

في الساعة 2:17 بعد الظهر، حاول مشغل رئيسي تثبيت شريحة أمريكية بسمك 0.50 بوصة في مشبك أوروبي بقطر 13 مم على مكبس CNC. لم يكن ليقفل. ضربه. سبّه. ثم سأل لماذا لم تناسبه “المطرقة القياسية” من الكتالوج “ماكينته القياسية”.
بدت تلك الوثيقة PDF بسيطة. صفوف من المطارق. صفوف من القوالب. رسومات خطية نظيفة مثل قائمة طعام مطعم. اختر شكلك، أضفه إلى السلة، وانتقل.
إلا أن مكبس الضغط الخاص بك ليس جائعًا للأشكال. إنه مصمم لحمض DNA تثبيت محدد ووزن محدد لكل بوصة. تجاهل ذلك، وسيقدم لك الكتالوج تبرعات من حاوية الخردة بابتسامة.
كتالوج الأدوات هو اختبار توافق متخفي ككتيب. يفترض أنك تعرف بالفعل بنية تثبيت الماكينة لديك، وطول العمل، والوزن الأقصى لكل بوصة، وطريقة الانحناء. لا يتوقف ليتحقق من واجبك المنزلي.
وهنا يكمن الفخ.
التخطيط يشجعك على التصفح حسب الهندسة: مطرقة بزاوية 30 درجة، عنق الإوز، قالب الطي، فتحة V بسمك 1.000، نصف قطر داخلي 0.062. تبدأ بالجزء في ذهنك. يريدك الكتالوج أن تبدأ بالماكينة تحت قدميك.
إذا لم تعكس هذا الترتيب، ستصبح كل صفحة حقل ألغام. فما الذي تتسوق له بالفعل؟

تخيل دعامة من الصلب اللين بسمك 0.125 بوصة مع شفة عائدة ضيقة. تقلب إلى المطارق ذات عنق الإوز. ها هي - مساحة خلوص مثالية، طرف حاد، يبدو أنها ستقبل تلك الزاوية الداخلية بشكل نظيف.
لكن ما هو المشبك الموجود على مكبس الضغط لديك؟
إذا كنت تستخدم نظامًا أمريكيًا تقليديًا مع شريحة بسمك 0.50 بوصة وسطح تثبيت محدود، فإن كل تغيير في الأداة يقلل قليلاً من القابلية للتكرار. تعني تلك المنطقة التلامسية الأقل ضغط تثبيت أقل، ومزيد من الفرص للحركة الرأسية. إذا قمت بتبديل الأدوات عدة مرات، فإن ±0.010 تصبح ±0.020، وتبدأ في لوم المشغلين بدلاً من الأجهزة.
الآن قارن ذلك بشريحة بقطر 13 مم مثبتة في مشبك دقيق بطول كامل. مزيد من منطقة التلامس. ضغط تثبيت أعلى. مصمم لتكرارية CNC. نفس شكل الانحناء على الورق. سلوك مختلف تمامًا في الماكينة.
يظهر الكتالوج كلاهما على أنه “مطرقة بزاوية 90°”. لا يخبرك أيهما وُلد مكبس الضغط لديك ليحمل.
فهل تشتري شكلًا، أم أنك تشتري شيئًا يمكن لمشبكك التحكم فيه فعليًا؟
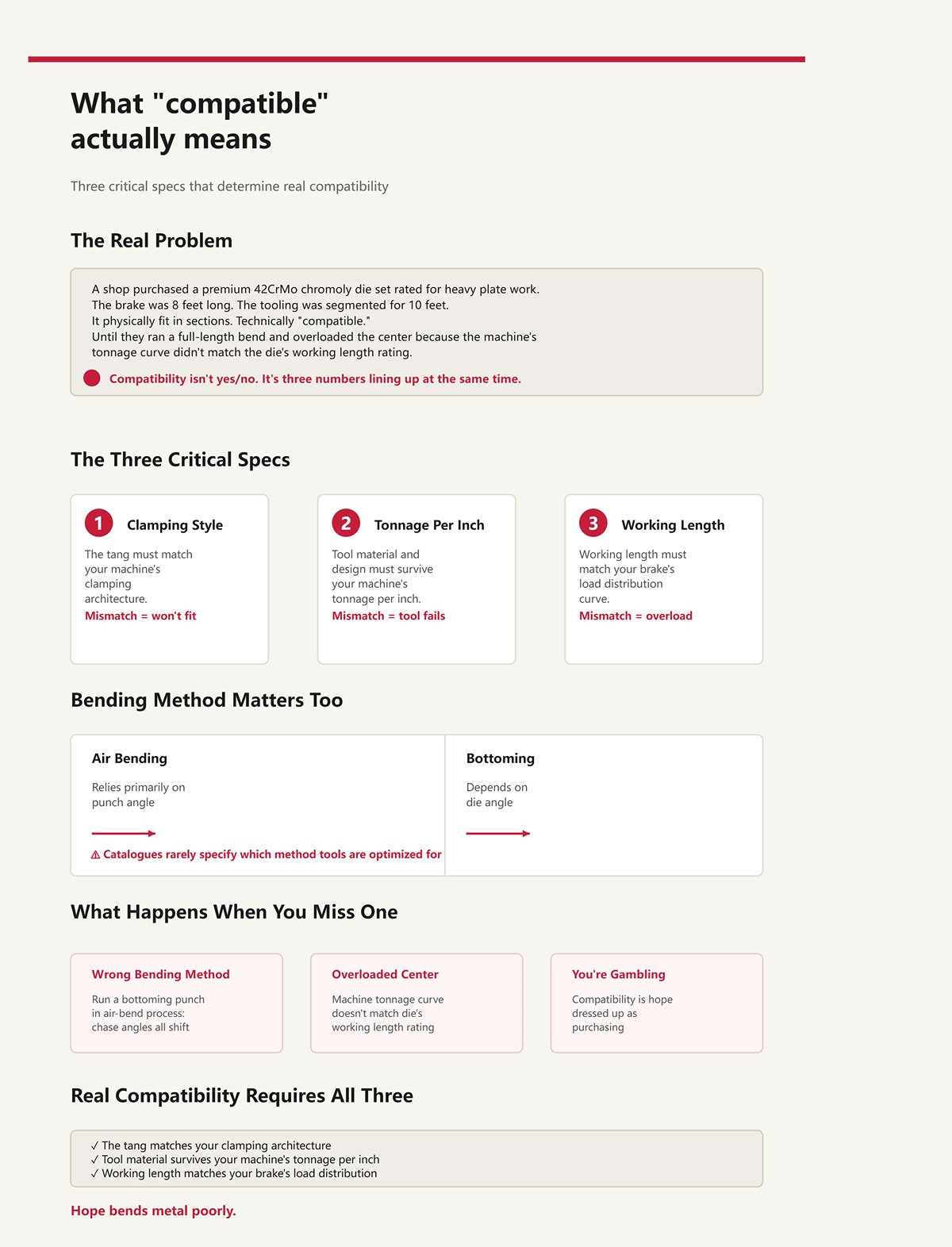
شاهدت مرة ورشة تشتري مجموعة قوالب كاملة مصنفة للعمل مع الصفائح الثقيلة. كرومولي 42CrMo جميل. معالج حراري. بدا غير قابل للتدمير.
