

Ele viu um vídeo de 12 minutos do fabricante na sala de descanso. Assinou uma folha. Colocou os óculos de segurança.
Uma hora depois, estava em frente a uma prensa dobradeira de 135 toneladas, o pé suspenso sobre o pedal, os dedos a quinze centímetros da matriz superior que se fechava.
Ninguém naquela oficina pensava que estava a agir de forma imprudente. Essa é a parte que devia preocupar-te.
A maioria das oficinas que audito tem uma pasta intitulada “Formação em Prensa Dobradeira”. Dentro: uma impressão de PowerPoint, uma folha de presenças, talvez uma ligação para um vídeo genérico. A suposição é simples — se o operador foi “formado”, a responsabilidade passa para ele.
Mas a norma ANSI B11.3 não se importa com o que ele viu. Importa-se com o que ele consegue provar nessa máquina específica, em condições normais de produção, com avaliação documentada.
É nessa diferença que os dedos desaparecem.
Imagina dois operadores.
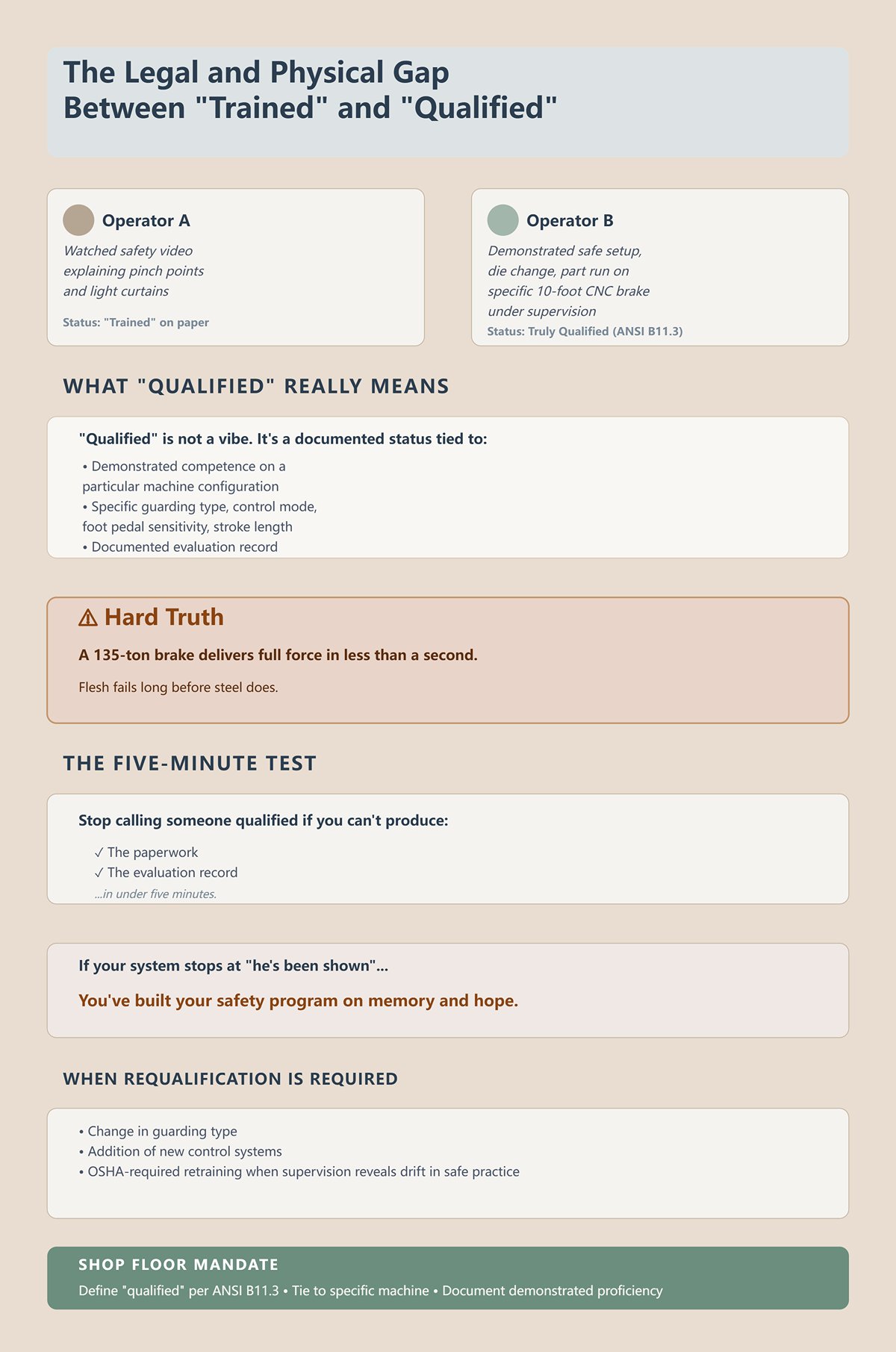
O Operador A viu um vídeo de segurança que explica os pontos de beliscamento e as cortinas de luz. O Operador B demonstrou a configuração segura, a troca de matrizes e a execução da peça numa prensa CNC de 10 pés com repetibilidade de 0,0004 polegadas, sob supervisão, e o empregador documentou a sua proficiência.
No papel, ambos estão “formados”. Segundo a norma ANSI B11.3, só um é qualificado.
“Qualificado” não é uma sensação. É um estado documentado associado à competência demonstrada numa determinada configuração de máquina — tipo de proteção, modo de controlo, sensibilidade do pedal, comprimento de curso, altura de fecho. Se mudares a proteção ou adicionares um novo controlo, a qualificação tem de ser reavaliada. A OSHA até exige nova formação quando a supervisão deteta desvios nas práticas seguras.
Verdade dura: Para de chamar alguém qualificado se não conseguires apresentar a documentação e o registo da avaliação em menos de cinco minutos.
Isto não é preciosismo legal. É física. Uma prensa de 135 toneladas não se preocupa com quantos vídeos alguém viu. Aplica força total em menos de um segundo, e a carne falha muito antes do aço.
Se o teu sistema termina em “ele foi mostrado”, construíste o teu programa de segurança com base na memória e na esperança.
Mandato de Oficina: Define “qualificado” de acordo com a norma ANSI B11.3, associa-o a uma máquina específica e documenta a proficiência demonstrada — não a presença.

Já ouvi esta frase mais vezes do que consigo contar: “O fabricante formou os nossos rapazes quando comprámos a prensa.”
Sim. No dia da entrega.
Eles percorreram os controlos. Mostraram a cortina de luz. Talvez tenham executado algumas peças. Depois foram-se embora.
A norma ANSI B11.3 coloca a responsabilidade pela operação segura diretamente sobre o empregador, porque é este que controla o ambiente — pressão de produção, intervalos de manutenção, supervisão, relações entre operador e ajudante. O fabricante não decide que o seu operador principal faz 400 ciclos por hora para cumprir um prazo de envio. É você que decide.
