

A las 2:17 p. m., un operador principal intentó colocar una lengüeta americana de 0,50 pulgadas en una abrazadera de estilo europeo de 13 mm en una prensa plegadora CNC. No encajaba. La golpeó. Le gritó. Luego preguntó por qué la punzonadora “estándar” del catálogo no se ajustaba a su máquina “estándar”.
Ese PDF parecía sencillo. Filas de punzones. Filas de matrices. Dibujos lineales limpios como un menú de restaurante. Elige tu perfil, añádelo al carrito y sigue adelante.
Excepto que tu prensa plegadora no tiene hambre de formas. Está diseñada con un ADN de sujeción específico y una carga por pulgada determinada. Si ignoras eso, el catálogo te regalará donaciones para el contenedor de chatarra con una sonrisa.
Un catálogo de herramientas es una prueba de compatibilidad disfrazada de folleto. Asume que ya conoces la arquitectura de sujeción de tu máquina, la longitud de trabajo, la carga máxima por pulgada y el método de doblado. No se detiene a revisar tus deberes.
Esa es la trampa.
El diseño te anima a buscar por geometría: punzón de 30 grados, tipo cuello de cisne, matriz de cierre, abertura en V de 1.000 y radio interior de 0.062. Empiezas con la pieza en tu cabeza. El catálogo quiere que empieces con la máquina bajo tus pies.
Si no inviertes ese orden, cada página se convierte en un campo minado. Entonces, ¿qué estás comprando realmente?

Imagina un soporte de acero dulce de 0,125 pulgadas con un ala de retorno ajustada. Pasas a los punzones tipo cuello de cisne. Ahí está: la holgura perfecta, punta afilada, parece que acariciará esa esquina interior con limpieza.
Pero ¿qué abrazadera tiene tu prensa?
Si usas un sistema convencional de estilo americano con una lengüeta de 0,50 pulgadas y una superficie de sujeción limitada, cada cambio de herramienta degrada ligeramente la repetibilidad. Esa área de contacto reducida significa menos presión de sujeción y más posibilidad de juego vertical. Si cambias de herramientas con frecuencia, tu ±0.010 se convierte en ±0.020, y comienzas a culpar a los operadores en lugar del hardware.
Compáralo ahora con una lengüeta europea de 13 mm asentada en una abrazadera de precisión de longitud completa. Más área de contacto. Mayor presión de sujeción. Diseñada para repetibilidad CNC. El mismo perfil de doblado sobre el papel. Comportamiento completamente diferente en la máquina.
El catálogo muestra ambos como “punzón de 90°”. No te dice cuál fue el que tu prensa nació para sostener.
Entonces, ¿estás comprando una forma o algo que tu abrazadera realmente puede controlar?
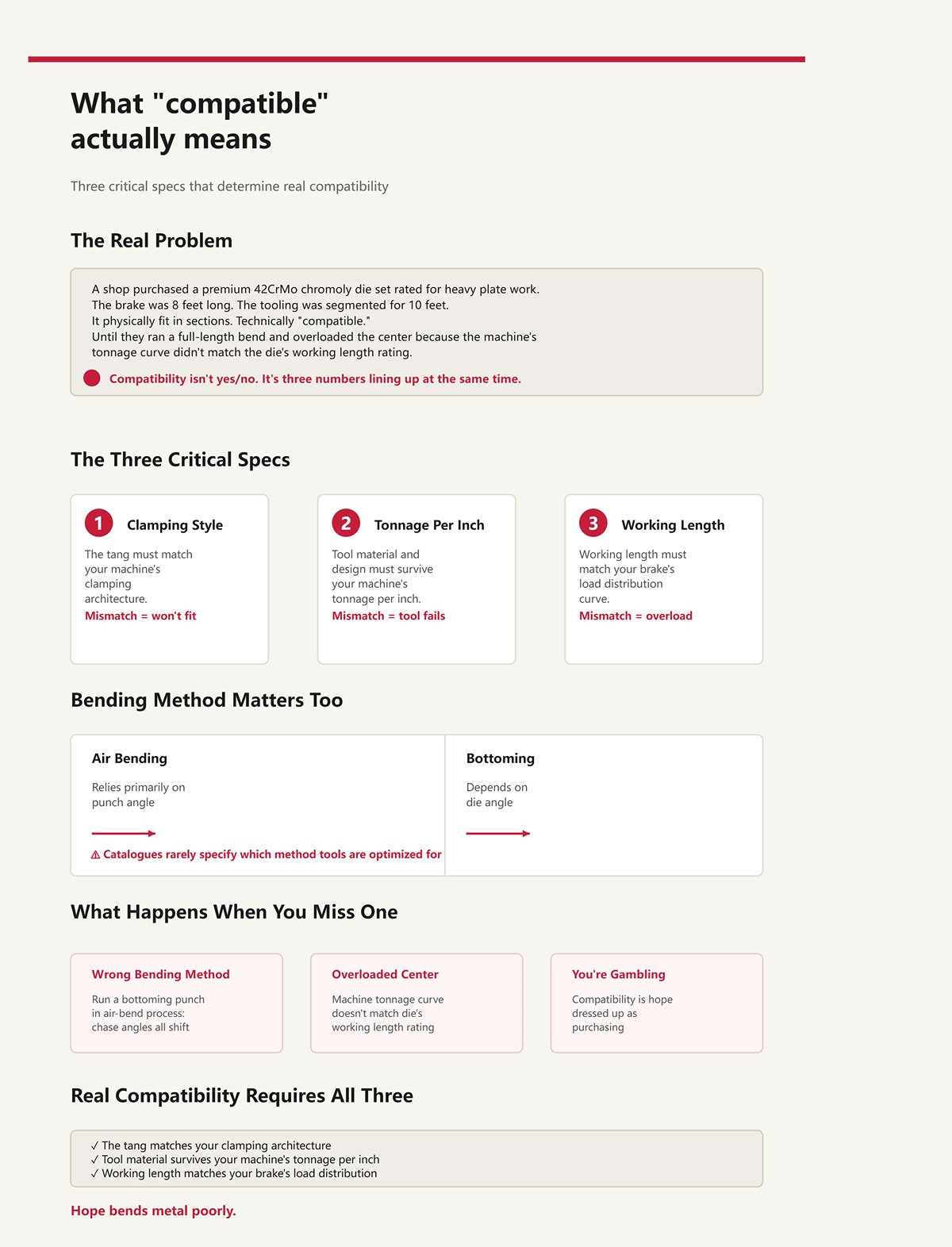
Una vez vi a un taller comprar un juego completo de matrices clasificadas para trabajo con planchas pesadas. Hermoso cromomolibdeno 42CrMo. Tratado térmicamente. Parecía indestructible.