كان مكبس الضغط لديهم بطول 8 أقدام. كانت الأدوات مقسمة إلى 10 أقدام.
كانت تناسب جسديًا في أقسام. تقنيًا “متوافقة”. حتى قاموا بعمل انحناء بطول كامل وأفرطوا في تحميل المركز لأن منحنى وزن الماكينة لم يتطابق مع تصنيف طول عمل القالب. التوافق ليس سؤالًا بنعم/لا. إنه ثلاثة أرقام تتماشى في نفس الوقت: نمط التثبيت، الوزن لكل بوصة، طول العمل.
إذا فاتك واحد، فأنت تخاطر.
ثم هناك طريقة الانحناء. يعتمد الانحناء الهوائي بشكل أساسي على زاوية المطرقة؛ بينما يعتمد الانحناء القائم على زاوية القالب. تظهر الكتالوجات الأشكال، لكنها نادرًا ما تصرخ عن الطريقة التي تم تحسينها من أجلها. قم بتشغيل مطرقة قاع في عملية انحناء هوائي وستلاحق الزوايا طوال فترة العمل.
“متوافق” يعني:
أي شيء أقل هو أمل متنكّر في شكل شراء.
والأمل يثني المعدن بشكل سيء.
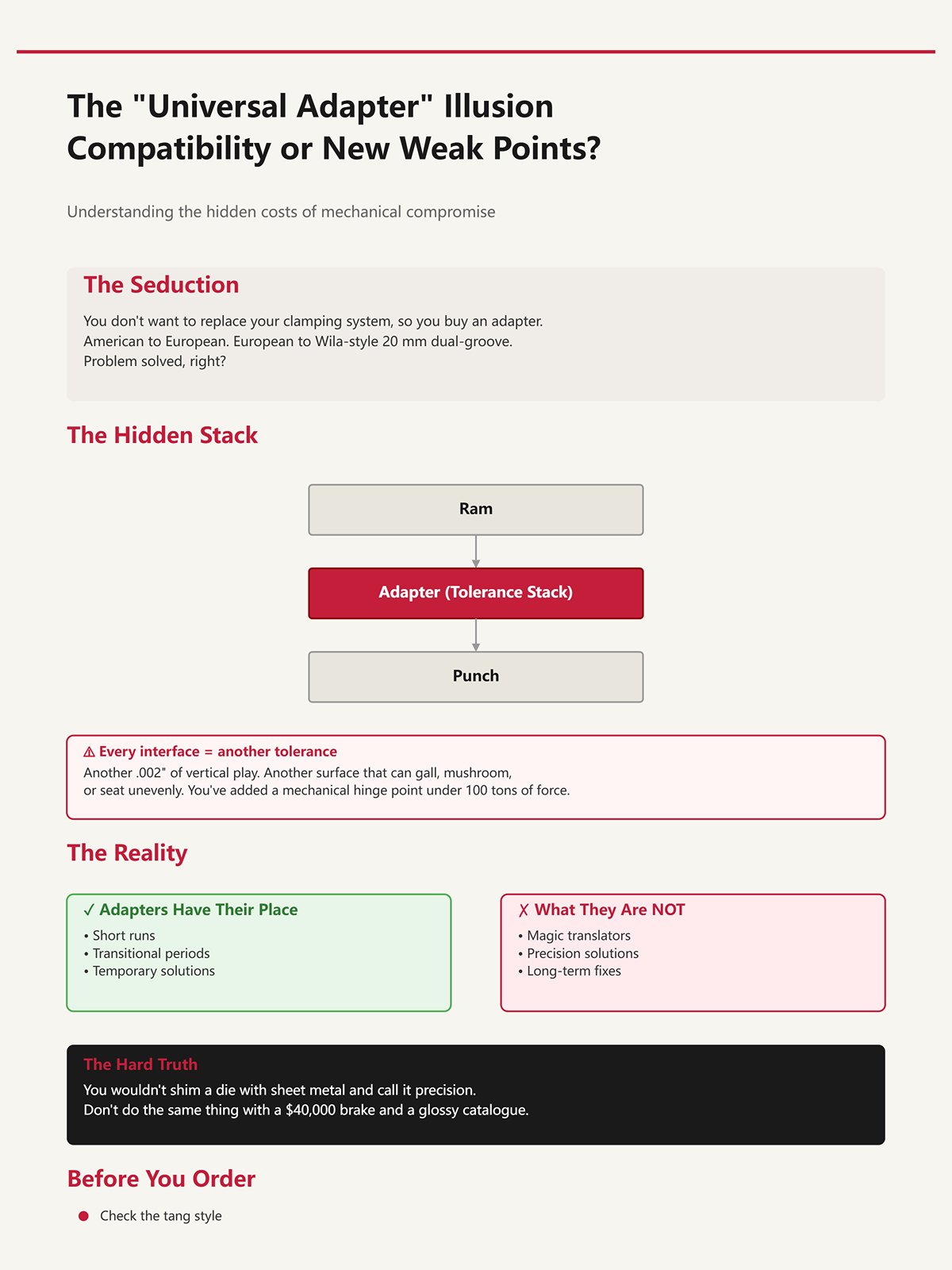
هنا تصبح الأمور مغرية.
لا تريد استبدال نظام التثبيت الخاص بك، لذا تشتري مهايئًا. من أمريكي إلى أوروبي. من أوروبي إلى نمط ويلا ذو الشقين 20 مم. تم حل المشكلة، أليس كذلك؟
الآن اجمعها في ذهنك: المكبس → المهايئ → الثقب.
كل واجهة هي تحمل آخر. فرصة أخرى لوجود .002 من الحركة الرأسية. سطح آخر يمكن أن يتآكل أو يتشوه أو يجلس بشكل غير متساوٍ. لقد أضفت الراحة — ونقطة مفصل ميكانيكية — بين 100 طن من القوة وخط الانحناء الخاص بك.
نعم، للمهايئات مكانها. عمليات قصيرة. فترات انتقالية. لكنها ليست مترجمات سحرية. إنها فواصل تحت الحمل.
