

Er sah sich im Pausenraum ein 12-minütiges Herstellervideo an. Unterschrieb ein Blatt. Setzte die Schutzbrille auf.
Eine Stunde später stand er vor einer 135-Tonnen-Abkantpresse, der Fuß schwebte über dem Pedal, die Finger sechs Zoll von einem sich schließenden Oberstempel entfernt.
Niemand in dieser Werkstatt dachte, dass sie leichtsinnig handelten. Das ist der Teil, der dich beunruhigen sollte.
Die meisten Werkstätten, die ich prüfe, haben einen Ordner mit der Aufschrift “Abkantpressen-Schulung”. Darin: ein Ausdruck einer PowerPoint-Präsentation, ein Anwesenheitsblatt, vielleicht ein Link zu einem generischen Video. Die Annahme ist einfach – wenn der Bediener “geschult” wurde, verschiebt sich die Haftung auf ihn.
Aber ANSI B11.3 ist egal, was er angeschaut hat. Es geht darum, was er an genau dieser Maschine unter normalen Produktionsbedingungen nachweislich leisten kann – mit dokumentierter Bewertung.
Dieser Unterschied ist der Grund, warum Finger verschwinden.
Stell dir zwei Bediener vor.
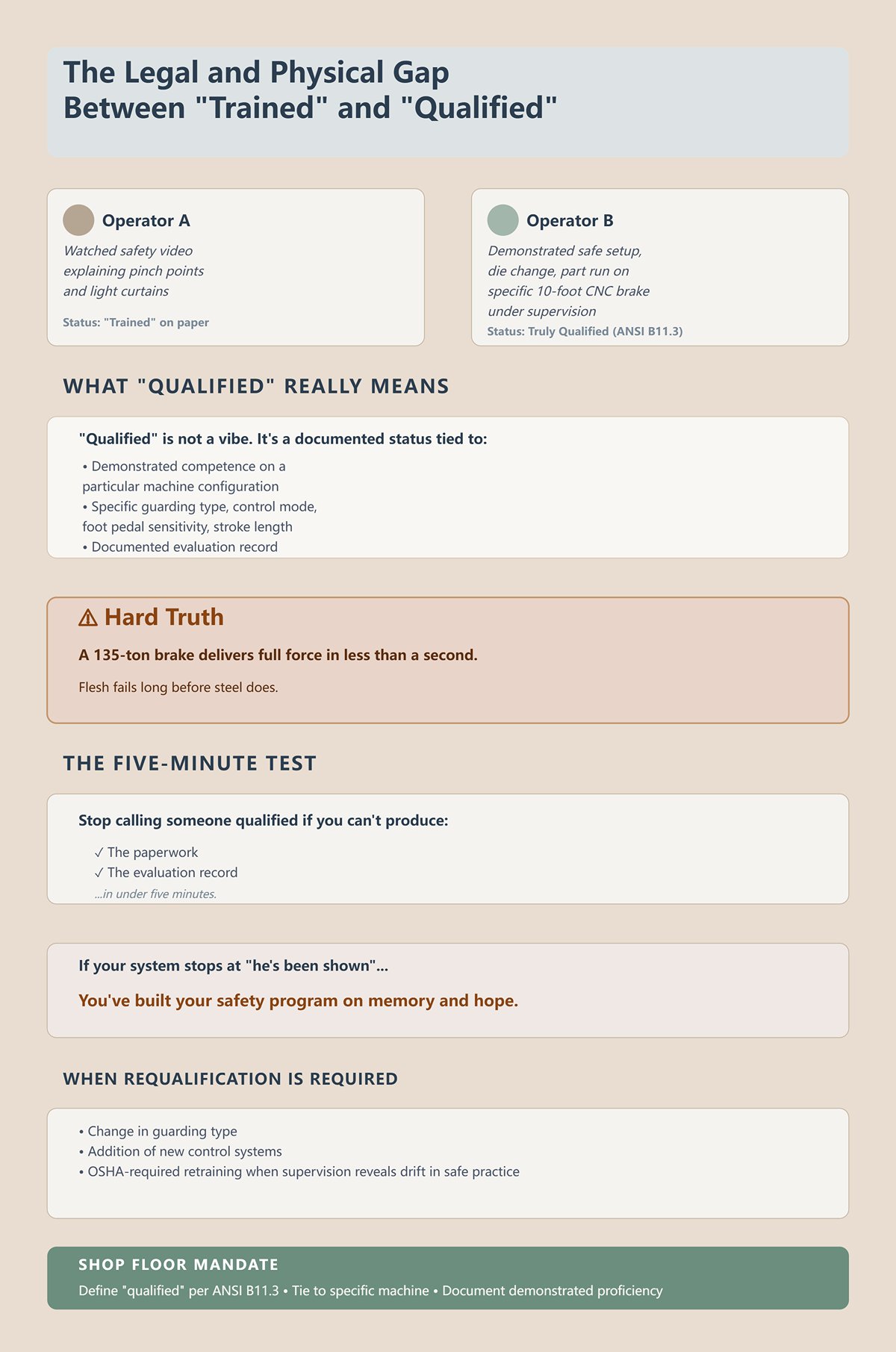
Bediener A sah ein Sicherheitsvideo, das Quetschpunkte und Lichtschranken erklärte. Bediener B zeigte unter Aufsicht eine sichere Einrichtung, einen Werkzeugwechsel und einen Teilelauf an einer spezifischen 10-Fuß-CNC-Abkantpresse mit 0,0004 Zoll Wiederholgenauigkeit, und der Arbeitgeber dokumentierte seine Fähigkeiten.
Auf dem Papier sind beide “geschult”. Nach ANSI B11.3 ist jedoch nur einer qualifiziert.
“Qualifiziert” ist kein Gefühl. Es ist ein dokumentierter Status, der an die nachgewiesene Kompetenz an einer bestimmten Maschinenkonfiguration gebunden ist – Art der Schutzeinrichtung, Steuerungsmodus, Fußpedalempfindlichkeit, Hublänge, Schließhöhe. Ändert sich die Schutzeinrichtung oder wird eine neue Steuerung hinzugefügt, muss die Qualifikation neu bewertet werden. OSHA verlangt sogar eine Nachschulung, wenn die Aufsicht Abweichungen im sicheren Verhalten feststellt.
Harte Wahrheit: Hör auf, jemanden als qualifiziert zu bezeichnen, wenn du die Unterlagen und die Bewertungsaufzeichnung nicht in unter fünf Minuten vorlegen kannst.
Das ist kein juristisches Haarspalten. Es ist Physik. Eine 135-Tonnen-Abkantpresse ist egal, wie viele Videos jemand gesehen hat. Sie liefert ihre volle Kraft in weniger als einer Sekunde, und Haut und Fleisch versagen lange bevor Stahl das tut.
Wenn dein System bei “ihm wurde es gezeigt” stehen bleibt, hast du dein Sicherheitsprogramm auf Erinnerung und Hoffnung aufgebaut.
Vorgabe für den Werkstattboden: Definiere “qualifiziert” gemäß ANSI B11.3, binde es an eine spezifische Maschine und dokumentiere die nachgewiesene Kompetenz – nicht die Teilnahme.

Ich habe das schon öfter gehört, als ich zählen kann: “Der Hersteller hat unsere Leute geschult, als wir die Presse gekauft haben.”
Ja. Am Tag der Lieferung.
Sie gingen die Bedienelemente durch. Zeigten den Lichtvorhang. Vielleicht liefen ein paar Teile durch. Dann gingen sie.
ANSI B11.3 legt die Verantwortung für den sicheren Betrieb eindeutig auf den Arbeitgeber, weil Sie die Umgebung kontrollieren – Produktionsdruck, Wartungsintervalle, Aufsicht, Beziehungen zwischen Bediener und Helfer. Der Hersteller entscheidet nicht, dass Ihr leitender Bediener 400 Zyklen pro Stunde ausführt, um einen Liefertermin einzuhalten. Das tun Sie.
Moderne Bremsen werden mit Laserschutz, Mute-Punkt-Einstellungen, programmierbaren Hinteranschlägen mit einer Genauigkeit von wenigen Tausendstel ausgeliefert. Aber wenn Ihre Werkstatt eine Schutzvorrichtung deaktiviert, weil sie eine komplexe Biegefolge verlangsamt, liegt diese Gefährdung beim Arbeitgeber, nicht beim Hersteller.
Der Standard erkennt eine einfache Realität an: Risiko ist dynamisch. Es verändert sich mit Personalbestand, Arbeitslast, Materialart und Qualität der Aufsicht.
Also liegt die Verantwortung dort, wo die Kontrolle liegt.
Vorgabe für den Werkstattboden: Erstellen Sie ein maschinenspezifisches Schulungs- und Auditsystem, das Sie besitzen, warten und erneut verifizieren – lagern Sie Ihre Verantwortung nicht an eine eintägige Werksvorführung aus.
Nun sprechen wir über das Fußpedal.