Su prensa era de 8 pies de largo. La herramienta estaba segmentada para 10 pies.
Encajaba físicamente en secciones. Técnicamente “compatible”. Hasta que realizaron un doblado a lo largo completo y sobrecargaron el centro porque la curva de carga de la máquina no coincidía con la clasificación de la longitud de trabajo de la matriz. La compatibilidad no es una pregunta de sí o no. Son tres números alineándose al mismo tiempo: tipo de sujeción, carga por pulgada y longitud de trabajo.
Si fallas en uno, estás apostando.
Luego está el método de doblado. El doblado por aire depende principalmente del ángulo del punzón; el conformado por fondo depende del ángulo de la matriz. Los catálogos muestran perfiles, pero rara vez indican con claridad para qué método están optimizados. Si usas un punzón de conformado por fondo en un proceso de doblado al aire, te pasarás todo el turno persiguiendo ángulos.
“Compatible” significa:
Cualquier cosa menos que eso es esperanza disfrazada de compra.
Y la esperanza dobla el metal de mala manera.
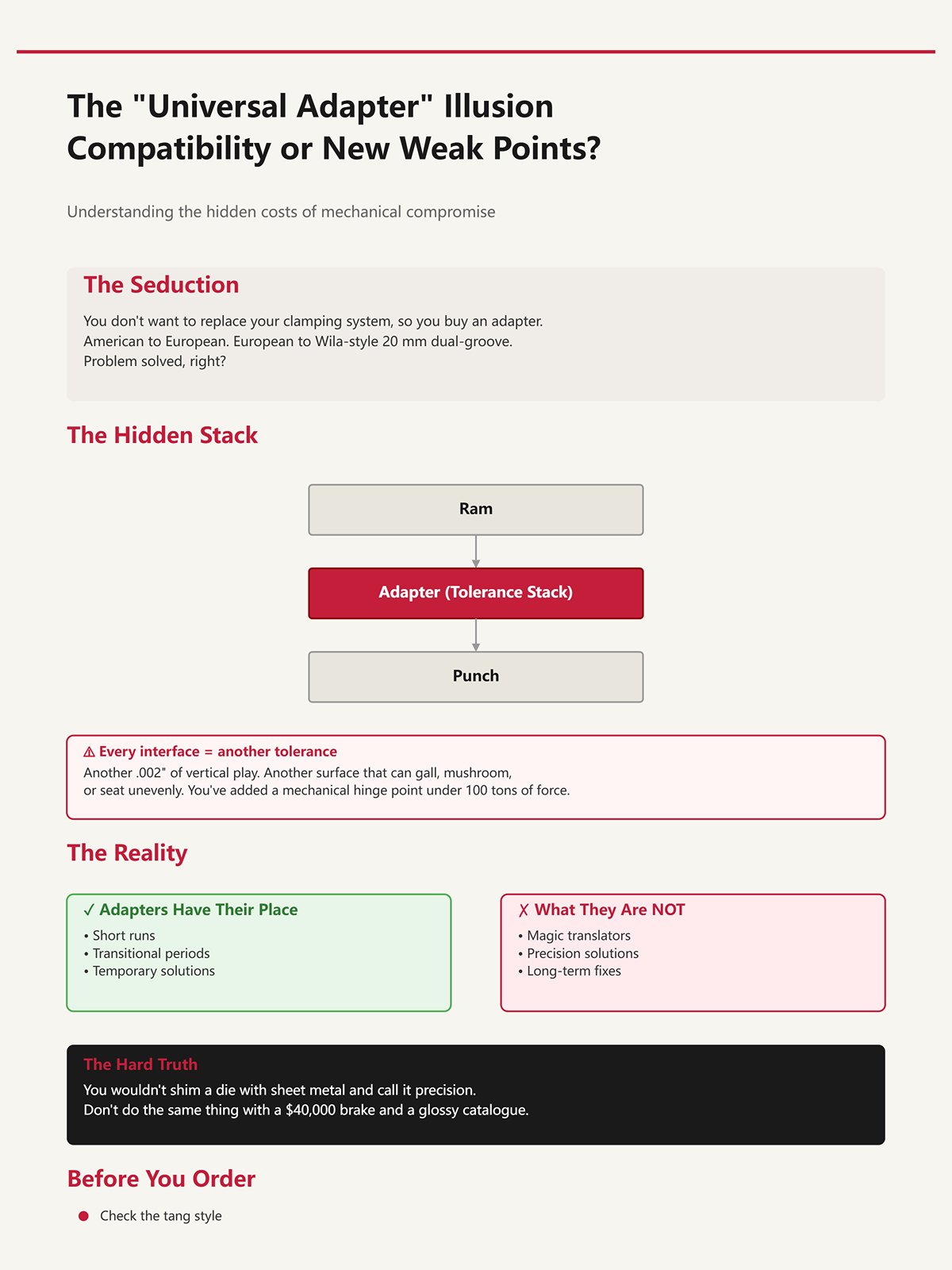
Aquí es donde se vuelve seductor.
