

Ha guardato un video del produttore di 12 minuti nella sala pausa. Ha firmato un foglio. Ha indossato gli occhiali di sicurezza.
Un’ora dopo era in piedi davanti a una piegatrice da 135 tonnellate, il piede sospeso sopra il pedale, le dita a quindici centimetri da una matrice superiore in chiusura.
Nessuno in quell’officina pensava di comportarsi in modo sconsiderato. È questo il punto che dovrebbe preoccuparti.
La maggior parte delle officine che ispeziono ha una cartella etichettata “Formazione sulla piegatrice”. All’interno: la stampa di un PowerPoint, un foglio firme, forse un link a un video generico. L’assunzione è semplice — se l’operatore è stato “formato”, la responsabilità passa a lui.
Ma all’ANSI B11.3 non interessa cosa abbia guardato. Interessa cosa può dimostrare su quella macchina specifica, in normali condizioni di produzione, con valutazione documentata.
È in quella differenza che le dita spariscono.
Immagina due operatori.
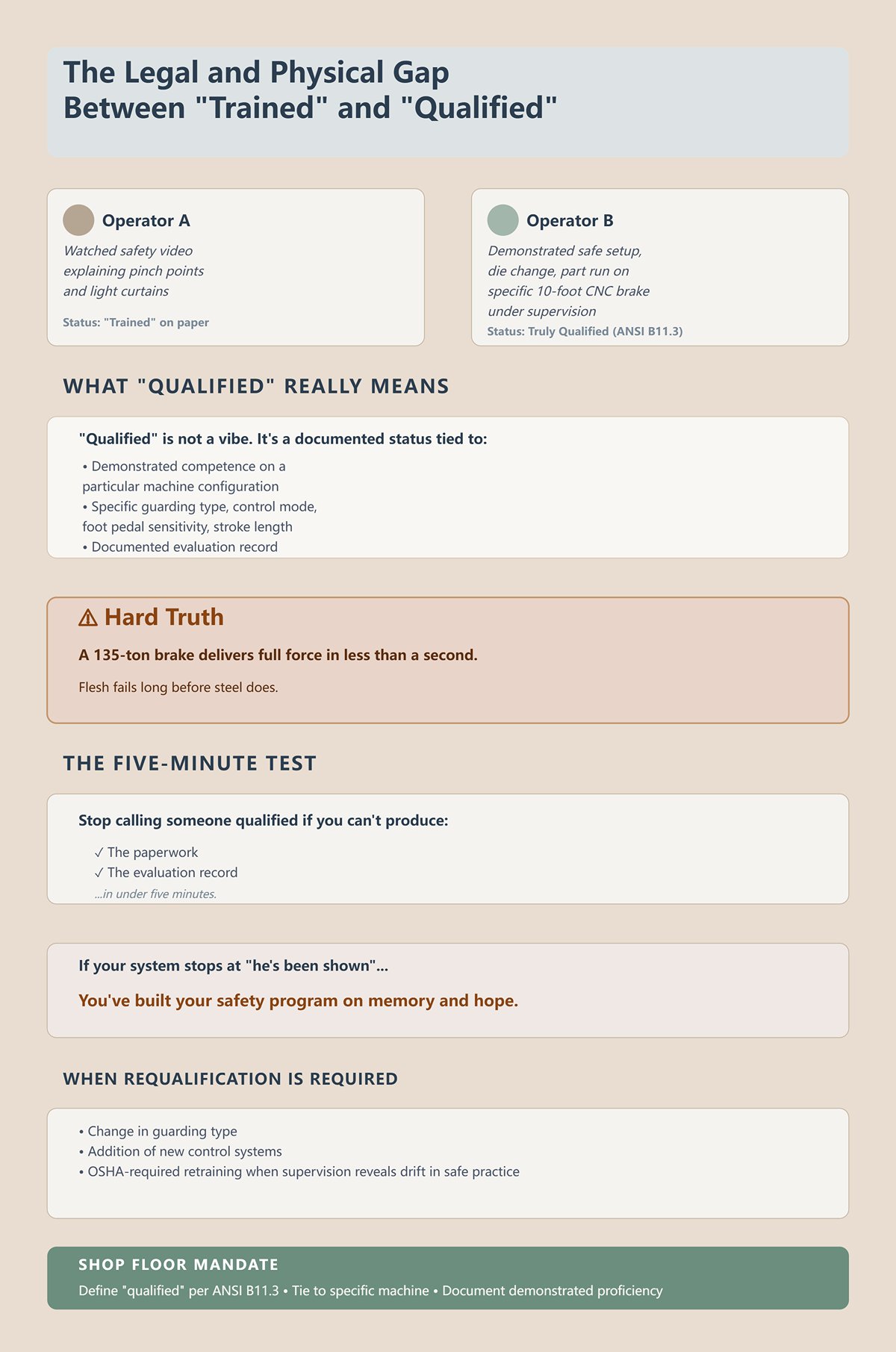
L’operatore A ha guardato un video sulla sicurezza che spiega i punti di schiacciamento e le barriere fotoelettriche. L’operatore B ha dimostrato un montaggio sicuro, il cambio matrice, e l’esecuzione di un pezzo su una specifica piegatrice CNC da 10 piedi con ripetibilità di 0,0004 pollici, sotto supervisione, e il datore di lavoro ha documentato la sua competenza.
Sulla carta, entrambi sono “formati”. Secondo ANSI B11.3, solo uno è qualificato.
“Qualificato” non è una sensazione. È uno stato documentato legato a competenza dimostrata su una particolare configurazione macchina — tipo di protezione, modalità di controllo, sensibilità del pedale, lunghezza della corsa, altezza di chiusura. Cambia la protezione o aggiungi un nuovo controllo, e la qualifica deve essere rivalutata. L’OSHA richiede persino una nuova formazione quando la supervisione rileva un calo nelle pratiche di sicurezza.
Dura verità: smetti di dire che qualcuno è qualificato se non puoi produrre la documentazione e il verbale di valutazione in meno di cinque minuti.
Non è cavillosità legale. È fisica. Una piegatrice da 135 tonnellate non si cura di quanti video qualcuno abbia visto. Eroga la piena forza in meno di un secondo, e la carne cede molto prima dell’acciaio.
Se il tuo sistema si ferma a “gli è stato mostrato”, hai costruito il tuo programma di sicurezza sulla memoria e sulla speranza.
Mandato da officina: Definisci “qualificato” secondo ANSI B11.3, collegalo a una macchina specifica e documenta la competenza dimostrata — non la presenza.

Questa l’ho sentita più volte di quante ne riesca a contare: “Il produttore ha formato i nostri ragazzi quando abbiamo comprato la piegatrice.”
Sì. Il giorno della consegna.
Hanno esaminato i comandi. Hanno mostrato la barriera fotoelettrica. Forse hanno eseguito alcune parti di prova. Poi se ne sono andati.
La norma ANSI B11.3 attribuisce la responsabilità della sicurezza operativa direttamente al datore di lavoro, perché è lui a controllare l’ambiente — la pressione produttiva, gli intervalli di manutenzione, la supervisione, i rapporti tra operatore e assistente. Il costruttore non decide che il tuo capo operatore debba eseguire 400 cicli all’ora per rispettare una scadenza di spedizione. Sei tu a deciderlo.
Le presse piegatrici moderne vengono fornite con protezioni laser, impostazioni di punto di disattivazione, e riscontri posteriori programmabili precisi a pochi millesimi. Ma se nella tua officina viene disattivata una protezione perché rallenta una sequenza di piegature complessa, quella responsabilità ricade sul datore di lavoro, non sul costruttore.
