

彼は休憩室で12分間のメーカー製ビデオを視聴した。署名用紙にサインをした。安全メガネを着用した。.
1時間後、彼は135トンのプレスブレーキの前に立ち、足はペダルの上にあり、指は閉じようとする上型から6インチ(約15cm)の距離にあった。.
その工場の誰も、自分たちが無謀なことをしているとは思っていなかった。それこそが、あなたを不安にさせるべき点である。.
私が監査する工場のほとんどには、「プレスブレーキトレーニング」とラベル付けされたフォルダーがある。中身は、パワーポイントの印刷物、署名用紙、そしておそらく一般的なビデオへのリンクだ。前提は単純で、オペレーターが「トレーニングを受けた」のであれば、責任は本人に移るというものだ。.
しかし、ANSI B11.3は彼が何を見たかなど気にしない。重要なのは、特定の機械において、通常の生産条件下で、文書化された評価に基づき、何を証明できるかである。.
その違いこそが、指が失われる場所なのだ。.
2人のオペレーターを想像してほしい。.
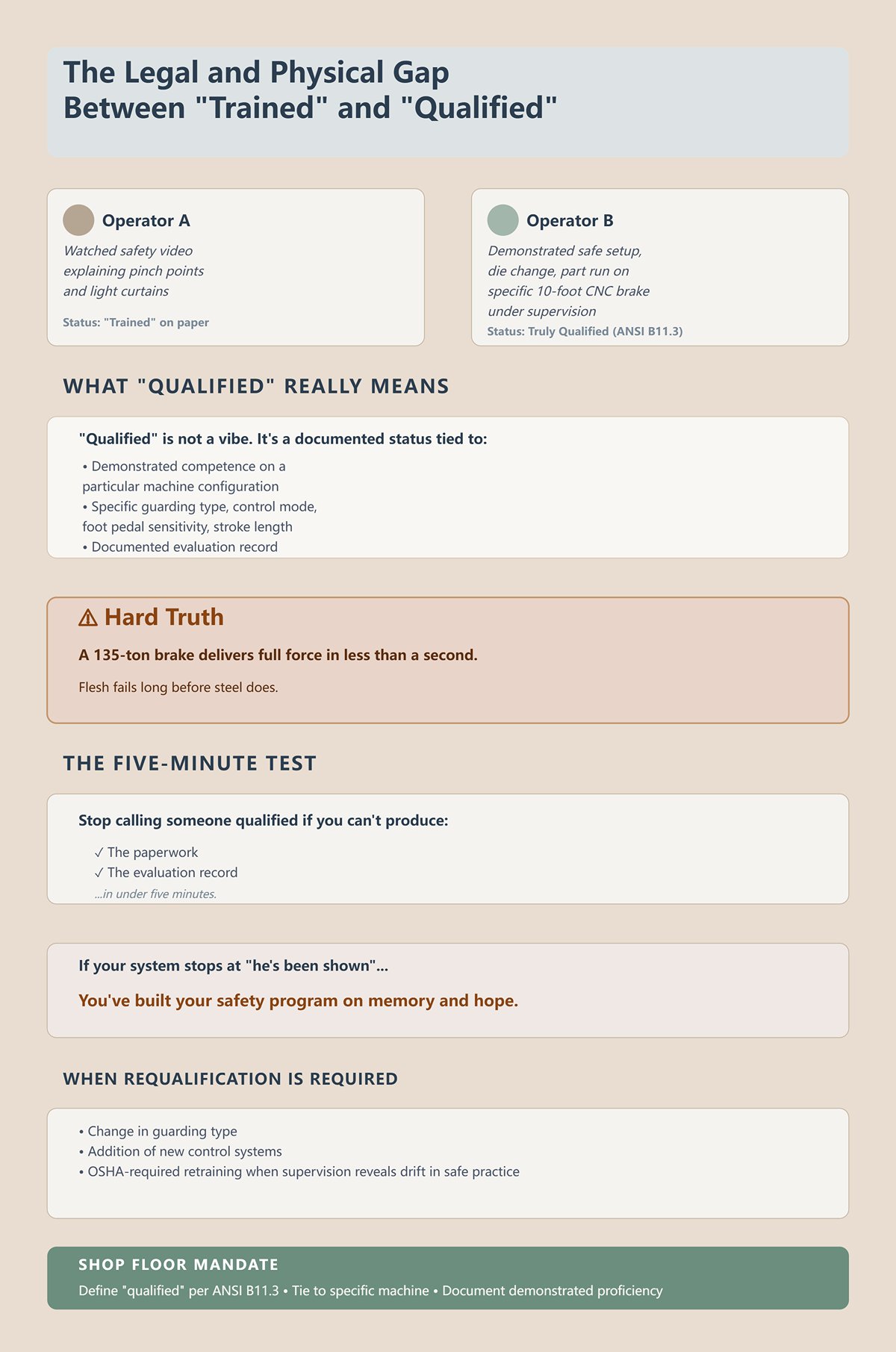
オペレーターAは、挟まれ箇所とライトカーテンについて説明した安全ビデオを視聴した。オペレーターBは、0.0004インチの繰り返し精度を持つ特定の10フィートCNCブレーキにおいて、安全なセットアップ、金型交換、部品加工を実演し、雇用主がその習熟度を文書化した。.
書類上は、両者とも「トレーニング済み」である。しかしANSI B11.3の下では、有資格者は一人だけである。.
“「有資格者」とは雰囲気で決まるものではない。特定の機械構成(ガードの種類、制御モード、フットペダルの感度、ストローク長、金型高さ)における実証された能力に紐付いた、文書化されたステータスである。ガードを変更したり、新しい制御装置を追加したりすれば、資格は再評価されなければならない。OSHA(労働安全衛生局)は、監督によって安全な慣行からの逸脱が明らかになった場合、再トレーニングさえ要求している。.
厳しい真実:5分以内に書類と評価記録を提示できないのであれば、その人を「有資格者」と呼ぶのはやめなさい。.
これは法的な揚げ足取りではない。物理学の問題だ。135トンのブレーキは、誰が何本のビデオを見たかなど気にしない。1秒足らずで全力を発揮し、鋼鉄よりも先に肉体が破壊される。.
もしあなたのシステムが「彼に見せた」という段階で止まっているなら、あなたは記憶と希望の上に安全プログラムを構築していることになる。.
現場への義務: ANSI B11.3に従って「有資格者」を定義し、それを特定の機械に紐付け、出席ではなく実証された習熟度を文書化すること。.

「ブレーキを購入した時にメーカーが作業員をトレーニングしてくれた」という言葉を、数え切れないほど聞いてきた。“
その通り。納品日にはね。.
彼らは制御装置を確認して回った。ライトカーテンを見せ、おそらくいくつか部品を加工してみせた。そして彼らは去った。.
ANSI B11.3では、安全な運用の責任は雇用主にあると明確に定めています。なぜなら、生産圧力、メンテナンスの間隔、監督、オペレーターと補助者の関係といった環境を管理しているのは雇用主だからです。メーカーは、あなたの現場の主任オペレーターが納期を守るために1時間あたり400サイクルで稼働させるかどうかを決定するわけではありません。決定するのはあなたです。.
最新のブレーキプレスには、レーザーガード、ミュートポイント設定、数千分の1インチの精度を持つプログラム可能なバックゲージが搭載されています。しかし、もしあなたの工場が複雑な曲げ加工の工程で速度が落ちるという理由で安全装置を無効にすれば、そのリスクはメーカーではなく雇用主が負うことになります。.
