malzeme evrimini hesaba katmadı. Atölyenizin artık paylaşmadığı bir genetik kod varsaydı.
Eğer ana işleriniz yüksek çekme dayanımlıysa, 8× kuralı yanlış değil — eksik. Tonajı ayak başına düşürmek için ya V’yi genişletirsiniz ya da çarpana dayanmak için abkant ve takımı büyütürsünüz. Tek dürüst seçenek bunlardır.
60.000 PSI’lık yumuşak çelik tablosunun 200.000 PSI’lık bir iş için kalıp boyutlandırmasına izin vermeyin.
0,472 flanş gereksinimi olan bir parçayı, 0,125 A36’da hayal edin. 8× kuralına göre doğru hava bükme kalıbı 1,000 V’dir. Bu kalıp için minimum flanş uzunluğu, uç çapı ve malzemeye bağlı olarak yaklaşık 0,600–0,650’dir.
Ama operatör daha dar bir kalıba geçmek istemez. Makinede zaten kurulu olan 0,630 V’a geçer. Şimdi minimum flanş yaklaşık 0,400–0,450’ye düşer. Kısa bacak oluşur. İş devam eder. Herkes memnun.
Yalnız, ayak başına tonaj arttı.
Hava bükme kuvveti, V-açıklığı ile ters orantılıdır. V’yi küçültürseniz, kuvvet artar. Aynı 0,125 yumuşak çelik, 1,000 V üzerinde yaklaşık 12–14 ton/ft isteyebilir. 0,630 V üzerinde, ft başına 20 tonun üzerine çıkarsınız. Aynı parça. Aynı malzeme. Farklı kalıp. Farklı yük yolu.
Şimdi gerçek dünya değişkenlerini ekleyin. Kalınlık toleransı +0,010. Çekme dayanımı varsaydığınız 60.000 yerine 75.000. Hadde kabuğu temizlenmediğinden sürtünme yüksek. Sektörde yaygın bir uygulama, belirtilen minimum çekmeye 15.000 PSI güvenlik payı eklemektir. Bu bile kuvveti fark edilir şekilde artırabilir. Rahat olan ayak başına 20 ton, 24 hatta 26 olabilir.
Ve o büküm havada bükme yerine tabana oturtularak yapılırsa? Havada bükme tonajının dört katına çıkabilirsiniz. Katalog sayfası benzer göründüğü için havada bükme tablolarının tabanlama işlerinde kullanıldığını gördüm. Bu bir yuvarlama hatası değil. Bu, kalıbı iki parçaya ayırmanın yoludur.
Bir takım değişiminden kaçındınız. Yerel gerilimi artırdınız, kalıp ömrünü azalttınız ve belki de mengeninizin düz çekmek için tasarlandığından fazlasını zorladınız.
Aynı malzeme partisi için kuvvet ve flanş limitlerini yeniden hesaplamadıysanız, ayar süresinden tasarruf etmek adına V-açıklıklarını daraltmayın.
İşte uyarı vermeden takımı çatlatan durum.
30 ton toplamla 36 inçlik bir parçayı büken 100 tonluk bir pres freni, ekranda güvenli görünüyor. Makine kapasitesinin ’undasınız. Alarm yok. Drama yok.
Ama bölme işlemini yapın.
36 inçte 30 ton, inç başına 0,83 ton eder. İyi — eğer kalıbınız o V-açıklığında diyelim ki inç başına 1,5 ton için derecelendirilmişse.
Şimdi senaryoyu değiştirin. Aynı 30 ton, ama parça sadece 12 inç uzunluğunda ve ortalanmış. Bu, inç başına 2,5 ton eder. Eğer o dar V’nin inç başına derecelendirmesi 2,0 tonsa, makine kapasitede rahat çalışırken siz kalıbı aşırı yüklüyorsunuz demektir.
İşte bu, yerel tonaj problemidir. Makineler toplam tonajla derecelendirilir. Takımlar ise inç başına ton ile yaşar ve ölür.