La norma riconosce una realtà semplice: il rischio è dinamico. Cambia con il personale, il carico di lavoro, il tipo di materiale e la qualità della supervisione.
Quindi l’onere ricade dove si trova il controllo.
Mandato da officina: Crea un sistema di formazione e verifica specifico per la macchina che tu stesso possiedi, mantieni e ri-verifica — non esternalizzare la tua responsabilità a una dimostrazione in fabbrica di un giorno.
Ora parliamo del pedale.
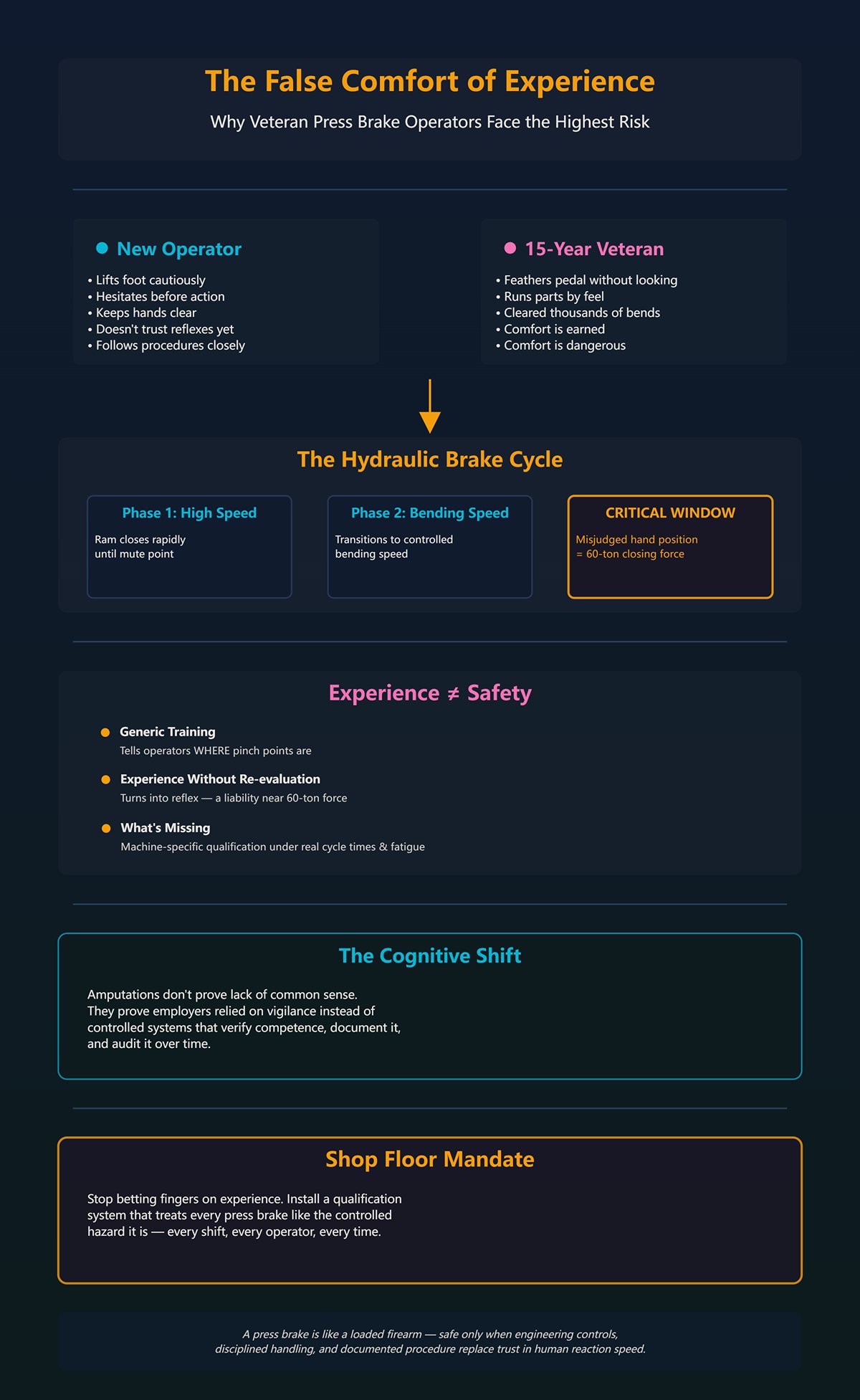
Un nuovo operatore è cauto. Solleva il piede. Esita. Tiene le mani lontane perché non si fida ancora di sé stesso.
Il veterano con 15 anni di esperienza? Sfiora il pedale senza guardare. Lavora a sensazione. Ha eseguito migliaia di pieghe senza incidenti.
Quella sicurezza è conquistata — e pericolosa.
Nella maggior parte delle presse piegatrici idrauliche, il martinetto scende ad alta velocità fino a raggiungere il punto di disattivazione, poi passa alla velocità di piegatura. Se la protezione viene disattivata troppo presto o l’operatore sbaglia la posizione della mano di un pollice, la macchina non si ferma per chiedere il livello di esperienza. Completa la corsa.
La formazione generica spiega agli operatori dove si trovano i punti di schiacciamento. La qualificazione specifica per la macchina verifica se sono in grado di gestire quei pericoli con tempi di ciclo reali, vera fatica e reale pressione produttiva.
L’esperienza senza una ri-valutazione strutturata si trasforma in riflesso. Il riflesso vicino a una forza di chiusura da 60 tonnellate è una responsabilità.
Ecco quindi il cambio di mentalità che voglio che tu faccia: le amputazioni non dimostrano che un operatore mancasse di buon senso. Dimostrano che il datore di lavoro ha fatto affidamento sulla vigilanza invece che su un sistema controllato che verifichi la competenza, la documenti e la controlli nel tempo.
Perché una pressa piegatrice nel tuo stabilimento è come un’arma carica su un banco di lavoro — sicura solo quando controlli ingegneristici, maneggio disciplinato e procedure documentate sostituiscono la fiducia nella velocità di reazione umana.
Mandato da officina: Smettila di scommettere le dita sull’esperienza. Installa un sistema di qualificazione che tratti ogni pressa piegatrice come il pericolo controllato che è — ogni turno, ogni operatore, ogni volta.
Stai al lato di una pressa piegatrice meccanica da 10 piedi con una capacità di 60 tonnellate. L’operatore carica una lamiera da 14 gauge, la allinea contro il riscontro posteriore e tocca il pedale. Dalla parte superiore della corsa al punto morto inferiore, il martinetto completa la discesa in ben meno di un secondo alla velocità di avvicinamento. Lo spazio tra la matrice superiore e quella inferiore passa da quattro pollici a zero prima che la maggior parte delle persone riesca a battere le palpebre due volte.
Ora immagina una mano che si sposta un pollice troppo in avanti.
Puoi predicare “rimani vigile” per tutto il giorno. Ma una volta che il martello si impegna, il tempo di reazione umano — circa 0,2–0,25 secondi per uno stimolo semplice — non rientra in nessuna parte dell’equazione della distanza di arresto. La massa della macchina, l’energia immagazzinata, l’innesto della frizione e il tempo di risposta della valvola decidono cosa accadrà dopo.
Questa è la realtà meccanica su cui deve essere costruito il tuo sistema di qualificazione.
Se vuoi dichiarare che qualcuno è “qualificato” su un determinato freno, la tua documentazione deve dimostrare che comprende cosa la macchina può e non può fare fisicamente. Non in teoria. Su quel modello esatto, con quel preciso schema di comando, alla velocità di produzione. Perché un programma di sicurezza che presuppone che un essere umano possa reagire più velocemente di un ciclo di martello ormai avviato è finzione.