この規格は、「リスクは動的である」という単純な現実を認識しています。リスクは人員配置、作業負荷、材料の種類、監督の質によって変化するのです。.
したがって、責任は管理権限を持つ者の元にあります。.
現場への義務: 自社で所有し、維持し、再検証を行う機械固有のトレーニングおよび監査システムを構築してください。1日限りの工場デモに責任を丸投げしてはいけません。.
次に、フットペダルについて話しましょう。.
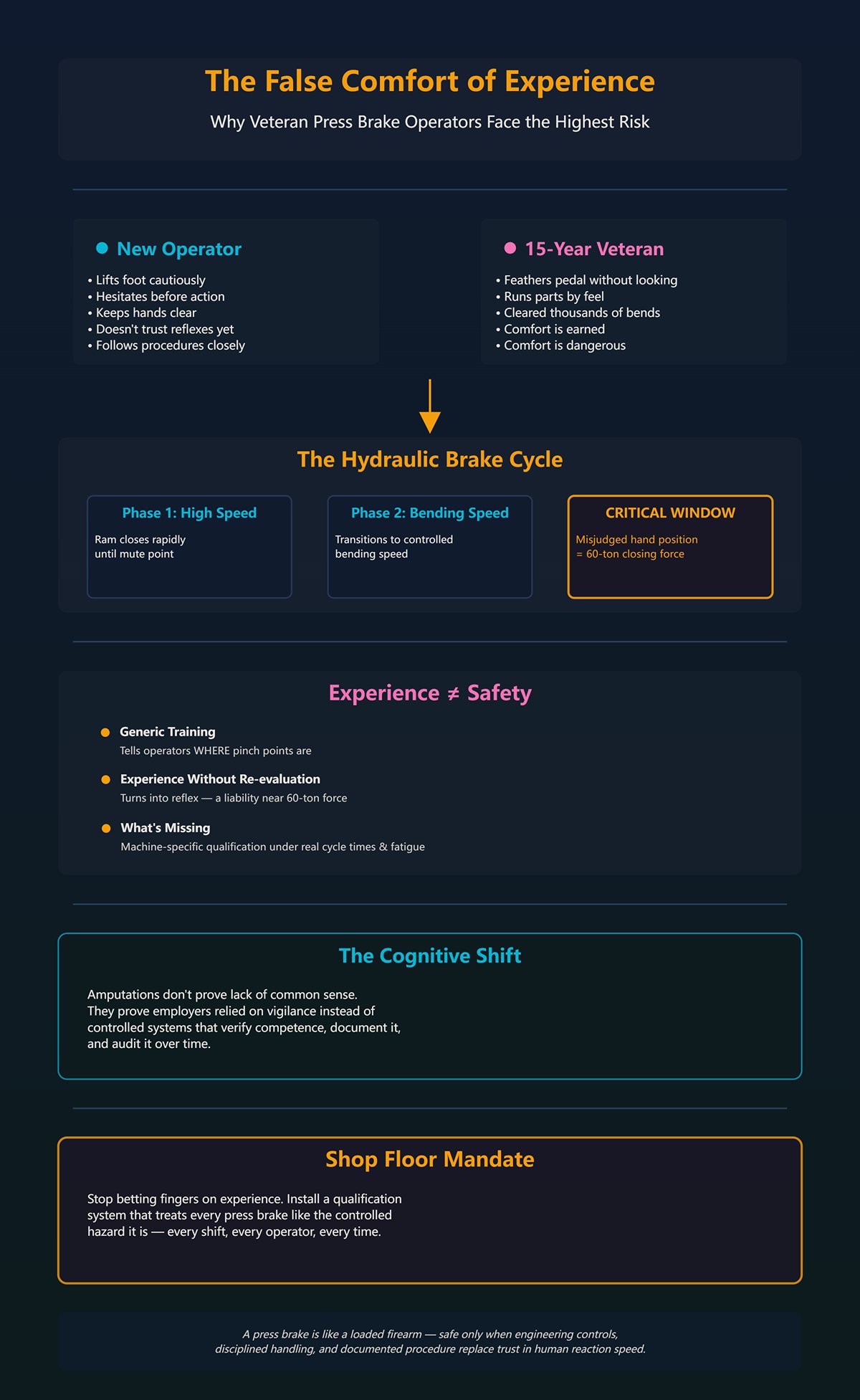
新人のオペレーターは慎重です。足を離し、ためらい、自分をまだ信用していないため、手を危険な場所に近づけないようにします。.
では、15年のベテランはどうでしょうか?彼は見ることさえせずにペダルを微妙に操作します。感覚だけで部品を加工しているのです。これまで何千回もの曲げ加工を無事故でこなしてきました。.
その慣れは、努力の賜物であると同時に、危険なものでもあります。.
ほとんどの油圧式ブレーキプレスでは、ラムはミュートポイントに達するまで高速で下降し、その後、曲げ加工速度に切り替わります。もし安全装置のミュート設定が早すぎたり、オペレーターが手の位置を1インチ(約2.5cm)でも見誤ったりした場合、機械は経験レベルを考慮して停止することはありません。そのままストロークを完了させてしまいます。.
一般的なトレーニングでは、オペレーターに危険箇所を教えるだけです。機械固有の資格試験では、実際のサイクルタイム、実際の疲労、実際の生産圧力の下で、それらの危険を管理できるかどうかをテストします。.
構造化された再評価を伴わない経験は、単なる反射行動に変わります。60トンの閉鎖力を持つ機械の近くでの反射行動は、負債でしかありません。.
ここで、皆さんに意識を変えていただきたいことがあります。切断事故が起きるのは、オペレーターに常識が欠けていたからではありません。雇用主が、能力を検証し、文書化し、時間をかけて監査する管理システムではなく、オペレーターの警戒心に頼っていたことを証明しているのです。.
なぜなら、工場の床にあるプレスブレーキは、作業台の上に置かれた装填済みの銃のようなものだからです。エンジニアリングによる制御、規律ある取り扱い、文書化された手順が、人間の反応速度への信頼に取って代わった時にのみ、安全が確保されるのです。.
現場への義務: 経験に頼って指を賭けるのはやめましょう。すべてのシフト、すべてのオペレーター、すべての作業において、プレスブレーキを制御された危険物として扱う資格制度を導入してください。.
60トンの定格を持つ10フィート(約3メートル)の機械式プレスブレーキの横に立ってみてください。オペレーターが14ゲージの板材をセットし、バックゲージに合わせて位置を決め、フットペダルを踏みます。ストロークの上死点から下死点まで、ラムはアプローチ速度で1秒足らずのうちに下降を完了します。上下の金型の隙間は、人が2回まばたきするよりも早く、4インチ(約10cm)からゼロになります。.
さあ、手が1インチ(約2.5cm)前方に流れてしまった場面を想像してみてください。.
「常に警戒を」と一日中説くことはできます。しかし、一度ラム(金型)が動き出せば、単純な刺激に対する人間の反応時間である約0.2〜0.25秒は、停止距離の方程式の中には全く入り込みません。次に何が起こるかは、機械の質量、蓄積されたエネルギー、クラッチの噛み合い、そしてバルブの応答時間によって決まるのです。.
それこそが、あなたの資格認定システムが基づかなければならない機械的な現実です。.