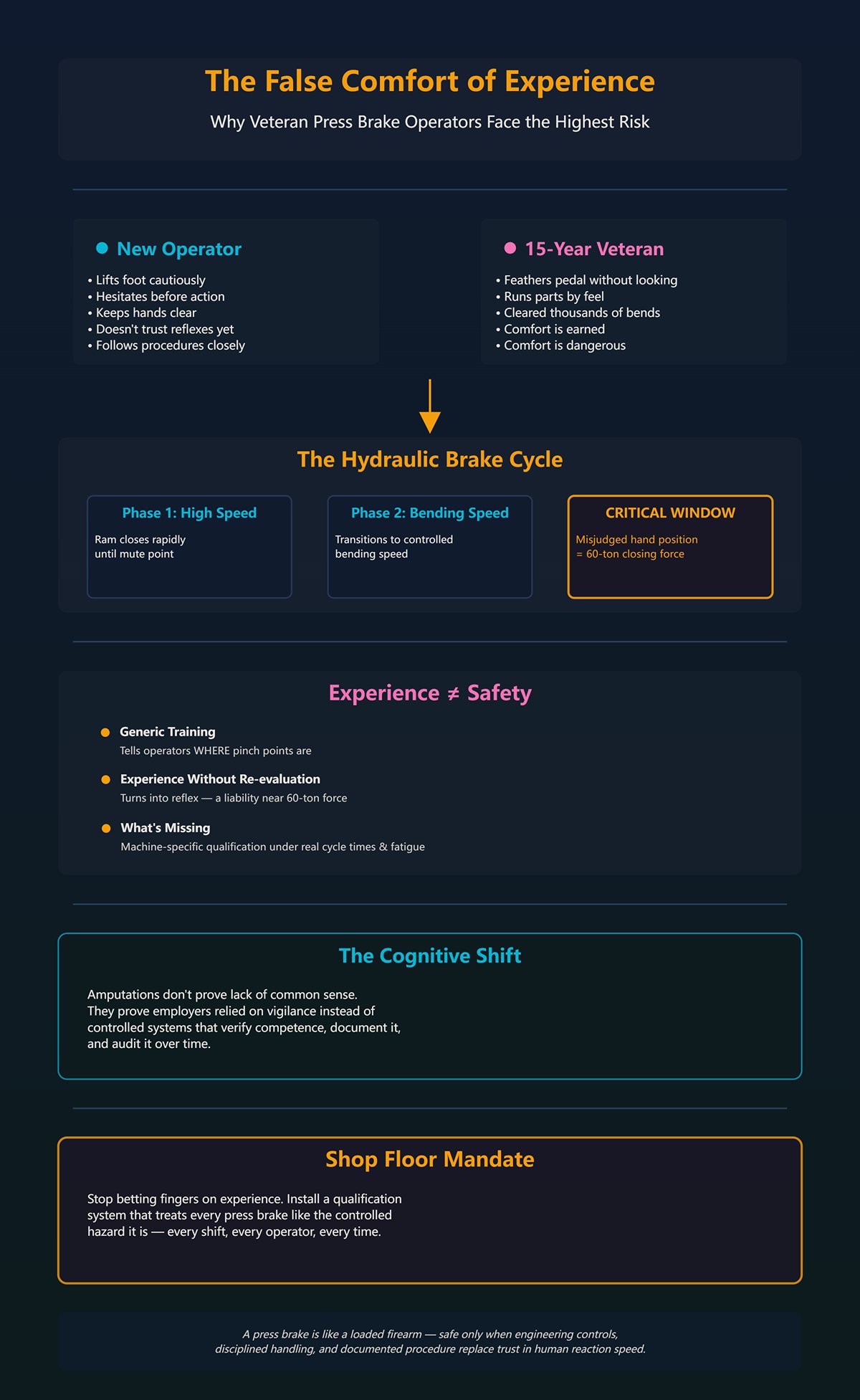
Ein neuer Bediener ist vorsichtig. Er hebt den Fuß. Er zögert. Er hält seine Hände frei, weil er sich selbst noch nicht vertraut.
Der 15-jährige Veteran? Er betätigt das Pedal gefühlvoll, ohne hinzusehen. Er bearbeitet Teile nach Gefühl. Er hat Tausende von Biegungen ohne Zwischenfall durchgeführt.
Dieser Komfort ist verdient – und gefährlich.
Bei den meisten hydraulischen Bremsen schließt der Stößel mit hoher Geschwindigkeit, bis er den Mute-Punkt erreicht, und geht dann in die Biegegeschwindigkeit über. Wenn die Schutzvorrichtung zu früh deaktiviert wird oder der Bediener die Handposition um einen Zoll falsch einschätzt, fragt die Maschine nicht nach Erfahrungsniveau. Sie führt den Hub aus.
Allgemeine Schulungen zeigen den Bedienern, wo Quetschstellen sind. Maschinenspezifische Qualifikationsprüfungen testen, ob sie diese Gefahren unter realen Zykluszeiten, echter Ermüdung und tatsächlichem Produktionsdruck bewältigen können.
Erfahrung ohne strukturierte Neubewertung wird zu Reflex. Reflex in der Nähe einer Schließkraft von 60 Tonnen ist eine Haftung.
Hier ist der kognitive Wandel, den ich möchte, dass Sie vornehmen: Amputationen beweisen nicht, dass ein Bediener keinen gesunden Menschenverstand hatte. Sie beweisen, dass der Arbeitgeber auf Wachsamkeit vertraute, statt auf ein kontrolliertes System, das Kompetenz überprüft, dokumentiert und im Laufe der Zeit auditiert.
Denn eine Abkantpresse auf Ihrem Hallenboden ist wie eine geladene Schusswaffe auf einer Werkbank – nur sicher, wenn technische Schutzmaßnahmen, diszipliniertes Handling und dokumentierte Verfahren das Vertrauen in die menschliche Reaktionsgeschwindigkeit ersetzen.
Vorgabe für den Werkstattboden: Hören Sie auf, Finger auf Erfahrung zu wetten. Installieren Sie ein Qualifikationssystem, das jede Abkantpresse wie das kontrollierte Risiko behandelt, das sie ist – jede Schicht, jeder Bediener, jedes Mal.
Stellen Sie sich an die Seite einer 10 Fuß langen mechanischen Abkantpresse mit einer Nennkraft von 60 Tonnen. Der Bediener lädt ein Blech mit 14 Gauge, richtet es am Hinteranschlag aus und tippt das Fußpedal an. Vom oberen Hub bis zum unteren Totpunkt vollendet der Stößel seinen Abwärtshub bei Anfahrgeschwindigkeit in deutlich unter einer Sekunde. Der Spalt zwischen oberer und unterer Matrize geht von vier Zoll auf null, bevor die meisten Menschen zweimal blinzeln können.
Stellen Sie sich nun eine Hand vor, die einen Zoll zu weit nach vorne driftet.
Du kannst den ganzen Tag “bleib wachsam” predigen. Aber sobald der Stößel sich bewegt, liegt die menschliche Reaktionszeit – etwa 0,2 bis 0,25 Sekunden bei einem einfachen Reiz – nirgendwo innerhalb der Gleichung für den Anhalteweg. Die Masse der Maschine, die gespeicherte Energie, das Einkuppeln der Kupplung und die Ventilreaktionszeit entscheiden, was als Nächstes passiert.
Das ist die mechanische Realität, auf der dein Qualifikationssystem aufgebaut sein muss.
Wenn du behauptest, jemand sei für eine bestimmte Bremse “qualifiziert”, muss deine Dokumentation beweisen, dass er versteht, was die Maschine physisch kann und was nicht. Nicht in der Theorie. Bei genau diesem Modell, mit genau diesem Steuerungsschema, bei Produktionsgeschwindigkeit. Denn ein Sicherheitsprogramm, das davon ausgeht, ein Mensch könne schneller reagieren als ein eingeleiteter Stößelzyklus, ist Fiktion.
Und Fiktion hält vor der OSHA nicht stand.
Bei einer mechanischen Gesenkbiegemaschine speichert das Schwungrad kinetische Energie. Wenn die Kupplung einrückt, wird diese Energie über die Kurbelwelle übertragen und bewegt den Stößel über einen vollständigen Hub – nach unten und wieder nach oben. Sobald die Kupplung eingerastet ist, muss das System den Zyklus abschließen. Es gibt keinen Zwischenstopp. Das ist kein Wartungsproblem. Das ist Physik.
Ich habe Fälle untersucht, in denen ein Bediener während der Einrichtung versuchte, das Pedal “anzutippen”, um eine kleine Bewegung zum Justieren des Werkzeugs zu erreichen. Die Kupplung griff über den oberen Totpunkt hinaus, und der Stößel bewegte sich genug, um den Stempelraum zu schließen. Seine Finger befanden sich zwischen den Matrizen, weil sie dort bei der Einrichtung sein müssen. Die Maschine tat genau das, wofür sie konstruiert wurde.
Harte Wahrheit: Wenn deine Schulung vermittelt, ein Bediener könne eine mechanische Bremse während des Zyklus mit schnellen Reflexen stoppen, bringst du ihm bei, wie man Finger verliert.