E la finzione non regge davanti all’OSHA.
Su una pressa piegatrice meccanica, il volano immagazzina energia cinetica. Quando la frizione si innesta, quell’energia si trasferisce attraverso l’albero a gomiti e spinge il martello in un ciclo completo — giù e poi di nuovo su. Una volta che la frizione si blocca, il sistema deve completare il ciclo. Non esiste un arresto a metà strada. Non è un problema di manutenzione. È fisica.
Ho indagato su casi in cui un operatore ha cercato di “sfiorare” il pedale durante la configurazione, intendendo ottenere un piccolo movimento per allineare gli utensili. La frizione si è innestata oltre il punto morto superiore e il martello ha percorso abbastanza corsa da chiudere lo spazio dello stampo. Le sue dita erano tra gli stampi perché è lì che devono trovarsi durante la regolazione. La macchina ha fatto esattamente ciò per cui è stata progettata.
Dura verità: se la tua formazione implica che un operatore possa fermare un freno meccanico a metà ciclo con riflessi pronti, gli stai insegnando a perdere le dita.
I freni idraulici si comportano in modo diverso. I loro martelli sono azionati da fluido in pressione e, nei sistemi correttamente progettati, è possibile interrompere e invertire il movimento quando si attiva un dispositivo di rilevamento presenza. Ma anche in quel caso, tempo e distanza di arresto sono valori misurabili — spesso diversi decimi di pollice alla velocità di piegatura. Il tuo processo di qualificazione deve richiedere che l’operatore conosca il tempo di arresto misurato della macchina, non che lo indovini.
E durante la regolazione, quando le mani entrano tra gli stampi, né la vigilanza né le barriere fotoelettriche sono il controllo primario. Blocco/etichettatura (LOTO), verifica della posizione del martello e conferma che l’albero a gomiti non sia oltre il punto morto superiore sono i controlli. Se la tua procedura operativa standard dice “tenere le mani lontane” durante i cambi di stampo, hai scritto una regola impossibile.
Un registro di qualificazione difendibile dovrebbe includere una dimostrazione testimoniata: l’operatore esegue il blocco, verifica l’assenza di energia residua, conferma la posizione del martello e spiega verbalmente perché il superamento del punto morto superiore conta su quel freno specifico.
Mandato da officina: Costruisci la tua qualificazione specifica per macchina basandoti prima sulle parti irreversibili del ciclo — documenta che ogni operatore sappia spiegare e dimostrare ciò che non può essere fermato una volta avviato.
Ho visto officine installare una barriera fotoelettrica e dichiarare la macchina “conforme OSHA” il pomeriggio stesso.
Su un freno meccanico, la fisica della distanza di arresto impone spesso che la barriera fotoelettrica sia montata a 24–36 pollici dal punto di operazione. Quella distanza deriva da una formula: tempo di arresto moltiplicato per la velocità di avvicinamento, più un fattore di sicurezza. Se il martello non può fermarsi rapidamente, il campo di rilevamento deve essere spostato più lontano.
Il che significa che le mani dell’operatore si trovano all’interno della zona di pericolo prima che la barriera le rilevi.
Ma la norma ANSI B11 non ti valuta sulle buone intenzioni. Si interessa a ciò che puoi dimostrare su quella macchina specifica, in condizioni di produzione normali, con valutazioni documentate. Se il tuo programma di qualificazione non include controlli funzionali giornalieri dei dispositivi di rilevamento presenza — test di interruzione del raggio, verifica degli indicatori, conferma del tempo di arresto — stai facendo affidamento su un sensore che potrebbe essere disallineato e non funzionante silenziosamente.
Su freni idraulici con comandi a due mani, il requisito è l’attuazione simultanea e la pressione mantenuta durante la parte pericolosa della corsa. Rilasciare uno dei due pulsanti deve fermare il martello. Chiedo regolarmente agli operatori: “Cosa succede se lasci a metà corsa?” La metà di loro pensa che il ciclo debba finire. Questa convinzione trasforma una misura di sicurezza in un peso morto.
Affidabilità del controllo significa che la misura di sicurezza svolge la sua funzione ad ogni ciclo, e che l’operatore sa esattamente come si comporta. Non in generale. Nello specifico.
Dura verità: una misura di sicurezza che non è testata, documentata e compresa è solo una decorazione imbullonata a un pericolo da 60 tonnellate.
Il tuo fascicolo di qualificazione dovrebbe mostrare: l’operatore ha eseguito il test quotidiano della barriera fotoelettrica, ha spiegato i limiti di distanza di sicurezza, ha mostrato il corretto uso dei comandi a due mani e ha identificato quando avviene il muting durante la corsa. Se non riesci a produrre quel documento in meno di cinque minuti, non hai affidabilità del controllo: hai solo speranza.
Mandato da officina: Considera ogni dispositivo di protezione come un sistema che deve essere verificato e dimostrato per ogni operatore, per ogni macchina, per ogni turno.
Osserva un veterano effettuare 400 cicli all’ora su una pressa piegatrice idraulica. Carica, allinea, aziona il pedale, estrae, ripete. Il piede sfiora il pedale senza guardare. Le mani fluttuano vicino alla zona dello stampo perché ha fatto questo diecimila volte.
Ora cambia una variabile. Materiale più spesso. Sequenza di piegatura diversa. Nuovo assistente sul lato di uscita.
La memoria muscolare è un programma memorizzato. Si esegue più velocemente del pensiero cosciente. È utile—finché l’ambiente non cambia. Quando la velocità di avvicinamento è di 10 pollici al secondo e il punto di silenziamento (mute) cambia di mezzo pollice a causa di un cambio di utensili, quel programma memorizzato può portare una mano all’interno della distanza minima di sicurezza di quattro pollici prima che il cervello registri il cambiamento.
Ho visto infortuni da “impennata” in cui l’estremità libera di un lungo foglio si è accelerata verso l’alto mentre la piega si completava, colpendo un operatore alla mascella. Nessun punto di cesoiamento coinvolto. Solo trasferimento di energia e riduzione di massa. La formazione generica raramente copre quel pericolo secondario, quindi operatori esperti restano nella linea di tiro perché nelle ultime 5.000 parti non è successo nulla di negativo.
Il buon senso è riconoscimento di schemi. Le presse piegatrici feriscono le persone quando il modello cambia più velocemente di quanto il riconoscimento possa stare al passo.
Ecco perché la riqualificazione è importante. Non come carta. Come un reset forzato delle supposizioni. Quando la supervisione osserva deviazioni—mani che si avvicinano troppo, uso del pedale sempre più disinvolto—la norma ANSI B11 richiede la formazione aggiuntiva. Non perché l’operatore sia sconsiderato, ma perché la memoria muscolare non si autocontrolla.
Dura verità: l’esperienza senza una rivalutazione periodica e documentata diventa eccesso di fiducia misurato in dita mancanti.
Il tuo sistema di qualificazione specifico della macchina deve includere l’osservazione durante la produzione reale, la correzione documentata delle derive insicure e la ri-dimostrazione della pratica sicura dopo qualsiasi cambiamento negli utensili, nei sistemi di protezione o nelle modalità di controllo. È così che costruisci un sistema che tiene conto dei punti ciechi umani invece di fingere che non esistano.
Una pressa piegatrice è ancora quell’arma carica sul banco. Non le importa quante sequenze sicure siano avvenute prima di quella che non lo è stata.