もし特定のブレーキ装置に対して誰かを「有資格者」と認定するのなら、その作業者が機械の物理的な限界を理解していることを文書で証明しなければなりません。理論上ではなく、その特定のモデル、その特定の制御方式、そして実際の生産速度においてです。なぜなら、人間が動き出したラムのサイクルよりも速く反応できると想定する安全プログラムは、空想に過ぎないからです。.
そして、空想はOSHA(労働安全衛生局)の前では通用しません。.
メカニカルプレスブレーキでは、フライホイールが運動エネルギーを蓄えています。クラッチが噛み合うと、そのエネルギーがクランクシャフトを介して伝達され、ラムを全ストローク(下降して上昇するまで)駆動させます。一度クラッチがロックされると、システムはサイクルを完了させなければなりません。途中で止めることはできないのです。これはメンテナンスの問題ではなく、物理学の問題です。.
私は、セットアップ中にオペレーターがペダルを「軽く踏む(バンプ)」操作を試みた事例を調査したことがあります。つまり、金型を合わせるためにわずかな動きを意図したのです。しかし、クラッチが上死点を超えて噛み合い、ラムは金型を閉じるのに十分な距離を移動してしまいました。セットアップ中にはそこに手があるのが当然であるため、彼の指は金型に挟まれました。機械は、設計通りに動作しただけなのです。.
厳しい真実:もしあなたのトレーニングが、オペレーターが素早い反射神経でサイクル途中のメカニカルブレーキを止められると示唆しているなら、あなたは彼らに指を失わせるような訓練をしていることになります。.
油圧式ブレーキは挙動が異なります。ラムは加圧された流体によって駆動され、適切に設計されたシステムであれば、存在検知装置が作動した際に動作を中断・反転させることができます。しかし、そこでも停止時間と停止距離は測定可能な値であり、曲げ加工速度では多くの場合、数十分の数インチに達します。資格認定プロセスでは、オペレーターが機械の測定された停止時間を推測ではなく、正確に把握していることを要求しなければなりません。.
また、セットアップ中に手が金型の間に入る際、警戒心やライトカーテンは主要な制御手段ではありません。ロックアウト/タグアウト(LOTO)、ラム位置の確認、そしてクランクが上死点を超えていないことの確認こそが制御手段です。もしあなたの標準作業手順書(SOP)に金型交換中に「手を近づけないこと」と書かれているなら、それは不可能なルールを定めていることになります。.
説得力のある資格認定記録には、立ち会いによる実演を含めるべきです。オペレーターがロックアウトを行い、ゼロエネルギー状態を確認し、ラムの位置を確認し、そしてなぜその特定のブレーキにおいて上死点を超えてはならないのかを口頭で説明する様子を記録するのです。.
現場への義務: 機械固有の資格認定を、まずはサイクルの不可逆的な部分を中心に構築してください。一度開始されたら停止できない動作について、すべてのオペレーターが説明し、実演できることを文書化するのです。.
私は、ライトカーテンを設置したその日の午後に、その機械を「OSHA準拠」と宣言する工場をいくつも見てきました。.
メカニカルブレーキでは、停止距離の物理的特性上、ライトカーテンを作業点から24〜36インチ離して設置しなければならないことがよくあります。その距離は「停止時間×アプローチ速度+安全係数」という計算式から導かれます。ラムが素早く停止できない場合、検知フィールドをより遠くに配置しなければなりません。.
つまり、カーテンが検知する前に、オペレーターの手はすでに危険区域に入っているということです。.
しかし、ANSI B11は善意を評価しません。重要なのは、その特定の機械において、通常の生産条件下で、文書化された評価に基づき、何が証明できるかです。もしあなたの資格認定プログラムに、存在検知装置の日常的な機能チェック(ビーム遮断テスト、インジケーターの確認、停止時間の確認)が含まれていないなら、あなたは位置がずれていて静かに故障しているかもしれないセンサーに頼っていることになります。.
両手操作式の油圧ブレーキでは、ストロークの危険な部分を通じて、両方のボタンを同時に操作し、圧力を維持することが求められます。どちらかのボタンを離せば、ラムは停止しなければなりません。私はよくオペレーターに「ストロークの途中で手を離したらどうなるか?」と尋ねます。彼らの半分は、サイクルが完了しなければならないと思い込んでいます。その思い込みが、安全機能をただの重荷に変えてしまうのです。.
制御の信頼性とは、安全装置がすべてのサイクルでその機能を果たし、オペレーターがその挙動を正確に理解していることを意味します。一般的な話ではなく、具体的な話としてです。.
厳しい真実:テストも文書化もされず、理解もされていない安全装置は、60トンの危険物にボルトで固定された単なる飾りに過ぎません。.
あなたの資格認定ファイルには、オペレーターが日々のライトカーテンテストを実演し、安全距離の制限を説明し、両手操作装置の適切な使用方法を示し、ストローク中にいつミューティングが発生するかを特定したことが記録されている必要があります。もし5分以内にその記録を提示できないのであれば、それは制御の信頼性ではなく、単なる「願い」に過ぎません。.
現場への義務: すべての安全装置は、オペレーターごと、機械ごと、シフトごとに検証および実演されなければならないシステムとして扱ってください。.
ベテラン作業員が油圧ブレーキプレスで1時間に400サイクルをこなす様子を見てみましょう。材料をセットし、位置を合わせ、ペダルを踏み、取り出す。これを繰り返します。彼は見ることさえせずに足でペダルを繊細に操作します。1万回も繰り返してきた作業なので、手はダイスペースの近くを漂っています。.
ここで変数を1つ変えてみます。材料を厚くする。曲げ順序を変える。排出側に新しい補助作業員を配置する。.
筋記憶とは保存されたプログラムです。それは意識的な思考よりも速く実行されます。これは便利なことですが、環境が変わると話は別です。アプローチ速度が毎秒10インチで、金型の交換によってミューティングポイントが0.5インチ変化した場合、その保存されたプログラムは、脳が変化を認識する前に、手を4インチの最小安全距離の内側に置いてしまう可能性があります。.
私は、長い板材の自由端が曲げ加工の完了とともに上方に跳ね上がり、オペレーターの顎を強打する「ウィップアップ(跳ね上がり)」による負傷を見たことがあります。挟み込み箇所とは無関係です。単なるエネルギーの移動と質量の減少によるものです。一般的なトレーニングではこうした二次的な危険をカバーすることは稀であり、経験豊富なオペレーターは「過去5,000個の部品加工で何も起きなかった」という理由で、危険な場所に立ち続けてしまうのです。.
常識とはパターン認識のことです。プレスブレーキは、パターンが認識の追いつかない速さで変化したときに人を負傷させます。.
だからこそ再認定が重要なのです。書類仕事としてではなく、前提条件を強制的にリセットするために必要です。管理者が作業の「ドリフト(慣れによる逸脱)」――手が徐々に近づいていく、ペダル操作が雑になるなど――を観察した場合、ANSI B11は再トレーニングを求めています。それはオペレーターが向こう見ずだからではなく、筋記憶が自らを監査できないからです。.
厳しい現実:定期的な文書化された再評価を伴わない経験は、指の欠損という形で測定される過信へと変わります。.