Hydraulische Bremsen verhalten sich anders. Ihre Stößel werden durch hydraulischen Druck angetrieben, und richtig konstruierte Systeme können die Bewegung unterbrechen und umkehren, wenn ein Anwesenheitserkennungssystem ausgelöst wird. Aber auch dort sind Anhaltezeit und Anhalteweg messbare Werte – oft mehrere Zehntelzoll bei Biegegeschwindigkeit. Dein Qualifikationsprozess muss verlangen, dass der Bediener die gemessene Anhaltezeit der Maschine kennt, nicht dass er sie errät.
Und während der Einrichtung, wenn die Hände zwischen die Matrizen greifen, sind weder Wachsamkeit noch Lichtvorhänge die primäre Schutzmaßnahme. Lockout/Tagout (LOTO), Überprüfung der Stößelposition und Bestätigung, dass die Kurbel nicht über den oberen Totpunkt hinaus ist, sind die Kontrollen. Wenn deine Arbeitsanweisung besagt, dass während des Werkzeugwechsels “Hände ferngehalten werden sollen”, hast du eine unmögliche Regel geschrieben.
Ein belastbarer Qualifikationsnachweis sollte eine beaufsichtigte Demonstration beinhalten: Der Bediener verriegelt die Maschine, überprüft den energiefreien Zustand, bestätigt die Stößelposition und erklärt mündlich, warum die Lage über dem oberen Totpunkt bei dieser speziellen Bremse wichtig ist.
Vorgabe für den Werkstattboden: Baue deine maschinenspezifische Qualifikation zuerst um die unumkehrbaren Teile des Zyklus auf – dokumentiere, dass jeder Bediener erklären und demonstrieren kann, was nicht gestoppt werden kann, sobald es eingeleitet ist.
Ich habe Werkstätten gesehen, die einen Lichtvorhang installiert und die Maschine noch am selben Nachmittag als “OSHA-konform” erklärt haben.
Bei einer mechanischen Bremse erfordert die Physik des Anhaltewegs oft, dass der Lichtvorhang 24 bis 36 Zoll vom Gefahrenpunkt entfernt montiert wird. Diese Entfernung ergibt sich aus einer Formel: Anhaltezeit multipliziert mit Annäherungsgeschwindigkeit plus Sicherheitsfaktor. Wenn der Stößel nicht schnell anhalten kann, muss das Erfassungsfeld weiter weg positioniert werden.
Das bedeutet, dass sich die Hände des Bedieners im Gefahrenbereich befinden, bevor der Lichtvorhang sie überhaupt erkennt.
Aber die ANSI B11 bewertet dich nicht nach guten Absichten. Sie interessiert, was du auf genau dieser Maschine unter normalen Produktionsbedingungen mit dokumentierter Bewertung nachweisen kannst. Wenn dein Qualifikationsprogramm keine täglichen Funktionsprüfungen der Anwesenheitserkennungssysteme umfasst – Strahlunterbrechungstest, Anzeigeprüfung, Anhaltezeitbestätigung –, verlässt du dich auf einen Sensor, der möglicherweise fehljustiert ist und still versagt.
Bei hydraulischen Bremsen mit Zweihandsteuerung ist vorgeschrieben, dass beide Betätigungsknöpfe gleichzeitig gedrückt und der Druck während des gefährlichen Teils des Hubs gehalten werden muss. Das Loslassen eines der Knöpfe muss den Stößel stoppen. Ich frage Bediener regelmäßig: “Was passiert, wenn du mitten im Hub loslässt?” Die Hälfte von ihnen glaubt, der Zyklus müsse abgeschlossen werden. Diese Annahme verwandelt eine Sicherheitsfunktion in totes Gewicht.
Zuverlässigkeit der Steuerung bedeutet, dass die Schutzeinrichtung in jedem Zyklus ihre Funktion erfüllt und der Bediener genau weiß, wie sie sich verhält. Nicht allgemein. Sondern im Detail.
Harte Wahrheit: Eine Schutzeinrichtung, die nicht getestet, dokumentiert und verstanden wird, ist nur eine Dekoration, die an eine 60-Tonnen-Gefahrenquelle geschraubt ist.
Ihre Qualifikationsakte sollte Folgendes zeigen: Der Bediener hat den täglichen Test des Lichtvorhangs demonstriert, Sicherheitsabstandsgrenzen erklärt, die ordnungsgemäße Verwendung der Zweihandsteuerung gezeigt und erkannt, wann während des Hubs eine Abschaltung (Muting) erfolgt. Wenn Sie diesen Nachweis nicht innerhalb von fünf Minuten erbringen können, haben Sie keine Steuerungssicherheit – Sie haben Hoffnung.
Vorgabe für den Werkstattboden: Behandeln Sie jede Schutzeinrichtung als ein System, das für jeden Bediener, jede Maschine und jede Schicht überprüft und demonstriert werden muss.
Beobachten Sie einen erfahrenen Mitarbeiter, der 400 Zyklen pro Stunde an einer hydraulischen Abkantpresse ausführt. Laden, ausrichten, Pedal, entnehmen, wiederholen. Sein Fuß berührt das Pedal, ohne hinzusehen. Seine Hände schweben in der Nähe des Werkzeugraums, weil er das schon zehntausend Mal getan hat.
Ändern Sie nun eine Variable. Dickere Materialien. Andere Biegereihenfolge. Neuer Helfer auf der Auslaufseite.
Muskelgedächtnis ist ein gespeichertes Programm. Es wird schneller ausgeführt als bewusster Gedanke. Das ist nützlich – bis sich die Umgebung ändert. Wenn die Annäherungsgeschwindigkeit 10 Zoll pro Sekunde beträgt und sich der Stummschaltpunkt um einen halben Zoll aufgrund eines Werkzeugwechsels ändert, kann dieses gespeicherte Programm eine Hand innerhalb des minimalen Sicherheitsabstands von vier Zoll platzieren, bevor das Gehirn die Änderung registriert.
Ich habe Aufschlagverletzungen gesehen, bei denen das freie Ende eines langen Blechs nach oben beschleunigte, als die Biegung abgeschlossen war, und einen Bediener am Kiefer traf. Kein Quetschpunkt beteiligt. Nur Energieübertragung und Massereduktion. Standardtrainings decken diese Nebenrisiken selten ab, daher stehen erfahrene Bediener in der Schusslinie, weil bei den letzten 5.000 Teilen nichts Schlimmes passiert ist.
Gesunder Menschenverstand ist Mustererkennung. Abkantpressen verletzen Menschen, wenn sich das Muster schneller ändert, als die Erkenntnis mithalten kann.
Deshalb ist eine Requalifizierung wichtig. Nicht als Papierarbeit. Sondern als erzwungene Rücksetzung von Annahmen. Wenn die Aufsicht Drift beobachtet – Hände, die näher rücken, Pedalgebrauch wird nachlässiger – fordert ANSI B11 eine Nachschulung. Nicht, weil der Bediener leichtsinnig ist, sondern weil Muskelgedächtnis sich nicht selbst überprüft.
Harte Wahrheit: Erfahrung ohne regelmäßige, dokumentierte Neubewertung wird zu Übermut, gemessen in fehlenden Fingern.
Ihr maschinenspezifisches Qualifikationssystem muss Beobachtung unter realen Produktionsbedingungen, dokumentierte Korrektur unsicheren Verhaltens und erneute Demonstration sicheren Arbeitens nach jeder Änderung von Werkzeugen, Schutzeinrichtungen oder Steuerungsarten einschließen. So schaffen Sie ein System, das menschliche blinde Flecken berücksichtigt, anstatt vorzugeben, dass sie nicht existieren.
Eine Abkantpresse ist immer noch diese geladene Schusswaffe auf der Werkbank. Es ist ihr egal, wie viele sichere Zyklen es vor dem einen gab, der es nicht war.
Vorgabe für den Werkstattboden: Qualifizieren Sie Bediener neu, wann immer sich Bedingungen ändern oder Drift auftritt – denn Muskelgedächtnis ist keine Schutzeinrichtung.
Letzten Winter stand ich vor einer 175-Tonnen-Hydraulik-Abkantpresse, installiert 1994. Die Werkstatt hatte einen Lichtvorhang, ein Fußpedal und einen Ordner mit der Aufschrift “Sicherheitsprogramm”. Ich stellte dem leitenden Bediener eine Frage: “Wie hoch ist die gemessene Stillstandszeit dieser Maschine bei voller Tonnage?” Er wusste es nicht. Der Wartungsleiter wusste es nicht. Im Ordner gab es keinen Nachweis eines Stillstandszeittests.
Dort beginnt oder scheitert ein rechtlich haltbares Programm.
ANSI B11.3 fragt nicht, ob Sie eine Sicherheitsunterweisung gegeben haben. Es fragt, ob die Schutzeinrichtung an genau dieser Presse mit ihren spezifischen Steuerungen und Stillstandseigenschaften bewertet und überprüft wurde. Und weil sich B11.3 auf B11.19 für die Details stützt – Sicherheitsabstandsformeln, Steuerungssicherheit, Leistungsfähigkeit der Vorrichtung – muss Ihr Lehrplan die Sprache der Norm in Aufgaben übersetzen, die ein Bediener demonstrieren kann: Stillstandszeit messen, minimalen Sicherheitsabstand berechnen, das AOPD (aktive opto-elektronische Schutzeinrichtung) testen, Zweihand-Steuerung mit Anti-Bindung verifizieren, sichere Geschwindigkeit bestätigen. Wenn es nicht berechnet und bezeugt wurde, ist es nicht real.