Mandato da officina: Riqualifica gli operatori ogni volta che le condizioni cambiano o compaiono deviazioni—perché la memoria muscolare non è un dispositivo di protezione.
Lo scorso inverno ero di fronte a una pressa piegatrice idraulica da 175 tonnellate installata nel 1994. L’officina aveva una barriera fotoelettrica, un pedale e un raccoglitore a tre anelli etichettato “Programma di Sicurezza”. Ho posto una domanda all’operatore capo: “Qual è il tempo di arresto misurato di questa macchina a piena potenza?” Non lo sapeva. Nemmeno il supervisore della manutenzione lo sapeva. Non c’era alcun registro del test del tempo di arresto nel raccoglitore.
È lì che un programma legalmente difendibile inizia o crolla.
L’ANSI B11.3 non chiede se hai fatto un discorso sulla sicurezza. Chiede se la protezione su quella specifica piegatrice, con i suoi specifici comandi e caratteristiche di arresto, è stata valutata e verificata. E poiché la B11.3 si basa sulla B11.19 per i dettagli tecnici—formule di distanza di sicurezza, affidabilità dei controlli, prestazioni dei dispositivi—il tuo curriculum deve tradurre il linguaggio delle norme in compiti che un operatore può dimostrare: misurare il tempo di arresto, calcolare la distanza minima di sicurezza, testare l’AOPD (dispositivo di protezione attivo optoelettronico), verificare il sistema a due mani anti-bloccaggio, confermare la velocità sicura. Se non è calcolato e verificato, non è reale.
Dura verità: se la tua formazione non calcola la distanza di sicurezza, non convalida la funzione di protezione e non definisce chi può bypassare la protezione, non hai un programma conforme all’ANSI—hai una politica basata sulla speranza.
Un curriculum specifico per macchina inizia con un’analisi dei rischi per quella piegatrice: tonnellaggio, lunghezza della corsa, tipo di controllo, prestazioni di arresto, metodo di protezione, modalità operative. Poi converte ogni rischio in una competenza richiesta all’operatore con un test scritto e una dimostrazione dal vivo. Non “comprende le barriere fotoelettriche”. Dimostra il test quotidiano dei raggi, spiega il punto di muting, indica la distanza minima di sicurezza in pollici e identifica quando il dispositivo non è consentito come protezione primaria.
Mandato da officina: Costruisci il tuo curriculum attorno a dati misurabili della macchina e a dimostrazioni verificate—se non può essere provato su quella piegatrice, non appartiene al tuo fascicolo di qualificazione.
Ho visto freni meccanici degli anni ’80 con tempi di arresto superiori a 300 millisecondi a metà corsa. Fai i conti. OSHA e ANSI utilizzano una velocità di avvicinamento della mano presunta di 63 pollici al secondo. Moltiplica questo valore per 0,30 secondi e sei già a 18,9 pollici—prima ancora di aggiungere i fattori di sicurezza e il tempo di risposta del dispositivo. È così che si finisce per avere bisogno di 24–36 pollici tra il campo di rilevamento e lo spazio della matrice.
Mettiti davanti a quella macchina e immaginala. Il tendine di luce è arretrato di due o tre piedi. L’operatore può facilmente raggiungere il punzone prima che il montante si fermi.
Questa non è protezione. È mascheramento.
Il tuo programma formativo deve costringere a riconoscerlo, sia in teoria che in pratica. Gli operatori devono imparare come si determina la distanza di sicurezza e poi vedere il tempo di arresto effettivamente misurato del loro freno. Se la distanza richiesta rende l’AOPD impraticabile, la formazione deve dichiarare chiaramente che la protezione alternativa—comandi a due mani, protezioni fisiche, modalità di impostazione a velocità sicura—è la misura di protezione primaria. In caso contrario, li avrai addestrati a fidarsi di un raggio che la fisica ha già sconfitto.
E poi c’è il muting. Il muting corretto è una sospensione temporanea e controllata del campo di rilevamento durante una parte specifica e convalidata del ciclo—di solito vicino al fondo corsa per consentire l’espulsione del pezzo. Non significa coprire una lente con del nastro, disattivare una staffa o lasciare il sistema in “mute” perché le lamiere grandi lo fanno scattare di continuo. Ho indagato su incidenti in cui il dispositivo funzionava esattamente come era cablato—perché qualcuno lo aveva ricablato durante la manutenzione e nessuno aveva riaddestrato gli operatori sui cambiamenti.
Ma ad ANSI B11 non interessa che l’installatore “avesse buone intenzioni”. Importa solo ciò che può dimostrare su quella specifica macchina, in normali condizioni produttive, con una valutazione documentata.
Il tuo programma dovrebbe richiedere: misurazione documentata del tempo di arresto, calcolo scritto della distanza di sicurezza, procedura quotidiana di prova funzionale e una dichiarazione chiara di quando il muting è consentito e chi ne autorizza le modifiche. Gli operatori devono dimostrare di conoscere il punto di muting in pollici di corsa—non solo dire “si attiva in fondo”.”
Mandato da officina: Se la distanza di sicurezza del tendine di luce supera la portata pratica, documentalo e forma sull’uso di una protezione alternativa—non permettere mai che un raggio sostituisca la fisica.
Su una pressa idraulica che lavora a 1,2 pollici al secondo durante la formatura, il tempo di arresto può risultare di 120 millisecondi. In avvicinamento rapido—diciamo 6 pollici al secondo—è diverso. Dinamica dei fluidi, risposta della valvola, carico. Numeri diversi.
La distanza di sicurezza dei comandi a due mani si calcola allo stesso modo di quella di un tendine di luce: velocità della mano moltiplicata per il tempo di arresto, più il tempo di risposta del sistema di controllo. Se il tempo di arresto aumenta perché la macchina è impostata per una piegatura più pesante o per un differente profilo di velocità, la distanza richiesta tra i pulsanti e il punto di operazione aumenta di conseguenza.
Ecco cosa significa in pratica: se i pulsanti sono montati a 14 pollici dallo spazio della matrice e la tua distanza minima di sicurezza calcolata è di 16 pollici alle impostazioni attuali, non sei conforme e non sei affatto al sicuro.
Un vero programma formativo fa fare agli operatori questo esercizio passo dopo passo. Rivedono l’ultimo test del tempo di arresto. Calcolano la distanza minima. Misurano fisicamente dalla faccia del pulsante alla linea centrale della matrice. Imparano che qualsiasi cambiamento di velocità, corsa o impostazione idraulica può invalidare le ipotesi precedenti.
E devono dimostrare che rilasciando uno qualsiasi dei due pulsanti durante la parte pericolosa della corsa il montante si fermi immediatamente. Glielo faccio provare sotto supervisione. Alcuni restano sorpresi quando si ferma. Altri sono ancora più sorpresi quando non lo fa perché la manutenzione ha bypassato l’anti‑repeat durante la ricerca guasti.
Dura realtà: un comando a due mani montato troppo vicino è solo un modo comodo per perdere le dita.
Il tuo registro delle qualifiche dovrebbe includere la distanza di sicurezza calcolata per i comandi a due mani alle velocità operative documentate e una verifica che la posizione dell’hardware la soddisfi o superi. Nessuna stima. Nessun “più o meno giusto”.”
Mandato da officina: Ricalcola e riverifica la distanza dei comandi a due mani ogni volta che cambiano velocità, tonnellaggio o tempo di arresto—i pulsanti non si spostano da soli, ma il rischio sì.
ANSI B11.3 consente una modalità a velocità ridotta—spesso 10 millimetri al secondo, circa 0,4 pollici al secondo—per le impostazioni con misure di protezione attive. Ho sentito supervisori dire: “È in modalità lenta, non puoi farti male.”