機械固有の資格認定システムには、実際の生産現場での観察、安全でないドリフトの文書化された是正、そして金型、ガード、または制御モードの変更後の安全な作業の実演が含まれていなければなりません。それが、人間の死角を存在しないものとして扱うのではなく、死角を考慮に入れたシステムを構築する方法です。.
プレスブレーキは、依然としてベンチに置かれた装填済みの銃と同じです。それが安全でなかった1回の手前のサイクルで、何回安全にサイクルをこなしたかは関係ありません。.
現場への義務: 状況が変化したとき、あるいはドリフトが見られたときは、常にオペレーターを再認定してください。なぜなら、筋記憶は安全装置ではないからです。.
昨年の冬、私は1994年に設置された175トンの油圧プレスブレーキの前に立ちました。その工場にはライトカーテン、フットペダル、そして「安全プログラム」とラベルが貼られた3リングバインダーがありました。私は主任オペレーターに一つ質問をしました。「この機械の最大トン数における測定された停止時間は何秒ですか?」彼は知りませんでした。メンテナンスの責任者も知りませんでした。バインダーには停止時間テストの記録もありませんでした。.
法的に正当性を主張できるプログラムは、まさにそこから始まるか、あるいは崩壊するかのどちらかです。.
ANSI B11.3は、安全に関する話をしたかどうかを問うのではありません。その特定のブレーキにおいて、特定の制御装置と停止特性を備えた安全装置が評価され、検証されているかどうかを問うのです。そして、B11.3は安全距離の計算式、制御の信頼性、装置の性能といった詳細な部分をB11.19に依拠しているため、カリキュラムは規格の言語をオペレーターが実演できるタスクに翻訳しなければなりません。すなわち、停止時間の測定、最小安全距離の計算、AOPD(アクティブ光電保護装置)のテスト、両手操作装置のアンチタイダウン(無効化防止)の検証、安全速度の確認です。計算され、目撃されたものでなければ、それは現実ではありません。.
厳しい現実:トレーニングにおいて安全距離を計算せず、安全装置の機能を検証せず、誰が保護をバイパスできるかを定義していないのであれば、あなたはANSI準拠のプログラムを持っているのではなく、希望的観測に基づいた方針を持っているに過ぎません。.
機械固有のカリキュラムは、そのブレーキに対する危険性分析から始まります。トン数、ストローク長、制御タイプ、停止性能、安全保護方法、動作モードなどです。次に、各危険性を、筆記試験と実演を伴うオペレーターの必須能力へと変換します。「ライトカーテンを理解している」ではなく、日々のビームテストを実演し、ミューティングポイントを説明し、最小安全距離をインチ単位で述べ、その装置が一次的な保護として許可されない場合を特定できることが求められます。.
現場への義務: 測定可能な機械データと目撃された実演に基づいてカリキュラムを構築してください。そのブレーキで証明できないのであれば、それはあなたの資格認定ファイルに入れるべきではありません。.
1980年代の機械式ブレーキで、ストローク中間の停止時間が300ミリ秒を超えるものを見たことがあります。計算してみてください。OSHA(労働安全衛生局)とANSI(米国規格協会)は、手の接近速度を毎秒63インチと想定しています。これに0.30秒を掛けると、安全係数や装置の応答時間を加える前ですら、すでに18.9インチに達します。検知フィールドと金型スペースの間に24〜36インチの距離が必要になるのは、そのためです。.
その機械の前に立って想像してみてください。カーテンは2〜3フィート後ろにあります。作業者はラムが停止する前に、簡単にパンチ(金型)に手が届いてしまいます。.
それは保護ではありません。危険の隠蔽です。.
カリキュラムでは、この認識を文書と実践の両面で強制しなければなりません。作業者には安全距離がどのように導き出されるかを教え、その上でブレーキの実際の測定停止時間を見せるべきです。もし必要な距離によってAOPD(光電式安全装置)の実用性が損なわれるなら、両手操作式制御装置、物理的なガード、安全速度セットアップモードといった代替の安全対策が主要な保護手段であることを、トレーニングで明確に述べなければなりません。さもなければ、物理法則によってすでに無効化されている光線(ビーム)を信頼するように訓練していることになります。.
次にミューティングについてです。適切なミューティングとは、サイクル中の特定の検証された部分(通常は部品排出を可能にするためのストローク下死点付近)において、検知フィールドを一時的かつ制御された状態で停止させることです。レンズにテープを貼ったり、ブラケットを無効にしたり、大きなワークが通過するたびにシステムが停止するからといって「ミュート」状態のまま放置したりすることではありません。私は、装置が配線通りに正確に機能していたにもかかわらず発生した負傷事故を調査したことがあります。原因は、メンテナンス中に誰かが配線を変更し、何が変わったのかを作業者に再教育していなかったことでした。.
しかし、ANSI B11は、設置者が「良かれと思って」行ったかどうかは気にしません。その特定の機械において、通常の生産条件下で、文書化された評価に基づき、何を証明できるかを重視します。.
プログラムには、文書化された停止時間の測定、書面による安全距離の計算、日常的な機能テストの手順、そしてミューティングが許可される条件と変更を承認する権限者が誰であるかについての明確な記述を義務付けるべきです。作業者は、「下死点でミュートする」といった曖昧な理解ではなく、ストロークの何インチ地点でミュートされるのかを実演できなければなりません。“
現場への義務: ライトカーテンの安全距離が現実的な手の届く範囲を超えている場合は、それを文書化し、代替の安全対策についてトレーニングを行ってください。物理法則の代わりとして光線(ビーム)を放置してはなりません。.
成形中に毎秒1.2インチで動作する油圧ブレーキでは、停止時間は120ミリ秒と測定されるかもしれません。しかし、毎秒6インチといった高速接近時では異なります。流体力学、バルブの応答、負荷。数値は変わります。.
両手操作式制御装置の安全距離は、ライトカーテンと同じ方法で計算されます。すなわち、手の速度に停止時間を掛け、制御システムの応答時間を加算します。機械がより重い曲げ加工や異なる速度プロファイルに設定されたために停止時間が増加した場合、ボタンと操作点との間に必要な距離もそれに応じて増加します。.
これが実際に何を意味するかというと、ボタンが金型スペースから14インチの位置に設置されており、現在の設定での計算上の最小安全距離が16インチである場合、コンプライアンス違反であり、非常に危険な状態にあるということです。.
優れたカリキュラムでは、作業者にそのシナリオをシミュレーションさせます。前回の停止時間テストを確認し、最小距離を計算し、ボタンの面から金型の中心線までを実際に測定させます。速度、ストローク、または油圧設定の変更が、以前の前提条件を無効にする可能性があることを教え込みます。.
そして、ストロークの危険な部分でどちらかのボタンを離せばラムが直ちに停止することを実演させなければなりません。私は監督下でそれを試すように指示します。停止することに驚く作業者もいれば、メンテナンスがトラブルシューティング中にアンチリピート機能をバイパスしていたために停止せず、さらに驚く作業者もいます。.
厳しい真実:近すぎる位置に設置された両手操作式制御装置は、指を失うための快適な手段に過ぎません。.
資格認定記録には、文書化された動作速度における両手操作式制御装置の計算上の安全距離と、ハードウェアの配置がそれを満たしているか、あるいは超えていることの検証結果を含めるべきです。「推定」や「だいたいこのくらい」は許されません。“
現場への義務: 速度、トン数、または停止時間が変化するたびに、両手操作式制御装置の距離を再計算し、再検証してください。ボタンは勝手に動きませんが、リスクは常に変化します。.