No quieres reemplazar tu sistema de sujeción, así que compras un adaptador. Americano a europeo. Europeo a estilo Wila de doble ranura de 20 mm. Problema resuelto, ¿verdad?
Ahora organízalo en tu cabeza: ariete → adaptador → punzón.
Cada interfaz es otra tolerancia. Otra posibilidad de .002 de juego vertical. Otra superficie que puede desgastarse, deformarse o asentarse de manera desigual. Has añadido comodidad —y un punto de articulación mecánica— entre 100 toneladas de fuerza y tu línea de plegado.
Sí, los adaptadores tienen su lugar. Producciones cortas. Períodos de transición. Pero no son traductores mágicos. Son separadores bajo carga.
No calzarías una matriz con una lámina de metal y lo llamarías precisión. No hagas lo mismo con una prensa $40,000 y un catálogo brillante.
Antes de marcar un solo número de pieza, camina hacia tu máquina. Revisa el estilo del tang. Confirma el tipo de sujeción. Verifica el tonelaje por pulgada y la longitud de trabajo.
Empieza ahí.
Un mecánico intentó una vez “hacer que funcionara” suavizando un tang americano de 0.500 pulgadas dentro de una sujeción de precisión de estilo europeo de 13 mm. En papel, 0.500 pulgada son 12.7 mm. Suficientemente cerca, ¿no?
Movió la palanca. No se bloqueaba. Así que golpeó el tang con un martillo de latón. Después de tres golpes, el borde superior se deformó unos .015 pulgadas. Ahora tampoco encajaba en su antiguo soporte americano. Un punzón brillante. Dos máquinas. Cero herramientas utilizables.
Eso es lo que sucede cuando tratas los estándares como sugerencias en lugar de geometría.
Estás pidiendo pasos de verificación antes de ordenar herramientas. Bien. Aquí están, y comienzan con calibradores, no con catálogos:
Haz eso antes de mirar un solo perfil de punzón. Porque al ariete no le importa qué forma quieres. Le importa qué puede sujetar físicamente.
Mide primero. Luego decide.
Vamos a concretar.
Un punzón de estilo americano normalmente tiene un tetón de 0.500 pulgadas de ancho con una parte posterior plana, retenido por tornillos de fijación o abrazaderas manuales que empujan horizontalmente. El área de contacto es limitada—con frecuencia una franja estrecha a lo largo de la cara del tetón. Eso significa que la fuerza de sujeción se concentra en pequeñas zonas. Adecuado para prensas mecánicas antiguas. Menos tolerante para la repetibilidad CNC.
Un tetón de estilo europeo suele tener 13 mm de ancho, ser más alto, con un hombro definido y una ranura de seguridad cerca de la parte superior. Se asienta en una abrazadera de precisión de longitud completa que tira de la herramienta hacia arriba para colocarla. Más área de superficie en contacto. Ubicación vertical más consistente. Por eso las máquinas CNC la prefieren.
¿Promecam? Aquí es donde la gente se vuelve descuidada con la terminología.
La geometría original de Promecam incluye un perfil de hombro específico y una ubicación de muesca de seguridad que encaja con su abrazadera dedicada. La diferencia no es cosmética. La distancia desde el hombro hasta la ranura podría variar uno o dos milímetros en comparación con herramientas “europeas” genéricas. Ese milímetro determina si el pasador de seguridad encaja o falla completamente.
Si falla, la gravedad es tu único respaldo.
Ahora observa la geometría del asiento.
Las herramientas americanas a menudo cuelgan ligeramente antes de que los tornillos de fijación muerdan. Aprietas, y se desplazan verticalmente entre .003 y .010 dependiendo del desgaste. Las abrazaderas de precisión europeas están diseñadas para eliminar esa holgura al tirar de la herramienta hacia una superficie de referencia rectificada.
Mismo ángulo de punzón. Misma punta de 30 grados. Mecánicas de asiento completamente diferentes.
Esa diferencia se nota en la consistencia del doblez a lo largo de una pasada de 96 pulgadas.
Así que cuando un catálogo dice “compatible con Europeo/Promecam”, tu trabajo es preguntar: ¿qué altura de hombro? ¿Qué posición de ranura? ¿En qué dirección tira la abrazadera? Si no verificas esas dimensiones con respecto a tu ariete, estás apostando con acero e hidráulica.
No adivines interfaces medidas en milésimas. Verifícalas.
He entrado en talleres que utilizan herramientas de suelo de alta gama —tolerancia de altura ±0,01 mm— y he visto a los operarios calzarlas con láminas de galga porque la abrazadera no era un sistema de alineación cero.
Ese es el secreto sucio que se esconde tras la palabra “Europeo”.”
Hay herramientas europeas genéricas de espiga de 13 mm. Luego están las herramientas rectificadas de precisión diseñadas para abrazaderas hidráulicas de autoalineación. No son intercambiables solo porque el ancho de la espiga coincida.
Supongamos que tu prensa plegadora tiene una abrazadera europea manual antigua sin alineación automática vertical. Instalas punzones rectificados de precisión esperando una repetibilidad perfecta. Pero la abrazadera tira ligeramente fuera del eje. Ahora esa altura rectificada de ±0,01 mm es irrelevante porque la herramienta se asienta torcida en 0,05 mm.
Culpas al proveedor de herramientas.