لن تستخدم صفائح معدنية كدعامات لمكبس وتطلق عليه اسم الدقة. لا تفعل نفس الشيء مع مكبس $40,000 وكاتالوج لامع.
قبل أن تحدد رقم جزء واحد، اذهب إلى الآلة الخاصة بك. تحقق من نمط اللسان. أكد نوع التثبيت. تحقق من الوزن لكل بوصة وطول العمل.
ابدأ من هناك.
حاول ميكانيكي ذات مرة “جعلها تعمل” عن طريق إدخال لسان أمريكي بطول 0.500 بوصة في مشبك دقيق نمط أوروبي بطول 13 مم. على الورق، 0.500 بوصة تعادل 12.7 مم. قريب بما فيه الكفاية، أليس كذلك؟
سحب المقبض. لم يقفل. لذا ضرب اللسان بمطرقة نحاسية. بعد ثلاث ضربات، انتفخ الحافة العلوية حوالي .015 بوصة. الآن لم يعد يناسب حامله الأمريكي القديم أيضًا. ثقب لامع واحد. آلتان. صفر أدوات قابلة للاستخدام.
هذا ما يحدث عندما تعالج المعايير كاقتراحات بدلاً من هندسة.
أنت تطلب فحوصات خطوة بخطوة قبل طلب الأدوات. جيد. ها هي، وتبدأ بالفرجار، وليس الكتالوجات:
قم بذلك قبل أن تنظر إلى أي ملف تعريف لكمة واحدة. لأن الرام لا يهتم بالشكل الذي تريده. إنه يهتم بما يمكنه الإمساك به فعليًا.
قم بالقياس أولاً. ثم قرر.
لنكن عمليين.
عادةً ما تحتوي لكمة النمط الأمريكي على شوكة بعرض 0.500 بوصة مع ظهر مسطح، محتفظ بها بواسطة براغي ضبط أو مشابك يدوية تدفع أفقيًا. منطقة الاتصال محدودة - غالبًا ما تكون شريطًا ضيقًا على وجه الشوكة. هذا يعني أن قوة التثبيت تتركز في مناطق صغيرة. جيدة للمكابح الميكانيكية القديمة. أقل تسامحًا لتكرار CNC.
عادةً ما تكون الشوكة الأوروبية بعرض 13 مم، أطول، مع كتف محدد وأخدود أمان بالقرب من الأعلى. يتم تثبيتها في مشبك دقيق بطول كامل يسحب الأداة لأعلى في الوضع. مزيد من التفاعل السطحي. موقع عمودي أكثر اتساقًا. لهذا السبب تفضل آلات CNC ذلك.
بروماكام؟ هنا حيث يصبح الناس غير دقيقين في المصطلحات.
تشمل هندسة بروماكام الأصلية ملف تعريف كتف محدد وموقع شق أمان يتناسب مع مشبكها المخصص. الفرق ليس تجميليًا. قد يختلف البعد من الكتف إلى الأخدود بمليمتر أو اثنين مقارنة بالأدوات “الأوروبية” العامة. هذا المليمتر يحدد ما إذا كان دبوس الأمان ينغمس أو يفوت تمامًا.
إذا فاتك، فإن الجاذبية هي دعمك الوحيد.
الآن انظر إلى هندسة المقعد.
غالبًا ما تتدلى الأدوات الأمريكية قليلاً قبل أن تلتقط براغي الضبط. عندما تشد، فإنها تتحرك بمقدار 0.003 إلى 0.010 عموديًا اعتمادًا على التآكل. تم تصميم المشابك الدقيقة الأوروبية للقضاء على تلك الحركة عن طريق سحب الأداة لأعلى إلى سطح مرجعي مصقول.
نفس زاوية الكمة. نفس الطرف بزاوية 30 درجة. آليات مقعد مختلفة تمامًا.
يظهر هذا الاختلاف في اتساق الانحناء على مدى 96 بوصة.
لذا عندما يقول كتالوج “متوافق مع الأوروبي/بروماكام”، فإن مهمتك هي أن تسأل: أي ارتفاع كتف؟ أي موقع أخدود؟ أي اتجاه سحب المشبك؟ إذا لم تتحقق من تلك الأبعاد مقابل الرام لديك، فأنت تخاطر بالصلب والهيدروليكيات.
لا تخمن عند الواجهات المقاسة بالآلاف. تحقق منها.
لقد دخلت إلى متاجر تعمل بأدوات عالية الجودة - ±0.01 مم تحمل ارتفاع - وشاهدت المشغلين يستخدمون قطع الشيم لأن المشبك لم يكن نظام محاذاة صفرية.
هذا هو السر القذر الذي يختبئ وراء كلمة “أوروبي”.”
هناك أدوات tang أوروبية بحجم 13 مم عامة. ثم هناك أدوات مصقولة بدقة مصممة للمشابك الهيدروليكية ذات التثبيت الذاتي. لا يمكن استبدالها لمجرد أن عرض tang يتطابق.
افترض أن فرامل سيارتك تحتوي على مشبك يدوي أوروبي قديم بدون محاذاة عمودية تلقائية. تقوم بتركيب مثاقب مصقولة بدقة متوقعًا تكرارًا مثاليًا. لكن المشبك يسحب قليلاً عن المحور. الآن، فإن ارتفاع ±0.01 مم المصقول ليس له قيمة لأن الأداة تتثبت بشكل مائل بمقدار 0.05 مم.
تلوم بائع الأدوات.
كانت المشكلة عدم تطابق الحمض النووي الميكانيكي.
حتى داخل “الأوروبي”، تختلف أنصاف أقطار الكتف، وعمق الأخاديد، وارتفاعات tang بين الشركات المصنعة. تم بناء بعضها حول هندسة Promecam القديمة. بينما تم بناء البعض الآخر حول أنظمة الدقة الأحدث. إذا كانت دبوس الأمان في مشبكك مرتفعًا بمقدار 2.0 مم عن الأخدود في مثقابك الجديد، فلن يتفاعل. قد لا تزال الأداة تنحني الأجزاء - حتى تسقط أثناء تغيير الأداة.
الجغرافيا هي علامة تسويقية. الهندسة هي حقيقة ميكانيكية.
لذا عندما يقول شخص ما، “إنها أوروبية، ستناسب”، يجب أن يكون سؤالك التالي: أي مشبك، بالضبط؟
إذا لم تتمكن من الإجابة عن ذلك بعدد الأبعاد، توقف عن طلب الشراء.
الآن دعنا نتناول الجدل في أرضية المتجر.
“لقد استخدمت أدوات علوية أوروبية مع قوالب سفلية أمريكية لسنوات. لم تحدث كوارث.”
هم ليسوا مخطئين - في ظل ظروف معينة.