Os travões modernos são fornecidos com proteções a laser, definições de ponto de silenciamento, medidores traseiros programáveis com precisão de alguns milésimos. Mas se a sua oficina desativa uma proteção porque esta abranda uma sequência de dobra complexa, essa exposição pertence ao empregador, não ao fabricante.
A norma reconhece uma realidade simples: o risco é dinâmico. Muda com o pessoal, a carga de trabalho, o tipo de material e a qualidade da supervisão.
Assim, o ónus recai onde está o controlo.
Mandato de Oficina: Crie um sistema de formação e auditoria específico para cada máquina que seja seu, que mantenha e volte a verificar — não delegue a sua responsabilidade a uma demonstração de fábrica de um dia.
Agora vamos falar sobre o pedal.
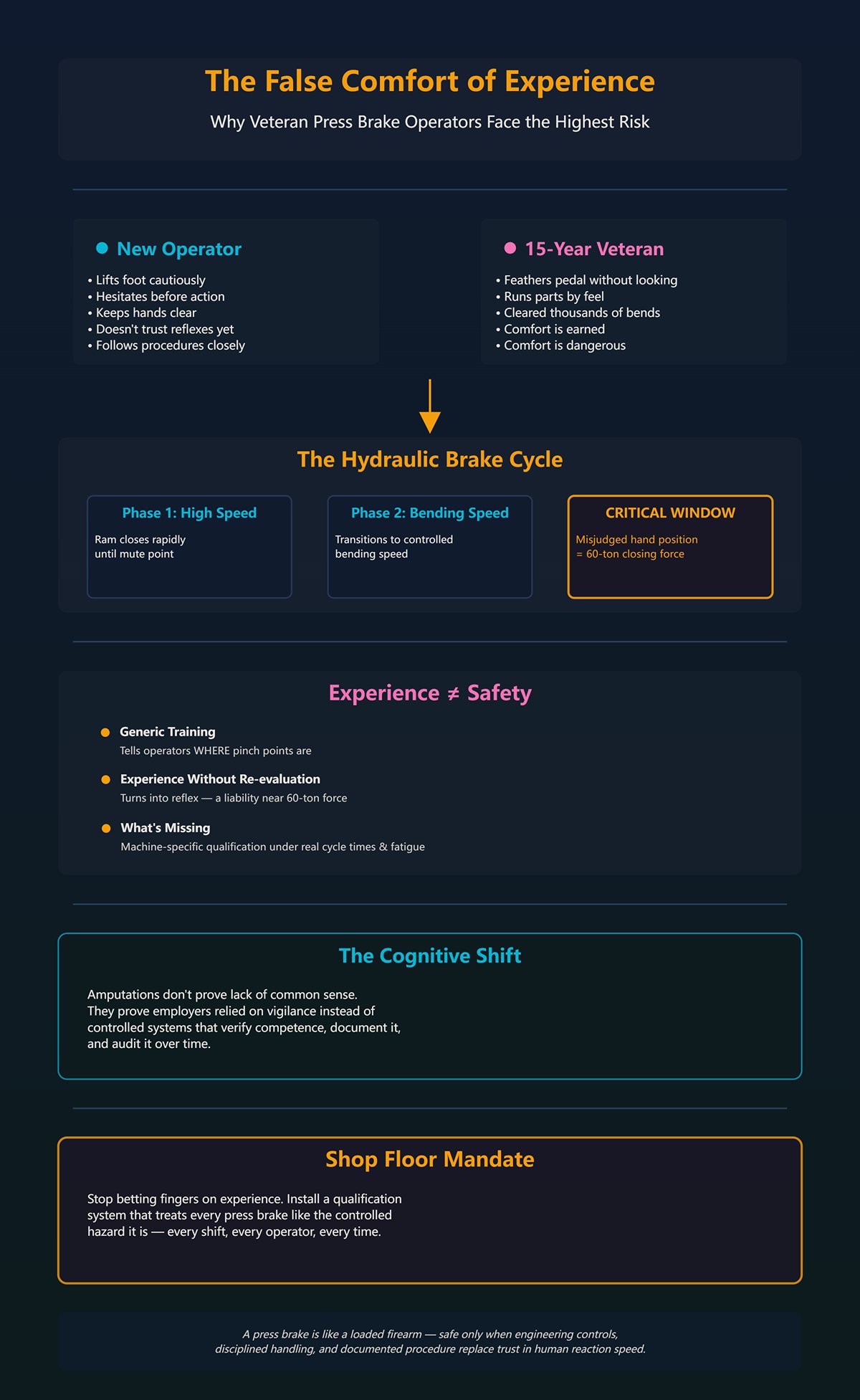
Um novo operador é cauteloso. Levanta o pé. Hesita. Mantém as mãos afastadas porque ainda não confia em si mesmo.
O veterano com 15 anos de experiência? Toca levemente no pedal sem olhar. Trabalha com base na sensação. Já fez milhares de dobras sem incidentes.
Esse conforto é conquistado — e perigoso.
Na maioria dos travões hidráulicos, o êmbolo fecha-se a alta velocidade até atingir o ponto de silenciamento e depois passa para a velocidade de dobra. Se a proteção for silenciada demasiado cedo ou o operador avaliar mal a posição das mãos por uma polegada, a máquina não pára para perguntar pelo nível de experiência. Conclui o curso.
A formação genérica mostra aos operadores onde estão os pontos de aperto. A qualificação específica da máquina testa se eles conseguem gerir esses perigos em tempos de ciclo reais, com fadiga real, sob pressão de produção real.
A experiência sem reavaliação estruturada transforma-se em reflexo. E reflexo perto de uma força de fecho de 60 toneladas é uma responsabilidade.
Portanto, aqui está a mudança cognitiva que quero que faça: as amputações não provam que um operador carecia de bom senso. Provam que o empregador confiou na vigilância, em vez de num sistema controlado que verifica a competência, a documenta e a audita ao longo do tempo.
Porque uma máquina de dobrar chapa na sua oficina é como uma arma carregada sobre um banco de trabalho — segura apenas quando controlos de engenharia, manuseamento disciplinado e procedimentos documentados substituem a confiança na velocidade de reação humana.
Mandato de Oficina: Deixe de apostar dedos na experiência. Instale um sistema de qualificação que trate cada máquina de dobrar chapa como o perigo controlado que ela é — em cada turno, com cada operador, em cada momento.
Fique ao lado de uma máquina de dobrar chapa mecânica de 10 pés com uma capacidade de 60 toneladas. O operador coloca uma chapa de calibre 14, encosta-a ao medidor traseiro e toca no pedal. Do ponto mais alto até ao ponto morto inferior, o êmbolo completa o seu curso descendente em bem menos de um segundo, à velocidade de aproximação. A folga entre a matriz superior e a inferior passa de dez centímetros para zero antes que a maioria das pessoas consiga pestanejar duas vezes.
Agora imagine uma mão a mover-se uma polegada demasiado para a frente.
Podes pregar “mantém-te atento” o dia todo. Mas quando o êmbolo se compromete, o tempo de reação humano — cerca de 0,2 a 0,25 segundos para um estímulo simples — não entra em lado nenhum na equação da distância de paragem. A massa da máquina, a energia armazenada, o engate da embraiagem e o tempo de resposta da válvula decidem o que acontece a seguir.