El problema era un desajuste del ADN mecánico.
Incluso dentro de “Europeo”, los radios de hombro, profundidades de ranura y alturas de espiga difieren entre fabricantes. Algunos están construidos según la geometría Promecam heredada. Otros según sistemas de precisión más nuevos. Si el pasador de seguridad de tu abrazadera está posicionado 2,0 mm más alto que la ranura de tu nuevo punzón, no se acoplará. La herramienta podría seguir doblando piezas—hasta que se caiga durante un cambio.
La geografía es una etiqueta de marketing. La geometría es un hecho mecánico.
Así que cuando alguien dice: “Es europeo, encajará”, tu próxima pregunta debería ser: ¿encajará en cuál abrazadera, exactamente?
Si no puedes responder eso con una dimensión, detén la orden de compra.
Ahora abordemos el argumento del piso del taller.
“He usado herramientas superiores europeas con matrices inferiores americanas durante años. Sin desastres.”
No están equivocados—bajo ciertas condiciones.
La matriz inferior normalmente se coloca en un soporte simple o riel de matriz. Mientras que el ancho de la matriz coincida con el soporte y la capacidad de tonelaje exceda la carga, mezclar estilos inferiores suele ser mecánicamente irrelevante para el doblado por aire básico.
El peligro aparece en la parte superior.
Imagina la mitad de tu bancada cargada con punzones de espiga americana en abrazaderas de tornillo de ajuste y la otra mitad con punzones de espiga europea en adaptadores readaptados. Bajo carga—digamos 80 toneladas en 8 pies—las características de deflexión difieren. Una sección puede asentarse 0,004 más baja después de apretar. El conjunto del adaptador puede comprimirse microscópicamente. Ahora tu ángulo de doblado varía de izquierda a derecha.
Lo compensas ajustando el sistema de coronado.
¿El peor caso? Una sección está clasificada para 20 toneladas por pie, otra para 30. Haces fondo en una placa de 0,250 pulgadas sobre ambas. La sección más débil cede primero. Así es como creas una desalineación vertical permanente de 0,003 pulgadas en una herramienta que solía estar recta.
Esa desalineación nunca desaparece. Solo sigue produciendo desperdicio.
¿Y los adaptadores? Cada interfaz añadida es otra pila de tolerancias. Pistón → adaptador → punzón. Has agregado comodidad —y un punto de articulación mecánico— entre 100 toneladas de fuerza y tu línea de plegado. Bajo carga repetida, esa pila puede apisonarse, agarrotarse o desplazarse.
¿La mezcla siempre hace explotar la máquina? No.
¿Erosiona silenciosamente la precisión, la repetibilidad y la vida útil de la herramienta cuando no consideras las trayectorias de carga y las diferencias de asiento? Cada semana.
Estandariza tu arquitectura de sujeción superior a lo largo de toda la cama siempre que sea posible. Haz coincidir la geometría de la lengüeta exactamente con la abrazadera. Confirma calificaciones de tonelaje uniformes en todos los segmentos cargados.
Porque una vez que el pistón desciende, la física—no el marketing—decide qué sobrevive.
Asegura la interfaz antes de preocuparte por el ángulo de plegado.
Hace unos inviernos, un operador principal intentó asentar un trabajo de acero dulce de 0.125 usando una matriz en V de .472 porque “es la que siempre usamos”. Cambió del plegado con aire al rebatido para perseguir consistencia en el ángulo dentro de una impresión de ±0.5°. Mismo punzón. Misma matriz. Método diferente. El pistón llegó al fondo, el tonelaje se disparó por encima de 85 toneladas en una sección de 6 pies, y los hombros de la matriz terminaron con una curvatura permanente de .003. Esa matriz ahora vive en la rotación de chatarra para “trabajos rudos”.”
Nada estaba mal con la lengüeta. Nada estaba mal con la abrazadera.
El método cambió la trayectoria de carga.
El plegado con aire mantiene el material flotando entre la punta del punzón y los hombros de la matriz. El rebatido impulsa la nariz del punzón contra el material hasta que contacta el ángulo de la matriz. Esa diferencia por sí sola reescribe tus requisitos de herramientas: holguras, radios, calificación de tonelaje e incluso la altura del punzón. Si estás decidiendo qué estándar de sujeción adoptar a largo plazo, no empiezas con la marca. Empiezas con el método de plegado que tu mezcla de trabajo demanda 70% del tiempo. Elige mal, y pasarás la próxima década compensando la física en lugar de controlarla.
Decide tu método de plegado dominante antes de estandarizar una sola abrazadera.
Toma dos catálogos. Uno califica una matriz en V de 1.000 a 30 toneladas por pie. Otro lista un perfil casi idéntico a 24 toneladas por pie. Ninguno miente. Uno calcula la calificación a 90° en plegado con aire. El otro asume condiciones cercanas al fondo del recorrido.
El rebatido no es “un poco más de presión”. Es contacto completo a lo largo del ángulo de la matriz. El material se comprime entre las caras del punzón y la matriz, y cualquier desajuste angular entre punzón y matriz —digamos 0.5°— no aparece como variación de rebote elástico. Aparece como tensión localizada.
Ahora imagina un punzón de 90° acoplándose con una matriz rectificada a 88.5°. En el plegado con aire, esa diferencia angular apenas importa; el material se forma antes del contacto completo de caras. En el rebatido, los hombros del punzón intentan encajarse en una cavidad más estrecha. La carga se concentra en las esquinas superiores de la matriz. Así es como rompes una matriz endurecida de 42–48 HRC que “debería” haber estado dentro de la calificación.