Mettiamolo alla prova.
A 10 mm/s, il pistone percorre un pollice in circa 2,5 secondi. Sembra indulgente. Ma considera una matrice a V stretta con un’apertura di 1/2 pollice e una flangia corta. Se la punta di un dito dell’operatore si trova tra il punzone e il materiale mentre si fa avanzare il pistone, la forza necessaria per amputare non viene erogata ad alta velocità; viene erogata tramite tonnellaggio. Anche a velocità minima, una volta effettuato il contatto e costruita la pressione idraulica fino a 80 o 100 tonnellate, il tessuto perde sempre.
La velocità ridotta diminuisce la gravità dando tempo di reagire prima del contatto. Non fa nulla dopo il contatto se le mani sono all’interno del punto operativo.
Ecco perché il tuo programma deve definire le condizioni in cui è consentita la velocità ridotta: controllo a pressione continua per il movimento, attuazione mantenuta, corsa limitata e—fondamentale—nessuna parte del corpo nello spazio della matrice. Gli operatori dovrebbero dimostrare di avanzare fino appena sopra al materiale, fermarsi, misurare la distanza e mantenere le mani lontane. Se il compito richiede mani nella zona della matrice per l’allineamento, potrebbe essere necessaria un’ulteriore protezione o il blocco della macchina. La sola formazione non può declassare la categoria di pericolo.
E qui che conta la gerarchia della norma B11.0. La formazione è il controllo meno affidabile. I controlli ingegneristici—limitazione della velocità, comando a pressione continua, barriere—devono sostenere il peso della sicurezza. La lezione per l’operatore è semplice: lento non significa sicuro; controllato e verificato è più sicuro.
Mandato da officina: Considera la velocità ridotta come un aiuto per l’impostazione, non come un permesso a mettere le mani nella matrice—nessuna parte del corpo nel punto operativo, mai.
In un cantiere, l’interruttore a chiave per la “modalità setup” era lasciato nella porta del pannello di controllo. Chiunque poteva azionarlo. Gli operatori di produzione lo usavano per disattivare la barriera fotoelettrica per “solo un paio di pieghe difficili”. Nessuna autorizzazione scritta. Nessun aggiornamento della formazione. Nessun registro.
È così che le protezioni si erodono—in silenzio.
La normativa ANSI richiede che la selezione della modalità sia controllata e autorizzata. Il tuo programma deve specificare chi può entrare in modalità setup, quale formazione aggiuntiva deve avere, quali misure protettive sostituiscono la protezione primaria e come la macchina viene riportata in modalità produzione. Questo dovrebbe includere una checklist documentata: verificare che l’AOPD sia attiva, testarne la funzione, confermare la posizione del selettore di modalità, firmare l’approvazione.
E deve definire le conseguenze. Se qualcuno bypassa una protezione senza autorizzazione, viene rimosso dalla macchina in attesa di nuova formazione. Non perché ti piaccia la disciplina. Ma perché stai gestendo un’arma carica da 175 tonnellate su un banco.
Faccio alle officine una domanda schietta: puoi fornire un elenco degli operatori autorizzati all’uso della modalità setup sulla Pressa #3, con le date di qualificazione e la dimostrazione documentata dell’uso sicuro della velocità ridotta? Se la risposta è no, allora chiunque abbia una chiave è di fatto autorizzato.
La dura verità: se “tutti” possono bypassare una protezione, allora nessuno è responsabile per l’amputazione che ne segue.
Un programma di qualificazione difendibile e specifico per macchina non si limita a insegnare i comandi. Definisce l’autorità, documenta la competenza e blocca i cambi di modalità con procedure scritte e persone nominate.
Perché quando l’OSHA si presenta, non chiederà se i tuoi operatori hanno esperienza. Chiederà prove—su quella pressa, in quella modalità, in condizioni normali di produzione.
Mandato da officina: Limita l’autorità della modalità setup a persone nominate e qualificate—e documenta ogni qualificazione come se ti aspettassi di leggerla ad alta voce durante una deposizione.
L’anno scorso ero nell’ufficio di un direttore di stabilimento mentre mi passava un raccoglitore ad anelli attraverso la scrivania. Schede divisorie. Evidenziatori. Una politica di sicurezza firmata a pagina uno.
Ho chiesto la valutazione del rischio per la Pressa #2 con il punzone segmentato da 4 piedi e la matrice a V da 1 pollice che stavano usando quella mattina. Silenzio. Poi, “Li abbiamo formati sulla sicurezza generale delle presse piegatrici.”
Quel raccoglitore avrebbe potuto anche essere vuoto.
Importa ciò che può dimostrare su quella specifica macchina, in condizioni normali di produzione, con una valutazione documentata. Non ciò che ha detto alla squadra in una riunione del lunedì. Non il fatto che tutti abbiano firmato un foglio. La differenza tra una cultura della sicurezza e un sistema difendibile sta nel fatto che tu possa recuperare un registro specifico della macchina in meno di cinque minuti quando qualcuno con un distintivo lo richiede.
Quindi come costruisci qualcosa che sopravvive a quel momento invece di crollare sotto la sua pressione?
Avvicinati alla pressa piegatrice #3. È un’unità idraulica da 175 tonnellate, banco da 10 piedi, controllo a due mani in modalità di produzione, barriera fotoelettrica disattivata per la piegatura di scatole con protezioni laterali installate. Ora cambia l’attrezzatura: passa da una matrice a V da 1/2 pollice a una matrice a V da 2 pollici e aumenta la corsa per una lamiera più spessa.
Il tempo di arresto non è cambiato molto. L’apertura della matrice sì. L’esposizione mano–pericolo sì.
La norma ANSI B11.3 richiede una valutazione del rischio per compito e configurazione. Questo significa che devi documentare i pericoli non solo per “operazioni di pressa piegatrice”, ma per:
È qui che le officine si bruciano. Le barriere fotoelettriche sulle presse meccaniche richiedono spesso una distanza di sicurezza calcolata di 24–36 pollici, basata sul tempo di arresto e sulla velocità di avvicinamento. A quella distanza, l’operatore non può fisicamente sostenere pezzi piccoli. Quindi abbandonano la barriera e ricorrono al controllo a due mani o alle barriere fisse.
Ma la norma ANSI B11 non dice “installa una barriera fotoelettrica e considerala sicura”. Dice di valutare se il metodo di protezione realmente riduce il rischio a un livello accettabile per quella configurazione. Se la distanza richiesta rende il compito impraticabile, la tua valutazione del rischio deve documentare la strategia di controllo alternativa — e il motivo per cui funziona.
Verità scomoda: se la tua valutazione dei rischi non cambia quando cambiano l’attrezzatura e il compito, non è una valutazione dei rischi. È un modulo.
La tua valutazione scritta per ogni pressa piegatrice dovrebbe elencare le famiglie di attrezzature esaminate, il metodo di protezione utilizzato, le distanze di sicurezza calcolate, le restrizioni di modalità e i rischi residui che richiedono formazione e supervisione. Non linguaggio generico. Specifiche legate al numero di serie e al tipo di controllo.
Mandato da officina: Esegui e documenta una valutazione dei rischi specifica per compito e attrezzatura per ogni pressa piegatrice, e aggiorna la documentazione ogni volta che cambiano attrezzature, controlli o modalità operative.
Cosa consegni all’operatore dopo aver identificato quei pericoli?