Essa é a realidade mecânica em torno da qual o teu sistema de qualificação tem de ser construído.
Se vais afirmar que alguém está “qualificado” num travão específico, a tua documentação tem de provar que essa pessoa entende o que a máquina pode e não pode fisicamente fazer. Não em teoria. Nesse modelo exato, com esse esquema de controlo exato, à velocidade de produção. Porque um programa de segurança que assume que um humano consegue reagir mais rapidamente que um ciclo de êmbolo comprometido é ficção.
E a ficção não resiste diante da OSHA.
Num travão mecânico de prensa, o volante armazena energia cinética. Quando a embraiagem se engata, essa energia é transferida através do veio de manivela e conduz o êmbolo por um curso completo — descendo e voltando a subir. Uma vez que a embraiagem bloqueia, o sistema tem de completar o ciclo. Não há paragem a meio caminho. Isso não é um problema de manutenção. É física.
Investiguei casos em que um operador tentou “dar um toque” no pedal durante a afinação, querendo um pequeno movimento para alinhar a ferramenta. A embraiagem engatou além do ponto morto superior, e o êmbolo deslocou-se através de percurso suficiente para fechar o espaço entre matrizes. Os dedos dele estavam entre as matrizes porque é aí que têm de estar durante a afinação. A máquina fez exatamente o que foi projetada para fazer.
Verdade dura: se o teu treino implica que um operador pode parar um travão mecânico a meio ciclo com reflexos rápidos, estás a treiná-lo para perder dedos.
Os travões hidráulicos comportam-se de forma diferente. Os seus êmbolos são acionados por fluido pressurizado, e sistemas devidamente concebidos podem interromper e inverter o movimento quando um dispositivo de deteção de presença é acionado. Mas mesmo aí, o tempo e a distância de paragem são valores mensuráveis — frequentemente várias décimas de polegada à velocidade de dobra. O teu processo de qualificação deve exigir que o operador saiba o tempo de paragem medido da máquina, não que o adivinhe.
E durante a afinação, quando as mãos entram entre as matrizes, nem a vigilância nem as cortinas de luz são o controlo principal. Bloqueio/etiquetagem (LOTO), verificação da posição do êmbolo e confirmação de que o veio de manivela não está além do ponto morto superior são os controlos. Se o teu PNP disser “mantém as mãos afastadas” durante as trocas de matrizes, escreveste uma regra impossível.
Um registo de qualificação defensável deve incluir uma demonstração testemunhada: o operador bloqueia, verifica estado de energia nulo, confirma a posição do êmbolo e explica verbalmente porque o ponto morto superior importa nesse travão específico.
Mandato de Oficina: Constrói a tua qualificação específica da máquina em torno das partes irreversíveis do ciclo primeiro — documenta que cada operador pode explicar e demonstrar o que não pode ser parado uma vez iniciado.
Já vi oficinas instalarem uma cortina de luz e declararem a máquina “em conformidade com a OSHA” nessa mesma tarde.
Num travão mecânico, a física da distância de paragem normalmente exige que a cortina de luz seja montada a 24 a 36 polegadas do ponto de operação. Essa distância vem de uma fórmula: tempo de paragem multiplicado pela velocidade de aproximação, mais um fator de segurança. Se o êmbolo não pode parar rapidamente, o campo de deteção tem de ser deslocado para mais longe.
O que significa que as mãos do operador estão dentro da zona de perigo antes que a cortina as detete.
Mas a ANSI B11 não te classifica pelas boas intenções. Importa o que se pode provar naquela máquina específica, em condições normais de produção, com avaliação documentada. Se o teu programa de qualificação não incluir verificações diárias do funcionamento dos dispositivos de deteção de presença — teste de interrupção de feixe, verificação do indicador, confirmação do tempo de paragem — estás a confiar num sensor que pode estar desalinhado e a falhar silenciosamente.
Nos travões hidráulicos com controlos a duas mãos, o requisito é a atuação simultânea e a pressão mantida através da parte perigosa do curso. Libertar qualquer dos botões tem de parar o êmbolo. Costumo perguntar aos operadores: “O que acontece se largares a meio do curso?” Metade deles pensa que o ciclo tem de terminar. Essa crença transforma uma funcionalidade de segurança em peso morto.
Fiabilidade de controlo significa que a proteção cumpre a sua função em cada ciclo, e que o operador sabe exatamente como se comporta. Não em geral. Especificamente.
Verdade dura: uma proteção que não é testada, documentada e compreendida é apenas decoração aparafusada a um perigo de 60 toneladas.
O seu ficheiro de qualificação deve mostrar: o operador demonstrou o teste diário da cortina de luz, explicou os limites da distância de segurança, mostrou o uso correto dos controlos de duas mãos e identificou quando ocorre o silenciamento durante o curso. Se não conseguir apresentar esse registo em menos de cinco minutos, não tem fiabilidade de controlo — tem esperança.
Mandato de Oficina: Trate cada dispositivo de proteção como um sistema que deve ser verificado e demonstrado por operador, por máquina, por turno.
Veja um veterano a executar 400 ciclos por hora numa prensa hidráulica. Carregar, alinhar, pedal, extrair, repetir. O pé toca o pedal sem olhar. As mãos flutuam perto do espaço da matriz porque já fez isto dez mil vezes.
Agora altere uma variável. Material mais espesso. Sequência de dobra diferente. Novo ajudante no lado da saída.
A memória muscular é um programa armazenado. Executa-se mais rápido do que o pensamento consciente. Isso é útil — até o ambiente mudar. Quando a velocidade de aproximação é de 10 polegadas por segundo e o ponto de silenciamento muda meia polegada devido a uma troca de ferramenta, esse programa armazenado pode colocar uma mão dentro da distância mínima de segurança de quatro polegadas antes que o cérebro registe a mudança.
Já vi ferimentos por chicoteamento onde a extremidade livre de uma chapa longa acelerou para cima à medida que a dobra terminava, atingindo um operador no maxilar. Nenhum ponto de beliscamento envolvido. Apenas transferência de energia e redução de massa. O treino genérico raramente aborda esse perigo secundário, por isso operadores experientes ficam na linha de fogo porque nada de mau aconteceu nas últimas 5.000 peças.
O senso comum é reconhecimento de padrões. As prensas dobradeiras ferem pessoas quando o padrão muda mais rápido do que o reconhecimento consegue acompanhar.
É por isso que a requalificação é importante. Não como papelada. Como uma reposição forçada de suposições. Quando a supervisão observa deriva — mãos a aproximarem-se mais, uso do pedal mais descuidado — a norma ANSI B11 exige requalificação. Não porque o operador seja imprudente, mas porque a memória muscular não se autoavalia.
Verdade dura: experiência sem reavaliação periódica e documentada transforma-se em excesso de confiança medido em dedos em falta.
O seu sistema de qualificação específico por máquina deve incluir observação em produção real, correção documentada de deriva insegura e nova demonstração de prática segura após qualquer alteração na ferramenta, proteção ou modo de controlo. É assim que constrói um sistema que tem em conta os pontos cegos humanos em vez de fingir que não existem.