ANSI B11.3は、保護対策が講じられたセットアップ作業のために、減速モード(多くの場合、毎秒10ミリメートル、約毎秒0.4インチ)を許可しています。私は監督者が「低速モードだから怪我をするはずがない」と言っているのを聞いたことがあります。“
それを試してみましょう。.
10 mm/sの速度では、ラムは1インチを約2.5秒で移動します。これだけ聞くと許容範囲のように思えるかもしれません。しかし、開口部が1/2インチの狭いVダイと短いフランジを想像してみてください。ジョギング中にオペレーターの指先がパンチと材料の間にある場合、切断に必要な力は高速で加わるのではなく、トン数によって加わります。低速であっても、接触して油圧が80トンや100トンに向かって上昇すれば、組織はひとたまりもありません。.
安全速度は、接触する前に反応する時間を与えることで危険性を軽減します。しかし、接触後に手が操作点の内側にある場合、速度は何も助けにはなりません。.
だからこそ、カリキュラムでは低速運転が許可される条件を明確に定義しなければなりません。それは、連続的なホールド・トゥ・ラン制御、作動の維持、ストロークの制限、そして何よりも重要な「ダイスペース内に身体の一部を入れないこと」です。オペレーターは、材料のすぐ上までジョギングし、停止し、隙間を測定し、手を離しておく手順を実演すべきです。位置合わせのためにダイエリアに手を入れる必要がある場合は、追加の安全装置やロックアウトが必要になることがあります。トレーニングだけで危険度を下げられるわけではありません。.
ここでB11.0の階層が重要になります。トレーニングは最も信頼性の低い管理手段です。速度制限、ホールド・トゥ・ラン、バリアといったエンジニアリングコントロールが主導的な役割を果たす必要があります。オペレーターへの教訓は単純です。「低速=安全」ではなく、「制御され、確認されていること=より安全」なのです。.
現場への義務: 低速運転はセットアップの補助手段として扱い、ダイの中に手を入れてよい許可証とは考えないでください。操作点には、いかなる場合も身体の一部を入れてはなりません。.
ある現場では、「セットアップモード」のキースイッチがコントロールパネルのドアに差し込まれたままになっていました。誰でも回せる状態です。生産オペレーターは、「ちょっとした難しい曲げ」のために、それを使ってライトカーテンを無効にしていました。書面による許可も、再トレーニングも、記録もありませんでした。.
安全装置はそうやって、静かに形骸化していくのです。.
ANSIは、モード選択が管理され、許可されたものであることを求めています。カリキュラムには、誰がセットアップモードに移行できるのか、どのような追加トレーニングが必要か、主たる安全装置の代わりにどのような保護対策をとるのか、そして機械をどのように生産モードに戻すのかを明記しなければなりません。これには、AOPD(光線式安全装置)の有効確認、機能テスト、モードセレクターの位置確認、承認の署名といった文書化されたチェックリストを含めるべきです。.
そして、結果についても定義しなければなりません。許可なく安全装置をバイパスした者は、再トレーニングを受けるまで機械の操作から外されます。これは懲罰が目的ではなく、ベンチの上で175トンの荷重がかかった「銃器」を管理しているという自覚を促すためです。.
私は工場でこう問いかけます。「ブレーキ#3のセットアップモードを許可されたオペレーターのリストを、資格取得日と安全速度操作の実演記録とともに提示できますか?」もし答えが「いいえ」なら、鍵を持っている全員が実質的に許可されているのと同じです。.
厳しい現実ですが、「全員」が安全装置をバイパスできるなら、その後に発生する切断事故に対して誰も責任を負えないということです。.
弁護可能な機械固有の資格認定プログラムは、単に操作を教えるだけではありません。権限を定義し、能力を文書化し、書面による手順と指名された担当者によってモード変更を厳格に管理するものです。.
なぜなら、OSHA(労働安全衛生局)が立ち入ったとき、彼らはオペレーターが経験豊富かどうかは尋ねないからです。彼らはそのブレーキで、そのモードで、通常の生産条件下において、安全であることの証明を求めるからです。.
現場への義務: セットアップモードの権限は指名された有資格者に限定し、法廷で読み上げられることを想定して、すべての資格認定を文書化してください。.
昨年、ある工場長のオフィスで、彼がデスク越しに3穴バインダーを差し出すのを見ていました。インデックスがあり、蛍光ペンでマークされ、1ページ目には署名入りの安全方針がありました。.
私は、その日の朝に稼働していた4フィートのセグメントパンチと1インチのVダイを備えたブレーキ#2の危険性評価を見せてほしいと頼みました。沈黙が流れました。そして、「一般的なプレスブレーキの安全教育は行いました」という答えが返ってきました。“
そのバインダーは、中身がないも同然でした。.
重要なのは、彼がその特定の機械において、通常の生産条件下で、文書化された評価に基づき何を証明できるかです。月曜の会議で作業員に何を言ったかではありません。全員が署名した用紙があるかどうかでもありません。安全文化と防御可能なシステムの決定的な違いは、バッジを付けた誰かが要求したときに、5分以内にその機械固有の記録を提示できるかどうかにあります。.
では、その瞬間に崩れ去るのではなく、耐えうるシステムをどのように構築すればよいのでしょうか?
プレスブレーキ#3の前に立ってみましょう。これは175トンの油圧ユニットで、ベッド長10フィート、生産モードでは両手操作、箱曲げ加工時にはサイドガードを装着した状態でライトカーテンをミューティング(無効化)します。ここで金型を交換します。1/2インチのVダイから2インチのVダイに変更し、厚板用にストローク長を増やします。.
停止時間はそれほど変わりませんでしたが、ダイの開口部は変わりました。手と危険源との接触リスクも変わりました。.
ANSI B11.3では、タスクと構成ごとのリスク評価が義務付けられています。つまり、「プレスブレーキ操作」という一括りではなく、以下のような個別の状況で危険性を文書化する必要があります。
ここで多くの工場が痛い目を見ます。メカニカルブレーキのライトカーテンは、停止時間と接近速度に基づき、24〜36インチの安全距離を計算で算出する必要があります。その距離では、作業者は物理的に小さな部品を支えることができません。そのため、彼らはカーテンの使用を放棄し、両手操作や固定式ガードに頼ることになります。.
しかし、ANSI B11は「ライトカーテンを設置すれば安全だ」とは言っていません。その構成において、保護方法が実際にリスクを許容可能なレベルまで低減しているかを評価せよと言っているのです。もし必要な距離が作業を非現実的にするのであれば、危険性評価書には代替の制御戦略と、なぜそれが有効なのかを文書化しなければなりません。.
厳しい現実:金型やタスクが変わっても危険性評価が変わらないのであれば、それは危険性評価ではありません。単なる形式的な書類です。.
各プレスブレーキの書面による評価には、評価した正確な金型ファミリー、使用した保護方法、計算された安全距離、モード制限、およびトレーニングと監督が必要な残留リスクを記載すべきです。一般的な言葉ではなく、シリアル番号と制御タイプに紐付いた具体的な内容である必要があります。.
現場への義務: すべてのプレスブレーキについて、タスクおよび金型固有の危険性評価を実施・文書化し、金型、制御装置、または操作モードが変更されるたびに改訂してください。.
それらの危険性を特定した後、作業者に何を渡すべきでしょうか?