Ho partecipato a un seminario di un giorno sulla sicurezza delle macchine in cui i supervisori discutevano di “affidabilità dei controlli”. La metà di loro pensava significasse che i pulsanti sembravano solidi. In realtà significa la probabilità che il sistema di controllo legato alla sicurezza esegua la sua funzione in condizioni prevedibili.
Se la tua lista di controllo non impone quella conversazione, non avverrà.
Un foglio generico di “Ispezione giornaliera della pressa piegatrice” di solito dice:
Quella è carta da parati.
Una checklist specifica per la macchina Brake #1 con un relè di sicurezza a canale doppio e comandi a due mani monitorati dovrebbe richiedere all’operatore di:
La maggior parte delle amputazioni che ho investigato non è avvenuta nello spazio frontale della matrice durante piegature da manuale. Sono avvenute durante il recupero della parte sul retro o mentre si cercava di aggirare una protezione laterale che “non faceva parte del lavoro”.”
Ma ANSI B11 prevede la protezione di tutte le zone di pericolo esposte, inclusi retro e lati. Se la tua checklist non menziona mai il punto di schiacciamento del backgauge, hai appena creato una lacuna nell’audit grande abbastanza da perdere una mano.
Dura verità: una checklist universale è un modo educato di dire che non conosci le tue macchine.
Ogni SOP deve essere etichettata con ID macchina, tipo di controllo e metodo di protezione principale. Se Brake #4 utilizza AOPD laser e Brake #5 utilizza comando a due mani, le loro checklist non devono mai essere intercambiabili. Mai.
Mandato da officina: Redigere e distribuire SOP e checklist specifiche per macchina che facciano riferimento ai componenti di controllo reali e alle distanze misurate — non a linguaggio generico “pressa piegatrice”.
Hai identificato i pericoli e scritto le checklist. Ora la vera prova: l’operatore può dimostrare di saper usare in sicurezza quella specifica pressa piegatrice?
Non qualifico gli operatori in aula. Li qualifico al pannello di controllo.
Su Brake #2, chiederò a un allievo di:
Se non riesce a rispondere a quest’ultima, non capisce perché la distanza di sicurezza cambia.
Questo non è un quiz. Se il tempo di arresto aumenta di 100 millisecondi e la velocità di avvicinamento è di 63 pollici al secondo, si tratta di altri 6,3 pollici di corsa prima dell’arresto. La distanza di 16 pollici tra pulsanti che prima era conforme ora potrebbe essere insufficiente.
E documento quello scambio. Data. ID macchina. Nome valutatore. Specifiche dei compiti osservati. Se ha superato senza coaching o ha richiesto rimedi.
Verità dura: se non hai visto l’operatore dimostrare fisicamente un comportamento sicuro su quella macchina, stai confidando nella memoria più che nella meccanica.
I “WeeklySafety” diranno che nessun operatore dovrebbe lavorare autonomamente senza aver dimostrato la sicurezza operativa e la risposta agli allarmi. Hanno ragione. Ma anche la competenza dimostrata si riduce con fatica e ripetizione. Per questo la qualifica non è permanente; è rinnovabile e revocabile.
Mandato da officina: Richiedere dimostrazione documentata e pratica delle funzioni di sicurezza critiche su ciascun specifico freno prima di autorizzare la produzione indipendente.
Hai valutato i rischi. Scritto SOP specifici per la macchina. Verificato la competenza. Quali documenti reggono davvero quando qualcuno si fa male?
Un ispettore OSHA non si interessa di quanto appassionata sia stata la tua riunione sulla sicurezza. Ma ANSI B11 si aspetta documentazione che mostri un sistema — non un discorso.
Tre documenti hanno peso:
SMACNA ha aggiornato il suo manuale di formazione dopo quasi tre decenni perché i rischi sono cambiati — movimentazione dei materiali, automazione, strategie di controllo. Se i tuoi documenti non sono cambiati da anni, sono già indietro rispetto al rischio.
Dura verità: se non riesci a recuperare questi tre documenti per una specifica pressa piegatrice entro cinque minuti, agli occhi della legge essi non esistono.
Quando un’officina passa dalle conversazioni “fai attenzione” alle valutazioni dei rischi, alle procedure operative standard (SOP) specifiche per macchina, alle competenze verificate e ai registri recuperabili, la sicurezza smette di essere uno slogan e diventa una prova concreta.
Mandato da officina: Costruisci il tuo sistema di sicurezza per la pressa piegatrice in modo che la valutazione del rischio, il registro di qualificazione e il registro dei tempi di arresto di qualsiasi macchina possano essere prodotti immediatamente — perché un giorno ti verranno richiesti.
| Passo | Titolo | Contenuto chiave | Mandato dell’Officina |
|---|---|---|---|
| Fase 1 | Valutazione dei Rischi per Macchina e Configurazione degli Utensili | Esegui valutazioni dei rischi per attività e configurazione, non solo per le operazioni generali della pressa piegatrice. Valuta scenari specifici come la piegatura in produzione con AOPD, il setup a velocità ridotta, la formatura di casse con disattivazione parziale (muting) e la manutenzione con protezioni rimosse. Documenta le famiglie di utensili, i metodi di protezione, le distanze di sicurezza calcolate, le limitazioni di modalità e i rischi residui legati al numero di serie e al tipo di controllo della macchina. Aggiorna le valutazioni quando cambiano utensili, corsa, controlli o modalità operative. | Esegui e documenta una valutazione dei rischi specifica per compito e attrezzatura per ogni pressa piegatrice, e aggiorna la documentazione ogni volta che cambiano attrezzature, controlli o modalità operative. |
| Fase 2 | Redigere Liste di Controllo Specifiche per Macchina (Perché “Taglia Unica” Fallisce) | Sostituisci le schede di ispezione generiche con liste di controllo specifiche per macchina che facciano riferimento ai componenti di controllo reali e alle distanze misurate. Verifica le funzioni anti-ripetizione, testa i controlli a doppio canale indipendentemente, conferma le distanze minime di sicurezza e ispeziona le protezioni posteriori e laterali. Considera tutte le zone di pericolo esposte, inclusi i punti di schiacciamento del riferimento posteriore. Etichetta ogni SOP con l’ID della macchina, il tipo di controllo e il metodo di protezione. | Redigere e distribuire SOP e checklist specifiche per macchina che facciano riferimento ai componenti di controllo reali e alle distanze misurate — non a linguaggio generico “pressa piegatrice”. |
| Fase 3 | Punti di Verifica della Competenza Pratica | Qualifica gli operatori al pannello di controllo della macchina, non solo in aula. Richiedi la dimostrazione della sequenza di avviamento, il riconoscimento delle modalità operative, l’uso a velocità ridotta, la funzione di arresto a due mani e la comprensione dell’impatto del tempo di arresto sulla distanza di sicurezza. Documenta il nome del valutatore, l’ID della macchina, le operazioni osservate e le azioni correttive se necessarie. Rendi la qualificazione rinnovabile e revocabile. | Richiedere dimostrazione documentata e pratica delle funzioni di sicurezza critiche su ciascun specifico freno prima di autorizzare la produzione indipendente. |
| Fase 4 | I Tre Documenti che Resistono all’Esame | Mantieni registri recuperabili di (1) formazione e qualificazione con dettagli specifici della macchina, (2) manutenzione e registri dei tempi di arresto con ricalcolo delle distanze di sicurezza, e (3) rapporti di incidenti e mancati infortuni che attivano aggiornamenti della valutazione dei rischi. Assicurati che la documentazione rifletta un sistema di sicurezza attivo e possa essere prodotta immediatamente su richiesta. | Costruisci il tuo sistema di sicurezza per la pressa piegatrice in modo che la valutazione dei rischi, il registro di qualificazione e il registro dei tempi di arresto di qualsiasi macchina possano essere prodotti immediatamente. |
E anche allora, un altro problema rimane: come impedire che quel sistema si deteriori mentre scorciatoie e distrazioni tornano a insinuarsi e la vigilanza svanisce?