Uma prensa dobradeira continua a ser essa arma carregada sobre o banco. Não se importa com quantos ciclos seguros houve antes daquele que não foi.
Mandato de Oficina: Requalifique os operadores sempre que as condições mudem ou apareça deriva — porque a memória muscular não é um dispositivo de proteção.
No inverno passado, estive em frente a uma prensa hidráulica de 175 toneladas instalada em 1994. A oficina tinha uma cortina de luz, um pedal e um dossier de três argolas com o rótulo “Programa de Segurança”. Fiz uma pergunta ao operador principal: “Qual é o tempo de paragem medido nesta máquina à plena tonelagem?” Ele não sabia. O supervisor de manutenção não sabia. Não havia registo de teste de tempo de paragem no dossier.
É aí que um programa juridicamente defensável começa ou colapsa.
A norma ANSI B11.3 não pergunta se deu uma palestra de segurança. Pergunta se a proteção naquela prensa específica, com os seus controlos e características de paragem específicas, foi avaliada e verificada. E dado que a norma B11.3 se apoia na B11.19 para os detalhes técnicos — fórmulas de distância segura, fiabilidade de controlo, desempenho do dispositivo — o seu currículo tem de traduzir a linguagem das normas em tarefas que um operador possa demonstrar: medir o tempo de paragem, calcular a distância mínima de segurança, testar o AOPD (dispositivo de proteção optoeletrónico ativo), verificar anti-bloqueio de duas mãos, confirmar a velocidade segura. Se não for calculado e testemunhado, não é real.
Verdade dura: se o seu treino não calcular a distância segura, não validar a função de proteção e não definir quem pode contornar a proteção, não tem um programa conforme à ANSI — tem uma política baseada na esperança.
Um currículo específico por máquina começa com uma análise de perigos para essa prensa: tonelagem, comprimento do curso, tipo de controlo, desempenho de paragem, método de proteção, modos de operação. Depois converte cada perigo numa competência exigida ao operador com um teste escrito e uma demonstração prática. Não “compreende cortinas de luz.” Demonstra teste diário do feixe, explica ponto de silenciamento, indica distância mínima de segurança em polegadas e identifica quando o dispositivo não é permitido como proteção primária.
Mandato de Oficina: Construa o seu currículo com base em dados mensuráveis da máquina e demonstrações testemunhadas — se não puder ser comprovado nessa prensa, não pertence ao seu ficheiro de qualificação.
Já vi travões mecânicos dos anos 1980 com tempos de paragem superiores a 300 milissegundos a meio curso. Façam as contas. A OSHA e a ANSI usam uma velocidade de aproximação da mão assumida de 63 polegadas por segundo. Multipliquem isso por 0,30 segundos e já estão nas 18,9 polegadas — antes de acrescentar fatores de segurança e tempo de resposta do dispositivo. É assim que se acaba a precisar de entre 24 e 36 polegadas entre o campo de deteção e a área da matriz.
Fique em frente à máquina e imagine. A cortina está a cerca de sessenta a noventa centímetros para trás. O operador consegue facilmente alcançar o punção antes de o pistão parar.
Isso não é proteção. Isso é mascarar.
O vosso currículo tem de forçar esta perceção, por escrito e na prática. Os operadores devem aprender como se calcula a distância de segurança e, depois, ver o tempo de paragem real medido do seu travão. Se a distância necessária tornar o AOPD impraticável, a formação tem de afirmar claramente que as medidas alternativas de proteção — comandos bimanual, proteções físicas, modo de configuração a velocidade segura — são a medida de proteção principal. Caso contrário, acabaram a treiná-los para confiar num feixe que a física já derrotou.
Depois há o modo de silenciamento. O silenciamento correto é uma suspensão temporária e controlada do campo de deteção durante uma parte específica e validada do ciclo — normalmente perto do fundo do curso, para permitir a ejeção da peça. Não é tapar uma lente com fita adesiva, inutilizar um suporte ou deixar o sistema em “mute” porque chapas grandes continuam a dispará-lo. Investiguei lesões em que o dispositivo funcionou exatamente como estava ligado — porque alguém o reconfigurou durante a manutenção e ninguém voltou a formar os operadores sobre as alterações.
Mas a norma ANSI B11 não se importa se o instalador “teve boas intenções”. Importa-se com o que ele pode provar nessa máquina específica, em condições normais de produção, com avaliação documentada.
O vosso programa deve exigir: medição documentada do tempo de paragem, cálculo escrito da distância de segurança, procedimento diário de teste funcional e uma declaração clara sobre quando o silenciamento é permitido e quem autoriza alterações. Os operadores devem demonstrar que conhecem o ponto de silenciamento em polegadas de curso — não apenas que “entra em mute no fundo”.”
Mandato de Oficina: Se a distância de segurança da cortina de luz exceder o alcance prático, documentem isso e formem para uma medida alternativa de proteção — nunca deixem que um feixe substitua a física.
Num travão hidráulico que funcione a 1,2 polegadas por segundo durante a conformação, o tempo de paragem pode medir 120 milissegundos. Em aproximação rápida — digamos 6 polegadas por segundo — é diferente. Dinâmica dos fluidos, resposta das válvulas, carga. Números diferentes.
A distância de segurança dos comandos bimanual é calculada da mesma forma que a de uma cortina de luz: velocidade da mão multiplicada pelo tempo de paragem, mais o tempo de resposta do sistema de controlo. Se o tempo de paragem aumenta porque a máquina foi configurada para uma dobra mais pesada ou um perfil de velocidade diferente, a distância necessária entre os botões e o ponto de operação aumenta proporcionalmente.
Isto, na prática, significa o seguinte: se os botões estiverem montados a 14 polegadas do espaço da matriz e a distância mínima segura calculada for de 16 polegadas nas definições atuais, está fora de conformidade e sem sorte.
Um currículo real faz os operadores percorrerem esse cenário. Eles analisam o último teste de tempo de paragem. Calculam a distância mínima. Medem fisicamente da face do botão à linha central da matriz. Aprendem que qualquer mudança de velocidade, curso ou configuração hidráulica pode invalidar pressupostos anteriores.
E devem demonstrar que, ao libertar qualquer botão durante a parte perigosa do curso, o pistão para imediatamente. Peço que o tentem sob supervisão. Alguns ficam surpreendidos quando de facto pára. Outros ficam mais surpreendidos quando não pára porque a manutenção desativou o sistema anti-repetição durante a resolução de problemas.
Dura verdade: Um comando bimanual montado demasiado perto é apenas uma forma confortável de perder dedos.
O vosso registo de qualificação deve incluir a distância segura calculada para os comandos bimanual nas velocidades de operação documentadas e uma verificação de que a posição do hardware cumpre ou excede essa distância. Sem estimativas. Sem “mais ou menos”.”
Mandato de Oficina: Recalcular e voltar a verificar a distância dos comandos bimanual sempre que a velocidade, a tonelagem ou o tempo de paragem mudem — os botões não se movem sozinhos, mas o risco sim.