私はある1日の安全保護セミナーに参加しましたが、そこで監督者たちが「制御の信頼性」について議論していました。彼らの半分は、ボタンの感触がしっかりしていることだと考えていました。実際には、予測可能な条件下で安全関連の制御システムがその機能を果たす確率を意味します。.
もしあなたのチェックリストがその対話を強制するものでなければ、現場で議論がなされることはないでしょう。.
一般的な「プレスブレーキ日常点検」シートには、通常こう書かれています:
それは単なる形式的なものです。.
デュアルチャンネル安全リレーと監視付き両手操作制御を備えたブレーキ#1の機械固有のチェックリストでは、オペレーターに以下を要求する必要があります:
私が調査した切断事故のほとんどは、教科書通りの曲げ加工中の前面ダイスペースで発生したものではありません。それらは、背面での部品回収時や、「作業の一部ではない」と見なされたサイドガードの周囲に手を伸ばした際に発生しています。“
しかし、ANSI B11は、背面や側面を含むすべての露出した危険ゾーンの防護を求めています。もしあなたのチェックリストにバックゲージの挟み込みポイントが記載されていないなら、あなたは手を失うほどの大きな監査上の欠陥を作り出していることになります。.
厳しい真実:汎用的なチェックリストとは、自社の機械を把握していないことを丁寧に言い換えたものに過ぎません。.
各SOP(標準作業手順書)には、機械ID、制御タイプ、および主要な防護方法を明記しなければなりません。ブレーキ#4がレーザーAOPD(光線式安全装置)を使用し、ブレーキ#5が両手操作制御を使用している場合、それらのチェックリストを入れ替えてはなりません。決して。.
現場への義務: 一般的な「プレスブレーキ」という表現ではなく、実際の制御コンポーネントと測定距離を参照した、機械固有のSOPとチェックリストを作成・発行してください。.
危険源を特定し、チェックリストを作成しました。さて、真のテストです。オペレーターはその特定のブレーキを安全に操作できることを証明できますか?
私は教室でオペレーターの資格認定は行いません。コントロールパネルの前で認定を行います。.
ブレーキ#2において、私は研修生に以下を行わせます:
もし最後の質問に答えられないのであれば、その作業者はなぜ安全距離が変わるのかを理解していないということだ。.
これはトリビアではない。停止時間が100ミリ秒増加し、接近速度が毎秒63インチであれば、停止までに6.3インチ余分に移動することになる。これまで適合していた16インチのボタン配置距離が、今や短すぎる可能性がある。.
そして、私はそのやり取りを記録する。日付、機械ID、評価者名、観察した具体的なタスク。指導なしで合格したか、あるいは再教育が必要だったか。.
厳しい真実:もしあなたが、その機械で作業者が安全な動作を物理的に実演するのを見ていないのであれば、あなたはメカニズムではなく記憶を信頼していることになる。.
安全管理の専門家たちは、安全な操作と警報への対応が実証されない限り、いかなる作業者も単独で機械を操作させてはならないと言うだろう。彼らは正しい。しかし、実証された能力でさえ、疲労や反復作業によって低下する。だからこそ、資格は永続的なものではなく、更新可能であり、取り消し可能なものなのだ。.
現場への義務: 単独での生産を許可する前に、各特定のブレーキにおける重要な安全機能の実地デモンストレーションを記録に残すことを義務付けること。.
あなたは危険性を評価した。機械固有の標準作業手順書(SOP)を作成した。能力を検証した。では、誰かが怪我をしたときに実際に効力を発揮する文書とは何か?
OSHA(労働安全衛生局)のコンプライアンス担当官は、あなたの安全会議がいかに情熱的であったかなど気にしない。しかし、ANSI B11は、単なる演説ではなく、システムが機能していることを示す文書を求めている。.
重みを持つ3つの文書:
SMACNA(全米板金空調工事業者協会)は、材料の取り扱い、自動化、制御戦略といった危険性が変化したため、約30年ぶりにトレーニングマニュアルを更新した。もしあなたの文書が何年も変わっていないのであれば、それはすでにリスクに対して遅れをとっている。.
厳しい現実:特定のブレーキプレス機について、これら3つの文書を5分以内に取り出せなければ、法律の目から見てそれらは存在しないものとみなされます。.
現場が「注意しましょう」という呼びかけから、危険性評価、機械ごとの標準作業手順書(SOP)、実証された能力、そして検索可能な記録へと移行したとき、安全はスローガンではなく証拠となります。.
現場への義務: プレスブレーキの安全システムを構築し、どの機械の危険性評価、資格記録、停止時間ログであっても即座に提示できるようにしてください。なぜなら、いつか必ず提示を求められる時が来るからです。.
| ステップ | タイトル | 主要内容 | 現場の義務 |
|---|---|---|---|
| ステップ1 | 機械および金型構成別の危険性評価 | 一般的なプレスブレーキ操作だけでなく、作業や構成ごとにリスク評価を実施してください。AOPD(光電式安全装置)を使用した生産曲げ、減速設定での段取り、ミューティング機能を使用した箱曲げ、ガードを取り外した状態でのメンテナンスなど、特定のシナリオを評価します。機械のシリアル番号と制御タイプに関連付けて、金型の種類、安全防護方法、計算された安全距離、モード制限、および残留リスクを文書化してください。金型、ストローク長、制御装置、またはモードが変更された場合は、評価を更新してください。. | すべてのプレスブレーキについて、タスクおよび金型固有の危険性評価を実施・文書化し、金型、制御装置、または操作モードが変更されるたびに改訂してください。. |
| ステップ2 | 機械固有のチェックリストの作成(なぜ「万能型」が失敗するのか) | 汎用的な点検シートを、実際の制御コンポーネントと測定された距離を参照する機械固有のチェックリストに置き換えてください。アンチリピート機能を検証し、デュアルチャンネル制御を個別にテストし、最小安全距離を確認し、背面および側面のガードを点検します。バックゲージの挟み込み箇所を含む、すべての露出した危険ゾーンに対処してください。各SOPには、機械ID、制御タイプ、および安全防護方法をラベル付けしてください。. | 一般的な「プレスブレーキ」という表現ではなく、実際の制御コンポーネントと測定距離を参照した、機械固有のSOPとチェックリストを作成・発行してください。. |
| ステップ3 | 実技による能力チェックポイント | オペレーターの資格認定は教室だけでなく、機械の操作パネルで行ってください。起動シーケンス、モード識別、減速運転、両手操作の停止機能、および停止時間が安全距離に与える影響の理解について、実演を求めてください。評価者名、機械ID、観察されたタスク、および必要に応じた是正措置を記録します。資格は更新可能かつ取り消し可能なものにしてください。. | 単独での生産を許可する前に、各特定のブレーキにおける重要な安全機能の実地デモンストレーションを記録に残すことを義務付けること。. |
| ステップ4 | 精査に耐えうる3つの文書 | (1) 機械固有の詳細を含むトレーニングと資格認定、(2) 再計算された安全距離を含むメンテナンスおよび停止時間ログ、(3) 危険性評価の更新を促すインシデントおよびヒヤリハット報告書、これら3つの記録を検索可能な状態で維持してください。文書がアクティブな安全システムを反映していることを確認し、要求があれば即座に提示できるようにしてください。. | プレスブレーキの安全システムを構築し、どの機械の危険性評価、資格記録、停止時間ログであっても即座に提示できるようにしてください。. |
そしてその時でさえ、さらなる問題が待ち受けています。近道をする習慣が忍び寄り、警戒心が薄れる中で、そのシステムが形骸化するのをどう防ぐかということです。
あなたはシステムを構築しました。機械固有のSOP、文書化された停止時間テスト、実技による資格認定、5分以内の記録検索。.