Hai costruito il sistema. SOP specifiche per macchina. Test del tempo di arresto documentati. Qualificazione pratica. Registri recuperabili in meno di cinque minuti.
Allora perché continua comunque a deragliare?
Perché la vigilanza decade in modo programmato, e non importa quanto sia ordinato il tuo raccoglitore.
Una pressa piegatrice è come un’arma carica su un banco da lavoro. Sicura quando i controlli tecnici sono intatti, la gestione disciplinata è applicata e ogni azione segue una procedura documentata. Ma se la lasci lì abbastanza a lungo, qualcuno finirà per trattarla come un fermacarte. Non per cattiveria. Per familiarità.
La familiarità è pericolosa.
Il primo mese dopo la formazione, gli operatori descrivono le loro mosse. Controllano le barriere fotoelettriche, testano il doppio comando anti-bloccaggio, confermano la selezione della modalità. Entro il quarto mese, quei controlli sono memoria muscolare. Entro il sesto mese, diventano assunzioni.
E le assunzioni non sono controlli documentati.
Dura verità: Nessun programma di formazione sopravvive alla produzione di routine a meno che non sia progettato per essere ri-validato intenzionalmente.
Mandato da officina: Metti date di scadenza sulle qualifiche degli operatori e richiedi la ri-dimostrazione periodica, specifica per macchina, delle funzioni di sicurezza critiche prima che la produzione indipendente continui.
Ma chi si accorge davvero per primo dello slittamento: il supervisore o l’operatore?
Venerdì. 16:42. Lavoro urgente. La spedizione aspetta.
Il supervisore passa e vede un buon operatore che produce pezzi puliti a 18 colpi al minuto, barriera fotoelettrica allineata, nessun allarme. Tutto sembra conforme. Continua a camminare.
Quello che non vede è la micro scorciatoia: l’operatore recupera piccoli pezzi dal lato invece di aspettare il completo ritorno del martello, risparmiando due secondi per ciclo. Due secondi per 400 cicli sono 13 minuti. È una pausa caffè recuperata.
L’abitudine supera sempre la politica.
I supervisori applicano ciò che possono osservare in un istante. Gli operatori vivono dentro il tempo di ciclo. Nel corso delle settimane, piccole deviazioni si normalizzano. Allungare la mano oltre una protezione per “solo questo spessore sottile”. Nastrare un riflettore perché scatti indesiderati rallentavano la preparazione. Stare mezzo pollice più vicino perché il pezzo è scomodo.
Nessuno annuncia il cambiamento. Diventa semplicemente il modo in cui gestiamo la Pressa #3.
Ma ANSI B11 non si cura del tuo ritmo del venerdì pomeriggio. Si cura di ciò che si può dimostrare su quella specifica macchina, in condizioni di produzione normali, con valutazione documentata. Se la tua valutazione documentata è avvenuta sei mesi fa in condizioni tranquille, e la realtà di oggi è diversa, il tuo sistema è già obsoleto.
Dura verità: se l’applicazione delle regole si basa sull’individuare comportamenti scorretti invece che sul ri-verificare comportamenti sicuri, l’abitudine vincerà sempre.
Mandato da officina: Programma controlli a sorpresa e documentati della competenza durante la vera produzione — non dimostrazioni simulate — e collegali all’autorizzazione continuata.
E cosa succede quando la macchina stessa cambia sotto i tuoi piedi?
Ogni cambio di utensile è un cambiamento meccanico. Punto.
Sostituisci una matrice a V da 1 pollice con una matrice a V da 4 pollici e modifichi il comportamento del pezzo, la posizione delle mani e talvolta la velocità di avvicinamento. Installa un punzone più alto e il percorso della mano dell’operatore cambia. Regola le dita del riscontro e crei una nuova geometria di pizzicamento posteriore.
Dici di non aver “modificato la macchina”. Hai solo impostato il lavoro successivo.
Ma hai cambiato l'involucro di rischio.
Ho visto un'officina aggiungere utensili segmentati per velocizzare i setup. Ottima mossa per la produttività. Ma i nuovi segmenti aperti hanno creato un accesso laterale che permetteva a una mano di raggiungere il punto di operazione senza interrompere il campo della barriera fotoelettrica. Nessuno ha ricalcolato la distanza di sicurezza. Nessuno ha aggiornato la valutazione del rischio. La qualifica originale presupponeva utensili a lunghezza intera.
La protezione non è stata rimossa con una chiave inglese. È stata rimossa con un ordine di lavoro.
Dura verità: ogni protezione che non riesamini dopo un cambio di utensili o di configurazione è una modifica che hai appena fatto senza riaddestrare nessuno.
E ricordati dei dati che nessuno ama ammettere: i produttori di livello superiore con sistemi di protezione avanzati non hanno solo tassi di infortuni più bassi — mantengono anche una maggiore efficienza complessiva delle apparecchiature. Circa il 90% di OEE contro valori intorno ai 70 in ambienti con protezione carente. I sistemi di sicurezza, quando mantenuti, stabilizzano la produzione. Quando decadono, sia la sicurezza che la produttività scendono.
Quindi la domanda non è se fare la formazione di nuovo.
È quando e quanto spesso.
Mandato da officina: Tratta qualsiasi variazione di utensili, modalità di controllo o regolazione della protezione come un evento di attivazione che richiede una revisione documentata dei rischi e, dove cambia l’esposizione, una riqualifica su quella specifica configurazione.
Anche se applichi controlli a campione e attivi trigger di riaddestramento, rimane un problema.
Come trovi le crepe prima che qualcuno ci sanguini dentro?
La maggior parte delle officine tratta i quasi-incidenti come storie imbarazzanti. Si sussurrano, poi vengono seppellite.
È al contrario.
Un quasi-incidente è il tuo sistema di formazione che ti risponde.
Un operatore aggira una protezione laterale per liberare un foglio alimentato male e impiglia il guanto su un bordo tagliente. Nessuna ferita. Si ritrae di scatto. La frequenza cardiaca sale a 140 battiti al minuto. Non presenta un rapporto perché “avrebbe dovuto sapere meglio.”
No. Il tuo sistema avrebbe dovuto sapere meglio.
Se aggirare la protezione era fisicamente possibile, ergonomicamente invitante e più veloce del metodo approvato, la tua procedura documentata non è allineata con la realtà produttiva. Non è stato l’operatore a fallire il sistema. È stato il sistema a fallire l’operatore.
Dura verità: se gli operatori temono la disciplina più dell’amputazione, non sentirai mai parlare delle condizioni che precedono un’amputazione.
Premia la segnalazione, non solo il record di sicurezza pulito. Collega le segnalazioni di quasi-incidente alla revisione documentata dei rischi. Aggiorna la SOP. Regola le protezioni. Ricalcola la distanza di sicurezza se necessario. Poi comunica la modifica al reparto affinché gli operatori vedano che il ciclo si chiude.
È così che la vigilanza diventa strutturale invece che emotiva.
Una pressa piegatrice non perdona i riflessi. Rispetta l’ingegneria, la documentazione e la ripetizione sotto controllo. Se vuoi che il tuo sistema duri più di sei mesi, devi progettarlo affinché venga messo alla prova ogni mese.