A norma ANSI B11.3 permite um modo de velocidade reduzida — normalmente 10 milímetros por segundo, cerca de 0,4 polegadas por segundo — para configuração com medidas de proteção ativas. Já ouvi supervisores dizerem: “Está em modo lento, não te podes magoar.”
Vamos testar isso.
A 10 mm/s, o êmbolo percorre uma polegada em cerca de 2,5 segundos. Parece tolerante. Mas considere uma matriz em V estreita com uma abertura de 1/2 polegada e uma aba curta. Se a ponta do dedo de um operador estiver entre o punção e o material enquanto o êmbolo se move lentamente, a força necessária para amputar não é aplicada a alta velocidade; é aplicada pela tonelagem. Mesmo a velocidade de arrasto, uma vez feito o contacto e a pressão hidráulica aumente para 80 ou 100 toneladas, o tecido perde sempre.
A velocidade segura reduz a gravidade ao dar tempo para reagir antes do contacto. Não faz nada após o contacto se as mãos estiverem dentro do ponto de operação.
É por isso que o teu programa de formação deve definir as condições em que a velocidade lenta é permitida: controlo contínuo “manter para funcionar”, atuação mantida, curso limitado e—crucialmente—nenhuma parte do corpo dentro do espaço da matriz. Os operadores devem demonstrar o movimento até pouco acima do material, parar, medir a folga e manter as mãos afastadas. Se a tarefa exigir as mãos na área da matriz para alinhamento, pode ser necessária proteção adicional ou bloqueio. A formação por si só não pode rebaixar uma categoria de risco.
É aqui que a hierarquia da norma B11.0 é importante. A formação é o controlo menos fiável. Os controlos de engenharia—limitação de velocidade, ’manter para funcionar”, barreiras—devem suportar a responsabilidade. A lição para o operador é simples: devagar não é seguro; controlado e verificado é mais seguro.
Mandato de Oficina: Trata a velocidade lenta como uma ajuda de configuração, não como uma autorização para colocar a mão na matriz—nenhuma parte do corpo no ponto de operação, nunca.
Num local de trabalho, o interruptor de chave para o “modo de configuração” foi deixado na porta do painel de controlo. Qualquer pessoa podia rodá-lo. Os operadores de produção usavam-no para desativar a cortina de luz para “apenas algumas dobras complicadas”. Sem autorização escrita. Sem requalificação. Sem registo.
É assim que os dispositivos de segurança se degradam—silenciosamente.
A norma ANSI exige que a seleção do modo seja controlada e autorizada. O teu programa de formação deve especificar quem pode entrar no modo de configuração, que formação adicional deve possuir, que medidas de proteção substituem o dispositivo de segurança principal e como a máquina é devolvida ao modo de produção. Isto deve incluir uma lista de verificação documentada: confirmar AOPD ativo, testar função, confirmar posição do seletor de modo, assinatura.
E deve definir as consequências. Se alguém contornar um dispositivo de segurança sem autorização, é afastado da máquina até nova formação. Não porque gostes de disciplina. Porque estás a gerir uma arma carregada de 175 toneladas num banco.
Faço uma pergunta direta às oficinas: conseguem apresentar uma lista de operadores autorizados para o modo de configuração na prensa de travão #3, com datas de qualificação e demonstração documentada de operação a velocidade segura? Se a resposta for não, então qualquer pessoa com uma chave está efetivamente autorizada.
Verdade dura: se “toda a gente” pode contornar um dispositivo de segurança, então ninguém é responsável pela amputação que se segue.
Um programa de qualificação defensável e específico para cada máquina não ensina apenas os controlos. Define autoridade, documenta competência e bloqueia alterações de modo com procedimentos escritos e indivíduos nomeados.
Porque quando a OSHA aparecer, não vão perguntar se os teus operadores têm experiência. Vão pedir provas—nessa prensa, nesse modo, sob condições normais de produção.
Mandato de Oficina: Limita a autoridade do modo de configuração a indivíduos nomeados e qualificados—e documenta cada qualificação como se esperasses lê-la em voz alta numa declaração em tribunal.
No ano passado estive no escritório de um gerente de fábrica enquanto ele deslizava um dossiê de três anéis pela secretária. Separadores. Marcadores fluorescentes. Uma política de segurança assinada na primeira página.
Pedi a avaliação de risco da prensa de travão #2 com o punção segmentado de 1,2 metros e matriz em V de 1 polegada que estavam a usar naquela manhã. Silêncio. Depois: “Formámos-os em segurança geral de prensa de travão.”
Esse dossiê podia muito bem estar vazio.
Importa o que ele consegue provar nessa máquina específica, em condições normais de produção, com avaliação documentada. Não o que ele disse à equipa numa reunião de segunda-feira. Nem que todos assinaram uma folha. A diferença entre uma cultura de segurança e um sistema defensável é se consegues obter um registo específico da máquina em menos de cinco minutos quando alguém com um crachá o solicita.
Então, como se constrói algo que resista a esse momento em vez de colapsar sob ele?
Aproxima-te do Travão #3. É uma unidade hidráulica de 175 toneladas, cama de 10 pés, controlo a duas mãos em modo de produção, cortina de luz desativada para dobragem de caixas com proteções laterais instaladas. Agora troca a ferramenta: passa de uma matriz em V de 1/2 polegada para uma em V de 2 polegadas e aumenta o curso para chapa mais grossa.
O teu tempo de paragem não mudou muito. A abertura da matriz mudou. A tua exposição ao perigo com as mãos mudou.
A norma ANSI B11.3 exige uma avaliação de risco por tarefa e configuração. Isso significa que deves documentar os perigos não apenas para “operações de travão de prensa”, mas para:
É aqui que as oficinas se prejudicam. As cortinas de luz em travões mecânicos geralmente exigem uma distância de segurança calculada de 24 a 36 polegadas, com base no tempo de paragem e na velocidade de aproximação. A essa distância, o operador não consegue fisicamente segurar peças pequenas. Então, abandonam a cortina e voltam ao controlo a duas mãos ou a barreiras fixas.
Mas a norma ANSI B11 não diz “instala uma cortina de luz e considera seguro”. Diz para avaliar se o método de proteção realmente reduz o risco a um nível aceitável para essa configuração. Se a distância exigida torna a tarefa impraticável, a tua avaliação de risco deve documentar a estratégia de controlo alternativa — e por que ela funciona.
Verdade dura: se a tua avaliação de risco não muda quando a ferramenta e a tarefa mudam, não é uma avaliação de risco. É um formulário.
A tua avaliação escrita para cada travão deve listar as famílias exatas de ferramentas avaliadas, o método de proteção utilizado, as distâncias de segurança calculadas, restrições de modo e riscos residuais que exigem formação e supervisão. Nada de linguagem genérica. Especificações ligadas ao número de série e tipo de controlo.
Mandato de Oficina: Realiza e documenta uma avaliação de risco específica por tarefa e ferramenta para cada travão de prensa, e revê-a sempre que as ferramentas, os controlos ou os modos de operação mudarem.
O que entregas ao operador depois de identificares esses perigos?