عادة ما يجلس القالب السفلي في حامل بسيط أو سكة قوالب. طالما أن عرض القالب يتطابق مع الحامل وتجاوز تصنيف القوة الحمولة، فإن خلط الأنماط السفلية غالبًا ما يكون غير ذي صلة ميكانيكيًا للثني الأساسي بالهواء.
تظهر الخطورة في الأعلى.
تخيل أن نصف سريرك محملاً بمثاقب tang أمريكية في مشابك ذات براغي ضبط والنصف الآخر بمثاقب tang أوروبية في محولات معدلة. تحت الحمل - لنقل 80 طن عبر 8 أقدام - تختلف خصائص الانحراف. قد ينخفض قسم واحد بمقدار 0.004 بعد الشد. قد يضغط كومة المحول ميكروسكوبياً. الآن يختلف زاوية الانحناء من اليسار إلى اليمين.
تلاحق ذلك بتعديلات التاج.
أسوأ حالة؟ قسم واحد مصنف لـ 20 طن لكل قدم، وآخر لـ 30. تقوم بضغط لوحة بسمك 0.250 بوصة عبر كلا القسمين. القسم الأضعف ينحني أولاً. هكذا تخلق عدم تطابق عمودي دائم بمقدار 0.003 بوصة في أداة كانت مستقيمة سابقًا.
هذا عدم التطابق لا يختفي أبدًا. إنه يستمر في إنتاج الخردة.
والمهايئات؟ كل واجهة مضافة هي مجموعة أخرى من التسامحات. رام → مهايئ → ثقب. لقد أضفت الراحة - ونقطة مفصل ميكانيكية - بين 100 طن من القوة وخط الانحناء الخاص بك. تحت الحمل المتكرر، يمكن أن تتعرض تلك المجموعة للتآكل أو التآكل أو التحول.
هل يؤدي المزج دائمًا إلى انفجار الآلة؟ لا.
هل يؤدي بهدوء إلى تآكل الدقة، والتكرارية، وعمر الأداة عندما لا تأخذ في الاعتبار مسارات الحمل واختلافات التثبيت؟ كل أسبوع.
قم بتوحيد بنية التثبيت العلوية عبر السرير الكامل كلما كان ذلك ممكنًا. تطابق هندسة الشوكة تمامًا مع المشبك. تأكد من تصنيفات الوزن الموحد عبر جميع الأجزاء المحملة.
لأنه بمجرد أن ينزل الرام، فإن الفيزياء - وليس التسويق - هي التي تقرر ما الذي يبقى.
قم بقفل الواجهة قبل أن تقلق بشأن زاوية الانحناء.
قبل بضع شتاءات، حاول مشغل رئيسي تثبيت عمل من الفولاذ الطري بسمك 0.125 باستخدام قالب V بسمك .472 لأنه “هذا ما نستخدمه دائمًا.” انتقل من الانحناء الهوائي إلى الضغط لمتابعة اتساق الزاوية على طباعة ±0.5°. نفس الثقب. نفس القالب. طريقة مختلفة. ضرب الرام القاع، وارتفعت القوة إلى أكثر من 85 طنًا على قسم بطول 6 أقدام، وخرجت أكتاف القالب مع تاج دائم بسمك .003. هذا القالب الآن يعيش في دوران حاوية الخردة لـ “الأشياء الخشنة.”
لم يكن هناك خطأ في الشوكة. لم يكن هناك خطأ في المشبك.
غيرت الطريقة مسار الحمل.
الانحناء الهوائي يطفو بالمادة بين طرف الثقب وأكتاف القالب. الضغط يدفع طرف الثقب إلى المادة حتى يتصل بزاوية القالب. هذه الاختلاف وحده يعيد كتابة متطلبات أدواتك - الفجوات، والأشعة، وتصنيف الوزن، حتى ارتفاع الثقب. إذا كنت تقرر أي معيار تثبيت تعتمد عليه على المدى الطويل، فلا تبدأ بالعلامة التجارية. تبدأ بالطريقة التي تتطلبها مزيج عملك 70% من الوقت. اختر بشكل خاطئ، وستقضي العقد التالي تعوض عن الفيزياء بدلاً من التحكم فيها.
حدد طريقتك المهيمنة في الانحناء قبل أن توحد مشبكًا واحدًا.
التقط كتالوجين. واحد يصنف قالب V بسمك 1.000 عند 30 طنًا لكل قدم. الآخر يسرد ملفًا شخصيًا شبه مطابق عند 24 طنًا لكل قدم. لا أحد يكذب. واحد يحسب التصنيف عند 90° في الانحناء الهوائي. الآخر يفترض ظروف قريبة من الضغط.
الضغط ليس “ضغطًا أكثر قليلاً.” إنه اتصال كامل على طول زاوية القالب. يتم ضغط المادة بين وجه الثقب ووجه القالب، وأي عدم تطابق زاوي بين الثقب والقالب - لنقل 0.5° - لا يظهر كاختلاف في الارتداد. يظهر كإجهاد موضعي.
الآن تخيل ثقب بزاوية 90° يتزاوج مع قالب مصقول عند 88.5°. في الانحناء الهوائي، هذا الاختلاف الزاوي بالكاد يهم؛ تتشكل المادة قبل الاتصال الكامل بالوجه. في الضغط، تحاول أكتاف الثقب الانزلاق إلى تجويف أكثر ضيقًا. يتركز الحمل عند زوايا القالب العليا. هكذا تكسر قالبًا صلبًا بصلابة 42–48 HRC كان “يجب” أن يكون ضمن التصنيف.
تتوقع الكتالوجات تطابق الزوايا المثالية والمحاذاة المثالية. قد تحقق الآلتك ±0.2° - ولكن فقط مع تعويض الارتداد مضبوط والمجموعات المادية تتصرف بشكل جيد. يزيل الضغط هذا التسامح. الآن تتراكم تسامحات زاوية القالب، وتسامحات زاوية الثقب، وتوازي الرام مباشرة في الإجهاد الانضغاطي عند أكتاف القالب.
لهذا السبب يجبرك الضغط على قوالب أكثر دقة، وتطابق الزوايا الموثوق بها، وأنظمة تثبيت تحافظ على سحب عمودي حقيقي. خطأ في التثبيت بسمك .05 مم كان غير ضار في الانحناء الهوائي يصبح اتصال وجه غير متساوي عبر أدوات مقسمة في الضغط. يأخذ جزء واحد المزيد من الحمل. جزء واحد ينحني أولاً.
إذا كنت تخطط للضغط بشكل روتيني، اشترِ الأدوات والمشابك كما لو أن خطأ المحاذاة يساوي مضاعف الإجهاد - لأنه كذلك.