Los catálogos asumen coincidencia ideal de ángulo y alineación perfecta. Tu máquina puede lograr ±0.2°, pero solo con compensación de rebote elástico ajustada y lotes de material comportándose igual. El rebatido elimina ese margen. Ahora la tolerancia del ángulo de matriz, la tolerancia del ángulo de punzón y el paralelismo del pistón se acumulan directamente en tensión de compresión en los hombros de la matriz.
Por eso el rebatido te lleva a matrices rectificadas con mayor precisión, coincidencia verificada de ángulo y sistemas de sujeción que mantienen una verdadera elevación vertical. Un error de asiento vertical de .05 mm que era inofensivo en el plegado con aire se convierte en contacto desigual de cara a través del herramental segmentado en el rebatido. Un segmento recibe más carga. Un segmento cede primero.
Si planeas hacer rebatido de forma rutinaria, compra herramientas y abrazaderas como si el error de alineación equivaliera a un multiplicador de tensión—porque así es.
Camina hacia tu prensa y realiza un doblado al aire de 0.125 A36 sobre una abertura de V de 1.000 con una punta de punzón afilada de 0.031. Mide el radio interior. Leerás aproximadamente entre 0.156 y 0.170 dependiendo del lote de material.
No 0.031.
En el doblado al aire, el radio interior es principalmente una función de la abertura de la matriz en V, comúnmente alrededor del 16% de la abertura de V para acero dulce. La punta del punzón solo necesita ser lo suficientemente afilada para evitar aplanar el radio prematuramente. No “crea” el radio interior a menos que llegues al fondo.
He visto talleres perseguir radios interiores más cerrados ordenando punzones afilados de 0.015 mientras siguen usando una matriz en V de 1.000. Estaban resolviendo la variable equivocada. La abertura de la matriz dictaba el radio todo el tiempo.
Ahora cambia al fondo. El radio de la punta del punzón se fuerza dentro del material hasta que se conforma con el ángulo de la matriz. En ese caso, el radio del punzón se convierte en la geometría de control. Perfiles de herramientas idénticos sobre el papel. Dimensión de control completamente diferente una vez que cambias de método.
Aquí es donde el catálogo sabotea al comprador ingenuo. Enumera los radios de las puntas de los punzones como si siempre fueran decisivos. No lo son. En el doblado al aire, la elección de la abertura en V controla el radio interior, la tonelada por pie y la longitud mínima del ala. En el fondo, dominan el radio del punzón y la coincidencia del ángulo de la matriz.
Así que cuando estandarices herramientas, pregúntate: ¿estamos controlando el radio principalmente con la selección de la matriz o con la geometría del punzón? Tu respuesta determina si inviertes en una amplia biblioteca de matrices o en un inventario más ajustado de radios de punzón.
No ordenes punzones afilados para arreglar un problema de matriz.
Imagina un sistema de punzones de altura fija — digamos una altura total de 5.984, común en cuellos de ganso y punzones agudos. Esa altura uniforme permite que una abrazadera hidráulica tire de cada segmento hacia la misma referencia sin calzos. El tiempo de configuración disminuye. El doblado por etapas se vuelve predecible.
Ahora coloca una matriz en V de 2.000 bajo ese punzón para doblar una placa de 0.250 en aire. Tu espacio libre desaparece rápidamente. Si tu altura de apertura es marginal, el ariete puede tocar fondo mecánicamente antes de alcanzar la tonelada calculada. O peor aún, el hombro del punzón choca con los hombros de la matriz porque el punzón nunca fue diseñado para una V tan amplia.
La abertura en V no trata solo del radio y la tonelada. Establece la profundidad de penetración para un ángulo determinado. Una V más ancha significa un recorrido más profundo del punzón para alcanzar 90°. Un recorrido más profundo implica más exposición a la deflexión del ariete, mayor demanda de coronado y mayor riesgo de contacto no paralelo si tu sistema de sujeción no es realmente autoalineante.
He medido variaciones de ángulo de 0.4° a lo largo de 96 pulgadas simplemente porque un taller cambió de una V de 0.472 a una de 0.630 sin recalcular la profundidad de penetración ni verificar el paralelismo del ariete bajo carga. Nada “mal” con las herramientas. La geometría cambió el comportamiento de la máquina.
La altura del punzón importa del mismo modo. Demasiado corto, y apilas elevadores, agregando otra interfaz entre el ariete y el punzón. Has añadido conveniencia — y un punto de bisagra mecánico — entre 100 toneladas de fuerza y tu línea de doblado. Demasiado alto, y sacrificas el espacio libre necesario para alas o cajas altas.
El método dicta la abertura en V. La abertura en V dicta la penetración. La penetración dicta la altura requerida del punzón y la rigidez de la abrazadera. Esa cadena determina si tu prensa produce piezas de ±0.2° o donaciones constantes al contenedor de chatarra.
Antes de adoptar un estándar de sujeción o modernizar tu prensa, mapea tus espesores de material dominantes, radios objetivo y método de doblado. Luego calcula las aberturas en V y las profundidades de penetración. Deja que esos números te indiquen qué alturas de punzón y qué precisión de abrazadera necesitas.
Haz los cálculos antes de accionar el ariete.
Un taller al que entré el invierno pasado tenía una prensa de 100 toneladas y 10 pies doblando 0.236 de cromo molibdeno sobre una abertura en V de 1.890. El operador estaba orgulloso. “Solo estamos a 92 toneladas”, dijo, señalando la pantalla.
La máquina estaba dentro de su capacidad nominal. Las herramientas no.