Participei num seminário de um dia sobre proteção de máquinas onde os supervisores discutiam “fiabilidade de controlo”. Metade deles achava que significava que os botões pareciam firmes. Na realidade, significa a probabilidade de que o sistema de controlo relacionado com a segurança execute a sua função em condições previsíveis.
Se a tua lista de verificação não força essa conversa, ela não acontecerá.
Uma folha genérica de “Inspeção Diária do Travão de Prensa” geralmente diz:
Isso é papel de parede.
Uma lista de verificação específica da máquina para o Travão #1 com relé de segurança de canal duplo e controlo a duas mãos monitorizado deve exigir que o operador:
A maioria das amputações que investiguei não ocorreu na zona frontal da matriz durante a dobragem padrão. Ocorreu durante a recuperação da peça na parte traseira ou ao alcançar por cima de uma proteção lateral que “não fazia parte do trabalho”.”
Mas a norma ANSI B11 exige a proteção de todas as zonas de perigo expostas, incluindo traseiras e laterais. Se a tua lista de verificação nunca menciona o ponto de compressão da régua traseira, acabaste de criar uma lacuna de auditoria suficientemente grande para perder uma mão.
Verdade dura: uma lista de verificação universal é uma forma educada de dizer que não conheces as tuas próprias máquinas.
Cada POP deve ser identificado por ID da máquina, tipo de controlo e método principal de proteção. Se o Travão #4 usa AOPD laser e o Travão #5 usa controlo a duas mãos, as suas listas de verificação não devem ser intercambiáveis. Nunca.
Mandato de Oficina: Escreve e emite POPs e listas de verificação específicas das máquinas que façam referência aos componentes de controlo reais e às distâncias medidas — não linguagem genérica de “travão de prensa”.
Identificaste os perigos e escreveste listas de verificação. Agora vem o verdadeiro teste: o operador consegue provar que sabe operar esse travão específico em segurança?
Não qualifico operadores numa sala de aula. Qualifico-os no painel de controlo.
No Travão #2, farei com que um formando:
Se ele não conseguir responder a essa última, é porque não entende porque é que a distância de segurança muda.
Isto não é uma trivialidade. Se o tempo de paragem aumentar em 100 milissegundos e a velocidade de aproximação for de 63 polegadas por segundo, isso significa mais 6,3 polegadas de deslocamento antes da paragem. A distância anterior de 16 polegadas, que estava em conformidade, pode agora ser insuficiente.
E eu documento essa troca. Data. ID da máquina. Nome do avaliador. Tarefas específicas observadas. Se ele passou sem orientação ou se precisou de correções.
Verdade dura: se não tiver visto o operador demonstrar fisicamente um comportamento seguro nessa máquina, está a confiar na memória em vez da mecânica.
Os tipos da WeeklySafety dir-lhe-ão que nenhum operador deve trabalhar de forma independente sem demonstrar operação segura e resposta a alarmes. Têm razão. Mas até a competência demonstrada degrada-se com a fadiga e a repetição. É por isso que a qualificação não é permanente; é renovável e revogável.
Mandato de Oficina: Exija demonstração prática, documentada, das funções de segurança críticas em cada prensa dobradora específica antes de autorizar a produção independente.
Avaliou os riscos. Escreveu P.O.P.s específicos para a máquina. Verificou a competência. Que documentos realmente resistem quando alguém se magoa?
Um inspetor da OSHA não quer saber quão apaixonada foi a sua reunião de segurança. Mas a norma ANSI B11 exige documentação que demonstre um sistema — não um discurso.
Três documentos têm peso:
A SMACNA atualizou o seu manual de formação após quase três décadas porque os riscos mudaram — manuseamento de materiais, automatização, estratégias de controlo. Se os seus documentos não mudaram há anos, já estão atrasados em relação ao risco.
Verdade dura: Se não conseguires obter estes três documentos para um travão específico em cinco minutos, aos olhos da lei, eles não existem.
Quando uma oficina passa de conversas “tenha cuidado” para avaliações de risco, procedimentos operacionais padrão específicos para cada máquina, competências verificadas e registos recuperáveis, a segurança deixa de ser um slogan e passa a ser uma prova.
Mandato de Oficina: Constrói o teu sistema de segurança para pressofreios de modo que a avaliação de riscos, o registo de qualificação e o relatório de tempo de paragem de qualquer máquina possam ser produzidos imediatamente — porque um dia, vão pedir-te isso.
| Passo | Título | Conteúdo Principal | Mandato da Oficina |
|---|---|---|---|
| Passo 1 | Avaliação de Riscos por Máquina e Configuração de Ferramentas | Realiza avaliações de risco por tarefa e configuração, não apenas para operações gerais de pressofreio. Avalia cenários específicos como dobra de produção com AOPD, configuração a velocidade reduzida, formação de caixas com “muting” e manutenção com resguardos removidos. Documenta famílias de ferramentas, métodos de proteção, distâncias de segurança calculadas, restrições de modo e riscos residuais associados ao número de série da máquina e tipo de controlo. Atualiza as avaliações quando mudarem as ferramentas, o curso, os controlos ou os modos. | Realiza e documenta uma avaliação de risco específica por tarefa e ferramenta para cada travão de prensa, e revê-a sempre que as ferramentas, os controlos ou os modos de operação mudarem. |
| Passo 2 | Elaboração de Listas de Verificação Específicas por Máquina (Porque “Tamanho Único” Falha) | Substitui folhas de inspeção genéricas por listas de verificação específicas da máquina que referenciem componentes de controlo reais e distâncias medidas. Verifica funções antirrepetição, testa controlos de canal duplo de forma independente, confirma distâncias mínimas de segurança e inspeciona resguardos traseiros e laterais. Aborda todas as zonas de perigo expostas, incluindo pontos de esmagamento do calibre traseiro. Identifica cada procedimento operacional padrão pelo ID da máquina, tipo de controlo e método de proteção. | Escreve e emite POPs e listas de verificação específicas das máquinas que façam referência aos componentes de controlo reais e às distâncias medidas — não linguagem genérica de “travão de prensa”. |
| Passo 3 | Pontos de Verificação de Competência Prática | Qualifica os operadores no painel de controlo da máquina, não apenas em salas de aula. Exige demonstrações da sequência de arranque, identificação de modo, operação a velocidade reduzida, função de paragem por controlo manual a duas mãos e compreensão do impacto do tempo de paragem na distância de segurança. Documenta o nome do avaliador, ID da máquina, tarefas observadas e ações corretivas se necessário. Torna a qualificação renovável e revogável. | Exija demonstração prática, documentada, das funções de segurança críticas em cada prensa dobradora específica antes de autorizar a produção independente. |
| Passo 4 | Os Três Documentos Que Resistirão à Avaliação | Mantém registos recuperáveis de (1) formação e qualificação com detalhes específicos da máquina, (2) manutenção e relatórios de tempo de paragem com distâncias de segurança recalculadas, e (3) relatórios de incidentes e quase-acidentes que desencadeiem atualizações na avaliação de riscos. Assegura que a documentação represente um sistema de segurança ativo e possa ser produzida imediatamente quando solicitada. | Constrói o teu sistema de segurança para pressofreios de modo que a avaliação de riscos, o registo de qualificação e o relatório de tempo de paragem de qualquer máquina possam ser produzidos imediatamente. |
E mesmo assim, espera-te ainda outro problema: como impedir que esse sistema se degrade à medida que os atalhos voltam a surgir e a vigilância se desvanece?