امشِ إلى المكابح الخاصة بك وقم بإنحناء 0.125 A36 فوق فتحة V بمقدار 1.000 مع رأس مثقاب حاد بمقدار 0.031. قم بقياس نصف القطر الداخلي. ستقرأ تقريبًا من 0.156 إلى 0.170 اعتمادًا على دفعة المادة.
ليس 0.031.
في الانحناء الهوائي، يكون نصف القطر الداخلي بشكل أساسي تابعًا لفتحة V-die—عادةً حوالي 16% من فتحة V للصلب اللين. يحتاج رأس المثقاب فقط إلى أن يكون حادًا بما يكفي لتجنب تسطيح نصف القطر قبل الأوان. إنه لا “يخلق” نصف القطر الداخلي ما لم تصل إلى القاع.
لقد شاهدت ورش العمل تطارد أنصاف أقطار داخلية أكثر دقة من خلال طلب مثاقب حادة بمقدار 0.015 بينما لا تزال تستخدم V-die بمقدار 1.000. كانوا يحلون المتغير الخاطئ. كانت فتحة القالب تحدد نصف القطر طوال الوقت.
الآن انتقل إلى القاع. يتم دفع نصف قطر رأس المثقاب في المادة حتى يتوافق مع زاوية القالب. في هذه الحالة، يصبح نصف قطر المثقاب هو الهندسة المسيطرة. نفس ملفات الأدوات على الورق. بعد تغيير الطريقة، تصبح الأبعاد الحاكمة مختلفة تمامًا.
هنا هو المكان الذي تخرب فيه الكتالوجات المشتري الساذج. إنها تسرد أنصاف أقطار رؤوس المثاقب كما لو كانت دائمًا حاسمة. لكنها ليست كذلك. في الانحناء الهوائي، يتحكم اختيار فتحة V في نصف القطر الداخلي، والطن لكل قدم، وطول الشفة الأدنى. في القاع، يهيمن تطابق نصف قطر المثقاب وزاوية القالب.
لذا عندما تقوم بتوحيد الأدوات، اسأل نفسك: هل نتحكم بشكل أساسي في نصف القطر من خلال اختيار القالب أم من خلال هندسة المثقاب؟ إجابتك تحدد ما إذا كنت ستستثمر في مكتبة قوالب واسعة أو مخزونًا أكثر دقة من أنصاف أقطار المثاقب.
لا تطلب مثاقب حادة لإصلاح مشكلة القالب.
تخيل نظام مثقاب بارتفاع ثابت—لنقل 5.984 ارتفاعًا كليًا، شائع عبر الأقواس الحادة والمثاقب الحادة. يسمح هذا الارتفاع الموحد لملقط هيدروليكي بسحب كل جزء إلى نفس المرجع دون الحاجة إلى رفع. ينخفض وقت الإعداد. يصبح الانحناء المرحلي قابلًا للتنبؤ.
الآن قم بتحميل V-die بمقدار 2.000 تحت ذلك المثقاب لثني صفيحة بمقدار 0.250 في الهواء. تختفي المسافة بسرعة. إذا كان ارتفاع الفتحة لديك هامشيًا، فقد يصل المكبس إلى القاع ميكانيكيًا قبل أن تصل إلى الوزن المحسوب. أو أسوأ من ذلك، تتصادم كتف المثقاب مع كتل القالب لأن المثقاب لم يكن مقصودًا لتلك الفتحة الواسعة.
فتحة V ليست مجرد مسألة نصف قطر ووزن. إنها تحدد عمق الاختراق لزاوية معينة. V الأوسع يعني سفرًا أعمق للمثاقب للوصول إلى 90°. السفر الأعمق يعني مزيدًا من التعرض لانحراف المكبس، ومزيدًا من الطلب على التاج، وزيادة خطر الاتصال غير المتوازي إذا لم يكن الحمولة الخاصة بك ذاتية التثبيت حقًا.
لقد قمت بقياس تباين الزاوية بمقدار 0.4° عبر 96 بوصة ببساطة لأن ورشة عمل انتقلت من V بمقدار 0.472 إلى V بمقدار 0.630 دون إعادة حساب عمق الاختراق والتحقق من توازي المكبس تحت الحمل. لا يوجد شيء “خاطئ” مع الأدوات. غيرت الهندسة سلوك الآلة.
ارتفاع المثقاب مهم بنفس الطريقة. إذا كان قصيرًا جدًا، ستقوم بتكديس الرافعات—مضيفًا واجهة أخرى بين المكبس والمثقب. لقد أضفت الراحة — ونقطة مفصل ميكانيكية — بين 100 طن من القوة وخط الانحناء الخاص بك. إذا كان طويلًا جدًا، ستضحي بالمسافة المطلوبة للشفرات الطويلة أو الأجزاء الصندوقية.
تحدد الطريقة فتحة V. تحدد فتحة V الاختراق. يحدد الاختراق ارتفاع المثقاب المطلوب وصلابة الملقط. تحدد هذه السلسلة ما إذا كانت مكابحك تنتج أجزاء ±0.2°—أو تبرعات ثابتة إلى حاويات الخردة.
قبل أن تعتمد معيار تثبيت أو تعيد تجهيز مكابحك، قم برسم سمك المواد السائد لديك، وأنصاف الأقطار المستهدفة، وطريقة الانحناء. ثم احسب فتحات V وعمق الاختراق. دع تلك الأرقام تخبرك بما تحتاجه من ارتفاعات المثاقب ودقة الملقط.
قم بحساب الرياضيات قبل أن تشغل المكبس.
كانت ورشة عمل دخلت إليها في الشتاء الماضي تحتوي على مكابح بوزن 100 طن، بطول 10 أقدام، تثني 0.236 كروم مولي فوق فتحة V بمقدار 1.890. كان المشغل فخورًا بذلك. “نحن فقط عند 92 طن”، قال، مشيرًا إلى الشاشة.
كانت الآلة تحت تصنيفها. كانت الأدوات ليست كذلك.
إذا كنت ستختار معيار تثبيت يدوم على المدى الطويل، فلا تبدأ بأسلوب تانغ أو ولاء العلامة التجارية. تبدأ بهذه المعادلة. فتحة V تحدد نصف القطر الداخلي والطن لكل قدم. قوة الشد للمواد تضاعف ذلك الطن. طريقة الانحناء تحدد ما إذا كان هذا الرقم اقتراحًا أو جدارًا حجريًا. يجب أن يتحمل نظام التثبيت والأدوات أسوأ مجموعة من الظروف التي تعمل بها بانتظام - وليس متوسط عمل يوم الثلاثاء بعد الظهر.
لذا قبل أن تقوم بتوحيد أي شيء، يجب أن تجيب على سؤال واحد: ما هو أعلى سيناريو للطن لكل بوصة ستراه طريقة الانحناء السائدة لديك على هذه الآلة؟
إذا فاتك ذلك، فإن “المعيار” الخاص بك يصبح عبئًا. قم بحساب الأرقام قبل أن تختار الأجهزة.