Harte Wahrheit: Wenn Ihre Schulung keinen Sicherheitsabstand berechnet, die Funktion der Schutzeinrichtung nicht validiert und nicht festlegt, wer den Schutz umgehen darf, haben Sie kein ANSI-konformes Programm – Sie haben eine hoffnungsbasierte Richtlinie.
Ein maschinenspezifischer Lehrplan beginnt mit einer Gefährdungsanalyse für diese Presse: Tonnage, Hubweg, Steuerungsart, Stillstandsleistung, Schutzmethode, Betriebsarten. Dann wird jede Gefährdung in eine erforderliche Bedienerkompetenz mit schriftlicher Prüfung und praktischer Demonstration umgesetzt. Nicht “versteht Lichtvorhänge”. Demonstriert täglichen Strahltest, erklärt Stummschaltpunkt, nennt minimalen Sicherheitsabstand in Zoll und erkennt, wann das Gerät nicht als primärer Schutz verwendet werden darf.
Vorgabe für den Werkstattboden: Bauen Sie Ihren Lehrplan auf messbaren Maschinendaten und beobachteten Demonstrationen auf – wenn es an dieser Presse nicht nachgewiesen werden kann, gehört es nicht in Ihre Qualifikationsakte.
Ich habe mechanische Bremsen aus den 1980er-Jahren gesehen, die in der mittleren Hubposition eine Stillsetzzeit von über 300 Millisekunden haben. Rechne nach: OSHA und ANSI verwenden eine angenommene Handannäherungsgeschwindigkeit von 63 Zoll pro Sekunde. Multipliziert man das mit 0,30 Sekunden, ergibt das bereits 18,9 Zoll – bevor Sicherheitsfaktoren und Geräte-Reaktionszeit hinzugefügt werden. So kommt man auf einen erforderlichen Abstand von 24 bis 36 Zoll zwischen dem Erfassungsfeld und dem Werkzeugraum.
Stell dich vor diese Maschine und stell es dir vor: Der Vorhang ist zwei bis drei Fuß zurückgesetzt. Der Bediener kann den Stempel problemlos erreichen, bevor der Vorschub gestoppt wird.
Das ist kein Schutz. Das ist eine Verschleierung.
Dein Schulungsprogramm muss diese Erkenntnis sowohl schriftlich als auch praktisch erzwingen. Die Bediener sollten lernen, wie der Sicherheitsabstand berechnet wird, und anschließend die tatsächlich gemessene Stillsetzzeit ihrer Bremse sehen. Wenn der erforderliche Abstand das AOPD unpraktisch macht, muss die Schulung klarstellen, dass alternative Schutzmaßnahmen – Zweihandsteuerung, physische Schutzabdeckungen, Einrichtmodus mit sicherer Geschwindigkeit – die primären Schutzmaßnahmen darstellen. Andernfalls hast du ihnen beigebracht, einem Lichtstrahl zu vertrauen, den die Physik bereits widerlegt hat.
Dann ist da noch das Muting. Richtiges Muting ist eine vorübergehende, kontrollierte Aussetzung des Erfassungsfelds während eines bestimmten, validierten Zyklusabschnitts – üblicherweise nahe dem unteren Totpunkt, um das Ausschleusen des Teils zu ermöglichen. Es bedeutet nicht, eine Linse abzukleben, eine Halterung zu manipulieren oder das System im “Mute”-Zustand zu lassen, weil große Rohlinge ständig auslösen. Ich habe Verletzungen untersucht, bei denen das Gerät genau so funktioniert hat, wie es verdrahtet war – weil jemand es während der Wartung umverdrahtet hat und niemand die Bediener über die Änderung unterrichtet hat.
Aber ANSI B11 interessiert es nicht, dass der Installateur “es gut gemeint” hat. Es interessiert nur, was er an dieser spezifischen Maschine unter normalen Produktionsbedingungen und mit dokumentierter Bewertung nachweisen kann.
Dein Programm sollte Folgendes vorschreiben: dokumentierte Stillsetzzeitmessung, schriftliche Sicherheitsabstandsberechnung, tägliches Funktionsprüfverfahren und eine klare Regelung, wann Muting erlaubt ist und wer Änderungen autorisiert. Die Bediener müssen nachweisen, dass sie den Mute-Punkt in Zoll des Hubs kennen – nicht nur, dass “es unten gemutet wird”.”
Vorgabe für den Werkstattboden: Wenn der Sicherheitsabstand des Lichtvorhangs die praktische Reichweite übersteigt, dokumentiere es und schule auf eine alternative Schutzmaßnahme – lass niemals einen Lichtstrahl anstelle der Physik stehen.
Bei einer hydraulischen Presse, die während des Formens mit 1,2 Zoll pro Sekunde läuft, kann die Stillsetzzeit 120 Millisekunden betragen. Beim Schnellhub – sagen wir 6 Zoll pro Sekunde – sieht es anders aus. Fluiddynamik, Ventilreaktion, Last. Andere Werte.
Der Sicherheitsabstand für Zweihandsteuerungen wird genauso berechnet wie bei einem Lichtvorhang: Handgeschwindigkeit multipliziert mit Stillsetzzeit, zuzüglich Reaktionszeit des Steuerungssystems. Wenn die Stillsetzzeit zunimmt, weil die Maschine auf einen schwereren Biegevorgang oder ein anderes Geschwindigkeitsprofil eingestellt ist, vergrößert sich auch der erforderliche Abstand zwischen den Tastern und dem Gefahrenbereich entsprechend.
Was das in der Praxis bedeutet: Wenn die Taster 14 Zoll vom Werkzeugraum entfernt montiert sind und dein berechneter Mindestabstand bei aktuellen Einstellungen 16 Zoll beträgt, bist du nicht konform – und hast Pech gehabt.
Ein wirklich gutes Schulungsprogramm lässt die Bediener dieses Szenario durchspielen. Sie überprüfen die letzte Stillsetzzeitmessung. Sie berechnen den Mindestabstand. Sie messen physisch vom Taster zur Werkzeugmitte. Sie lernen, dass jede Änderung von Geschwindigkeit, Hub oder Hydraulikeinstellung frühere Annahmen ungültig machen kann.
Und sie müssen nachweisen, dass das Loslassen eines der beiden Taster während des gefährlichen Teils des Hubs den Stößel sofort stoppt. Ich lasse sie das unter Aufsicht ausprobieren. Einige sind überrascht, wenn er wirklich stoppt. Andere sind noch überraschter, wenn er es nicht tut, weil die Wartung die Anti-Wiederhol-Funktion während der Fehlersuche überbrückt hat.
Harte Wahrheit: Eine zu nah montierte Zweihandsteuerung ist nur eine bequeme Möglichkeit, Finger zu verlieren.
Dein Qualifikationsnachweis sollte den berechneten Sicherheitsabstand für Zweihandsteuerungen bei dokumentierten Betriebsgeschwindigkeiten enthalten sowie eine Überprüfung, dass die Hardwareplatzierung diesen Abstand erfüllt oder übertrifft. Keine Schätzung. Kein “ungefähr richtig”.”
Vorgabe für den Werkstattboden: Berechne und überprüfe den Abstand der Zweihandsteuerung neu, wann immer sich Geschwindigkeit, Tonnage oder Stillsetzzeit ändert – die Taster bewegen sich nicht von selbst, aber das Risiko tut es.
ANSI B11.3 erlaubt einen reduzierten Geschwindigkeitsmodus – oft 10 Millimeter pro Sekunde, etwa 0,4 Zoll pro Sekunde – für Einrichtungen mit Schutzmaßnahmen. Ich habe Vorgesetzte sagen hören: “Es ist im Langsamlauf, da kann nichts passieren.”
Lass uns das testen.
Bei 10 mm/s legt der Stößel in etwa 2,5 Sekunden einen Zoll zurück. Das klingt verzeihlich. Aber betrachten Sie eine schmale V-Matrize mit einer 1/2-Zoll-Öffnung und einem kurzen Flansch. Wenn die Fingerspitze eines Bedieners sich zwischen Stempel und Material befindet, während der Stößel bewegt wird, wird die Kraft, die zur Amputation erforderlich ist, nicht mit hoher Geschwindigkeit übertragen, sondern durch Tonnage. Selbst bei Kriechgeschwindigkeit, sobald Kontakt besteht und sich der hydraulische Druck auf 80 oder 100 Tonnen aufbaut, verliert Gewebe jedes Mal.
Eine sichere Geschwindigkeit mindert die Schwere, indem sie Zeit für eine Reaktion vor dem Kontakt bietet. Sie nützt jedoch nichts nach dem Kontakt, wenn sich Hände im Arbeitsbereich befinden.