Si vas a elegir un estándar de sujeción que sobreviva a largo plazo, no comienzas con el estilo de tang o la lealtad a la marca. Comienzas con esta matemática. La abertura en V dicta el radio interior y el tonelaje por pie. La resistencia a la tracción del material multiplica ese tonelaje. El método de doblado decide si ese número es una sugerencia o una pared de ladrillo. Tu sistema de sujeción y herramientas deben soportar la peor combinación que ejecutes rutinariamente, no el trabajo promedio de un martes por la tarde.
Así que antes de estandarizar cualquier cosa, responde una pregunta: ¿cuál es el escenario de mayor tonelaje por pulgada que tu método de doblado principal verá alguna vez en esta máquina?
Si fallas en eso, tu “estándar” se convierte en una carga. Ejecuta los cálculos antes de elegir el hardware.
Toma acero dulce de 0,236 (6 mm) con tracción de 60,000 PSI. La regla antigua dice 8× el espesor para doblado al aire, así que una abertura en V de aproximadamente 1.890. El tonelaje base podría situarse alrededor de 117 toneladas en 10 pies. Manejable en una prensa de 130 toneladas. De ahí vino la regla: acero dulce, tracción predecible, doblado al aire.
Ahora cambia el material por cromo-molibdeno de alta tracción. Mismo espesor. Misma V de 1.890. El multiplicador de tracción se dispara — aproximadamente 2,0 frente al acero dulce. Esas 117 toneladas se convierten en 234 toneladas en la misma longitud.
Nada cambió en la regla del “8×”. La física sí lo hizo.
Hay una fórmula común que circula: P = 650 × S² × L × (Tracción / 60,000) / V
S es el espesor, L es la longitud del doblez, V es la abertura de la matriz. El término clave es esa proporción de tracción. Si doblas algo como Raex 500 — aproximadamente 232,000 PSI de tracción — te estás enfrentando a casi cuatro veces la fuerza del acero dulce para la misma geometría. Cuatro veces. Tu abertura en V no se hizo más estrecha. Tu máquina no se debilitó. El esfuerzo dentro de la matriz sí aumentó.
Y aquí es donde los catálogos te traicionan silenciosamente. Imprimen tablas de abertura en V asumiendo material de 60,000 PSI. Pueden mencionar acero inoxidable a 1,5×. Rara vez advierten que la placa moderna resistente a la abrasión puede ser de 3×–4×. Así que sigues la “regla de 8× el espesor,” te mantienes por debajo de la capacidad de 150 toneladas de tu máquina y te preguntas por qué tu matriz de 42–48 HRC comienza a agrietarse en los hombros.
La regla no consideró la evolución del material. Asumió un código genético que tu taller puede que ya no comparta.
Si tu trabajo principal es de alta tracción, la regla del 8× no es incorrecta: está incompleta. O amplías la V para reducir el tonelaje por pie, o aumentas el tamaño de la prensa y las herramientas para sobrevivir al multiplicador. Esas son las únicas opciones honestas.
No dejes que una tabla de acero dulce dimensione las matrices para un trabajo de 200,000 PSI.
Imagina una pieza con un requisito de ala de 0,472 en acero A36 de 0,125. La matriz correcta para doblado al aire según la regla del 8× es una V de 1.000. La longitud mínima del ala para esa matriz es de aproximadamente 0.600–0.650 dependiendo de la punta del punzón y del material.
Pero el operador no quiere cambiar a una matriz más estrecha. Cierra hasta una V de 0.630 que ya está montada en la máquina. Ahora la ala mínima baja a cerca de 0.400–0.450. La pata corta se forma. El trabajo continúa. Todos están contentos.
Excepto que el tonelaje por pie acaba de aumentar.
La fuerza de doblado al aire es inversamente proporcional a la abertura en V. Si reduces la V, la fuerza aumenta. Ese mismo acero dulce de 0,125 sobre una V de 1.000 puede necesitar alrededor de 12–14 toneladas por pie. Sobre una V de 0.630, estás superando las 20 toneladas por pie. Misma pieza. Mismo material. Diferente matriz. Diferente camino de carga.
Ahora agrega las variables del mundo real. Tolerancia de espesor +0.010. Tracción de 75,000 en lugar de los 60,000 que asumiste. Fricción más alta porque no se limpió la cascarilla de laminación. Una práctica común en la industria es agregar un margen de seguridad de 15,000 PSI a la tracción mínima publicada. Eso por sí solo puede aumentar notablemente la fuerza. Las cómodas 20 toneladas por pie se convierten en 24 o 26.
¿Y si ese doblez es a fondo en lugar de doblado al aire? Puedes estar a cuatro veces el tonelaje del doblado al aire. He visto tablas de doblado al aire aplicadas a trabajos de fondo porque la página del catálogo se veía similar. Eso no es un error de redondeo. Así es como conviertes una matriz en dos piezas.
Evitaste un cambio de herramienta. Aumentaste el esfuerzo localizado, redujiste la vida útil del troquel y quizá superaste lo que la mordaza estaba diseñada para tirar en línea recta.
No reduzcas las aberturas en V para ahorrar tiempo de preparación a menos que hayas recalculado los límites de fuerza y pestaña para ese lote exacto de material.
Este es el que rompe las herramientas sin previo aviso.
Una prensa de 100 toneladas doblando una pieza de 36 pulgadas a 30 toneladas totales parece segura en la pantalla. Estás al 30 % de la capacidad de la máquina. Sin alarmas. Sin drama.
Pero haz la división.
Treinta toneladas sobre 36 pulgadas son 0.83 toneladas por pulgada. Bien, si tu troquel está clasificado, digamos, para 1.5 toneladas por pulgada en esa abertura en V.
Ahora cambia el escenario. Las mismas 30 toneladas, pero la pieza mide solo 12 pulgadas y está centrada. Eso son 2.5 toneladas por pulgada. Si la clasificación del troquel para esa V estrecha es de 2.0 toneladas por pulgada, lo estás sobrecargando, mientras la máquina sigue holgada al 30 %.