خذ 0.236 (6 مم) من الصلب العادي عند 60,000 PSI من الشد. تقول القاعدة القديمة 8× السمك للانحناء الهوائي، لذا حوالي 1.890 فتحة V. قد يكون الطن الأساسي حوالي 117 طنًا على مدى 10 أقدام. يمكن التحكم فيه على مكبس بوزن 130 طن. هذه هي القاعدة التي نشأت منها - الصلب العادي، الشد المتوقع، الانحناء الهوائي.
الآن قم بتبديل المادة إلى الكروم مولي عالي الشد. نفس السمك. نفس 1.890 V. مضاعف الشد يقفز - تقريبًا 2.0 مقابل العادي. يصبح الـ 117 طنًا 234 طنًا عبر نفس الطول.
لم يتغير شيء في قاعدة “8×”. الفيزياء هي التي تغيرت.
هناك صيغة شائعة تتداول: P = 650 × S² × L × (الشد / 60,000) / V
S هو السمك، L هو طول الانحناء، V هو فتحة القالب. المصطلح الرئيسي هو نسبة الشد تلك. إذا قمت بانحناء شيء مثل Raex 500 - تقريبًا 232,000 PSI من الشد - فأنت تواجه تقريبًا أربعة أضعاف قوة الصلب العادي لنفس الشكل الهندسي. أربعة أضعاف. لم تصبح فتحة V لديك أضيق. لم تضعف الآلة لديك. لكن الضغط داخل القالب بالتأكيد زاد.
وهنا حيث تخونك الكتالوجات بهدوء. يطبعون جداول فتحات V على افتراض مادة بضغط 60,000 PSI. قد يذكرون الفولاذ المقاوم للصدأ عند 1.5×. نادرًا ما يصرخون أن الألواح الحديثة المقاومة للاحتكاك يمكن أن تكون 3×–4×. لذا تتبع “8× السمك”، تبقى تحت تصنيف الآلة لديك بوزن 150 طن، وتتساءل لماذا يبدأ قالبك الذي يتراوح بين 42–48 HRC في التشقق عند الكتفين.
لم تأخذ القاعدة في الاعتبار تطور المواد. لقد افترضت وجود شفرة جينية قد لا تشاركها ورشتك بعد الآن.
إذا كان عملك السائد هو عالي الشد، فإن قاعدة 8× ليست خاطئة - إنها غير مكتملة. إما أن توسع فتحة V لتقليل الطن لكل قدم، أو تقوم بزيادة حجم المكبس والأدوات لتحمل المضاعف. هذه هي الخيارات الوحيدة الصادقة.
لا تدع جدول الصلب العادي يحدد حجم القوالب لعمل بضغط 200,000 PSI.
تخيل جزءًا يتطلب فلانج 0.472 في 0.125 A36. القالب الصحيح للانحناء الهوائي وفقًا لقاعدة 8× هو 1.000 V. الحد الأدنى لطول الفلانج لذلك القالب هو تقريبًا 0.600–0.650 اعتمادًا على رأس الثقب والمادة.
لكن المشغل لا يريد التبديل إلى قالب أضيق. يغلق إلى 0.630 V الذي تم إعداده بالفعل في الآلة. الآن ينخفض الحد الأدنى للفلانج ليقترب من 0.400–0.450. تتشكل الساق القصيرة. يستمر العمل. الجميع سعيد.
باستثناء أن الطن لكل قدم قد ارتفع للتو.
قوة الانحناء الهوائي تتناسب عكسيًا مع فتحة V. تقليص V، ترتفع القوة. قد يحتاج نفس الصلب العادي 0.125 فوق 1.000 V إلى حوالي 12–14 طن لكل قدم. فوق 0.630 V، أنت تدفع أكثر من 20 طن لكل قدم. نفس الجزء. نفس المادة. قالب مختلف. مسار تحميل مختلف.
الآن أضف المتغيرات الواقعية. تحمل السمك +0.010. الشد 75,000 بدلاً من 60,000 التي افترضتها. الاحتكاك أعلى لأن قشور المصنع لم تُنظف. ممارسة شائعة في الصناعة هي إضافة هامش أمان قدره 15,000 PSI إلى الحد الأدنى المنشور للشد. يمكن أن يزيد ذلك القوة بشكل ملحوظ. يصبح 20 طن لكل قدم المريحة 24 أو 26.
وإذا كان ذلك الانحناء قد تم في القاع بدلاً من الانحناء الهوائي؟ يمكنك أن تكون عند أربعة أضعاف طن الانحناء الهوائي. لقد رأيت جداول الهواء تُطبق على أعمال القاع لأن صفحة الكتالوج بدت مشابهة. هذه ليست مجرد خطأ تقريبي. هذه هي الطريقة التي تحول بها قالبًا إلى قطعتين.
تجنبت تغيير الأداة. لقد زدت من الضغط المحلي، وخفضت من عمر القالب، وربما تجاوزت ما تم تصميمه لشد القالب بشكل مستقيم.
لا تضغط على الفتحات على شكل V لتوفير وقت الإعداد ما لم تكن قد أعادت حساب القوة وحدود الشفة لتلك الدفعة المحددة من المواد.
إليك ما يكسر الأدوات دون تحذير.
فرامل بوزن 100 طن تنحني جزءًا بطول 36 بوصة عند 30 طنًا إجمالاً يبدو آمنًا على الشاشة. أنت عند 30% من سعة الآلة. لا إنذارات. لا دراما.
لكن قم بالقسمة.
ثلاثون طنًا على 36 بوصة تعني 0.83 طن لكل بوصة. جيد — إذا كان القالب مصنفًا، على سبيل المثال، 1.5 طن لكل بوصة في تلك الفتحة على شكل V.
الآن غير السيناريو. نفس الـ 30 طنًا، لكن الجزء طوله 12 بوصة فقط ومتمركز. هذا يعني 2.5 طن لكل بوصة. إذا كانت تصنيفات القالب لتلك الفتحة الضيقة هي 2.0 طن لكل بوصة، فأنت تقوم بتحميله بشكل زائد — بينما تستمر الآلة في العمل عند 30%.
هذه هي مشكلة الوزن المحلي. الآلات مصنفة بالطن الإجمالي. تعيش الأدوات وتموت بالطن لكل بوصة.
تحب الكتالوجات طباعة توافق الوزن الأقصى للآلة. لكنها تكون أكثر هدوءًا بشأن توزيع الحمل لكل بوصة وتصنيفات القوالب عند فتحات V محددة. قد تكون الفتحة الضيقة في الأدوات المقواة مصنفة بشكل دراماتيكي أقل لكل بوصة من الفتحة الواسعة في نفس السلسلة. إذا تجاوزتها، فإن العلامة الأولى غالبًا ما تكون شقًا شعريًا عند كتف القالب — ثم كسر مفاجئ أثناء التشغيل.