Kataloglar, maksimum makine tonaj uyumluluğunu basmayı severler. İnç başına yük dağılımı ve belirli V-açıklıklarındaki kalıp derecelendirmeleri konusunda ise daha sessizdirler. Sertleştirilmiş takımdaki dar bir V, aynı serideki geniş bir V’ye kıyasla inç başına çok daha düşük derecelenmiş olabilir. Aşarsanız, ilk işaret çoğunlukla kalıp omzunda kılcal bir çatlak olur — ardından çalışma ortasında aniden kırılır.
Ve mengene sisteminiz eşit çekmiyorsa — bir segment 0,05 mm daha alçakta oturuyorsa — o segment üzerine düşenden fazlasını alır. Ortalama 2,5 ton görünürken bir inç 3,0 ton görür. Bu, geri kalanlar tertemiz görünürken tek bir segmentin hurda kutusuna gitmesinin yoludur.
Makinenin 100 tonluk kapasitesinin altında olabilir ve yine de 12 inçlik bir bölüm inç başına limitini aştığı için kalıbı yok edebilirsiniz. Bu kötü şans değil. Bu, görmezden gelinen matematik.
Bir kataloğu değerlendirirken, önce toplam tonaja bakmayı bırakın. Şunu sorun: bu V-açıklığında kalıbın inç başına ton değeri nedir ve bu değer benim en kötü ihtimal malzemem, kalınlığım, uzunluğum ve bükme yöntemimle nasıl karşılaştırılır?
Bunu kalemi kâğıda dökün, takımı yüklemeden önce.
Makine ekranı “sadece kapasitedesiniz” dese bile kalıbı çatlatabilecek en kötü senaryo inç başına ton değerlerine bakıyorsunuz. Güzel. Bu, doğru türden bir paranoyadır.
Şimdi çoğu atölyenin kaçırdığı hamle şu: kataloğa şekillere bakarak başlamazsınız. Önce bir uyumluluk matrisi oluşturursunuz — kâğıt üzerinde dört satır:
O dört madde yazılmadan katalog, kolaylık kılığına girmiş bir tuzaktır.
Bir takım kataloğu menü değildir. Bu bir genetik tarama testidir. Pres freninizin kelepçeleme DNA’sı ve demir ile hidroliklere kodlanmış bir yük limiti vardır. Bu koda uymayan herhangi bir takım şiddetle reddedilecektir.
Peki bu şeyi, takımı hurda kutusuna bağışlamadan nasıl okuyacaksınız?
Yanında hangi marka adı yazdığı umurumda değil. Önemli olan, pistonun altında ne olduğudur.
Gerçek Avrupa tarzı tırnak mı, 13 mm oturma yüzeyi ve önden yükleme oluğu mu? Amerikan tarzı iki parçalı ve ayrı bir punch tutucu mu? Belirli omuz genişliğine sahip Promecam profili mi? Ölçün. Varsaymayın. “Temelde aynı” diyerek metrik yuvaya 0.500 tırnak oturtmaya çalışan bir baş operatör gördüm. Öyle değildi. Kelepçe bedelini ödedi.
Kelepçeleme geometrisi, yükün piston’dan punch’a nasıl aktarıldığını belirler. Sıkı, tam temaslı tırnak yükü yayar. Bir kam veya kama ile hızlı değişim sistemi bir menteşe noktası ekler. 100 tonluk kuvvet ile bükme hattınız arasına kolaylık — ve mekanik bir menteşe noktası — eklediniz.
Peki frende hangi kelepçe var — ve inç başına gerçekte ne kadar tonajla derecelendirilmiş?
Broşürdeki değer değil. Gerçek değer.
Freniniz 10 feet boyunca 150 ton ise, bu mükemmel dağılımda ortalama olarak foot başına 15 ton — inç başına 1.25 ton demektir. Şimdi önceki en kötü durumunuza bakın: dar V, yüksek çekme dayanımı, ortalanmış 12 inç parça. Yerel olarak inç başına 2.5–3.0 ton itiyor olabilirsiniz.
Kelepçeleme sisteminiz ve punch tutucunuz sürekli olarak inç başına sadece 2.0 ton’da rahat ise, zaten zayıf halkayı seçmişsiniz demektir.
Çalıştırdığınız en kötü malzeme ve en kısa bükme uzunluğu temelinde, maksimum güvenli inç başına tonajınızı yazın. Bilmiyorsanız, makine üreticisini arayın ve sorun. Tahmin etmeyin.