Construíste o sistema. Procedimentos operacionais padrão específicos para cada máquina. Testes de tempo de paragem documentados. Qualificação prática. Registos recuperáveis em menos de cinco minutos.
Então, porque é que ainda se desvia?
Porque a vigilância se degrada segundo um calendário, e não importa quão impecável pareça o teu dossier.
Um pressofreio é como uma arma carregada num banco de trabalho. Seguro quando os controlos projetados estão intactos, o manuseamento disciplinado é imposto e cada ação segue um procedimento documentado. Mas se ficar ali tempo suficiente, alguém acaba por tratá-lo como um peso de papel. Não por maldade. Por familiaridade.
Familiaridade é perigosa.
No primeiro mês após a formação, os operadores narram os seus movimentos. Verificam as cortinas de luz, testam o sistema de dois botões contra amarração, confirmam a seleção do modo. Ao quarto mês, essas verificações são memória muscular. Ao sexto mês, tornam-se pressupostos.
E pressupostos não são controlos documentados.
Verdade dura: nenhum programa de formação sobrevive à produção rotineira, a menos que seja concebido para ser revalidado de propósito.
Mandato de Oficina: Coloque datas de validade nas qualificações dos operadores e exija uma nova demonstração periódica, específica para cada máquina, das funções críticas de segurança antes que a produção independente continue.
Mas quem percebe o desvio primeiro — o supervisor ou o operador?
Sexta-feira. 16:42. Trabalho urgente. O embarque está à espera.
O supervisor passa e vê um bom operador a produzir peças limpas a 18 golpes por minuto, cortina de luz alinhada, sem alarmes. Tudo parece conforme. Continua a andar.
O que ele não vê é o microatalho: o operador recolhe pequenas peças pelo lado em vez de esperar pelo retorno completo do martelo, poupando dois segundos por ciclo. Dois segundos vezes 400 ciclos são 13 minutos. É uma pausa para café recuperada.
O hábito ultrapassa sempre a política.
Os supervisores aplicam o que conseguem observar num instante. Os operadores vivem dentro do tempo de ciclo. Ao longo das semanas, pequenas desvios tornam-se normais. Esticar-se por trás de uma proteção “só para este calibre fino”. Colar um refletor porque as paragens por falsos alarmes atrasaram a preparação. Ficar meia polegada mais perto porque a peça é difícil de manusear.
Ninguém anuncia a mudança. Simplesmente passa a ser assim que operamos a Prensa #3.
Mas a ANSI B11 não se importa com o teu ritmo de sexta-feira à tarde. Importa-se com o que se pode provar nessa máquina específica, sob condições normais de produção, com uma avaliação documentada. Se a avaliação documentada ocorreu há seis meses, em condições calmas, e a realidade de hoje é diferente, o teu sistema já está desatualizado.
Verdade dura: se a aplicação depende de apanhar mau comportamento em vez de reverificar o comportamento seguro, o hábito vence sempre.
Mandato de Oficina: Agende verificações documentadas de competência sem aviso prévio durante a produção real — não demonstrações encenadas — e associe-as à continuação da autorização.
E o que acontece quando a própria máquina muda à tua frente?
Cada mudança de ferramenta é uma alteração mecânica. Ponto final.
Trocar uma matriz em V de 1 polegada por uma de 4 polegadas altera o comportamento da peça, a posição das mãos e, por vezes, a velocidade de aproximação. Instalar um punção mais alto muda o percurso do alcance do operador. Ajustar os dedos do calibre traseiro cria uma nova geometria de beliscamento posterior.
Tu dizes que não “modificaste a máquina”. Apenas preparaste o próximo trabalho.
Mas alteraste o limite de perigo.
Vi uma oficina adicionar ferramentas segmentadas para acelerar as preparações. Excelente movimento para a produtividade. Mas os novos segmentos abertos criaram um acesso lateral que permitia que uma mão alcançasse o ponto de operação sem interromper o campo da cortina de luz. Ninguém recalculou a distância de segurança. Ninguém atualizou a avaliação de risco. A qualificação original assumia ferramentas de comprimento total.
A proteção não foi removida com uma chave inglesa. Foi removida com uma ordem de trabalho.
Verdade dura: cada proteção que deixas de revalidar após uma mudança de ferramenta ou configuração é uma modificação que acabaste de fazer sem requalificar ninguém.
E lembra-te dos dados que ninguém gosta de admitir: os fabricantes de topo com proteção avançada não só têm taxas de acidentes mais baixas — também mantêm uma maior eficácia global dos equipamentos. Cerca de 90–100% de OEE contra valores nos 70% em ambientes com fraca proteção. Sistemas de segurança, quando mantidos, estabilizam a produção. Quando se degradam, tanto a segurança como o rendimento sofrem.
Portanto, a questão não é se deves fazer nova formação.
É quando e com que frequência.
Mandato de Oficina: Trata qualquer ajuste de ferramenta, modo de controlo ou proteção como um evento desencadeador que exige revisão documentada de perigos e, quando a exposição muda, requalificação nessa configuração específica.
Mesmo que imponhas verificações pontuais e gatilhos de formação, permanece um problema.
Como detetas as falhas antes que alguém sangre nelas?
A maioria das oficinas trata quase-acidentes como histórias embaraçosas. São sussurradas, depois enterradas.
Isso é ao contrário.
Um quase-acidente é o teu sistema de formação a responder-te.
O operador estende o braço por trás de uma proteção lateral para limpar uma chapa mal alimentada e prende a luva numa aresta afiada. Sem lesões. Ele recua bruscamente. A frequência cardíaca dispara para 140 batimentos por minuto. Ele não apresenta relatório porque “devia saber melhor”.”
Não. O teu sistema é que devia saber melhor.
Se alcançar por detrás da proteção era fisicamente possível, ergonomicamente tentador e mais rápido do que o método aprovado, o teu procedimento documentado está desalinhado com a realidade da produção. O operador não falhou o sistema. O sistema falhou o operador.
Verdade dura: se os operadores temem mais a disciplina do que a amputação, nunca ouvirás falar das condições que precedem a amputação.
Recompensa o relatório, não apenas o registo de segurança limpo. Liga as submissões de quase-acidente à revisão documentada de perigos. Atualiza o procedimento operacional padrão. Ajusta a proteção. Recalcula a distância de segurança, se necessário. Depois comunica a alteração no chão de fábrica para que os operadores vejam o ciclo a ser concluído.
É assim que a vigilância se torna estrutural em vez de emocional.
Uma quinadeira não perdoa reflexos. Respeita engenharia, documentação e repetição sob escrutínio. Se queres que o teu sistema dure mais do que seis meses, tens de o conceber para ser desafiado todos os meses.