Ese es el problema del tonelaje localizado. Las máquinas se clasifican por toneladas totales. Las herramientas viven y mueren según las toneladas por pulgada.
A los catálogos les encanta imprimir la compatibilidad con la tonelada máxima de la máquina. Son más reservados respecto a la distribución de carga por pulgada y las clasificaciones de troquel en aberturas V específicas. Una V estrecha en una herramienta endurecida puede estar clasificada dramáticamente más baja por pulgada que una V ancha de la misma serie. Si la excedes, la primera señal suele ser una grieta capilar en el hombro del troquel, seguida de una fractura repentina a mitad de producción.
Y si tu sistema de sujeción no tira de manera uniforme —si un segmento se asienta 0.05 mm más bajo—, ese segmento soporta más de su parte. Una pulgada recibe 3.0 toneladas mientras el promedio indica 2.5. Así es como un solo segmento acaba en el contenedor de chatarra mientras los demás se ven impecables.
Puedes estar por debajo de la capacidad nominal de 100 toneladas de la máquina y aun así destruir un troquel porque una sección de 12 pulgadas superó su límite por pulgada. No es mala suerte. Es matemática ignorada.
Cuando evalúes un catálogo, deja de mirar primero el tonelaje total. Pregunta: ¿cuál es la clasificación de toneladas por pulgada del troquel en esta abertura en V y cómo se compara con mi peor caso de material, espesor, longitud y método de doblado?
Responde eso por escrito antes de cargar la herramienta.
Estás observando números de toneladas por pulgada en el peor de los casos que pueden romper un troquel mientras la pantalla de la máquina dice que estás “solo al 40 %”. Bien. Ese es el tipo correcto de paranoia.
Ahora aquí está el paso que la mayoría de los talleres pasa por alto: no comienzas un catálogo mirando las formas. Comienzas construyendo una matriz de compatibilidad: cuatro líneas en papel.
Hasta que esos cuatro estén escritos, el catálogo es una trampa disfrazada de conveniencia.
Un catálogo de herramientas no es un menú. Es una prueba de selección genética. Tu prensa plegadora tiene un ADN de sujeción y un límite de carga codificados en hierro e hidráulica. Cualquier herramienta que no coincida con ese código será rechazada violentamente.
Entonces, ¿cómo lees realmente el documento sin donar herramientas al contenedor de chatarra?
No me importa qué marca tenga a los lados. Me importa lo que hay debajo del émbolo.
¿Es una mordaza de estilo europeo verdadero con asiento de 13 mm y ranura de carga frontal? ¿Estilo americano de dos piezas con un portapunzón separado? ¿Perfil Promecam con un ancho de hombro específico? Mídelo. No lo supongas. He visto a un operador principal intentar asentar una lengüeta de 0.500 en una ranura métrica porque “básicamente es lo mismo”. No lo era. La mordaza pagó por ello.
La geometría de sujeción determina cómo se transfiere la carga del émbolo al punzón. Una lengüeta ajustada y de contacto completo distribuye la carga. Un sistema de cambio rápido con leva o cuña introduce un punto de articulación. Has añadido conveniencia —y un punto de articulación mecánico— entre 100 toneladas de fuerza y tu línea de plegado.
Pero ¿qué sistema de sujeción tiene tu plegadora, y cuál es realmente su capacidad por pulgada?
No la capacidad del folleto. La capacidad real.
Si tu plegadora es de 150 toneladas en 10 pies, eso equivale a 15 toneladas por pie en promedio —1,25 toneladas por pulgada— si se distribuye perfectamente. Ahora mira tu peor caso de antes: V estrecha, alta resistencia a la tracción, pieza de 12 pulgadas centrada. Es posible que estés aplicando 2,5–3,0 toneladas por pulgada localmente.
Si tu sistema de sujeción y soporte del punzón solo trabajan cómodamente a 2,0 toneladas por pulgada continuas, ya has elegido el eslabón débil.
Anota tus toneladas máximas seguras por pulgada basadas en el material de peor caso y la longitud de plegado más corta que trabajas. Si no lo sabes, llama al fabricante de la máquina y pregunta. No adivines.
Estás definiendo el límite que tus herramientas deben soportar. Haz eso antes de comparar un solo perfil de punzón.
Plegado al aire, en fondo, acuñado —no son diferencias cosméticas. Son trayectorias de carga diferentes.
El plegado al aire te da el radio como función de la abertura en V. El plegado en fondo empuja el material contra los hombros de la matriz. El acuñado lo comprime más allá del límite elástico a través del espesor. Cada paso multiplica el tonelaje. Ya viste lo que eso hace a las toneladas por pulgada.
Así que pregúntate: ¿qué radio interior estás realmente intentando lograr?
Si tus planos indican un radio interior de 0.062 en material de 0.125, y planeas plegar al aire, ese radio está controlado principalmente por la abertura en V —aproximadamente 16% de V para acero dulce como punto de partida. Eso significa que la elección de la matriz sirve primero para controlar el radio, y el radio de la punta del punzón en segundo lugar.
Pero si haces plegado en fondo para “fijar” el ángulo, el radio de la punta del punzón se vuelve dominante, y el tonelaje aumenta drásticamente contra los hombros de la matriz.
Método diferente. Mapa de esfuerzos diferente. Misma página de catálogo.
Los catálogos enumeran los perfiles de punzón por ángulo de punta y radio de nariz como si fueran opciones de moda. No lo son. Son decisiones estructurales que determinan si tu abrazadera experimenta una carga distribuida suave o un choque compresivo concentrado.