Deshalb muss Ihr Lehrplan die Bedingungen festlegen, unter denen eine niedrige Geschwindigkeit erlaubt ist: kontinuierliche Halten-zum-Laufen-Steuerung, aufrechterhaltene Betätigung, begrenzter Hub und – entscheidend – kein Körperteil im Bereich der Matrize. Die Bediener sollten demonstrieren, wie sie den Stößel bis knapp über das Material bewegen, stoppen, den Spalt messen und die Hände fernhalten. Wenn die Aufgabe erfordert, dass Hände zur Ausrichtung im Matrizenbereich sind, kann zusätzliche Schutzvorkehrung oder Verriegelung erforderlich sein. Schulung allein kann eine Gefahrenkategorie nicht herabstufen.
Hier kommt die Hierarchie von B11.0 ins Spiel. Schulung ist die unzuverlässigste Kontrolle. Technische Schutzmaßnahmen – Geschwindigkeitsbegrenzung, Halten-zum-Laufen-Steuerung, Barrieren – müssen die Hauptlast tragen. Die Lektion für den Bediener ist einfach: Langsam ist nicht sicher; kontrolliert und überprüft ist sicherer.
Vorgabe für den Werkstattboden: Behandeln Sie niedrige Geschwindigkeit als Einrichtehilfe, nicht als Freifahrtschein für Hände in der Matrize – keine Körperteile im Arbeitsbereich, niemals.
Auf einer Baustelle blieb der Schlüsselschalter für den “Einrichtungsmodus” in der Tür des Steuerkastens. Jeder konnte ihn drehen. Produktionsbediener nutzten ihn, um die Lichtschranke zu deaktivieren – “nur für ein paar schwierige Biegungen”. Keine schriftliche Genehmigung. Keine Nachschulung. Kein Nachweis.
So werden Schutzvorrichtungen untergraben – still und leise.
ANSI verlangt, dass Modusauswahl kontrolliert und autorisiert wird. Ihr Lehrplan muss festlegen, wer in den Einrichtungsmodus wechseln darf, welche zusätzliche Schulung erforderlich ist, welche Schutzmaßnahmen die primäre Sicherung ersetzen und wie die Maschine in den Produktionsmodus zurückgeführt wird. Dies sollte eine dokumentierte Checkliste einschließen: AOPD aktivieren und prüfen, Funktion testen, Stellung des Moduswahlschalters bestätigen, unterschreiben.
Und er muss Konsequenzen definieren. Wenn jemand eine Schutzvorrichtung ohne Genehmigung umgeht, wird er von der Maschine entfernt, bis eine Nachschulung erfolgt. Nicht, weil Disziplin Spaß macht. Sondern weil Sie eine 175-Tonnen-geladene Schusswaffe auf einer Werkbank verwalten.
Ich stelle Betrieben eine direkte Frage: Können Sie eine Liste der Bediener vorlegen, die für den Einrichtungsmodus an der Presse Brake #3 autorisiert sind – mit Qualifikationsdaten und dokumentierter Demonstration der Betriebssicherheit bei niedriger Geschwindigkeit? Wenn die Antwort nein lautet, dann ist jeder mit einem Schlüssel faktisch autorisiert.
Harte Wahrheit: Wenn “jeder” eine Schutzvorrichtung umgehen kann, ist niemand verantwortlich für die nachfolgende Amputation.
Ein verteidigungsfähiges, maschinenspezifisches Qualifikationsprogramm lehrt nicht nur die Steuerung. Es definiert Befugnisse, dokumentiert Kompetenzen und sichert Modusänderungen durch schriftliche Verfahren und benannte Personen.
Denn wenn die OSHA hereinkommt, wird sie nicht fragen, ob Ihre Bediener erfahren sind. Sie wird nach Nachweisen fragen – an dieser Presse, in diesem Modus, unter normalen Produktionsbedingungen.
Vorgabe für den Werkstattboden: Beschränken Sie die Befugnis für den Einrichtungsmodus auf benannte, qualifizierte Personen – und dokumentieren Sie jede Qualifikation, als würden Sie sie laut in einer Zeugenaussage vorlesen.
Letztes Jahr stand ich im Büro eines Werkleiters, während er mir einen Ordner mit drei Ringen über den Schreibtisch schob. Registerkarten. Textmarker. Eine unterschriebene Sicherheitsrichtlinie auf Seite eins.
Ich fragte nach der Gefährdungsbeurteilung für Brake #2 mit dem 4-Fuß-segmentierten Stempel und der 1-Zoll-V-Matrize, die sie an diesem Morgen betrieben. Schweigen. Dann: “Wir haben sie in allgemeiner Abkantpressensicherheit geschult.”
Dieser Ordner hätte ebenso gut leer sein können.
Es kommt darauf an, was er auf dieser spezifischen Maschine unter normalen Produktionsbedingungen mit dokumentierter Bewertung nachweisen kann. Nicht, was er der Mannschaft in einer Montagssitzung erzählt hat. Nicht, dass alle ein Blatt unterschrieben haben. Der Unterschied zwischen einer Sicherheitskultur und einem verteidigungsfähigen System ist, ob man innerhalb von fünf Minuten eine maschinenspezifische Aufzeichnung hervorholen kann, wenn jemand mit einem Ausweis danach fragt.
Also, wie baut man etwas, das diesen Moment übersteht, anstatt unter ihm zusammenzufallen?
Gehe zu Bremse #3. Es ist eine 175-Tonnen-Hydraulikeinheit, 3-Meter-Bett, Zweihandbedienung im Produktionsmodus, Lichtvorhang deaktiviert für Kastenbiegen mit seitlichen Schutzvorrichtungen. Jetzt wechsle das Werkzeug: von einer 1/2-Zoll-V-Matrize zu einer 2-Zoll-V-Matrize und erhöhe den Hub für dickere Platten.
Deine Anhaltezeit hat sich nicht wesentlich verändert. Die Öffnung deiner Matrize schon. Deine Hand-zur-Gefahrenstelle-Exposition ebenfalls.
ANSI B11.3 verlangt eine Risikoanalyse nach Aufgabe und Konfiguration. Das bedeutet, dass Gefahren nicht nur für “Abkantpressenbetrieb” dokumentiert werden, sondern für:
Hier geraten Betriebe oft in Schwierigkeiten. Lichtvorhänge an mechanischen Bremsen erfordern oft einen berechneten Sicherheitsabstand von 60 bis 90 cm basierend auf Anhaltezeit und Annäherungsgeschwindigkeit. In diesem Abstand kann der Bediener kleine Teile physisch nicht unterstützen. Daher wird der Vorhang aufgegeben und es wird wieder auf Zweihandsteuerung oder feste Barrieren zurückgegriffen.
Aber ANSI B11 sagt nicht “Installiere einen Lichtvorhang und nenne es sicher”. Es sagt, dass bewertet werden muss, ob die Schutzmethode das Risiko in dieser Konfiguration tatsächlich auf ein akzeptables Niveau reduziert. Wenn der erforderliche Abstand die Aufgabe unpraktisch macht, muss deine Gefährdungsbeurteilung die alternative Kontrollstrategie dokumentieren – und warum sie funktioniert.
Harte Wahrheit: Wenn sich deine Gefährdungsbeurteilung nicht ändert, wenn sich Werkzeug und Aufgabe ändern, ist es keine Gefährdungsbeurteilung. Es ist ein Formular.
Deine schriftliche Bewertung für jede Bremse sollte die exakt bewerteten Werkzeugfamilien, die verwendete Schutzmethode, berechnete Sicherheitsabstände, Modusbeschränkungen und verbleibende Risiken, die Schulung und Aufsicht erfordern, aufführen. Keine generische Sprache. Spezifisches, gebunden an Seriennummer und Steuerungstyp.
Vorgabe für den Werkstattboden: Führe für jede Abkantpresse eine auf Aufgabe und Werkzeug spezifische Gefährdungsbeurteilung durch und dokumentiere diese, und aktualisiere sie, wenn sich Werkzeug, Steuerungen oder Betriebsmodi ändern.
Was gibst du dem Bediener, nachdem du diese Gefahren identifiziert hast?
Ich habe an einem eintägigen Seminar zur Maschinensicherheit teilgenommen, in dem Supervisoren über “Steuerungszuverlässigkeit” diskutierten. Die Hälfte von ihnen dachte, das bedeute, dass die Tasten sich solide anfühlen. Tatsächlich bedeutet es die Wahrscheinlichkeit, dass das sicherheitsbezogene Steuerungssystem seine Funktion unter vorhersehbaren Bedingungen erfüllt.
Wenn deine Checkliste dieses Gespräch nicht erzwingt, wird es nicht stattfinden.
Ein generisches “Tägliche Inspektion Abkantpresse”-Blatt sagt üblicherweise:
Das ist Tapete.
Eine maschinenspezifische Checkliste für Bremse #1 mit einem zweikanaligen Sicherheitsrelais und überwachten Zweihandbedienung sollte vom Bediener verlangen:
Die meisten Amputationen, die ich untersucht habe, ereigneten sich nicht im vorderen Werkzeugbereich während des Lehrbuchbiegens. Sie passierten beim Teileentnehmen hinten oder beim Greifen um eine Seitenabdeckung, die “nicht Bestandteil der Arbeit war”.”