Mandato de Oficina: Crie um processo formal de notificação e revisão de quase-acidentes que desencadeie uma reavaliação documentada dos perigos e comunique as ações corretivas — e meça a participação como um indicador principal da saúde do sistema.
Pretende um calendário que mantenha a revalidação da segurança sem sufocar a produção.
Ótimo. Porque se o seu sistema só funciona quando o responsável de segurança está a observar, então não tem um sistema — tem supervisão.
Este roteiro de 90 dias é o caminho para passar de “nós formámos as pessoas” para poder estar perante um inspetor de conformidade da OSHA e demonstrar — em papel e no terreno — que uma lesão na mão no Travão #3 é estruturalmente improvável em condições normais de produção. Não estatisticamente fora de prazo. Não dependente de reflexos.
Não estamos a acrescentar reuniões. Estamos a construir provas.
Os dias 1 a 30 não dizem respeito à perfeição. Dizem respeito à exposição.
Comece com uma avaliação formal de risco segundo a norma ANSI B11.0 em cada prensa de dobragem ativa, mesmo que esteja nesse canto desde 1994. Gravidade, frequência de exposição, probabilidade de ocorrência. Escreva tudo. Se não conseguir apresentar uma avaliação documentada para essa máquina específica e a sua configuração atual de proteção, está a operar com base na memória.
Depois meça e registe três linhas de referência para cada prensa:
Se o tempo de paragem for de 320 ms hoje e 390 ms daqui a seis meses, esse desvio de 70 ms não é trivial — é deslocamento adicional à velocidade máxima do êmbolo. A física não negocia.
Agora documente quem está autorizado em cada máquina e sob que configurações. Ferramentas de comprimento total são uma configuração. Ferramentas segmentadas são outra. Se o envelope de perigo mudar, a qualificação muda.
Verdade dura: se não conhece os limites mecânicos de partida e quem está autorizado dentro deles, está a adivinhar com 60 toneladas de pressão hidráulica.
Este mês é sobre transformar suposições em linhas de referência registadas. Está a construir a imagem do “antes” para que o desvio se torne visível em vez de normal.
Mandato de Oficina: Dentro de 30 dias, complete e arquive uma avaliação de risco específica da máquina, medição do tempo de paragem, cálculo da distância de segurança e lista de autorização de operadores para cada prensa de dobragem ativa.
Mas uma vez que tenha as linhas de referência, como garantir que continuam alinhadas com a forma como as máquinas realmente operam?
Agora testas o papel sob pressão contra a realidade.
Escolhe uma prensa por semana e observa-a sob carga total de produção — tempos de ciclo reais, fadiga real, peças reais. Se o operador estiver a fazer 18 ciclos por minuto e a retirar as peças de lado para poupar dois segundos, o teu POP tem de abordar exatamente esse comportamento.
Elabora ou revê POPs específicos para cada máquina que correspondam à forma como o trabalho é realmente executado: modo de configuração, modo de produção, desobstrução de encravamentos, inspeção da primeira peça. Define a posição das mãos, a postura corporal e o modo de controlo exigido em cada fase. Nada de linguagem genérica como “mantenha as mãos afastadas”. Se o martelo se desloca 1,5 polegadas durante uma configuração em velocidade lenta, escreve isso.
Depois, volta a formar por função, não por grupo. Os ajustadores precisam de uma revisão dos perigos específicos da configuração. Os operadores precisam de demonstrar competência com o esquema de proteção exato que irão utilizar. A manutenção precisa de procedimentos documentados para testes de tempo de paragem e validação após reparação.
A fadiga também pertence a esta fase. Se sabes que os turnos longos reduzem o tempo de reação, ajusta a programação ou estabelece rotação obrigatória em trabalhos de alto ciclo. Não pregues vigilância enquanto agendas turnos de 12 horas com margens apertadas.
Mas a norma ANSI B11 não se importa que tenhas feito uma reunião de segurança. Importa-se com o que se pode provar naquela máquina específica, em condições normais de produção, com avaliação documentada. Se a tua requalificação não termina com uma autorização assinada, específica da máquina e ligada a uma configuração, é ruído.
Verdade dura: requalificação em grupo sem requalificação específica da configuração apenas refresca a memória — não controla a exposição.
Mandato de Oficina: Até ao Dia 60, cada operador deve ser requalificado em cada prensa e configuração que utiliza, com POPs atualizados que reflitam a realidade observada da produção — não as condições ideais.
Alinhaste a documentação com o trabalho real. Agora precisas de ver se resiste ao escrutínio.
É aqui que a maioria das oficinas hesita.
Realiza uma auditoria simulada como se a OSHA entrasse às 9:15 da manhã. Faz três perguntas em cada prensa:
Se demorar mais de cinco minutos a apresentar, o teu sistema é frágil.
Depois testa o chão de fábrica. Entrevista um operador: “Que mudanças geram nova formação?” Se a resposta for “quando nos magoamos” ou “quando o chefe diz”, a tua cultura ainda é reativa.
Agora aqui está a mudança que a maioria das pessoas não percebe.
Os fabricantes de topo que mantêm cerca de 90% de eficácia global do equipamento não chegam lá a arriscar as mãos. Os seus controlos de segurança estabilizam a produção. Menos paragens não planeadas. Menos investigações. Menos caos. Quando a proteção é concebida e revalidada, a máquina opera de forma previsível.
Por isso, durante esta fase, acompanha tanto os indicadores de liderança de segurança — relatórios de quase acidentes, gatilhos de requalificação, frequência de testes de tempo de paragem — como os indicadores de estabilidade de produção, como o tempo de paragem relacionado com falhas de proteção ou erro do operador. Se o trabalho de segurança for bem feito, deverás ver menos paragens desnecessárias e menos reduções de velocidade “misteriosas”.
É assim que se inverte o falso compromisso. A segurança torna-se um sistema de controlo, não um obstáculo à produção.
Dura verdade: se a tua auditoria simulada revelar falhas que não consegues resolver numa semana, uma auditoria externa vai expô-las em um dia.
No Dia 90, deverás ser capaz de estar no corredor, olhar para uma prensa dobradeira em funcionamento e dizer: conhecemos o seu tempo de paragem, conhecemos a sua distância de segurança, sabemos quem está autorizado e temos um sistema de disparo que obriga à revalidação sempre que algo muda.
Não porque confiamos nas nossas pessoas.
Porque criámos uma estrutura que não depende da confiança.
Mandato de Oficina: Dentro de 90 dias, sê capaz de provar — com documentos específicos da máquina, entrevistas ao vivo e dados medidos — que uma lesão na mão em cada prensa dobradeira é estruturalmente improvável durante a produção normal.
Leva isto para o futuro: a segurança não é um programa que se lança; é um ciclo de controlo que se mantém. Quando começas a tratar cada alteração de configuração como uma mudança mensurável de risco mecânico — e cada autorização como uma licença condicional ligada a esse risco — deixas de pedir aos operadores que sejam heróis.
E começas a desenhar uma oficina onde heroísmos não são necessários.


