Takımlarınızın dayanması gereken tavanı tanımlıyorsunuz. Tek bir punch profil karşılaştırmadan önce bunu yapın.
Hava bükme, oturtma, baskı ile şekillendirme — bunlar kozmetik farklar değildir. Farklı yük yollarıdır.
Hava bükmede yarıçap, V-açılışının bir fonksiyonu olarak oluşur. Oturtma işlemi malzemeyi kalıp omuzlarına iter. Baskı ile şekillendirme, malzemeyi akma sınırının ötesine, kalınlık boyunca sıkıştırır. Her adım tonajı katlar. İnç başına tonajınıza bunun etkisini zaten gördünüz.
O halde kendinize sorun: gerçekte hangi iç yarıçapı yakalamaya çalışıyorsunuz?
Çizimleriniz 0.125 malzeme içinde 0.062 iç yarıçap istiyorsa ve hava bükmeyi planlıyorsanız, bu yarıçap çoğunlukla V-açılışıyla kontrol edilir — başlangıç olarak yumuşak çelik için yaklaşık 16% V. Bu, kalıp seçiminizin öncelikle yarıçap kontrolü, ikinci olarak punch burnu olduğu anlamına gelir.
Ama eğer açıyı “kilitlemek” için tamamen oturtuyorsanız, punch (zımba) burun yarıçapı baskın hale gelir ve tonaj, kalıp omuzlarına karşı sert şekilde yükselir.
Farklı yöntem. Farklı gerilim haritası. Aynı katalog sayfası.
Kataloglar punch profillerini uç açısı ve burun yarıçapına göre listeler, sanki bunlar bir moda seçeneğiymiş gibi. Değiller. Bunlar, kelepçenizin düzgün dağıtılmış yük mü yoksa yoğunlaştırılmış basınç şokunu mu göreceğini belirleyen yapısal kararlardır.
Bükme yöntemini ve hedef yarıçapı mürekkeple tanımlayın. Ardından, kelepçenizin tolere edebileceğinden daha yüksek tonaj yöntemine sizi zorlayan her punch ve kalıp kombinasyonunu ortadan kaldırın.
Güzel bir kesit çizimi sizi makinenizin DNA’sının kaldıramayacağı bir yük durumuna ikna etmesin.
İşte çoğu deneyimli operatörün rehavete kapıldığı yer burasıdır.
Grafik 8× kalınlık diyor. Siz başınızı sallıyorsunuz. 15 yıldır bunu yapıyorsunuz.
Ama o grafik, aksi açıkça belirtilmedikçe yaklaşık 60.000 PSI çekme dayanımı varsayar. 200.000+’da ne olduğunu zaten gördünüz.
Bu yüzden katalog, örneğin 0.125 malzeme için 1.000 V önerdiğinde, bu bir geometrik öneridir — bir hayatta kalma garantisi değil.
Tonaj formülünü gerçek çekme dayanımınızla çalıştırın. Hakim malzemeniz 90.000 PSI ise, ona göre çarpın. Ara sıra 180.000’in üzerindeki bir şeyi büküyorsanız, onu da hesaplayın. En kötü durumu kullanın.
Sonra karşılaştırın:
Üçü de aynı fikirde olmalı.
Eğer kalıp 1.000 V’de inç başına 2.0 tonajla derecelendirilmişse ve en kötü durum hesabınız 2.4 diyorsa, o kalıp “yakın” değildir. Yanlıştır.
Uyumluluk matrisi burada işe yarar. Sorduğunuz şey “Bükülür mü?” değil, “En kötü işimi en kısa parçamda en zor malzememde kaldırabilir mi?”dir.”