Aber ANSI B11 fordert die Absicherung aller freiliegenden Gefahrenbereiche, einschließlich der hinteren und seitlichen. Wenn Ihre Checkliste den Klemmpunkt am Hinteranschlag nie erwähnt, haben Sie gerade eine Prüfungslücke gebaut, groß genug, um darin eine Hand zu verlieren.
Harte Wahrheit: Eine universelle Checkliste ist eine höfliche Art zu sagen, dass Sie Ihre eigenen Maschinen nicht kennen.
Jede SOP muss mit Maschinen-ID, Steuerungstyp und primärer Schutzmethode gekennzeichnet sein. Wenn Bremse #4 Laser-AOPD verwendet und Bremse #5 eine Zweihandbedienung, dürfen ihre Checklisten niemals austauschbar sein. Niemals.
Vorgabe für den Werkstattboden: Erstellen und veröffentlichen Sie maschinenspezifische SOPs und Checklisten, die tatsächliche Steuerungskomponenten und gemessene Abstände referenzieren – nicht generische “Abkantpresse”-Formulierungen.
Sie haben Gefahren identifiziert und Checklisten geschrieben. Jetzt der wahre Test: Kann der Bediener beweisen, dass er genau diese Bremse sicher betreiben kann?
Ich qualifiziere Bediener nicht im Klassenraum. Ich qualifiziere sie am Bedienfeld.
An Bremse #2 lasse ich einen Auszubildenden:
Wenn er diese letzte Frage nicht beantworten kann, versteht er nicht, warum sich der Sicherheitsabstand verändert.
Das ist kein Quiz. Wenn sich die Stoppzeit um 100 Millisekunden erhöht und die Annäherungsgeschwindigkeit 63 Zoll pro Sekunde beträgt, sind das zusätzliche 6,3 Zoll Bewegung vor dem Stoppen. Ihr zuvor konformer 16-Zoll-Tastenabstand könnte jetzt zu kurz sein.
Und ich dokumentiere diesen Austausch. Datum. Maschinen-ID. Name des Prüfers. Spezifische beobachtete Aufgaben. Ob er ohne Coaching bestanden hat oder eine Nachschulung benötigte.
Harte Wahrheit: Wenn Sie den Bediener nicht physisch sicheres Verhalten an dieser Maschine haben vorführen lassen, vertrauen Sie mehr auf Erinnerung als auf Mechanik.
Die WeeklySafety-Leute werden Ihnen sagen, dass kein Bediener unabhängig arbeiten sollte, ohne nachgewiesene sichere Bedienung und Alarmreaktion. Sie haben recht. Aber auch nachgewiesene Kompetenz nimmt unter Ermüdung und Wiederholung ab. Deshalb ist die Qualifikation nicht dauerhaft; sie ist erneuerbar und widerrufbar.
Vorgabe für den Werkstattboden: Verlangen Sie eine dokumentierte, praktische Vorführung kritischer Sicherheitsfunktionen an jeder spezifischen Pressebremse, bevor Sie eine unabhängige Produktion genehmigen.
Sie haben Gefahren bewertet. Maschinenspezifische SOPs geschrieben. Kompetenz verifiziert. Welche Dokumente halten tatsächlich Stand, wenn jemand verletzt wird?
Ein OSHA-Compliance-Beauftragter ist es egal, wie leidenschaftlich Ihr Sicherheitsmeeting klang. Aber ANSI B11 erwartet Dokumentation, die ein System zeigt — keine Rede.
Drei Dokumente haben Gewicht:
SMACNA hat sein Schulungshandbuch nach fast drei Jahrzehnten aktualisiert, weil sich Gefahren geändert hatten — Materialhandhabung, Automatisierung, Steuerungsstrategien. Wenn Ihre Dokumente sich seit Jahren nicht geändert haben, sind sie bereits hinter dem Risiko zurück.
Harte Wahrheit: Wenn Sie diese drei Dokumente für eine bestimmte Pressebremse nicht innerhalb von fünf Minuten abrufen können, existieren sie im rechtlichen Sinne nicht.
Wenn eine Werkstatt von “Sei vorsichtig”-Gesprächen zu Gefährdungsbeurteilungen, maschinenspezifischen SOPs, überprüften Kompetenzen und abrufbaren Aufzeichnungen übergeht, hört Sicherheit auf, ein Slogan zu sein, und wird zu einem Beweis.
Vorgabe für den Werkstattboden: Bauen Sie Ihr Pressenbremsensicherheitssystem so, dass die Gefährdungsbeurteilung, der Qualifikationsnachweis und das Stoppzeitprotokoll jeder Maschine sofort vorgelegt werden können – denn eines Tages werden Sie danach gefragt werden.
| Schritt | Titel | Schlüsselinhalt | Mandat für den Fertigungsboden |
|---|---|---|---|
| Schritt 1 | Gefährdungsbeurteilung nach Maschine und Werkzeugkonfiguration | Führen Sie Risikobewertungen nach Aufgabe und Konfiguration durch, nicht nur allgemeine Pressenbremsenoperationen. Bewerten Sie spezifische Szenarien wie Produktionsbiegen mit AOPD, Einrichtung bei reduzierter Geschwindigkeit, Kastenformung mit Muting und Wartung mit entferntem Schutz. Dokumentieren Sie Werkzeugfamilien, Schutzmethoden, berechnete Sicherheitsabstände, Moduseinschränkungen und verbleibende Risiken bezogen auf Maschinenseriennummer und Steuerungstyp. Aktualisieren Sie Bewertungen, wenn sich Werkzeug, Hublänge, Steuerungen oder Modi ändern. | Führe für jede Abkantpresse eine auf Aufgabe und Werkzeug spezifische Gefährdungsbeurteilung durch und dokumentiere diese, und aktualisiere sie, wenn sich Werkzeug, Steuerungen oder Betriebsmodi ändern. |
| Schritt 2 | Erstellung maschinenspezifischer Checklisten (Warum “Einheitsgröße” scheitert) | Ersetzen Sie generische Prüfblätter durch maschinenspezifische Checklisten, die tatsächliche Steuerungskomponenten und gemessene Abstände referenzieren. Überprüfen Sie Anti-Wiederholfunktionen, testen Sie Dual-ChannelSteuerungen unabhängig, bestätigen Sie minimale Sicherheitsabstände und prüfen Sie rückseitigen sowie seitlichen Schutz. Berücksichtigen Sie alle offenen Gefahrenzonen, einschließlich der Quetschpunkte des Hinteranschlags. Kennzeichnen Sie jedes SOP mit Maschinen-ID, Steuerungstyp und Schutzmethode. | Erstellen und veröffentlichen Sie maschinenspezifische SOPs und Checklisten, die tatsächliche Steuerungskomponenten und gemessene Abstände referenzieren – nicht generische “Abkantpresse”-Formulierungen. |
| Schritt 3 | Praktische Kompetenzprüfungen | Qualifizieren Sie Bediener am Steuerungspanel der Maschine, nicht nur im Schulungsraum. Verlangen Sie eine Demonstration der Startsequenz, Moduserkennung, reduzierter Geschwindigkeitsbetrieb, Zweihandsteuerungsstoppfunktion und das Verständnis des Einflusses der Stoppzeit auf den Sicherheitsabstand. Dokumentieren Sie Name des Prüfers, Maschinen-ID, beobachtete Aufgaben und ggf. Nachschulung. Machen Sie die Qualifikation erneuerbar und widerrufbar. | Verlangen Sie eine dokumentierte, praktische Vorführung kritischer Sicherheitsfunktionen an jeder spezifischen Pressebremse, bevor Sie eine unabhängige Produktion genehmigen. |
| Schritt 4 | Die drei Dokumente, die einer Prüfung standhalten | Führen Sie abrufbare Aufzeichnungen über (1) Schulung und Qualifikation mit maschinenspezifischen Details, (2) Wartungs- und Stoppzeitprotokolle mit neu berechneten Sicherheitsabständen sowie (3) Vorfall- und Beinaheunfallberichte, die Gefährdungsbeurteilungen aktualisieren. Stellen Sie sicher, dass die Dokumentation ein aktives Sicherheitssystem widerspiegelt und sofort auf Anfrage bereitgestellt werden kann. | Bauen Sie Ihr Pressenbremsensicherheitssystem so, dass die Gefährdungsbeurteilung, der Qualifikationsnachweis und das Stoppzeitprotokoll jeder Maschine sofort vorgelegt werden können. |
Und selbst dann wartet noch ein weiteres Problem: Wie verhindern Sie, dass dieses System verfällt, wenn sich Abkürzungen einschleichen und die Wachsamkeit schwindet?
Sie haben das System aufgebaut. Maschinenspezifische SOPs. Dokumentierte Stoppzeittests. Praktische Qualifikation. Abrufbare Aufzeichnungen in unter fünf Minuten.
Warum driftet es trotzdem ab?