では、なぜそれでも状況は悪化するのでしょうか?
それは、警戒心は一定のスケジュールで低下するものであり、あなたのバインダーがいかに綺麗に整理されていようと、それは関係ないからです。.
プレスブレーキは、作業台の上に置かれた装填済みの銃のようなものです。エンジニアリングによる制御が維持され、規律ある取り扱いが強制され、すべての動作が文書化された手順に従っている間は安全です。しかし、そのまま放置しておけば、いつか誰かがそれを文鎮のように扱うようになります。悪意があるわけではありません。慣れです。.
「慣れ」は危険です。.
トレーニング後の最初の1ヶ月間、作業者は自分の動作を声に出して確認します。ライトカーテンを確認し、両手操作式安全装置をテストし、モード選択を確認します。4ヶ月目までには、それらの確認作業は筋肉の記憶となります。6ヶ月目には、それらは当然の前提となってしまいます。.
そして、前提は文書化された管理項目ではありません。.
厳しい現実:意図的に再検証するように設計されていない限り、どのようなトレーニングプログラムも日常的な生産現場では形骸化してしまいます。.
現場への義務: 作業者の資格に有効期限を設け、独立した生産を継続する前に、機械固有の重要な安全機能の再実演を定期的に義務付けてください。.
しかし、その「慣れ」や「逸脱」に最初に気づくのは誰でしょうか。監督者でしょうか、それとも作業者でしょうか?
金曜日、午後4時42分。急ぎの仕事。出荷が待っている。.
監督者が通りかかると、優秀な作業者が毎分18ストロークで順調に部品を加工しており、ライトカーテンも調整され、アラームも鳴っていない。すべてがコンプライアンスに従っているように見える。彼はそのまま通り過ぎる。.
彼が見ていないのは、小さな近道(マイクロ・ショートカット)です。作業者はラムが完全に戻るのを待たずに横から小さな部品を取り出し、1サイクルあたり2秒を短縮しています。2秒×400サイクルで13分。これでコーヒーブレイクが1回分稼げます。.
習慣は常に方針を追い越します。.
監督者はスナップショット(瞬間)で観察できることしか強制できません。作業者はサイクルタイムの中で生きています。数週間かけて、わずかな逸脱が「正常」として定着します。「この薄いゲージなら」とガードの横から手を伸ばす。セットアップを遅らせる迷惑な誤作動を避けるために反射板をテープで固定する。部品が扱いにくいので半インチだけ近づいて立つ。.
誰もその変化を宣言しません。ただ、それが「ブレーキプレス3号機」の動かし方になってしまうのです。.
しかし、ANSI B11(米国安全規格)はあなたの金曜午後のリズムなど気にしません。重要なのは、その特定の機械において、通常の生産条件下で、文書化された評価に基づき、何を証明できるかです。もし文書化された評価が6ヶ月前の穏やかな条件下で行われたものであり、今日の現実がそれと異なっているなら、あなたのシステムはすでに時代遅れです。.
厳しい現実:強制が安全な行動の再確認ではなく、悪い行動の摘発に頼っている場合、習慣が毎回勝利します。.
現場への義務: 抜き打ちで文書化された能力スポットチェックを実際の生産中に行い(デモンストレーションではなく)、それを継続的な作業許可と結びつけてください。.
では、機械そのものが足元で変化してしまったらどうなるでしょうか?
金型の変更はすべて機械的な変更です。以上。.
1インチのVダイを4インチのVダイに交換すれば、部品の挙動、手の配置、時にはアプローチ速度まで変わります。より背の高いパンチを取り付ければ、作業者の手の届く範囲が変わります。バックゲージのフィンガーを調整すれば、新しい後方の挟み込み形状が生まれます。.
「機械を改造したわけではない」とあなたは言うかもしれません。ただ次の仕事のセットアップをしただけだと。.
しかし、あなたは危険領域(ハザードエンベロープ)を変更してしまいました。.
ある工場で、段取り時間を短縮するためにセグメント化された金型を追加したのを見たことがあります。生産性向上には素晴らしい取り組みです。しかし、新しく開いたセグメントによって横からのアクセスが可能になり、ライトカーテンの検知範囲を遮ることなく作業点に手が届くようになってしまいました。誰も安全距離を再計算せず、誰も危険性評価を更新しませんでした。当初の適格性評価は、フルレングスの金型を前提としていたのです。.
安全装置はレンチで取り外されたのではありません。作業指示書によって「取り外された」のです。.
厳しい現実:金型や構成を変更した後に再検証を怠った安全装置はすべて、誰にも再教育することなく勝手に改造したのと同じことです。.
そして、誰も認めたがらないデータも覚えておいてください。高度な安全対策を講じているトップクラスのメーカーは、単に負傷率が低いだけでなく、設備総合効率(OEE)も高いのです。安全対策が不十分な環境ではOEEが70%台半ばであるのに対し、トップクラスでは約90%に達します。安全システムは、適切に維持されていれば生産を安定させます。それが形骸化すれば、安全性と生産性の両方が低下します。.
ですから、問題は再教育をするかどうかではありません。.
いつ、どれくらいの頻度で行うかです。.
現場への義務: 金型、制御モード、または安全装置の調整はすべて、文書化された危険性評価を必要とするトリガーイベントとして扱い、露出状況が変化した場合は、その特定の構成に対して再適格性評価を行ってください。.
抜き打ち検査や再教育のトリガーを徹底したとしても、一つの問題が残ります。.
誰かが犠牲になる前に、その欠陥をどうやって見つけるかということです。
ほとんどの工場では、ヒヤリハットを恥ずかしい話のように扱います。こっそりと噂され、やがて忘れ去られてしまいます。.
それは逆です。.
ヒヤリハットは、あなたのトレーニングシステムからのフィードバックです。.
オペレーターが材料の送りミスを解消しようとサイドガードの横に手を伸ばし、鋭利なエッジに手袋を引っ掛けた。怪我はない。彼は手を引っ込める。心拍数は1分間に140回まで跳ね上がる。彼は「自分が気をつけるべきだった」と考えて報告書を提出しない。“
いいえ、違います。システムが気をつけるべきだったのです。.
ガードの横に手を伸ばすことが物理的に可能で、人間工学的に誘惑されやすく、承認された方法よりも速いのであれば、文書化された手順は実際の生産現場と乖離しています。オペレーターがシステムを失敗させたのではありません。システムがオペレーターを失敗させたのです。.
厳しい現実:オペレーターが切断事故よりも懲戒処分を恐れるようになれば、切断事故の前兆となる状況を知ることは永遠にできません。.
無事故記録だけでなく、報告そのものを称賛してください。ヒヤリハットの報告を文書化された危険性評価と結びつけましょう。標準作業手順書(SOP)を更新し、ガードを調整し、必要に応じて安全距離を再計算してください。そして、その変更を現場に伝え、オペレーターが改善のサイクルを実感できるようにしてください。.
そうして初めて、警戒心は感情的なものではなく、構造的なものになるのです。.