وإذا كان نظام التثبيت الخاص بك لا يسحب بشكل موحد — إذا كانت إحدى القطع تجلس 0.05 مم أقل — فإن تلك القطعة تأخذ أكثر من حصتها. بوصة واحدة ترى 3.0 طن بينما المتوسط يقول 2.5. هكذا تصبح قطعة واحدة تبرعًا في حاوية الخردة بينما يبدو الباقي في حالة ممتازة.
يمكن أن تكون تحت تصنيف الآلة البالغ 100 طن وما زلت تدمر قالبًا لأن قسمًا بطول 12 بوصة تجاوز حد الوزن لكل بوصة. هذه ليست حظًا سيئًا. هذه رياضيات تم تجاهلها.
عندما تقوم بتقييم كتالوج، توقف عن النظر إلى الوزن الإجمالي أولاً. اسأل: ما هو تصنيف القالب للطن لكل بوصة عند هذه الفتحة على شكل V، وكيف يقارن ذلك بأسوأ حالة لمادتي، وسمكها، وطولها، وطريقة الانحناء؟
أجب عن ذلك بالحبر قبل أن تقوم بتحميل الأداة.
أنت تحدق في أرقام الوزن لكل بوصة في أسوأ الحالات التي يمكن أن تكسر قالبًا بينما تقول شاشة الآلة أنك “فقط عند 40%.” جيد. هذه هي النوع الصحيح من جنون العظمة.
الآن إليك الخطوة التي تفوتها معظم الورش: لا تبدأ كتالوجًا بالنظر إلى الأشكال. تبدأ ببناء مصفوفة توافق — أربعة خطوط على الورق:
حتى يتم كتابة تلك الأربعة، فإن الكتالوج هو فخ متنكر كراحة.
كتالوج الأدوات ليس قائمة طعام. إنه اختبار فحص جيني. تحتوي مكبس الضغط لديك على حمض نووي للتثبيت وحدود تحميل مشفرة في الحديد والهيدروليكيات. أي أداة لا تتطابق مع ذلك الرمز سيتم رفضها بعنف.
فكيف يمكنك قراءة الشيء فعليًا دون التبرع بالأدوات إلى صندوق الخردة؟
لا يهمني ما هو اسم العلامة التجارية على الجانب. يهمني ما هو تحت المكبس.
هل هو نوع حقيقي على الطراز الأوروبي مع مقعد 13 مم وشق تحميل أمامي؟ أم نوع أمريكي من قطعتين مع حامل مثقاب منفصل؟ أم ملف بروماكام مع عرض كتف محدد؟ قم بقياسه. لا تفترض. لقد رأيت مشغل رئيسي يحاول تثبيت نوع 0.500 في فتحة مترية لأنه “أساسًا هو نفسه”. لم يكن كذلك. لقد دفعت المكبس ثمن ذلك.
تحدد هندسة التثبيت كيفية انتقال الحمل من المكبس إلى المثقاب. نوع التثبيت الضيق الذي يلامس بالكامل ينشر الحمل. نظام التغيير السريع مع كامة أو وتد يقدم نقطة مفصل. لقد أضفت راحة — ونقطة مفصل ميكانيكية — بين 100 طن من القوة وخط الانحناء الخاص بك.
لكن ما هو نوع التثبيت الموجود على مكبس الضغط الخاص بك — وما هو تصنيفه الفعلي لكل بوصة؟
ليس تصنيف الكتيب. تصنيف حقيقي.
إذا كان مكبس الضغط الخاص بك 150 طن على مدى 10 أقدام، فهذا يعني 15 طن لكل قدم في المتوسط — 1.25 طن لكل بوصة — إذا تم توزيعه بشكل مثالي. الآن انظر إلى أسوأ حالة لديك من قبل: V ضيق، مواد ذات قوة شد عالية، قطعة بطول 12 بوصة في المنتصف. قد تكون تدفع 2.5–3.0 طن لكل بوصة محليًا.
إذا كان نظام التثبيت وحامل المثقاب لديك مريحين فقط عند 2.0 طن لكل بوصة بشكل مستمر، فقد اخترت بالفعل الحلقة الضعيفة.
اكتب الحد الأقصى الآمن للطن لكل بوصة بناءً على أسوأ حالة للمواد وأقصر طول انحناء تقوم بتشغيله. إذا كنت لا تعرفه، اتصل بباني الآلة واسأل. لا تخمن.
أنت تحدد السقف الذي يجب أن تتحمله أدواتك. افعل ذلك قبل أن تقارن بين أي ملف مثقاب واحد.
الانحناء الهوائي، والانحناء القاعي، والانحناء بالضغط — ليست اختلافات تجميلية. إنها طرق تحميل مختلفة.
يمنحك الانحناء الهوائي نصف القطر كدالة لفتحة V. يدفع الانحناء القاعي المادة إلى كتف القالب. يضغط الانحناء بالضغط المادة بعد حد العائد من خلال السماكة. كل خطوة للأعلى تضاعف الحمولة. لقد رأيت بالفعل ما يفعله ذلك بالطن لكل بوصة.
لذا اسأل نفسك: ما هو نصف القطر الداخلي الذي تحاول الوصول إليه فعليًا؟
إذا كانت رسوماتك تتطلب نصف قطر داخلي 0.062 في مادة 0.125، وتخطط للانحناء الهوائي، فإن هذا نصف القطر يتم التحكم فيه بشكل أساسي بواسطة فتحة V — تقريبًا 16% من V للفولاذ اللين كنقطة انطلاق. هذا يعني أن اختيار القالب الخاص بك هو التحكم في نصف القطر أولاً، ثم رأس المثقاب.
لكن إذا كنت تقوم بالانحناء القاعي “لتثبيت” الزاوية، يصبح نصف قطر رأس المثقاب هو السائد، وترتفع الحمولة بشدة ضد كتف القالب.
طريقة مختلفة. خريطة إجهاد مختلفة. نفس صفحة الكتالوج.
تسرد الكتالوجات ملفات الثقب حسب زاوية الرأس ونصف قطر الأنف كما لو كانت خيارات أزياء. لكنها ليست كذلك. إنها قرارات هيكلية تحدد ما إذا كانت مشبكك ستتعرض لتحميل موزع سلس أو صدمة ضغط مركزة.
حدد طريقة الانحناء ونصف القطر المستهدف بالحبر. ثم قم بإزالة كل مجموعة من الثقب والقالب التي تجبرك على استخدام طريقة وزن أعلى مما يمكن لمشبكك تحمله.