Weil Wachsamkeit nach einem Zeitplan verfällt – und es ist egal, wie sauber Ihr Ordner aussieht.
Eine Pressebremse ist wie eine geladene Feuerwaffe auf einer Werkbank. Sicher, wenn technische Kontrollen intakt sind, diszipliniertes Handling durchgesetzt wird und jede Handlung einem dokumentierten Verfahren folgt. Lassen Sie sie lange genug dort liegen, und irgendwann behandelt jemand sie wie ein Papiergewicht. Nicht böswillig. Vertraut.
Vertraut ist gefährlich.
Im ersten Monat nach der Schulung erzählen die Bediener ihre Handgriffe. Sie prüfen Lichtvorhänge, testen Zweihand-Anti-Tie-Down, bestätigen die Modusauswahl. Bis zum vierten Monat ist das Routine. Bis zum sechsten Monat sind es Annahmen.
Und Annahmen sind keine dokumentierten Kontrollen.
Harte Wahrheit: Kein Schulungsprogramm überlebt die Routineproduktion, es sei denn, Sie gestalten es so, dass es absichtlich regelmäßig revalidiert wird.
Vorgabe für den Werkstattboden: Versehen Sie Bedienerqualifikationen mit Ablaufdaten und verlangen Sie regelmäßige, maschinenspezifische erneute Demonstrationen kritischer Sicherheitsfunktionen, bevor die eigenständige Produktion fortgesetzt wird.
Aber wer bemerkt die Abweichung zuerst – der Vorgesetzte oder der Bediener?
Freitag. 16:42 Uhr. Eilauftrag. Der Versand wartet.
Der Vorgesetzte geht vorbei und sieht einen guten Bediener, der saubere Teile mit 18 Hüben pro Minute fertigt, Lichtvorhang ausgerichtet, keine Alarme. Alles sieht vorschriftsmäßig aus. Er geht weiter.
Was er nicht sieht, ist die kleine Abkürzung: Der Bediener entnimmt kleine Teile von der Seite, anstatt auf die vollständige Rückkehr des Stößels zu warten, und spart so zwei Sekunden pro Zyklus. Zwei Sekunden mal 400 Zyklen sind 13 Minuten. Das ist eine zurückgewonnene Kaffeepause.
Gewohnheit schlägt immer Vorschrift.
Vorgesetzte setzen durch, was sie in einem Schnappschuss beobachten können. Bediener leben im Takt der Zykluszeit. Über Wochen normalisieren sich kleine Abweichungen. Um eine Schutzvorrichtung greifen für “nur dieses dünne Material”. Einen Reflektor ankleben, weil Fehlabschaltungen den Aufbau verlangsamten. Einen halben Zoll näher stehen, weil das Teil unhandlich ist.
Niemand kündigt die Verschiebung an. Es wird einfach zur Art, wie wir Bremse #3 betreiben.
Aber ANSI B11 kümmert sich nicht um Ihren Freitagnachmittagsrhythmus. Es interessiert nur, was nachweislich an dieser spezifischen Maschine, unter normalen Produktionsbedingungen, mit dokumentierter Bewertung gezeigt werden kann. Wenn Ihre dokumentierte Bewertung vor sechs Monaten unter ruhigen Bedingungen stattfand und die heutige Realität anders aussieht, ist Ihr System bereits veraltet.
Harte Wahrheit: Wenn Durchsetzung darauf beruht, schlechtes Verhalten aufzudecken, anstatt sicheres Verhalten erneut zu überprüfen, gewinnt die Gewohnheit jedes Mal.
Vorgabe für den Werkstattboden: Planen Sie unangekündigte, dokumentierte Kompetenz-Stichprobenprüfungen während der echten Produktion – nicht bei gestellten Vorführungen – und verknüpfen Sie diese mit der fortgesetzten Autorisierung.
Und was passiert, wenn sich die Maschine unter Ihren Füßen verändert?
Jeder Werkzeugwechsel ist eine mechanische Änderung. Punkt.
Wenn Sie eine 1-Zoll-V-Matrize gegen eine 4-Zoll-V-Matrize austauschen, verändern Sie das Teileverhalten, die Handposition und manchmal die Annäherungsgeschwindigkeit. Wenn Sie einen höheren Stempel einsetzen, verschiebt sich der Greifweg des Bedieners. Wenn Sie die Hinteranschläge verstellen, entsteht eine neue Quetschgeometrie im hinteren Bereich.
“Sie haben die Maschine nicht verändert”, sagen Sie. „Sie haben nur den nächsten Auftrag eingerichtet.“.
Aber Sie haben den Gefahrenbereich verändert.
Ich habe gesehen, wie eine Werkstatt segmentiertes Werkzeug hinzufügte, um Rüstzeiten zu verkürzen. Eine großartige Maßnahme für die Produktivität. Aber die neuen offenen Segmente schufen einen seitlichen Zugang, der es erlaubte, eine Hand an den Arbeitsbereich heranzuführen, ohne das Lichtvorhangfeld zu unterbrechen. Niemand hat den Sicherheitsabstand neu berechnet. Niemand hat die Gefahrenbewertung aktualisiert. Die ursprüngliche Qualifikation ging von Werkzeug in voller Länge aus.
Die Schutzeinrichtung wurde nicht mit einem Schraubenschlüssel entfernt. Sie wurde mit einem Arbeitsauftrag entfernt.
Harte Wahrheit: Jede Schutzeinrichtung, die Sie nach einer Werkzeug- oder Konfigurationsänderung nicht erneut validieren, ist eine Änderung, die Sie gerade vorgenommen haben, ohne jemanden neu zu schulen.
Und denken Sie an die Daten, die niemand gerne zugibt: Hersteller der Spitzenklasse mit fortschrittlichen Schutzeinrichtungen haben nicht nur niedrigere Unfallraten – sie weisen auch eine höhere Gesamtanlageneffektivität auf. Etwa 90% OEE im Vergleich zu Mitte der 70er in schlecht abgesicherten Umgebungen. Sicherheitssysteme stabilisieren, wenn sie gepflegt werden, die Produktion. Wenn sie verfallen, sinken sowohl Sicherheit als auch Durchsatz.
Die Frage ist also nicht, ob neu geschult werden soll.
Sondern wann und wie oft.
Vorgabe für den Werkstattboden: Behandeln Sie jede Werkzeug-, Steuerungsmodus- oder Schutzanpassung als ein auslösendes Ereignis, das eine dokumentierte Gefahrenüberprüfung erfordert und – wenn sich die Exposition verändert – eine erneute Qualifikation für diese spezifische Konfiguration.
Selbst wenn Sie Stichprobenkontrollen und Schulungsauslöser durchsetzen, bleibt ein Problem.
Wie finden Sie die Lücken, bevor jemand hineinblutet?
Die meisten Werkstätten behandeln Beinahe-Unfälle wie peinliche Geschichten. Sie werden geflüstert und dann begraben.
Das ist verkehrt herum.
Ein Beinahe-Unfall ist Ihr Schulungssystem, das zurückspricht.
Ein Bediener greift um eine Seitenabdeckung herum, um einen falsch eingezogenen Rohling zu entfernen, und bleibt mit seinem Handschuh an einer scharfen Kante hängen. Keine Verletzung. Er zieht ruckartig zurück. Herzfrequenz steigt auf 140 Schläge pro Minute. Er erstattet keinen Bericht, weil er “es besser hätte wissen müssen”.”
Nein. Ihr System hätte es besser wissen müssen.
Wenn das Umgreifen der Abdeckung physisch möglich, ergonomisch verlockend und schneller als die zugelassene Methode war, ist Ihr dokumentiertes Verfahren nicht mit der Produktionsrealität abgestimmt. Der Bediener hat nicht das System versagt. Das System hat den Bediener versagt.
Harte Wahrheit: Wenn Bediener mehr Angst vor Disziplinarmaßnahmen haben als vor Amputationen, werden Sie niemals von den Bedingungen hören, die einer Amputation vorausgehen.
Belohnen Sie den Bericht, nicht nur die saubere Sicherheitsbilanz. Verknüpfen Sie Beinahe-Unfallmeldungen mit dokumentierter Gefahrenüberprüfung. Aktualisieren Sie das SOP. Passen Sie die Schutzeinrichtung an. Berechnen Sie den Sicherheitsabstand neu, falls nötig. Kommunizieren Sie dann die Änderung zurück an die Werkhalle, damit die Bediener sehen, dass der Kreislauf abgeschlossen wird.
So wird Wachsamkeit strukturell statt emotional.
Eine Abkantpresse verzeiht keine Reflexe. Sie respektiert Technik, Dokumentation und Wiederholung unter Beobachtung. Wenn Sie wollen, dass Ihr System länger als sechs Monate hält, müssen Sie es so gestalten, dass es jeden Monat herausgefordert wird.
Vorgabe für den Werkstattboden: Erstellen Sie einen formalen Prozess zur Meldung und Überprüfung von Beinaheunfällen, der eine dokumentierte Neubewertung von Gefahren auslöst, Korrekturmaßnahmen kommuniziert – und die Teilnahme als Frühindikator für die Systemgesundheit misst.