Define el método de doblado y el radio objetivo con tinta. Luego elimina toda combinación de punzón y matriz que te obligue a usar un método de mayor tonelaje del que tu abrazadera puede tolerar.
No dejes que un bonito dibujo seccional te convenza de una situación de carga que el ADN de tu máquina no puede soportar.
Aquí es donde la mayoría de los operadores experimentados se confían demasiado.
El gráfico dice 8× el espesor. Asientes. Lo has hecho durante 15 años.
Pero ese gráfico asume alrededor de 60,000 PSI de tracción, a menos que se indique claramente lo contrario. Ya viste lo que ocurre a más de 200,000.
Así que cuando el catálogo recomienda, por ejemplo, una V de 1.000 para un material de 0.125, eso es una sugerencia geométrica — no una garantía de supervivencia.
Aplica la fórmula de tonelaje con tu resistencia real a la tracción. Si tu material principal es de 90,000 PSI, multiplica en consecuencia. Si ocasionalmente doblas algo por encima de 180,000, ejecútalo también. Usa el peor caso.
Luego compara:
Los tres deben coincidir.
Si la matriz está nominalmente clasificada para 2.0 toneladas por pulgada en una V de 1.000, y tus cálculos para el peor caso indican 2.4, esa matriz no está “cerca”. Está mal.
Aquí es donde la matriz de compatibilidad hace su trabajo. No estás preguntando “¿Se doblará?” Estás preguntando “¿Sobrevivirá mi trabajo más exigente en mi pieza más corta con mi material más duro?”
No permitas que un gráfico de V para acero dulce dimensione herramientas para una realidad de alta tracción.
| Paso | Título | Acciones clave | Consideraciones críticas | Verificaciones requeridas |
|---|---|---|---|---|
| Paso 1 | Haz ingeniería inversa del tipo de sujeción de tu máquina y del tonelaje máximo por pulgada | Identifique el sistema de sujeción real (mordaza europea, americana de dos piezas, Promecam, etc.). Mida físicamente la geometría. Determine la capacidad real en toneladas por pulgada. Calcule la carga local en el peor caso según la menor longitud de plegado y el material de mayor resistencia a la tracción. | La geometría de sujeción determina la transferencia de carga. Los sistemas de cambio rápido pueden introducir puntos de bisagra. Las clasificaciones de los folletos no son suficientes. Las cargas localizadas pueden superar las clasificaciones promedio de la máquina. | Confirme el tipo y dimensiones reales de la mordaza. Calcule el máximo de toneladas por pulgada en condiciones extremas. Verifique la clasificación continua de la mordaza y el soporte. Comuníquese con el fabricante de la máquina si es necesario. |
| Paso 2 | Defina su método de plegado y el radio objetivo antes de revisar los perfiles de punzón. | Decida el método de plegado (plegado al aire, acuñado, planchado). Defina el radio interior requerido del plano. Elimine combinaciones de herramientas que superen la carga segura. | Cada método de plegado crea diferentes trayectorias de carga y requisitos de tonelaje. El radio del plegado al aire depende principalmente de la abertura en V. El acuñado y el planchado aumentan significativamente el tonelaje. El radio del filo del punzón se vuelve dominante en el planchado. | Confirme por escrito el método de plegado. Determine el radio interior objetivo. Verifique que el herramental no exija un tonelaje mayor que la capacidad de la mordaza. |
| Paso 3 | Verifique las recomendaciones de abertura en V del catálogo frente a la resistencia a la tracción de su material. | Revise las sugerencias de abertura en V del catálogo. Recalcule el tonelaje utilizando la resistencia a la tracción real del material. Compare las toneladas por pulgada calculadas con las clasificaciones del dado y la mordaza. | Los gráficos estándar suelen asumir ~60,000 PSI de resistencia a la tracción. Los materiales de alta resistencia aumentan drásticamente el tonelaje. Las sugerencias geométricas no son garantías de supervivencia. | Calcule el peor caso de toneladas por pulgada. Confirme la capacidad nominal del dado en la abertura en V seleccionada. Asegúrese de que el tonelaje calculado no exceda los límites seguros del dado o la mordaza. |
A veces la matriz dice no a todo en la página.
Cama larga. Alta resistencia. Radio ajustado. Ala corta. Y un sistema de sujeción que no fue diseñado para chapa moderna resistente a la abrasión.
Puede intentar soluciones — V más estrecha, plegado por etapas, secuencia creativa. O puede admitir la verdad: la serie estándar no fue diseñada para su caso de carga.
Ahí es cuando llama al soporte técnico y dice, claramente:
“Mi mordaza de máquina está clasificada en X toneladas por pulgada. Mi plegado en el peor caso es material Y con espesor Z sobre N pulgadas. Necesito un perfil de dado y punzón que soporte eso sin superar A toneladas por pulgada.”
Ahora está hablando su idioma.
Tal vez la respuesta sea un dado de cuerpo más ancho con mayor clasificación por pulgada. Tal vez sea un grado endurecido a medida. Tal vez sea un soporte reforzado que coincida con su lengüeta pero distribuya la carga más profundamente en el ariete.
O tal vez la respuesta honesta sea que su máquina es el gen limitante del sistema.
Esa es la perspectiva que quiero que mantengas: cada decisión de herramental es una decisión sobre la trayectoria de carga. El catálogo es un dato genético sin procesar. Tu trabajo es filtrarlo a través de la geometría de sujeción, el método de doblado, la realidad tensil y las toneladas por pulgada en el peor de los casos antes de que el metal toque el metal.
Si no construyes primero esa matriz, no estás eligiendo el herramental.
Estás apostando con una fuerza que no puedes ver.


