Mandato da officina: Costruisci un processo formale di segnalazione e revisione dei quasi incidenti che attivi una rivalutazione documentata dei pericoli e comunichi le azioni correttive — e misura la partecipazione come indicatore anticipatore della salute del sistema.
Vuoi un programma che continui a rivalidare la sicurezza senza soffocare la produzione.
Bene. Perché se il tuo sistema funziona solo quando il responsabile della sicurezza osserva, non hai un sistema — hai una supervisione.
Questa roadmap di 90 giorni è il modo per passare da “li abbiamo formati” a poter stare davanti a un ispettore OSHA e mostrare — su carta e sul campo — che un infortunio alla mano su Brake #3 è strutturalmente improbabile in condizioni di produzione normale. Non statisticamente in ritardo. Non dipendente dai riflessi.
Non stiamo aggiungendo riunioni. Stiamo costruendo prove.
I giorni da 1 a 30 non riguardano la perfezione. Riguardano l’esposizione.
Inizia con una valutazione dei rischi formale secondo ANSI B11.0 su ogni pressa piegatrice attiva, anche se è in quell’angolo dal 1994. Gravità, frequenza di esposizione, probabilità di accadimento. Scrivilo. Se non puoi produrre una valutazione documentata per quella macchina specifica e la sua attuale configurazione di protezione, stai operando sulla base della memoria.
Poi misura e registra tre parametri di riferimento per ogni pressa:
Se il tempo di arresto è di 320 ms oggi e di 390 ms tra sei mesi, quella deriva di 70 ms non è un dettaglio — è una corsa aggiuntiva alla piena velocità del pistone. La fisica non tratta.
Ora documenta chi è autorizzato su ciascuna macchina e in quali configurazioni. L’utensileria a lunghezza intera è una configurazione. L’utensileria segmentata è un’altra. Se l’involucro di pericolo cambia, cambia anche la qualifica.
Dura verità: se non conosci i tuoi limiti meccanici iniziali e chi è autorizzato a operarvi, stai indovinando con 60 tonnellate di pressione idraulica.
Questo mese riguarda la trasformazione delle ipotesi in parametri di riferimento registrati. Stai costruendo l’immagine del “prima” così che la deriva diventi visibile invece di normale.
Mandato da officina: Entro 30 giorni, completa e archivia per ogni pressa piegatrice attiva una valutazione dei rischi specifica per macchina, una misurazione del tempo di arresto, un calcolo della distanza di sicurezza e un elenco di autorizzazioni degli operatori.
Ma una volta ottenuti i parametri di riferimento, come puoi assicurarti che rimangano allineati con il modo in cui le macchine funzionano realmente?
Ora metti alla prova il documento confrontandolo con la realtà.
Scegli una pressa a settimana e osserva il suo funzionamento sotto carico di produzione completo — tempi ciclo reali, fatica reale, pezzi reali. Se l’operatore lavora a 18 cicli al minuto e rimuove i pezzi lateralmente per risparmiare due secondi, la tua SOP deve affrontare esattamente quel comportamento.
Redigi o rivedi SOP specifiche per ciascuna macchina che corrispondano a come il lavoro viene effettivamente svolto: modalità di impostazione, modalità di produzione, rimozione dei blocchi, ispezione del primo pezzo. Definisci posizione delle mani, postura del corpo e modalità di controllo richiesta in ogni fase. Nessun linguaggio generico come “tenere le mani lontane”. Se il pistone si muove di 1,5 pollici durante un avvio lento in modalità impostazione, scrivilo.
Poi forma di nuovo in base al ruolo, non al gruppo. Gli addetti alle impostazioni necessitano di una revisione dei pericoli specifica per la configurazione. Gli operatori devono dimostrare competenza sul layout di protezione esatto che utilizzeranno. La manutenzione necessita di procedure documentate per i test del tempo di arresto e la convalida post-riparazione.
Anche la fatica rientra in questa finestra. Se sai che turni lunghi degradano il tempo di reazione, regola la programmazione o imponi la rotazione sui lavori ad alto ciclo. Non predicare vigilanza mentre programmi turni di 12 ore con margini stretti.
Ma l’ANSI B11 non si interessa del fatto che tu abbia tenuto una riunione sulla sicurezza. Si interessa a ciò che può essere dimostrato su quella macchina specifica, in condizioni di produzione normali, con valutazione documentata. Se la tua nuova formazione non si conclude con un’autorizzazione specifica per macchina e configurazione firmata, è solo rumore.
Dura verità: la formazione di gruppo senza una riqualificazione specifica per configurazione serve solo a rinfrescare la memoria — non controlla l’esposizione.
Mandato da officina: Entro il Giorno 60, ogni operatore deve essere riqualificato su ogni pressa e configurazione che utilizza, con SOP aggiornate che riflettono la realtà produttiva osservata — non condizioni ideali.
Hai allineato la documentazione con il lavoro reale. Ora devi vedere se resiste sotto scrutinio.
Qui è dove la maggior parte delle officine vacilla.
Conduci una verifica simulata come se l’OSHA entrasse alle 9:15 del mattino. Fai tre domande a ciascuna pressa:
Se ci vogliono più di cinque minuti per fornire, il tuo sistema è fragile.
Poi testa l’officina. Intervista un operatore: “Quali cambiamenti fanno scattare una nuova formazione?” Se la risposta è “quando ci facciamo male” o “quando il capo lo dice”, la tua cultura è ancora reattiva.
Ecco ora il cambiamento che la maggior parte delle persone non coglie.
I fabbricatori di alto livello che mantengono circa il 90% di efficacia complessiva delle apparecchiature non ci arrivano rischiando le mani. I loro controlli di sicurezza stabilizzano la produzione. Meno interruzioni non pianificate. Meno indagini. Meno caos. Quando la protezione è progettata e rivalidata, la macchina funziona in modo prevedibile.
Quindi durante questa fase, monitora sia gli indicatori di sicurezza — rapporti di quasi incidente, trigger per nuova formazione, frequenza dei test del tempo di arresto — sia le metriche di stabilità produttiva come tempi di inattività legati a guasti delle protezioni o errori dell’operatore. Se il lavoro di sicurezza è fatto bene, dovresti vedere meno interruzioni inutili e meno rallentamenti “misteriosi”.
Ecco come capovolgere il falso compromesso. La sicurezza diventa un sistema di controllo, non un freno alla produzione.
Verità dura: Se il tuo audit simulato evidenzia lacune che non puoi colmare in una settimana, un audit esterno le metterà in luce in un giorno.
Entro il Giorno 90, dovresti essere in grado di stare nel corridoio, guardare una pressa piegatrice in funzione, e dire: conosciamo il suo tempo di arresto, conosciamo la distanza di sicurezza, sappiamo chi è autorizzato, e abbiamo un sistema di attivazione che impone la rivalidazione quando qualcosa cambia.
Non perché ci fidiamo delle nostre persone.
Perché abbiamo costruito una struttura che non si basa sulla fiducia.
Mandato da officina: Entro 90 giorni, essere in grado di dimostrare — con documenti specifici per macchina, interviste dal vivo e dati misurati — che un infortunio alla mano su ciascuna pressa piegatrice è strutturalmente improbabile in condizioni di produzione normale.
Porta avanti questo concetto: la sicurezza non è un programma che lanci; è un ciclo di controllo che mantieni. Quando inizi a trattare ogni cambiamento di configurazione come una variazione misurabile del rischio meccanico — e ogni autorizzazione come una licenza condizionata legata a quel rischio — smetti di chiedere agli operatori di essere eroi.
E inizi a progettare un'officina dove gli atti eroici non sono necessari.


