Sie möchten einen Zeitplan, der die Sicherheit immer wieder überprüft, ohne die Produktion zu ersticken.
Gut. Denn wenn Ihr System nur funktioniert, wenn der Sicherheitsmanager hinschaut, haben Sie kein System – Sie haben Überwachung.
Dieser 90-Tage-Fahrplan zeigt Ihnen, wie Sie vom “Wir haben sie geschult” dahin kommen, dass Sie vor einem OSHA-Compliance-Beauftragten belegen können – auf Papier und auf dem Werkstattboden –, dass eine Handverletzung an der Bremse #3 unter normaler Produktion strukturell unwahrscheinlich ist. Nicht statistisch überfällig. Nicht abhängig von Reflexen.
Wir fügen keine Besprechungen hinzu. Wir schaffen Nachweise.
Die Tage 1 bis 30 drehen sich nicht um Perfektion. Sie drehen sich um Exposition.
Beginnen Sie mit einer formalen ANSI B11.0-Risikobewertung für jede aktive Gesenkbiegepresse – auch wenn sie seit 1994 in dieser Ecke steht. Schweregrad, Expositionshäufigkeit, Eintrittswahrscheinlichkeit. Schreiben Sie es auf. Wenn Sie keine dokumentierte Bewertung für diese spezifische Maschine und ihre aktuelle Schutzkonfiguration vorlegen können, arbeiten Sie aus dem Gedächtnis.
Messen und erfassen Sie dann drei Ausgangswerte für jede Presse:
Wenn die Stoppzeit heute 320 ms beträgt und sechs Monate später 390 ms, ist diese Abweichung von 70 ms kein Detail – es ist zusätzlicher Weg bei voller Hubgeschwindigkeit. Physik verhandelt nicht.
Dokumentieren Sie nun, wer für jede Maschine und unter welchen Konfigurationen autorisiert ist. Vollständiges Werkzeug ist eine Konfiguration. Segmentiertes Werkzeug eine andere. Wenn sich die Gefahrenzone verändert, ändert sich die Qualifikation.
Harte Wahrheit: Wenn Sie Ihre anfänglichen mechanischen Grenzen und die dazu autorisierten Personen nicht kennen, raten Sie mit 60 Tonnen Hydraulikdruck.
In diesem Monat geht es darum, Annahmen in aufgezeichnete Ausgangswerte zu verwandeln. Sie erstellen das “Vorher”-Bild, damit Abweichungen sichtbar statt normal werden.
Vorgabe für den Werkstattboden: Innerhalb von 30 Tagen müssen Sie für jede aktive Gesenkbiegepresse eine maschinenspezifische Risikobewertung, eine Stoppzeitmessung, eine Sicherheitsabstandsberechnung und eine Liste der Bedienerberechtigungen abschließen und ablegen.
Aber wenn Sie die Ausgangswerte haben, wie stellen Sie sicher, dass sie mit dem tatsächlichen Maschinenbetrieb übereinstimmen?
Jetzt überprüfst du das Papier auf seine Praxistauglichkeit.
Wähle pro Woche eine Presse aus und beobachte sie unter voller Produktionslast — reale Zykluszeiten, reale Ermüdung, reale Teile. Wenn der Bediener 18 Hübe pro Minute fährt und die Teile seitlich entfernt, um zwei Sekunden zu sparen, dann muss deine Arbeitsanweisung genau dieses Verhalten ansprechen.
Erstelle oder überarbeite maschinenspezifische Arbeitsanweisungen (SOPs), die der tatsächlichen Arbeitsweise entsprechen: Einrichtmodus, Produktionsmodus, Störungsbeseitigung, Erstteilprüfung. Lege in jeder Phase Handposition, Körperhaltung und erforderlichen Steuerungsmodus fest. Keine allgemeinen Formulierungen wie “Hände fernhalten”. Wenn der Stößel während eines langsamen Einrichtvorgangs 1,5 Zoll verfährt, schreibe das auf.
Schule anschließend nach Rolle, nicht nach Masse. Einrichter benötigen eine konfigurationsspezifische Gefährdungsbeurteilung. Bediener müssen ihre Kompetenz an genau der Schutzvorrichtung nachweisen, die sie bedienen werden. Die Instandhaltung braucht dokumentierte Verfahren für Stoppzeitmessungen und Validierungen nach Reparaturen.
Auch Ermüdung gehört in dieses Fenster. Wenn du weißt, dass lange Schichten die Reaktionszeit verschlechtern, passe den Schichtplan an oder verordne Rotation bei Hochzyklus-Arbeiten. Predige keine Wachsamkeit, während du 12-Stunden-Schichten bei knappen Margen planst.
Aber ANSI B11 kümmert sich nicht darum, dass du eine Sicherheitsbesprechung abgehalten hast. Es zählt, was du an dieser spezifischen Maschine unter normalen Produktionsbedingungen mit dokumentierter Bewertung nachweisen kannst. Wenn dein Retraining nicht in einer unterschriebenen, maschinenspezifischen Berechtigung endet, die an eine Konfiguration gebunden ist, ist es bedeutungslos.
Harte Wahrheit: Gruppenschulungen ohne konfigurationsspezifische Requalifikation frischen nur das Gedächtnis auf — sie reduzieren die Gefährdung nicht.
Vorgabe für den Werkstattboden: Bis Tag 60 muss jeder Bediener für jede Presse und jede Konfiguration, die er fährt, erneut qualifiziert sein — mit aktualisierten Arbeitsanweisungen, die die beobachtete Produktionsrealität widerspiegeln, nicht Idealbedingungen.
Du hast die Dokumentation mit der tatsächlichen Arbeit abgeglichen. Jetzt musst du prüfen, ob sie der Überprüfung standhält.
Hier zucken die meisten Betriebe zurück.
Führe ein Probeaudit durch, als würde OSHA um 9:15 Uhr hereinkommen. Stelle an jeder Presse drei Fragen:
Wenn es länger als fünf Minuten dauert, diese Unterlagen vorzulegen, ist dein System fragil.
Dann teste den Shopfloor. Befrage einen Bediener: “Welche Änderungen lösen eine Nachschulung aus?” Wenn die Antwort lautet “wenn wir uns verletzen” oder “wenn der Chef es sagt”, ist deine Kultur noch reaktiv.
Hier folgt nun die Veränderung, die die meisten übersehen.
Spitzenfertiger mit etwa 90 % Gesamtanlageneffektivität (OEE) erreichen das nicht, indem sie ein Risiko mit ihren Händen eingehen. Ihre Sicherheitsmaßnahmen stabilisieren die Produktion. Weniger ungeplante Stillstände. Weniger Untersuchungen. Weniger Chaos. Wenn Schutzsysteme konstruktiv umgesetzt und erneut validiert werden, läuft die Maschine vorhersehbar.
Verfolge in dieser Phase daher sowohl führende Sicherheitskennzahlen – Beinaheunfallberichte, Schulungsauslöser, Häufigkeit der Stoppzeitprüfungen – als auch Produktionsstabilitätsmetriken wie Stillstandszeiten aufgrund von Schutzfehlern oder Bedienfehlern. Wenn Sicherheitsarbeit richtig gemacht wird, solltest du weniger Fehlabschaltungen und weniger “mysteriöse” Verlangsamungen sehen.
So dreht man den falschen Zielkonflikt um. Sicherheit wird zu einem Steuerungssystem, nicht zu einer Belastung für die Produktion.
Harte Wahrheit: Wenn Ihr Probe-Audit Lücken aufzeigt, die Sie innerhalb einer Woche nicht schließen können, wird ein externes Audit sie innerhalb eines Tages aufdecken.
Bis Tag 90 sollten Sie in der Lage sein, im Gang zu stehen, eine laufende Abkantpresse anzusehen und zu sagen: Wir kennen ihre Stoppzeit, wir kennen ihren Sicherheitsabstand, wir wissen, wer autorisiert ist, und wir haben ein Auslösesystem, das eine erneute Validierung erzwingt, sobald sich etwas ändert.
Nicht, weil wir unseren Leuten vertrauen.
Sondern weil wir eine Struktur geschaffen haben, die nicht auf Vertrauen angewiesen ist.
Vorgabe für den Werkstattboden: Innerhalb von 90 Tagen sollten Sie mit maschinenspezifischen Dokumenten, Live-Interviews und gemessenen Daten nachweisen können, dass eine Handverletzung an jeder Abkantpresse im normalen Produktionsbetrieb strukturell unwahrscheinlich ist.
Tragen Sie dies weiter: Sicherheit ist kein Programm, das man startet; sie ist eine Steuerungsschleife, die man aufrechterhält. Wenn Sie anfangen, jede Konfigurationsänderung wie eine messbare Veränderung des mechanischen Risikos zu behandeln – und jede Autorisierung wie eine bedingte Lizenz, die an dieses Risiko gebunden ist – hören Sie auf, von Bedienern zu verlangen, Helden zu sein.
Und Sie fangen an, eine Werkstatt zu entwerfen, in der Heldentaten nicht erforderlich sind.


