Yumuşak çelik V tablosunun yüksek çekme gerçekliği için takım boyutlandırmasına izin vermeyin.
| Adım | Başlık | Ana Eylemler | Kritik Hususlar | Gerekli Kontroller |
|---|---|---|---|---|
| Adım 1 | Makinenizin sıkma tipini ve inç başına maksimum tonajını tersine mühendislikle belirleyin | Gerçek sıkma sistemini belirleyin (Avrupa tırnak, Amerikan iki parça, Promecam vb.). Geometrisini fiziksel olarak ölçün. Gerçek inç başına ton kapasitesini belirleyin. En kısa bükme boyu ve en yüksek çekme dayanımlı malzeme üzerinden en kötü senaryo yerel tonajını hesaplayın. | Sıkma geometrisi yük transferini belirler. Hızlı değişim sistemleri menteşe noktaları oluşturabilir. Broşürlerdeki değerler yeterli değildir. Yerel yükler makinenin ortalama değerlerini aşabilir. | Gerçek sıkma tipi ve boyutlarını doğrulayın. En kötü senaryoda inç başına maksimum tonajı hesaplayın. Sıkma ve tutucu sürekli kapasitesini doğrulayın. Gerekirse makine üreticisine başvurun. |
| Adım 2 | Zımba profillerine bakmadan önce bükme yönteminiz ve hedef yarıçapınızı tanımlayın | Bükme yöntemini seçin (hava bükme, oturtma, yarma). Çizimde belirtilen iç yarıçapı belirleyin. Güvenli tonajı aşan takım kombinasyonlarını eleyin. | Her bükme yöntemi farklı yük yolları ve tonaj gereksinimleri oluşturur. Hava bükmede yarıçap esas olarak V-açıklığa bağlıdır. Oturtma ve yarma tonajı önemli ölçüde artırır. Oturtmada zımba ucu yarıçapı baskın hale gelir. | Bükme yöntemini yazılı olarak doğrulayın. Hedef iç yarıçapı belirleyin. Takımın, sıkma kapasitesini aşacak tonaja zorlamadığını teyit edin. |
| Adım 3 | Kataloğun V-açıklığı önerilerini malzemenizin çekme dayanımı ile karşılaştırarak çapraz kontrol yapın | Katalogdaki V-açıklığı tavsiyelerini inceleyin. Tonajı, malzemenin gerçek çekme dayanımına göre yeniden hesaplayın. Hesaplanan inç başına tonajı kalıp ve sıkma kapasitesi ile karşılaştırın. | Standart tablolar genellikle ~60.000 PSI çekme dayanımı varsayar. Yüksek çekme dayanımlı malzemeler tonajı dramatik şekilde artırır. Geometri önerileri hayatta kalma garantisi değildir. | En kötü senaryodaki inç başına tonajı hesaplayın. Seçilen V-açıklığında kalıbın onaylı kapasitesini doğrulayın. Hesaplanan tonajın kalıp veya sıkma güvenli limitlerini aşmadığından emin olun. |
Bazen tablo, sayfadaki her şeye hayır der.
Uzun tabla. Yüksek çekme dayanımı. Dar yarıçap. Kısa flanş. Ve modern aşınma dirençli levha için tasarlanmamış bir sıkma sistemi.
Oyun oynayabilirsiniz — daha dar V, kademeli bükme, yaratıcı sıralama. Ya da gerçeği kabul edebilirsiniz: standart seri sizin yük durumunuz için üretilmedi.
İşte o zaman teknik servisi arar ve net bir şekilde söylersiniz:
“Makine sıktırmam X ton/inç olarak derecelendirildi. En kötü senaryo bükmem Y malzeme, Z kalınlık, N inç üzerinde olacak. A ton/inç değerini aşmadan bunu kaldırabilecek bir kalıp ve zımba profiline ihtiyacım var.”
İşte artık onların dilinden konuşuyorsunuz.
Cevap belki daha geniş gövdeli, daha yüksek inç başına derecelendirmeye sahip bir kalıptır. Belki de özel sertleştirilmiş bir kalite. Ya da tırnağınıza uyan ancak yükü koça daha derin ileten güçlendirilmiş bir tutucudur.
Ya da belki de dürüst cevap, sistemdeki sınırlayıcı genin sizin makineniz olduğudur.
İleriye taşımanı istediğim bakış açısı şu: her takım seçimi bir yük-yolu kararındır. Katalog ise ham genetik veridir. Senin görevin bunu, metal metale değmeden önce, bağlama geometrisi, bükme yöntemi, çekme mukavemeti gerçeği ve en kötü senaryodaki inç başına ton üzerinden filtrelemektir.
Önce o matrisi oluşturmazsan, takım seçmiyorsun.
Göremediğin bir kuvvetle kumar oynuyorsun.


