لا تدع رسمًا مقطعًا جميلًا يقنعك بحالة تحميل لا يمكن لجينات جهازك تحملها.
هنا حيث يصبح معظم المشغلين ذوي الخبرة غير مبالين.
تقول الرسم البياني 8× سمك. تومئ برأسك. لقد فعلت ذلك لمدة 15 عامًا.
لكن تلك الرسم البياني تفترض حوالي 60,000 PSI من الشد ما لم يُذكر خلاف ذلك بوضوح. لقد رأيت بالفعل ما يحدث عند 200,000+.
لذا عندما يوصي الكتالوج، على سبيل المثال، بفتحة V بمقدار 1.000 لمادة بسمك 0.125، فهذه اقتراح هندسي - ليست ضمانة للبقاء.
قم بتشغيل معادلة الوزن باستخدام الشد الفعلي الخاص بك. إذا كانت مادّتك السائدة هي 90,000 PSI، اضرب وفقًا لذلك. إذا كنت تنحني أحيانًا شيئًا يزيد عن 180,000، قم بتشغيل ذلك أيضًا. استخدم أسوأ الحالات.
ثم قارن:
يجب أن تتفق الثلاثة.
إذا كان القالب مصنفًا لـ 2.0 طن لكل بوصة عند 1.000 V، وقالت الرياضيات في أسوأ الحالات 2.4، فإن هذا القالب ليس “قريبًا”. إنه خاطئ.
هنا حيث تقوم مصفوفة التوافق بعملها. أنت لا تسأل “هل سينحني؟” أنت تسأل “هل سيتحمل أسوأ وظيفة لي على أقصر قطعة في أصعب مادة لدي؟”
لا تدع جدول V للصلب اللين يحدد أدوات الواقع العالي الشد.
| خطوة | العنوان | الإجراءات الرئيسية | اعتبارات حرجة | التحققات المطلوبة |
|---|---|---|---|---|
| الخطوة 1 | قم بإعادة هندسة نوع تثبيت جهازك والحد الأقصى للوزن لكل بوصة | حدد نظام التثبيت الفعلي (الزنبرك الأوروبي، القطعتين الأمريكية، بروميكام، إلخ). قم بقياس الهندسة فعليًا. حدد سعة الطن لكل بوصة الحقيقية. احسب أسوأ حالة للطن المحلي بناءً على أقصر طول انحناء وأعلى مادة ذات مقاومة الشد. | تحدد هندسة التثبيت نقل الحمل. قد تقدم أنظمة التغيير السريع نقاط مفصلية. تصنيفات الكتيبات ليست كافية. يمكن أن تتجاوز الأحمال المحلية تصنيفات الآلات المتوسطة. | أكد نوع التثبيت الفعلي والأبعاد. احسب الحد الأقصى للطن لكل بوصة في أسوأ الظروف. تحقق من تصنيف التثبيت والحامل المستمر. اتصل بباني الآلات إذا لزم الأمر. |
| الخطوة 2 | حدد طريقة الانحناء ونصف القطر المستهدف قبل النظر إلى ملفات الثقب. | قرر طريقة الانحناء (الانحناء الهوائي، التثبيت، التشكيل). حدد نصف القطر الداخلي المطلوب من الرسم. استبعد تركيبات الأدوات التي تتجاوز الحمولة الآمنة. | تخلق كل طريقة انحناء مسارات تحميل ومتطلبات طن مختلفة. يعتمد نصف قطر الانحناء الهوائي بشكل رئيسي على الفتحة على شكل V. يزيد التثبيت والتشكيل بشكل كبير من الحمولة. يصبح نصف قطر رأس الثقب هو السائد في التثبيت. | أكد طريقة الانحناء كتابيًا. حدد نصف القطر الداخلي المستهدف. تحقق من أن الأدوات لا تجبر على حمولة أعلى من سعة التثبيت. |
| الخطوة 3 | تحقق من توصيات الفتحة على شكل V في الكتالوج مقابل مقاومة الشد لمادتك. | راجع اقتراحات الفتحة على شكل V في الكتالوج. احسب الحمولة مرة أخرى باستخدام مقاومة الشد الفعلية للمادة. قارن الطن المحسوب لكل بوصة بتصنيفات القالب والتثبيت. | تفترض الجداول القياسية غالبًا ~60,000 PSI مقاومة للشد. تزيد المواد عالية الشد بشكل كبير من الحمولة. الاقتراحات الهندسية ليست ضمانات للبقاء. | احسب أسوأ حالة للطن لكل بوصة. أكد سعة القالب المصنفة عند الفتحة على شكل V المختارة. تأكد من أن الحمولة المحسوبة لا تتجاوز الحدود الآمنة للقالب أو التثبيت. |
أحيانًا تقول المصفوفة لا لكل شيء في الصفحة.
سرير طويل. مقاومة شد عالية. نصف قطر ضيق. شفة قصيرة. ونظام تثبيت لم يتم تصميمه للوحة مقاومة للاحتكاك الحديثة.
يمكنك اللعب بالألعاب - فتحة V أضيق، انحناء متدرج، تسلسل إبداعي. أو يمكنك الاعتراف بالحقيقة: السلسلة القياسية لم تُبنى لحالة الحمولة الخاصة بك.
عندها تتصل بالدعم الفني وتقول بوضوح:
“تُصنف مشبك الآلة الخاص بي عند X طن لكل بوصة. أسوأ حالة انحناء لي هي مادة Y بسماكة Z على مدى N بوصة. أحتاج إلى قالب وملف ثقب يتحمل ذلك دون تجاوز A طن لكل بوصة.”
الآن أنت تتحدث لغتهم.
ربما تكون الإجابة هي قالب ذو جسم أوسع مع تصنيف أعلى لكل بوصة. ربما يكون درجة مخصصة مقواة. ربما يكون حامل معزز يتناسب مع الزنبرك الخاص بك ولكنه ينشر الحمل أعمق في المكبس.
أو ربما تكون الإجابة الصادقة هي أن الآلة الخاصة بك هي الجين المحدد في النظام.
هذه هي العدسة التي أريدك أن تحملها إلى الأمام: كل قرار بشأن الأدوات هو قرار بشأن مسار التحميل. الكتالوج هو بيانات جينية خام. وظيفتك هي تصفيته من خلال هندسة التثبيت، وطريقة الانحناء، والواقع الشد، وأقصى حالة للطن لكل بوصة قبل أن يلمس المعدن المعدن.
إذا لم تبني تلك المصفوفة أولاً، فأنت لا تختار الأدوات.
أنت تخاطر بقوة لا يمكنك رؤيتها.


