プレスブレーキは反射神経を許容しません。エンジニアリング、文書化、そして精査に基づく反復を尊重します。システムを6ヶ月以上維持したいのであれば、毎月挑戦を受けるように設計しなければなりません。.
現場への義務: 公式なヒヤリハット報告およびレビュープロセスを構築し、文書化された危険性の再評価をトリガーとして是正措置を伝達してください。また、システム健全性の先行指標として参加率を測定してください。.
生産を停滞させることなく、安全性を継続的に再検証できるスケジュールが必要です。.
その通りです。なぜなら、安全管理者が監視している時しか機能しないシステムは、システムではなく単なる「監督」に過ぎないからです。.
この90日間のロードマップは、「トレーニングを実施した」という段階から、OSHA(労働安全衛生局)のコンプライアンス担当者の前で、ブレーキプレス3号機での手部負傷が通常の生産条件下では構造的に起こり得ないことを、書類と現場の両面で証明できる状態へと移行するためのものです。統計的に発生時期が迫っているわけでも、反射神経に依存しているわけでもありません。.
私たちは会議を増やすのではありません。証拠を構築するのです。.
1日目から30日目までは、完璧を目指す期間ではありません。リスクを可視化する期間です。.
稼働中のすべてのプレスブレーキに対して、たとえ1994年からその場所に設置されていたとしても、ANSI B11.0に基づく正式なリスクアセスメントを開始してください。重大度、暴露頻度、発生確率を書き留めます。特定の機械とその現在の安全防護構成に関する文書化された評価を提示できない場合、それは記憶に頼って運用していることになります。.
次に、各ブレーキについて以下の3つの基準を測定・記録します。
もし停止時間が今日320ミリ秒で、6ヶ月後に390ミリ秒になっていた場合、その70ミリ秒のズレは些細なことではなく、ラムが全速で動く際の移動距離の増加を意味します。物理法則は交渉に応じません。.
次に、各機械で誰が、どのような構成で操作を許可されているかを文書化してください。フルレングスの金型は一つの構成であり、セグメント化された金型は別の構成です。危険の範囲が変われば、必要な資格も変わります。.
厳しい現実を突きつけましょう。機械的な限界値と、その条件下で誰が操作を許可されているかを把握していないのであれば、60トンの油圧を相手に推測で作業しているのと同じです。.
この月は、思い込みを記録された基準へと変えるための期間です。ズレが「正常」ではなく「異常」として認識されるよう、「ビフォー」の姿を構築するのです。.
現場への義務: 30日以内に、稼働中のすべてのプレスブレーキについて、機械固有のリスクアセスメント、停止時間の測定、安全距離の計算、およびオペレーターの許可リストを作成し、保管してください。.
しかし、基準を作成した後、どのようにして機械の実際の運用状況と常に整合性を保てばよいのでしょうか?
次に、その書類を現実と照らし合わせて検証します。.
週に1台のブレーキプレスを選び、実際の生産負荷(実際のサイクルタイム、実際の疲労度、実際の部品)の下で観察してください。作業者が毎分18ストロークで稼働させ、2秒短縮するために横から部品を取り出しているなら、標準作業手順書(SOP)はその具体的な動作に対応している必要があります。.
セットアップモード、生産モード、ジャム(詰まり)の解消、初品検査など、実際の作業方法に合わせた機械固有のSOPを作成または改訂してください。各フェーズにおける手の配置、体の位置、必要な制御モードを定義します。「手を近づけないこと」といった一般的な表現では不十分です。低速セットアップのインチング中にラムが1.5インチ移動するなら、そのように明記してください。.
次に、集団ではなく役割ごとに再教育を行います。セッターには構成固有の危険性レビューが必要です。作業者には、実際に操作する安全装置のレイアウトに基づいた実技能力の証明が必要です。メンテナンス担当者には、停止時間テストと修理後の検証に関する文書化された手順が必要です。.
疲労もこの検討範囲に含まれます。長時間シフトが反応時間を低下させることがわかっている場合は、スケジュールの調整や、高サイクル作業での交代制を義務付けてください。厳しいマージンの中で12時間稼働を予定しながら、注意力を説くのはやめましょう。.
しかし、ANSI B11は、あなたが安全会議を開いたかどうかは気にしません。特定の機械において、通常の生産条件下で、文書化された評価に基づき、何が証明できるかを重視します。再教育の結果が、構成に紐付いた機械固有の署名入り承認書に至らないのであれば、それは単なる雑音に過ぎません。.
厳しい現実:構成固有の再認定を伴わない集団再教育は、記憶を呼び起こすだけであり、リスクへの曝露を制御するものではありません。.
現場への義務: 60日目までに、すべての作業者は、理想的な条件ではなく、観察された生産の現実を反映した最新のSOPを用いて、操作するすべてのブレーキプレスと構成について再認定を受けなければなりません。.
文書と実際の作業を一致させました。次は、それが精査に耐えられるかを確認する必要があります。.
ここが、多くの工場が躊躇するポイントです。.
午前9時15分にOSHA(労働安全衛生局)が立ち入ったと想定して、模擬監査を実施してください。各ブレーキプレスで以下の3つの質問をします。
提示に5分以上かかるようであれば、あなたのシステムは脆弱です。.
次に現場をテストします。作業者にインタビューしてください。「どのような変更があったら再教育が必要ですか?」という質問に対し、「怪我をした時」や「上司が言った時」という答えが返ってくるなら、あなたの組織文化は依然として事後対応型です。.
さて、ここからが多くの人が見落とす転換点です。.
90%前後の総合設備効率(OEE)を維持するトップクラスの製造業者は、手を危険にさらすような賭けはしません。彼らの安全管理は生産を安定させます。計画外の停止が減り、調査が減り、混乱が減ります。安全装置が適切に設計され、再検証されていれば、機械は予測通りに稼働します。.
したがって、このフェーズでは、ヒヤリハット報告、再教育のトリガー、停止時間テストの頻度といった「安全先行指標」と、ガードの不具合や作業ミスに関連するダウンタイムといった「生産安定性指標」の両方を追跡してください。安全対策が正しく行われていれば、煩わしい停止や原因不明の減速が減少するはずです。.
それが、誤ったトレードオフを覆す方法です。安全とは生産の足かせではなく、制御システムとなるのです。.
厳しい真実:もし模擬監査で1週間以内に埋められない欠陥が見つかったなら、外部監査では1日で露呈することになります。.
90日目までには、現場の通路に立ち、稼働中のプレスブレーキを見て、「停止時間は把握している、安全距離も把握している、誰が許可されているかも把握している。そして、何かが変更された際には再検証を強制するトリガーシステムがある」と言える状態になっているべきです。.
それは、私たちが従業員を信頼しているからではありません。.
信頼に依存しない仕組みを構築したからです。.
現場への義務: 90日以内に、機械固有の文書、実地インタビュー、測定データを用いて、各プレスブレーキにおいて通常の生産中に手部負傷が発生する可能性が構造的に極めて低いことを証明できるようにしてください。.
これを肝に銘じてください。安全とは立ち上げるプログラムではなく、維持し続ける制御ループです。すべての構成変更を機械的リスクの測定可能な変化として扱い、すべての権限付与をそのリスクに紐づいた条件付きライセンスとして扱うようになれば、オペレーターに英雄になることを求める必要はなくなります。.
そして、英雄的な行動を必要としない現場の設計が始まるのです。.


















